Embed Size (px)
Citation preview
INSTITUTE OFCHEMICAL TECHNOLOGY
Heterogeneous Catalysis EngineeringE. Klemm
Topical Workshop CatalysisDFG Priority Program 1362
Stuttgart, April 12, 2011
2
Outline
• What is „ Heterogeneous Catalysis Engineering“ ?
• Bulk Chemicals Manufacture• Space Time Yield• Selectivity-Conversion-Plots• Catalyst Life Time
• Fine Chemicals Manufacture• Space Time Yield• Atom Efficiency (E Factor)• Time-to-Market
• Bench Scale Reactors for Het. Cat. Eng.
3
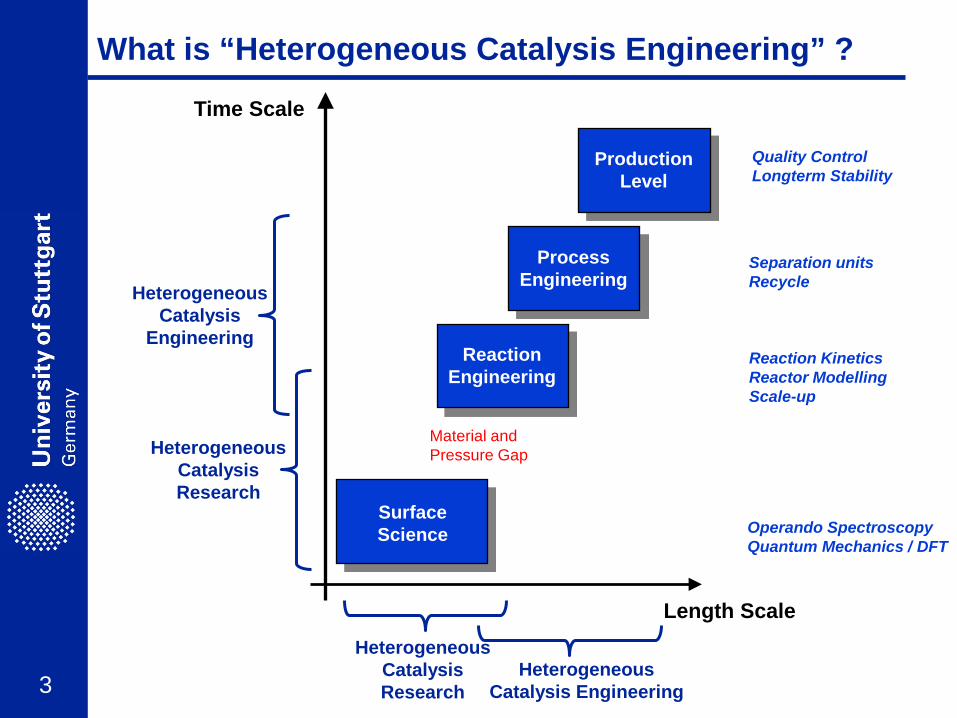
What is “Heterogeneous Catalysis Engineering” ?
SurfaceScience
ReactionEngineering
Operando SpectroscopyQuantum Mechanics / DFT
Time Scale
Length Scale
ProcessEngineering
ProductionLevel
Reaction KineticsReactor ModellingScale-up
Separation unitsRecycle
Quality ControlLongterm Stability
Material andPressure Gap
HeterogeneousCatalysisResearch
HeterogeneousCatalysis Engineering
HeterogeneousCatalysisResearch
HeterogeneousCatalysis
Engineering
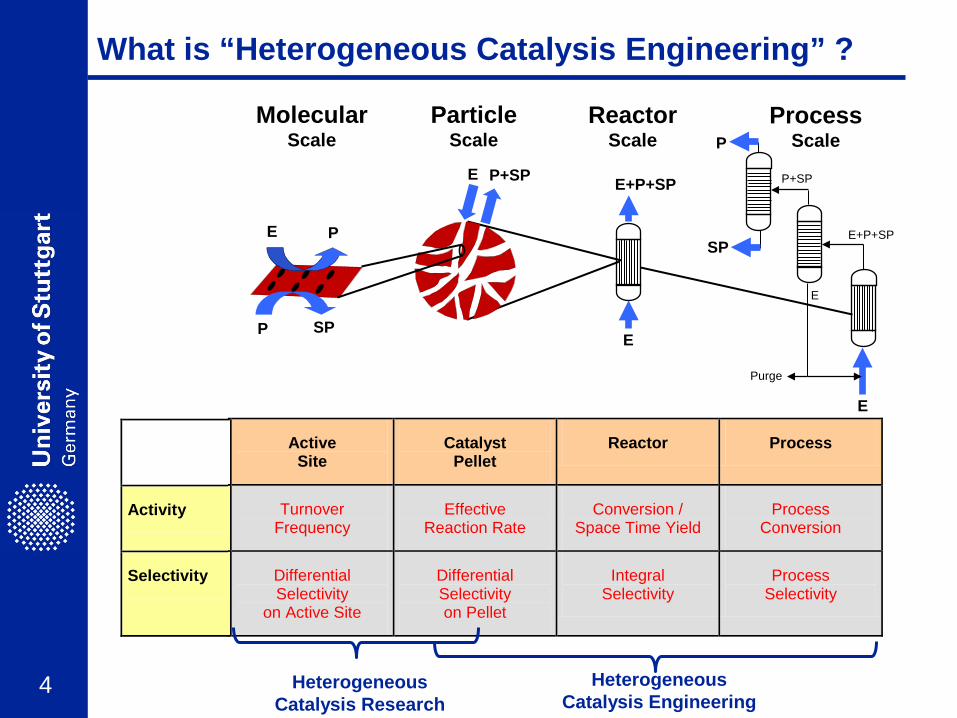
4
Activity
Selectivity
Active Site
Catalyst Pellet
Reactor Process
Turnover Frequency
Effective Reaction Rate
Conversion / Space Time Yield
Process Conversion
Differential Selectivity
on Active Site
Differential Selectivity on Pellet
Integral Selectivity
Process Selectivity
ReactorScale
E
E+P+SP
MolecularScale
E P
P SP
ParticleScale
E P+SP
SP
E
E+P+SP
P+SP
P
E
Purge
ProcessScale
What is “Heterogeneous Catalysis Engineering” ?
HeterogeneousCatalysis Research
HeterogeneousCatalysis Engineering
5
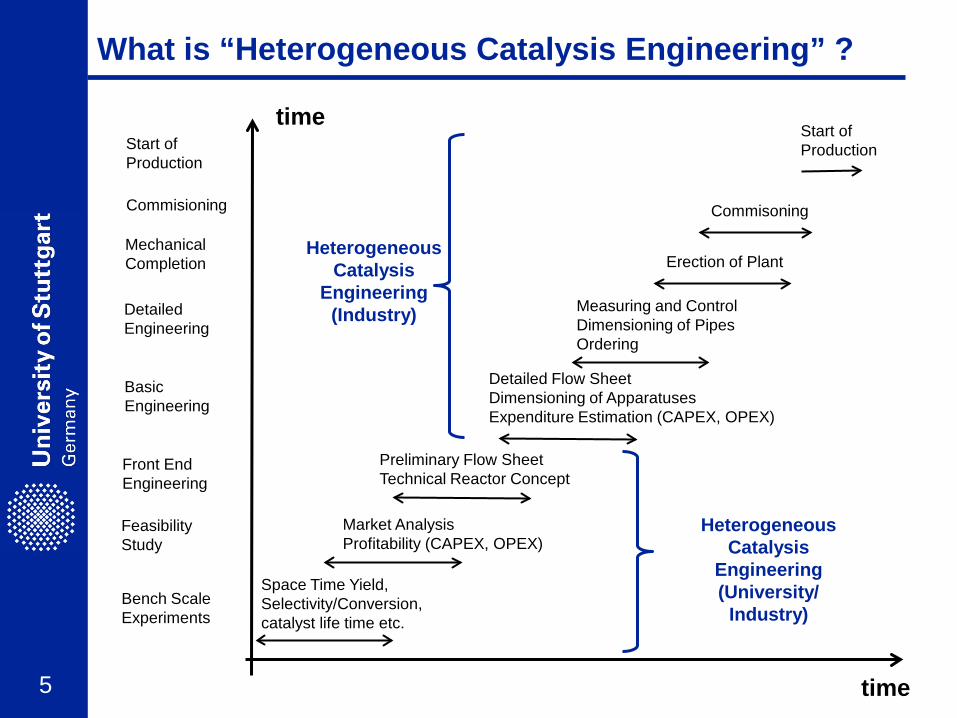
What is “Heterogeneous Catalysis Engineering” ?
time
Bench ScaleExperiments
FeasibilityStudy
time
Space Time Yield,Selectivity/Conversion,catalyst life time etc.
Market AnalysisProfitability (CAPEX, OPEX)
Preliminary Flow SheetTechnical Reactor Concept
Front EndEngineering
BasicEngineering
Detailed Flow SheetDimensioning of ApparatusesExpenditure Estimation (CAPEX, OPEX)
DetailedEngineering
Measuring and ControlDimensioning of PipesOrdering
MechanicalCompletion Erection of Plant
Commisioning Commisoning
HeterogeneousCatalysis
Engineering(University/
Industry)
HeterogeneousCatalysis
Engineering(Industry)
Start ofProduction
Start ofProduction
6
What is “Heterogeneous Catalysis Engineering” ?
