Embed Size (px)
Citation preview
Pontiac Models at NNL East
The
ONLY
All-
Pont
iac
Mag
azin
e!
Department X: 1973 Formula X Pontiacs
Head Porting for Your Pontiac V-8
505 Cubic-Inch‘78 Trans Am
Volume 4, Number 6 June 2018$9.99 US $11.99 Canada

June2018
44 Page
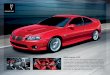
Thanks to equipment like its SuperFlow flow bench, Nitemare Performance can verifiably port smog-era factorycylinder heads to flow as well as or better than some of the best factory or aftermarket heads.
Story and Photos by Jason Scott
Blueprinting Basics:
Go With the FlowHow Nitemare Performance makes prodigious power byperformance-prepping production Pontiac heads.

June2018
45Pagewww.ponchoperfection.com
It’s no secret that cylinder headsare, perhaps, the most vitalcomponents of your engine, in
terms of its power-generating po-tential. You can have the best pis-tons, crank, rods, cam, andinduction system money can buy,but none of that will matter if yourcylinder heads won’t flow enoughair to sufficiently fill your Pontiac’scylinders.
Every performance upgrade thatyou can make depends upon thecapabilities of your cylinder headsto get air and fuel into the cylin-ders, and exhaust out.
Pontiac knew how vital cylinderheads are, even back in the 1960s– that’s why its engineers devel-oped so many amazing heads, likethe ’68 Ram Air II “96” heads; the“722” and “614” Ram Air IV headsof 1969-70; the “197” or “7F6” HOheads of 1971-72; the “16” SDheads of 1973-74; or, of course, thelegendary “44” or “184” tunnel-port Ram Air V heads from 1969.
Of course, many of thoserevered factory heads are nearlyimpossible to find today. And evenif you did, they’re completely im-possible to afford. And while we’refortunate to have a plethora ofperformance heads available fromthe aftermarket for our traditionalPontiac V8s, many come with ahefty price tag and a number oftrade-offs, not the least of which isa decidedly non-stock factory ap-pearance.
But Nitemare Performance’sDarrin Magro has learned that youdon’t necessarily need to shell outbig bucks for a set of rare factoryheads or aluminum aftermarket
castings to make big power fromyour Pontiac. With careful prepara-tion, less-celebrated heads canoften be improved to flow as wellas some of the legends and the af-termarket offerings.
Read along to learn about themodifications that Nitemare Per-
formance makes to a set of typical6X heads, like those being fitted tothe crate engine it will be rafflingoff later this summer.
Head SelectionMagro says that while Nitemarecan vastly improve the flow of any
Before Nitemare begins cutting and grinding on the heads, it preparesby cleaning the heads and inspecting them for cracks. Once satisfied thatthe heads are safe to use, the deck and intake surfaces are checked forflatness and milled as necessary.
Before doing any machine work, Nitemare also sonic-tests the heads toensure that the casting didn’t suffer from core-shift when it was origi-nally made at Pontiac’s foundry. Core-shift could result in the walls, floor,or roof of the ports or bowls being too thin for porting, and would riskcracking or breaking through into a water passage.

June2018
46 Page
of the dozens of available factoryPontiac head castings, there aresome that they prefer to start with,most notably the well-respected6X heads from 1976-1979. Accord-ing to Magro, 6Xs provide a decentstarting point, because Pontiac en-gineers specifically designed themto flow well to preserve some sem-blance of performance during thesmog-motor era of the late-1970s.“They have good basic port shapes
plus large-ish 2.11 and 1.66 valves,and they have decent low-lift flow,as-is,” Magro said, while he bolteda 6X onto the company’s Rottlerguide and seat cutting machine.“And it’s still pretty easy to locate aset [of 6Xs] for a decent price, sowe can keep a supply of goodcores on-hand.” Of course, for folkswho want to keep their Ponchonumbers-matching, Nitemare canport your heads, as long as they’re
suitable for rebuilding.
