Embed Size (px)
Citation preview

Bioprocessing
At the Department of Downstream Development,Biopharmaceuticals, Boehringer Ingelheim, ourstrategy is to develop a customised purificationprocess for each therapeutic protein that goes into the clinic. The focus in processdevelopment is on a standardised developmentstrategy rather than a standardised process (1). Theimplementation of specific and optimised processesearly in development allows us to maintain a highsafety standard in the early clinical stages, and gives a significant advantage in scale up and later development phases. The development ofcustomised processes requires greater developmentefforts early in the process; however the increasedprocess knowledge from these efforts reduces hurdlesin later phases. The goal in early therapeuticdevelopment is to reach the clinic as soon as possible,and so the challenge with this approach is tooptimise timelines. To meet the challenges of short timelines and custom development, whilemaintaining a high standard of process knowledge,we have developed an automated purification
screening and analysis system – Rapid AutomatedProtein Purification Technology (RAPPTor®).
The technology was developed with two main goals inmind. The first was to develop an automated system tomaximise the ability to screen purification variables andidentify more efficiently optimal purification parametersfor each purification step. The second goal was todevelop an automated assay system for criticalpurification parameters. The co-development ofautomated screening and analytical assays would preventthe bottleneck from simply being pushed to the analysisof large numbers of samples created during screening. Bydeveloping an automated screening and assay system, wehave increased our capacity to investigate purificationvariables three-fold, while decreasing the timelinerequired for these studies 30-fold from 60 days to justtwo days. In addition, by integrating critical analyticalassays, a complete data set for all parameters tested canbe obtained from a single two-day experiment. This dataset can then be given to the development team in a time-line that has an impact on early development. In
addition to rapid turnaround times, theability to generate a complete data set forall parameters tested leads to valuableprocess understanding that will furtherguide development at the larger scale.
INSTRUMENTATION
The RAPPTor® system comprises two Tecan liquid-handling platforms. The screening of chromatography variablesis performed on a Freedom Evo 150 automated workstation (Tecan,Männedorf, Switzerland). The basichardware configuration consists of an 8-channel liquid-handling arm, a long-zrobotic manipulator arm, an integratedRotanta 46 RSC centrifuge (Hettich,Tuttlingen, Switzerland) and a Variomag
An automated purification screening and analysis system has beendeveloped in order, first, to maximise the ability to screen purificationvariables and identify more optimal purification parameters, and second, to provide an automated assay system for critical purification parameters.
56 Innovations in Pharmaceutical Technology
By Denise Wenzel,Thomas Rathjen andJoey Studts atBoehringer IngelheimPharma GmbH & Co KG
High-Throughput Downstream Development
Figure 1: TheRAPPTor® platformused for screening and analytical assayscomprising a TecanFreedom Evo 150 and 200
IPT 29 2009 11/6/09 09:32 Page 56

well as process development samples from large-scaledevelopment processes.
SCREENING
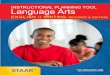
In our screening strategy, a total of 32 variables can betested in triplicate in a single 96-well plate during aneight-hour period. In the standard screening assaydescribed here, four different resins were tested witheight different binding or elution conditions (see Figure2). The system was designed to incorporate resinpreparation and MTP set-up into the screening protocol,so that resin screening is not restricted to commerciallyavailable plates that are typically prepared with resinsfrom a single company. Resins are re-suspended andaliquoted into 96-well filter plates (MultiScreen® HTS,Millipore SA, Bedford, US) using the 8-channel-liquidhandling arm, centrifuged to remove the suspensionbuffer and washed with up to eight bed volumes of theappropriate screening buffer. The protein sample isloaded onto the resin bed and incubated for 20 minuteswith vigorous shaking to simulate contact time on astandard column, and the flow-through is collected formeasurement. The load is followed by a single wash step,and then three different elution steps containing variouselution conditions (2). Up to 500 samples can begenerated in a single screening experiment.
