Embed Size (px)
DESCRIPTION
The quality of corona treatment strongly depends on the ground roll surface. Let us discuss the possible choices
Citation preview

156 CONVERTER / Flessibili - Carta - Cartone
HIDDEN PROBLEMS INSURFACE TREATMENTSII - GROUND ROLLS
The quality of coronatreatment stronglydepends on the groundroll surface. Let us dis-cuss the possible choices
Is corona treating technologysimple? This apparently se -ems a simple question.
In fact, until a few years ago,the discussion of corona tech-nology for surface treatmentcould have been limited to justtwo types of corona treatingsystems: covered roll systemsand bare roll systems. But nowadays, new ceramic-coated ground rolls are enri-ching the technology and revo-lutionising the corona systems.The quality of corona treat-ment strongly depends on theground roll surface. This surfa-ce has a certain level of resisti-vity, depending on the existen-ce of a covering over the dis-charging electrode. The mate-rial, which is being conveyedover the ground roll, is also
important. A different voltagewill exist as different materialspass through the corona dis-charge and over the groundroll. These variations in loadcan drive voltages high enoughto damage the material beingtreated (Fig.1). The ceramic-coated ground rollsystems are able to providemore power than their prede-cessors could and also elimi-nate common problems asso-ciated with covered rolls. Whilethe cost of a new silicone rollcovering is not great, it isnecessary to realise that thereare more costs associated withreplacing them, than just thecost of the new sleeve.
A silicone covered roll beco-mes damaged from either over-exposure to corona or becauseit was damaged by sharp devi-ces. The damage can be severeenough to cause a high voltagetrip (it may be possible to heara "snap" or see an arc). In this case, it is necessary toshut down the production line,because this event occurs du -ring a treatment run, to re placethe roll covering. Of course, the damage may notbe enough to cause a high vol-tage trip. The producer doesnot realise the existence of thedamage until the productionrun is completed. The damageto substrates consists of pin-
I RULLI DI SCARICA La qualità del trattamento corona dipende fortemente dallasuperficie del rullo di scarica. Vediamo le scelte possibili
PROBLEMI NASCOSTI DEL TRATTAMENTO SUPERFICIALE II - I rulli di scarica
Rory Wolf, Enercon Industries Corporation, Menomonee Falls, Wisconsin, USAAmelia Sparavigna, Dipartimento di Fisica, Politecnico di Torino, Torino, Italy
GROUND ROLLS
ENGL
ISH
a tecnologia del trattamento coro-
na è una tecnologia semplice?
Questa sembra essere una do -
manda cui si può rispondere in modo
facile. Fino a pochi anni fa, infatti, ba -
stava analizzare solo due tipi di tratta-
tori, quelli con rulli rivestiti di isolante
e quelli con rulli nudi. Ora invece, ci
troviamo di fronte a una tecnologia
notevolmente più ricca e complessa,
rivoluzionata da nuovi dispositivi con
rullo di scarica rivestito di ceramica.
Dalla scelta del rullo di scarica dipende
la qualità del trattamento superficiale.
La superficie del rullo di scarica ha una
resistività elettrica che dipende dall’e-
sistenza o meno di un rivestimento
dell’elettrodo. Anche il materiale che
scorre sopra l'elettrodo influenza que-
sta resistenza. La tensione tra gli elet-
trodi avrà un valore diverso, secondo il
materiale che passa sul rullo di scarica
e che attraversa la scarica corona.
Le variazioni di carico elettrico, cui è
sottoposto il sistema, possono essere
Ltali da danneggiare il materiale da trat-
tare (Fig.1).
sovraesposizione alla scarica corona o
essere danneggiato da un oggetto
acuminato o tagliente. Un rivestimento
molto danneggiato causa un corto del-
l'alta tensione (è possibile sentire uno
schiocco o vedere un arco elettrico).
In questo caso è necessario fermare la
linea di produzione, poiché l’evento
succede durante il trattamento, e rim-
piazzare il rivestimento.
Il problema al rullo non è così grave da
provocare il corto? Il produttore si
rende conto che il trattatore non fun-
ziona bene solo a fine produzione, poi-
ché riscontra un pinholing o un contro-
trattamento del film polimerico. Danni
difficili da vedere ma che compromet-
tono la qualità finale del prodotto.
I costi di tempo e perdita di produzio-
ne vanno aggiunti all’effettivo costo
del rivestimento da sostituire.
