Embed Size (px)
Citation preview

ARTICLE IN PRESS
0890-6955/$ - se
doi:10.1016/j.ijm
�CorrespondE-mail addr
International Journal of Machine Tools & Manufacture 47 (2007) 168–174
www.elsevier.com/locate/ijmactool
Hole flanging with cold extrusion on sheet metals by FE simulation
Heng-Sheng Lina,�, Chien-Yu Leeb, Chia-Hung Wub
aDepartment of Mechanical Manufacturing Engineering, National Formosa University, Wen-Hua Rd, Huwei, Yulin 632, TaiwanbDepartment of Mechanical Engineering, Southern Taiwan University of Technology, No. 1, Nantai Street, Yung-Kang City, Tainan 710, Taiwan, ROC
Received 15 December 2005; accepted 1 February 2006
Available online 23 March 2006
Abstract
Flange height and lip thickness are generally restricted by the formability of sheet metals in the conventional hole flanging operation.
In the current work, cold extrusion was applied and a special forming die set was designed with a stripper subjected to counter-pressure
with an aim to obtain a more substantial flange. FEM software DEFORM was utilized to simulate this flange extrusion process with two
forming conditions: forming with a fixed die cavity and forming with the stripper subjected to counter-pressure. The results showed the
cup preform tended to buckle on its bottom with insufficient counter-pressure. The cup preform would start extruding a flange when
critical counter-pressure was reached. The magnitude of the critical counter-pressure increased in flange extrusion of smaller inner
diameters. The corresponding overall forming load was greatly reduced as compared to flange extrusion with a fixed die cavity.
r 2006 Elsevier Ltd. All rights reserved.
Keywords: Hole flanging; Cold extrusion; Counter-pressure; Formability; Finite element simulation
1. Introduction
Lip thickness and flange height are restricted by theformability of sheet metals when the workpiece is subjectedto the conventional hole flanging process. As shown in Fig.1, the metal blank is pre-holed in advance and a flange issubsequently formed with drawing or ironing operations,depending on the clearance between the punch and diecavity. Thinning, necking or fracturing occur on the wall ofthe flange when the workpiece is over-drawn and conse-quently render the flange unsuitable for subsequentassembly with its counterparts. To avoid these short-comings, the current work adopted cold extrusion on cup-shape preforms to obtain flanges with more substantial lipthickness and greater height that would make it possiblefor tight-fitting with an axial part or tapping on the flange.
Conventional cold extrusion is mostly applied to bulkmetal forming. The extruded material flow is not alwaysthe same everywhere at the outlet of the die cavity duringthe process. Die plates are conceived to exert counter-pressure to hold up the material and at the same time
e front matter r 2006 Elsevier Ltd. All rights reserved.
achtools.2006.02.002
ing author. Tel.: +886 5631 5311; fax: +886 5631 5310.
ess: [email protected] (H.-S. Lin).
reduce the forming load in some precision forgingprocesses for forward, backward or combined extrusion.Yoshimura and Tanaka [1] applied this technique in anenclosed die forging process of scrolls used in the scroll-type air compressors of air conditioners. Not only theextruded spiral wraps exhibited uniform height and flatsurface but also the overall load was reduced and the dielife was improved due to the application of counter-pressure. In sheet metal forming, Refs. [2–4] list someapplications used in deep drawing process by applying asecondary force on the rim of workpiece to enhancedrawing ratio. The secondary force can come fromhydraulic cylinders, springs or other varieties. A morerefined work has been reported by Ishihara et al. [5] inproducing continuously variable transmission parts on ahydraulic stamping press. A reduction from 15 to 3forming stages was achieved by deep drawing withcompression on the cup preform as well as multi-actionforming of five-stroke movements from the hydrauliccylinders of the stamping press.Hole flanging by cold extrusion with sheet metals would
require excessive forming load if the punch directly applieson the top face of the whole blank. A concept of flowcontrol forming in sheet metals has been reported by

ARTICLE IN PRESS
die cavity
punch
sheet metal
thinning due to drawing flange height controlled
by drawing ratio
(a)
(b)
Fig. 1. Conventional hole flanging process: (a) before flange forming and
(b) after flange forming.
counter-pressure
punch
movable die
stripper
workpiece
stationary die
(before forming) (after forming)
primary stroke
extruded flange
Fig. 2. Schematic of flange extrusion with counter-pressure on the
stripper.
pre-hole
Fig. 3. Schematic of the preform.