Fit For ServiceWhether they come out of inven-tory or are customer-supplied,Nitemare starts head rebuilds withthe basics: making sure they aresuitable for service. Heads arecleaned and checked for cracks,then given a once-over with asonic tester to verify that eachcasting’s walls are thick enough to
Here’s a peek at the rough, as-cast valve bowls. Noticethe huge guide bosses, and the visible parting line,and how much narrower the “throat” (the area justunder the valve seat) is than the bottom of the seat.All of these either disrupt or restrict air flow into thecylinder.
Here, you can clearly see a big, ugly, flow-disturbingparting line in the exhaust valve’s bowl (and even theadjacent exhaust bowl, too). Pontiac may have under-stood the importance of good-flowing heads back inthe 1960s and 1970s, but its manufacturing processesleft a lot to be desired.
Nitemare also has the intake surface checked for flat-ness and milled as necessary to ensure a good, leak-free seal. Again, the ports have a rough finish, visibleparting lines, and under-sized openings, all of whichNitemare Performance addresses during porting.
Once the heads are certified crack-free and thickenough to be worked on, they’re media blasted andshot-peened. Then the real work begins: boring thefactory guides to accept bronze liners.

June2018
47Pagewww.ponchoperfection.com
be ground without risking cuttinginto water jackets or weakening theheads to the point that they’relikely to crack, later.
Heads that pass muster are thenmedia blasted and shot-peenedbefore having their deck and in-take surfaces checked for flatnessand milled as necessary to ensureoptimal head and intake gasketsealing.
Valve Guides & Spring SeatsNitemare Performance beginsmodifications to the head by bor-ing out the guides. New, bronzeguide liners are installed, cut to theproper length, and honed to theproper clearance, based on thestem diameter of the valves thatwill be used.
With the new guides installed,the tops of the tubes are cut on theRottler to allow for the installationof PC-type seals, and to providesufficient clearance to run dual-coilvalve springs.
While still on the Rottler,Nitemare also cuts the spring seats—including the base of the guidetube – to ensure the seats are flatand at a consistent depth and di-ameter for each valve. This step en-sures that the springs are properlyseated and securely locatedaround the guide, plus it makesshimming more consistent.
PortsIn the old days, porting was a darkart – would-be experts would grindon the heads, bolt the engine backtogether, then rely on track timesto gauge whether they were suc-cessful or not. To say it was unsci-
entific would be putting it mildly.Nitemare Performance’s ap-
proach eliminates the guessworkaspect by relying heavily on theirSuperFlow SF-450 flow bench totest the flow capabilities of theirmodified port profiles.
For the porting work on the Raf-fle Motor’s 6X heads, Magrostarted by gasket-matching the in-take ports to minimize turbulenceas the air/fuel mixture transitionsfrom the intake to the head.
Next, Magro skillfully blends thetransition between the ports intothe bowls. At the point where thecross-sectional area is the smallest,he performs a little creative grind-ing aimed at keeping velocity upalong the roof but lower along thefloor, to minimize turbulence thatwould result from flow along thefloor separating at the short-turnradius, which would disrupt theflow along the roof. Maintaining afast-flow aimed at the back-side ofthe valve and bowl helps induce aswirling effect within the chamber,for better air/fuel distribution, forimproved combustion efficiency.
Magro then blends the portshape from the mouth of the portat the intake surface to the bendinto the bowl, again, to smooth thetransition for enhanced flow.
In Stage 1 and 2 porting jobs,much of the work focuses on theintake side, because, in Magro’s ex-perience, the exhaust port flowssufficiently, especially when youfactor in that exhaust gases areforced out of the cylinder underpressure, thanks to the upwardtravel of the piston. Upgrading tolarger-diameter 1.77-inch exhaust
valves, applying their top-secretmulti-angle valve job, cleaning upthe bowls, and smoothing thetransition into the port all increaseflow without needlessly running upthe spendometer.
BowlsAgain, using the Rottler, Magrocuts the valve bowls for consis-tently-round diameters to precisedepths, which helps minimize flowvariations cylinder-to-cylinder.After cutting, Magro again checksthe walls of the bowls adjacent towater jackets, to verify that thewalls have remained thick enoughafter cutting to prevent leaking orlater cracking.
With the basic shapes cut on theRottler, Nitemare streamlines theguide bosses by hand, to improvethe incoming air/fuel charge’s tran-sition from the port to the bowl.
