Embed Size (px)
Citation preview

Technical PaperReference : TP-GB-RE-LAF-044
Page : 1/12
THE ADVANTAGE OF CALCIUM ALUMINATE CEMENT CONTAINING
CASTABLES FOR STEEL LADLE APPLICATIONS
by Christopher Parr, Li Bin, Benoit Valdelièvre, Christoph Wöhrmeyer,Bruno Touzo
Presented at the XXXII ALAFAR meeting, November 2004, Antigua, Guatemala
Technical PaperReference : TP-GB-RE-LAF-044
Page : 2/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
ABSTRACT
The substitution of bricks by monolithics in steel ladles in Europe as well as Asia has been welldocumented
1,2. The main drivers behind this substitution are generally considered to be:
Reduction of overall specific refractory costs ( material, installation and maintenance) per tonne of steelcast
Improved lives and decreased wear rates to enhance steel cleanliness and improve plant flexibility viabetter ladle availability
Reduced environmental impact – with endless repair techniques, there is a lower volume of spentrefractories for disposal.
The weight of these individual drivers varies significantly according to geographic area, country and evensteel plant. It is clear that the high rate of penetration of monolithics into steel ladle applications hasoccurred through the application of a complete solution rather than an individual product offer. It is only byconsidering the whole refractory usage chain that the full value potential of the monolithic substitution can berealised.
Recent ladle lining trends3,4
are based on alumina castables that contain magnesia and rely on a CalciumAluminate Cement (CAC) bonding system. This has only been possible due the widespread adoption of asolution approach. The relatively high raw material costs of these castables compared to bricks would haveprohibited their use if the focus had been purely material cost. In addition, the full potential of a monolithicsolution can only be realised if continuous repair techniques are utilised. The original lining could either belarge precast blocks or cast in situ but subsequent repairs by casting or shotcreting must be in situ. Thisrequires the ability to install castable/concrete under field casting conditions.
Magnesia containing castables can be conceived either by adding a pre-formed alumina-magnesia spinelaggregate or by the reaction of MgO with Al
2O
3to form in situ spinels within the castable matrix. Both types
of system are being used widely in steel ladles in many countries around the world5,6
. These two systemspresent unique challenges in terms of formulation control particularly with reference to placing properties,sufficient to allow field installation, and thermo mechanical behaviour. Calcium aluminate cement (CAC) isthe only bonding system which is able to meet all these challenges. CAC assures two key functions; a binderto guarantee a defined working, setting, and de-moulding time as well as an important role in thedevelopment of corrosion resistance at high temperature.
This paper compares two such magnesia castables (spinel containing and in situ) based on calciumaluminate cement bonding systems with alternative bonding systems. Each aspect of the usage chain isinvestigated from placing through dry out to in service aspects such as corrosion resistance. The relativeadvantages of each type of Alumina-Magnesia or Spinel system will be discussed. It will also be shown thatin comparison to CAC based systems, no other binder system is at present able to offer the same ability toharden under field conditions as well as provide a high degree of corrosion resistance in ladle liningapplications.
Technical PaperReference : TP-GB-RE-LAF-044
Page : 3/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
1 Experimental methods
1.1 Raw materials and basic formulations
The following raw materials were used for thestudy and were sourced largely from Chinesesuppliers.
Raw Material Source
White fused corundum San Mexia Corundum Cy(China)