H.-S. Lin et al. / International Journal of Machine Tools & Manufacture 47 (2007) 168–174 169
Nakano [6] that overall forming load can be reduced byforming with the essential portion instead of the wholebody of the workpiece. Therefore, the current workincorporated the features of counter-pressure used in bulkcold extrusion and axially assisted forming used in deepdrawing sheet metals, as shown in Fig. 2. The workpiecehas to be drawn to a preform of cup shape and pre-holedbefore being put into the die cavity. A punch was employedto extrude on the rim of the workpiece with a followingmoveable die to form a flange near the center of the cupbottom. A stripper was implemented to hold the wall of thecup-shape workpiece with the moveable die. A secondaryforce was applied on the stripper to generate counter-pressure on the top face of the cup bottom to avoidbuckling of the workpiece in extruding the flange andreduce the overall forming load.
2. FEM simulation
Finite element software DEFORM was used in simulat-ing the process. Since the process is symmetric in nature,
the 2D symmetric module was chosen and all the resultsappeared in the right half of the workpiece formingcomponents. Fig. 3 shows the schematic of the preform.Mid-carbon steel AISI-1045 was selected as the workpiecematerial with yield strength of 910MPa. The speed of thepunch was fixed to 1mm/s. Because the tribologicalbehavior of the process was not the main trust of thiswork, friction factors at the interfaces between the tool andworkpiece were fixed to 0.1 throughout the wholesimulation.Forming components included a punch, a stripper, a
moveable die and a stationary die. The radius adjoining thestationary and movable dies was 2mm. The diameter of thebump on the stripper controlled the inner gauge while thediameter of the aperture on the stationary die controlledthe outer gauge of the extruded flange. The extruded lipthickness was fixed to 0.8mm and the diameter of the pre-hole on the cup preform (see Fig. 3) was adjusted to be0.4mm larger than that of the aperture on the stationarydie in the simulation of various flange gauges.Flange extrusion with a fixed die cavity and flange
extrusion with the stripper subjected to counter-pressurewere two possible forming conditions in the simulation. Inthe former configuration, the stripper was taken as part ofthe die cavity while in the later the motion of the stripperwas controlled by the counter-pressure applied. Thoughflange extrusion with counter-pressure is more practical torealize, a comparison of the two forming conditions can beinsightful in understanding the forming process.
3. Results
3.1. Flange extrusion with a fixed cavity
In simulating hole flanging with cold extrusion on sheetmetals with a fixed cavity, the forming component stripperwas considered as part of the die cavity. Fig. 4 shows theload prediction with forming time for flange extrusion ofan inner diameter of 2mm. In Fig. 4(a), the material flowedfrom the wall of the cup preform and started to fill thecorner of the flange. All the forming loads of the stationarydie, stripper and punch increased with time. Fig. 4(b)shows steady formation of the flange. Forming loads ofrespective forming components became stable at this stage

ARTICLE IN PRESS
Fig. 5. Buckling occurs when the stripper subjected to a counter forming
load of 10 kN.
Fig. 4. Load prediction for flange extrusion with a fixed die cavity: (a)
filling the die cavity and (b) extruding the flange.
H.-S. Lin et al. / International Journal of Machine Tools & Manufacture 47 (2007) 168–174170
and the values were 2120, 1830 and 296 kN for thestationary die, stripper and punch, respectively. The overallforming load is equivalent to that of the stationary diewhich is the sum of those of the punch and stripper. Theaverage speed of the material flow at the tip of the extrudedflange was about 10mm/s and agreed well with theprediction of constancy of volume.