With this process, we have implemented experiments toscreen various resins for binding capacity, bindingconditions, elution conditions and purificationperformance. The screening process described here aims todevelop a polishing step for a novel therapeutic protein.The screening platform has the largest impact on thedevelopment of purification processes for novel proteincandidates. However, integration of the screening plateset-up allows for the screening of novel resins to improveestablished or transferred purification processes. If the
58 Innovations in Pharmaceutical Technology
Figure 2: Principleof screeningchromatographicconditions withresins filled inmicrotiter plates
microplate Teleshaker (H+P Labortechnik,Oberschleißheim, Germany). This system handles allscreening processes from resin preparation and microtiter plate (MTP) layout to column elution.
The second Tecan platform runs the analytical assays ofthe screening samples. For this purpose, a Freedom Evo200 is equipped with an 8-channel liquid-handling arm,a 96-channel arm and a long-z robotic manipulator arm.Additional integrated instruments are the CytomatHotel 800 (Thermo Scientific, US), a PheraStarmicroplate reader (BMG Labtech GmbH, Offenburg,Germany) and an ELx405 Select microplate washer(BioTek instruments, Inc, USA). The Freedom Evo 200platform can carry out sample preparation for all assayformats. The system is capable of running a standardformat ELISA for Protein A detection, an homogeneoustime-resolved fluorescence (HTRF®) immunoassay forprotein quantification, and a novel AlphaScreen®
(Amplified Luminescence Proximity HomogeneousAssay) for host cell protein (HCP) determination. Theanalytical robotic system is capable of running in both96-well and 384-well plate formats depending on theassay and sample requirements.
A screen can be fully executed and the analytical samplesprepared within the same day to allow the analyticalassays to be started and run overnight. The two liquidhandling systems run independently to maintainflexibility in screening and analysis. The assays developedfor the system are sensitive and accurate enough tosupport both screening and process development samplesfor large-scale development programmes. As a result,development of the technology has had a significantimpact on small-scale and large-scale processdevelopment because of the greatly decreased analyticaltime-lines. Having two independent robotic platformsresults in increased capacity for the analytical assays, as
Resin
fillin
g
Equil
ibrati
on
Load
addit
ion
Wash
1
Elut
ion 1
Elut
ion 2
Elut
ion 3
25µL
20 minincubation
one 96 wellfilterplate
centrifugation
5x 96 well collection plates
IPT 29 2009 11/6/09 09:33 Page 58

performance of a specific process step in an establishedprocess is in question, the system can be used to optimisethe current process step in parallel with testing alternativeprocess steps to improve the overall process.
ASSAY
As described above, the screening experiments canproduce up to 500 samples per day. The analysis of 500samples using standard methods would normally require alarge amount of protein sample and several weeks togenerate a complete data set. A key advantage of theRAPPTor® system is the co-development of homogeneousautomated assays that can be run at the same scale andtime-frame as the automated screening experiments. Theautomated system runs three main assays for critical read-out parameters from screening experiments: an HTRF®
assay for antibody concentration, a Protein A ELISA toquantify Protein A leaching and a novel AlphaScreen®
assay for HCP detection (3,4). Additional assays such asaggregate detection and endotoxin testing are notcurrently run on the system. Under standard screeningconditions, only the AlphaScreen® and a UVmeasurement are run to generate the data set required forthe more critical yield and purification measurements. The500 samples generated during the screen can betransferred to the Cytomat Hotel 800 on the Freedom Evo200 deck. The screening robot carries out the necessarysample preparation steps and, in the case of anAlphaScreen®, reformats the 96-well plates into a 384-wellplate for the HCP screen. The HCP screen and the UVmeasurements are run overnight, and data are ready forevaluation and interpretation the following day.