Valves & Valve SeatsValve and seat angles are a big partof Nitemare’s “secret sauce” thatresults in their ported heads flow-ing so well. Without giving awayany trade secrets, Magro uses theRottler to machine several precisecuts to the seat area, startingabove the face of the valve andtransitioning into the throat of thebowl, always with the goal in mindof enhancing the flow of the in-coming air/fuel on the intake side,or smoothing the path of exit forspent gases on the exhaust side.
Naturally, it isn’t just the seatsthat get the multi-angle treatment:the Ferrea stainless steel MaxFlowvalves do, as well. Incidentally, theFerrea valves reduce valvetrain

June2018
48 Page
weight, as well, improving valvecontrol and extending the RPMrange slightly, not to mention re-sisting corrosion and carbon build-up.
Magro says they typically makea rough-cut of the valve seats fol-lowing porting and bowl work,then flow test the heads and revisethe porting as needed to achieveconsistent numbers, port-to-port.The valve cuts are then cleaned up,once the ports hit the target flownumbers.
As for precise angles applied byNitemare … they’ve been carefullyhoned through years of trial-and-error experience and countlesshours testing different combina-tions on their SuperFlow flowbench to develop significant im-provements in low-lift flowthrough moderate-lift conditionstypically employed on street andstreet/strip engines. Of course, ifyou’re looking for an all-out racemotor, Magro explained he has anentirely different machining proto-col that’s just as effective for high-lift, high-velocity applications, aswell.
Combustion ChambersLike the exhaust ports, the com-bustion chambers receive onlymodest clean-up work fromNitemare, because in Magro’s ex-perience, the chambers feature anefficient shape that’s difficult to im-prove upon without significant andextensive modifications.
When Pontiac originally intro-duced its Strato-Streak line of V-8sin the 1950s, the heads featured aclosed, bathtub-shaped chamber
that wasn’t quite the epitome ofefficiency. But Pontiac engineerslearned fairly quickly and by themid-1960s had redesigned itsheads to feature a far more effi-cient wedge-shaped open cham-ber, that survived with somemodifications through the end ofproduction of the Pontiac V-8, in1981.
As mentioned earlier, a standardstep in Nitemare’s rebuild regimeninvolves milling the deck surfacesto ensure optimal head gasketsealing. That milling also reduceschamber volume slightly, which re-duces the quench area betweenthe piston and chamber, and obvi-ously increases compressionsomewhat. In a bit of counter-intu-itive logic, increased compressiondoesn’t always lead directly to en-gine-damaging detonation; in fact,reducing quench tends to increasethe burn rate of the air and fuelwithin the chamber, as long as themixture remains well-distributedthroughout the chamber. A fasterburn rate preempts detonationand contributes to increasedpower through greater cylinderpressure and other factors.
Of course, a huge part of cham-ber shape is the actual deck of thepiston, since it forms the bottom ofthe chamber. While it was commonin the 1960s for high-performanceengines to rely on pistons with anelevated dome, such designs dis-rupt even distribution within thecylinder and chamber and inhibitflame front propagation duringcombustion, making detonationmore likely. Today’s performanceengines tend to rely more on flat-
topped or even dished pistons, asthey tend to improve combustionefficiency. Not surprisingly, whenpossible, Nitemare employs a sim-ilar, modern approach to its crateengines, to enhance combustionefficiency for increased power.
So, apart from the valve seatwork and deburring the chambersurfaces to minimize any detona-tion-inducing hot spots, Nitemareleaves the chambers mostly theway that God and Pontiac’s engi-neers intended them to be.
Pushrod HolesOne step that rebuilders whoaren’t as familiar with Pontiac V8soften overlook is enlarging theholes through which the pushrodspass, in the event that the owneropts to install 1.65:1 rocker arms,as Nitemare is doing on the RaffleMotor.
If you don’t enlarge the pushrodholes, the revised geometry cre-ated by 1.65:1 rockers will result inthe pushrods rubbing against thehead, which will eventually lead topushrod failure … and in the shortterm will result in metal particles inyour oil, which could create prob-lems in other areas, like bearingclearances or between the liftersand cam lobes.
The Proof In The PuddingSo, how effective are Nitemare Per-formance’s porting and prepprocesses? Pretty darn effective.
