Upload
delwar-hossain
View
257
Download
54
Tags:
Embed Size (px)
Citation preview
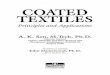
Foreword to the First EditionTheHandbookofIndustrialDryingllsanimportantneed andis of immeasurable value in the eldofdrying. Academics, students, andindustrypeoplefromsales to researchcan learn much fromthecombination of principles and practices used through-out. The presentationof principles does not over-whelm thecoverage of equipment and systems. Moreappropriate theories will developas aresult of thedescription of equipment and systems. For example, adescription of dryers, particularly industrial dryers, islacking in many research articles; this handbook pro-videssuchinformation.The authors have distilled much information fromextensiveliteraturetoprovidegenericinformationascontrasted with details of a specic drying system of aparticular manufacturer. The users canextrapolatethe use of drying systems, by design and management,toavarietyofproducts.Asaspecialfeature,acom-plete listingof bookswrittenon thesubjectof dryingisincluded.The authors, a blend of students, faculty, and thoseinindustry,representexperiencewithdifferentkindsof drying systems, different applications of principles,anddifferent products. Thebookprovidesexcellentcoverage of the cross-disciplinary nature of drying byutilizingwell-knownauthorsfrommanycountriesoftheworld.Dr.Mujumdarandhisassociateshaveas-sembled an excellent up-to-date handbook.Thecommonthreadthroughout thebookisthemovementofheatandmoistureaswellasthemove-ment andhandling of products. Alsoincludedareinstrumentation, sensors, andcontrols that are im-portant forqualitycontrol of products and efciencyof operation. Theemphasisonthedesignof equip-ment toexpedite these processes inaneconomicalmannerisappropriateanduseful.The wordhandbookis sometimes useddispara-ginglytodescribe areference for quickanswers tolimited questions or problems. In that sense this bookismorethanahandbooktheknowledgebasepro-videdpermitstheusertobuilddifferentsystemsforproductsotherthanthosecovered.CarlW.Hall2006byTaylor&FrancisGroup,LLC.2006byTaylor&FrancisGroup,LLC.Foreword to the Second EditionThe second edition of the Handbook of IndustrialDryingcontinuesthetraditionof theeditorandthepublisherasinternational leadersinprovidinginfor-mation in the eld of industrial drying. The authors areknowledgeableofthesubjectsandhavebeenchosenfromamongtheworldsauthoritiesinindustry, aca-demia,government,andconsulting.Some50authorsfrom15countrieshavewritten43 chaptersplus 3ap-pendices. There are 21 newchapters, plus 2 newappen-dices. All chapters have been updated or revised. Thereis over 60% new material, making this edition practic-ally a new volume.Themarkofanoutstandinghandbookisthatitprovides current informationona subjectinthiscase multidisciplinaryinnatureunderstandable toabroadaudience. Abalancedapproachofcoveringprinciples and practices provides a sound basis for thepresentations. Students, academics, consultants, andindustrypeople canndinformationtomeet theirneeds. Researchers, designers, manufacturers, andsalespeoplecanbenetfromthebookastheycon-sider elements or components related to drying as wellasthesystemitself.New material has been added to provide the latestinformationonminimizing environmental impacts,increasing energy efciency,maintaining qualitycon-trol, improvingsafetyof operation, andimprovingthecontrolofdryingsystems.Newsectionsorchap-ters have beenaddedtocover indetail microwavedrying; infrared drying; impinging streamdryers;useof superheatedsteamandosmoticdehydration;anddryingof biotechnological materials, tissueandtowels,peat,coal,andbrousmaterials.Theinformationinthisbookcanbecategorizedasproduct related, equipment related, andtherela-tionshipbetweenthetwothesystemofdrying.Forproducts not specicallycovered, or for the designofdryersnotdetailed,userscanselectcloselyrelatedapplicable information to meet many needs. The usermaywant topursueasubject inconsiderablymoredetail. Pertinent references, but not voluminous over-whelmingbibliographies, areincludedat theendofeachchapter. Anappendixdevotedtoanannotatedbibliographyisalsoincluded.CarlW.Hall2006byTaylor&FrancisGroup,LLC.2006byTaylor&FrancisGroup,LLC.Foreword to the Third EditionTheHandbookofIndustrialDrying,asaresultofthegreat success of its rst and second editions, hasgainedhighreputationamongreaders interestedinthe process of drying. Inthe last three decades wehave observed a growing interest in the multidisciplin-arysubject of dryingwhichhadresultedinamajorincrease of researchactivity, publicationof severalmonographs, book series, technical papers, inter-national journals, several dryingconferenceseriesinalmost all continents, etc. TodaydryingR&Dcon-tinuesworldwideatapaceunmatchedinanyearlierperiod. To keep abreast with all these scatteredsourcesofinformationinabroadarealikedryingisextremelydifcultformostreadersinacademiaandindustryalike.So, thethirdeditionof the Handbook, nearlyadecadeafterthesecondedition, will playaveryim-portant role in providing comprehensive, updatedinformationandaviewof the current state of theartinindustrialdryingasamorecohesivewhole.Thisthirdeditioncontinuesthestyleof thetwoprevious ones; theauthors areinternational leadersandgenerallyrecognizedworldauthoritiesfromaca-demia, industry, andR&Dlaboratories frommanycountries. Itmaintainstheessential interdisciplinarycharacter addressing a broad academic and industrialreadership. This bookgives the possibilityfor self-studyandof ndingaclearoverviewof thefunda-mentals andpractical informationinbroadaspectsandproblemsofdryingtechnology. Itislikehavingonesownprivateconsultantonthedesk.Thetopicschosenareconstructedtogiveaquickand clear overview of the fundamental principles andmanypractical datareferringtotheselectionof in-dustrial dryers, descriptionofdryingequipment, in-dustrial dryingtechnologies, recent developmentsinR&Dindryingaswellasfuturetrends.Over60%ofthechaptersarenewandsome40%revised. Afewchaptershavebeendeletedfromthesecondeditiondue to space limitations. Newsections have beenadded to encompass the latest data on drying ofseveral materials (foods, wood, herbal medicines,sludge, grain, nanosizeproducts, shandseafood,etc.); somedryertypes(rotary, indirect,drum,uid-ized,ushandpneumatic,etc.)withastronggeneralapproach to energy, environmental safety, controlandqualityaspects. Sopractically, this editioncanbe treated as a truly newHandbook of IndustrialDrying based on the latest achievements in the dryingarea.Finally, havinginmindtheinternational charac-ter of the authors, this Handbookgives readers achancetogetacquaintedinconsiderabledetail withtheliteraturesources publishednot onlyinEnglishbut alsoinotherlanguages. Keyrelevant referencesareincludedattheendofeachchapter.I am condent that this third edition of the Hand-book will be of great help to the broad audience fromacademiaandintheapplication,progressandfuturetrendsindryingR&Donaglobalscale.CzesawStrumioLodzTechnicalUniversityLodz,Poland2006byTaylor&FrancisGroup,LLC.2006byTaylor&FrancisGroup,LLC.Preface to the First EditionDryingofsolidsisoneoftheoldestandmostcom-monunitoperationsfoundindiverseprocessessuchasthoseusedintheagricultural, ceramic, chemical,food, pharmaceutical,pulpand paper, mineral, poly-mer,andtextileindustries.Itisalsooneofthemostcomplexandleastunderstoodoperationsbecauseofthe difculties anddeciencies inmathematical de-scriptions of the phenomenaof simultaneousandoften coupled and multiphasetransport of heat,mass, and momentum in solid media. Drying is there-foreanamalgamofscience, technology, andart(orknow-howbasedonextensiveexperimentalobserva-tions and operating experience) and is likely to remainso,atleastfortheforeseeablefuture.Industrial as well as academic interest insolidsdrying has beenonthe rise for over a decade, asevidencedbythecontinuingsuccess of theBiennialIndustrial DryingSymposia(IDS) series. Theemer-gence of several book series and an internationaljournal devoted exclusively to drying and relatedareas alsodemonstrates thegrowinginterest inthiseld.Thesignicantgrowthinresearchand develop-mentactivityinthewesternworldrelatedtodryingand dewatering was no doubt triggered by the energycrunch of the early 1970s, which increased the cost ofdrying several-fold within only a few years. However,itisworthnotingthatcontinuedeffortsinthisareawill be driven not only by the need to conserve energy,but alsobyneeds relatedtoincreasedproductivity,betterproductquality,qualitycontrol,newproductsand newprocesses, safer and environmentally superioroperation, etc.This book is intended to serve both the practicingengineerinvolvedintheselectionordesignofdryingsystemsandtheresearcherasareferenceworkthatcovers the wide eld of drying principles, variouscommonly used drying equipment, and aspects ofdrying in important industries. Since industrial dryerscanbenelycategorizedintoover200variantsand,furthermore, since theyare foundinpracticallyallmajor industrial sectors, it is impossible within limitedspacetocoverall aspectsof dryinganddryers. Wehavehadtomakechoices.Inviewoftheavailabilityof suchpublications as Advances inDryingandtheProceedings of the International Drying Symposia,whichemphasizeresearchanddevelopmentinsolidsdrying, we decided to concentrate on various practicalaspects of commonly used industrial dryers followingabriefintroductiontothebasicprinciples,classica-tion and selection of dryers, process calculationschemes, and basic experimental techniques in drying.For detailed information on the fundamentals of dry-ing, the reader is referred to varioustextbooks in thisarea.The volume is divided into four major parts. Part Icovers the basic principles, denitions, and process cal-culation methods in a general but concise fashion. Thesecondpartisdevotedtoaseriesofchaptersthatde-scribe anddiscuss themore commonly used industrialdryers.Novelandlessprevalentdryershavebeenex-cluded from coverage; the reader will nd the necessaryreferences in Appendix B, which lists books devoted todryingandrelatedareas inEnglishas well as otherlanguages. Part III is devoted to the discussion of cur-rent drying practices in key industrial sectors in whichdrying is a signicant if not necessarily dominantoperation. Some degree of repetition was unavoidablesincevariousdryersarediscussedundertwopossiblecategories. Most readers will, however, nd such infor-mationcomplementaryasitisderivedfromdifferentsourcesandgenerallypresentedindifferentcontexts.Becauseoftheimportanceofgashumiditymeas-urement techniques, whichcanbe usedtomonitorandcontroltheconvectivedryingoperation,PartIVincludes a chapter that discusses such techniques.Energy savings in drying via the application of energyrecovery techniques, and process and design modica-tions, optimization and control, and new drying tech-niquesandnonconventional energysourcesarealsocoveredinsomedepthinthenalpartofthebook.Finally, itismypleasantdutytoexpressmysin-cerest gratitude to the contributors from industry andacademia, fromvariouspartsoftheworld, fortheircontinued enthusiasm and interest in completingthismajorproject. Thecommentsandcriticismsre-ceived fromover 25 reviewers were very valuableinimprovingthe contents withinthe limitations ofspace. Many dryer