Sintered M-A spinel Liaoning Hai Cheng HuaYin (China)
Sintered magnesia Hai Cheng, Liaoning(China)
Reactive alumina Kaifeng Special(China)/B3M12-D
Fume silica Elkem/971U
SM1/ Trimeric cyanamidesulfonic acid formaldehydecondensation product
Suzhou Xinlong Corp.(China)
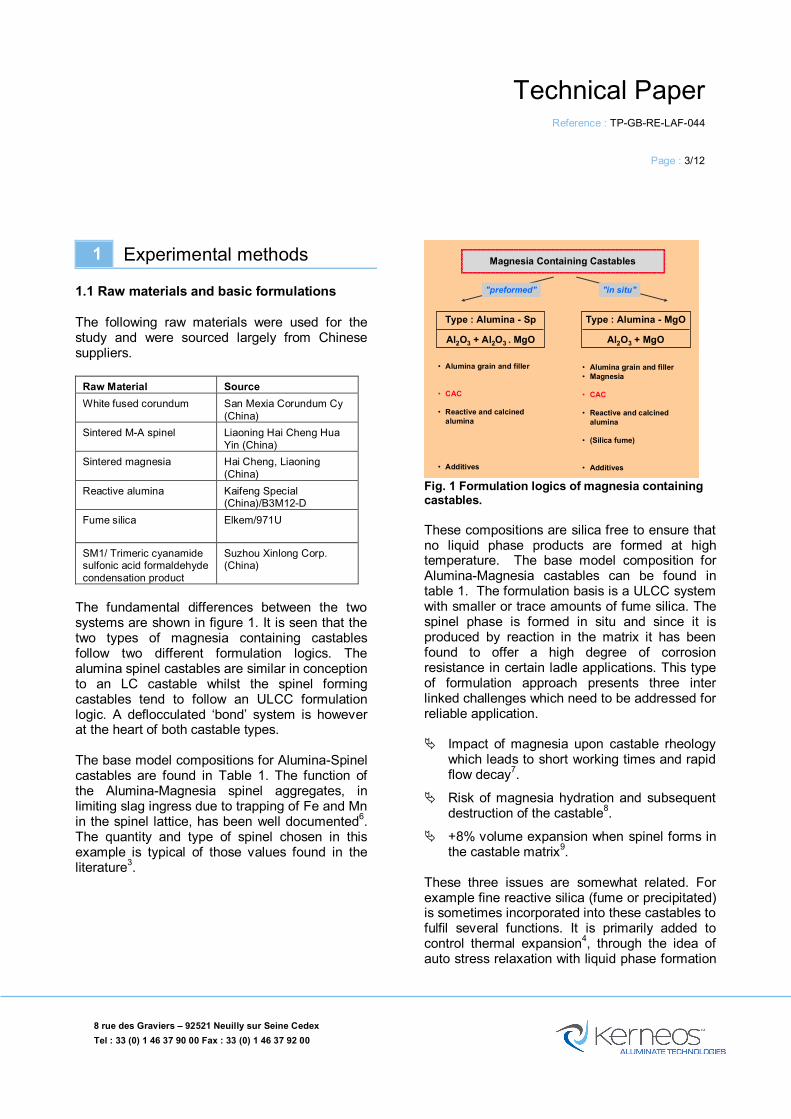
The fundamental differences between the twosystems are shown in figure 1. It is seen that thetwo types of magnesia containing castablesfollow two different formulation logics. Thealumina spinel castables are similar in conceptionto an LC castable whilst the spinel formingcastables tend to follow an ULCC formulationlogic. A deflocculated ‘bond’ system is howeverat the heart of both castable types.
The base model compositions for Alumina-Spinelcastables are found in Table 1. The function ofthe Alumina-Magnesia spinel aggregates, inlimiting slag ingress due to trapping of Fe and Mnin the spinel lattice, has been well documented
6.
The quantity and type of spinel chosen in thisexample is typical of those values found in theliterature
3.
Type : Alumina - MgO
Al2O3 + MgO
Magnesia Containing Castables
"preformed" "in situ"
Type : Alumina - Sp
Al2O3 + Al2O3 . MgO
• Alumina grain and filler
• CAC
• Reactive and calcinedalumina
• Additives
• Alumina grain and filler• Magnesia
• CAC
• Reactive and calcinedalumina
• (Silica fume)
• Additives
Fig. 1 Formulation logics of magnesia containingcastables.
These compositions are silica free to ensure thatno liquid phase products are formed at hightemperature. The base model composition forAlumina-Magnesia castables can be found intable 1. The formulation basis is a ULCC systemwith smaller or trace amounts of fume silica. Thespinel phase is formed in situ and since it isproduced by reaction in the matrix it has beenfound to offer a high degree of corrosionresistance in certain ladle applications. This typeof formulation approach presents three interlinked challenges which need to be addressed forreliable application.
Impact of magnesia upon castable rheologywhich leads to short working times and rapidflow decay
7.
Risk of magnesia hydration and subsequentdestruction of the castable
8.
+8% volume expansion when spinel forms inthe castable matrix
9.
These three issues are somewhat related. Forexample fine reactive silica (fume or precipitated)is sometimes incorporated into these castables tofulfil several functions. It is primarily added tocontrol thermal expansion
4, through the idea of
auto stress relaxation with liquid phase formation

Technical PaperReference : TP-GB-RE-LAF-044
Page : 4/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
to compensate for the expansive reaction duringspinel formation. Secondly, fume silica facilitatesrheological control and thirdly it has beensuggested as a means to control magnesiahydration.
In addition to the base Alumina-MgO andAlumina -Spinel systems three mixed systemscontaining both Sintered Alumina Spinel as wellas Magnesia have been formulated. The ratio ofSpinel to Magnesia (Nb. 3) has been varied aswell as the relative fineness of the Spinel andMagnesia components (Nb. 1 and 2).
Table 1: Basic model formulations
The additive systems were held constant for eachsystem.
In order to provide a comparison with the CACcontaining systems detailed in table 1.Comparative tests have been run with a cementfree system based on a Magnesia –Silica –Hydrate bonding system. The intrinsicdisadvantage of these systems due to theirrelatively high levels of silica and the negative
impact this has on steel cleanliness is notconsidered. The main purpose of the comparisonis to compare basic placing properties as well asusage characteristics linked to the durability ofeach system. These CAC free systems wereelaborated according to literature references
10,11
with the same Aluminous aggregate being usedas for the CAC based castables. The additivesystems were based on mixtures of Boric acidand sodium tripolyphosphate