Magro flow-tested several headson the company’s SuperFlow SF-450 flow bench (all at 28” of water).The following table lists the flownumbers of a stock, un-modified
June2018
49Pagewww.ponchoperfection.com
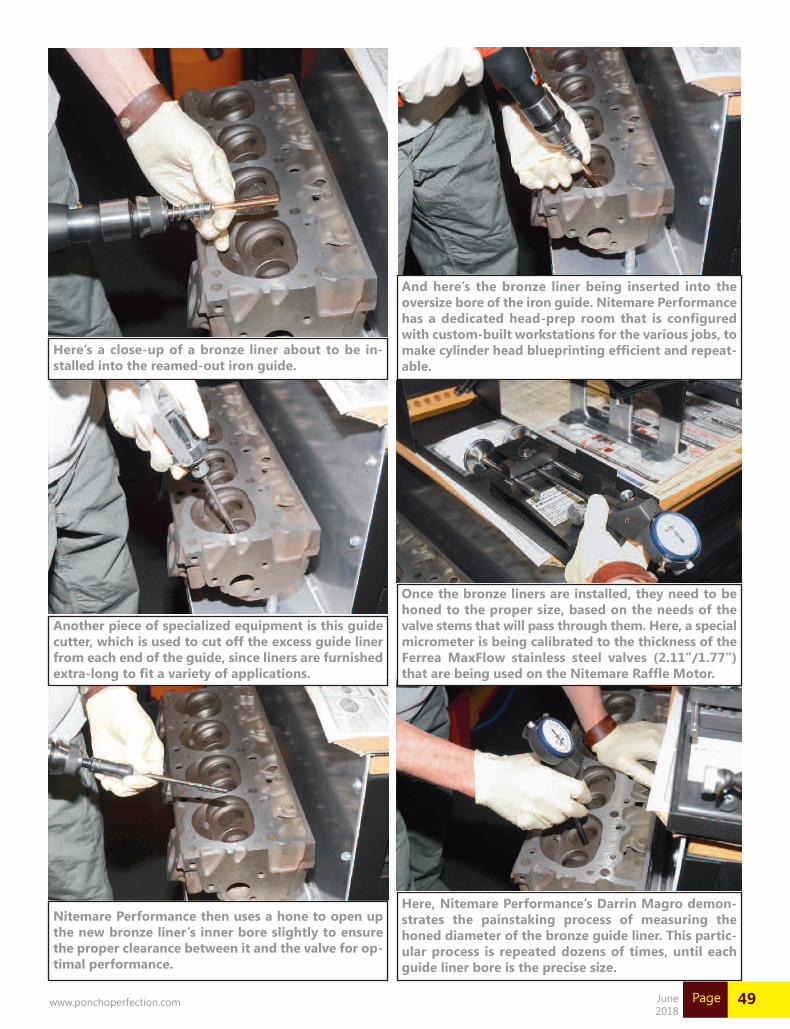
Here’s a close-up of a bronze liner about to be in-stalled into the reamed-out iron guide.
Nitemare Performance then uses a hone to open upthe new bronze liner’s inner bore slightly to ensurethe proper clearance between it and the valve for op-timal performance.
And here’s the bronze liner being inserted into theoversize bore of the iron guide. Nitemare Performancehas a dedicated head-prep room that is configuredwith custom-built workstations for the various jobs, tomake cylinder head blueprinting efficient and repeat-able.
Here, Nitemare Performance’s Darrin Magro demon-strates the painstaking process of measuring thehoned diameter of the bronze guide liner. This partic-ular process is repeated dozens of times, until eachguide liner bore is the precise size.
Another piece of specialized equipment is this guidecutter, which is used to cut off the excess guide linerfrom each end of the guide, since liners are furnishedextra-long to fit a variety of applications.
Once the bronze liners are installed, they need to behoned to the proper size, based on the needs of thevalve stems that will pass through them. Here, a specialmicrometer is being calibrated to the thickness of theFerrea MaxFlow stainless steel valves (2.11”/1.77”)that are being used on the Nitemare Raffle Motor.
