-
MECHANICAL FINISHING (Physical)
0 Heat Setting
0 Napping
0 Shearing
0 Sueding
0 Calendering
0 Decatizing
0 Compacting
0 Relaxation Drying
1
-
Mechanical Finishing
0
0
0
0
0
0
0
Process for stabilizing polyester and nylon fabrics by heating
at 350-4000F for 20-60 seconds.
Uneven moisture causes the fabric to dry unevenly and therefore
be subjected to uneven heatsetting.
Not effective on cotton or rayon.
May be performed in fabric or garment form.
Differential dyeing, bow-bias and yellowing can result.
May cause shade variation from side-to-side if done prior to
dyeing.
May cause variations in shrinkage.
2
-
I
3
-
Naming:
0
0
0
- 0
0
Fabric construction and yarn has big effect on the pile. p s,
&Lf &.A. _I*" i
* -**..)Y+
Important to have a napping lu B ricant on the fabric to aid in
pile raising.
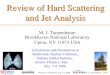
Types of Nappers: 0
0
Single acting which gives a long parallel pile. Double acting
which gives a full, heavy non-directional pile. Knit goods nappers
designed to hold tensions on knits and tucks nap back into
ground.
Problems Include:
0
Overnap, which weakens the fabric. Wrinkles, creases and folds
which cause obvious defects. Napping goods of varying widths.
Napper Streaks Are Caused By: 0 Worn and bent wire.
0 Clogged wires.
Changing widths (it's best to nap wide goods first and then the
narrow ones).
PILE-WORKER
TRANSMISSION DRIVE FOR WORKER ROLLS r .A R R 1 E S
r ; 3 R K E X a Single Action
RCLLS CLEANING ROLL ( F A N C Y ) I
-
CLO
TRANSMISSION D R I V E F O R W O R K E R ROLLS
C L E A N I N G ROLLS ( F A N C I E S )
Double Action
TR.4NSMISS IO% D R I V E
CLE.4NING ROLL (FANCY)
Knit Goods 5
c
-
Shearing:
0 Napped fabrics may be sheared to give a fabric of uniform
height and even pile.
o Smooth fabrics may be sheared to make smoother fabric.
o
0
Pilling of some fabrics may be improved by shearing.
Hi-Lo patterns can be created by going over a solid bar. Random
patterns are created by using rubber blankets.
* o Shearing defects are caused by folds creases and heavy
edges.
o Misaligned blades cause uneven shearing.
0 Sewn seams must be jumped otherwise the shearer will destroy
the seam and damage the blades.
0 Foreign metallic objects will damage the blades.
o Use of rotary blade(s) to trim raised surfaces, primarily
napped fabrics, to a uniform height.
o This reduces the tendency of the fabric surface to mat and
also reduces the pilling tendency.
0 Special types of blades and conveyor belts can produce pattern
effects on the surface.
-
SHEARING
A
Shearer
7
-
Sueding:
0
0
0
0
0
0
~ --
Purpose is to cut surface fibers and produce a fuzz, a
suede-like surface on the fabric.
Fabric is abraded with sandpaper covered rolls (emery cloth,
etc.)
Course paper gives heavier pile whereas fine grit paper gives a
light pile.
Types of Machines: 0 Large single roll. 0 Series of smaller
diameter rolls.
Variables: 0 Grit of sandpaper 0
0 Speed of the fabric 0
Speed of the sanding roll Pressure of the sandpaper on the
cloth
Number and direction of passes through process
Problems Are Caused By: 0
0
0
0
0
Folds and creases which give obvious defects. Too much softener
loads up sandpaper. Causes shiny appearance. Slubs, knots and heavy
selvages cause holes in the fabric. Paper needs to be changed at
the proper time to give a uniform product. Multiroll machine allows
for continuous replacement of roll covers over a preprogrammed
schedule.
8
-
I
J
J 0
a
. 3
-
0
.C
lo
-
I
Polisher:
0
0
0
0
0
A polisher contains fluted heated revolving cylinders with
serrated blades in the flutes. A blanket adjusts the pressure
against the cylinder.
Synthetic fabrics are polished.
Surface is raised to create a pile.
Sculptured effects can be created.
Same problems as in shearing.
11
-
Calendering:
0
0
0
0
- --
Purpose is to flatten fabric thereby increasing luster and
smoothness.
Process:
0
0
Fabric is passed between rolls under heavy pressure. One roll is
usually metal and the other is usually covered with paper or
fabric. The temperature ranges from cold to 500oF, while pressure
may range from 200 lbs/in2 to 2500 lbs / in2. Moisture in the form
of water or steam may be used to achieve a desired luster.
0
Key Components: 0 Composition of calender rolls 0 Pressure 0
Heat 0 Moisture
Fabric Characteristics: 0 Becomes thinner, less permeable, has
more cover
and luster. 0 Too much pressure makes the fabric papery. 0
Excessive heat and pressure will cause too much
luster. 0 Scarred surface rolls will imprint the defect onto
the fabric. 0 Effect is usually permanent on thermoplastic
fibers. 0 Resins required to be used to make calendering
durable on cellulosic fabrics. Without the resin the effect
lasts only one laundering.
1 2
-
0 Types: Friction
0 Schreiner 0 Embossing
Friction Calendering:
0 Usually 3 roll process
0 A central cotton fabric or paper roll is sandwiched between
two metal rolls which are turned at very fast speeds as compared to
the cotton roll.
0 The fabric to be calendered is laced between the metal rolls
and the cotton roll, and the surface of this cloth is brought to a
highly polished state.
