Embed Size (px)
Citation preview

Hydrogen production with integrated CO2 capture in a novel membrane assisted Chemical switching reforming (CSR) reactor
1 Chemical Process Intensification, Department of Chemical Engineering and
Chemistry, Eindhoven University of Technology, The Netherlands
2 Energy & Process Engineering, Norwegian University of Science and
Technology, Norway
Solomon A. Wassie1,2, Jose A. Medrano1, Fausto Gallucci1,
Martin van Sint Annaland1

2
OUTLINE Introduction
The Chemical Switching Reforming (CSR) concept
Results
Conclusions
TU e Technische Universiteit Eindhoven University of Technology

3 TU e Technische Universiteit Eindhoven University of Technology
Motivation
Fossil fuels are the basis of the primary energy worldwide
Projections indicate a growth in the use of fossil fuels in the coming decades
70 % fossil
Primary energy
90 %
0
5
10
15
20
25
30
1970 1980 1990 2004 2020 2050
10
9 t S
KE
Renewable energies
Water power
Natural gas
Oil
Coal
Nuclear power
World wide consumption of primary energy (Source: BP (2003), World Energy Council).
Introduction CSR concept Results Conclusions Why environment and fossil fuel/ combustion?

4 TU e Technische Universiteit Eindhoven University of Technology
Motivation • At present world wide consumption of primary energy1 is about 1.7.1010 t SKE ! (for
2050: more than 2.5.1010 t SKE).
• More than 90% of primary energy at present is provided by fossil fuels (for 2050: more than 70%).
• Based on coal this amounts to a mass of about 1.5.1010 t per year.
• Based on 0.01 € per kWh this amounts to a cash flux of approximately 1.2.1012 € per year.
• World economy to a large part is dominated by energy markets!
• Fossil fuels are converted to secondary (final) energy exclusively by combustion.
• Products of combustion: CO2, NOx, other local poluttants
• CO2 is the main gas affecting the climate change!!!
Combustion has large impact on environment, daily life, economy!
Introduction CSR concept Results Conclusions

5 TU e Technische Universiteit Eindhoven University of Technology
60
55
50
45
40
35
30
25
20
15
10
5
0
2010 2015 2020 2025 2030 2035 2040 2045 2055
GtC
O2
Year
CCS 19 %
Renewable 17 %
Nuclear 6 %
Power generation
efficiency and fuel
switching 5 %
End-use fuel switching
15 %
End-use fuel and
electricity efficiency 15 %
BLUE map emissions 14 Gt
Baseline emissions 57 Gt
WEO 2009 450 ppm case ETP 2010 analysis
Air
N2
Fuel
CLC: CO2 + H2O
CLR: CO + H2
Me
MeO
The IPCC mitigation strategies:
Introduction CSR concept Results Conclusions
THE ENERGY IN THE FUTURE
Chemical looping is one of the most promising technology among CCS strategies.
CO2 free technology
Kaya equation (Impact =Population xAffluence xTechnology) (translated to CO2 emmision)
CO2 Emission = CO2/energy x [ energy/product x GDP/person] x population
Goal: Reduction by
50% until 2050
Increase by a factor of 1.5
(IPCC 2000) Increase by a factor of 1.65
(1% growth per year)
Decrease by a factor of 0.4
(-1.8% per year, alternative
scenario IEA 2004)
“CO2-free”
technologies?

Reformed Syngas
Reformer and
Furnace
EX01.A
HT-WGS
PSA
Steam
Cycle
Pre
-RE
F
S-removal
H2 to de-S
Air
NG
Pure H2PSA-offgas
H2O to process
Gas stack
steam-to-export
6 TU e Technische Universiteit Eindhoven University of Technology
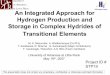
THE H2 PRODUCTION… Hydrogen production with integrated CO2 capture is a promising technology
in terms of process efficiency.
More than 80% is produced by Steam Reforming (SR) of natural gas/methane in multi-tubular fixed-bed reactors.
CH4 + H2O ↔ CO + 3H2
ΔH°298K = +206 kJ/mol; 800-1000 ℃; 20-35 atm
CO + H2O ↔ CO2 + H2
ΔH°298K = -41 kJ/mol; 200-400 ℃
1 Highly endothermic and
equilibrium limited reaction
system
2 Process is efficient only at
very large scale.
4 CO2 emissions
Introduction CSR concept Results Conclusions
3 Large number of downstream processing steps decreases the system efficiency

