Embed Size (px)
Citation preview
The
Mas
terb
uild
er |
Mar
ch 2
015
| ww
w.m
aste
rbui
lder
.co.
in17
4
High Strength Concrete using Supplementary Cementing Materials and Chemical Admixtures
Abstract: In this experimental investigation, a brief review is presented on “High Strength Concrete Using Supplementa-ry Cementing Materials And Chemical Admixtures”. We have designed for high strength concrete of grade M80. We have used all the mineral admixtures namely Fly Ash, Blast Fur-nace Slag, Silica Fume, and Metakaolin contributed by vari-ous reputed industries in India. We have collected all the details of these mineral admixtures from those reputed industries and brief introduction of all mineral admixtures have been presented in this project work.
We have also used super plasticizer (chemical admix-ture) namely Conflo manufactured by “Fosrock Chemicals In Bangalore”. We used these super plasticizer in order to achieve good workability under lower water-cement ratio for High Strength Concrete such as M80.We have compared the compressive strengths all these mineral admixtures at their individual replacements and combinations of various per-centages. We have also found that at what percentage re-placements of these mineral admixtures in order to achieve maximum strength. We have represented these results in the form of Barcharts and Graphs.
General
For more than 25 years, concretes with compressive strengths of excess of 41mpa have been used in the con-struction of high-rise structures. While the availability of HSC was limited initially to a few geographic locations, opportuni-ties to use these concretes at more locations across the US are arisen. With the increase of this opportunities material producers have accepted the challenge to manufacture with high compressive strengths. Although this technology is de-veloped firstly for the use in high rise buildings, the same technology is now applying for the concretes for bridge gird-ers and decks. Several research studies have addressed on the application of HSC in bridge girders and identified the potential benefits of this approach.
Historical Background
Although high strength concrete is often considered relatively new materials, its development has been gradual over many years. In USA, in the 1950s concrete with a com-
pressive strength of 34 MPa was considered high strength, in the 1960s, concrete with 41 to 52 MPa compressive strengths were used commercially. In the early 1970s, 62 MPa concrete was being produced. In the world scenario, however, in the last 15 years, concrete of very high strength entered the field of construction, in particular constraint of high-rise build-ings and long span bridges. According to code IS 456-2000 compressive strength over 110 MPa has been considered for the applications in cast-in-place buildings and pre-stressed concrete members. But recently reactive concrete is a one which having nearly compressive strength of 250 MPa. It is completely based on pozzolanic materials.
Experimental Investigations
In the present proposal it is planned to conduct lab in-vestigation using mineral and chemical admixtures in vari-ous proportions, for M80 grade of concrete.
The main purpose of this investigation is to develop con-fidence among user agencies in India to use mineral and chemical admixtures in a desirable proportion in all civil en-gineering constructions.
The following tests were conducted on the concrete:
1. Compressive strength2. Type of cracking
Materials Used
Dr. M. Vijaya Sekhar Reddy1, Dr.M. C. Nataraja2 Dr. I. V. Ramana Reddy3, J. Rajendra Prasad4
M. Seshalalitha4
1HOD & Assistant Professor, Dept. of Civil Engineering, SKIT, Srikalahasti, A.P2Professor, Dept. of Civil Engineering, Sri Jayachamarajendra College of Engineering, Mysore3Professor, Dept. of Civil Engineering, Sri Venkateswara University, Tirupati4Lecturer, Dept. of Civil Engineering, SKIT, Srikalahasti,A.P
Properties Test Results IS: 12269-1987
Normal Consistency 0.32
Initial setting time 60 min Minimum of 30 min
Final setting time 320 min Maximum of 600 min
Specific gravity 3.14
Compressive strength
(a) 3 days strength(b) 7 days strength(c) 28 days strength
29.40MPa44.80 MPa56.53 MPa
Minimum of 27 MPaMinimum of 37 MPaMinimum of 53 MPa
Table 1. Physical Properties of Zuari 53 Grade Cement
INVESTIGATION: HIGH STRENGTH CONCRETE
1 3
175The M
asterbuilder | March 2015 | w
ww
.masterbuilder.co.in
Cement Zuari-53 grade ordinary Portland cement conforming to
IS: 12269 is used in concrete. The physical properties of the cement are listed in Table -1.
Fine aggregate
Local sand free from silt, organic matter and passing through 4.75mm sieve was used in the present investigation. It satisfies the Zone III gradation requirements. Specific gravity of sand was 2.60.
Coarse aggregate
The coarse aggregate used for concrete was locally available granite jelly. The specific gravity of coarse aggregate was found to be 2.60. The grading of fine and coarse aggre-gate is shown in table-2
face area to the hydration process. This effect is used either to increase the strength or to produce high workability concrete or to reduce cement content of concrete or to retard the set-ting time of concrete. Its specific gravity was found to be 1.2 and the optimum dosage was 1.25% by the weight of cement. The chloride content is nil.