manufacturers assisted me andthecontributors directlyor indirectly, byprovidingnonproprietaryinformationabout their equipment.Dr.MauritsDekker,ChairmanoftheBoard,MarcelDekker, Inc., was instrumental in elevating thelevel of myinterest indryingsothat I was abletoundertakethemajortaskofcompilingandeditingahandbook in a truly multidisciplinary area whoseadvancement depends oncloser industryacademiainteraction and cooperation. My heartfelt thanksgotoChairmanMaufor his kindness, continuous2006byTaylor&FrancisGroup,LLC.encouragement,andcontagiousenthusiasmthrough-outthisproject.Over thepast four years, manyof mygraduatestudentsprovidedmewithenthusiasticassistanceinconnectionwiththisproject. Inparticular, IwishtothankMainul HasanandVictor Jariwalafor theirhelpandsupport. Inaddition, PurnimaandAnitaMujumdar kindly word-processed countless draftsofnumerouschapters. Withouttheassistanceofmycoauthors, itwouldhavebeenimpossibletoachievethe degree of coverage attained in this book. I wish torecordmyappreciationof theirefforts. Indeed, thisbook is a result of the combined and sustained effortsofeveryoneinvolved.ArunS.Mujumdar2006byTaylor&FrancisGroup,LLC.Preface to the Second EditionThe second edition of the Handbook of IndustrialDrying is a testimonial to the success of the rstedition published in 1987. Interest in the drying oper-ation has continued to increase on a truly global scaleoverthepastdecade.Forexample,over1500papershave been presented at the biennial InternationalDryingSymposia(IDS) sinceits inceptionin1978.Drying TechnologyAn International Journal pub-lished some 2000 pages in seven issues in 1993comparedwithjust over300, onlyadecadeearlier.ThegrowthindryingR&Disstimulatedby theneedto design and operate dryers more efciently andproduceproductsofhigherquality.Ahandbook is expected to provide the readerwithcritical informationandadviceonappropriateuseofsuchinformationcompiledinareadilyaccess-ible form. It is intended to bring together widelyscatteredinformationandknow-howinacoherentformat. Sincedryingof solids is amultidisciplinaryeldindeed,adisciplinebyitselfitisnecessarytocall on the expertise of individuals fromdifferentdisciplines, different industrial sectors, and severalcountries.Aquickperusalofthelistofcontributorswill indicate a balanced blend of authorship fromindustryas well as academia. Anattempt has beenmade toprovide the keyelements of fundamentalsalong with details of industrial dryers and specialaspects of drying inspecic industries, e.g., foods,pulpandpaper,andpharmaceuticals.The rst edition contained 29 chapters and 2 appen-dixes;thisone contains43 chapters and3appendixes.Aside fromthe addition of newchapters to cover topicsmissing fromthe rst one, a majority of earlier chaptershave beenupdatedsome fully rewritten with newauthorship. This editioncontains over60%newup-dated material. Thus, this book will be a valuable addi-tion even to the bookshelves that already hold the rstedition.This revised and expanded edition follows thesamegeneral organizationastherstwithadditionsmadetoeachofthefourpartstoeliminatesomeoftheweaknessesof therst edition. Forexample, anextensive chapter is added in Part I on transportproperties needed for dryer calculations. Chaptersoninfrareddryingandthenovel impingingstreamdryers are addedtoPart II. Part III contains thelargest enhancement with ten newchapters whilePartIViscompletelynewexceptforthechapteronhumiditymeasurements.Atwo-volumesetofthismagnitudemustdependonthe direct andindirect contributions of a largenumber of individuals andorganizations. Clearlyitis impossible to name them all. I am grateful to all thecontributors for the valuable time and effort theydevoted to this project. The companies and publisherswhohave permittedus toreproduce some of theircopyrightedartworkareacknowledgedfortheirsup-port.Appropriatecreditsaregiveninthetextwhereapplicable. ExergexCorporation, Brossard, Quebec,Canada provided all the secretarial and related assist-ance over a three-year period. Without it this revisionwouldhavebeennearlyimpossible.Overthe past two yearsmost ofmy graduate stu-dentsandpostdoctoral fellowsofMcGill Universityhave provided me with very enthusiastic assistance invariousforms in connection with this project. In par-ticular, I wish to express my thanks to Dr. T. Kudra forhiscontinuedhelpinvariousways. Purnima, Anita,andAmitMujumdarkindlyword-processednumer-ous chapters and letters, and helped me keep track ofthe incredible paperworkinvolved. The encourage-ment I received from Dr. Carl W. Hall was singularlyvaluableinkeepingme goingonthis project whilehandling concurrently the editorial responsibilitiesfor Drying TechnologyAn International Journal andahost of other books. Finally, the staff at MarcelDekker, Inc., have been marvellous; I sincerely appre-ciate their patience and faith in this project.ArunS.Mujumdar2006byTaylor&FrancisGroup,LLC.2006byTaylor&FrancisGroup,LLC.Preface to the Third EditionFromthesuccessofthesecondeditionoftheHand-book of Industrial Drying the need for an updated andenhancededitionisrealizedat thistime. Interest inindustrial dryingoperations has beengrowingcon-tinuouslyoverthelastthreedecadesandstill showsnosignsofabatement.Thisunitoperationiscentraltoalmost all industrial sectorswhileexposuretoitsfundamentals and applications is minimal in mostengineeringandappliedsciencecurriculaaroundtheworld. Theescalatinginterest indryingisevidencedbythelargenumber of international, regional, andnationalconferencesbeingheldregularlyaroundtheworld, whicharedevotedexclusivelytothermal andnonthermal dehydration and drying. Although decep-tively simple, the processes involved are still too com-plex to be described condently in mathematicalterms. This means that the designandanalyses ofindustrial dryers remaina combination of science,engineering, and art. It is necessary to have bothknow-howandknow-whyof theprocessesinvolvedtoimprovethedesignandoperationofdryers. Thisbook represents a comprehensive compendium of col-lectedknowledgeofexpertsfromaroundtheworld.We are grateful to them for contributing to this effort.As in the earlier editions, we have a blend ofacademic and industry-based authors. The academicswere carefully selected to ensure they also have indus-trial backgroundsothat readers canreliablyutilizetheknowledgeembeddedinthisbook.Nevertheless,weneedtoincludeinformationandresourcesavail-able in thepublic domain;despite our best intentionsandhighdegreeofselectivity, wecannotassumere-sponsibilityforvalidityofall thedataandinforma-tiongiveninthis book. Readers must exercise duediligence before using the data in an industrial designoroperation.About twothirds of this bookcontains newmaterialwrittenbynewauthorsusingrecentliterature. Afewtopics from the second chapter are deleted. Numerouschapters are totallyrewritten with new authorship.Atleast tennewchaptershavebeenaddedtomakethecoverageencyclopedic. Ibelievethat individualsandlibraries who have the second edition in their collectionshould keep that as an independent reference. The ma-terialinitisstillrelevantsincetheshelf-lifeofdryingtechnologiesisratherlongseveraldecades!As some 50,000 materials are estimated to requiredryingonvaryingscales, it isobviousthat it isim-possibletopretendtocoverall possibledryertypesandproductsinanysingleresource. However, Ibe-lieve we have coveredmost of the commonlyuseddrying equipment and ancillaries, as well as addressedindustrialsectorswheredryingisakeyoperation.Inthiseditionforthersttimewehavecoveredseveralnew topics relevant to drying, e.g., risk analysis, crys-tallization, and frying. We have also covered new andemergingdryingtechnologiesinadequatedetail.Thisbookisorganizedinmuchthesamewayastheearliereditions. Themaindifferenceisthewidercoverage of topics. Once again, a deliberate attempt ismadetocovermostindustrial sectorsandmakethecontent useful toindustryaswell asacademia. Stu-dents and instructors in many disciplines will nd thecontent useful for teaching, design, and research. It isparticularlyusefulforresearcherswhowishtomaketheirndingsrelevanttoreal-worldneeds.As energy costs escalate and environmentalimpact becomes a serious issue in the coming decade,itisclearthatthesignicanceofdryingforindustrywill rise. It is hoped that industry will encourageacademiatoincludethestudyof drying, bothas abasic and as an applied subject, as an essential part ofengineeringandtechnicalcurricula.Industryuniver-sitycooperationandactivecollaborationisessentialtogainingin-depthknowledgeofdryinganddryers.Ibelievethattherisingenergycostsanddemandforenhanced product quality will drive drying R&D.Althoughnotrulydisruptivedryingtechnologyap-pears onthe horizontoday, it is likely tohappenwithinthe next decade. This bookaddresses someof the newtechnologies that have the potential tobedisruptive.Productionof amassivehandbooksuchas thisoneis acollectiveeffort of scores of dedicatedandenthusiastic individuals fromaroundthe globe. In-deed, this bookembodies aresult of globalization.Asidefromtheauthorsandreferees, numerousstaffmembersinitiallyatMarcelDekker,NewYork,andthenatTaylor&Francis, Philadelphia, havehelpedmovethisproject alongoveraperiodof nearlyveyears. Purnima Mujumdar, as usual,played a pivotalpart inbringingthisproject toasuccessful closure.Withoutherenthusiasticvolunteereffortitishighlyunlikely this book would have seen the proverbial endof the tunnel. A number of my postgraduate studentsat McGill, National University of Singapore, andindeed many overseas institutions also assisted invariouswaysforwhichIwantexpressmygratitude.2006byTaylor&FrancisGroup,LLC.The encouragement I received regularly from Dr. CarlHall was instrumental inkeeping the project aliveandkickingover verylongperiods, especiallysinceit competedformyleisuretimeusedtoedit DryingTechnologyAn International Journal and severalother books, as well as organizational effort formanydrying-relatedconferencessuchasIDS,ADC,NDC, IWSID, etc. I thank the authors for theirpatience and effort in making this third edition avaluablereferencework.ArunS.MujumdarSingapore2006byTaylor&FrancisGroup,LLC.EditorArunS.Mujumdariscurrentlyprofessorofmechan-icalengineeringattheNationalUniversityofSinga-pore, Singapore, and adjunct professor of chemical aswell as agricultural and biosystems engineering atMcGillUniversity,Montreal,Canada.Until2000,hewasprofessorofchemical engineeringatMcGill. Heearned his B.Chem.Eng. with distinction from UDCT,University of Mumbai, India, andhis M.Eng. andPh.D., bothinchemical engineering, fromMcGill.He has publishedover 300refereedpublications inheat/mass transfer and drying. He has worked onexperimentalandmodelingprojectsinvolvingalmostall physical formsof wet productstobedriedinatleast 20 different drying congurations, many ofwhichwerehisoriginal ideasthatwerelatercarriedforwardbyothers. Hehassupervisedover40Ph.D.students and over 30 postdoctoral researchers atMcGill,NationalUniversityofSingapore,aswellasinseveral other countries. Dr. Mujumdar has wonnumerous international awards andhonors for hisdistinguishedcontributions tochemical engineeringingeneral, andtodryingas well as heat andmasstransfer in particular. Founder/programchairmanof the International DryingSymposium(IDS) andcofounderofthesistersymposiaADC,IADC,NDCseries, he