Si ha il controttrattamento di un mate-
riale, quando dell’aria rimane intrap-
polata tra il retro del film polimerico e
il rullo di scarica. L’aria sotto il film si
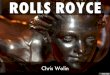
Fig.1 Pulire il rullo di scarica serve a prevenireproblemi anche gravi durante il trattamento / Fig.1 To clean the ground roll is useful to pre-vent substrate damages during the treatment
I trattatori col rullo di scarica rivestito
di ceramica sono capaci di dare una
potenza nel trattamento corona mag-
giore di quella ottenuta nei sistemi di
vecchia generazione. Questi trattatori
possono anche eliminare quei proble-
mi legati alla gestione dei trattatori
tradizionali. Il costo di un nuovo rive-
stimento di gomma siliconica non è, in
effetti, molto alto. Ci sono però altri
costi da considerare. Il rivestimento
del rullo può essere rovinato da una

holing or backside treatment.These two problems are oftendifficult to detect and certainlycompromise the final productquality. Costs of waste timeand production can quicklyadd up to more than just thecost of the roll covering.Backside treatment occurswhen air is trapped betweenthe backside of the web andthe ground roll. The air beneath the web beco-mes ionised and corona treat-ment occurs. When corona dis-charge occurs, the total energyin the air gap will be distribu-ted between the top and bot-tom of the web. With a portionof the total energy applied to
the undesired bottom surface,the power amount applied tothe desired top side will bereduced. Generally, the treat-ment on the top surface of thematerial will decrease. The primary cause of backsidetreatment can be attributed toa lack of station cleanliness,specifically a dirty ground roll.Imaging the web contactingthe surface of the ground roll,it is clear that any high point orbuild-up on the roll surfacepotentially lifts the material offthe ground roll face. The imme-diate area surrounding thepoint is no longer contactingthe roll face, resulting in an airgap. The air gap beneath the
material allows corona to begenerated. Reducing the accu-mulation of dirt or residues onthe surface can substantiallyreduce the conditions for back-side treatment to occur. Other causes of backside treat-ment are wrinkling and slippageof films. Slippage of materials on theground roll results in a laminarairflow layer underneath theweb. A possible correctiveaction is obtained applying anip roll to ensure the materialpositively contacts the rollface. In applications where lowtension or thin materials areinvolved, nipping may causeother material problems.
In these cases, it may be ne -cessary to choose other solu-tions.
THE ROLLS
With the ceramic-coated groundroll systems, the corona treat-ments enter in the era of atmo-spheric pressure plasma treat-ments.It is possible to choose among
several treating systems, themost recent are the UniversalRoll systems. Let us conduct ashort review of the definitionsof all types of surface treat-ment roll coverings (siliconesleeves, epoxy-coated rolls,glassed steel rolls, ceramic
158 CONVERTER / Flessibili - Carta - Cartone
ionizza e avviene il trattamento anche
sul lato sottostante. Durante la scarica
corona, l’energia nel gap d’aria tra gli
elettrodi è distribuita sia sopra sia
sotto il film. Con una parte dell’energia
totale applicata alla faccia inferiore, si
riduce la potenza di trattamento appli-
cata alla faccia superiore che è quella
che si vuole effettivamente trattare.
Il trattamento superficiale del materiale
viene così a diminuire. La causa princi-
pale del controtrattamento è da attri-
buirsi a una scarsa pulizia della stazio-
ne trattante, e in modo particolare, del
rullo di scarica. Pensiamo appunto al
film che scorre sulla superficie del rullo:
è chiaro che qualsiasi punto o deposito
sulla superficie del rullo può sollevare il
materiale da essa. Non essendoci più
un contatto perfetto, si viene a formare
un gap d’aria tra film e rullo. L’aria sotto
il film permette che si generi la scarica
corona.
Ridurre sporco e residui di trattamento
sulla superficie del rullo riduce le con-
dizioni per la comparsa del controtrat-
tamento. Ci sono anche altre cause
responsabili del controtrattamento, e
sono la presenza di pieghe o lo slitta-
mento del film. Lo slittamento sul rullo
produce un flusso d’aria laminare
sotto il film stesso. Un’azione correttiva
è quella di utilizzare dei rulli pressori
aggiuntivi per assicurare che il film sia
sempre a contatto col rullo di scarica.
Quando il trattamento deve essere
fatto a bassa tensione o su film sottili,
si preferiscono altre soluzioni all’uso
dei rulli pressori.
mo che esiste un parametro importan-
tissimo, caratteristico della barriera
dielettrica, e che è la rigidità dielettri-
ca, ossia il massimo campo elettrico
che essa può sopportare. Lo spessore
del rivestimento dielettrico è determi-
nato dal valore della rigidità dielettrica
del materiale.