June2018
50 Page
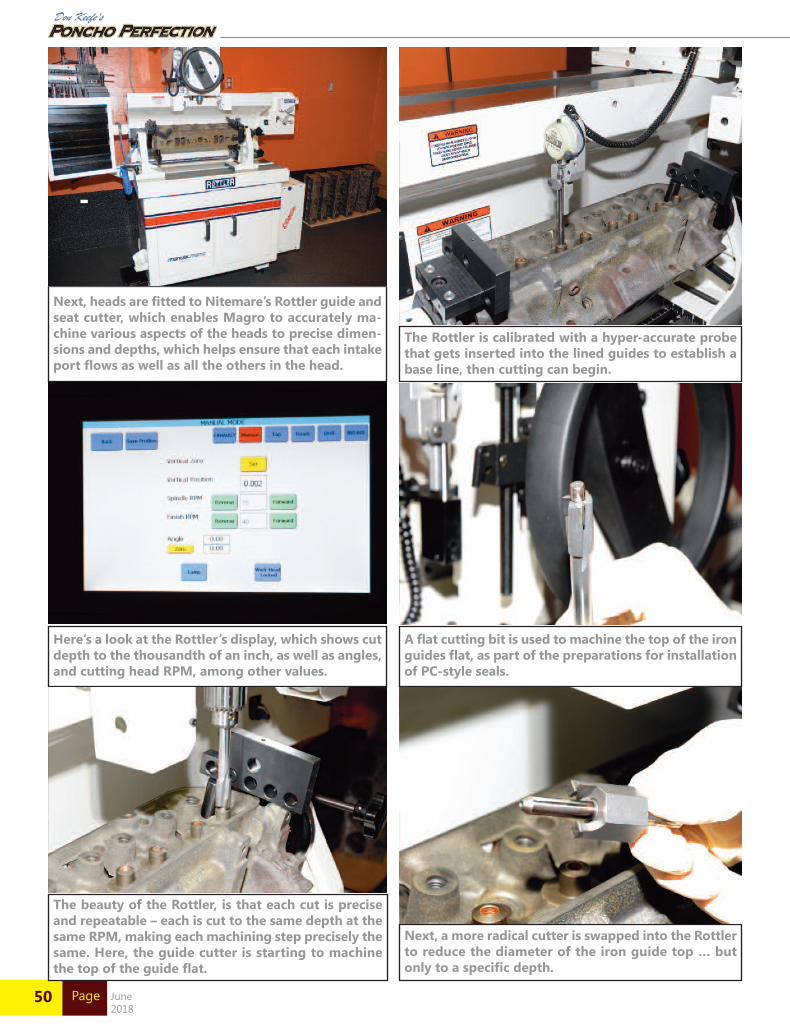
Next, heads are fitted to Nitemare’s Rottler guide andseat cutter, which enables Magro to accurately ma-chine various aspects of the heads to precise dimen-sions and depths, which helps ensure that each intakeport flows as well as all the others in the head.
Here’s a look at the Rottler’s display, which shows cutdepth to the thousandth of an inch, as well as angles,and cutting head RPM, among other values.
The beauty of the Rottler, is that each cut is preciseand repeatable – each is cut to the same depth at thesame RPM, making each machining step precisely thesame. Here, the guide cutter is starting to machinethe top of the guide flat.
The Rottler is calibrated with a hyper-accurate probethat gets inserted into the lined guides to establish abase line, then cutting can begin.
A flat cutting bit is used to machine the top of the ironguides flat, as part of the preparations for installationof PC-style seals.
Next, a more radical cutter is swapped into the Rottlerto reduce the diameter of the iron guide top … butonly to a specific depth.
