Embed Size (px)
Citation preview

METAL 2008 13. – 15. 5. 2008, Hradec nad Moravicí
1
HIGH TEMPERATURE OXIDATION AS THE METHOD OF SURFACE
TREATMENT OF CAST IRON
Dariusz Jedrzejczyk, Maciej Hajduga, Roman Lorek
Bielsko-Biala University, Materials Engineering Department, Willowa 2, 43-309 Bielsko - Biala,
e-mail: [email protected]
Abstract
The paper presents the process of decarburization of cast iron with flake graphite as the effect of high temperature corrosion (temperature 850-1050
0C, holding time 4-12 hours) in
ambient air. The research was made basing upon complex metallographic observations and
X-ray analysis. Scales layers created at cast iron surface are described and influence of
temperature and holding time is also presented. Authors evaluated changes of subsurface
layer of investigated samples and confirmed mechanism of porosity creation instead of
graphite precipitations. The aim of experiment is to investigate cast iron oxidation mechanism
and to determine the optimal oxidation parameters for further surface treatment.
1. INTRODUCTION
The investigations of high-temperature corrosive resistance of cast iron have been led from decades and it concern different aspects of this problem. The mentioned results usually describe the structure and the way of creation of cast iron scale layer enclose the influence of different factors (chemical composition of cast iron, shape of graphite) on mechanism the oxidation. Oxidation of pure iron - low carbon steel - "Armco” iron in raised temperature leads to obtainment of scale layer composed from three layers: wustite (FeO), magnetite (Fe3O4) and hematite (Fe2O3) [1-4]. The similar layers should be observed after cast iron oxidation, but additionally because of larger content of silicon the internal layer of scale should be composed from mixture of wustite and fayalite (Fe2SiO4) [5,6]. The investigations of different kinds of cast iron: with flake graphite, white, nodular and ductile showed, that the kinetics of oxidation and the morphology of the scale are closely dependent on size and distribution of flake graphite. With increasing the temperature the process of internal oxidation accelerates, the porosity of the scale enlarges and the adhesiveness of scale to metal core gets smaller [5]. a b c
Fig. 1. Shape of graphite existing in cast iron: a - flake graphite, b – vermicular graphite, c - nodular graphite.
METAL 2008 13. – 15. 5. 2008, Hradec nad Moravicí
2
The present work describes investigations relating to possibilities of use the high-temperature oxidation process as kind of surface treatment, previous to the next layers putting.
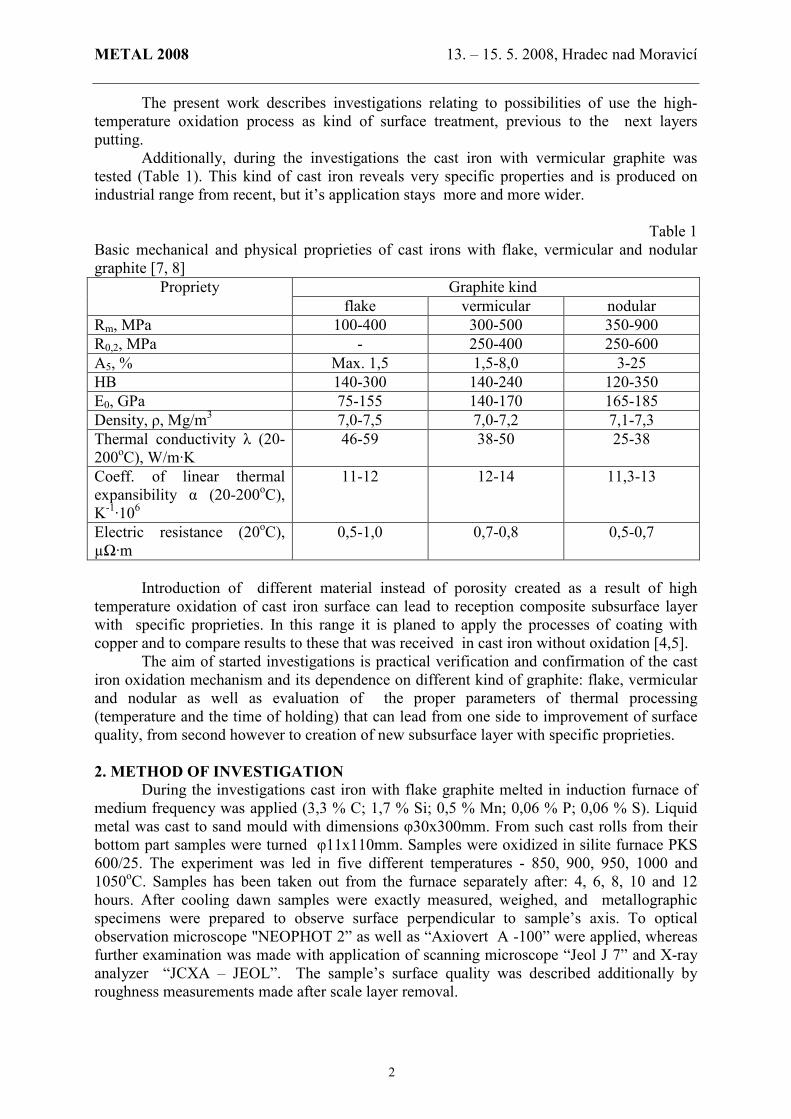
Additionally, during the investigations the cast iron with vermicular graphite was tested (Table 1). This kind of cast iron reveals very specific properties and is produced on industrial range from recent, but it’s application stays more and more wider.