is a frequent keynote speaker at majorinternational conferencesandaconsultantindryingtechnology for numerous multinational companies.He serves as the editor-in-chief of the premier archivaljournalDryingTechnologyAnInternationalJournal.He is also the editor of over 50 books includingthe widelyacclaimedHandbookof Industrial Drying(Marcel Dekker, NewYork) nowundergoing thirdenhancededition.Hisrecentbook,MujumdarsPrac-tical Guide to Industrial Drying, has already been trans-lated into several languages including Chinese,Indonesian, French, Vietnamese, and Hungarian.Dr. Mujumdar has lecturedin38 countries across4continents.Hehasalsogivenprofessionaldevelop-ment coursesto industrial and academicaudiencesintheUnitedStates,Canada,Japan,China,andIndia.Details of his research activities and interests in dryingcanbefoundatwww.geocities.com/AS_Mujumdar.He has been instrumental in developing thethen-neglectedeldof dryingintoamajor multi-andinterdisciplinaryeldonatrulyglobal scale.Thankstohismissionaryefforts, oftencarriedoutsingle-handedlybeforetheeldreceivedworldwiderecognition, engineers and scientists around theworldhave beenable topursue their interests inthis exciting eld, which provides a kaleidoscopeof challenging research opportunities for innov-ation. HeisaptlycalledtheDryingGurualabelhe was rst given during the presentation of theesteemedJosephJanus Medal of theCzechAcad-emy of Sciences in Prague in 1990 to honor hiscountless contributions to chemical engineeringanddryingtechnologies.2006byTaylor&FrancisGroup,LLC.2006byTaylor&FrancisGroup,LLC.ContributorsJanuszAdamiecFacultyofProcessandEnvironmentalEngineeringLodzTechnicalUniversityLodz,PolandIreneBordeDepartmentofMechanicalEngineeringBen-GurionUniversityoftheNegevBeerSheva,IsraelRobertoBruttiniCriofarma-FreezeDryingEquipmentTurin,ItalyWallaceW.CarrSchoolofPolymer,Textile,andFiberEngineeringGeorgiaInstituteofTechnologyAtlanta,GeorgiaStefanCenkowskiBiosystemsEngineeringUniversityofManitobaWinnipeg,Manitoba,CanadaGuohuaChenDepartmentofChemicalEngineeringTheHongKongUniversityofScienceandTechnologyClearWaterBay,KowloonHongKongD.K.DasGuptaDefenseFoodResearchLabMysore,IndiaSakamonDevahastinDepartmentofFoodEngineeringKingMongkutsUniversityofTechnologyThonburiBangkok,ThailandIvaFilkovaFacultyofMechanicalEngineering(retired)CzechTechnicalUniversityPrague,CzechRepublicMainulHasanDepartmentofMiningandMetallurgicalEngineeringMcGillUniversityMontreal,Quebec,CanadaMasanobuHasataniDepartmentMechanicalEngineeringAichiInstituteofTechnologyToyota,JapanLiXinHuangDepartmentofEquipmentResearchandDevelopmentResearchInstituteofChemicalIndustryofForestProductsNanjing,PeoplesRepublicofChinaJamesY.HungHungInternationalAppleton,WisconsinLaszlo ImreDepartmentofEnergyBudapestUniversityofTechnologyBudapest,HungaryYoshinoriItayaDepartmentofChemicalEngineeringNagoyaUniversityNagoya,JapanMasashiIwataDepartmentofChemistryandBiochemistrySuzukaNationalCollegeofTechnologySuzuka,JapanK.S.JayaramanDefenseFoodResearchLabMysore,IndiaDigvirS.JayasUniversityofManitobaWinnipeg,Manitoba,Canada2006byTaylor&FrancisGroup,LLC.ChuaKianJonDepartmentofMechanicalandProductionEngineeringNationalUniversityofSingaporeSingaporePeterL.JonesEATechnologyLtd.Capenhurst,UnitedKingdomRamiY.JumahDepartmentofChemicalEngineeringJordanUniversityofScienceandTechnologyIrbid,JordanWadysawKaminskiFacultyofProcessandEnvironmentalEngineeringLodzTechnicalUniversityLodz,PolandRogerB.KeeyDepartmentofChemicalandProcessEngineeringUniversityofCanterburyChristchurch,NewZealandChouSiawKiangDepartmentofMechanicalandProductionEngineeringNationalUniversityofSingaporeSingaporeMagdaliniKrokidaDepartmentofChemicalEngineeringNationalTechnicalUniversityofAthensAthens,GreeceTadeuszKudraCANMETEnergyTechnologyCenterVarennes,Quebec,CanadaChungLimLawSchoolofChemicalandEnvironmentalEngineeringFacultyofEngineeringandComputerScienceUniversityofNottinghamSelangor,MalaysiaH.StephenLeeAlcoaTechnicalCenterMonroeville,PennsylvaniaAndrzejLenartDepartmentofFoodEngineeringandProcessManagementFacultyofFoodTechnologyWarsawAgriculturalUniversity(SGGW)Warsaw,PolandAviLevyDepartmentofMechanicalEngineeringBen-GurionUniversityoftheNegevBeer-Sheva,IsraelPiotrP.LewickiDepartmentofFoodEngineeringandProcessManagementFacultyofFoodTechnologyWarsawAgriculturalUniversity(SGGW)Warsaw,PolandAthanasiosI.LiapisDepartmentofChemicalandBiologicalEngineeringUniversityofMissouri-RollaRolla,MissouriMarjattaLouhi-KultanenLappeenrantaUniversityofTechnologyLappeenranta,FinlandDimitrisMarinos-KourisDepartmentofChemicalEngineeringNationalTechnicalUniversityofAthensAthens,GreeceAdamS.MarkowskiFacultyofProcessandEnvironmentalEngineeringLodzTechnicalUniversityLodz,PolandZ.B.MaroulisDepartmentofChemicalEngineeringNationalTechnicalUniversityofAthensAthens,GreeceKarolyMolnarDepartmentofChemicalEquipment/AgricultureTechnicalUniversityofBudapestBudapest,HungaryShigekatsuMoriDepartmentofChemicalEngineeringNagoyaUniversityNagoya,Japan2006byTaylor&FrancisGroup,LLC.ArunS.MujumdarDepartmentofMechanicalandProductionEngineeringNationalUniversityofSingaporeSingaporeHyunyoungOkSchoolofPolymer,TextileandFiberEngineeringGeorgiaInstituteofTechnologyAtlanta,GeorgiaVassilikiOreopoulouDepartmentofChemicalEngineeringNationalTechnicalUniversityofAthensAthens,GreeceZdzisawPakowskiFacultyofProcessandEnvironmentalEngineeringLodzTechnicalUniversityLodz,PolandElizabethPallaiResearchInstituteofChemicalandProcessEngineeringPannonUniversityofAgriculturalSciencesVeszprem,HungarySeppoPalosaariDepartmentofChemicalEngineeringKyoto,UniversityKyoto,JapanPatrickPerreFrenchInstituteofForestry,AgriculturalandEnvironmentalEngineering(ENGREF)Nancy, FranceJerzyPikonSilesianTechnicalUniversityGliwice,PolandAnaM.R.PilosofDepartamentodeIndustriasFacultaddeCienciasExactasyNaturalesUniversidaddeBuenosAiresBuenosAires,ArgentinaDanPoirierAeroglideCorporationRaleigh,NorthCarolinaOsmanPolatProcter&GambleInternationalDivisionCincinnati,OhioVijayaG.S.RaghavanDepartmentofAgriculturalandBiosystemsEngineeringMacdonaldCampusofMcGillUniversitySt.AnnedeBellevue,Quebec,CanadaM.ShaurRahmanDepartment of Food Science and NutritionCollege of Agriculture and Marine SciencesSultan Qaboos UniversityMuscat, Sultanate of OmanCristinaRattiSoilsandAgri-FoodEngineering(SGA)LavalUniversityQuebecCity,Quebec,CanadaShyamS.SablaniDepartment of Food Science andNutrition College of Agriculture andMarine SciencesSultan Qaboos UniversityMuscat, Sultanate of OmanVirginiaE.SanchezDepartamentodeIndustriasFacultaddeCienciasExactasyNaturalesUniversidaddeBuenosAiresBuenosAires,ArgentinaG.D.SaravacosDepartmentofChemicalEngineeringNationalTechnicalUniversityofAthensAthens,GreeceRobertF.SchiffmannR.F.SchiffmannAssociates,Inc.NewYork,NewYorkZuoliangShaCollegeofMarineScienceandEngineeringTianjinUniversityofScienceandTechnologyTianjin, PeoplesRepublicofChinaMompeiShiratoDepartmentofChemicalEngineering(retired)NagoyaUniversityNagoya,Japan2006byTaylor&FrancisGroup,LLC.ShahabSokhansanjDepartmentofChemical&BiologicalEngineeringUniversityofBritishColumbiaVancouver,BritishColumbia,CanadaVenkateshSosleDepartmentofAgriculturalandBiosystemsEngineeringMacdonaldCampusofMcGillUniversitySt.AnnedeBellevue,Quebec,CanadaCzesawStrumioFacultyofProcessandEnvironmentalEngineeringLodzTechnicalUniversityLodz,PolandTiborSzentmarjayTestingLaboratoryofEnvironmentalProtectionVeszprem,HungaryZbigniewT.SztabertChemicalIndustryInstitute(retired)Warsaw,PolandWanRamliWanDaudDepartmentofChemicalEngineeringUniversitiKebangsaanMalaysiaSebangor,MalaysiaBaoheWangDalianUniversityofTechnologyDalian,PeoplesRepublicofChinaRichardJ.WimbergerSpoonerIndustriesInc.Depere,WisconsinRolandWimmerstedtCenterforChemistryandChemicalEngineeringLundUniversityofTechnologyLund,SwedenPoLockYueDepartmentofChemicalEngineeringHongKongUniversityofScienceandTechnologyClearWaterBay,KowloonHongKongRomuald_ZZyaFacultyofProcessandEnvironmentalEngineeringLodzTechnicalUniversityLodz,Poland2006byTaylor&FrancisGroup,LLC.Table of ContentsPartI FundamentalAspects1 Principles,Classication,andSelectionofDryersArunS.Mujumdar2 ExperimentalTechniquesinDryingKarolyMolnar3 BasicProcessCalculationsandSimulationsinDryingZdzisawPakowskiandArunS.Mujumdar4 TransportPropertiesintheDryingofSolidsDimitrisMarinos-KourisandZ.B.Maroulis5 Spreadsheet-AidedDryerDesignZ.B.Maroulis,G.D.Saravacos,andArunS.MujumdarPartII DescriptionofVariousDryerTypes6 IndirectDryersSakamonDevahastinandArunS.Mujumdar7 RotaryDryingMagdaliniKrokida,DimitrisMarinos-Kouris,andArunS.Mujumdar8 FluidizedBedDryersChungLimLawandArunS.Mujumdar9 DrumDryersWanRamliWanDaud10 IndustrialSprayDryingSystemsIvaFilkova,LiXinHuang,andArunS.Mujumdar11 FreezeDryingAthanasiosI.LiapisandRobertoBruttini12 MicrowaveandDielectricDryingRobertF.Schiffmann13 SolarDryingLaszlo Imre14 SpoutedBedDryingElizabethPallai,TiborSzentmarjay,andArunS.Mujumdar15 ImpingementDryingArunS.Mujumdar16 PneumaticandFlashDryingIreneBordeandAviLevy17 ConveyorDryersDanPoirier2006byTaylor&FrancisGroup,LLC.18 InfraredDryingCristinaRattiandArunS.Mujumdar19 SuperheatedSteamDryingArunS.Mujumdar20 SpecialDryingTechniquesandNovelDryersTadeuszKudraandArunS.MujumdarPartIII DryinginVariousIndustrialSectors21 DryingofFoodstuffsShahabSokhansanjandDigvirS.Jayas22 DryingofFishandSeafoodM.ShaurRahman23 GrainDryingVijayaG.S.RaghavanandVenkateshSosle24 GrainPropertyValuesandTheirMeasurementDigvirS.JayasandStefanCenkowski25 DryingofFruitsandVegetablesK.S.JayaramanandD.K.DasGupta26 DryingofHerbalMedicinesandTeaGuohuaChenandArunS.Mujumdar27 DryingofPotato,SweetPotato,andOtherRootsShyamS.SablaniandArunS.Mujumdar28 OsmoticDehydrationofFruitsandVegetablesPiotrP.LewickiandAndrzejLenart29 DryingofPharmaceuticalProductsZdzisawPakowskiandArunS.Mujumdar30 DryingofNanosizeProductsBaoheWang,LiXinHuang,andArunS.Mujumdar31 DryingofCeramicsYoshinoriItaya,ShigekatsuMori,andMasanobuHasatani32 DryingofPeatandBiofuelsRolandWimmerstedt33 DryingofFibrousMaterialsRogerB.Keey34 DryingofTextileProductsWallaceW.Carr,H.StephenLee,andHyunyoungOk35 DryingofPulpandPaperOsmanPolatandArunS.Mujumdar36 DryingofWood:PrinciplesandPracticesPatrickPerreandRogerB.Keey37 DryinginMineralProcessingArunS.Mujumdar38 DewateringandDryingofWastewaterTreatmentSludgeGuohuaChen,PoLockYue,andArunS.Mujumdar2006byTaylor&FrancisGroup,LLC.39 DryingofBiotechnologicalProductsJanuszAdamiec,WadysawKaminski,AdamS.Markowski,andCzesawStrumio40 DryingofCoatedWebsJamesY.Hung,RichardJ.Wimberger,andArunS.Mujumdar41 DryingofPolymersArunS.MujumdarandMainulHasan42 DryingofEnzymesAnaM.R.PilosofandVirginiaE.Sanchez43 DryingofCoalJerzyPikon andArunS.MujumdarPartIV MiscellaneousTopicsinIndustrialDrying44 DryerFeedingSystemsRamiY.JumahandArunS.Mujumdar45 DryerEmissionControlSystemsRamiY.JumahandArunS.Mujumdar46 EnergyAspectsinDryingCzes"lawStrumi"l"lo,PeterL.Jones,andRomualdZZya47 HeatPumpDryingSystemsChouSiawKiangandChuaKianJon48 SafetyAspectsofIndustrialDryersAdamS.MarkowskiandArunS.Mujumdar49 ControlofIndustrialDryersRamiY.Jumah,ArunS.Mujumdar,andVijayaG.S.Raghavan50 SolidLiquidSeparationforPretreatmentofDryingOperationMompeiShiratoandMasashiIwata51 IndustrialCrystallizationSeppoPalosaari,MarjattaLouhi-Kultanen,andZuoliangSha52 FryingofFoodsVassilikiOreopoulou,MagdaliniKrokida,andDimitrisMarinos-Kouris53 Cost-EstimationMethodsforDryingZbigniewT.SztabertandTadeuszKudra2006byTaylor&FrancisGroup,LLC.Part IFundamental Aspects 2006 by Taylor & Francis Group, LLC. 2006 by Taylor & Francis Group, LLC.1Principles, Classication,and Selection of DryersArun S. MujumdarCONTENTS1.1 Introduction............................................................................................................................................... 