0 Starches and waxes give a temporary glaze, while durable
glazes are generated from fabrics treated with resins.
i
13
-
Five-Roll Calender
1 4
-
Diagram of calender rolls, showing how fabric passes between and
around the rolls.
15
-
Fabric Feeding of a 5-Roll Universal Calender with 2 Fabric
Webs.
1 6
-
I
Schreinering:
o Large metal roll engraved at a 260 angle with fine lines
(250-300/in.) presses on the fabric surface.
o Result is a soft, silk-like luster on cotton and linen. Soft,
opaque lingerie fabrics are produced from tricot knits by
Schreinering.
1 7
-
fabric \ f l - \ W delivek roll
FIGURE 2i.1 Diagram of a schreiner calender. Insert shows angle
lines on the face of the calender roll.
Figure 2.15. Schreiner steel bowl shewing :hz lir:a.: mgrave:l i
- i i t s surface (250 to 350 lines per inch). The cut of the line
intc, Line bowl m y k c- i.ailiided or sharp as shown in Figure
2.16
Figure 2.16. high lustre
Schreiner imprint of two types c f schreiner lines on fabric t o
give
18
-
Embossing:
o Usually a two roll special calender.
o Uses a heated metal roll with an engraved pattern surface and
a paper roll with the "negative" of the pattern on the metal or
without a pattern.
o Fabric is passed between these rolls and the pattern is set
into the fabric by heat and pressure. Thermoplastic fibers can be
set by heat.
o Cotton fabrics must have a resin finish to give a durable
effect.
1 9
-
Diagram
of Em
bossing Rolls
for raised designs 20
-
Compacting:
0
0
0
0
a 0
0
0
0
0
- --
Purpose - To reduce fabric shrinkage mechanically by forcing the
structure of the fabric to compress upon itself.
Process - May be compacted by a rubber blanket and Palmer unit
or by a series of rolls and "shoes."
A way of mechanically reducing fabric shrinkage.
Fabric becomes heavier and yardage yield is reduced.
As long as the fabric is not stretched, the fabric is
stable.
Steam and proper lubricants are necessary to allow the yarns to
slip by each other.
Over compacting distorts fabric.
Blanket Compactor 0 Fabric must be smooth and wrinkle-free
before
entering the rubber blankets. Tension control into the Palmer
Unit is essential. The fabric must be dry coming out of the Palmer
to set the new configuration. Take-off and wind-up tensions must be
minimal to get the full benefit of the run.
0
0
Heat roll and shoe compactor 0
0
Fabric must be smooth and wrinkle-free going into compactor.
Distance between roll and shoe must be exacted. Tensions in
take-off and wind-up must be held at a minimum.
23
-
24
-
Decatizing:
0
0
0
0
0
0 - --
Purpose - To enhance and fix luster, soften and improve hand,
and impart dimensional stability. It may also help to overcome
uneven or blotchy dyeings.
Process involves sandwiching the fabric between two layer of
cotton blankets, winding the fabric onto a perforated drum, blowing
steam through the fabric, and then vacuuming the excess moisture
away while cooling the fabric.
Fabric hand becomes fuller
Fabric is more lustrous, and stable.
Hot and cold water may be substituted for steam and cold air for
some fabrics.
Variables are pressure, amount of heat, moisture, cooling and
time of treatment.
2 1
-
aJ
i i
I I !
i I I
1 i
!
I I
i
I I I
! I
22
-
25
-
26 .
-
FINISHING CORDUROY
o Process - To cut the filling loops and brush the pile.
o Process - Filling floats are raised by tiny fingers and then
cut by rotating circular blades.
The cut corduroy then passes through several brushing machines
that raise the pile by brushing in the filling direction.
Softeners may be added to improve the hand of the pile.
A resin finish may be applies to the back of the fabric to
improve its dimensional stability.
27
-
Ground Pick Corduray lntakcing and F&g Used
WARP is usually blend of Polyester and Cotton.
28 -wup..m
-
BASIC REQUIREJYENTS OF EXHAUST DYEING
. - Sufficient movement for the liquor to uniformly penetrate
fabrics, but not so much to fuzz surface or create creases
- Uniform heating and cooling rates
- Metering of dyes and chemicals
- Corrosion free
- Large fill and drain valves
- Automatic controls
- Fast loading and unloading
- Variable speeds during different parts of cycle
- Pres sure cap abilities
- Variable liquor ratio
- -- - Consistency between machines
-
0
0
0
Relaxation Drying
Preparation for Drying
0 Low Tensions
0 Detwisting / Opening
0 Extraction
o TypeofTrucks 5
0 Slitting
hi 2, o r&CLvc y-
0 Spreading and Overfeeding
0 Softener Application
Factors Affecting Shrinkage During Drying
0
0
0
0
0
Mechanical Action
pT6Gza Spreading
Moisture Content
Temperature
29
-
n D R U M I A I R FLOW OUT I
CONVENT I OWL D R W DRYER
F I G U R E 3.
A I R FLOW I N SUCTION DRUMS
S P R E A D E R
SUCTION D R W D R Y E R
SPREADER VI TH
OVERFEED
C O I N E Y O R DRYER ( TW-SELT)
30




![arXiv:1007.2613v1 [nucl-ex] 15 Jul 2010 · 2University of Birmingham, Birmingham, United Kingdom 3Brookhaven National Laboratory, Upton, New York 11973, USA 4University of California,](https://img.pdfslide.us/doc/110x75/5fda876bcc20f91c333ecd1e/arxiv10072613v1-nucl-ex-15-jul-2010-2university-of-birmingham-birmingham-united.jpg)