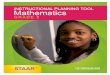
A critical aspect of the analysis step is data handling andpresentation. The data from assays are transferred to datasheets developed in-house; these can be used to generatevarious graphs for data interpretation. The most usefultools for communicating the screening result to projectteams have been the output contour maps. In Figure 3,the top four graphs show a contour map of the candidateyield for the four different resins tested, plotted againstbinding pH and salt elution. The bottom four graphsshow the HCP measured under the same conditions.Areas of high candidate yield can be easily distinguishedfrom areas with high HCP content. Similar graphs canbe made with other read-out parameters such as ProteinA or aggregate yield.
SCALE-UP VERIFICATION
The MTP screening conditions have also been verifiedby running 1mL prepacked MediaScout® MiniChrom
columns (5cm x 0.5cm id) (Atoll GmbH, Weingarten,Germany) with an ÄKTA® Explorer10chromatographic system (GE Healthcare, Uppsala,Sweden). The experiments were designed to mimic theplate-based experiments with respect to load, wash andelution steps. The wash and elution steps were run as astep gradient with similar resin-to-buffer ratios. Withthese experiments, a very strong correlation wasobserved between the two scales with respect topurification yield. The absolute values for the HCPmeasurements varied by up to 20 per cent between the two experimental scales, but the relative HCPremoval values among the variables within anexperiment were the same between the two differentscales. As a result, the optimal conditions in MTPscreening were similar to those in column experiments.Therefore, the MTP screening was a good downscalemodel for column experiments.
DATA ANALYSIS AND RESULTS
The collection, storage and presentation of the datarepresents a significant challenge to using automatedscreening platforms effectively (5). As shown above, wehave found that contour maps are valuable tools ininterpreting and sharing the data with project teams. Inaddition, the RAPPTor® system is an excellent tool forthe use of Design of Experiments analysis (DoE); anextract of a DoE analysis generated with Statisticasoftware (Version 7.1, Statsoft, Inc) is shown in Figure4 (see page 60). This experiment investigates theoptimisation of monomer content on CaptoTM Adherein flow-through mode. The influence of saltconcentration, pH and load were looked at as variables,and yield, aggregate removal and HCP removal werethe read-out parameters. The graphs show that theoptimisation of recovery is inversely related tomonomer content with respect to pH. Figure 4C showsthe significant factors for the different variables in theDoE experiments. An optimal balance can be
59Innovations in Pharmaceutical Technology
Figure 3: Profile of mAb recovery and hostcell protein (HCP)concentration at differentbinding pH values andstepwise elution withsodium chloride. In the case of both theFractogel® EMD SO3 (M)and SP SepharoseTM FF,candidate and HCPelution profiles showsimilar patterns.However, the Poros®
HS 50 shows a distinctdifference in elutionprofile of the candidateversus the HCP at pHvalues below 5.5 and salt concentrations higher than 125mMsodium chloride
Fractogel EMD SO3 SP Sepharose FF CM Sepharose FF Poros HS 50
Recovery(per cent)
Recovery(per cent)
Binding pH Binding pH Binding pH Binding pH
Binding pH Binding pH Binding pH Binding pH
Recovery(per cent)
Recovery(per cent)
CHO HCP(u/ml)
CHO HCP(u/ml)
CHO HCP(u/ml)
CHO HCP(u/ml)
IPT 29 2009 11/6/09 09:33 Page 59

identified with these plots, depending on the goals ofthe process step. In addition, valuable processknowledge can be gained as the influence of all variablescan be displayed to identify optimal conditions for thisprocess step. The advantage of using DoE to investigatethe impact of multiple variables on multiple read-outparameters is well established (6).
CONCLUSION
The RAPPTor® system, using both DoE and standardempirical experiments, has been implemented for bothprocess development and process optimisation.Additional steps in the development and scale-up of adownstream process – such as process characterisationand robustness studies – may also be optimised throughautomation. Further studies will be required for fullqualification of an automated system as a down-scalemodel for these studies.