41.2 ExternalConditions(Process1)................................................................................................................. 51.2.1 VaporLiquidEquilibriumandEnthalpyforaPureSubstanceVaporPressureCurve................ 61.2.1.1 TheClausiusClapeyronEquation................................................................................... 61.2.1.2 Enthalpy........................................................................................................................... 61.2.1.3 HeatCapacity................................................................................................................... 71.2.2 VaporGasMixtures ...................................................................................................................... 81.2.3 UnsaturatedVaporGasMixtures:PsychrometryinRelationtoDrying...................................... 91.2.3.1 DryBulbTemperature ..................................................................................................... 91.2.3.2 DewPoint......................................................................................................................... 91.2.3.3 HumidVolume................................................................................................................. 91.2.3.4 Enthalpy........................................................................................................................... 91.2.4 EnthalpyHumidityCharts .......................................................................................................... 101.2.4.1 AdiabaticSaturationCurves .......................................................................................... 111.2.4.2 WetBulbTemperature................................................................................................... 121.2.5 TypesofPsychrometricRepresentation ....................................................................................... 131.3 InternalConditions(Process2)................................................................................................................ 131.3.1 MoistureContentofSolids .......................................................................................................... 141.3.2 MoistureIsotherms....................................................................................................................... 141.3.2.1 SorptionDesorptionHysteresis..................................................................................... 151.3.2.2 TemperatureVariationsandEnthalpyofBinding......................................................... 161.3.3 DeterminationofSorptionIsotherms........................................................................................... 161.4 MechanismofDrying .............................................................................................................................. 171.4.1 CharacteristicDryingRateCurve ................................................................................................ 181.5 ClassicationandSelectionofDryers ..................................................................................................... 201.5.1 HeatingMethods .......................................................................................................................... 211.5.1.1 Convection ..................................................................................................................... 211.5.1.2 Conduction..................................................................................................................... 221.5.1.3 Radiation........................................................................................................................ 221.5.2 TemperatureandPressureofOperation....................................................................................... 221.5.3 ConveyingofMaterialinDryer ................................................................................................... 221.6 EffectofEnergyCosts,Safety,andEnvironmentalFactorsonDryerSelection .................................... 241.7 DesignofDryers...................................................................................................................................... 261.8 GuidelinesforDryerSelection................................................................................................................. 261.9 Conclusions.............................................................................................................................................. 29Acknowledgment.............................................................................................................................................. 30Nomenclature ................................................................................................................................................... 31References ........................................................................................................................................................ 312006byTaylor&FrancisGroup,LLC.1.1 INTRODUCTIONDrying commonly describes the process of thermallyremovingvolatilesubstances(moisture) toyieldasolid product. Moisture held in loose chemical com-bination, present as a liquid solution within the solidor even trapped in the microstructure of the solid,which exerts a vapor pressure less than that of pureliquid, is called bound moisture. Moisture in excess ofbound moisture is called unbound moisture.When a wet solid is subjected to thermal drying,two processes occur simultaneously:1.Transfer of energy (mostly as heat) from thesurrounding environment to evaporate the sur-face moisture2.Transfer of internal moisture to the surface ofthe solid and its subsequent evaporation due toprocess 1The rate at which drying is accomplished is gov-erned by the rate at which the two processes proceed.Energy transfer as heat from the surrounding envir-onment to thewet solid can occur as a result ofconvection, conduction, orradiationandinsomecases as a result of a combination of these effects.Industrial dryers differ in type and design, dependingon the principal method of heat transfer employed. Inmost cases heat is transferred to the surface of the wetsolid and then to the interior. However, in dielectric,radio frequency (RF), or microwave freeze drying,energy is supplied to generate heat internally withinthe solid and ows to the exterior surfaces.Process 1, the removal of water as vapor from thematerial surface, depends on the external conditionsof temperature, air humidity and ow, area of ex-posed surface, and pressure.Process 2, the movement of moisture internallywithin the solid, is a function of the physical natureof the solid, the temperature, and its moisture con-tent. In a drying operation any one of these processesmay be the limiting factor governing the rate of dry-ing, although they both proceed simultaneouslythroughout the drying cycle. In the following sectionswe shall discuss the terminology and some of the basicconcepts behind the two processes involved in drying.Theseparationoperationof dryingconvertsasolid, semisolid, or liquid feedstock into a solid prod-uct by evaporation of the liquid into a vapor phasethrough application of heat. In the special case offreeze drying, whichtakes place belowthe triplepoint of the liquid that is removed,drying occursby sublimation of the solid phase directly into thevapor phase. This denition thus excludes conversionof a liquid phase into a concentrated liquid phase(evaporation), mechanical dewatering operationssuch as ltration, centrifugation, sedimentation, super-critical extraction of water from gels to produce ex-tremely high porosity aerogels (extraction) or so-calleddrying of liquids and gases by the use of molecularsieves (adsorption). Phase change and production of asolid phase as end product are essential features of thedrying process. Drying is an essential operation in thechemical, agricultural, biotechnology, food, polymer,ceramics,pharmaceutical,pulp and paper,mineralprocessing, and wood processing industries.Drying is perhaps the oldest, most common andmost diverse of chemical engineering unit operations.Over 400 types of dryers have been reported whereasover 100 distinct types are commonly available. Itcompetes with distillation as the most energy-intensiveunit operation due to the high latent heat of vapor-ization and the inherent inefciency of using hot air asthe (most common) drying medium. Several studiesreport national energy consumption for industrial dry-ing operations ranging from1015%for UnitedStates, Canada, France, andU.K. to2025%forDenmark and Germany. The latter gures have beenobtained recently based on mandatory energy auditdata supplied by industry and hence are more reliable.Energy consumption in drying ranges from a lowvalue of under 5% for the chemical process industriesto 35% for the papermaking operations. In the UnitedStates, for example, capital expenditures for dryersare estimated to be in the order of only $800 millionper annum. Thus, the major costs for dryers are in theiroperation rather than in their initial investment costs.Drying of various feedstocks is needed for one orseveralof the following reasons:need for easy-to-handle free-owing solids, preservation and storage,reduction in cost of transportation, achieving desiredquality of product, etc. In many processes, improperdrying may lead to irreversible damage to productquality and hence a nonsalable product.Beforeproceedingtothebasicprinciples, it isuseful to note the following unique features of drying,which make it a fascinating and challenging area forresearch and development (R&D):.Product size may range from microns to tens ofcentimeters (in thickness or depth).Product porosity may range from 0 to 99.9%.Drying times range from 0.25 s (drying of tissuepaper) to 5 months (for certain hardwood species).Production capacities may range from 0.10 kg/hto 100 tons/h.Product speeds rangefrom0(stationary) to2000 m/min (tissue paper).Drying temperatures range from below the triplepoint to above the critical point of the liquid 2006 by Taylor & Francis Group, LLC..Operating pressure may range from fraction of amillibar to 25 atm.Heat may be transferred continuously or inter-mittently by convection, conduction, radiation,or electromagnetic eldsClearly, nosingle designprocedure that canapply to all or even several of the dryer variants ispossible. It isthereforeessential torevert tothefundamentals of heat, mass and momentum transfercoupled with knowledge of the material properties(quality) when attempting design of a dryer or an-alysis of an existing dryer. Mathematically speaking,all processes involved, even in the simplest dryer, arehighly nonlinear and hence scale-up