7
DepletedAir
H2
CO2 + H2O
CH4 + H2O
Air
Air r
eacto
r
Fuel re
acto
r
Hot MeOH2 perm-selective membranes
MeO/N2 separation
1
2
3
4
CH4 + H2O ↔ CO + 3H2
ΔH°298K = +206 kJ/mol
CO + H2O ↔ CO2 + H2
ΔH°298K = -41 kJ/mol
1 Autothermal process can be achieved by
adjusting the circulation rates
2 Mixing of N2 with CO2 is avoided
3 Pd-based membranes for selective H2
separation leading to conditions beyond
the thermodynamic equilibrium
4 Pure H2 through the membranes
CO2 capture (easily separated from
steam) from the fuel reactor
However pressurized interconnected
reactors is a technology not developed and
represents technological challenges
TU e Technische Universiteit Eindhoven University of Technology
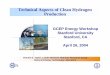
THE MEMBRANE-ASSISTED CHEMICAL LOOPING REFORMING CONCEPT
How can we avoid the use of interconnected reactors??
Introduction CSR concept Results Conclusions

8 TU e Technische Universiteit Eindhoven University of Technology
THE MEMBRANE-ASSISTED CHEMICAL LOOPING REFORMING CONCEPT
High pressure operation
Introduction CSR concept Results Conclusions
Increase the diving force across the membrane = reduce the amount of membrane surface area required for a given fuel throughput
Deliver a high pressure CO2 stream for efficient compression, transport and storage
Allow more homogeneous fluidization with better mass transfer rates

9
1 Autothermal process can be achieved by
adjusting the circulation rates
2 Mixing of N2 with CO2 is avoided
3 Pd-based membranes for selective H2
separation leading to conditions beyond
the thermodynamic equilibrium
4 Pure H2 through the membranes
CO2 capture (easily separated from
steam) from the fuel reactor
TU e Technische Universiteit Eindhoven University of Technology
THE CHEMICAL SWITCHNING REFORMING CONCEPT Depleted Air
H2
CO2 + H2O
CH4 + H2OAir
H2 perm-selective
membranes
5 Possibility to work at high pressures
Scaling up of the reactor is simplified
1
2
3
4
5
Introduction CSR concept Results Conclusions

10 TU e Technische Universiteit Eindhoven University of Technology
THE EXPERIMENTAL SETUP
AIR
N2
CH4
H2O
T
H2P
P
P
P
T
T
GA
Vent
P
FM
Drain Process water
T
T
T
T
T
P
P
P Gas pressure regulator (manual)
Butterfly valve (open-close)
Needle valve
Massflow controller
3 way valve
PPressure sensor
Temperature sensor
Temperature regulator
Heat band power controller
Control computer
Condensor
FM Permeate flow meter
Gas analyzer
Particle filter
Pd - membrane
Vacuüm pump
Heat exchanger
Process equipment
Material flow
Process water
Measurement data
Command data
Thermal flow
Tracer
Condensate vessel
Flow characteristics Process control
Pressure relief valve
Inslutaion
Chemical
Material source/outlet
Instruments & sensors
T
GA
T
10 cm
3.5 cm
Top view (membrane configuration)
Introduction CSR concept Results Conclusions

Catalyst: Ni/Al2O3 (37% weight) dp= 0.1-0.2 mm Permeate at vacuum conditions Oxidation time: 2-8 min Oxidation : reduction = 1:2
11 TU e Technische Universiteit Eindhoven University of Technology
MEMBRANES and Exp. CONDITIONS
4 Pd-Ag metallic supported 13 cm length 1 cm diameter Permeance: 1*10-6 mol/s/Pa/m2
Ideal perm-selectivity > 11.000
Configuration T [°C] u0/umf P (Bar) Overall Oxygen to
Carbon ratio S/C ratio
FBMR 425-600 3-5 1-4 - 2-3
CSR 450-550 3-5 1-4 0.5 2-3
X5000 5μmb) X5000 5μmc)
X1000 10μma)
Hastelloy X support
Ceramic barrier layer
Pd-Ag layer
4.12 μm5.00 μm 4.68 μm 4.36 μm 4.32 μm
Hastelloy X support
Ceramic barrier layer
Pd-Ag layer
Introduction CSR concept Results Conclusions

