Embed Size (px)
Citation preview
How is your food process design project coming
along
Can I hear some ideas?
What are your obstacle to overcome?
Fruit and Vegetable Processing
Its more than putting peas in a can!
Dr. Steve Talcott
Professor, Food Chemistry
Fruits and Vegetables – Living systems
Postharvested Fruits and Vegetables: Breathe, Eat, Sleep, Tired, Sick, Die Enzymes still very active Softening, color change, etc. Respiration continues long after harvest Production of water, heat
» Glucose + oxygen => CO2 + H2O + Heat Transpiration continues
» Loss of water (wilting) due to evaporation
Quality of fresh commodities when presented to the consumer depends
on:
1. Initial quality at harvest. 2. Care exercised in physical handling. 3. Length of time since harvest. 4. Storage environment.
Proper temperature management is the single most important tool in maintaining product quality and shelf life.
“It’s the temperature, stupid”.
COOLING BENEFITS
1. Removes field heat. 2. Reduces respiration rate and ethylene production. 3. Decreases the rate of deterioration. 4. Reduces rate of water loss. 5. Limits growth of decay organisms.
PREPARATION FOR PROCESSING
A. WASHING AND CLEANING
For removal of:
1. dirt and dust 2. surface bacteria 3. molds 4. insects 5. other unwanted filth or debris
BLANCHING
Blanching is a hot water or steam treatment that is used to:
1. Inactivate enzymes that cause deterioration or loss of quality during storage of frozen products. eg. off flavor due to peroxidase and lipoxygenase enzymes impart earthy, hay, grassy, sour, bitter flavors during storage.
2. Remove air in intercellular spaces, will retard oxidative
reactions during storage. Also makes the vegetable more compact.
3. Reduces the number of surface microorganisms, but is not adequate for food preservation.
BLANCHING VEGETABLES
Blanching vegetables helps to maintain color, texture, and flavor during storage since it inactivates deteriorative enzymes eg. peroxidase and catalase.
When cells are frozen decompartmentalization of E & S occur, which leads to deteriorative changes.
Peroxidase and catalase- are used as indicator enzymes to ensure the adequacy of the blanching treatment.
Typically used for vegetables that are to be frozen or dried.
Blanching time and temp depends upon the thickness of the product and the amount of enzyme present.
PRINCIPLES OF FOOD PRESERVATION
MAJOR CAUSES OF FOOD DETERIORATION
1. Growth of microorganisms 2. Biochemical processes (oxidation, chemical and
enzymatic reactions)
OBJECTIVES OF FOOD PRESERVATION:
Retard growth of microorganisms Inactivate enzymes present in the food product Slow and/or prevent undesirable chemical rxns.
BIOCHEMICAL DETERIORATION
ENZYMES- are proteins that catalyze biochemical rxn's. Enzymatic changes can be desirable or undesirable. In food preservation, steps are taken to inactivate or retard enzymatic rxn's that cause deleterious effects.
EXAMPLES OF DETERIORATIVE ENZYMES
PEROXIDASE H2O2 + 2AH2 ------ 2AH + 2H2O------HAAH (polymers)
catalyzes several different reactions substrates are phenolic compounds can cause browning and off flavors Is heat stable, may regenerate after blanch treatments Fairly thermo-stable, so is a good blanching indicator
enzyme
CATALASE 2H2O2 ------ 2H2O + O2
reduces levels of hydrogen peroxide oxidizes pigments and flavor compounds
POLYPHENOLOXIDASE (PPO) catalyzes the oxidation and polymerization of phenolic
compounds when plant tissues are disrupted and exposed to air.
causes rapid browning
EXAMPLES OF DETERIORATIVE ENZYMES
PROCESSING OF FRUIT JUICES
FRUIT JUICES MAY BE PRESERVED BY A NUMBER OF METHODS:
1. Hot-fill
2. Post-fill pasteurization
3. Aseptic packing (HTST) sterilization and sterilized containers eg. Tetrapak system
4. Juice concentration by evaporation or RO
5. Pasteurize and freeze
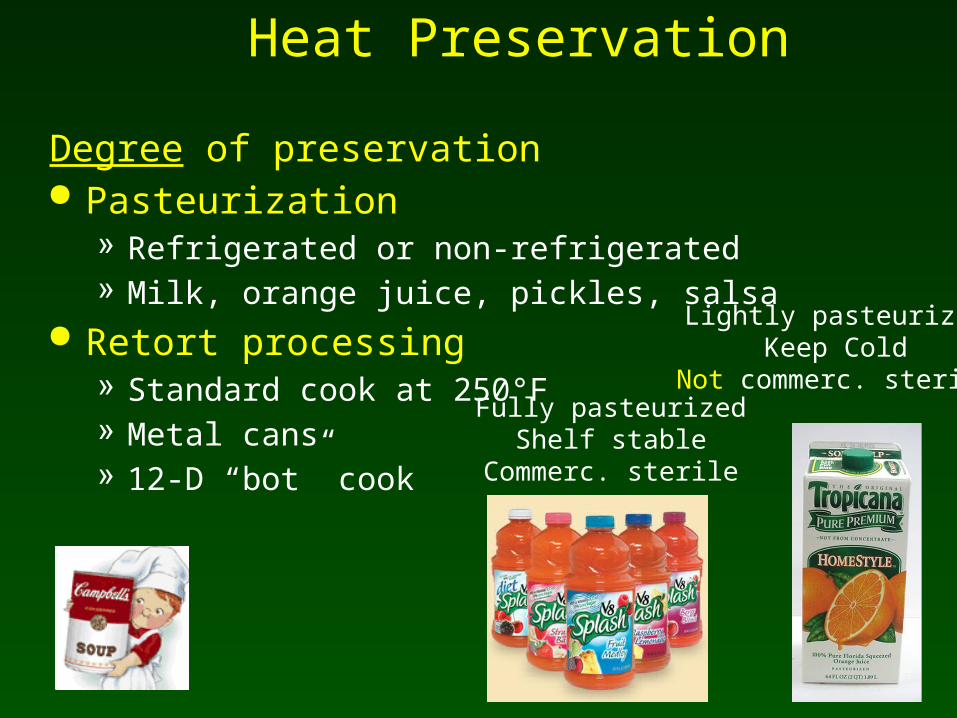