of dryers is gen-erallyverydifcult. Experimentation at laboratoryandpilot scalescoupledwitheldexperienceandknow how for it is essential to the development of anew dryer application. Dryer vendors are necessarilyspecialized and normally offer only a narrow rangeof drying equipment. The buyer must therefore bereasonably conversant with the basic knowledge ofthe wide assortment of dryers and be able to come upwith an informal preliminary selection before goingto the vendors with notable exceptions. In general,several different dryers may be able to handle a givenapplication.Drying is a complex operation involving transienttransferof heat and massalongwithseveral rateprocesses,such as physicalor chemicaltransform-ations, which, in turn, may cause changes in productquality as well as the mechanisms of heat and masstransfer. Physical changesthat mayoccurincludeshrinkage, pufng, crystallization, and glass transi-tions. In some cases, desirable or undesirable chem-ical or biochemical reactions may occur, leading tochanges in color, texture, odor, or other properties ofthe solid product. In the manufacture of catalysts, forexample, drying conditions can yield signicant dif-ferences in the activity of the catalyst by changing theinternal surface area.Drying occursby effecting vaporizationof theliquid by supplying heat to the wet feedstock.Asnoted earlier,heat may be supplied by convection(direct dryers), byconduction(contact orindirectdryers),radiation or volumetrically by placing thewet material in a microwave or RF electromagneticeld. Over 85% of industrial dryers are of the con-vective type with hot air or direct combustion gases asthe drying medium.Over 99% of the applicationsinvolve removal of water. All modes except the di-electric (microwave and RF) supply heat at theboundaries of thedryingobject sothat theheatmust diffuse into the solid primarily by conduction.The liquid must travel to the boundary of the materialbefore it is transported away by the carrier gas (or byapplication of vacuum for nonconvective dryers).Transport of moisture within the solid may occurby any one or more of the following mechanisms ofmass transfer:.Liquid diffusion, if the wet solid is at a tempera-ture below the boiling point of the liquid.Vapor diffusion, if the liquid vaporizes withinmaterial.Knudsen diffusion, if drying takes place at verylow temperatures and pressures, e.g., in freezedrying.Surface diffusion (possible although not proven).Hydrostatic pressure differences, when internalvaporizationrates exceedthe rate of vaportransport through the solid to the surroundings.Combinations of the above mechanismsNote that since the physical structure of the dry-ing solid is subject to change during drying, the mech-anisms of moisture transfer may also change withelapsed time of drying.1.2 EXTERNAL CONDITIONS (PROCESS 1)Here the essential external variables are temperature,humidity, rate and direction of airow, the physicalform of the solid, the desirability of agitation, and themethodof supportingthesolidduringthedryingoperation [1].Externaldrying conditions are espe-cially important during the initial stages of dryingwhen unbound surface moisture is removed. In cer-tain cases, for example, in materials like ceramics andtimber in which considerable shrinkage occurs, exces-sive surface evaporation after the initial free moisturehas been removed sets up high moisture gradients fromthe interior to the surface. This is liable to cause over-drying and excessive shrinkage and consequently hightension within the material, resulting in cracking andwarping. In these cases surface evaporation should beretarded through the employment of high air relativehumidities while maintaining the highest safe rate ofinternal moisture movement by heat transfer.Surface evaporation is controlled by the diffusionof vapor from the surface of the solid to the surround-ing atmosphere through a thin lm of air in contactwith the surface. Since drying involves the interphasetransfer of mass when a gas is brought in contact witha liquid in which it is essentially insoluble, it is neces-sary to be familiar with the equilibrium characteristicsof the wet solid. Also, since the mass transfer is usu-allyaccompaniedbythesimultaneous transfer ofheat, due consideration must be given to the enthalpycharacteristics. 2006 by Taylor & Francis Group, LLC.1.2.1 VAPORLIQUID EQUILIBRIUM ANDENTHALPY FOR A PURE SUBSTANCEVAPORPRESSURE CURVEWhen a liquid is exposed to a dry gas,the liquidevaporates, that is, forms vapor and passes into thegaseous phase.If mW is the mass of vapor in thegaseous phase, then this vapor exerts a pressure overthe liquid, the partial pressure, which, assuming idealgas behavior for the vapor, is given byPWV mWMWRT or PWVW RT (1:1)The maximum value of PW that can be reached at anytemperature is the saturated vapor pressure PW0. If thevapor pressure of a substance is plotted against tem-perature, a curve such as TC of Figure 1.1 is obtained.Also plotted in the gure are the solidliquid equilib-rium curve (melting curve) and the solidvapor (sub-limation) curve. The point T in the graph at which allthree phases can coexist is called the triple point. Forall conditions along the curve TC, liquid and vapormay coexist, and these points correspond with thesaturated liquid and the saturated vapor state. PointC is the critical point at which distinction between theliquid and vapor phases disappears, and all propertiesof the liquid, such as density, viscosity, and refractiveindex, areidentical withthoseof thevapor. Thesubstance above the critical temperature is called agas, the temperature corresponding to a pressure ateach point on the curve TC is the boiling point, andthat corresponding to a pressure of 101.3 kPa is thenormal boiling point.1.2.1.1 The ClausiusClapeyron EquationComprehensive tables of vapor-pressure data of com-mon liquids, such as water, common refrigerants, andothers, may be found in Refs. [2,3]. For most liquids,the vaporpressure data are obtained at a few discretetemperatures, and it might frequently be necessary tointerpolate between or extrapolate beyond thesemeasurement points. At aconstant pressure, theClausiusClapeyron equation relates the slope of thevapor pressuretemperature curve to the latent heatof vaporization through the relationdP0WdTDHWT(VWVL)(1:2)where VW and VL are the specic molar volumes ofsaturatedvaporandsaturatedliquid, respectively,andDHW is the molar latent heat of vaporization.Since the molar volume of the liquid is very smallcompared with that of the vapor, we neglect VL andsubstitute for VW from Equation 1.1 to obtaind ln P0W DHWRT2 dT (1:3)SinceDHW could be assumed to be a constant overshort temperature ranges, Equation 1.3 can be inte-grated toln P0W DHWRTconstant (1:4)and this equation can be used for interpolation. Al-ternatively, reference-substance plots [6] may be con-structed. For the reference substance,d ln P0R DHRRT2 dT (1:5)Dividing Equation 1.3 by Equation 1.5 and integrat-ing providesln P0W MWDHWMRDHRln P0Rconstant (1:6)The reference substance chosen is one whose vaporpressure data are known.1.2.1.2 EnthalpyAllsubstances have an internalenergy due to themotion and relative position of the constituentatoms and molecules. Absolute values of the internalVaporLiquid SolidTLCtcritpcritTemperaturePressureFIGURE 1.1 Vapor pressure of a pure liquid. 2006 by Taylor & Francis Group, LLC.energy, u, are unknown, but numerical values relativeto an arbitrarily dened baseline at a particular tem-perature can be computed. In any steady ow systemthere is an additional energy associated with forcingstreams into a system against a pressure and in for-cing streams out of the system. This ow work perunit mass is PV, where P is the pressure and V is thespecicvolume. Theinternal energyandtheowwork per unit mass have been conveniently groupedtogether intoa composite energy called the enthalpy H.The enthalpy is dened by the expressionH u PV (1:7)and has the units of energy per unit mass (J/kg or Nm/kg).Absolute values of enthalpy of a substance like theinternalenergy are not known.Relative values ofenthalpy at other conditions may be calculated byarbitrarily setting the enthalpy to zero at a convenientreference state.Oneconvenient reference state forzero enthalpy is liquid water under its own vaporpressure of 611.2 Pa at the triple-point temperatureof 273.16 K (0.018C).The isobaric variation of enthalpy with tempera-ture is shown in Figure 1.2. At low pressures in thegaseous state,when the gas behavior is essentiallyideal, the enthalpy is almost independent of the pres-sure, so the isobars nearly superimpose on each other.The curves marked saturated liquid and saturatedvapor,however,cut across the constant pressurelines and show the enthalpies for these conditions attemperatures and pressures corresponding to theequilibrium vapor pressure relationship for the sub-stance. The distance between the saturated vapor andsaturated liquid curves,such as the distance VLcorresponds to the latent heat of vaporization at atemperature T. Both T and VL are dependent onpressure, the distance VL decreases and becomeszero at the critical temperature TC. Except near thecritical temperature, the enthalpy of the liquid is al-most independent of pressure until exceedingly highpressures are reached.1.2.1.3 Heat CapacityThe heat capacity is dened as the heat required toraise the temperature of a unit mass of substance by aunit temperature. For a constant pressure process, theheat capacity CP is given byCP @Q@T P(1:8)where the heat ow Q is the sum of the internal energychange @u and the work done against pressure P @V.Equation 1.8 may be expanded as follows:CP @u@T P P@V@T P@H@T P(1:9)TemperatureSaturated liquidSaturated vaporVaporCritical pointHigh pressureLines ofconstantpressureLowpressureRelative enthalpyTCTLVFIGURE 1.2 Typical enthalpytemperature diagram for a pure substance. 