1.2 Experimental methodsTests were performed according to nationalChinese standards.
- The flow value was measured with a vibrationtable at different time intervals; the cone sizeis Φ70/100mm x 60 mm high. The workingtime is the time when the vibration flow valueof the specimen is lower than 20%
- Cold modulus of rupture, cold compressivestrengths were measured on 40x40x160 mmspecimens according to Chinese standardGB/T 5072-1985 and GB/T3001-1982;
- Bulk density and apparent porosity weremeasured on 40x40x80mm specimensaccording to Chinese standard GB/T 5200-1993
- Hot modulus of rupture was measured on40x40x160 mm specimens according toChinese standard GB/T 3002-1982
- Slag resistance test by static crucible method.Crucible dimensions are 70×70×70mm with aΦ25×25mm hole. After drying at 110°C24h,18g slag was put in the hole. The crucible withslag was put in the electro-furnace andheated at the rate of 300°C/h to the testtemperature of 1580°C
AlMgO AlSp AlMgO
Sp_1
AlMgO
Sp_2
AlMgO
Sp_3
White fused corundum
3-5mm 20 20 20 20 20
1-3mm 28 28 28 28 28
0-1mm 20 9 20 9 9
200mesh 6 2 2,5 7 5
325mesh 8,5 2 3 9,5 8,5
M-A Spinel( MA-76)
0-1mm - 13 - 12 12
200 mesh - 10 12 - -
Fume Silica 0,5 0,5 0,5 0,5
Chinese sintered MgO
0-1mm - - 2 - -
200mesh 5 - - 2 5
Reactive Alumina
B3M-12D 6 6 6 6 6
Calcined Alumina
CA1 2 2 2 2 2
Secar®
71 4 8 4 4 4
Additive +0,20 +0,20 +0,20 +0,20 +0,20

Technical PaperReference : TP-GB-RE-LAF-044
Page : 5/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
2 Experimental results
Table 2: Basic physical properties
NCC AlMgO AlSp AlMgO
Sp_1
AlMgO
Sp_2
AlMgO
Sp_3
Water % 5 5 5,2 5 5,3 5,3
Vibration flow %t=0 mint=30 mint=60 min
95-10080-9070-80
102,571,3
-
107,57560
1108570
11077,560
112,587,567,5
As cast : 24 hours
CCS : MPa <4,4 20 17,5 6,25 10 11,25
MOR : MPa <0,8 3,3 4,3 2,7 3,3 3,4
Dried Properties110°CCCS : MPa 20-38 77,5 57,8 26,56 40,63 37,5
MOR : MPa 6,8 11,6 >14,0 11,1 >14,0 12,3
BD – 110°C g/cm3AP – 110°C %
<3,314
3,2212,2
3,1314,0
3,1613,5
3,2111,6
3,312,0
Hot Properties,HMOR400°C MPa1100°C MPa1400°C MPa
5,55-7<1,6
9,211,73,5
13,216,113,0
8,99,92,0
8,38,82,7
8,311,73,5
2.1 Placing PropertiesPlacing properties of a castable can be assessedwith the measurement of its flow at 30 minuteswhich gives a good image of its capacity to becast in situ, and by its cold compressive strengthat 24 hour which shows if field demoulding isfeasible. A minimum flow value of 60% at 30minutes is essential to achieve a good placing byvibration. Minimum modulus of rupture of1.5MPa and compressive strength of 5 MPa arenecessary for demoulding. It is clear from thedata shown in Fig 2. that the NCC system,although presenting a decent ability for vibrationplacing, does not develop enough strength inorder to achieve an acceptable field demoulding.
0
5
10
15
20
25
60 65 70 75 80 85 90 95
Flow at t30 (%)
CC
S2
4h
r(M
Pa
)
NCC
CAC containing systems
Fig 2: Placing and hardening properties for different ladlecastable systems
This is all the more true in that this data has beengenerated at average ambient temperature(20°C). At low temperatures, this problem wouldbe more acute and any field demoulding wouldbe impossible. By contrast, all the calciumaluminate cement systems exhibit goodflowability and excellent strength development,which allow field casting and demolding, even atlow ambient temperatures. In comparison with nocement castables, they are the best compromisebetween placing and hardening properties.
2.2 Dry out of CastablesThe dry out of CAC containing castables is onearea where careful attention needs to be made tothe choice of raw materials. At the start of thedrying process, the free water (i.e. that which isnot combined via hydrates) needs to be removedfrom the pores. Thereafter there are a series ofdehydration reactions. During the heating, themicrostructure of the bond phase undergoesvarious transformations :
1. On heating from ambient temperature to100°C, the cement hydrates formed initiallyare converted to the stables hydrates AH3,and C3AH6, with a release of free water.
2. Between 100 and 300-350°C, AH3 andC3AH6 decompose to give amorphousanhydrous relics and water vapour. Thiswater vapour has to escape from theconcrete.
3. Above 800-900°C, the relics of the cementphases and elements of the bonding phasereact together to form at high temperature adense, sintered ceramic.

Technical PaperReference : TP-GB-RE-LAF-044
Page : 6/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
These transformations give rise to changes in themacroscopic properties of the castables. It isnoteworthy that despite the structuralmodifications at low temperature the monolithkeeps its integrity with sufficient strength, this canbe seen in figure 3. The CAC bonded systems allmain a significantly higher mechanical strength atintermediate temperatures. This will help toreduce stress within a ladle lining which isnormally subject to a large thermal gradient.There is an apparent risk with the NCC systemsin that fractures induced by stress at the weakestpoint (i.e. the point in the lining which attains800°C) can occur. This leads to cracking andspalling behind the hot face to or in the mostextreme cases slabbing and catastrophic failuresin service.
At 800°C, all hydrated phases have disappearedbut sintering has not started. The hot modulus ofrupture (HMOR) stays largely unchangedcompared to value at 40°C. Above thistemperature, sintering begins with Aluminareacting with the decomposed cement hydrates.
