Embed Size (px)
DESCRIPTION
It Explains the heat input effects in welding
Citation preview

Saudi Aramco: Non-Business Use
1
Heat Input EffectsThermal Cycles
Fluid Flow in Weld Pools

Saudi Aramco: Non-Business Use
2
Heat Input Parameters
• Welding Current
• Arc Voltage
• Travel Speed

Saudi Aramco: Non-Business Use
3
Current• The current is the amount of electric charge that
flows through the welding cable in one second
• Current is measured in amperes (I)
• An increase in welding current increases heat input to the weld
• An increase in welding current also increases productivity by increasing:– melt-off rate of electrode– amount of deposited weld metal
Saudi Aramco: Non-Business Use
4
Voltage
• Voltage (V) is the force that causes the current to flow
• Higher welding voltage results in greater base metal penetration
• Lower welding voltage results in more shallow base metal penetration
• An increase in welding voltage increases heat input to the weld

Saudi Aramco: Non-Business Use
5
Travel Speed
• Travel speed (S) is rate with which a welding electrode traverses along a weld joint while welding
• Slow travel speeds make wide weld beads with deep base metal penetration
• Fast travel speeds make narrow weld beads and shallow base metal penetration
• A decrease in travel speed increases heat input to the weld

Saudi Aramco: Non-Business Use
6
Effects of Heat Input• The thermal cycle of a weld is the heat input-
time-temperature relationship
• Total heat input to a weld must be balanced to produce desired weld properties
inchperjoulesX
S60IxV
InputHeat
Thermal Efficiency:
GTAW: 60-65% SMAW: 75-80% GMAW: 80-85% FCAW: 85-90% SAW: 95-100%

Saudi Aramco: Non-Business Use
7
Effects of Heat Input• Excessive heat input can lead to
these problems in the weld:– Poor mechanical properties – distortion– cracks
Miller 1998

Saudi Aramco: Non-Business Use
8

Saudi Aramco: Non-Business Use
Weaving
Weave: This is the transverse oscillation of an electrode or blowpipe nozzle during the deposition of weld metal and this technique is generally used in vertical-up welds.
Stringer bead:A run of weld metal made with little or no weaving motion.
Saudi Aramco: Non-Business Use
Thermal Cycles
• 2-D & 3-D heat flow– Effect of heat input– Effect of preheat– Cooling rates

Saudi Aramco: Non-Business Use
Isotherms in thick, thin and intermediate thickness plates. For steel, “thin” plates are about 4 mm in thickness; whereas, “thick” plates are generally larger than 100mm in thickness.
thick thin
intermediate
Thermal Cycles
Saudi Aramco: Non-Business Use
Heat Flow Calculation in Welding Rosenthal Equation
Assumptions:
• Heat flow in a workspace of sufficient length is steady with respect to the moving heat source. In other word, the temperature distribution and the pool geometry do not change with time.
• No convection exists in the weld pool, no heat losses from the workpiece surface.
• The thermal properties are constant.

Saudi Aramco: Non-Business Use
2-D Heat Flow Rosenthal equation:

Saudi Aramco: Non-Business Use
Bassel Function

Saudi Aramco: Non-Business Use
3-D Heat Flow
Rosenthal equation

Saudi Aramco: Non-Business Use
Isotherms for steel

Saudi Aramco: Non-Business Use
Thermal properties
Thermal conductivity (J/mm sec ˚C) k
Specific heat (J/g˚C) c
Density (g/mm3) r
Thermal diffusivity (mm2/sec) k
c
Saudi Aramco: Non-Business Use
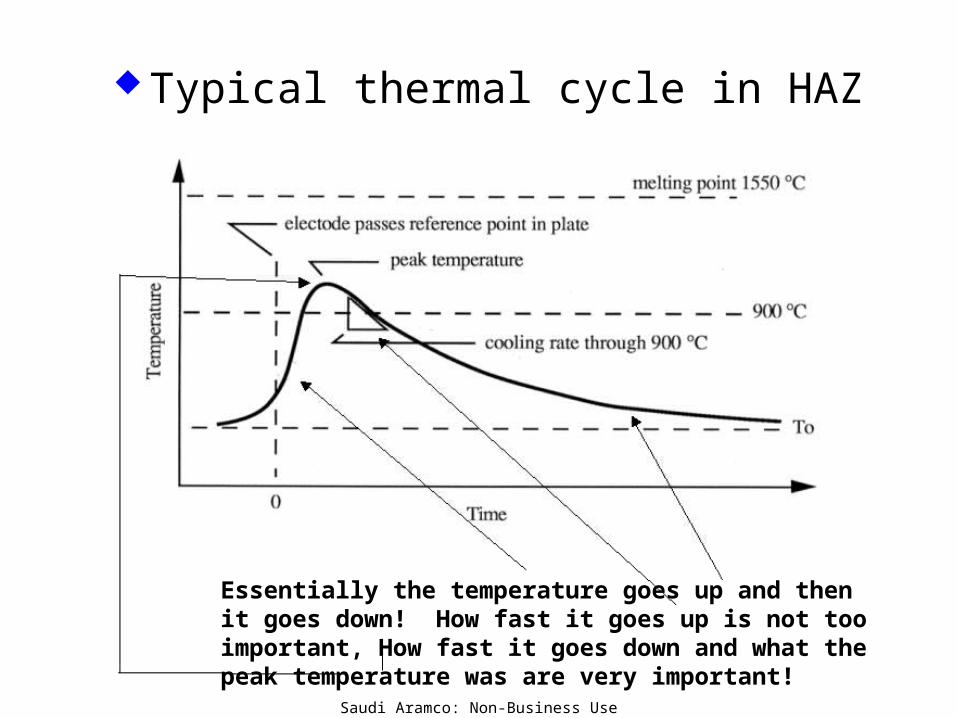
Typical thermal cycle in HAZ
Essentially the temperature goes up and then it goes down! How fast it goes up is not too important, How fast it goes down and what the peak temperature was are very important!

Saudi Aramco: Non-Business Use
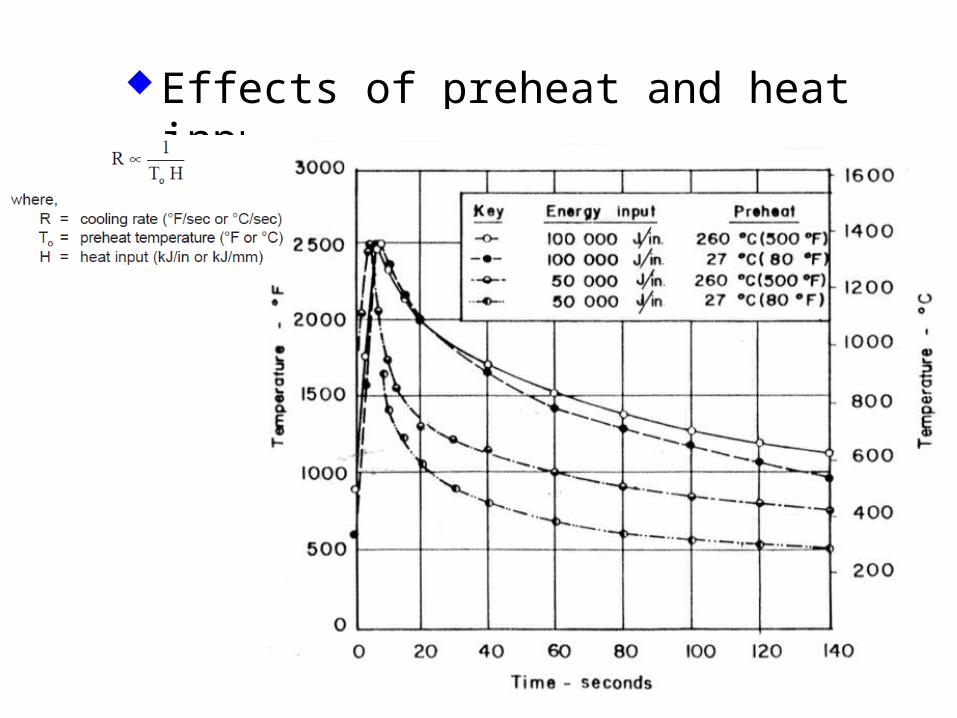
Effects of preheat and heat input
Preheat causes the curve to move upward. Heat input magnifies the value of each ordinate
T To Q f t, ,v, y, z