2006 by Taylor & Francis Group, LLC.The slope of the isobars of Figure 1.2 yields the heatcapacities.In drying calculation, it is more convenient to usethe mean values of heat capacity over a nite tem-perature step:CP D QDT P1( T2 T1)T2T1 CP d T(1 :10)Second-order polynomials in temperature have beenfound to adequately describe the variation of CP withtemperature in the temperature range 3001500 K [4],but for the temperature changes normally occurringin drying the quadratic term can be neglected.Thus ifCP a bT (1:11)then from Equation 1.10,CP a 12 b(T1 T2) CP(Tav) (1:12)The mean heat capacity is the heat capacity evaluatedat the arithmetic mean temperature Tav.FromEquation1.9andEquation1.10,theen-thalpy of the pure substance can be estimated fromits heat capacity byH CP u(1:13)where u denotes the temperature difference or excessover the zero enthalpy reference state. Heat capacitydataforalargenumberof liquids and vapors arefound in Ref. [5].1.2.2 VAPORGAS MIXTURESWhen a gas or gaseous mixture remains in contactwith a liquid surface, it will acquire vapor from theliquid until the partial pressure of the vapor in the gasmixture equals the vapor pressure of the liquid at theexisting temperature. In drying applications, the gasfrequently used is air and the liquid used is water.Although common concentration units (partial pres-sure, mole fraction, and others) based on total quan-tity of gas and vapor are useful, for operations thatinvolve changes in vapor content of a vaporgas mix-ture without changes in the amount of gas, it is moreconvenient to use a unit based on the unchangingamount of gas.Humid air is a mixture of water vapor and gas,composed of a mass mW of water vapor and a massmGof gas(air). Themoisturecontent orabsolutehumidity can be expressed asY mWmG(1:14)The total mass can be written in terms of Y and mG asmGmW mG(1 Y) (1:15)Usingthegaslawforvaporandairfractionsatconstant total volume V and temperature T,mG PGVRTMGand mW PWVRTMW(1:16)Thus,Y PWPGMWMG(1:17)Using Daltons law of partial pressures,P PWPG(1:18)andY PWP PWMWMG(1:19)When the partial pressure of the vapor in the gasequals the vapor pressure of the liquid, an equilibriumis reached and the gas is said to be saturated withvapor. The ideal saturated absolute humidity is thenYS PWP P0WMWMG(1:20)The relative humidityc of a vaporgas mixture is ameasure of its fractional saturation with moisture andis dened as the ratio of the partial pressure of thevapor PW to the saturated pressure PW0at the sametemperature. Thus c is given byc PWP0W(1:21)Equation 1.19 may now be written asY MWMGcP0WP cP0W(1:22)For water vapor and air when MW 18.01 kg/kmolandMG28.96 kg/kmol, respectively, Equation1.22 becomesY 0:622cP0WP cP0W(1:23) 2006 by Taylor & Francis Group, LLC.1.2.3 UNSATURATED VAPORGAS MIXTURES:PSYCHROMETRY IN RELATION TO DRYINGIf the partial pressure of the vapor in the vaporgasmixture is for any reason less than the vapor pressureof the liquid at the same temperature, the vaporgasmixture is said to be unsaturated. As mentioned earl-ier, two processes occur simultaneously during thethermal process of drying a wet solid, namely, heattransfer to change the temperature of the wet solidand to evaporate its surface moisture and the masstransfer of moisture to the surface of the solid and itssubsequent evaporation from the surface to the sur-rounding atmosphere.Frequently,the surroundingmedium is the drying medium, usually heated air orcombustion gases. Consideration of the actual quan-tities of air required to remove the moisture liberatedby evaporation is based on psychrometry and the useof humidity charts. The following are denitions ofexpressions used in psychrometry [6].1.2.3.1 Dry Bulb TemperatureThis is the temperature of a vaporgas mixture asordinarily determined by the immersion of a therm-ometer in the mixture.1.2.3.2 Dew PointThis is the temperature at which a vaporgas mixturebecomes saturated when cooled at a constant totalpressure out of contact with a liquid (i.e., at constantabsolute humidity). The concept of the dew point isbest illustrated by referring to Figure 1.3, a plot of theabsolute humidity versus temperature for a xed pres-sure and the same gas.If an unsaturated mixtureinitially at point F is cooled at constant pressure outof contact of liquid, the gas saturation increases untilthe point G is reached, when the gas is fully saturated.The temperature at which the gas is fully saturatediscalledthedewpoint TD. If thetemperatureisreduced to an innitesimalamount below TD,thevapor will condense and the process follows the sat-uration curve.While condensation occurs the gas always remainssaturated. Except under specially controlled circum-stances, supersaturation will not occur and no vaporgas mixture whose coordinates lie to the left of thesaturation curve will result.1.2.3.3 Humid VolumeThe humid volume VH of a vaporgas mixture is thevolume in cubic meters of 1 kg of dry gas and itsaccompanying vapor at the prevailing temperatureand pressure. The volume of an ideal gas or vaporat 273 K and 1 atm (101.3 kPa) is 22.4 m3/kg mol. Fora mixture with an absolute humidity Y at TG (K) andP (atm), the ideal gas law gives the humid volume asVH 1MGYMW 22:4T273:141PVH 0:0821MGYMW TP(1:24)When the mass of dry gas in the vaporgas mixture ismultiplied by the humid volume, the volume of thevaporgas mixture is obtained. The humid volume atsaturation is computed with Y YS, and the specicvolume of the dry gas can be obtained by substi-tuting Y0. For partially saturated mixtures, VHmay be interpolated between values for 0 and 100%saturation at the same temperature and pressure.1.2.3.4 EnthalpySince the enthalpy is an extensive property, it could beexpected that the enthalpy of a humid gas is the sumof the partial enthalpies of the constituents and a termto take into account the heat of mixing and othereffects. The humid enthalpy IG is dened as the en-thalpy of a unit mass of dry gas and its associatedmoisture. With this denition of enthalpy,IG HGGYHGWDHGM(1:25)where HGG is the enthalpy of dry gas, HGW is theenthalpy of moisture, andDHGM is the residual en-thalpy of mixing and other effects. In air saturatedwith water vapor, this residual enthalpy is only0.63 kJ/kg at 608C (333.14 K) [3] and is only 1% ofHGG; thus it is customary to neglect the inuences ofthis residual enthalpy.Temperature Temperature25%50%75%RelativesaturationcurvesPressureAbsolure humidity100%50%25%F GDTDRelativesaturationcurves100%FIGURE 1.3 Two forms of psychrometric charts. 2006 by Taylor & Francis Group, LLC.It is sometimes convenient to express the enthalpyin terms of specic heat. Analogous to Equation 1.13,we could express the enthalpy of the vaporgas mix-ture byIG CPY u DHV0 Y(1 :26)CPYiscalledthehumi dheat,denedastheheatrequired to raise the temperature of 1 kg of gas andits associated moisture by 1 K at constant pressure.For a mixture with absolute humidity Y,CPY CPG CPW Y(1 :27)where CPG and CPW are the mean heat capacities ofthe dry gas and moisture, respectively.Thepath followed from the liquid to the vaporstate is described as follows. The liquid is heated up tothe dew point TD, vaporized at this temperature, andsuperheated to the dry bulb temperature TG. ThusHGW CLW( TD T0) D HVDCPW( TG TD) (1 :28)However, since the isothermal pressure gradient ( DH/DP)T is negligibly small, it could be assumed that thenal enthalpy is independent of the vaporization pathfollowed.Forthesakeofconvenienceitcouldbeassumed that vaporization occurs at 08C (273.14 K),at which the enthalpy is zero, and then directly super-heated to the nal temperature TG. The enthalpy ofthe vapor can now be written asHGW CPW( TG T0) DHV0 (1 :29)and the humid enthalpy given byIG CPG( TG T0) Y(CPW(TG T0) DHV0)(1 :30)Usingthedenitionforthehumidheatcapacity,Equation 1.30 reduces toIG CPY(TG T0) DHV0 Y(1 :31)In Equation 1.31 the humid heat is evaluated at ( TG T0)/2 and DHV0, the latent heat of vaporization at 08C(273.14 K). Despite its handiness, the use of Equation1.31 is not recommended above a humidity of 0.05 kg/kg. For more accurate work, it is necessary to resortto the use of Equation 1.28 in conjunction with Equa-tion 1.25. In Equation 1.28 it should be noted thatCLW is the mean capacity of liquid moisture betweenT0 and TD, CPW is the mean capacity of the moisturevapor evaluated between TD and TG, and D HVD is thelatent heat of vaporization at the dew point TD. Thevalue of D HVD can be approximately calculated froma known latent heat value at temperature T0 byD HVDD HV0TD TCT0 TC 1 =3(1 :32)where TC is the critical temperature. Better and moreaccurate methods of estimating DHVD are available inRefs. [5,7].1.2.4E NTHALPY HUMIDITYC HARTSUsingEquation1.23,Equation1.25,andEquation1.28, the enthalpyhumidity diagram for unsaturatedair (c < 1) can be constructed using the parameters candu. In order to follow the drying process we needaccess to enthalpyhumidity values. There seems to beno better, convenient, and cheaper way to store thesedata than in graphic form. The rst of these enthalpyhumiditycharts is attributedtoMollier. Molliersoriginal enthalpyhumidity chart was drawn withstandardrectangular coordinates (Figure 1.4), butinordertoextendtheareaoverwhichit canberead, art oblique-angle system of coordinates is chosenfor IG f(Y).In the unsaturated region, it can be seem fromEquation 1.30 that IG varies linearly with the humid-ity Y and the temperature TG. If zero temperature(08C) is taken as the datum for zero enthalpy, thenIG CPGu Y(CPWu DHV0) (1:33)where u is the temperature in degree Celsius.Isenthalpic linesHumidity, Y135Humid enthalpy, kJ/kgSaturated gasUnsaturated gas0.100.20.51.00Relativehumidityy CpwqYIsotherms shown as dotted linesFIGURE 1.4 An enthalpyhumidity diagramfor a moist gas. 2006 by Taylor & Francis Group, LLC.Theisotherms( u constant)cuttheordinate( Y 0)atavalue CPGu(thedrygasenthalpy).Ifthe isenthalpic lines ( IG constant) are so inclinedthat they fall with a slope DHV0, and if only D HV0 Ywere taken into account in the contribution of vaporto the vaporgas enthalpy, then the isotherms wouldrun horizontally, but because of the contribution ofCPW u Y, they increase with Y for u < 08C and de-crease with Y for u < 08C. Contours of relative hu-midity c are also plotted. The region above the curvec1 at which airis saturatedcorresponds to anunsaturatedmoistgas;theregionbelowthecurvecorrespondstofoggingconditions.Ataxedtem-peratureaircannottakeupmorethanacertainamountofvapor.Liquiddropletsthenprecipitatedue to oversaturation, and this is called the cloud orfogstate.Detailedenthalpyhumiditydiagramsareavailable elsewhere in this handbook and in Ref. [10].A humidity chart is not only limited to a specicsystemofgasandvaporbutisalsolimitedtoaparticular total pressure. The thermophysical proper-tiesofairmaybegenerallyusedwithreasonableaccuracy for diatomic gases [3], so that charts devel-oped for mixtures in air can be used to describe theproperties of the same moisture vapor in a gas such asnitrogen.Chartsotherthanthoseofmoistairareoftenrequiredinthedryingofnechemicalsandpharmaceuticalproducts.TheseareavailableinRefs. [3,8,9].1.2.4.1Adiab atic Saturati on CurvesAlso plotted on the psychrometric chart are a familyof adiabatic saturation curves. The operation of adia-batic saturation is indicated schematically in Figure1.5. The entering gas is contacted with a liquid and asa result of mass and heat transfer between the gas andliquidthe gas leaves at conditions of humidity andtemperature different from those at the entrance. Theoperation is adiabatic as no heat is gained or lost bythe surroundings. Doing a mass balance on the vaporresults inGV GG( Yout Yin) (1:34)The enthalpy balance yieldsIGin (Yout Yin) ILW IGout (1 :35)Substituting for IG from Equation 1.31, we haveCPYin (Tin T0) DHV0 Yin ( Yout Yin)CLW(TL T0)CPYout ( Tout T0) D HV0 Yout (1 :36)Now, if a further restriction is made that the gas andthe liquid phases reach equilibrium when they leavethesystem(i.e.,thegasvapormixtureleavingthesystemissaturatedwithliquid),thenToutTGS,IGout IGS, and Yout YGS where TGS is the adiabaticsaturation temperature and YGS is the absolute hu-miditysaturatedatTGS.Stillfurther,iftheliquidentersattheadiabaticsaturationtemperatureTGS,that is, TL TGS, Equation 1.36 becomesCPYln ( Tln T0) D HV0 Yln (YGS Yln)CLW(TGS T0) CPYGS( TGS T0) DHV0 YGS (1 :37)or substituting for CPG from Equation 1.27CPYln (Tln T0) YlnCPWln (Tln T0) DHV0 Yln ( YGS Yln)CLW( TGS T0) CPGGS( TGS T0) CPWGS YGS( TGS T0)DHV0 YGS (1 :38)Assuming that