Più basso è questo parametro, più
spesso è il rivestimento. Un rivesti-
mento spesso però richiede più poten-
za per produrre un trattamento corona
efficace. Unità di misura della rigidità
dielettrica sono kV/mm o V/mil (1 mm
= 39.37 mil).
- Rullo con rivestimento siliconico: il
rivestimento più comune dei rulli di
scarica è la sleeve di silicone.
I materiali siliconici hanno una buona
rigidità dielettrica (450 V/mil), che per-
mette di utilizzarli in tutte le applicazio-
ni basilari del trattamento corona.
Le sleeve siliconiche sono molto eco-
nomiche e facilmente sostituibili.
Il loro difetto maggiore è che posso-
no essere danneggiate da una sovra -
esposizione alla scarica corona o
accidentalmente dall'operatore, con
oggetti acuminati. Il costo di un
nuovo rivestimento siliconico non è
alto; i costi aggiunti di tempo perso e
produzione compromessa fanno
però presto a crescere.
Fig.2 Si ha il controtrattamento quando il filmnon è a buon contatto col rullo. In alcune zoneil trattamento è molto ridotto / Fig.2 The backside treatment happens whenthe film is not in perfect contact with the roll.There are areas where the treatment is stronglyreduced
I RULLI
Con i nuovi sistemi, con rulli rivestiti di
ceramica, il trattamento corona entra
nell’era del trattamento al plasma a
pressione atmosferica. I sistemi di
trattamento più recenti sono quelli
detti “a rullo universale”. Facciamo
una breve rassegna dei sistemi più
usati, classificandoli per via del rullo
di scarica e del relativo rivestimento
(con sleeve siliconici, con rivestimento
epossidico, acciaio vetroso, ceramica,
ceramica conduttiva, rulli ceramici
universali e rulli per plasma atmosferi-
co). Prima della descrizione, ricordia-

covered rolls, conductive cera-mic coated rolls, universalceramic coated rolls and atmo-spheric plasma rolls). Beforestarting the description, let usremember an important para-meter, the dielectric strengthof a barrier, which is the abilityto withstand excessive volta-ges. The electrode's wall thicknesscovering material is determi-ned by its strength. The lower the dielectric strength,the thicker the wall must be. A thicker wall requires morepower to produce an efficientcorona. The unit measure of die-lectric strength is V/mil (1cm=393.70 mil).
- Silicone Sleeves: the mostcommon roll covering is a sili-cone sleeve. These sleeveshave good dielectric strength(450 V/mil), which allows themto handle all basic corona trea-ting applications. Silicone sleeves are very eco-nomical and replaceable. The downside is they can bedamaged from over-exposureto corona discharge or acci-dentally by the slip of an ope-rator’s device. While the cost ofa new silicone roll covering isnot great, costs from unexpec-ted downtime and comprisedproduct quickly add up. Life expectancy of a siliconesleeve is six months.
- Epoxy coated rolls: epoxiescoated rolls offered a moredurable covering than siliconeand are also a good choice forbasic corona treating applica-tions. The dielectric strength iscomparable (450 V/mil). Epoxy coatings have hardersurface than silicones or rub-bers and many convertersselect them as added insuran-ce against unexpected roll fai-lure from exposure to coronaor accidental damages. Life expectancy of an epoxycovered roll is one year.- Glassed-steel rolls: theserolls provide the highest die-lectric strength (800 V/mil).According to these roll cove-
ring suppliers, these coveringsprovide an energy savings andhas a high efficiency whichresults in improved treatmentlevels. In most cases the rolldiameter for a glassed-steelroll will be smaller than compa-rable roll coverings. - Ceramic Covered Rolls: theserolls are covered with a thickceramic covering (1.5 mm to2.5 mm) that is applied via aplasma-spray technique. This roll covering replaces therub ber or epoxy coveringsused with metal electrodes.The purpose of the roll cove-ring is to provide a dielectricbuffer between the metal elec-trode and the roll covering allo-
160 CONVERTER / Flessibili - Carta - Cartone
La vita media di un rivestimento sili-
conico è di sei mesi.
- Rulli con rivestimento epossidico: i
rulli con rivestimento epossidico
offrono una durata maggiore rispetto
ai siliconici e sono una buona scelta
per i trattamenti base. Le rigidità die-
lettriche sono paragonabili (450
V/mil). I rivestimenti epossidici hanno
una superficie più dura di quelli con
gomme siliconiche. Molti operatori
del settore converter li scelgono per-
ché danno più garanzie rispetto a pro-
blemi di sovraesposizione alla scarica
corona o a danni accidentali. La vita
media del rullo con rivestimento
epossidico è di un anno.