„The bench scale results were so good that we by-passed the pilot-plant“aus E.H. Stitt, Chem.Eng.J. 90(2002)47
7
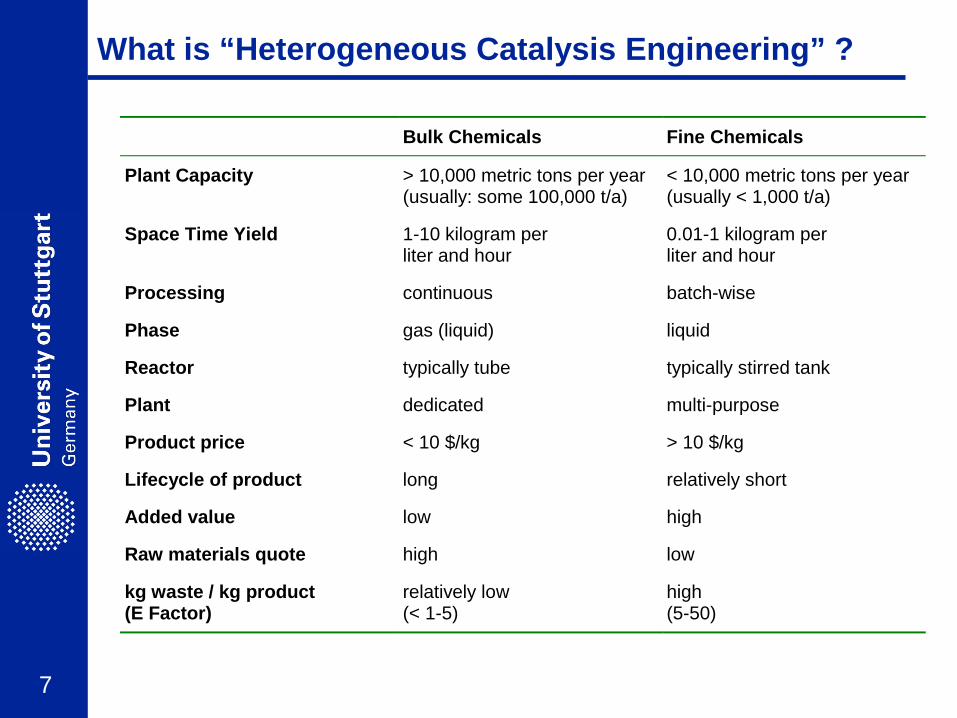
What is “Heterogeneous Catalysis Engineering” ?
Bulk Chemicals Fine Chemicals
Plant Capacity > 10,000 metric tons per year (usually: some 100,000 t/a)
< 10,000 metric tons per year (usually < 1,000 t/a)
Space Time Yield 1-10 kilogram per liter and hour
0.01-1 kilogram per liter and hour
Processing continuous batch-wise
Phase gas (liquid) liquid
Reactor typically tube typically stirred tank
Plant dedicated multi-purpose
Product price < 10 $/kg > 10 $/kg
Lifecycle of product long relatively short
Added value low high
Raw materials quote high low
kg waste / kg product (E Factor)
relatively low (< 1-5)
high (5-50)
8
Outline
• What is „ Heterogeneous Catalysis Engineering“ ?
• Bulk Chemicals Manufacture• Space Time Yield• Selectivity-Conversion-Plots• Catalyst-Life-Time
• Fine Chemicals Manufacture• Space-Time-Yield• Atom Efficiency (E Factor)• Time-to-Market
• Bench Scale Reactors for Het. Cat. Eng.
9
Bulk Chemicals Manufacture
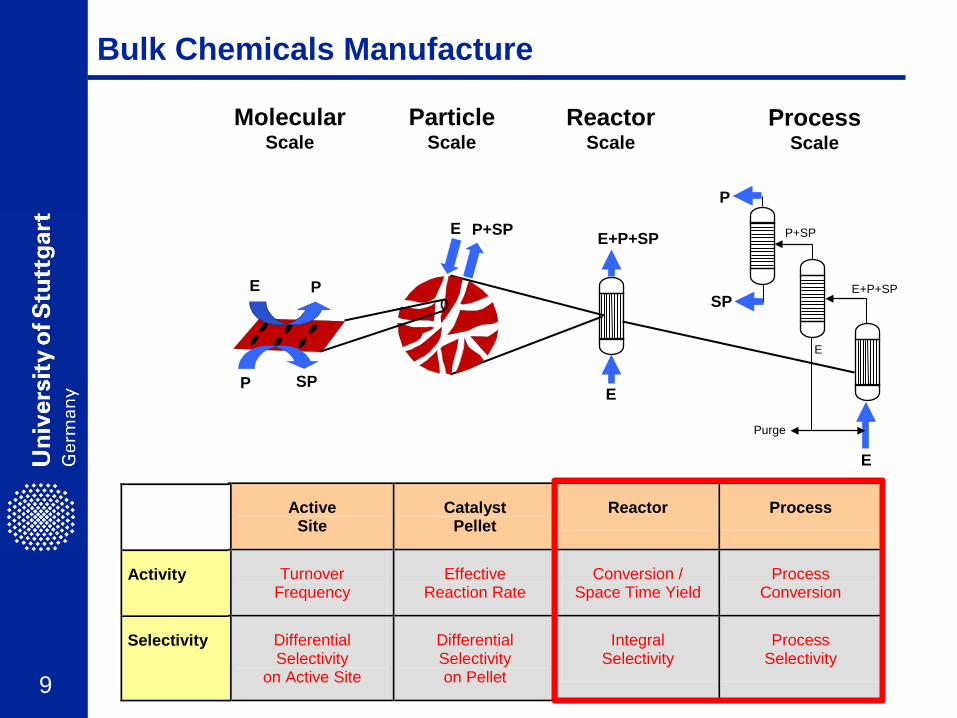
Activity
Selectivity
Active Site
Catalyst Pellet
Reactor Process
Turnover Frequency
Effective Reaction Rate
Conversion / Space Time Yield
Process Conversion
Differential Selectivity
on Active Site
Differential Selectivity on Pellet
Integral Selectivity
Process Selectivity
ReactorScale
E
E+P+SP
MolecularScale
E P
P SP
ParticleScale
E P+SP
SP
E
E+P+SP
P+SP
P
E
Purge
ProcessScale
10
Bulk Chemicals Manufacture
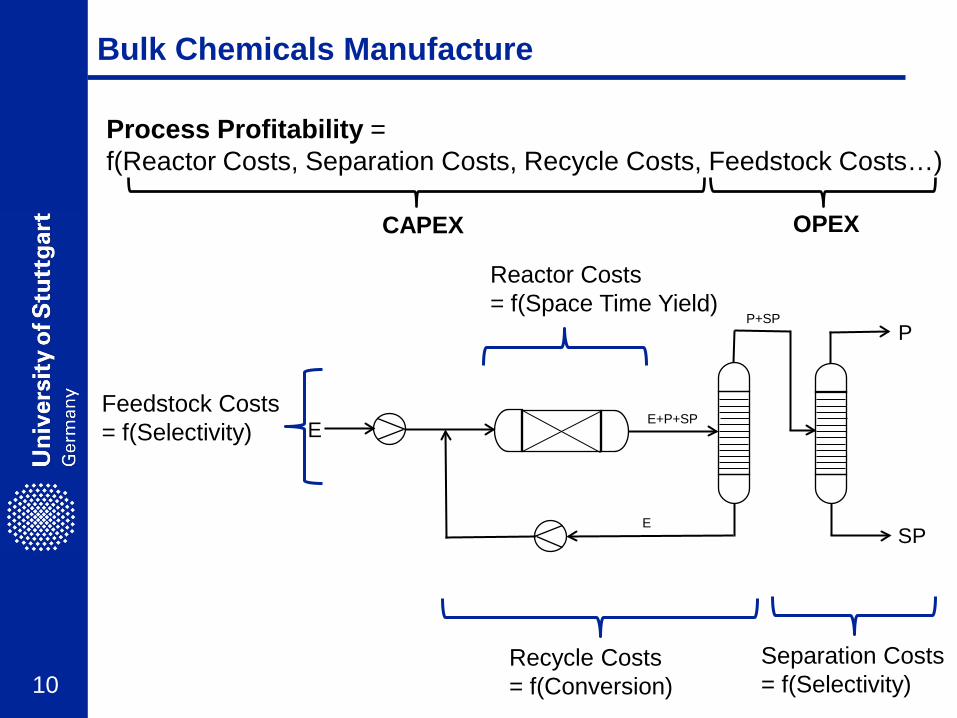