Mineral admixtures
Different mineral admixtures are used in this experiment namely flyash, blast furnace slag, micro silica and metakaolin.
Water
Potable water was used for mixing and curing of con-crete beams and cubes.
Mix Proportion
Mix proportion for M80 grade of concrete used in this in-vestigation and is presented in Table 3.
Cement concrete cubes for testing
The cubes are of standard sizes with dimensions 150mm x 150mm x 150mm. These were kept constant for all the specimens. Cubes were tested in the compression testing machine of maximum capacity of 200 tons.
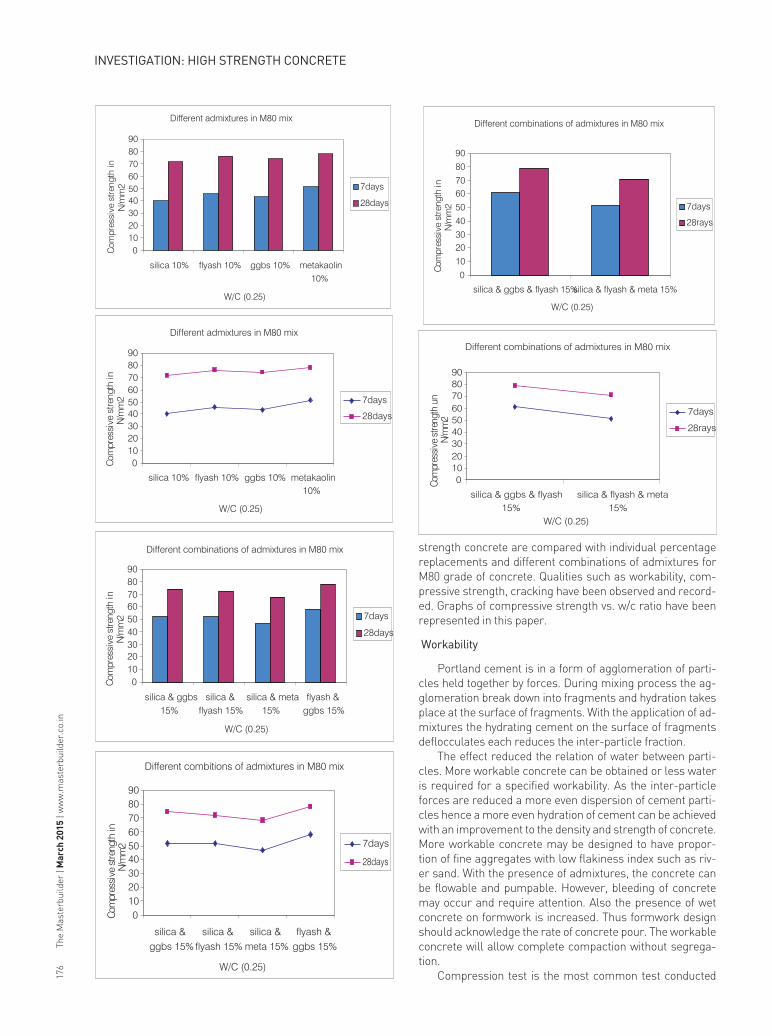
Results And Discussions
The results obtained from the tests conducted in the present investigation consisting of 60 concrete cubes have been presented in table-4 and discussed in detail. In the test carried out, importance has been given to workability, ulti-mate compressive strength and cracking. The results of high
Table-3 Mix Proportion
Table-4: Test Results for M80 Grade Concrete
Table – 2 Grading of Fine and Coarse Aggregate
Sieve size 20mm Natural sand
40 100.00 100.00
20 90.20 100.00
10 7.60 100.00
4.75 1.20 99.50
2.36 - 97.00
1.18 - 81.50
0.6 - 59.00
0.3 - 4.05
0.15 - 2.00
0.075 - 1.07
Superplasticising admixture (Conflo)
Conflo is based on a blend of specially selected organic polymers. It is supplied as a dark brown liquid instantly dis-persible in water. Conflo disperses the cement particles ef-fectively in the concrete mix and hence exposes a large sur-
Grade Target Strength (Mpa) Mix Proportion
M80 80 1:0.421:1.538:0.25
S.NO Grade of concrete Workability(Compaction factor)
Compressive strength of 7 days ( Mpa)
Compressive strength of 28 days ( Mpa)
1 M80 + FLY ASH 10% 0.9 45.70 76.20
2 M80 + SLAG 10% 0.9 43.50 74.15
3 M80 + SILICA FUME 10% 0.9 40.10 72.12
4 M80 + METAKAOLIN 10% 0.9 51.40 78.23
5 M80 + FLY ASH 7.5% + SLAG 7.5% 0.9 57.70 78.16
6 M80 + SLAG 7.5% + SILICA FUME 7.5% 0.9 51.70 74.18
7 M80 + SILICA FUME 7.5% + FLY ASH 7.5% 0.9 51.80 72.21
8 M80 + SILICA FUME 7.5% + ME-TAKAOLIN 7.5% 0.9 46.34 68.24
9 M80 + SILICA FUME 5% + FLY ASH 5% + SLAG 5% 0.9 60.80 79.08
10 M80 + SILICA FUME 5% + FLY ASH 5% + METAKAOLIN 5% 0.9 51.24 71.14
INVESTIGATION: HIGH STRENGTH CONCRETE
The
Mas
terb
uild
er |
Mar
ch 2
015
| ww
w.m
aste
rbui
lder
.co.
in17
6
strength concrete are compared with individual percentage replacements and different combinations of admixtures for M80 grade of concrete. Qualities such as workability, com-pressive strength, cracking have been observed and record-ed. Graphs of compressive strength vs. w/c ratio have been represented in this paper.