- I rulli all’acciaio vetroso: i rulli hanno
la rigidità dielettrica più alta (800
V/mil). Secondo i produttori, questo
tipo di rivestimento riduce il consu-
mo d'energia, è molto efficiente e
accresce il livello di trattamento. Il
diametro dei rulli col rivestimento
all'acciaio vetroso è in genere più
piccolo di quello dei rulli con altri tipi
di rivestimento.
- I rulli a rivestimento ceramico: il rive-
stimento è di ceramica,
con uno spessore molto
elevato (da 1.5 mm a 2.5
mm). Il rivestimento è
applicato con tecnolo-
gia plasma-spray.
Questo tipo di rivesti-
mento può sostituire i
rivestimenti di gomma
o materiale epossidico
dei rulli accoppiati a
elettrodi metallici.
Lo scopo del rivesti-
mento è di fornire un
buffer dielettrico tra
l'elet trodo metallico e il rullo di scari-
ca, permettere la ionizzazione e crea-
re il plasma nel gap d'aria. I rulli con
rivestimento ceramico sono molto
usati per la loro resistenza al dan-
neggiamento fisico. Questo tipo di
combinazione elettrodo/rullo-di-sca-
rica non può essere utilizzata per
trattare film conduttivi.
Questi sistemi sono ideali per i trat-
tamenti a velocità molto elevate e
per l'eccezionale durata (due anni di
durata di garanzia del produttore). Il
costo iniziale di questo tipo di rulli è
più alto del rullo siliconato. Il bilan-
cio tra costi e benefici favorisce il
sistema con rivestimento ceramico,
se valutato nell'arco di vita della sta-
zione di trattamento.
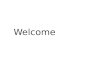
- I rulli a rivestimento ceramico con-
duttivo: la ceramica conduttiva è
abbastanza spessa (da 0.05 mm a
0.13 mm) ed è applicata per mezzo
del plasma-spray (Fig.3). Il rivesti-
mento protegge il rullo di scarica da
ossidazione e corrosione. Questo
rivestimento sostituisce molto bene
il rivestimento al cromo o al nickel,
rivestimento che è poroso e quindi
permette l’ossida zio ne all’interfaccia
tra il cuore del rullo ed il rivestimen-
to. Dal punto di vista delle applica-
zioni, un rullo di scarica con un rive-
Fig.3 Una stazione di trattamento con rullo discarica rivestito di ceramicaconduttiva / Fig.3 A treatment station witha conductive ceramic roll

wing the air to ionize and crea-te the plasma corona in the airgap. Ceramic roll covering iswidely used because of its resi-stance to physical damage.This type of electrode / rollcombination cannot be used totreat conductive films. These rolls are ideal for highspeed treating applicationsand offer exceptional durabi-lity (two year limited manufac-turer’s warranty). Usually the initial cost of aceramic covered roll is greaterthan a silicone covered roll, buta cost comparison over the lifeof the station can work outfavourably for a ceramic rollcovering.
- Conductive Ceramic CoatedRolls: conductive ceramic is athick coating (0.05 mm to 0.13mm), applied via a plasma-spray technique (Fig.3). The coating protects theground roll from oxidation andcorrosion. This covering repla-ces those chrome or nickel pla-ting which are porous and willallow oxidation between theroll core and the plating. From an application stand-point, a conductive ceramiccoated ground roll in a bare rollsystem is recommended whentreating metal foils or the non-conductive side of conductivefilms. The conductive ceramiccoating ensures a conductive
path to ground from the con-ductive web surface. The pri-mary benefit of the conductiveceramic is to prevent oxidationto the metal roll surface.- Universal Rolls: the universalceramic-coated roll has aproprietary ceramic coating, ap -plied to the roll core via a pla-sma-spray process. The univer-sal ceramic coating is non-con-ductive and also serves as adielectric covering on theground roll. It is possible to usea universal roll system (Fig.4) totreat metallised films or foils.Because the high voltage elec-trode and the ground roll arecovered with a dielectric, thecorona is established in the air
gap between the electrode andmetallized film or foil. It isimportant that the metallizedsurface of the film be in contactwith a clean and grounded idlerroll. This idler roll can be cove-red with conductive ceramic toprovide a ground path from theconductive film surface.The universal ceramic-coatedroll system provides superiortreatment levels, with elimina-tion of film wrinkling and back-side treatment. It eliminatesalso the pin-holing on themetallized surface. Moreover, the higher efficiencyceramic covered roll requiresless power to meet the sametreat requirements.