June2018
51Pagewww.ponchoperfection.com
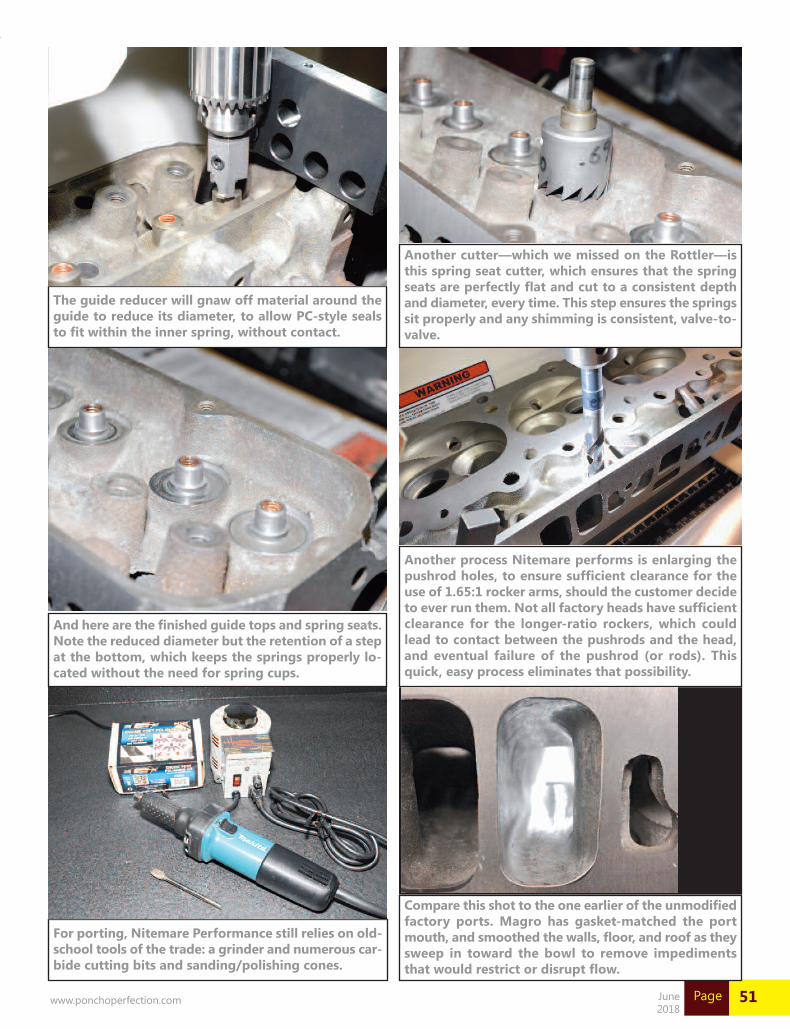
The guide reducer will gnaw off material around theguide to reduce its diameter, to allow PC-style sealsto fit within the inner spring, without contact.
And here are the finished guide tops and spring seats.Note the reduced diameter but the retention of a stepat the bottom, which keeps the springs properly lo-cated without the need for spring cups.
For porting, Nitemare Performance still relies on old-school tools of the trade: a grinder and numerous car-bide cutting bits and sanding/polishing cones.
Another cutter—which we missed on the Rottler—isthis spring seat cutter, which ensures that the springseats are perfectly flat and cut to a consistent depthand diameter, every time. This step ensures the springssit properly and any shimming is consistent, valve-to-valve.
Another process Nitemare performs is enlarging thepushrod holes, to ensure sufficient clearance for theuse of 1.65:1 rocker arms, should the customer decideto ever run them. Not all factory heads have sufficientclearance for the longer-ratio rockers, which couldlead to contact between the pushrods and the head,and eventual failure of the pushrod (or rods). Thisquick, easy process eliminates that possibility.
Compare this shot to the one earlier of the unmodifiedfactory ports. Magro has gasket-matched the portmouth, and smoothed the walls, floor, and roof as theysweep in toward the bowl to remove impedimentsthat would restrict or disrupt flow.

June2018
52 Page
Nitemare uses the Rottler to cut the precise angles re-quired for the valve seats, then continues to cut thethroat of the bowls so that they’re perfectly roundand of precise diameters at specific depths, bowl-to-bowl. Magro then streamlines the guide boss by handto minimize any disruption that it presents to flow,and blends the bowl-to-port transition using a littlemagic that greatly enhances flow.
And here’s where the rubber hits the road: eachNitemare-ported head is tested on the company’s Su-perFlow SF-450 flow bench—often multiple times, aseach port is massaged until it yields the desired flowcharacteristics. Magro emphasizes that good headsaren’t just about flowing peak numbers, either—forthe street, a good head has to flow well at low-lift andmoderate-lift conditions to make monster torque.