Table 1
Basic mechanical and physical proprieties of cast irons with flake, vermicular and nodular graphite [7, 8]
Propriety Graphite kind flake vermicular nodular
Rm, MPa 100-400 300-500 350-900 R0,2, MPa - 250-400 250-600 A5, % Max. 1,5 1,5-8,0 3-25 HB 140-300 140-240 120-350 E0, GPa 75-155 140-170 165-185 Density, ρ, Mg/m3 7,0-7,5 7,0-7,2 7,1-7,3 Thermal conductivity λ (20-200oC), W/m·K
46-59 38-50 25-38
Coeff. of linear thermal expansibility α (20-200oC), K-1·106
11-12 12-14 11,3-13
Electric resistance (20oC), µΩ·m
0,5-1,0 0,7-0,8 0,5-0,7
Introduction of different material instead of porosity created as a result of high
temperature oxidation of cast iron surface can lead to reception composite subsurface layer with specific proprieties. In this range it is planed to apply the processes of coating with copper and to compare results to these that was received in cast iron without oxidation [4,5].
The aim of started investigations is practical verification and confirmation of the cast iron oxidation mechanism and its dependence on different kind of graphite: flake, vermicular and nodular as well as evaluation of the proper parameters of thermal processing (temperature and the time of holding) that can lead from one side to improvement of surface quality, from second however to creation of new subsurface layer with specific proprieties.
2. METHOD OF INVESTIGATION
During the investigations cast iron with flake graphite melted in induction furnace of medium frequency was applied (3,3 % C; 1,7 % Si; 0,5 % Mn; 0,06 % P; 0,06 % S). Liquid metal was cast to sand mould with dimensions φ30x300mm. From such cast rolls from their bottom part samples were turned φ11x110mm. Samples were oxidized in silite furnace PKS 600/25. The experiment was led in five different temperatures - 850, 900, 950, 1000 and 1050oC. Samples has been taken out from the furnace separately after: 4, 6, 8, 10 and 12 hours. After cooling dawn samples were exactly measured, weighed, and metallographic specimens were prepared to observe surface perpendicular to sample’s axis. To optical observation microscope "NEOPHOT 2” as well as “Axiovert A -100” were applied, whereas further examination was made with application of scanning microscope “Jeol J 7” and X-ray analyzer “JCXA – JEOL”. The sample’s surface quality was described additionally by roughness measurements made after scale layer removal.