12 TU e Technische Universiteit Eindhoven University of Technology
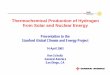
EXPERIMENTAL DEMONSTRATION Conventional SMR in FBMR
Experimental conditions • P= 4 bar • T= 470 oC • S/C = 3 • U0= 3Umf [m/s]
0
20
40
60
80
100
0
5
10
15
20
25
30
0 500 1000 1500 2000 2500 3000
CH
4convers
ion (
%)
Rete
nta
te c
om
po
sitio
n (
Vo
l%)
Time (s)
CO CO2 CH4
H2 XCH4
No H2 extraction With H2 extraction
Introduction CSR concept Results Conclusions
The selective extraction of H2 through the membranes displaces the equilibrium towards products
Typical test measurement

13 TU e Technische Universiteit Eindhoven University of Technology
EXPERIMENTAL DEMONSTRATION Conventional SMR in FBMR
Introduction CSR concept Results Conclusions
0
10
20
30
40
50
60
70
375 425 475 525 575
CH
4 c
on
ve
rsio
n (
%)
T (°C)
FBMR FBMR
FBR FBR
Influence of temperature at 1.6 bar
Thermodynamic equilibrium calculated in Aspen Plus ®
Deviations associated to a combination of changed hydrodynamics and kinetics limitations
Better understanding of the FBMR concept… Time for the Chemical Switching Concept

14 TU e Technische Universiteit Eindhoven University of Technology
EXPERIMENTAL DEMONSTRATION CHEMICAL SWITCHING REFORMING
Introduction CSR concept Results Conclusions
470
490
510
530
550
570
590
0 1000 2000 3000 4000 5000 6000 7000
Re
ac
tor
tem
pera
ture
(0C
)
Time (s)
Typical test measurement
Experimental conditions • P= 3 bar • T= 550 oC • S/C = 3 • U0= 3Umf [m/s] • Oxidation:reduction = 1:2 • Oxidation time = 6 min • Adiabatic conditions
• Autothermal operation is demonstrated • Hydrogen Recovery > 25% • Separation factor > 30%
0
5
10
15
20
25
30
35
40
0 1000 2000 3000 4000 5000 6000 7000
Rete
nta
teco
mp
osit
ion
Vo
l (%
)
Time (s)
COCO2CH4H2
No membranes With membranes

15 TU e Technische Universiteit Eindhoven University of Technology
EXPERIMENTAL DEMONSTRATION CHEMICAL SWITCHING REFORMING
Introduction CSR concept Results Conclusions
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7 8 9
CH
4 c
on
ve
rsio
n (
%)
Oxidation time (min)
MAGSR GSR
MAGSR GSR
0
10
20
30
40
50
60
70
80
0 0.2 0.4 0.6 0.8 1Te
mp
era
ture
rise
pe
r cycle
(0C
)
Normalized time (-)
Influence of oxidation time at 1.6 bar and Tend 475 0C Oxidation : reduction = 1:2
Influence of oxidation time at 1.6 bar and Tend 485 0C on the autothermal stability Oxidation : reduction = 1:2
Main outcomes: Deviation between thermodynamics and experiments associated to slow gas-solid reaction for
reduction of the NiO into free Ni for the catalytic reforming reaction There is an optimum in oxidation temperature

16 TU e Technische Universiteit Eindhoven University of Technology
POST-MORTEM CHARACTERIZATION
Hastelloy X Ceramic barrier
Pd-Ag layer
X5000 5μmb) X5000 5μmc)
X1000 10μma)
Hastelloy X support
Ceramic barrier layer
Pd-Ag layer
4.12 μm5.00 μm 4.68 μm 4.36 μm 4.32 μm
Hastelloy X support
Ceramic barrier layer
Pd-Ag layer
Ideal perm-selectivity > 11.000
After use ideal perm-selectivity: 150
Fresh membrane
Formation of PdO on top of the Pd layer
Delamination of the Pd layer because of thermal cycles
Introduction CSR concept Results Conclusions

17
CONCLUSIONS
CHALLENGES Redefine the concept configuration to limit membrane exposure to oxygen
Improve existing membranes with higher thermal and mechanical resistance to
oxidative atmospheres
The CSR allows the use of pressurized conditions easier than other concepts
and combines advantages of Chemical Looping technology and membrane
reactors, where pure H2 can be achieved accomplishing CO2 capture
Autothermal operation can be obtained by switching the feed periodically
The oxygen carrier reduction limits methane conversion and hydrogen recovery
The membranes were not able to withstand the continuous oxidation/reduction
cycles with corresponding thermal cycles
The reactor concept has been proven by the first time, although more research is
needed
TU e Technische Universiteit Eindhoven University of Technology
Introduction CSR concept Results Conclusions

18
Contact us at
TU e
TU e Technische Universiteit Eindhoven University of Technology