Embed Size (px)
DESCRIPTION
Project on Productivity Improvement in case of Blister Packaging at GlaxoSmithKline Bangladesh Limited
Citation preview

Project on Productivity Improvement in case of Blister Packaging at GlaxoSmithKline Bangladesh Limited
Training Period:From 30th October, 2011 to 20th November, 2011
Submitted to:Mr. Syed Nazrul Alam
H R Manager & Head of Security & Administration,GlaxoSmithKline Bangladesh Ltd.
Submitted by:Asma Akhter
Farhana Nasreen PriamSalina Akter
Shaifa SultanaRefat Tasnim Taizy
Department of PharmacyUniversity of Science & Technology Chittagong
Acknowledgement
We, the students of the Department of Pharmacy, USTC, would be pleased to say that, we have
completed our three week’s Industrial training in GlaxoSmithKline Bangladesh Limited. During
this three week’s training period, we were exposed to many new things which were very valuable
for us to learn and to carry out with devotion when we will face the real world of working in the
future.
With deepest respect we would like to express our thanks and profound gratitude to the
personnel of GSK Bangladesh Limited who have given us the opportunity to conduct this
training in their company.
We would like to thank Mr. Rajib Barua (Site Director), Mr. Syed Nazrul Alam (H R Manager),
Mr. Tahseen Zakaria (Manager, Training and Administration), Mr. Md. Lokman Hossain (Site
Production Manager), Mr. Pradip Kumar Hore (Site Quality Manager) for their kind co-operation
to complete our in plant taining program in this industry.
Our special thanks goes to Mr. Safwan Bin Alam for his helpful supervision. The support that he
gave truly helped the progression and smoothness of our internship program. The co-operation is
much indeed appreciated.
We will never forget the great appreciation of all other employees of GlaxoSmithKline,
Bangladesh for their skillful direction, kind supervision and relentless encouragement all through
the period of the internship.
We also would like to extend our thankfulness to the Chairman of our Pharmacy Department,
Dr.Md. Showkat Ali, for arranging this training for us.
2
Letter of Transmittal
Date of Submission: December 12, 2011
To,Mr. Syed Nazrul Alam,H R Manager & Head of Security & Adminnistration,GlaxoSmithKline Bangladesh Limited.
Subject: Submission of Internship Report.
Dear Sir,
With due respect, we would like to submit our internship report on ‘Productivity Improvement in
case of Blister Packaging at GlaxoSmithKline Bangladesh Limited’. We have concentrated our
best effort to achieve the objectives of the report & hope that our endeavor will serve the
purpose.
We believe that the knowledge & experiences we have gathered during our report preparation
will massively help us in our professional life. We will be obliged if you kindly approve this
effort.
Yours Faithfully,
Farhana Nasreen PriamSalina AkterAsma AkhterShaifa SultanaRefat Tasnim Taizy
3
SL.No. Topic Name Page no.A) Company Profile:
01 About GSK 502 Environment, Heath & Safety 903 Site of GSK 1004 Quality Management System 1105 Good Manufacturing Practice 1106 Production Department 1207 Quality Assurance Department 19
B) Project on Productivity Improvement in case of Blister Packaging at GSK Bangladesh Limited.
01 Objective of Study 2202 Methodology 2203 Discussion About Productivity 2304 About Packaging 2305 Blister Packaging Machineries 3006 Documentation 3107 Data Collection 3108 Identified Problems & Suggestions 3509 Conclusion 41
4
Company Profile
About GlaxoSmithKline:
GlaxoSmithKline Bangladesh Limited carries with it an enviable image and reputation for the
past 6 decades. A subsidiary of GlaxoSmithKline plc - one of the world’s leading research –
based pharmaceutical and healthcare companies, GSK Bangladesh, continues to be committed to
improve the quality of human life by enabling people to do more, feel better and live longer. The
company’s principle activities include secondary manufacture of pharmaceutical products and
marketing of vaccines, pharmaceutical healthcare products and health food drinks.
5
In 1949, the company commenced its journey in Bangladesh with its corporate identity as Glaxo
in Chittagong as an importer of products from the Glaxo Group of Companies. It started
spreading its spectrum from being an importer to a manufacturer by establishing its own
manufacturing unit at Chittagong in 1967. The facility till date is considered as one of the centers
of excellence in Global Manufacturing & Supply Network of the Group.