METAL 2008 13. – 15. 5. 2008, Hradec nad Moravicí
3
3. RESULTS OF INVESTIGATIONS AND THEIR ANALYSIS
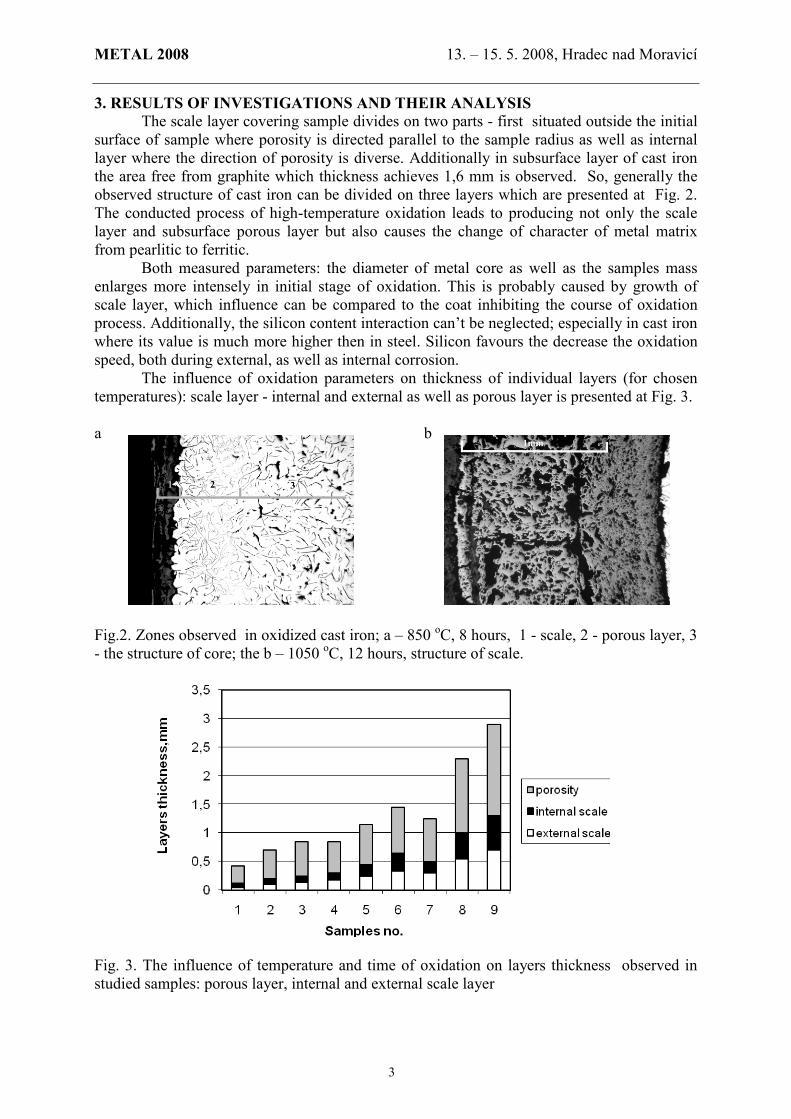
The scale layer covering sample divides on two parts - first situated outside the initial surface of sample where porosity is directed parallel to the sample radius as well as internal layer where the direction of porosity is diverse. Additionally in subsurface layer of cast iron the area free from graphite which thickness achieves 1,6 mm is observed. So, generally the observed structure of cast iron can be divided on three layers which are presented at Fig. 2. The conducted process of high-temperature oxidation leads to producing not only the scale layer and subsurface porous layer but also causes the change of character of metal matrix from pearlitic to ferritic.
Both measured parameters: the diameter of metal core as well as the samples mass enlarges more intensely in initial stage of oxidation. This is probably caused by growth of scale layer, which influence can be compared to the coat inhibiting the course of oxidation process. Additionally, the silicon content interaction can’t be neglected; especially in cast iron where its value is much more higher then in steel. Silicon favours the decrease the oxidation speed, both during external, as well as internal corrosion.