3.2. Flange extrusion with the stripper subjected to counter-
pressure
3.2.1. Effect of counter-pressure
In the preliminary simulation, arbitrary values had beentested in assessing the functions of counter-pressure on thestripper. Fig. 5 shows the result for a counter forming load
of 10 kN applied on the stripper for flange extrusion of aninner diameter of 2mm. There was obvious buckling anddilation on the cup bottom when the cup wall wassubjected to the punch force. More buckling and dilationoccurred without forming a flange as the punch movedfurther downward and caused the stripper to retreatbackward.Fig. 6 illustrates the distributions of velocity of the
extruded material flow toward the flange for the strippersubjected to a counter forming load of 500 kN. In order toobserve the change in the material flow in moving towardthe center, the diameter of the pre-hole on the workpiecewas purposely enlarged. Maximum velocities of the work-piece were 2.37 and 1.36mm/s, respectively, as the materialapproached the center from Fig. 6(a) to (b). The decreaseof velocity seemed to contradict constancy of volumewhich predicts that under a constant movement of thepunch the velocity of material flow at the forefront shouldincrease as the material moves centripetally from the outerwall toward the flange. However, in examining the verticalcomponent of flow velocity on the top face of the cupbottom, there was a significant increase in the upward axialdirection which caused the velocity arrows pointing slightlyupward on the top face of the cup bottom. There was alsoan increase in the thickness of the cup bottom from 0.8 to0.95mm. Moreover, from the observation of the mesh atthe workpiece forefront, the increase in radial compressivestress sR was more rapid than that of axial compressivestress sZ (see Fig. 7), indicating a more increase of formingresistance in the radial direction as the material flow movedconvergent toward the center. When the radial compressivestress exceeds the axial compressive stress, i.e. moreforming resistance in the radial direction than that of theaxial direction, it indicates a tendency of the workpiece todilate on its cup bottom instead of forming a flange.Therefore, the magnitude of counter-pressure can play animportant role in controlling the tendency of the workpieceto dilate or extrude in flange extrusion. A sufficient amount

ARTICLE IN PRESS
Fig. 7. Schematic representation of stress components on the cup
preform.
Fig. 6. Velocity distribution for the stripper subjected to a counter
forming load of 500 kN.
Fig. 8. Load prediction of the stripper subjected to a counter forming load
of 950 kN.
H.-S. Lin et al. / International Journal of Machine Tools & Manufacture 47 (2007) 168–174 171
of counter-pressure helps increase the forming resistance inthe axial direction and directs the material flow towardforming the flange.
Fig. 8 shows the load prediction of the stripper subjectedto a counter forming load of 950 kN. Forming loads of thestationary die, punch and stripper were 1190, 950 and254 kN, respectively. Comparing the flange extrusion witha fixed cavity in Fig. 4 which bore an overall forming loadof 2120 kN, the initial stage of filling the die cavity, i.e. theincrease of load with time, did not appear on the curves of
extrusion with the stripper subjected to counter-pressure.Overall forming load of the flange extrusion with counter-pressure was only half of the extrusion with a fixed diecavity. Therefore, counter-pressure not only suppressed thebuckling and dilation of the cup bottom but also reducedthe overall forming load.
3.2.2. Effect of extrusion ratio
The gauge of the extruded flange affects the extrusionratio, RE, and reduction of area, RA, which are defined as
RE ¼A0
Af(1)
and
RA ¼A0 � Af
A0¼ 1�
Af
A0¼ 1�
1
RE, (2)
respectively, where A0 is the cross-sectional area beforeflange extrusion and Af the cross-sectional area after flangeextrusion. Table 1 shows the extrusion ratio RE andreduction of area RA corresponding to various inner

ARTICLE IN PRESS
Table 1
Values corresponding to flange extrusion of various inner diameters
Inner diameter (mm) Extrusion ratio Reduction of area Critical counter
forming load (kN)
Critical counter-
pressure (MPa)
Critical counter-
pressure/yield
strength
1 15.6 0.94 435 750 0.82
2 10.0 0.9 390 675 0.74
5 4.8 0.79 310 552 0.61
10 2.6 0.61 215 427 0.47
15 1.8 0.44 130 322 0.35
20 1.3 0.26 55 206 0.23
0
200
400
600
800
1000
0 5 10 15 20 25Flange Inner Diameter (mm)
Cri
tical
Cou
nter
-pre
ssur
e (M
Pa)
Fig. 9. Variation of critical counter-pressure with inner diameters of the
flange.
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Reduction of Area
Cou
nter
-pre
ssur
e/Y
ield
Str
engt
h
Fig. 10. Variation of the ratio of critical counter-pressure to workpiece’s
yield strength with reduction of area.