The global corporate mergers and acquisitions have seen the evolution of the Company’s identity
in the past 6 decades. In line with mergers and acquisitions the identity changed from Glaxo to
Glaxo Wellcome Bangladesh Limited following the burroughs Wellcome acquisition in 1995
and finally to GlaxoSmithKline Bangladesh Limited during 2002 after merger with
SmithKlineBeecham in December 2000. The mega merger of the Company enables it to deliver
cutting edge advancements in health care solutions. The relentless commitment, setting of
standards of ethics and quality backed leading edge technology of the company has built a strong
relationship between the stakeholders and GSK Bangladesh. With the ever committed 615
numbers of personnel all over the country, GSK Bangladesh, which now comprises of both
Pharma and consumer products, continually strive to meet the GlaxoSmithKline mission to
improve the Quality of human life by ensuring healthcare products, health drinks and different
corporate social responsibility programs.
GSK is committed to develop new and effective healthcare solutions .The values on which the
group was founded have always inspired growth and will continue to do in times to come.
Mission Statement:
GSK global quest is to improve the quality of human life by enabling people to do more, feel
better and live longer.
Vision Statement:
To grow in the ‘network’ through the journey of Operational Excellence.
6
Objectives of GSK:
GSK Bangladesh mainly has two objectives to achieve the goals of the organization. These two
objectives are:
1. To maintain the quality on the overall activities of the organization. Quality is at the heart