Process Profitability = f(Reactor Costs, Separation Costs, Recycle Costs, Feedstock Costs…)
Separation Costs= f(Selectivity)
Recycle Costs= f(Conversion)
E+P+SP
E
E
P+SPP
SP
Reactor Costs= f(Space Time Yield)
Feedstock Costs= f(Selectivity)
CAPEX OPEX
11
Bulk Chemicals Manufacture
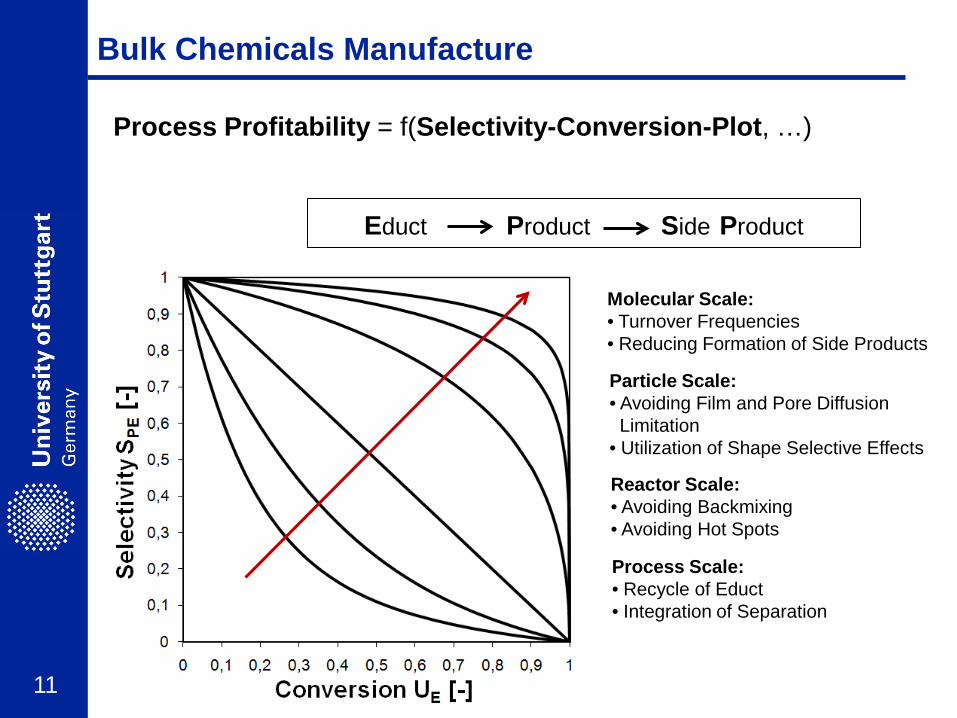
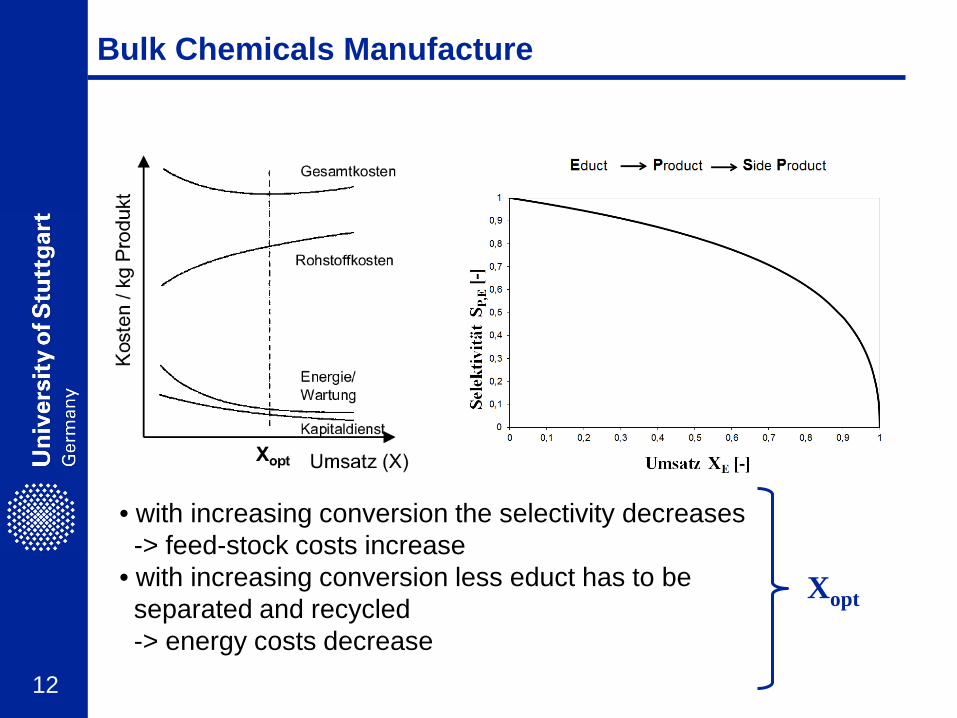
Process Profitability = f(Selectivity-Conversion-Plot, …)
Educt Product Side Product
Molecular Scale:• Turnover Frequencies• Reducing Formation of Side Products
Particle Scale:• Avoiding Film and Pore Diffusion Limitation
• Utilization of Shape Selective Effects
Reactor Scale:• Avoiding Backmixing• Avoiding Hot Spots
Process Scale:• Recycle of Educt• Integration of Separation
12
Bulk Chemicals Manufacture
• with increasing conversion the selectivity decreases-> feed-stock costs increase
• with increasing conversion less educt has to beseparated and recycled-> energy costs decrease
Xopt
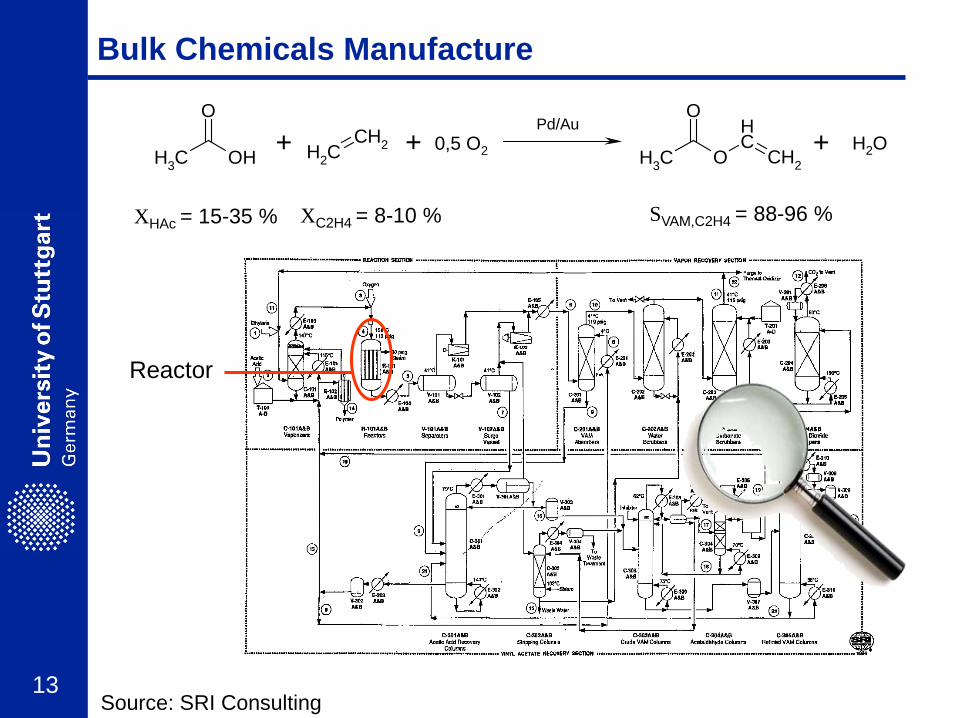
13Source: SRI Consulting
Reactor
Bulk Chemicals Manufacture
CH3 OH
O
CH2
CH2CH3 O
CH
CH2
O
+ + + H2OPd/Au
0,5 O2
VAMXC2H4 = 8-10 %XHAc = 15-35 % SVAM,C2H4 = 88-96 %
14
Bulk Chemicals Manufacture
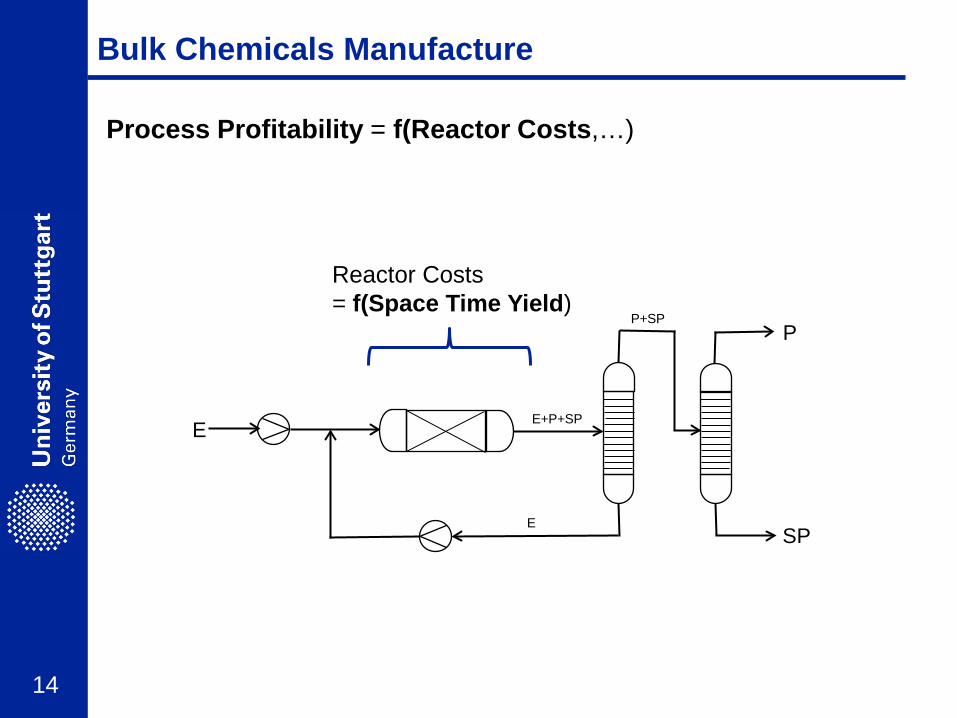
Process Profitability = f(Reactor Costs,…)
E+P+SP
E
E
P+SPP
SP
Reactor Costs= f(Space Time Yield)
15
Bulk Chemicals Manufacture
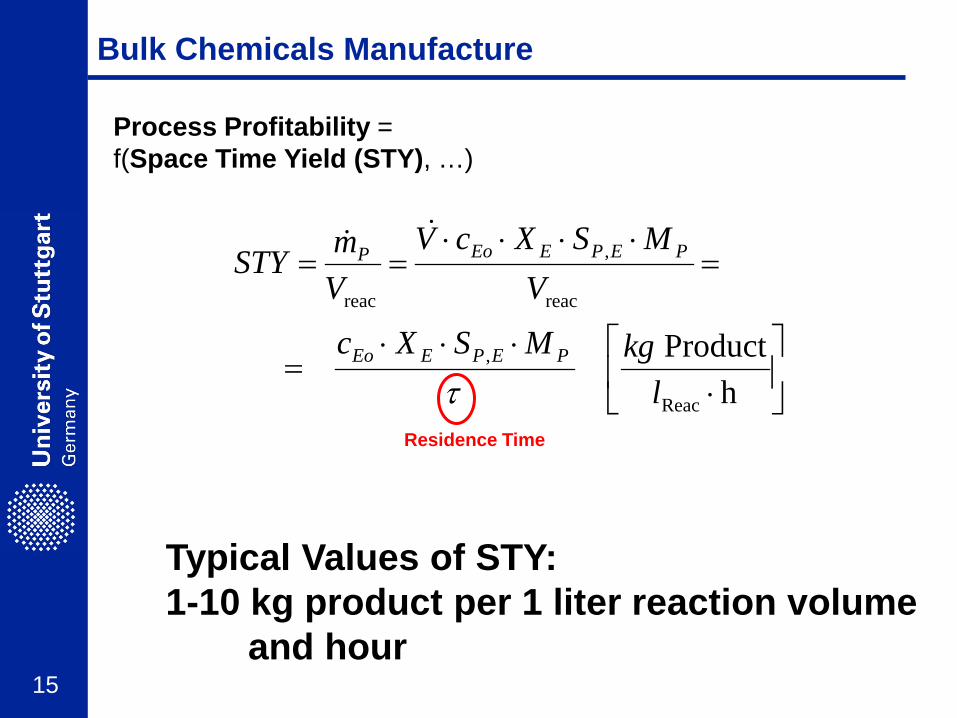
Process Profitability = f(Space Time Yield (STY), …)
⋅
⋅⋅⋅=
=⋅⋅⋅⋅
==
h Product
Reac
,
reac
,
reac
lkgMSXc
VMSXcV
VmSTY
PEPEEo
PEPEEoP
τ