0
20
40
60
80
100
0 200 400 600 800 1000 1200
Temperature °C
CC
S:
MP
a
NCC NCC AlMgOSp_2 AlMgO
Weakpoint
Figure 3: Mechanical resistance of ladle castablesas a function of temperature
Pre-reacted spinel containing castables (AlSp)can be handled as other high alumina castablesduring this drying and heating period. In case ofmagnesia-containing mixes it is important toremove both the combined and hydrated wateras quickly as possible. Otherwise MgO-hydration
can damage the structure of the castable througha destructive expansion mechanism. It isbelieved that the CAC plays a part in thismechanism and therefore the quantity of CACshould be minimised. The choice of the righttype and level of MgO can minimize that risk.After installation, the LCC can contain up to 10%water, most of it being combined in calciumaluminate hydrates. During the dry-out, thesehydrates decompose above 100°C. There isrestricted space available due to the low porosity,for steam that is generated and its escape ishindered by the low permeability of the LCC. Avapour pressure builds with increasingtemperature, which facilitates the hydration ofMgO. The maximum vapour pressure that theMgO can be submitted to is limited because anexcessively high pressure would lead to spalling.This can happen if the heating rate is too large.Because of the complexity of this system, theparameters controlling the temperature/pressuregenerated in the castables and the maximuminternal pressure that it can stand are not knownaccurately. There are some standardised tests todefine de spalling resistance (JIS R 2657-1995),however they are very empirical and do not giveany idea of the maximum vapour pressure. Somevalues reported in the literature range between0.7 to 1.35 MPa. These values have beenestimated by simultaneous modelling andexperimental measurements.The stability domain at atmospheric pressure ofbrucite Mg (OH)2 is limited to 400°C, beyondwhich, it decomposes to MgO + H2O. At higherpressure, the temperature of decompositionincreases and can move above 500°C. Duringthe dry-out, the temperature (between 100 and350°C) and pressure conditions within thecastable, falls in the stability domain of bruciteMg(OH)2, the conditions are then favourable forits formation. The kinetics of the hydrationdepends strongly on the type and origin of themagnesia. Caustic magnesia hydrates rapidly,even at room temperature. Dead burnt magnesiahydrates very slowly. Various types ofcommercial products with surface treatment thatreduces hydration are also available.
Technical PaperReference : TP-GB-RE-LAF-044
Page : 7/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
Standard tests have been designed to evaluatethe risk of hydration of magnesia (JIS R 2212). Inthese tests, the sample is placed in an autoclaveunder hydrothermal conditions. The conditionsare set so that the liquid/vapour equilibrium isreached. The pressure of the test is then relatedto the temperature. The standard pressures usedare 0.29 or 0.49 MPa. These pressures are lowerthan the maximum estimated internal pressure incastables. The quantity of brucite formedincreases with time until the stresses generatedby the expansion are greater than the tensilestrength of the castable. At this point the matrixcontaining the MgO grain disintegrates due tolarge scale cracking and the integrity of thecastable is lost. Hydration of magnesiaprogresses successively through the grainboundaries leading to the separations of thecrystals and the rupture of the castable matrix.
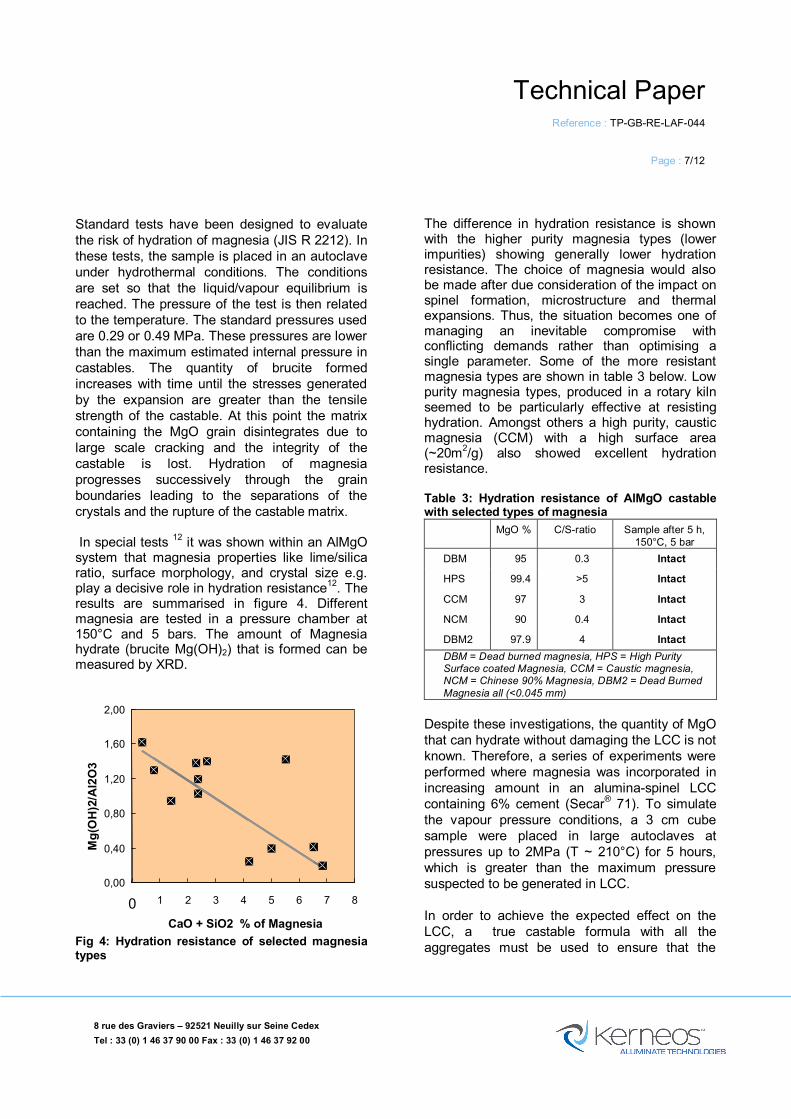
In special tests12
it was shown within an AlMgOsystem that magnesia properties like lime/silicaratio, surface morphology, and crystal size e.g.play a decisive role in hydration resistance
12. The
results are summarised in figure 4. Differentmagnesia are tested in a pressure chamber at150°C and 5 bars. The amount of Magnesiahydrate (brucite Mg(OH)2) that is formed can bemeasured by XRD.