of everything done in GSK- from the discovery of the molecule, through product
development, manufacturer, supply and sale. It is the intent of the company to deliver the
right products to patients and customer at the right time and cost.
2. To maintain the environment, health and safety of the organization. Environment, health
and safety are essential for business ethics, compliance with regulations and avoidance of
liabilities and competitive advantage.
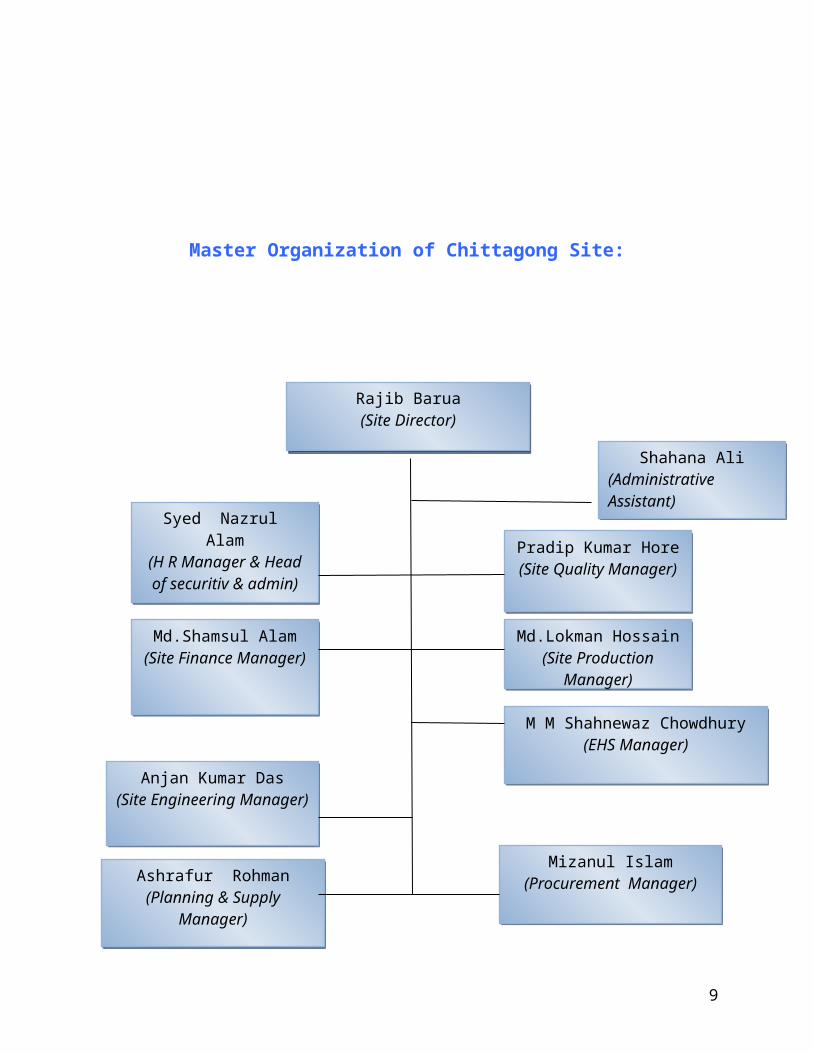
Master Organization of Chittagong Site:
7Ashrafur Rohman
(Planning & Supply Manager)Ashrafur Rohman
(Planning & Supply Manager)
Mizanul Islam(Procurement Manager)
Mizanul Islam(Procurement Manager)
Anjan Kumar Das(Site Engineering Manager)
Anjan Kumar Das(Site Engineering Manager)
M M Shahnewaz Chowdhury(EHS Manager)
M M Shahnewaz Chowdhury(EHS Manager)
Md.Lokman Hossain(Site Production
Manager)
Md.Lokman Hossain(Site Production
Manager)
Md.Shamsul Alam(Site Finance Manager)
Md.Shamsul Alam(Site Finance Manager)
Pradip Kumar Hore(Site Quality Manager)
Pradip Kumar Hore(Site Quality Manager)
Syed Nazrul Alam(H R Manager & Head of
securitiv & admin)
Syed Nazrul Alam(H R Manager & Head of
securitiv & admin)
Shahana Ali(Administrative Assistant)
Shahana Ali(Administrative Assistant)
Rajib Barua(Site Director)Rajib Barua
(Site Director)
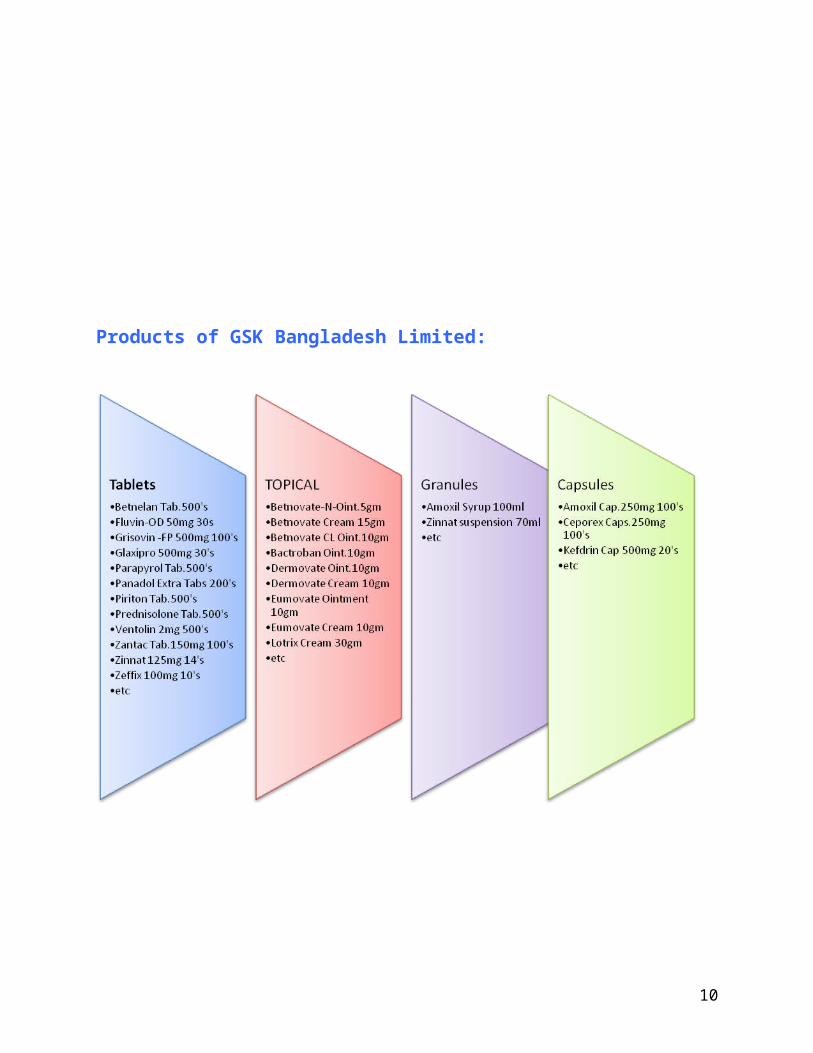
Products of GSK Bangladesh Limited:
8
9
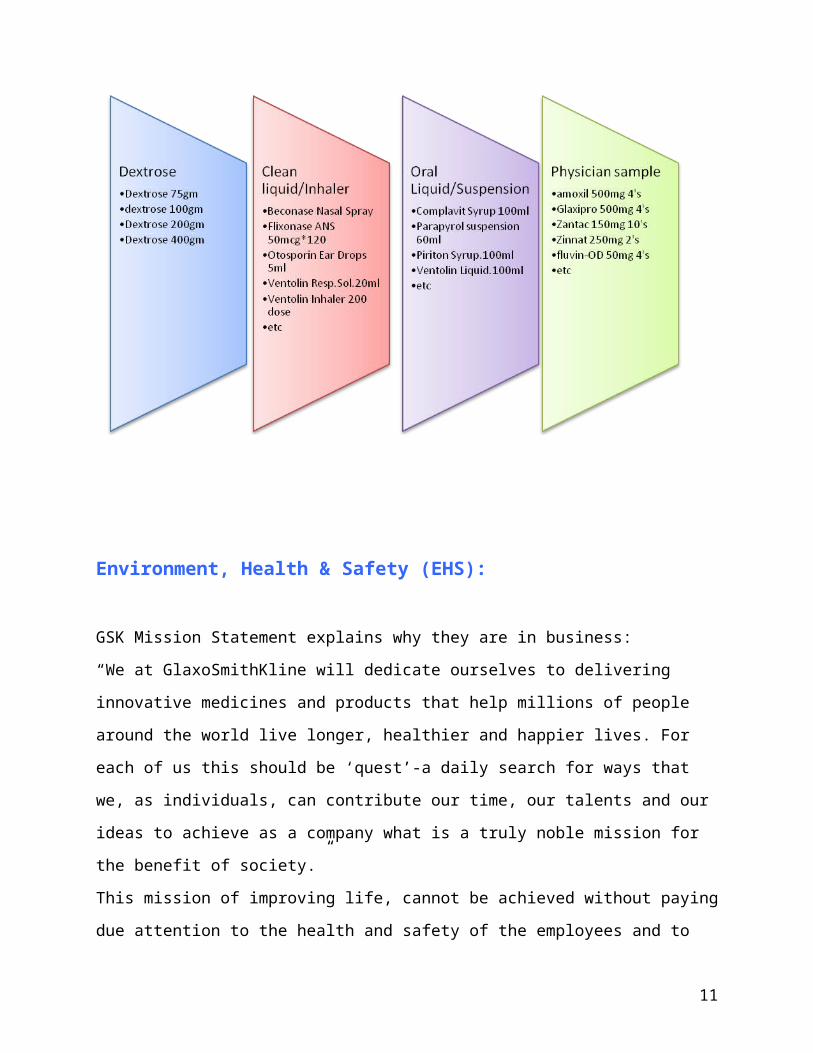
Environment, Health & Safety (EHS):
GSK Mission Statement explains why they are in business:
“We at GlaxoSmithKline will dedicate ourselves to delivering innovative medicines and
products that help millions of people around the world live longer, healthier and happier lives.