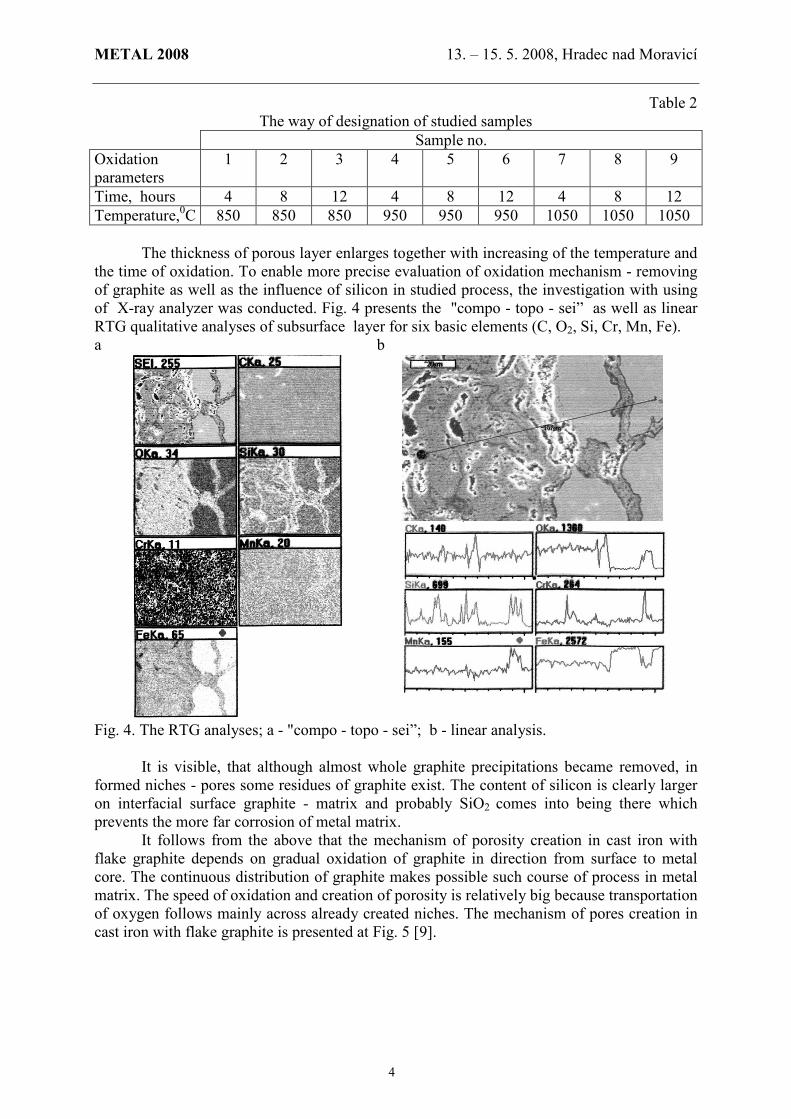
The influence of oxidation parameters on thickness of individual layers (for chosen temperatures): scale layer - internal and external as well as porous layer is presented at Fig. 3.
a b Fig.2. Zones observed in oxidized cast iron; a – 850 oC, 8 hours, 1 - scale, 2 - porous layer, 3 - the structure of core; the b – 1050 oC, 12 hours, structure of scale.
Fig. 3. The influence of temperature and time of oxidation on layers thickness observed in studied samples: porous layer, internal and external scale layer
METAL 2008 13. – 15. 5. 2008, Hradec nad Moravicí
4
Table 2 The way of designation of studied samples
Sample no. Oxidation parameters
1 2 3 4 5 6 7 8 9
Time, hours 4 8 12 4 8 12 4 8 12 Temperature,0C 850 850 850 950 950 950 1050 1050 1050
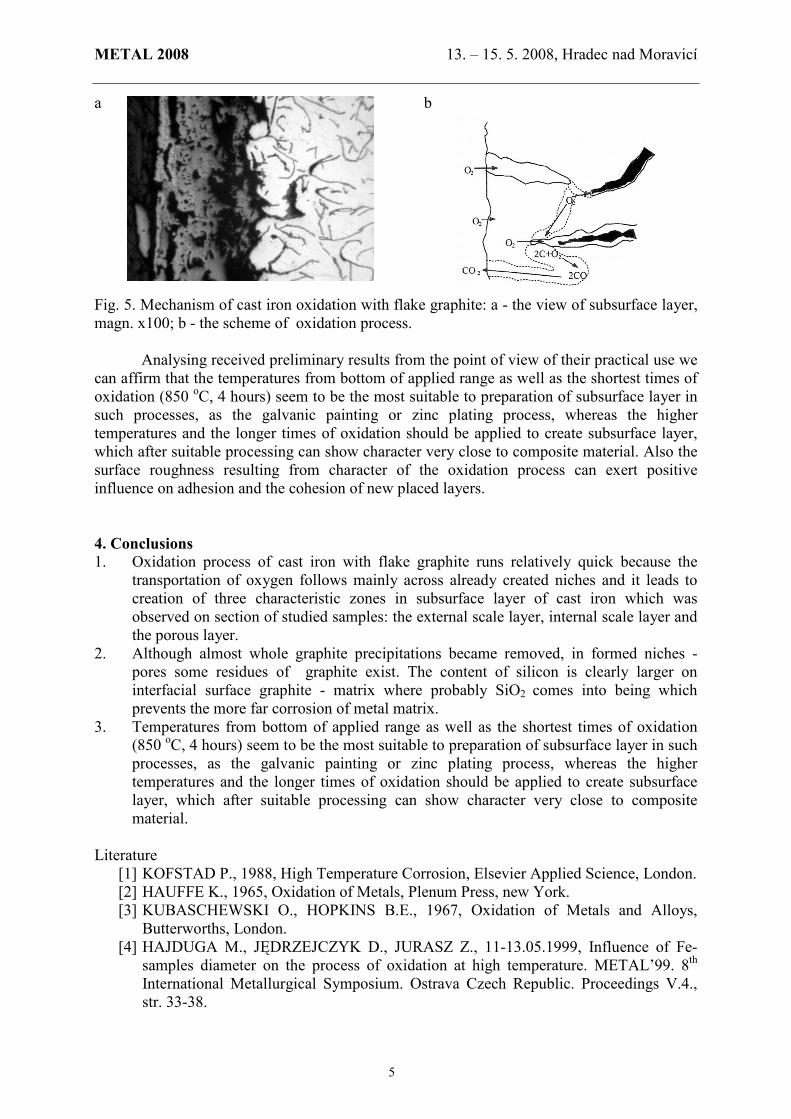
The thickness of porous layer enlarges together with increasing of the temperature and
the time of oxidation. To enable more precise evaluation of oxidation mechanism - removing of graphite as well as the influence of silicon in studied process, the investigation with using of X-ray