Embed Size (px)
DESCRIPTION
HABEEB HATTAB HABEEB Office: BN-Block, Level-3, Room-088 Email: [email protected] Ext. No.: 7292 H/P No.: 0126610058. QUALITY SYSTEMS. QUALITY SYSTEMS. QUALITY SYSTEM AND PROCESS IMPROVEMENT. - PowerPoint PPT Presentation
Citation preview

HABEEB HATTAB HABEEBHABEEB HATTAB HABEEB
Office: BN-Block, Level-3, Office: BN-Block, Level-3, Room-088Room-088
Email: Email: [email protected]. No.: 7292Ext. No.: 7292
H/P No.: 0126610058H/P No.: 0126610058

QUALITY SYSTEMSQUALITY SYSTEMS

The main goal of the manufacturing enterprise is to provide a product with the best quality at a lower price and with the lowest operating cost.
To accomplish this goal TWO quality management systems are used:
1. Prevention system:Prevention system: It involves statistical process control (SPC), capability studies, and tool analysis.
2. Detection system: inspection, testing of parts & reliability studies
Performing the goal to achieve quality also demands proper documentation of a quality system.
QUALITY SYSTEMSQUALITY SYSTEMS
QUALITY SYSTEM AND PROCESS IMPROVEMENTQUALITY SYSTEM AND PROCESS IMPROVEMENT

For example, using ISO 9000 standards provide a framework to establish a continuous improvement (CI). ISO 9000 is composed of a set of four standards that provide quality systems for organisations that design, develop, produce, install, and service their products.
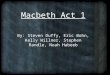
The ISO 9000 quality system documentation:

The ISO 9000 quality system documentation:
RecordsData supporting process activity
Work instructionMachine, equipment, instruction
How do you do it?
Operating proceduresDepartments
Who? What? Where? When? How?
QualityManual
Company1st level
2nd level
3rd level

It is defined as the act to provide costumers with products and services that consistently meet their needs and expectation.
“ConsistentlyConsistently” means that there is minimal process variation (machining time is the same, product specification is the same, product performance is always the same, etc.).
Continuous Quality Improvement:Continuous Quality Improvement:
It is a systematic method of improving processes to better meet customer needs and expectations.
THE QUALITY IMPROVEMENT SYSTEMTHE QUALITY IMPROVEMENT SYSTEM
Quality:Quality:

“Plan-Do-Check-Act” Philosophy:Plan-Do-Check-Act” Philosophy:
Dr. Deming proposed a philosophy for continuous improvement (CI).
Plan: setting goals and plans.
Do: implement and accomplish the plan.
Check: gather data to find out what happened.
Act: after analysis of results, act to improve the process.
Based on this philosophy CI involves the following steps:Based on this philosophy CI involves the following steps:I- Planning and Education:Planning and Education: each departments provides updates of the quality policy to the highest management.
II- Customer / Supplier AnalysisCustomer / Supplier Analysis:: The organisation should have an understanding of the customer and supplier demands (Make sure that we are making the right things).

III- Process Flow Analysis:Process Flow Analysis: Documentations of the organisation activities and elimination of secondry unnecessary process. (Make sure we are doing things right).
IV-Problem Analysis and Improvement:Problem Analysis and Improvement: Problem identification, analysis, measurement, solution, prevention. (Eliminate what we are not doing right).
V. Holding the Gains:Holding the Gains: After finding the best solution, a procedure must be performed to maintain the profits gained (Maintain what we are doing right).

PROCESS VARIATIONPROCESS VARIATION
Variation is the inability to perform a task consistently according to the customer specifications or demands.
This variation (dispersion) is estimated by the variance (standard deviation square 2).
The aim of quality management is to identify and eliminate sources that cause variation.
Sources of variation:
1. Process variability: the inability of the mfg process to produce identical parts
2. Product degradation over its life cycle.
3. External factors.
4. Mfg process degradation.