Saudi Aramco: Non-Business Use
Typical thermal cycles in HAZ
Thermal histories at various distances from the axis of the weld
Saudi Aramco: Non-Business Use
Effects of preheat and heat input

Saudi Aramco: Non-Business Use

Saudi Aramco: Non-Business Use
Mass quench effect
Cooling rates in thick (left) and thin (right) plates

Saudi Aramco: Non-Business Use
Effect of thickness on thermal history

Saudi Aramco: Non-Business UseSaudi Aramco: Non-Business Use
Power Density of Heat Source

Saudi Aramco: Non-Business Use
Power Density of Heat Source
• The power density of the heat source increases, the heat input to the workpiece that is required for welding decreases.
• Excessive heating can cause damage to the workpiece, including weakening and distortion.
• the advantages of increasing the power density of the heat source are deeper weld penetration, higher welding speeds, and better weld quality with less damage to the workpiece

Saudi Aramco: Non-Business Use
Forces controlling droplets

Saudi Aramco: Non-Business Use
Fluid Flow in Weld Pools
• Buoyancy Force • Lorentz Force• Shear Stress Induced by Surface Tension
Gradient• Shear Stress Induced by Plasma Jet

Saudi Aramco: Non-Business Use
Fluid Flow in Weld Pools
1. Buoyancy Force: The density of the liquid metal (ρ) decreases with increasing temperature (T). Because the heat source is located above the center of the pool surface, the liquid metal is warmer at point a and cooler at point b. Point b is near the pool boundary, where the temperature is lowest at the melting point. Gravity causes the heavier liquid metal at point b to sink. Consequently, the liquid metal falls along the pool boundary and rises along the pool axis. The buoyancy force is negligible.

Saudi Aramco: Non-Business Use
2. The driving force for fluid flow in the arc is the electromagnetic force or Lorentz force. The welding arc is an ionic gas, that is, a plasma, with an electric current passing through. This converging current field, together with the magnetic field it induces, causes a downward and inward Lorentz force. The liquid metal is pushed downward along the pool axis and rises along the pool boundary
Fluid Flow in Weld Pools
Saudi Aramco: Non-Business Use
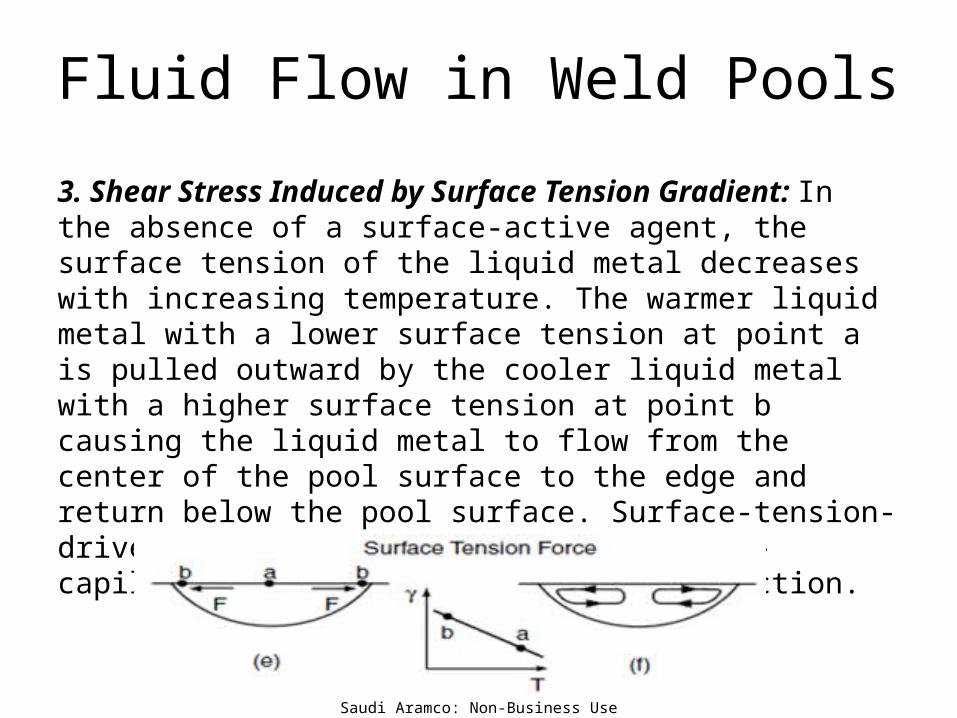
3. Shear Stress Induced by Surface Tension Gradient: In the absence of a surface-active agent, the surface tension of the liquid metal decreases with increasing temperature. The warmer liquid metal with a lower surface tension at point a is pulled outward by the cooler liquid metal with a higher surface tension at point b causing the liquid metal to flow from the center of the pool surface to the edge and return below the pool surface. Surface-tension-driven convection is also called thermo-capillary convection or Marangoni convection.
Fluid Flow in Weld Pools