And the SuperFlow’s display tells the tale: at 247.3cfm at .600-inch lift, Nitemare Performance’s Stage 2-ported 6X heads outflow one of the most legendarystock Pontiac heads, the Ram Air IV, plus they flowwithin a few cfm of popular aluminum aftermarketheads that are one-third more expensive. All while re-taining a completely stock appearance, for those whoappreciate that sort of thing.
Nitemare Performance typically uses stainless steelFerrea MaxFlow valves—2.11-inch intake, 1.77-inch ex-haust—on its heads. The valves are treated to a custommulti-angle valve job that’s matched to the specificvalve seat cuts applied by the Rottler.
Flow readings are taken at precise valve openings, asmeasured by a dial indicator …
June2018
54 Page
Iron vs AluminumNot so long ago, aluminum cylinder heads were considered “exotic” … which tended to translate into “ex-pensive.” Today, while aluminum heads are far more common, they still tend to be pretty pricey. The ben-efits of aluminum heads have been debated for years amongst engine builders and especially enthusiasts.
Clearly, aluminum heads provide a weight savings. When it comes to a pair of Pontiac heads, you’relooking at losing roughly 75 pounds off the front of your car – a significant diet, to be sure. In terms ofpower production, however, things are less clear.
Aluminum is about 2.5 times as effective at dissipating heat than gray iron, which theoretically allowsyou to run a bit more compression. For 91-octane pump gas, builders often shoot for 9.5:1 compressionwith iron heads to avoid the likelihood of detonation, but with aluminum heads they can push that to10.0:1 or possibly even 10.25:1 depending on other factors.
Normally, more compression means more power. But aluminum’s heat-shedding characteristics have acatch: a good portion of the heat from the combustion cycle is transferred more quickly to the coolant,which effectively reduces cylinder pressures and thus power, effectively negating the benefits of the highercompression.
Iron heads, in contrast, tend to have three benefits over aluminum. First, iron heads typically cost con-siderably less than aluminum, especially since most folks with a Pontiac V8 already have a set of iron heads– the pair that came on the engine.
Iron heads also tend to be highly durable, so you’re far less likely to have a rocker stud, or intake or ex-haust manifold or other bolt strip its threads.
Finally, because aluminum expands at a different rate than iron, aluminum heads necessitate more-for-giving head gaskets that can compensate for the different expansion rates without leading to compressionor coolant leaks between the heads and the iron block. The different rates can also require head bolts tobe periodically re-torqued to ensure that they haven’t loosened due to the way in which the dissimilarmetals respond to repeated heat cycling. Iron heads, on the other hand, expand at the same rate as theblock, so head gaskets don’t need to deal with temperature-induced variations, likewise head bolt torquetends to remain more stable.