With the automated system, we run all of the variablesand centre-point experiments in a single MTP screen,and have the full data set performed and analysed in twodays. The key advantage of this approach is thegeneration of protein and process knowledge, enablingus to develop the best processes with respect to bothprocess productivity and product quality.
References
1. Shukla AA, Hubbard B, Tressel T et al, Journal
of Chromatography B, 848, pp28-39, 2007
2. Eckermann C, Ebert S, Rubenwolf S and Ambrosius
D, European Patent WO2007144353, 2007
3. Rathjen T, Wenzel D, Studts JM and Ambrosius D,
paper in preparation
4. de Jong LAA, Uges DRA, Franke JP and Bischoff R,
Journal of Chromatography B 829, pp1-25, 2005
5. Bensch M, Schulze Wierling P, Lieres E and Hubbuch
J, Chemical Engineering and Technology 28, Issue
11, pp1,274-1,284, 2005
6. Montgomery DC, Design and Analysis of Experiments,
New York, NY, Wiley & Sons, Inc, 2001
60 Innovations in Pharmaceutical Technology
Denise Wenzel has been a Process Development Engineer in the Purification Development Department withinthe Biopharmaceuticals Division at Boehringer IngelheimPharma GmbH & Co KG since 2007. She specialises inautomation technologies and miniaturised assay formats for process analytics. Prior to joining the purificationdevelopment department, she worked on the development
and coordination of automated sample preparation and LC-MS/MS analysis inDrug Discovery Support for four years. Denise graduated from ReutlingenUniversity (Reutlingen, Germany) with a diploma degree in Applied Chemistry,majoring in Biotechnology. Email: [email protected]
Thomas Rathjen is Team Leader and a DevelopmentEngineer in the Purification Development Department withinthe Biopharmaceuticals Division at Boehringer IngelheimPharma GmbH & Co KG. He joined BI in 2002, and has sincebeen working on monoclonal antibodies and recombinantproteins in various positions from early development to large-scale manufacturing. Thomas studied Chemical Engineering
at the University of Applied Sciences in Lübeck (Germany).
Joey Studts is currently an Associate Director of ProcessDevelopment in the Biopharmaceuticals Division ofBoehringer Ingelheim Pharma GmbH & Co KG. He joined the Research Division of BI Pharmaceuticals Inc (Ridgefield,CT, USA) in 2001 as a Laboratory Head in Protein Expressionand Purification before moving to his current position at BIPharma in 2008. Joey studied Chemistry at Loras College
(Dubuque, IA, USA) and obtained a PhD from the Department of Biochemistryat the University of Wisconsin (Madison, WI, US).
Figure 4: Contour plots of recovery and monomer content on CaptoTM Adhere in flow-through mode. Recovery and monomer levels were assessed usingDoE with a pH ranging from 4.5 to 6.5, sodium chloride concentration from zero to 100mM and mAb-load from 10 to 40mg/ml-1, respectively
a) Recovery is highest for low pH and salt conditions
100
80
60
40
20
0
NaC
l
pH
4.6 4.8 5.0 5.2 5.4 5.6 5.8 6.0 6.2 6.4
<100<80<60<40<20
100
80
60
40
20
0
(1)pH(L)
1L*2L
pH(Q)
(2)NaCl(L)
1Q*2L
1L*2Q
1Q*2Q
(3)Load(L)
1Q*3L
NaCl(Q)
NaC
l
pH
4.6 4.8 5.0 5.2 5.4 5.6 5.8 6.0 6.2 6.4
<98<97<96<95<94<93
Three factors, one block, 32 runs, load: 25mg/ml
Recovery (per cent)
Three factors, one block, 32 runs, load: 25mg/ml
Monomer (per cent) Monomer
b) High monomer levels are favouredby increasing pH
c) Pareto diagram for monomer: the factor with the most significant effect on monomer level is pH
p=0.05Estimation of effects (absolute values)
IPT 29 2009 11/6/09 09:33 Page 60