0,00
0,40
0,80
1,20
1,60
2,00
0 1 2 3 4 5 6 7 8
CaO + SiO2 % of Magnesia
Mg
(OH
)2/A
l2O
3
Fig 4: Hydration resistance of selected magnesiatypes
The difference in hydration resistance is shownwith the higher purity magnesia types (lowerimpurities) showing generally lower hydrationresistance. The choice of magnesia would alsobe made after due consideration of the impact onspinel formation, microstructure and thermalexpansions. Thus, the situation becomes one ofmanaging an inevitable compromise withconflicting demands rather than optimising asingle parameter. Some of the more resistantmagnesia types are shown in table 3 below. Lowpurity magnesia types, produced in a rotary kilnseemed to be particularly effective at resistinghydration. Amongst others a high purity, causticmagnesia (CCM) with a high surface area(~20m
2/g) also showed excellent hydration
resistance.
Table 3: Hydration resistance of AlMgO castablewith selected types of magnesia
MgO % C/S-ratio Sample after 5 h,150°C, 5 bar
DBM 95 0.3 Intact
HPS 99.4 >5 Intact
CCM 97 3 Intact
NCM 90 0.4 Intact
DBM2 97.9 4 Intact
DBM = Dead burned magnesia, HPS = High PuritySurface coated Magnesia, CCM = Caustic magnesia,NCM = Chinese 90% Magnesia, DBM2 = Dead BurnedMagnesia all (<0.045 mm)
Despite these investigations, the quantity of MgOthat can hydrate without damaging the LCC is notknown. Therefore, a series of experiments wereperformed where magnesia was incorporated inincreasing amount in an alumina-spinel LCCcontaining 6% cement (Secar
®71). To simulate
the vapour pressure conditions, a 3 cm cubesample were placed in large autoclaves atpressures up to 2MPa (T ~ 210°C) for 5 hours,which is greater than the maximum pressuresuspected to be generated in LCC.
In order to achieve the expected effect on theLCC, a true castable formula with all theaggregates must be used to ensure that the

Technical PaperReference : TP-GB-RE-LAF-044
Page : 8/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
particle size distribution of the MgO grain withinthe microstructure is as close to reality aspossible. To obtain an accurate value, it is alsoimportant that all the MgO hydrates. A causticMgO was used and lightly burnt at 1450°C (directincorporation is not possible as it hydrates partlyat room temperature). The hydration degree wasverified by increasing the treatment time to seethat the hydration did not evolve after 5 hours.The particle diameter was less than 40 µm.
For the tests at 0.5 MPa, the sample integrity waschecked using an ultrasound technique andstandard compressive strength measurement. Itwas found that there is no visible damage to thesample until a given threshold concentration ofMgO. Above this value, the sample crumbles. Forhigher temperature, the sample was then onlycontrolled visually.
The results of these experiments are shown inFigure 5. A very small amount (0.15%) ofhydration is sufficient to lead to the destruction ofthe LCC. The threshold value is slightly lower atlow pressure: this is probably due to a moreintense hydration of the MgO grains.
Figure 5. Slaking conditions for a MgO containingcastable
The threshold limit will depend on the castabletype, but will probably be of the same order ofmagnitude for all low cement castables as themicrostructure is globally similar and mainlydefined by achieving the highest compacity of theparticles. These results show that whendesigning a spinel forming LCC castable, theselection of the MgO raw material is important.
For the dry-out process in ladles it is important,not only to increase the temperature fairly rapidlybut also to create airflow. The water-saturated airmust be removed from the surface of thecastable to create a concentration gradient,which accelerates the speed of the dry-out. Arapid dry out and forced air will tend to ensurethat the Magnesia doesn’t hydrate. It is thepresence of hydrothermal conditions (hightemperature and pressure) inside the castable forprolonged periods that can cause the destructivemagnesia hydration reaction to take place.Additionally, the risk of water/steam explosioncan occur especially if the temperature increaseis too steep. The design of the heating curve isan important quality parameter for theperformance of the monolithic ladle liningespecially in the case of MgO containing systemswhere there is a susceptibility of the magnesia tohydrate. Providing these steps are taken noproblems should be experienced with the dry outof Magnesia containing castables.