Typical Values of STY: 1-10 kg product per 1 liter reaction volume
and hour
Residence Time
16
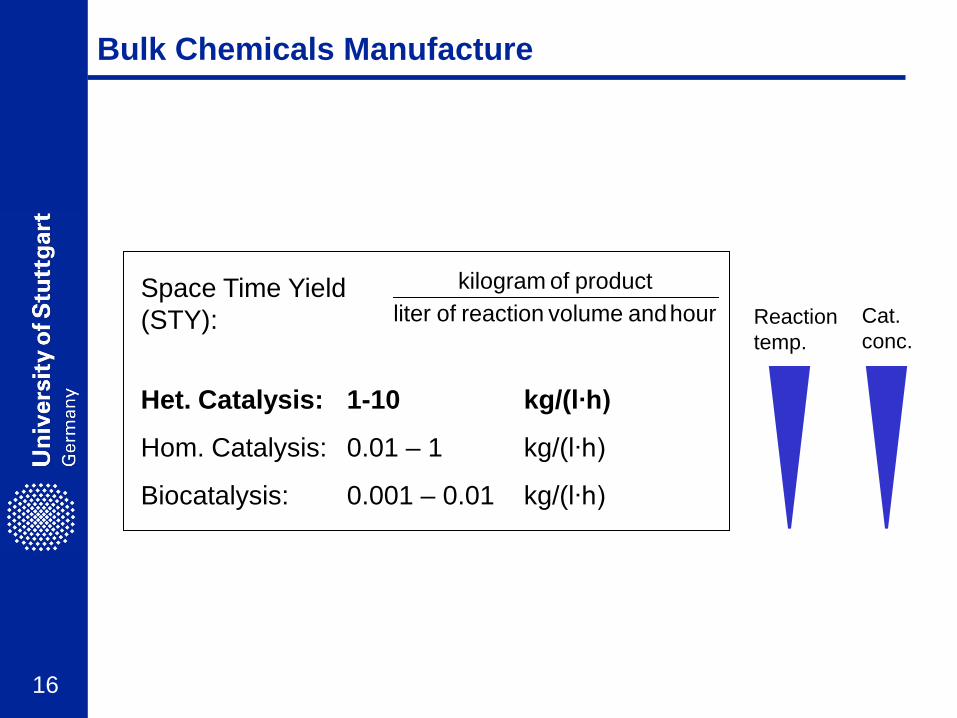
Bulk Chemicals Manufacture
Space Time Yield (STY):
Het. Catalysis: 1-10 kg/(l∙h)
Hom. Catalysis: 0.01 – 1 kg/(l∙h)
Biocatalysis: 0.001 – 0.01 kg/(l∙h)
hour and volume reaction of literproduct of kilogram
Reactiontemp.
Cat.conc.
17
Bulk Chemicals Manufacture
Process Profitability = f(Space Time Yield (STY), …)
Wird beim Arbeiten im Kreislauf jeweils nur ein geringer Umsatz der Reaktionsgase Stickstoff und Wasserstoff erreicht, so ist es von größter technischer und wirtschaftlicher Bedeutung, diese geringfügige Umsetzung noch bei schnellem Durchleiten, also kurzer Berührungszeit der Gase mit dem Katalysator zu erreichen. Solch reiche „Raum-Zeit-Ausbeute“ ist nun nur mit Katalysatoren erreichbar, die den um 1905 bekannten an Wirksamkeit um ein Vielfaches überlegen sind.
Alwin Mittasch, Geschichte der Ammoniaksynthese, Verlag Chemie, Weinheim 1951.
18
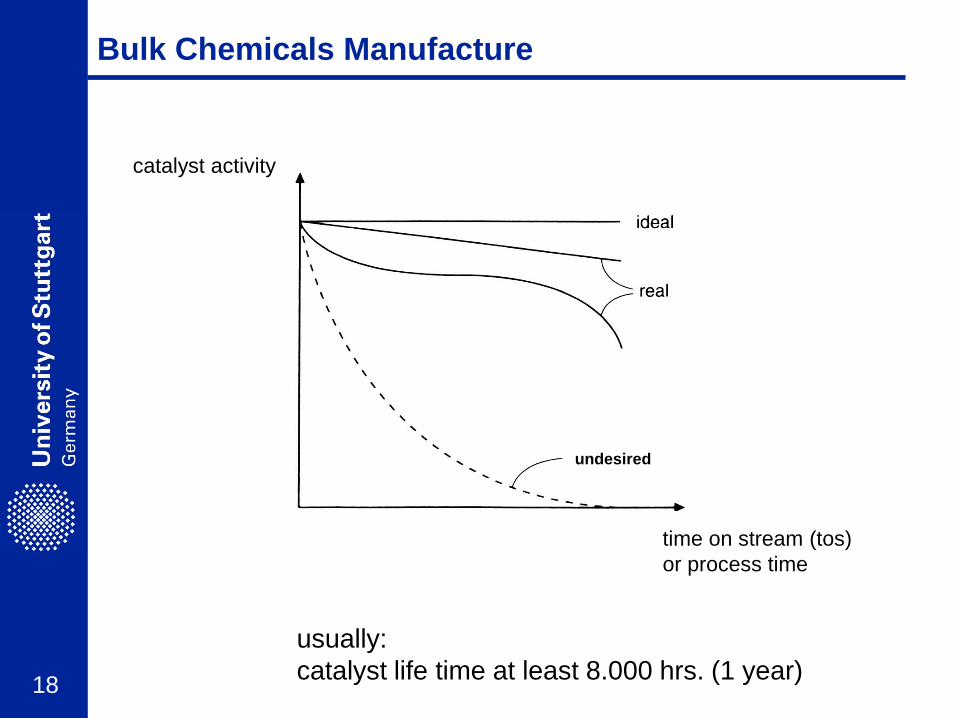
Bulk Chemicals Manufacture
undesired
time on stream (tos)or process time
usually:catalyst life time at least 8.000 hrs. (1 year)
catalyst activity
19
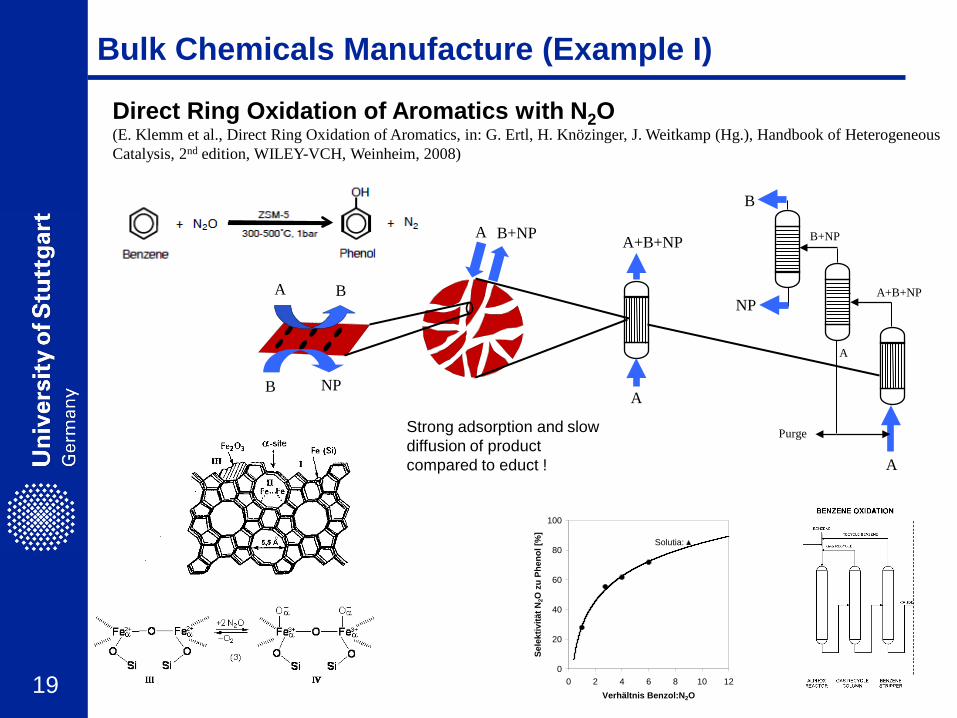
Bulk Chemicals Manufacture (Example I)
Direct Ring Oxidation of Aromatics with N2O(E. Klemm et al., Direct Ring Oxidation of Aromatics, in: G. Ertl, H. Knözinger, J. Weitkamp (Hg.), Handbook of Heterogeneous Catalysis, 2nd edition, WILEY-VCH, Weinheim, 2008)
A+B+NP
B+NP
NP
B
A
Purge
A B
A
A+B+NP
B NP
A B+NP
A
Strong adsorption and slowdiffusion of productcompared to educt !