the heat capacities are essentially con-stant over the temperature range involved, CPGinCPGGS CPG and CPWin CPWGS CPW. Furthersubtracting Yin CPW TGS from both sides of Equation1.38 and simplifying, we haveCPY( Tin TGS) ( YGS Yin) [(CPW(TGS T0) D HV0 CLW(TGS T0)](1 :39)FromFigure1.2thequantityinsquarebracketsisequal to D HVS, and thus,YBulk airhumidityAdiabatic saturation pathABTWTGWet bulb Dry bulbTemperature Ty = IFIGURE 1.5 A temperaturehumidity diagram for moist air. 2006 by Taylor & Francis Group, LLC.CPY(TinTGS) (YGSYin)DHVS(1:40)orTinTGS (YGSYin)DHVSCPY(1:41)Equation 1.41 represents the adiabatic saturationcurve onthe psychrometric chart, whichpassesthrough the points A(YGS, TGS) on the 100% satur-ation curve (c 1) and B(Yin, Tin), the initial condi-tion. Since the humid heat contains the term Yin, thecurve is not straight but is curved slightly concaveupward. Knowing the adiabatic saturation tempera-ture and the actual gas temperature, the actual gashumidity can be easily obtained as the absolute humid-ity from the saturation locus. Equation 1.40 indicatesthat the sensible heat given up by the gas in coolingequals the latent heat required to evaporate the addedvapor. It is important to note that, since Equation1.41isderivedfromtheoverall massandenergybalances between the initial gas conditions and theadiabatic saturation conditions, it is applicable onlyat these points and may not describe the path fol-lowed by the gas as it becomes saturated. A familyof these adiabatic saturation curves for the airwatersystem are contained in the psychrometric charts [10].1.2.4.2 Wet Bulb TemperatureOne of the oldest and best-known methods of deter-mining the humidity of a gas is to measure its wetbulb temperature and its dry bulb temperature. Thewet bulb temperature is the steady temperaturereachedbyasmall amount of liquidevaporatinginto a large amount of rapidly moving unsaturatedvaporgas mixture. It is measured by passing the gasrapidly past a thermometer bulb kept wet by a satur-ated wick and shielded from the effects of radiation. Ifthe gas is unsaturated, some liquid is evaporated fromthe wick into the gas stream,carrying with it theassociated latent heat. This latent heat is taken fromwithin the liquid in the wick, and the wick is cooled.As the temperature of the wick is lowered, sensibleheat is transferred by convection from the gas streamand by radiation from the surroundings. At steadystate, the net heat ow to the wick is zero and thetemperature is constant.The heat transfer to the wick can be written asq (hChR)A(TGTW) (1:42)where hC and hR are the convective and radiative heattransfer coefcients, respectively, TGis the gastemperature, TWis the temperature indicatedbythermometer. By using hR, it is assumed that radiantheat transfer can be approximated:qR hgA(TGTW) (1:43)The rate of mass transfer from the wick isNG KA(YWYG) (1:44)An amount of heat given byq NGDHVW(1:45)isassociatedwiththis mass transfer. Sinceundersteady conditions all the heat transferred to the wickis utilizedinmass transfer, fromEquation1.42,Equation 1.44, and Equation 1.45 we haveTGTW KDHVWhChR(YWYG) (1:46)The quantity TGTW is called the wet bulb depres-sion. In order to determine the humidity YG fromEquation 1.46, predictable values of KDHVW/(hC hR) must be obtained. This ratio of coefcients de-pends upontheow, boundary, andtemperatureconditions encountered. In measuring the wet bulbtemperature, several precautions are taken to ensurereproducible values of KDHV/(hC hR). The contri-butionbyradiationisminimizedby shieldingthewick. The convective heat transfer can be enhancedby making the gas movement past the bulb rapid,often by swinging the thermometer through the gas,as in the sling psychrometer, or by inserting the wetbulb thermometer in a constriction in the gas owpath. Under these conditions Equation 1.46 reducestoTGTW KDHVWhC(YWYG) (1:47)For turbulent ow past a wet cylinder, such as a wetbulb thermometer, the accumulated experimentaldata givehCK 35:53 mrD 0:56J=mol
C (1:48)when air is the noncondensable gas andhCK CPYScPr 0:56(1:49) 2006 by Taylor & Francis Group, LLC.for other gases. Equation 1.49 is based on heat andmass transfer experiments with various gases owingnormal to cylinders. For pure air, Sc Pr 0.70 andhC/K29.08 J/mol8CfromEquation1.48andEquation 1.49. Experimental data for the airwatersystemyieldvaluesofhC/ Krangingbetween32.68and 28.54 J/mol 8C. The latter gure is recommended[11]. For the airwater system, the hC/K value can bereplacedbyCPYwithinmoderaterangesoftem-peratureandhumidity,providedowisturbulent.Under these conditions, Equation 1.47 becomes iden-tical to the adiabatic saturation curve Equation 1.41and thus the adiabatic saturation temperature is thesame as the wet bulb temperature for the airwatersystem.Forsystemsotherthanairwater,theyarenot the same, as can be seen from the psychrometriccharts given by Perry [7].It is worthwhile pointing out here that, althoughthe adiabatic saturation curve equation does not re-veal anything of the enthalpyhumidity path of eitherthe liquid phase or gas phase at various points in thecontacting device (except for the airwater vapor sys-tem), each point within the system must conform withthewetbulbrelation,whichrequiresthattheheattransferredbeexactlyconsumedaslatentheatofvaporizationof themassof liquid evaporated.Theidentity of hC/K with CPY was rst found empiricallyby Lewis and hence is called the Lewis relation. Thetreatmentgivenhereonthewetbulbtemperatureapplies only in the limit of very mild drying condi-tions when the vapor ux becomes directly propor-tional to the humidity potential D Y. This is the case inmost drying operations.Amoredetailedtreatmentusingalogarithmicdriving force for vapor ux and the concept of thehumidity potential coefcient f while accounting forthe inuence of the moisture vapor ux on the trans-ferofheattothesurface,namely,theAckermanncorrection fE, has been given in Ref. [3]. The conceptof Luikov number Lu, which is essentially the ratio ofthe Prandtl number Pr to the Schmidt number Sc, hasalso been introduced.1.2.5T YPESOFP SYCHROMETRICR EPRESENTATIONAsstatedpreviously,twoprocessesoccursimultan-eouslyduringthethermalprocessofdryingawetsolid: heat transfer, to change the temperature of thewet solid, and mass transfer of moisture to the surfaceofasolid accompanied by itsevaporation from thesurface to the surrounding atmosphere, which in con-vection or direct dryers is the drying medium. Consid-erationof the actual quantities of air requiredtoremovethemoistureliberatedbyevaporationisbasedonpsychrometryandtheuseofhumiditycharts.Thisprocedureisextremelyimportantinthedesignofforcedconvection,pneumatic,androtarydryers.The denitions of terms and expressions involved inpsychrometry have been discussed in Section 1.2.3.Therearedifferentwaysofplottinghumiditycharts. One procedure involves plotting the absolutehumidity against the dry bulb temperature. A series ofcurves is obtained for different percentage humidityvaluesfromsaturationdownward(Figure1.3).Onthis chart, the saturation humidities are plotted fromvapor pressure data with the help of Equation 1.23 togive curve GD. The curve for humidities at 50% sat-uration is plotted at half the ordinate of curve GD. Allcurves at constant percentage saturation reach inn-ity at the boiling point of the liquid at the prevailingpressure.Another alternative is the graphic representationofconditionsofconstantrelativesaturationonavapor pressuretemperature chart (Figure 1.3). Thecurvefor 50%relativesaturationshows apartialpressure equal to one-half of the equilibrium vaporpressure at any temperature. A common method ofportraying humidity charts is by using the enthalpyhumidity chart indicated earlier [10].1.3 INTERNAL CONDITIONS (PROCESS 2)After havingdiscussedthefactorsanddenitionsrelated to the external conditions of air temperatureand humidity, attention will now be paid to the solidcharacteristics.As a result of heat transfer to a wet solid, a tem-perature gradient develops withinthe solidwhilemoisture evaporation occurs from the surface. Thisproduces a migration of moisture from within thesolid to the surface,which occurs through one ormore mechanisms, namely, diffusion, capillary ow,internal pressures set up by shrinkage during drying,and, inthe case of indirect (conduction) dryers,through a repeated and progressive occurring vapor-ization and recondensation of moisture to theexposedsurface. Anappreciationof this internalmovement of moisture is important when it is thecontrolling factor, as it occurs after the critical mois-ture content, in a drying operation carried to low nalmoisture contents. Variables such as air velocity andtemperature, which normally enhance the rate of sur-face evaporation, are of decreasing importance exceptto promote the heat transfer rates. Longer residencetimes,and,where permissible,higher temperaturesbecome necessary. In the case of such materials asceramics and timber, in which considerable shrinkageoccurs, excessivesurfaceevaporationsetsuphighmoisture gradients fromthe interior toward the 2006 by Taylor & Francis Group, LLC.surface, which is liable to cause overdrying, excessiveshrinkage, and, consequently, high tension, resultingin cracking or warping. In such cases, it is essentialnot to incur too high moisture gradients by retardingsurface evaporation through the employment of highair relative humidities while maintaining the highestsafe rate of internal moisture movement by virtue ofheat transfer. The temperature gradient set up in thesolid will also create a vaporpressure gradient, whichwill in turn result in moisture vapor diffusion to thesurface; thiswill occursimultaneouslywithliquidmoisture movement.1.3.1 MOISTURE CONTENT OF SOLIDSThe moisture contained in a wet solid or liquid solu-tion exerts a vapor pressure to an extent dependingupon the nature of moisture, the nature of solid, andthe temperature. A wet solid exposed to a continuoussupply of fresh gas continues to lose moisture untilthe vapor pressure of the moisture in the solid is equalto the partial pressure of the vapor in the gas. Thesolid and gas are then said to be in equilibrium, andthe moisture content of the solid is called the equilib-rium moisture content under the prevailing conditions.Further exposure tothis air for indenitelylongperiods will not bring about any additional loss ofmoisture. The moisture content in the solid could bereduced further by exposing it to air of lower relativehumidity. Solids can best be classied as follows [12]:Nonhygroscopic capillary-porous media, suchassand, crushed minerals, nonhygroscopic crystals,polymer particles, and some ceramics. The den-ing criteria are as follows. (1) There is a clearlyrecognizable pore space; the pore space is lledwith liquidif thecapillary-porous mediumiscompletely saturated and is lled with air whenthe medium is completely dry. (2) The amount ofphysically bound moisture is negligible; that is,the material is nonhygroscopic. (3) The mediumdoes not shrink during drying.Hygroscopic-porous media, such as clay, molecularsieves, wood, and textiles. The dening criteria areas follows. (1) There is a clearly recognizable porespace. (2) There is a large amount of