2.3 High temperature propertiesAfter the drying process, increasing temperatureslead to a re-crystallization of the calciumaluminates. The main phases, which are formedduring heating up to 1100°C, are calciummonoaluminate (CA) and calcium dialuminate(CA2). In magnesia containing castables thespinel formation starts simultaneously. Thepericlase reacts with corundum - added asreactive alumina and forms MgAl2O4-spinel (MA).This in-situ created MA-spinel forms the matrixtogether with the calcium aluminates and aluminaphases. The matrix transformation isaccompanied by a volume expansion. As long asthis is not too high, it has a positive effect. Itcounteracts the normal small shrinkage of a
0
0,5
1
1,5
2
2,5
0 0,5 1 1,5 2 2,5 3
MgO in castable wt(g/kg)
Pre
ssu
re/M
Pa
Slaking
No Slaking
Max.MgOcontent
Technical PaperReference : TP-GB-RE-LAF-044
Page : 9/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
castable. The expansion due to in-situ spinelformation can be adjusted by the addition of asmall amount of fume silica. Further reactions ofalumina with CA2 lead to the formation of calciumhexa aluminate (CA6) which forms, together withthe micro-crystalline spinel, a very densestructure. In case of castables with pre-reactedspinel, the reaction of calcium aluminates fromCA to CA2 and CA6 remains the same. The pre-reacted spinel can only incorporate a certainamount of alumina to form alumina richer solidsolution.
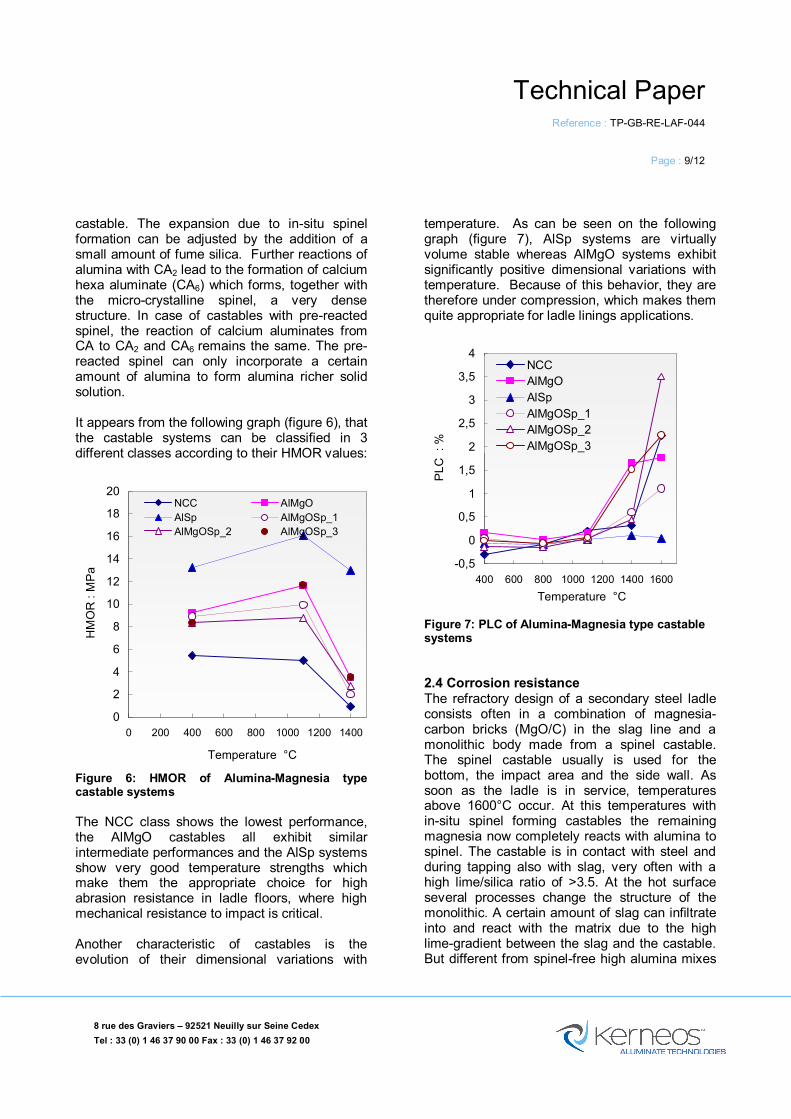
It appears from the following graph (figure 6), thatthe castable systems can be classified in 3different classes according to their HMOR values:
0
2
4
6
8
10
12
14
16
18
20
0 200 400 600 800 1000 1200 1400
Temperature °C
HM
OR
:M
Pa
NCC AlMgO
AlSp AlMgOSp_1
AlMgOSp_2 AlMgOSp_3
Figure 6: HMOR of Alumina-Magnesia typecastable systems
The NCC class shows the lowest performance,the AlMgO castables all exhibit similarintermediate performances and the AlSp systemsshow very good temperature strengths whichmake them the appropriate choice for highabrasion resistance in ladle floors, where highmechanical resistance to impact is critical.
Another characteristic of castables is theevolution of their dimensional variations with
temperature. As can be seen on the followinggraph (figure 7), AlSp systems are virtuallyvolume stable whereas AlMgO systems exhibitsignificantly positive dimensional variations withtemperature. Because of this behavior, they aretherefore under compression, which makes themquite appropriate for ladle linings applications.