0
20
40
60
80
100
0 2 4 6 8 10 12Verhältnis Benzol:N2O
Sele
ktiv
ität N
2O z
u Ph
enol
[%]
Solutia:
20
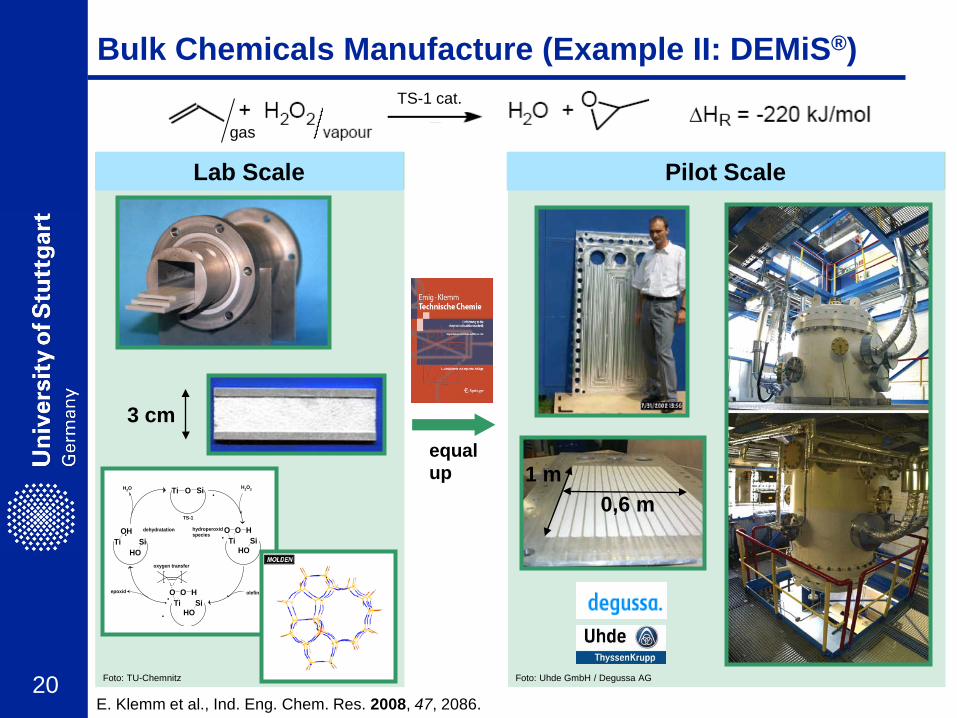
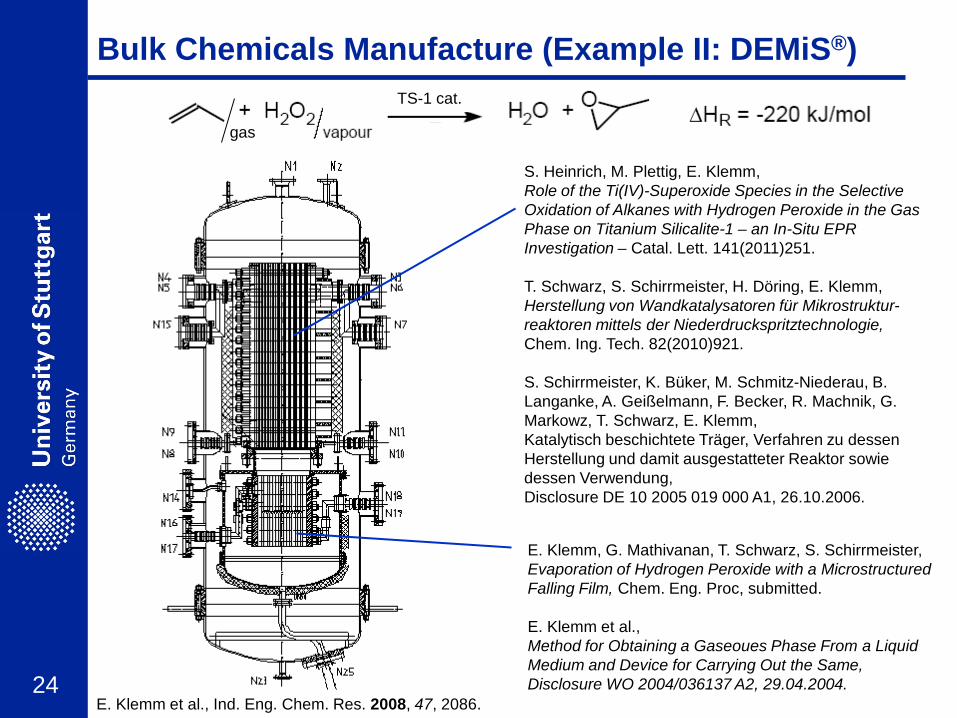
Bulk Chemicals Manufacture (Example II: DEMiS®)
equal up
E. Klemm et al., Ind. Eng. Chem. Res. 2008, 47, 2086.
gas
TS-1 cat.
3 cm
Labor
Ti O Si H2O2
SiOH
olefin
SiOH
epoxid
HOTi
O
SiOH
HOTi
O
OHTi
H2O
TS-1
hydroperoxidspecies
oxygen transfer
dehydratation
Foto: TU-Chemnitz
Lab Scale
1 m0,6 m
Industrieller Maßstab
Foto: Uhde GmbH / Degussa AG
Pilot Scale
21
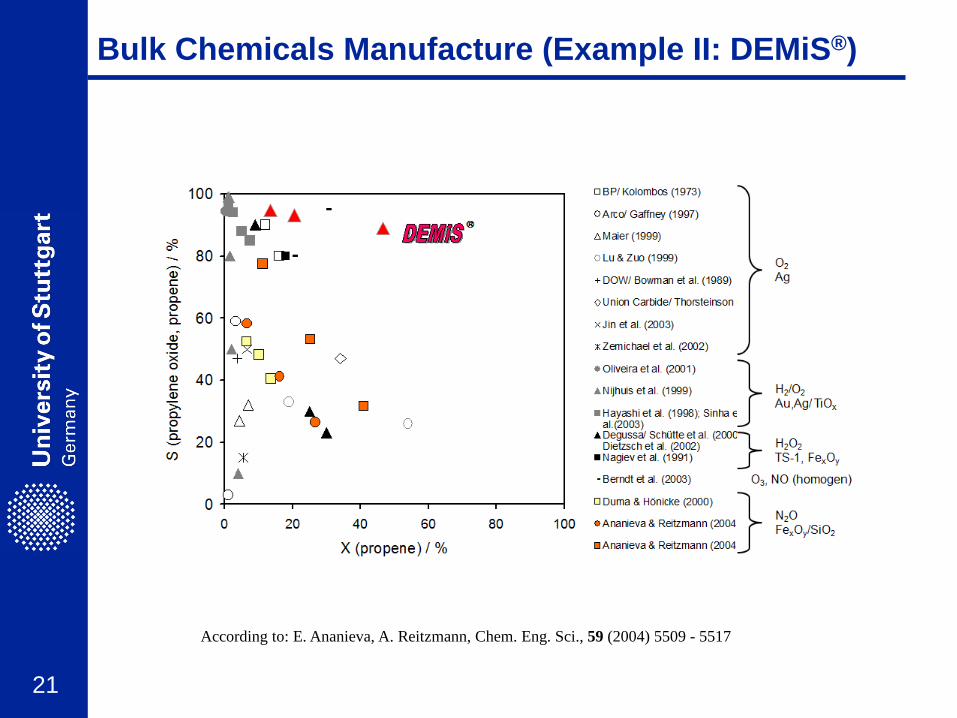
Bulk Chemicals Manufacture (Example II: DEMiS®)
According to: E. Ananieva, A. Reitzmann, Chem. Eng. Sci., 59 (2004) 5509 - 5517
22
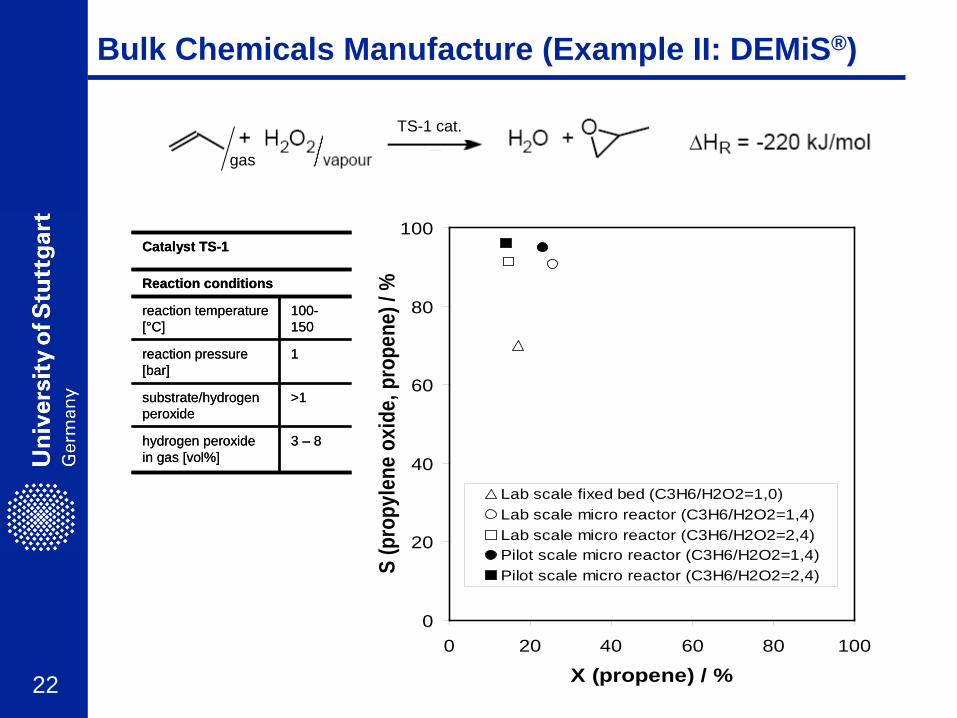
Bulk Chemicals Manufacture (Example II: DEMiS®)
3 – 8hydrogen peroxidein gas [vol%]
>1substrate/hydrogenperoxide
1reaction pressure[bar]
100-150
reaction temperature[°C]
Reaction conditions
Catalyst TS-1
3 – 8hydrogen peroxidein gas [vol%]
>1substrate/hydrogenperoxide
1reaction pressure[bar]
100-150
reaction temperature[°C]
Reaction conditions
Catalyst TS-1
0
20
40
60
80
100
0 20 40 60 80 100
X (propene) / %
S (p
ropy
lene
oxi
de, p
rope
ne) /
%
Lab scale fixed bed (C3H6/H2O2=1,0)Lab scale micro reactor (C3H6/H2O2=1,4)Lab scale micro reactor (C3H6/H2O2=2,4)Pilot scale micro reactor (C3H6/H2O2=1,4)Pilot scale micro reactor (C3H6/H2O2=2,4)
gas
TS-1 cat.