For each of us this should be ‘quest’-a daily search for ways that we, as individuals, can
contribute our time, our talents and our ideas to achieve as a company what is a truly noble
mission for the benefit of society.”
This mission of improving life, cannot be achieved without paying due attention to the health and
safety of the employees and to the environment in which the employees operate and people live.
Environment, health and safety are vital components of the ethical approach to business.
EHS Guidelines:
The EHS guidelines include the following:
Leadership and Management
General EHS Programs
Business processes
Employee health (physical)
Environmental risks
10
Different Sites of GMS Chittagong, Bangladesh:
Ware house
Manufacturing/Production area
Engineering workshop
Physician sample packaging
room
Dextrose packaging room
Dextrose storage room
ß-lactum testing lab
Occupational health care centre
Finished goods ware house
Solvent store
Acid store
Covered store
Incinerator
Fire ponds
Bottle crushing area
Scrap yard
Trade union building
Quality assurance department
Cephalosporin block
Cloth washing area
DM water plant
Waste water purifying plant
KPI Board
Emergency control room
Canteens
Masque
Administrative building
11
Quality Management System (QMS):
The QMS is the system for defining and meeting the global quality standards for business. It has
been designed to fulfill European Union, FDA and world health organization requirements.
These regulatory sources provide the baseline standards that are used to develop and maintain the
content of the QMS. The QMS supports the aspirations embodied in the GSK Quality Statement.