0
500
1000
1500
2000
2500
3000
0 5 10 15 20 25
Flange Inner Diameter (mm)
Form
ing
Loa
d (k
N)
with counter-pressure
with fixed die cavity
Fig. 11. Variations of overall forming loads with flange inner diameters
with different forming conditions.
H.-S. Lin et al. / International Journal of Machine Tools & Manufacture 47 (2007) 168–174172
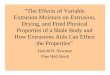
diameters of flange extrusion. Critical counter formingloads of the stripper, critical counter-pressure, and theratio of critical counter-pressure to material’s yield strengthcorresponding to the listed flange inner diameters are alsoshown in this table. The values of the critical counterforming load on the stripper were chosen based on thecriterion the radial compressive stress equal to the axialcompressive stress at the forefront of the workpiece. Theratio of the critical counter forming load to the area of thecup bottom yields the value of critical counter-pressure.The criterion assumes the workpiece would tend to dilateinstead of extruding out a flange if the radial compressivestress is greater than the axial compressive stress at theworkpiece forefront. For example, in extruding a flange of2mm inner diameter, which corresponds to an extrusionratio of 10 and area reduction of 0.9, respectively, thecorresponding critical counter-pressure is 0.74 times of theyield strength of the material. Fig. 9 plots the relationbetween the inner diameter of flange extrusion and itscorresponding critical counter-pressure. It shows thatcritical counter-pressure decreases monotonically as flangeinner diameters increase, i.e. the extrusion ratio orreduction of area decrease.
Fig. 10, which is also based on Table 1, can provide as aguideline in designing a flange extrusion process. It can beseen as a normalized plot of Fig. 9. The ratio of the criticalcounter-pressure to material’s yield strength increasedmonotonically as the reduction of area increased. This
ratio approaches zero as the reduction of area approacheszero, which corresponds to a forming condition that abottomless cup passes an angular die cavity without beingdeformed. When the reduction of area approaches to unity,it corresponds to a forming condition that critical counter-pressure equivalent to workpiece’s yield strength, which isidentical to a bulk extrusion process that the ram applies itsforce simultaneously on the cup rim and cup bottom.Fig. 11 plots the variations of overall forming loads with
flange inner diameters for flange extrusion with a fixed diecavity and with the stripper subjected to counter-pressure.In the curve for flange extrusion with the stripper subjectedto counter-pressure, the overall forming load decreased

ARTICLE IN PRESSH.-S. Lin et al. / International Journal of Machine Tools & Manufacture 47 (2007) 168–174 173
quasi-linearly with the flange gauge, while in the curve forflange extrusion with a fixed cavity, the load decreasedexponentially with the flange gauge. Therefore, flangeextrusion with counter-pressure could dramatically reducethe overall forming load in forming flanges of smallergauges. However, in extruding flanges of larger gauges, thedifference in forming loads became less significant for thetwo forming conditions.
4. Discussion
(1) Conventional hole flanging process is constrained bythe formability of sheet metals, while the forming limitof bulk extrusion is controlled by the compressive loadwhich the forming tools can bear. In the current flangeextrusion with counter-pressure on the sheet metal, theforming limit is controlled by the counter-pressure appliedon the stripper. The forming limit of the current processprescribes necessary counter-pressure for the cup-shapeworkpiece to form a flange instead of utterly dilating onits bottom.
(2) Hole flanging with cold extrusion with counter-pressure on the cup preform has features different fromaxially assisted forming [2–4]. First of all, punch forceapplies on the rim of the cup preform and counter-pressureexerts on the stripper to suppress the buckling at the cupbottom in flange extrusion. However, in the axially assisteddeep drawing process, punch force applies on the center ofthe cup while the axial assisted force applies on the rim ofthe cup preform. Therefore, the stresses of the formeroperation are compressive in the workpiece while the laterare primarily tensile. Another feature is the assistance forceis smaller than that of the punch in axially assisted deepdrawing, while in flange extrusion the critical counterforming load required can be several times larger than thepunch force. Therefore, the phenomenon commends areverse in the force supply by applying the stripper with theprimary stroke while using a secondary stroke for thepunch force.