Saudi Aramco: Non-Business Use
Marangoni Flow
In the presence of a surface-active agent, on the other hand, the cooler liquid metal of lower surface tension at the edge of the pool surface is pulled inward by the warmer liquid metal of higher surface tension near the center of the pool surface. The flow pattern in Figure 4.16e favors convective heat transfer from the heat source to the pool bottom. In other words, the liquid metal carries heat from the heat source to the pool bottom more effectively, thus increasing the weld penetration.

Saudi Aramco: Non-Business Use
Marangoni Flow
Saudi Aramco: Non-Business Use
Fluid Flow in Weld Pools
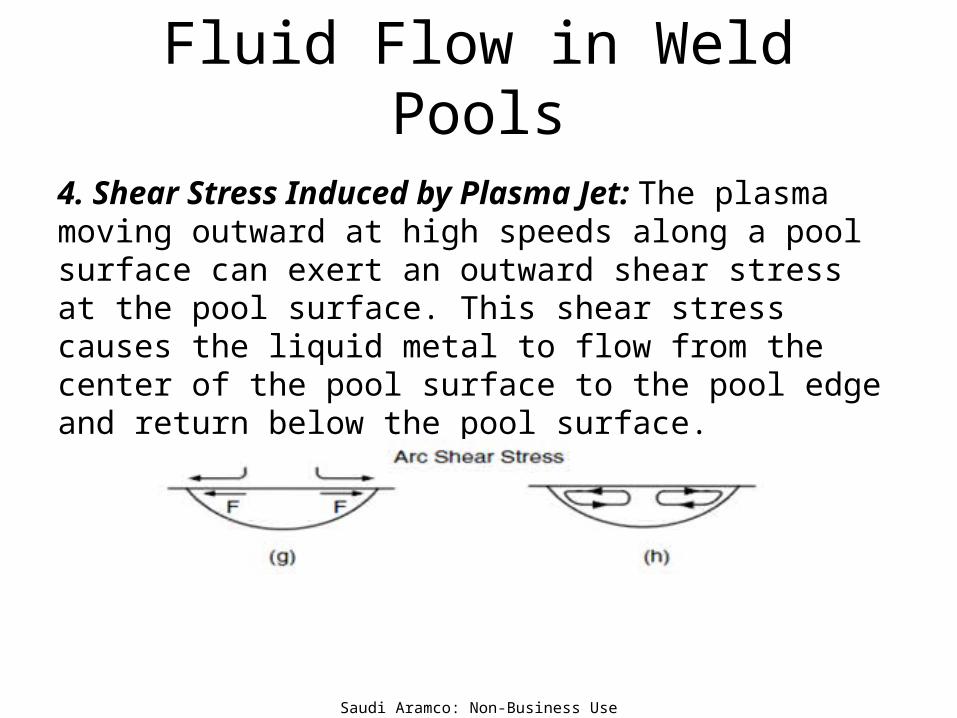
4. Shear Stress Induced by Plasma Jet: The plasma moving outward at high speeds along a pool surface can exert an outward shear stress at the pool surface. This shear stress causes the liquid metal to flow from the center of the pool surface to the pool edge and return below the pool surface.





