QMS has eight sections:
Management
Personnel
Documentation
Facilities
Material &Product Control
Process Assurance
Laboratory Controls
Incident Management
Good Manufacturing Practice:
Good Manufacturing Practice is mandatory for any pharmaceutical industry. It is a local
regulatory and compliance which includes the following:
People
Plant and equipment
Products
Procedures
Paperwork
12

Production Department:
Production department is the most important part of GSK. It is the busiest section. Over here the
employees wear the safety uniform for maintaining the quality of the product of GSK. In GSK
there are seven sections in the production department:
1. Tablet manufacturing
2. Tablet packaging
3. Topical area
4. Oral liquid area
5. Clean liquid area
6. Cephalosporin Block
7. Dextrose packaging section
Entry to the Production Area:
While entering the production area, the employees or the visitors have to take certain precautions
like:
The employees or the visitors have to wear an apron.
The employees or the visitors have to wear a cap.
The employees or the visitors have to wear a mask.
The employees or the visitors have to wear hand gloves.
The employees or the visitors have to wear shoe covers.
The employees or the visitors have to wear safety glasses.
13
Tablet Packaging:
Tablet packaging is the process by which the tablets are suitably packed so that they should
retains their therapeutic effectiveness from the time of their packaging till they are consumed.
The tablet packaging section in GMS Chittagong is divided into two sub-sections like blister
packaging area and strip packaging area.
About 24 products are packed in this section. For these products, there are 9 packaging lines - 2
lines for blister packaging, 6 lines for strip packaging and 1 for the bottle filling. Some
equipments and products of the tablet packaging section are listed below:
Strip Packaging:
Blister Packaging:
14
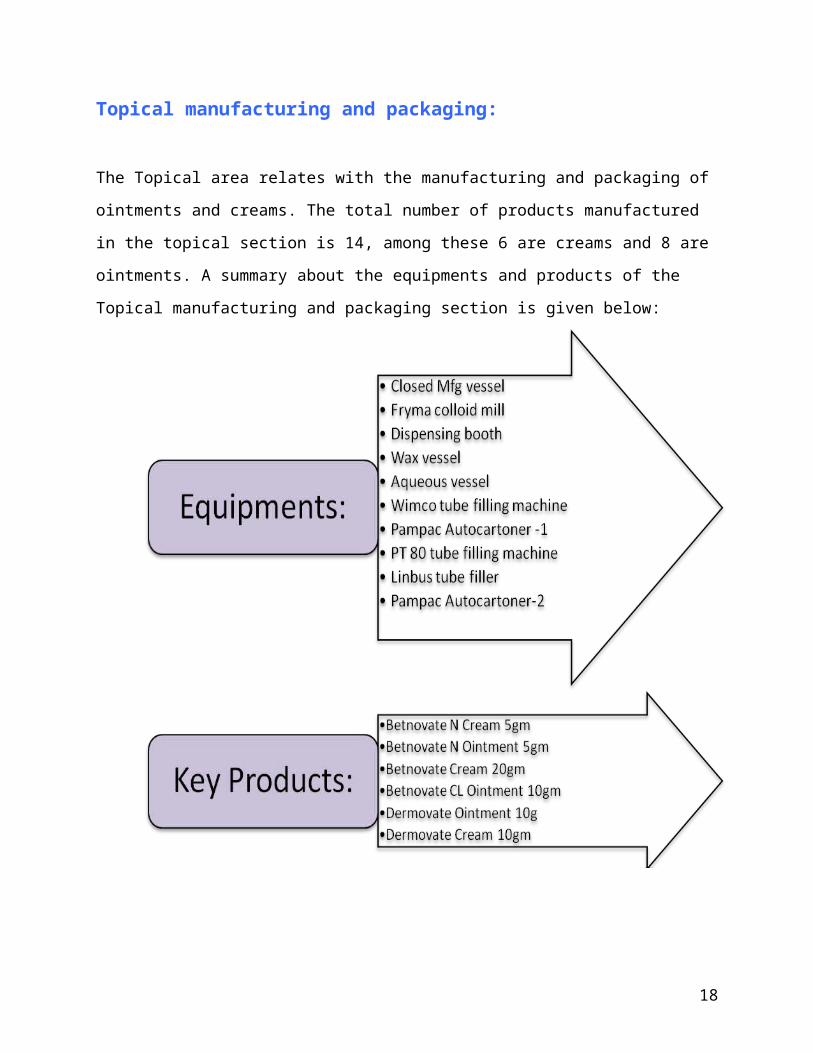
Topical manufacturing and packaging:
The Topical area relates with the manufacturing and packaging of ointments and creams. The
total number of products manufactured in the topical section is 14, among these 6 are creams and
8 are ointments. A summary about the equipments and products of the Topical manufacturing
and packaging section is given below:
15
Oral Liquid Area:
Oral liquid consists of five sections:
1. Oral liquid manufacturing
2. Oral liquid packaging
3. Bottle washing
4. DM water plant
5. Offline over printing
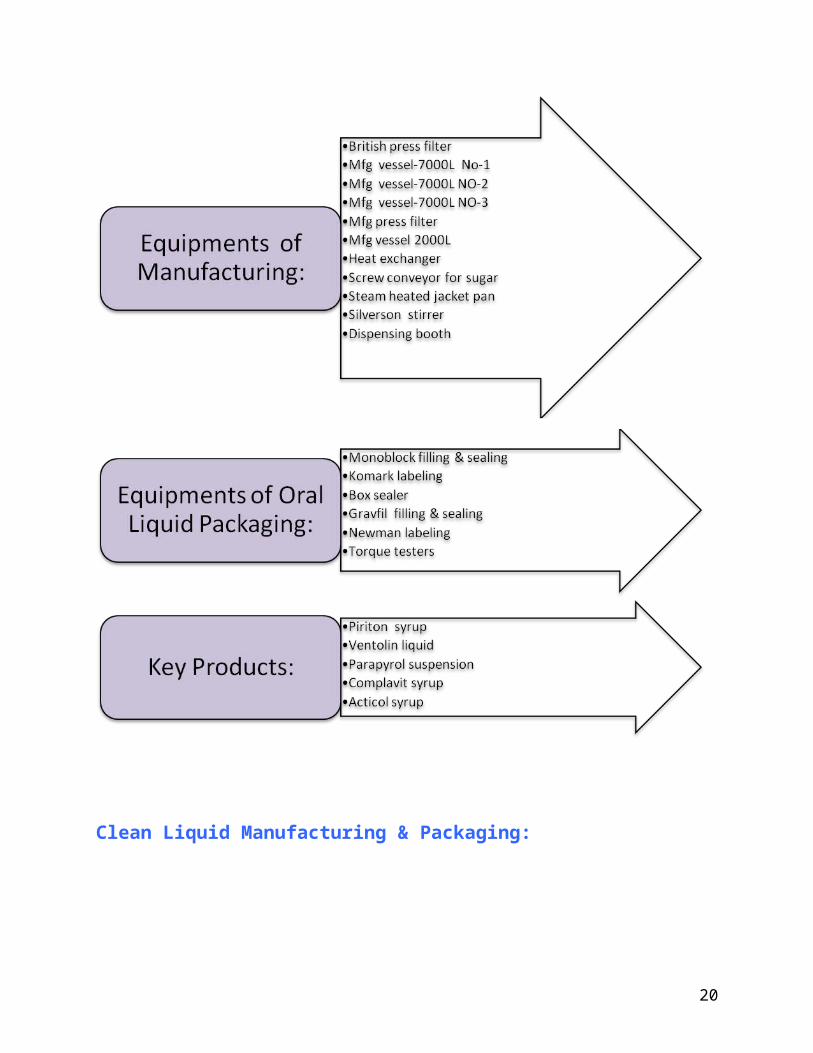
Oral Liquid Manufacturing:
16
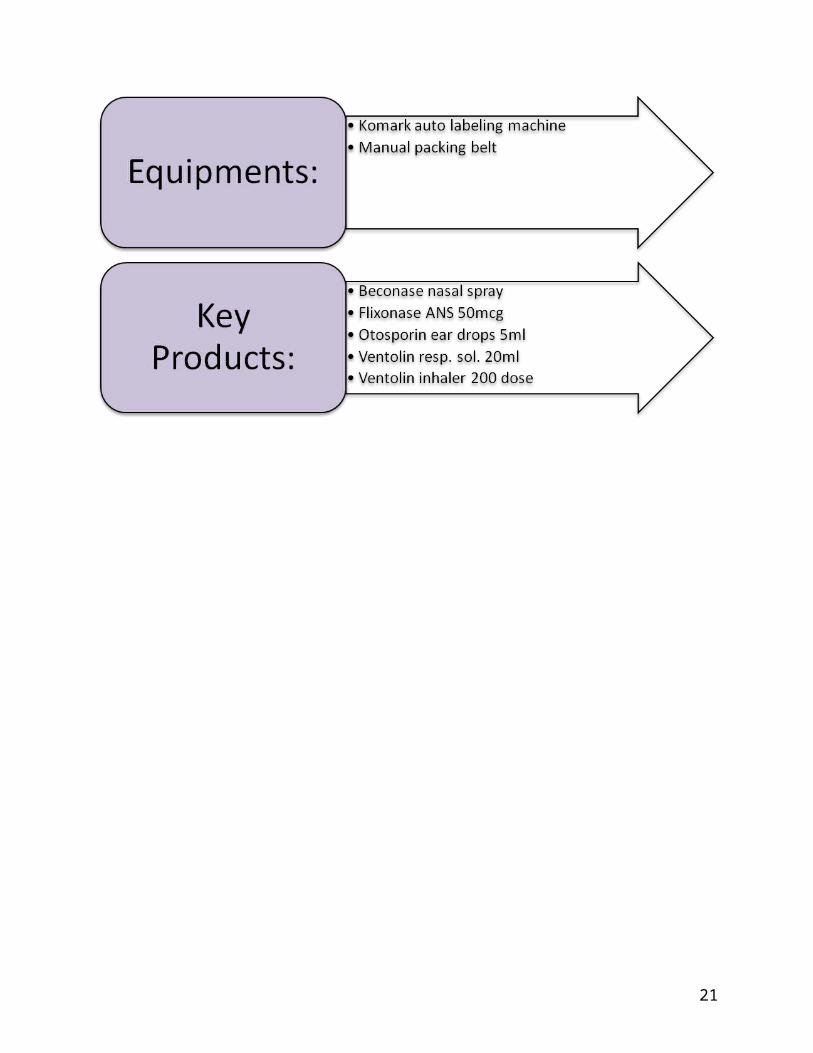
Clean Liquid Manufacturing & Packaging:
17
Lotrix Cream Area:
Under clean liquid area there is another section called Lotrix cream area. This area is
separated because Lotrix cream is a very toxic preparation due to the use of 0.5%
permethene in it.
Dextrose Packaging Area:
Cephalosporin Block:
Cephalosporin is one kind of antibiotic. It is a ß-lactum antibiotic. I have broad spectrum
of activity. It was first isolated from Cephalosporium fungus. The production area and the
lab operation of Cephalosporin group of products are separated from the main production
area to avoid cross contamination.
Quality Assurance Department:
Quality assurance department ensures the proper quality of all the products and raw
materials. GSK strongly believes in quality. In the quality statement of GSK, the chief
executive officer, Mr. Andrew Witty mentioned that “Quality is at the heart of all
activities that support discovery, supply and marketing of products to our patients and
customer. Quality is critical to building trust with society and therefore to our future
business success”. From this statement we can see the importance of quality to ensure