Heat Preservation
Degree of preservation Pasteurization
» Refrigerated or non-refrigerated» Milk, orange juice, pickles, salsa
Retort processing» Standard cook at 250°F» Metal cans» 12-D “bot” cook
Fully pasteurizedShelf stable
Commerc. sterile
Lightly pasteurizedKeep Cold
Not commerc. sterile
FRUIT JUICES MAY BE CLASSIFIED AS:
1. CLEAR JUICES eg. grape apple, cherries and berries
2. CLOUDY JUICES containing ISS eg. pineapple, orange
3. PULPS containing fibrous and other insoluble materials eg. tomato
CLOUDY JUICES
Cloudy juices are pasteurized immediately after extraction to prevent microbial and enzymatic breakdown.
Cloud stabilization is due to inactivation of PME and prevention of Ca-pectate formation.
CLEAR JUICES
Juices are not heated immediately after expression
Enzymes are allowed to activate Ascorbic acid may be added to control
browning. Gelatin or bentonite may be added to
precipitate tannins, and control haze formation (fining step).
MINIMALLY PROCESSED FRUITS AND VEGETABLES
DEMAND FOR CONVENIENCE
For fruits and vegetables, high quality usually implies fresh-like quality characteristics of flavor, texture, and appearance.
In addition to desire for fresh-like quality, changes in consumers life-styles have led to an increased demand for convenience in food products.
Minimally Processed Products
Convenience is an attribute that is usually associated with some type of processing, such as peeling, coring, trimming, and slicing.
Demands for fresh-like quality and convenience » "lightly processed“» "minimally processed“» "value added"
CHEMICAL CHANGES ASSOCIATED WITH MINIMAL PROCESSING
Processing should be as gentle as possible» Avoid bruising and cellular damage.
Damage or wounding results in “decompartmentalization” of enzyme and substrate (results in deleterious changes).
CAT-POD-PPO oxidize vitamins, pigments, and phenolics
REDUCING CELLULAR DAMAGE
Use of very sharp knives Chelate pro-oxidant metal ions (iron and copper) Use a very mild surface heat treatment Lower the pH Controlled/modified storage atmosphere Surface wash TEMPERATURE control
» Being mindful of chill-sensitive products
Modified Atmospheres
CONTROLLED ATMOSPHERES/MODIFIED
ATMOSPHERE
“Controlled Atmosphere” (CA) and “Modified Atmosphere” (MA) The atmospheric composition surrounding produce is
different from that of normal air » 78.08% N2, 20.95% O2, and 0.03% CO2
Usually this involves reduction of O2 levels and/or elevation of CO2 levels.
CA is used in bulk storage of produce MA or MAP (package) is a retail-ready product
GAS PRODUCTION AND DIFUSSION
The gas composition in plant tissue (or food package) is controlled by respiration» Pre-harvest (CO2 in and O2 out)» Post-harvest (O2 in and CO2 out)
Barriers to gas diffusion include
» Produce’s natural dermal layers» Bulk packages (boxes)» Wax coatings» Plastic films» Food packaging systems
MODIFYING O2 and CO2
Gas composition also influences respiration rates» Reducing O2 levels to ~8% greatly decreases respiration rates
However, there are limits. » Too low of O2 or» Too high of CO2» Results in toxic environments and gives off-flavors
Elevated CO2 also reduces respiration rate, but ~20% will result in anaerobic products such as acetaldehyde and ethanol.
COMMODITY GENERATED MA
Most MAP systems are generated by the commodity through respiration
The package is sealed in normal air and respiration reduces O2 and increase CO2
Respiration is controlled by temperature and degree of minimal processing
Packaging must be used to allow for GAS EXCHANGE» CO2 must escape the package» O2 must enter the package
Packages are commonly 3-5 times more permeable to CO2 than O2 to prevent anaerobic respiration.













![[Webinar] how to overcome your training challenges](https://img.pdfslide.us/doc/110x75/55c9bce6bb61ebce5a8b45b2/webinar-how-to-overcome-your-training-challenges.jpg)