(3) Lip thickness can be increased by either reducing thediameter of the bump on the stripper or enlarging thediameter of the aperture on the stationary. There areadvantages with larger lip thickness in tight-fitting with anaxial part or tapping on the flange. In the current work, anincrease in lip thickness is also an indication of decreases inextrusion ratio and reduction of area which leads to adecrease in the overall forming load. There is alsolimitation in increasing the lip thickness. Some tentativesimulations showed irregularity formed on the extrudedflange due to insufficient constraint of the forming die. Aforging operation on the rim developed by Katoh et al.[7,8] can also be applied to increase the lip thickness bypromoting centripetal metal flow. However, there is alsolimitation on the increase of the wall thickness due to theoccurrence of buckling.
(4) The current method imparts an increase of thicknesson the cup bottom, which might be an unfavorable factor
for the process. Additional sizing or coining operations onthe cup bottom are needed when the thickness control isessential for the formed parts.
5. Conclusions
(1) Substantial hole flanges could be formed on sheetmetals with flange extrusion on a cup-shape preform with astripper subjected to sufficient counter-pressure. The cupbottom would buckle with insufficient counter-pressure onthe stripper.(2) Load prediction of flange extrusion with counter-
pressure showed a steadier load-stroke curve and theoverall forming load was less than that forming with a fixedcavity. Counter pressure not only suppressed the bucklingand dilating of the workpiece but also reduced the overallforming load.(3) The smaller inner diameter of the flange formed, the
greater were the extrusion ratio and reduction of area, aswell as the critical counter-pressure required in flangeextrusion. In forming a flange of extrusion ratio close toone, or say the reduction of area close to zero, the requiredcritical counter-pressure was close to zero. For a reductionof area near unity, the required critical counter-pressurewas close to the yield strength of the workpiece, indicatinga transition from flange extrusion with counter-pressure tobulk extrusion.(4) In forming flanges of smaller diameters, the overall
forming load of flange extrusion with counter-pressurecould be dramatically less than that of flange extrusionwith a fixed die cavity; while in forming flanges of largerdiameters, the difference in the overall forming loadbecame less significant.
Acknowledgements
The authors would like to thank the financial supportof the National Science Council of the ROC under thegrant of NSC 92-2622-E-218-012-CC3 and Yi-Lai Indus-trial Co. as well as the Metals Industries Research andDevelopment Centre for using its computing facilities. Theauthors are also indebted to the enlightened suggestionsgiven by Professor Fu-Kuo Chen of National TaiwanUniversity.
References
[1] H. Yoshimura, K. Tanaka, Precision forging of aluminum and steel,
Journal of Materials Processing Technology 98 (2000) 196–204.
[2] T.Y.M. Al-Naib, J.L. Duncan, Superplastic metal forming, Interna-
tional Journal of Mechanical Science 12 (1970) 463–477.
[3] N. Koga, T. Ohbuchi, T. Iijima, Simplification of the manufacturing
process of a high-pressure gas cylinder by axial-force-assisted
redrawing, Journal of the Japan Society for Technology of Plasticity
41 (476) (2000) 921–925 (in Japanese).
[4] S. Thiruvarudchelvan, F.W. Travis, Hydraulic-pressure-enhanced cup-
drawing processes—an appraisal, Journal of Materials Processing
Technology 140 (2003) 70–75.

ARTICLE IN PRESSH.-S. Lin et al. / International Journal of Machine Tools & Manufacture 47 (2007) 168–174174
[5] S. Ishihara, K. Mine, T. Suzumura, Development of multi-action
forming technique with thick sheet metal used in the stamping press,
Journal of the Japan Society for Technology of Plasticity 44 (507)
(2003) 409–413 (in Japanese).
[6] T. Nakano, Incorporated technology of sheet metal forming and cold
forging, Journal of the Japan Society for Technology of Plasticity 42
(484) (2001) 388–392 (in Japanese).
[7] K. Katoh, K. Kondo, Die forging utilizing thickening of drawing cop
wall, Proceedings of the Sixth International Conference on Technology
of Plasticity, 1999, pp. 869–874.
[8] K. Katoh, K. Kondo, K. Satoh, Increase of wall thickness of drawn
cup by die forging process utilizing inclined die, Proceedings of the
Seventh International Conference on Technology of Plasticity, 2002,
pp. 103–108.