162 CONVERTER / Flessibili - Carta - Cartone
stimento ceramico conduttore in un
sistema “bare roll”, è appropriato
per trattare fogli metallici o il lato
non conduttore di un film condutto-
re. Il rivestimento di ceramica con-
duttiva assicura un percorso condut-
tore che va dalla superficie del foglio
conduttore verso rullo di scarica.
Il beneficio principale di questo rive-
stimento è quello di prevenire l’os -
sidazione della superficie del rullo di
scarica.
- Universal Rolls: Il rullo con rivesti-
mento ceramico universale ha un
rivestimento ceramico specifico del
produttore, applicato con plasma-
spray. Il rivestimento universale è
non conduttivo e serve come barriera
dielettrica. È possibile però usare il
sistema universale (Fig.4) anche per
trattare fogli metallici o metallizzati.
Dato che l’elettrodo ad alta tensione
e il rullo di scarica sono rivestiti di
dielettrico, la scarica corona avviene
nel gap d’aria tra l’elettrodo e il
foglio metallico o metallizzato. È
importante che la superficie metalliz-
zata del film sia a contatto con un
rullo pressore pulito e collegato a
terra. Questo rullo può essere un
rullo ricoperto di una ceramica con-
duttiva, che assicuri quindi un flusso
di corrente dalla superficie del film
conduttore trattato verso terra.
Il sistema universale permette di
avere degli ottimi livelli di trattamento
ed eliminare il controtrattamento.
Non si ha pin-holing dei film polimeri-
ci e delle superfici metallizzate.
L’efficienza del sistema con il rullo a
rivestimento ceramico è maggiore:
sono così richieste potenze minori per
raggiungere lo stesso livello di tratta-
mento.
- I rulli a rivestimento ceramico per il
plasma atmosferico: la ceramica per
ottenere il plasma atmosferico è
applicata col processo plasma-spray
simile a quello dei rulli universali.
Molti aspetti della tecnologia al pla-
sma atmosferico sono specifici del
produttore. I vantaggi principali di
questo trattamento, rispetto agli altri
sistemi con rulli ceramici sono
descritti qui sotto.
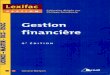
Fig.4 Il trattatore universale garantisce livelli di trattamento superiori eliminando pinholing e con-trotrattamento / Fig.4 The universal system provides superior treatment levels, with elimination offilm wrinkling and backside treatment

163CONVERTER / Flessibili - Carta - Cartone
- Atmospheric Plasma Ceramic Coated Rolls: atmosphericplasma ceramic is applied using a plasma-spray processsimilar to Universal rolls. Although many aspects of thistechnology are proprietary, its primary advantagesagainst all other ceramic-based roll coverings are heredescribed.
Atmospheric Plasma has:- Highly uniform and homogenous glow discharges;- Very high treatment levels;- Long-lasting treatment;- Ability to treat highly crystalline and engineered films,
wovens and non-wovens;- Elimination of film wrinkling and puckering, backside
treatment, pin-holing on films and metallized surfaces.
UPGRADE OF ROLL COVERINGS
Changing the type of roll covering could benefit severaltreatment operations. However, it is necessary that thesurface treater manufacturer determine how a change inroll covering may affect the rest of the surface treatingstation. For example, a change in the roll covering surelyresults in an alteration in sizing of the roll diameter. It isthen necessary to determine the effect of new geometricrelationships between electrode and roll. The newmechanical device must adequate to electric frameworkof the treater, to create a plasma discharge between elec-trode and ground roll. On new installations, the choice ismuch simpler, because it can be managed according tothe main production requests.
Il Plasma Atmosferico ha:
- Scarica molto uniforme e omogenea;
- Livelli di trattamento molto alti;
- Trattamenti a lunga durata;
- Abilità a trattare polimeri ad alta cristallinità e film
speciali, tessuti e tessuti-non-tessuti;
- Eliminazione del corrugamento dei film, del controtrat-
tamento, del pin-holing di film e superfici metallizzate.
UPGRADE DEL RIVESTIMENTO
Cambiare il tipo di rivestimento del rullo di scarica può
portare a diversi benefici; è però necessario che il pro-
duttore del sistema di trattamento determini come il
cambiamento viene a modificare il resto del sistema.
Per esempio, un cambio del rivestimento altera di sicu-
ro il diametro finale del rullo. Il nuovo diametro deter-
mina nuove relazioni geometriche tra l’elettrodo ad alta
tensione ed il rullo di scarica. La nuova meccanica allo-
ra deve potersi adeguare al sistema elettrico di scarica
tra gli elettrodi che produce il plasma. Nelle nuove
installazioni, la scelta del rullo è molto più semplice,
perché può essere fatta in accordo con le principali
richieste della produzione.
adv.IES