physicallybound liquid. (3) Shrinkage often occurs in theinitial stages of drying. This category was furtherclassied into (a) hygroscopic capillary-porousmedia (micropores and macropores, including bi-disperse media, such as wood, clays, and textiles)and (b) strictly hygroscopic media (only micro-pores, such as silica gel, alumina, and zeolites).Colloidal (nonporous) media, such as soap, glue,some polymers (e.g., nylons), and various foodproducts. The dening criteria are as follows:(1) there is no pore space (evaporation can takeplace only at the surface); (2) all liquid is phys-ically bound.It should be noted that such classications areapplicable only to homogeneous media that could beconsidered as continua for transport.As a wet solid is usually swollen compared with itsconditionwhenfree of moisture andits volumechanges during the drying process, it is not convenientto express moisture content in terms of volume. Themoisture content of a solid is usually expressed as themoisture content by weight of bone-dry material inthe solid, X. Sometimes a wet basis moisture contentW, which is the moisturesolid ratio based on thetotal mass of wet material, is used. The two moisturecontents are related by the expressionX W1 W(1:50)Water may become bound in a solid by retention incapillaries, solutionincellular structures, solutionwith the solid, or chemical or physical adsorption onthesurfaceof thesolid. Unboundmoistureinahygroscopic material is the moisture in excess of theequilibrium moisture content corresponding to satur-ation humidity. All the moisture content of a nonhy-groscopic material is unbound moisture. Freemoisture content is the moisture content removableat a given temperature and may include both boundand unbound moisture.In the immediate vicinity of the interface betweenfree water and vapor, the vapor pressure at equilib-rium is the saturated vapor pressure. Very moist prod-ucts have a vapor pressure at the interface almostequal to the saturation vapor pressure. If the concen-tration of solids is increased by the removal of water,then the dissolved hygroscopic solids produce a fall inthe vapor pressure due to osmotic forces.Furtherremoval of water nally results in the surface of theproduct dried. Water now exists only in the interior invery small capillaries, between small particles, betweenlarge molecules, and bound to the molecules them-selves. This binding produces a considerable loweringof vapor pressure. Such a product can therefore be inequilibriumonly with an external atmosphere in whichthe vapor pressure is considerably decreased.1.3.2 MOISTURE ISOTHERMS [10]A dry product is called hygroscopic if it is able to bindwater with a simultaneous lowering of vapor pressure.Different products vary widely in their hygroscopic 2006 by Taylor & Francis Group, LLC.properties.Thereasonforthisistheirmolecularstructure, their solubility, and the extent of reactivesurface.Sorptionisothermsmeasuredexperimentallyunder isothermal conditions are used to describe thehygroscopic properties of a product. A graph is con-structed in which the moisture bound by sorption perunit weight is plotted against relative humidity, andviceversa.Suchisothermsareshownin Figure1.6and Figure 1.7. From Figure 1.7 it is seen that mo-lecularsievesarehighlyhygroscopicbutpolyvinylchloride (PVC) powder is mildly hygroscopic. Pota-toes and milk exhibit intermediate hygroscopicity.Figure1.8showstheshapeofthesorptioniso-therm characteristic of many dry food products. If thepartialpressureoftheexternalatmospherePWisnearly zero, then the equilibrium moisture inside thedry product will also be almost zero. Section A of thecurve represents a region in which the monomolecularlayers are formed, although there may be multimole-cularlayersinsomeplacestowardtheendofA.SectionBisatransitionalregioninwhichdoubleand multiple layers are mainly formed. Capillary con-densation could also have taken place. In section Cthe slope of the curve increases again, which is attrib-uted mainly to increasing capillary condensation andswelling.ThemaximumhygroscopicityXmaxisachievedwhenthesolidisinequilibriumwithairsaturated with moisture ( c 1).1.3.2.1Sorp tionDes orption Hys teresisThe equilibrium moisture content of a product maybedifferentdependingonwhethertheproductiswetted (sorption or absorption) or dried (desorption)(Figure 1.9). These differences are observed to vary-ing degrees in almost all hygroscopic products.One of the hypotheses used to explain hysteresis isto consider a pore connected to its surroundings by asmall capillary [10]. During absorption, as the relativehumidityrises,thecapillarybeginstollwhiletheporeisempty.Onlywhenthepartialpressureofthe vapor in air is greater than the vapor pressureof the liquid in the capillary will the moisture moveinto the pore. Starting from saturation the pore is fullof liquid. This uid can only escape when the partial1.00.80.60.40.20 0.1 0.2 0.3 0.4Equilibrium moisture content1234567Relative humidityFIGURE 1.6 Typical equilibrium moisture isotherms at room temperature for selected substances: (1) asbestos ber, (2) PVC(508C), (3) wood charcoal, (4) Kraft paper, (5) jute, (6) wheat, (7) potatoes.0.5 10102030Molecular sieves (20C)Potato (20C)PVC powder (50C)Milk productsMoisture content, Xg H20/100 g dry solidRelative humidity yFIGURE 1.7 Shapes of sorption isotherms for materials ofvarying hygroscopicity.XmaxCBAX00 1.0y = Pw/Pw0FIGURE 1.8 A typical isotherm (see text for explanation ofareas within dashed lines). 2006 by Taylor & Francis Group, LLC.pressure of the surroundingair falls belowthe vapor pres-sure of the liquid in the capillary. Since the system ofpores has generally a large range of capillary diameters,it follows that differences between adsorption and de-sorption will be observed. This theory assumes that thepore is a rigid structure. This is not true for foods orsyntheticmaterials,althoughtheseshowhysteresis.Theexplanationisthatcontractionandswellingaresuperimposed on the drying and wetting processes, pro-ducing states of tension in the interior of the productsandleadingtovaryingequilibriummoisturecontentsdependingonwhetherdesorptionorabsorptionisinprogress.1.3.2.2Temper ature Variations and Enthal pyof Bindi ngMoisture isotherms pertain to a particular tempera-ture. However, the variation in equilibrium moisturecontent for small changes of temperature ( FB(3:30)Figure 3.2 shows the form of a possible drying ratecurve using Equation 3.30.Other such equations also exist in the literature(e.g., Halstro m and Wimmerstedt, 1983; Nijdam andKeey, 2000).3.4.2.2 Kinetic Equation (e.g., Thin-LayerEquations)In agricultural sciences it is common to present dryingkinetics in the form of the following equation:F f (t, process parameters) (3:31)The function f is often established theoretically, forexample, when using the drying model formulated byLewis (1921)dXdt k(X X*) (3:32)After integration one obtainsF exp (kt) (3:33)A similar equation can be obtained by solving Ficksequation in spherical geometry:F 6p2
1n11n2exp n2p2DeffR2t_ _(3:34)By truncating the RHS side one obtainsF 6p2exp p2DeffR2t_ _ a exp (kt) (3:35)This equation was empirically modied by Page(1949), and is now known as the Page equation:F exp (ktn) (3:36)A collection of such equations for popular agricul-tural products is contained in Jayas et al. (1991).Other process parameters such as air velocity, tem-perature, and humidity are often incorporated intothese equations.The volumetric drying rate, which is necessary inbalance equations, can be derived from the TLE inthe following way:wDaV mSAaVdFdt(XcX*) mSVdFdt(XcX*) (3:37)whilemS V(1 )rS(3:38)andwDaV (1 )rS(XcX*)dFdt(3:39)The drying rate ratio of CDC is then calculated asBfc Pe3 > Pe2 > Pe1I/LFIGURE 3.10 Sample proles of material moisture content and temperature for various Pe numbers.dWS dWS(tm+ dl)dtmdldXdl(tg+ dh)(Y+ dh)dtgdhdYdhdWSWSWBlhdldhtm X(X +dl)dWB tgYdWBFIGURE3.11 Schematic of a two-dimensional cross-owdryer. 2006 by Taylor & Francis Group, LLC.3.7DISTRIBUTED PARAMETER MODELSFOR THE SOLIDThis case occu rs when dried soli ds are mono lithic orhave large grain size so that LPM for the drying ratewould be an una cceptabl e ap proximati on. To answ erthe que stion as to wheth er this case applies one has tocalcula tetheBiotnum berformasstrans fer.Itisrecomm endedtocalculateitfromEquat ion3.100since various de nition s are foun d in the literat ure.When Bi < 1, the case is exter nally control led and noDPM for the soli d is requir ed.3.7.1ONE-DIMENSIONAL MODELS3.7.1.1NONSHRINKINGSOLIDSAssuming that mois ture diffusion takes place in onedirection only, i.e., in the direction normal to surfaceforplatean dinradialdirectionforcyli nderandsphere, and that no other way of mo isture transp ortexists but diffusion, the followin g second Ficks lawmay be de rived@ X@t 1r n@@ rr n Deff (t m , X )@ X@ r_ _(3 : 91)where n 0 for plate , 1 for cylin der, 2 for sph ere, andr is current distan ce (radiu s) measur ed from the solidcenter . This parame ter reaches a maxi mum value ofR, i.e., plate is 2R thick if dried at both sides.Initially we assume that moisture content is uni-formly distributed and the initial solid moisture con-tent is X0. To solve Equation 3.91 one requires a set ofBCs. For high Bi numbers (Bi > 100) BC is called BCof the rst kind and assumes the following format thesolid surface:At r RX X*(t,Y) (3:92)For moderate Bi numbers (1 < Bi < 100) it is known asBC of the third kind and assumes the following form:At r RDeffrm@X@r_ _i kY[Y*(X,t)iY] (3:93)where subscript i denotes the solidgas interface. BCof the second kind as known from calculus (constantux at the surface)At r RwDi const (3:94)has little practical interest and can be incorporated inBC of the third kind. Quite often (here as well),therefore, BC of the third kind is named BC of thesecond kind. Additionally, at the symmetry plane wehaveAt r 0@X@r 0 (3:95)When solving the Ficks equation with constant dif-fusivity it is recommended to convert it to a dimen-sionless form. The following dimensionless variablesare introduced for this purpose:F X X*XcX*, Fo Deff 0tR2, z rR(3:96)In the nondimensional form Ficks equation becomes@X@Fo1zn@@zznDeffDeff 0@F@z_ _(3:97)and the BCs assume the following form:BC I BC IIatz 1, F 0@F@z_ _iBi*DF 0 (3:98)atz 0,@F@z 0@F@r 0 (3:99)00 5510102020406080100151520tg , tmFIGURE 3.12 Solution of a two-dimensional cross-owdryer model for cooling of granular solid with hot air.Solid ow enters through the front face of the cube, gasows from left to right. Upper surface, solid temperature;lower surface, gas temperature. 2006 by Taylor & Francis Group, LLC.whereBi *D m XYkY fRDeff r m(3 : 100)is the modied Biot num ber in which mXY is a localslopeofequ ilibriumcurvegivenbythefoll owingexpress ion:mXY Y *(X , tm ) i YX X * (3 : 101)ThediffusionalBiotnumb ermodiedbythemXYfactor sho uld be used for classicat ion of the casesinstead of BiD kY R/( Deff rm ) encoun tered in severa ltexts. Note that due to depen dence of Deff on X Bi otnumbercanvary dur ingthecourseofdrying,thu schanging classicat ion of the prob lem.Sin ce drying usuall y pro ceeds wi th varyi ng exter nalconditi onsandvariablediff usivity,analyticalsolu-tions will