analyzer was conducted. Fig. 4 presents the "compo - topo - sei” as well as linear RTG qualitative analyses of subsurface layer for six basic elements (C, O2, Si, Cr, Mn, Fe). a b
Fig. 4. The RTG analyses; a - "compo - topo - sei”; b - linear analysis.
It is visible, that although almost whole graphite precipitations became removed, in formed niches - pores some residues of graphite exist. The content of silicon is clearly larger on interfacial surface graphite - matrix and probably SiO2 comes into being there which prevents the more far corrosion of metal matrix.
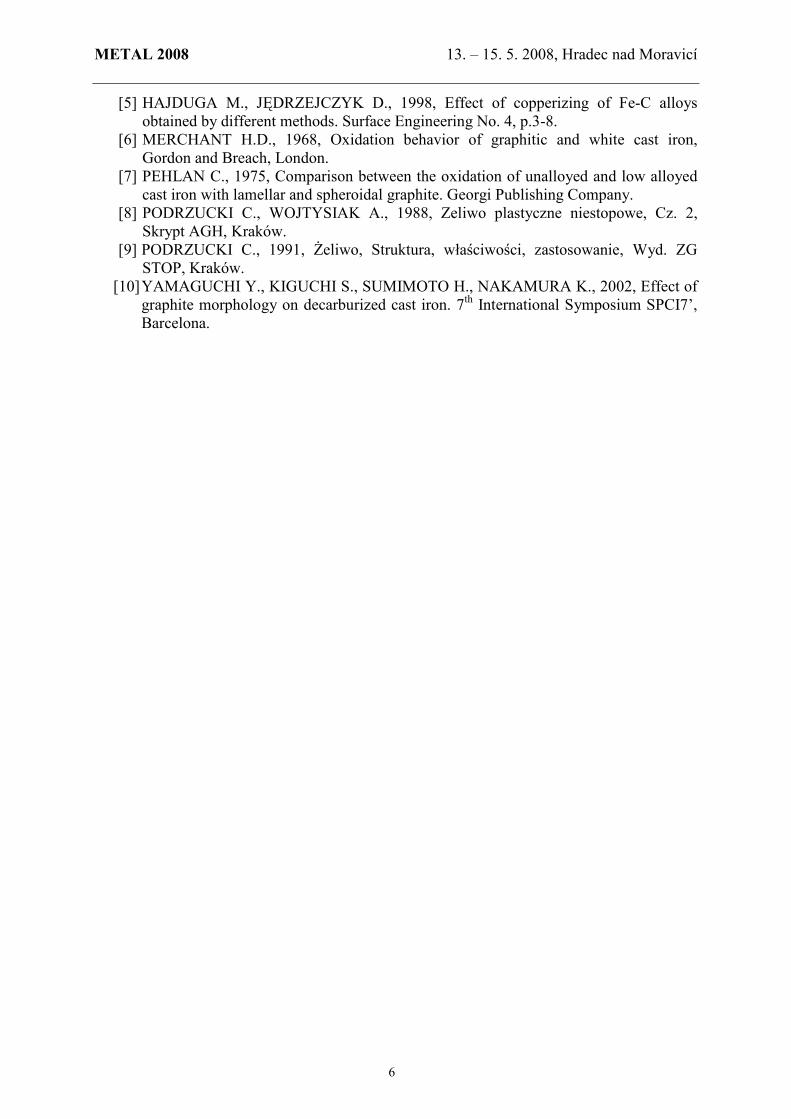
It follows from the above that the mechanism of porosity creation in cast iron with flake graphite depends on gradual oxidation of graphite in direction from surface to metal core. The continuous distribution of graphite makes possible such course of process in metal matrix. The speed of oxidation and creation of porosity is relatively big because transportation of oxygen follows mainly across already created niches. The mechanism of pores creation in cast iron with flake graphite is presented at Fig. 5 [9].