-0,5
0
0,5
1
1,5
2
2,5
3
3,5
4
400 600 800 1000 1200 1400 1600
Temperature °C
PL
C:
%
NCC
AlMgO
AlSp
AlMgOSp_1
AlMgOSp_2
AlMgOSp_3
Figure 7: PLC of Alumina-Magnesia type castablesystems
2.4 Corrosion resistanceThe refractory design of a secondary steel ladleconsists often in a combination of magnesia-carbon bricks (MgO/C) in the slag line and amonolithic body made from a spinel castable.The spinel castable usually is used for thebottom, the impact area and the side wall. Assoon as the ladle is in service, temperaturesabove 1600°C occur. At this temperatures within-situ spinel forming castables the remainingmagnesia now completely reacts with alumina tospinel. The castable is in contact with steel andduring tapping also with slag, very often with ahigh lime/silica ratio of >3.5. At the hot surfaceseveral processes change the structure of themonolithic. A certain amount of slag can infiltrateinto and react with the matrix due to the highlime-gradient between the slag and the castable.But different from spinel-free high alumina mixes

Technical PaperReference : TP-GB-RE-LAF-044
Page : 10/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
or pure spinel mixes, the infiltration stops closebehind the surface
13. This is illustrated in figure 8
where the penetrated zone is only around 1–2mm deep.
Cracks which formed oncooling due to densificationand shrinkage ofimpregnated zone
slag impregnated zone unaffected zone
15 1 mm
Figure 8. Photomicrograph of hot face in aluminaspinel castable
The unreacted alumina picks up the lime from theslag and forms CA, CA2 and CA6 (Fig.9). Thespinel phase remains stable. The formation ofCA-phases, between spinel grains, creates asmall, but highly densified layer with an openporosity below 10%. This reduction in porosityworks as a barrier for further penetration of slaginto the matrix. The CA6 content results partlyfrom the calcium aluminate cement reaction withalumina inside the castable and additionally fromreaction of penetrated slag with alumina andcalcium aluminate. CA6 reaches a maximumamount in a 3-10 mm depth layer behind the hotsurface of the castable. CA6 is a refractorymineral phase with a resistance of up to 1800°C.
Figure 9: Open porosity and change ofmineralogical content during application of aspinel castable in a steel ladle side wall between 0to 30 mm behind the hot surface 13
In combination with spinel and the excessivealumina, which is the first reaction partner forlime from the slag, this system enables anoptimized resistance against the conditions in thesteel side wall and bottom.
Table 4: Slag corrosion test results
(mm) NCC AlMgO AlSp AlM-Sp_1
AlMSp_2
AlMSp_3
Converter slag-Erosion-Penetration
2,1 - 2,53,5 - 5,1
2,53,5
2,53,5
2,53,5
3,54,5
2,03,0
Ladle LF slag- Erosion- Penetration
2,5 - 4,55,0 -12,0
1,85,8
4,99,9
5,911,9
6,311,3
4,78,7
Converter slag Ladle furnace slag
CaO
MgO
Al2O3
SiO2
C/S
47,86
10,13
16,2
15,23
3,14
58,55
8,97
12,48
16,76
3,77
converter (C/S = 3,14) and a secondary refiningladle slag (C/S = 3,77). The results are shown intable 4As can be seen in Table 4, the AlMgO Sp_3system shows the best performance obtainedwith the converter slag, as seen from the lowesterosion and penetration values. In the case of a

Technical PaperReference : TP-GB-RE-LAF-044
Page : 11/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
more aggressive ladle slag, the AlMgO systemshows a significantly better performance than theother systems. The performances achieved withthe NCC system are generally lower than that ofthe other castable systems, particularly in thecase of the more aggressive ladle slag.
Hence the importance of CAx phases withinalumina/magnesia containing castables. Theoften held perception that the presence of CaO isnegative for slag resistance is not always true.These comments have been verifiedexperimentally with slag tests being conductedwith two types of slag, a ladle slag from BOS
Table 5 (from Ref 10)
Al-MgOsystem
Al-Spsystem
AlMgO
Sp system
Bond type MSH CAC CAC
Originalthickness
92-94 90-100 70-80
Reactedlayer
20-25 10-15 10-15
Penetratedlayer
20 10-20 30-40
Unalteredlayer
50-55 60-70 30-40
The AlMgO systems containing CAC areparticularly effective in limiting penetration whichprovokes rapid wear by spalling. Depending uponthe slag type then either AlMgO or the mixedAlMgOSP_3 system give the lowest erosionresults. Further confirmation of the intrinsicperformance of CAC containing castables can beseen in a recent publication
10. The corrosion
resistance of precast blocks is assessed afteractual use in a ladle. A summary of the findings isin the table below (table 5)
The Alumina Spinel system showed the bestresults relative to the three systems tested.