discovery, supply, patients and customers need and thereby ensuring future business.
The quality assurance department is divided into the following sub-divisions:
Operational Quality:
Operational Quality (OQ) ensures the continuity and maintains the quality of the
products. The permission to use the raw materials for production and then to market the
product are granted from this department through official letter. All the reports from the
lab and the production area come into the operational quality office and then are released
from here.
Quality Assurance
Operational Quality Lab Operations
Microbiology Lab
Regulatory Compliance &
Technical support
Functions of Operational Quality:
Handling of change control, Deviation
Periodic Product Review
Final batch release
Production and QC floor Inspection, in process controls checks
Handling of return goods
Handling of customer complaints
Retention of finished goods
KPI reporting
Risk assessment related with product.
Lab Operation:
The function of Lab operation starts after the procurement of raw materials and ends with
the release of the packed batches of medicines. At first the raw materials are analyzed to
check their quality and only then they are allowed to be used to make the products.
Similarly the batches of finished products are first analyzed and only if they are passed
by the lab operation, they can be released to the market. Lab operation also performs
different tests for waters.
To perform these tests the lab operation is equipped with different kind of instruments
such as:
Karl Fisher Titrator.
High Performance Liquid Chromatography (HPLC).
Gas Chromatography.
IR Spectrophotometer.
FT IR
Polarometer
PH meter
UV spectrophotometer
Centrifuge machine
Viscometer
Ultrasonic bath
Digital orbital shaker
Flask shaker
Test tube shaker
Pipette stand etc.