23
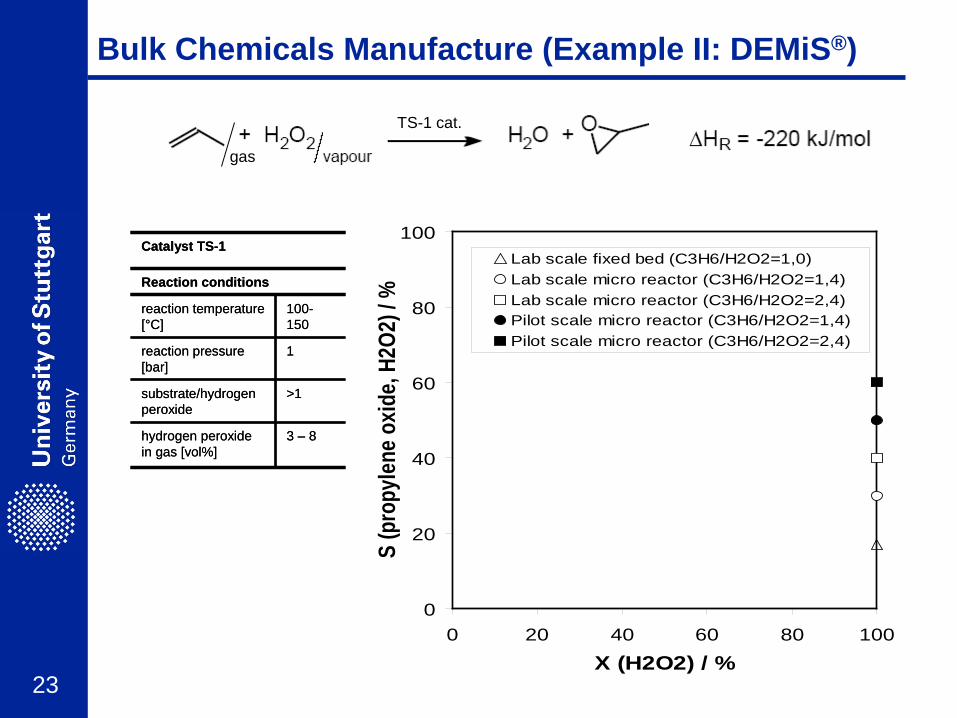
Bulk Chemicals Manufacture (Example II: DEMiS®)
3 – 8hydrogen peroxidein gas [vol%]
>1substrate/hydrogenperoxide
1reaction pressure[bar]
100-150
reaction temperature[°C]
Reaction conditions
Catalyst TS-1
3 – 8hydrogen peroxidein gas [vol%]
>1substrate/hydrogenperoxide
1reaction pressure[bar]
100-150
reaction temperature[°C]
Reaction conditions
Catalyst TS-1
0
20
40
60
80
100
0 20 40 60 80 100
X (H2O2) / %
S (p
ropy
lene
oxi
de, H
2O2)
/ %
Lab scale fixed bed (C3H6/H2O2=1,0)Lab scale micro reactor (C3H6/H2O2=1,4)Lab scale micro reactor (C3H6/H2O2=2,4)Pilot scale micro reactor (C3H6/H2O2=1,4)Pilot scale micro reactor (C3H6/H2O2=2,4)
gas
TS-1 cat.
24
Bulk Chemicals Manufacture (Example II: DEMiS®)
E. Klemm, G. Mathivanan, T. Schwarz, S. Schirrmeister,Evaporation of Hydrogen Peroxide with a MicrostructuredFalling Film, Chem. Eng. Proc, submitted.
E. Klemm et al.,Method for Obtaining a Gaseoues Phase From a Liquid Medium and Device for Carrying Out the Same,Disclosure WO 2004/036137 A2, 29.04.2004.
gas
TS-1 cat.
S. Heinrich, M. Plettig, E. Klemm,Role of the Ti(IV)-Superoxide Species in the Selective Oxidation of Alkanes with Hydrogen Peroxide in the Gas Phase on Titanium Silicalite-1 – an In-Situ EPR Investigation – Catal. Lett. 141(2011)251.
T. Schwarz, S. Schirrmeister, H. Döring, E. Klemm,Herstellung von Wandkatalysatoren für Mikrostruktur-reaktoren mittels der Niederdruckspritztechnologie,Chem. Ing. Tech. 82(2010)921.
S. Schirrmeister, K. Büker, M. Schmitz-Niederau, B. Langanke, A. Geißelmann, F. Becker, R. Machnik, G. Markowz, T. Schwarz, E. Klemm,Katalytisch beschichtete Träger, Verfahren zu dessen Herstellung und damit ausgestatteter Reaktor sowie dessen Verwendung,Disclosure DE 10 2005 019 000 A1, 26.10.2006.
E. Klemm et al., Ind. Eng. Chem. Res. 2008, 47, 2086.
25
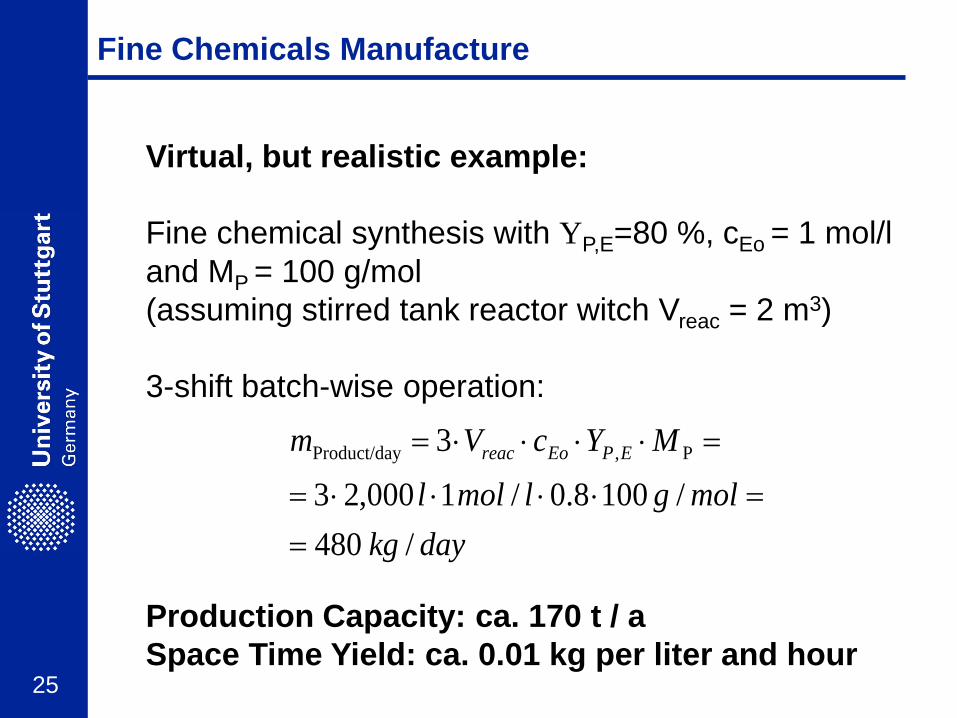
Fine Chemicals Manufacture