3 Summary and conclusions
Monolithics for steel ladle applications have to beexamined from a perspective whichencompasses the technical requirements as wellas the economical constraints which determinethe total life of a ladle. Castables cannot beselected on the material cost alone. It has beenshown that in order to achieve the best durabilityof a ladle castable, in-situ field casting is the bestsolution. This practically prevents the use of pre-cast shapes or small bricks, which are typical ofno cement castables which do not permit feasiblein-situ casting. Calcium aluminate monolithicsgive the best thermo-mechanical properties forsteel ladle applications: not only they allow thecastables to sustain the harsh environmentcoming from aggressive slags, but they also givethe refractory designer the flexibility to select thebest solution in function of the location of thecastable in the ladle; Alumina/spinel solutionshave been shown to be the best choice for ladlefloors where resistance to impact is criticalwhereas alumina/magnesia solutions are the bestchoice for ladle walls where mechanical stability,abrasion and erosion resistances are essential.
Calcium aluminates play a decisive role in therefractory life of a spinel castable. Independent, ifa high alumina castable with pre-reacted spinelor with in-situ formed spinel is used, the CACensures controlled workability behavior.
The right choice of type of magnesia is importantto prevent magnesia MgO-hydration andcracking. During the application of thesecastables in steel ladles, the reaction betweenalumina and calcium aluminate to calcium hexa-aluminate works in combination with the stablespinel phase as infiltration barrier. This barrier isvery significant for mixes with in-situ formedspinel, due to the micro-crystalline matrix of CA6
and MgAl2O4. Infiltration of lime-rich slag stopsclose behind the surface. Lime from the slagreacts with alumina from the castable and led topore volume reduction by forming additionalcalcium aluminate phases like CA, CA2 and CA6.

Technical PaperReference : TP-GB-RE-LAF-044
Page : 12/12
8 rue des Graviers – 92521 Neuilly sur Seine Cedex
Tel : 33 (0) 1 46 37 90 00 Fax : 33 (0) 1 46 37 92 00
4 Acknowledgements
The authors gratefully acknowledge theexperimental support and assistance of AnshanScience and Technology University as well as theresources of Kerneos Research Centre.
5 References
1 Hey, S. J. Gregory, G. S. Hutchesson, D. M.Pickard, D. S. Taylor, and S. B. Tomlinson,“Applications of Engineered Castable Systems toRefractory Linings in the Steel Industry”, 39
thInt.
Coll. on Refr. in Stahl & Eisen Spezial, 10 104-107 (1996).
[2]Y. Shinohara, H. Yaoi, and K. Sugita, “RecentProgress in Monolithic Refractories Usage in theJapanese Steel Industry”, New Developments inMonolithic Refractories in Advances in Ceramics13 1-20 (1984).
[3]. J. Yamada, S. Sakaki, K. Kasai, T. Matsui,and H. Ishimatsu, “Application Technology ofMonolithic Refractories in NSC”, Proc. UNITECR’95 (Kyoto, Japan, 1995) 277-284.
[3] T. Kanatani, Y. Imaiida, "Application of analumina-spinel castable to the teeming ladle forstainless steel making", Unitecr 93 proceedings,Sao Paulo, Brazil, 1993.
[4]. M. Nanba, T. Kaneshage, Y. Hamazaki,H.Nishio, I. Ebizawa, “Thermal characteristics ofcastables for teeming ladle”, Taikabutsuoverseas, Vol.16, No.3, 1997, pp.17-21.
5 Cousin, J.-F., Parr, C., Revais, C.:Formulation of spinel castables and the impact ofadditives and alumina on their rheology,IREFCON Calcutta (1998)
[6] H. Sumimura, T. Yamamura,Y. Yukitoshi, T.Kaneshige, “Study on slag penetration ofAlumina-Spinel castable”, Unitecr 91proceedings, Germany, 1991, pp. 97-101.
6 Th. Bier, C. Parr, C. Revais : Alafar,Argentina, Vol2. 22-29 (1996)
[7] Th. Bier, C. Parr, C. Revais, "Workability ofcalcium aluminates cement based castablescontaining magnesia", Alafar proceedings,Agentina, 1996.
[8] M. Rigaud, Cheng Xing, “Basic castables forladle’s steel making applications : A review”, J.Canadian ceramic society, Vol.66, No.3, August1997, pp.206-209.
[9] Cheng Xing, M. Rigaud, V. Kovav, “Volumestability of various MgO-Al2O3 castable mixes”, J.Canadian ceramic society, Vol.66, No.3, August1997, pp.206-209.
10 Wei Xiahao, Liang Lanfang, Ren Gangwei,Huang Zhenwu, Zhou Ningsheng, Gao Zhenxin:Investigation on Slag Corrosion of PrecastShapes of Steel Ladle Castables in Al2O3- MgOsystem. Proceedings of fourth InternationalSymposium on Refractories, Dalian, China, 2003p461-476
[11] Cecile Odegard, Zhiqiang Chen, BjornMyrhe, MgO-SiO2-H2O bonded MgO castables.Proceedings of fourth International Symposiumon Refractories, Dalian, China, 2003 p148-156
12 Parr, C., Bier, T.A., Vialle, M., Revais, C.: Anapproach to formulate spinel forming castables,UNITECR Berlin (1999), p. 19-21
13 Naaby, H., Abildgaard, O., Stallmann, G.,Wöhrmeyer, C., Meidell, J.: Refractory wearmechanisms and influence on metallurgy andsteel quality as a result of the conversion toendless lining at Det Danske Stålvalseværk.XXXVIIth International Colloquium onRefractories, Aachen (1994), p. 198-204