Each material has its advantages and disadvantages. But as Nitemare Performance has demonstrated,power output isn’t necessarily one of those differentiating factors.
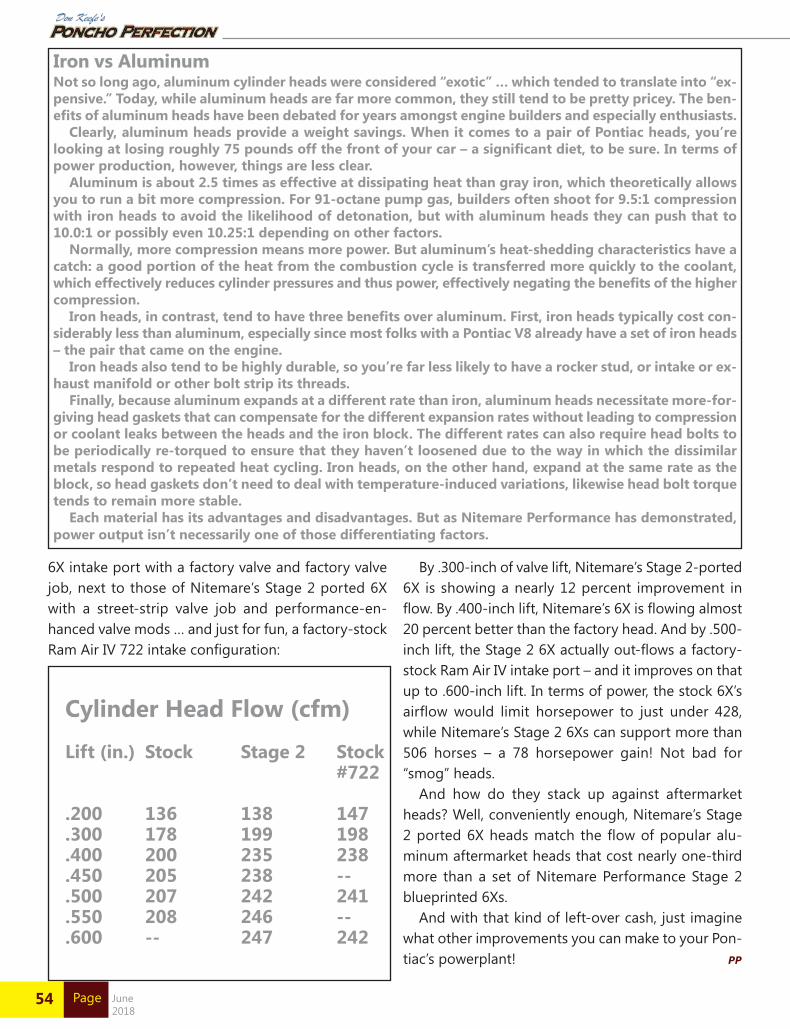
6X intake port with a factory valve and factory valvejob, next to those of Nitemare’s Stage 2 ported 6Xwith a street-strip valve job and performance-en-hanced valve mods … and just for fun, a factory-stockRam Air IV 722 intake configuration:
By .300-inch of valve lift, Nitemare’s Stage 2-ported6X is showing a nearly 12 percent improvement inflow. By .400-inch lift, Nitemare’s 6X is flowing almost20 percent better than the factory head. And by .500-inch lift, the Stage 2 6X actually out-flows a factory-stock Ram Air IV intake port – and it improves on thatup to .600-inch lift. In terms of power, the stock 6X’sairflow would limit horsepower to just under 428,while Nitemare’s Stage 2 6Xs can support more than506 horses – a 78 horsepower gain! Not bad for“smog” heads.
And how do they stack up against aftermarketheads? Well, conveniently enough, Nitemare’s Stage2 ported 6X heads match the flow of popular alu-minum aftermarket heads that cost nearly one-thirdmore than a set of Nitemare Performance Stage 2blueprinted 6Xs.
And with that kind of left-over cash, just imaginewhat other improvements you can make to your Pon-tiac’s powerplant! PP
Cylinder Head Flow (cfm)
Lift (in.) Stock Stage 2 Stock #722
.200 136 138 147
.300 178 199 198
.400 200 235 238
.450 205 238 --
.500 207 242 241
.550 208 246 --
.600 -- 247 242
June2018
55Pagewww.ponchoperfection.com
Win This Engine!One hundred tickets are being sold at $100each, with all proceeds from the raffle goingto The Tomorrow Fund and Alex’s LemonadeStand Foundation charities to benefit chil-dren afflicted with cancer. Each $100 ticketgets you a 1-in-100 chance of winning thisvery engine. The engine build-up will be cov-ered here in the pages of Poncho Perfection,and the drawing for the raffle will take placeon September 23 at the Pontiac Registry’s“Pontiacs With A Purpose” event in Warwick,Rhode Island.
To purchase a ticket, make out a check ormoney order to Pontiac Registry Fund andsend it along with a self-addressed, stampedenvelope to:
Nitemare Performance11 Belmont RdNorth Haven, CT 06473
Don’t forget to include your full name, day-time phone number, and email address fornotification purposes.
For more info about the raffle, visitnitemareperformance.com; event info: pon-tiacregistry.com.
Sources
Nitemare Performance(203) 239-6868www.nitemareperformance.comCylinder head machining
Ferrea Racing Componentswww.ferrea.comStainless steel Max Flow 2.11-inch intake and 1.77-inch ex-haust valves
About Nitemare PerformanceNitemare Performance, located in NorthHaven, Connecticut, specializes in therestoration and race-preparation of vintagePontiacs. In addition, Nitemare manufac-tures a full line of precision-engineered per-formance parts for Pontiac engines.