Workability
Portland cement is in a form of agglomeration of parti-cles held together by forces. During mixing process the ag-glomeration break down into fragments and hydration takes place at the surface of fragments. With the application of ad-mixtures the hydrating cement on the surface of fragments deflocculates each reduces the inter-particle fraction.
The effect reduced the relation of water between parti-cles. More workable concrete can be obtained or less water is required for a specified workability. As the inter-particle forces are reduced a more even dispersion of cement parti-cles hence a more even hydration of cement can be achieved with an improvement to the density and strength of concrete. More workable concrete may be designed to have propor-tion of fine aggregates with low flakiness index such as riv-er sand. With the presence of admixtures, the concrete can be flowable and pumpable. However, bleeding of concrete may occur and require attention. Also the presence of wet concrete on formwork is increased. Thus formwork design should acknowledge the rate of concrete pour. The workable concrete will allow complete compaction without segrega-tion.
Compression test is the most common test conducted
INVESTIGATION: HIGH STRENGTH CONCRETE
177The M
asterbuilder | March 2015 | w
ww
.masterbuilder.co.in
on hardened concrete, partly because it is easy test to perform, and partly because most of the desirable characteristic properties of concrete are qualitatively related to its com-pressive strength.
The cube specimen is of the size 150 mm x 150 mm x 150 mm, if the largest nominal size of the aggregates does not exceed 20 mm, 100 mm size cubes may also be used as an alternative.
Crack Pattern
From the experiments it is observed that as soon as crack propagates the sudden failure occurs in high strength con-crete cubes.
Conclusions
- In high strength concrete mix design as water cement ratio adopted is low, super plasticizers are necessary to maintain required workability as the percentage of miner-al admixtures is increased in the mix, the percentage of super plastisizer should also be increased, for thorough mixing and for obtaining the desired strength.
- In M80 grade of concrete as the water-cement ratio of 0.25 is insufficient to provide the good workability, hence super plasticizer is necessary.
- In case of individual percentage replacement of mineral admixtures the maximum compressive strength achieved in M80 grade concrete is 78 Mpa with 10% replacement of Metakaolin.
- In case of two combinations percentage replacement of mineral admixtures the maximum compressive strength achieved in M80 grade concrete is 78 Mpa with 7.5% re-
placement of Fly ash and 7.5% replacement of Slag. - In case of three combinations percentage replacement
of mineral admixtures the maximum compressive strength achieved in M80 grade concrete is 79 Mpa with 5% replacement of Flyash, 5% replacement of Slag and 5% replacement of Silica.
References
- ACI committee 363 (1984), “State-of-the Art Report on High Strength Concrete”, ACI Journal, Vol. 81, No. 4, pp. 364-411.
- Ganesh Babu, K and Rao. G.S.N., “Efficiency of Fly Ash in Concrete”, Cement and Concrete Composites, 1993 Vol.15, pp. 223-229
- Ganesh Babu,K and Prakash. P.V.S., “Efficiency of Silica Fume in Concrete”, Cement and Concrete Research, 1995, Vol. 25, No. 6, pp.1273 - 1283.
- Duval R. and E.H. Kadri (1998), “Influence of Silica Fume on the Workability and the Compressive Strength of High Performance Concrete,” Cement and Concrete Research, 28, 4, pp.533-547.
- Ganesh Babu, K., and Sree Rama Kumar. V., “Efficiency of GGBS in Concrete”, Cement and Concrete Research, Vol. 30, No. 7, July 2000, pp. 1031-1036.
- IS:10262-1982 : Indian Standard Recommended Method of Con-crete Mix Design
- Concrete technology by M,S,Shetty- High performance concrete by V.M.Malhotra.- Design of concrete mixes by N.Krishna raju.- Bureau of Indian standards, specification for casting of specimen IS:
10262-1962.- IS: 12269-1987: Specifications for 53 grade ordinary Portland ce-
ment, Bureau of Indian standards, New Delhi.- IS: 383-1970: Specifications for coarse and fine aggregates for nat-
ural sources of concrete (second revision), Bureau of Indian stan-dards, New Delhi.
- IS: 9103-1999: Admixtures for concrete, Bureau of Indian standards, New Delhi. w
INVESTIGATION: HIGH STRENGTH CONCRETE