Causes of dimension variation:Causes of dimension variation:
1.Chance or Random Causes (Equipment accuracy, weather, and material properties). These causes cannot be controlled.
2.Assignable or Special Causes (worn-out equipment, improper tooling, and material defect). These causes can be eliminated.
Monitoring Variations:Monitoring Variations:
Statistical process control (SPC) is used to monitor and control
variation. SPC is a systematic method of tracking, predicting, and
minimising process variation. SPC results in cost reduction, quality
improvement, scarp and rework reduction, elimination of
unnecessary inspections, etc. SPC uses control charts.

Control chartsControl charts are used to distinguish between random (variable data)
and the variation attributed to assignable causes.
CC-is achieved with a choice of control limits calculated using probability laws. If the control limits are exceeded, the process is considered out of control.
Data used for constructing CC can be:
1.1. Variable:Variable: measurable (quantitative) characteristics (length, diameter, temperature, etc).
2.2. Attribute:Attribute: non-measurable (qualitative) characteristics (good / bad, go / no-go).
Accordingly, there are two types of control charts:
CC for variable data.
CC for attribute data.

X-bar Chart and R ChartX-bar Chart and R Chart
To understand statistical process control (control charts), let’s review some terms:
1. Sample size: the number of parts to be inspected (3,4,5,6,7,… parts in one sample).
2. Random sampling: taking a sample from a lot in which each part has an equal chance of being included in the sample.
The sample is inspected for several characteristics such as tolerances, surface finish, and defects. These characteristics fall into those two categories described before (variable and attribute).
Control charts CC have the aim to eliminate assignable causes and minimise random ones. Assignable variations do not follow any law and random variations follow some statistical distribution.
CONTROL CHARTS FOR VARIABLE DATACONTROL CHARTS FOR VARIABLE DATA

During the inspection of the diameter of different shafts, for example, you soon note that their diameters vary, even though, ideally, you want all the shafts to be exactly the same size.
If we group these diameters and plot them, the plot will consist of a histogram (bar graph) representing the number of shafts in each diameter group. From these bars a curve called normal distribution curve is obtained.
Number of shafts
Diameter of shafts

Normal distribution curve has two features :
1. It shows that most diameters tend to cluster around an average value x = (x1+x2+x3+…+xn) / n
Where, numerator = the average value of all measured diameters in one sample, n – number of measurements.
2. The curve width represent dispersion of the diameters, the wider the curve, the greater the dispersion. The difference between the largest value and the smallest one is called the range, R .
How are X – bar chart and R chart constructed?
1. Calculate the range R and average x of each sample. 2. Find the average of ranges R. 3. Find the average of sample averages x. 4. Calculate the control limits: For x-bar chart: (UCLx , LCLx) = x ± A2R

For R chart: (UCLR , LCLR) = (D4R , D3R)
A2, D3, D4 – Constants (depend on the number of parts in one
sample).
5. Plot x-bar and R charts.
6. If the plot fall within the control limits (UCL, LCL), the process can be under control. If not, so the process is out of control.

CONTROL CHARTS FOR ATTRIBUTE DATACONTROL CHARTS FOR ATTRIBUTE DATA
Used for qualitative characteristics: good/bad, go/no-go.
TYPES:
p-chart: used when the fraction of defective parts is desired.
np-chart: used when the number of defective parts is more important.
c-chart: the number of defects per sample is desired.
4. u-chart: the number of defects per unit is desired.
Note:Note: Defective Product having one or more defects.

Construction of p-chart:
1. Find the fraction of defective parts in a sample:
pi = di / nI
di – number of defective parts,
ni – number of parts in the sample (sample size).
2. Find the average p of all pi.
3. Find the standard distribution: σ = p ( 1-p )
4. Find the control limits: (UCLp , LCLp) = p + 3.
PROCESS CAPABILITY ANALYSIS
It helps to decide on the behaviour of the process after
eliminating special causes of variation.
n

THANK YOU