Virtual, but realistic example:
Fine chemical synthesis with YP,E=80 %, cEo = 1 mol/l and MP = 100 g/mol(assuming stirred tank reactor witch Vreac = 2 m3)
3-shift batch-wise operation:
Production Capacity: ca. 170 t / aSpace Time Yield: ca. 0.01 kg per liter and hour
daykgmolglmoll
MYcVm EPEoreac
/480/1008.0/1000,23
3 P,yProduct/da
==⋅⋅⋅⋅=
=⋅⋅⋅⋅=
26
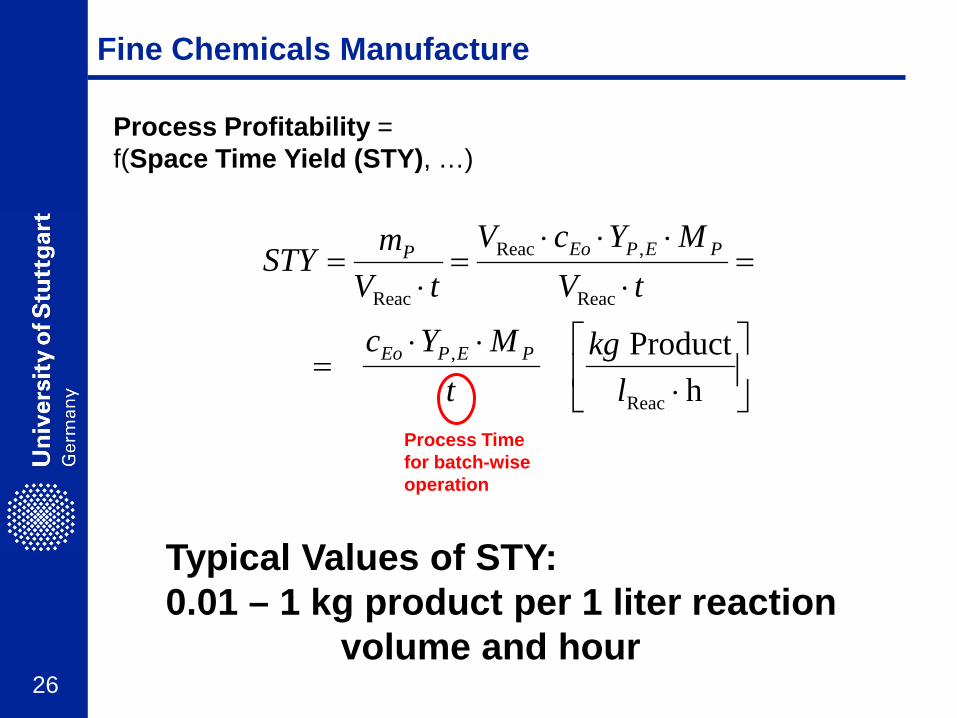
Fine Chemicals Manufacture
Process Profitability = f(Space Time Yield (STY), …)
⋅
⋅⋅=
=⋅
⋅⋅⋅=
⋅=
h Product
Reac
,
Reac
,Reac
Reac
lkg
tMYc
tVMYcV
tVmSTY
PEPEo
PEPEoP
Process Timefor batch-wiseoperation
Typical Values of STY: 0.01 – 1 kg product per 1 liter reaction
volume and hour
27
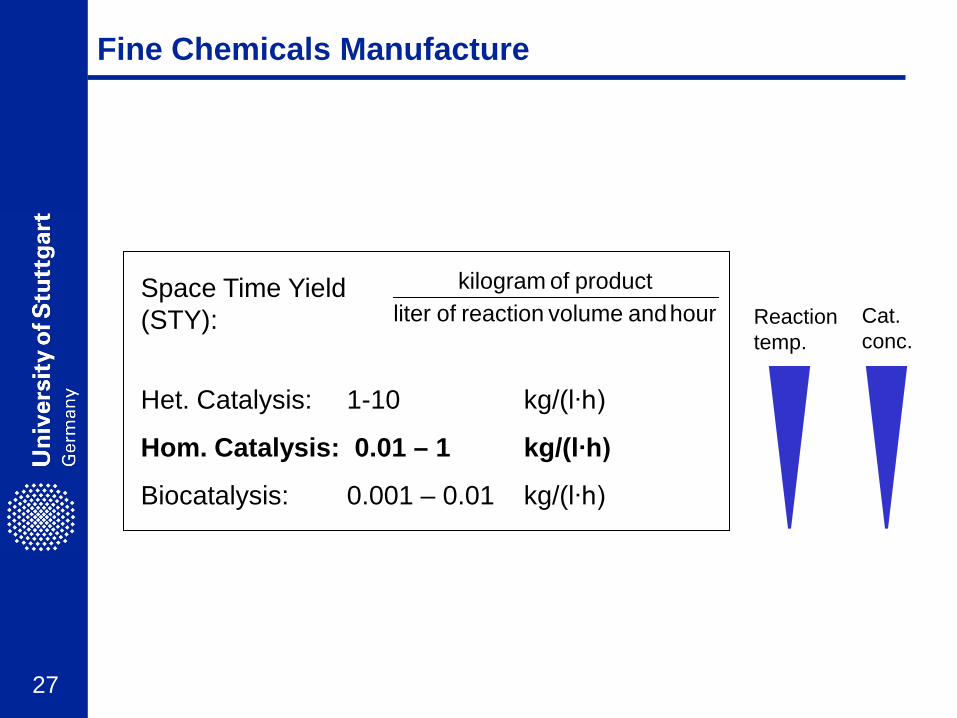
Fine Chemicals Manufacture
Space Time Yield (STY):
Het. Catalysis: 1-10 kg/(l∙h)
Hom. Catalysis: 0.01 – 1 kg/(l∙h)
Biocatalysis: 0.001 – 0.01 kg/(l∙h)
hour and volume reaction of literproduct of kilogram
Reactiontemp.
Cat.conc.
28
Fine Chemicals Manufacture
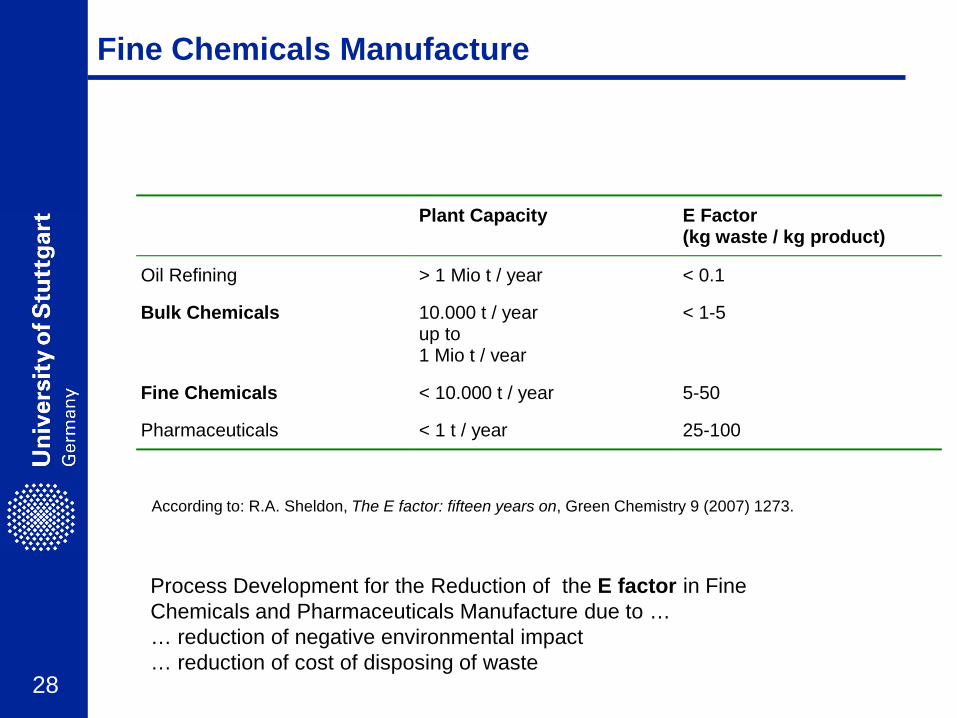
Plant Capacity E Factor (kg waste / kg product)
Oil Refining > 1 Mio t / year < 0.1
Bulk Chemicals 10.000 t / year up to 1 Mio t / vear
< 1-5
Fine Chemicals < 10.000 t / year 5-50
Pharmaceuticals < 1 t / year 25-100
According to: R.A. Sheldon, The E factor: fifteen years on, Green Chemistry 9 (2007) 1273.
Process Development for the Reduction of the E factor in Fine Chemicals and Pharmaceuticals Manufacture due to …… reduction of negative environmental impact… reduction of cost of disposing of waste
29
Fine Chemicals Manufacture
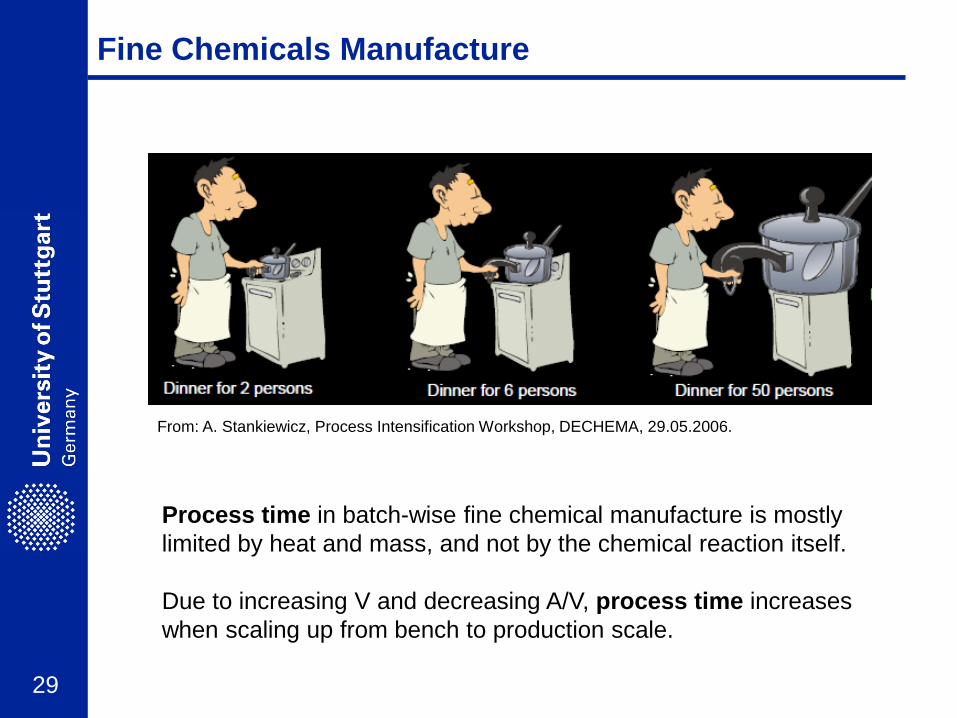
From: A. Stankiewicz, Process Intensification Workshop, DECHEMA, 29.05.2006.
Process time in batch-wise fine chemical manufacture is mostlylimited by heat and mass, and not by the chemical reaction itself.
Due to increasing V and decreasing A/V, process time increaseswhen scaling up from bench to production scale.