METAL 2008 13. – 15. 5. 2008, Hradec nad Moravicí
5
a b
Fig. 5. Mechanism of cast iron oxidation with flake graphite: a - the view of subsurface layer, magn. x100; b - the scheme of oxidation process.
Analysing received preliminary results from the point of view of their practical use we
can affirm that the temperatures from bottom of applied range as well as the shortest times of oxidation (850 oC, 4 hours) seem to be the most suitable to preparation of subsurface layer in such processes, as the galvanic painting or zinc plating process, whereas the higher temperatures and the longer times of oxidation should be applied to create subsurface layer, which after suitable processing can show character very close to composite material. Also the surface roughness resulting from character of the oxidation process can exert positive influence on adhesion and the cohesion of new placed layers.
4. Conclusions
1. Oxidation process of cast iron with flake graphite runs relatively quick because the transportation of oxygen follows mainly across already created niches and it leads to creation of three characteristic zones in subsurface layer of cast iron which was observed on section of studied samples: the external scale layer, internal scale layer and the porous layer.
2. Although almost whole graphite precipitations became removed, in formed niches - pores some residues of graphite exist. The content of silicon is clearly larger on interfacial surface graphite - matrix where probably SiO2 comes into being which prevents the more far corrosion of metal matrix.
3. Temperatures from bottom of applied range as well as the shortest times of oxidation (850 oC, 4 hours) seem to be the most suitable to preparation of subsurface layer in such processes, as the galvanic painting or zinc plating process, whereas the higher temperatures and the longer times of oxidation should be applied to create subsurface layer, which after suitable processing can show character very close to composite material.
Literature [1] KOFSTAD P., 1988, High Temperature Corrosion, Elsevier Applied Science, London. [2] HAUFFE K., 1965, Oxidation of Metals, Plenum Press, new York. [3] KUBASCHEWSKI O., HOPKINS B.E., 1967, Oxidation of Metals and Alloys,
Butterworths, London. [4] HAJDUGA M., JĘDRZEJCZYK D., JURASZ Z., 11-13.05.1999, Influence of Fe-
samples diameter on the process of oxidation at high temperature. METAL’99. 8th International Metallurgical Symposium. Ostrava Czech Republic. Proceedings V.4., str. 33-38.
METAL 2008 13. – 15. 5. 2008, Hradec nad Moravicí
6
[5] HAJDUGA M., JĘDRZEJCZYK D., 1998, Effect of copperizing of Fe-C alloys obtained by different methods. Surface Engineering No. 4, p.3-8.
[6] MERCHANT H.D., 1968, Oxidation behavior of graphitic and white cast iron, Gordon and Breach, London.
[7] PEHLAN C., 1975, Comparison between the oxidation of unalloyed and low alloyed cast iron with lamellar and spheroidal graphite. Georgi Publishing Company.
[8] PODRZUCKI C., WOJTYSIAK A., 1988, Zeliwo plastyczne niestopowe, Cz. 2, Skrypt AGH, Kraków.
[9] PODRZUCKI C., 1991, śeliwo, Struktura, właściwości, zastosowanie, Wyd. ZG STOP, Kraków.
[10] YAMAGUCHI Y., KIGUCHI S., SUMIMOTO H., NAKAMURA K., 2002, Effect of graphite morphology on decarburized cast iron. 7th International Symposium SPCI7’, Barcelona.