30
Fine Chemicals Manufacture
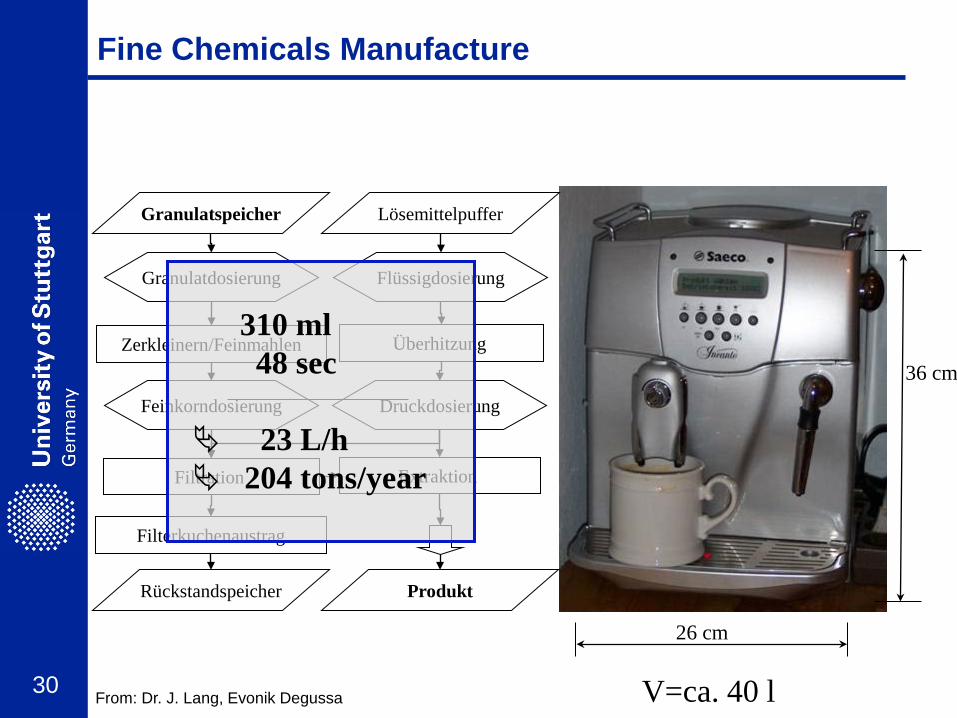
From: Dr. J. Lang, Evonik Degussa
26 cm
36 cm
Granulatdosierung
Zerkleinern/Feinmahlen
Granulatspeicher
Feinkorndosierung
Lösemittelpuffer
Flüssigdosierung
Überhitzung
Druckdosierung
Filtration
Filterkuchenaustrag
Rückstandspeicher Produkt
Extraktion
310 ml48 sec
23 L/h 204 tons/year
V=ca. 40 l
31
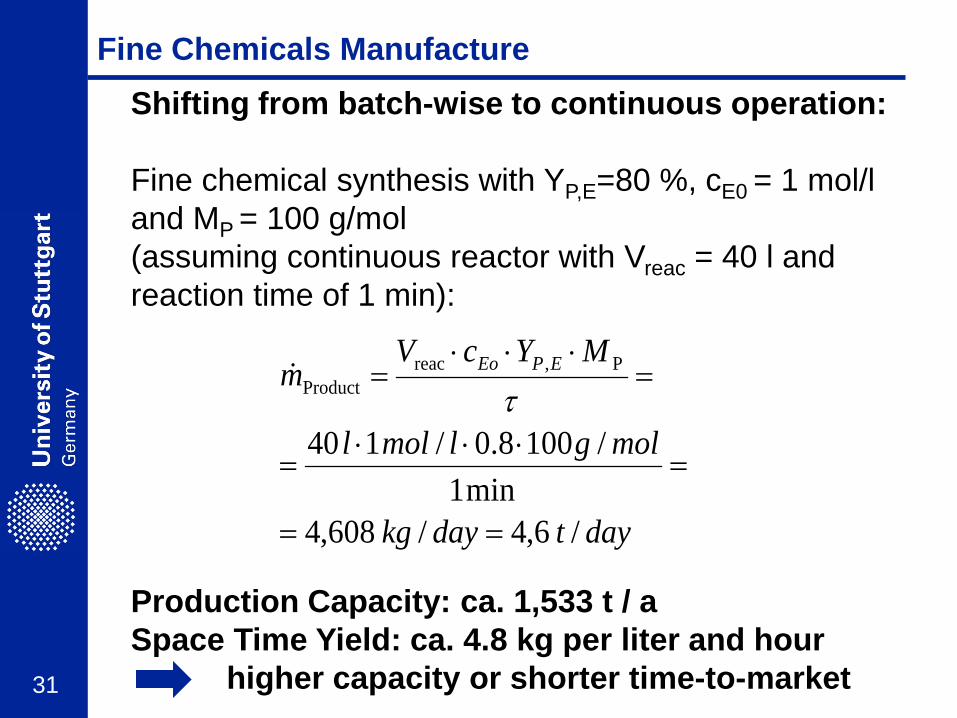
Fine Chemicals ManufactureShifting from batch-wise to continuous operation:
Fine chemical synthesis with YP,E=80 %, cE0 = 1 mol/l and MP = 100 g/mol(assuming continuous reactor with Vreac = 40 l andreaction time of 1 min):
Production Capacity: ca. 1,533 t / aSpace Time Yield: ca. 4.8 kg per liter and hour
higher capacity or shorter time-to-market
daytdaykg
molglmoll
MYcVm EPEo
/6,4/608,4min1
/1008.0/140
P,reacProduct
==
=⋅⋅⋅
=
=⋅⋅⋅
=τ
32J. Yoshida, A. Naganki, T. Yamada, Chem. Euro. J. 14(2008)7450.
Fine Chemicals Manufacture

33
Fine Chemicals Manufacture
34
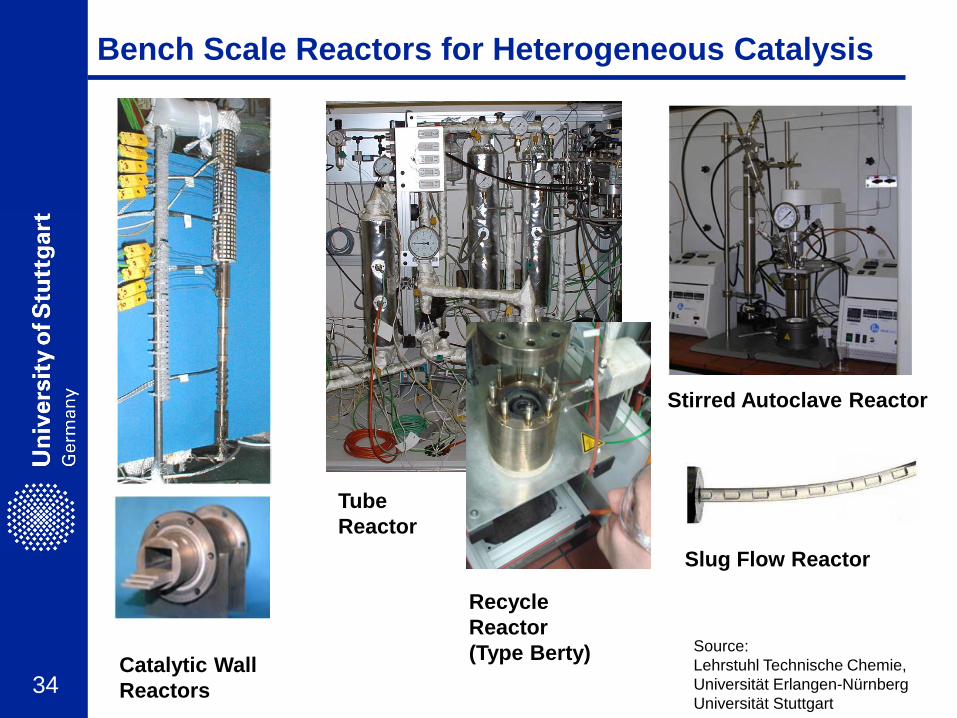
Bench Scale Reactors for Heterogeneous Catalysis
Catalytic Wall Reactors
TubeReactor
RecycleReactor(Type Berty)
Stirred Autoclave Reactor
Source:Lehrstuhl Technische Chemie,Universität Erlangen-NürnbergUniversität Stuttgart
Slug Flow Reactor
35
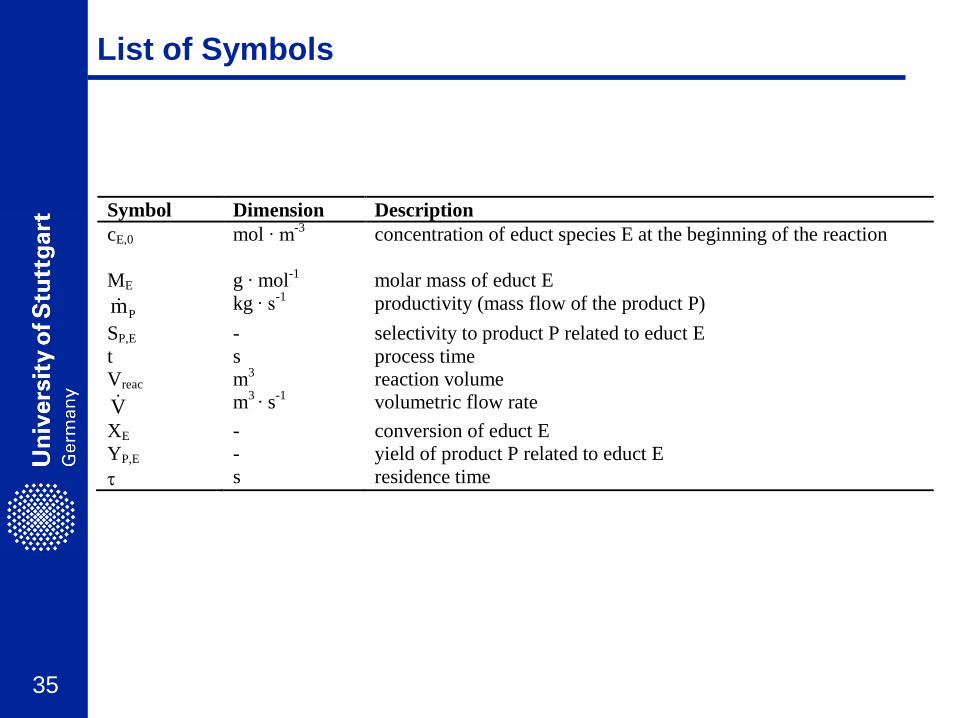
List of Symbols
Symbol Dimension Description cE,0 mol ∙ m-3 concentration of educt species E at the beginning of the reaction ME g ∙ mol-1 molar mass of educt E
Pm kg ∙ s-1 productivity (mass flow of the product P) SP,E - selectivity to product P related to educt E t s process time Vreac m3 reaction volume V m3 ∙ s-1 volumetric flow rate XE - conversion of educt E YP,E - yield of product P related to educt E τ s residence time





















![[Charles N. Satterfield] Heterogeneous Catalysis](https://img.pdfslide.us/doc/110x75/577cc1a51a28aba71193945e/charles-n-satterfield-heterogeneous-catalysis.jpg)