Microbiological Lab Operation:
The main purpose of this lab is to ensure uncontaminated products and environment. To
maintain proper quality, it is important to ensure that the product is not contaminated
which is not possible without a clean environment. In the lab, various methods are used
to test the presence of bacteria, virus, and for particle count.
Equipments:
Memmert Incubator
Gallenkamp Cooled incubator
Suntex 560 Colony counter
Laminar air flow cabinet
Particle counter
Microscope etc
Regulatory Compliance and Technical Support:
This part provides all the support for the QA department to move on. It looks over the
change in formula of existing products, new products, government permission and all
other technical things.
Project on Productivity Improvement in case of
Blister Packaging at GlaxoSmithKline Bangladesh
Limited.
Objective of Study:
GlaxoSmithKline (GSK) is one of the world’s leading Pharmaceutical Company and we
are very glad and proud that we are given an opportunity to perform our industrial
training in such a renowned company, in terms of quality and quantity. We have been
able to learn a lot of practical details in this short span of time.
Conducting this study is our small attempt to utilize our 4 year’s educational learning and
a short but very useful practical training to find out some useful measures to improve the
productivity of the blister packaging line, so that we can offer something back to this
company which may be useful for the further improvement of the productivity of the
blister packaging.
Methodology of Study:
The study was conducted at the belt no-6 of blister packaging area of the tablet packaging
section of GSK Bangladesh Ltd. We have tried to understand the whole process and
identify the obstacles that are faced during blister packaging by careful observation and
one-to-one discussion with the duty officers, operators and workers involved in blister
packaging. The data of the last few days were collected from various records of blister
packaging section. Some other useful information were collected from the internet,
previous reports, booklet and other information provided by different persons whom we
met at GSK Bangladesh Ltd during our training period. Finally, the findings were
analyzed and some possible ways to improve the productivity were proposed.
At the beginning of the study we would like to recall some related fundamental details
like the definition of productivity, packaging and others.
Productivity is a ratio of what is produced to what is required to produce it. Usually
this ratio is in the form of an average, expressing the total output divided by the total
input. Productivity is a measure of the efficiency of production.
The formula of total productivity is normally written as follows:
Total productivity = Output quality and quantity / Input quality and quantity
Importance of Productivity:
Every pharmaceutical manufacturer is faced with the challenge of competing in a
growing marketplace where quality assurance is paramount and in an economy that
requires organizations to continually cut costs. When there is productivity growth, the
existing commitment of resources generates more output and income. Income generated
per unit of input increases. Additional resources are also attracted into production and can
be profitably employed.
How to Improve Productivity:
Pharmaceutical companies can increase productivity in a variety of ways. The most
obvious methods involve automation and computerization which minimize the tasks that
must be performed by employees. Recently, less obvious techniques are being employed
that involve ergonomic design and worker comfort.
Packaging:
Packaging has been defined as the means of ensuring the safe delivery of a product to the
ultimate consumer in sound condition at the minimum overall cost.
In other words, packaging is the science and arts of, and the operation involved in, the
preparation of articles for carriage, storage and delivery to the customer.
In short, Packaging sells what it protects and protects what it sells.
Types of Packaging:
Primary packaging is the material that primarily covers the product and holds it.
This usually is the smallest unit of distribution or use and is the package which is
in direct contact with the contents.
Secondary packaging is outside the primary packaging which is used to contain
the primary packages together.
Tertiary packaging is the final packaging which remains outside the secondary
packages. It is useful for bulk handling, warehouse storage and transport shipping.
Role of Packaging:
A pack has a number of functions to perform during its life, including storage, carriage,
display, sale, use etc.
A pack is the economical means of providing for a product-
presentation
protection
identification/information
convenience/containment
portion control
until such time as the product is used, paying due attention to any relevant
environmental issues.
Pharmaceutical products generally require a standard of packaging which is superior to
that of most other products in order to support and comply with their main requirements,
i.e. proven efficacy, safety, uniformity, reproducibility, integrity, purity with limited
impurities, minimum side-effects coupled to minimum product liability risks and a good-
shelf life stability profile. All these should be considered during pack design.
Types of Tablet Packaging:
There are two types of tablet packaging available in the Pharmaceutical industry:
Strip packaging
Blister packaging
Strip Packaging:
This is formed by using two heat sealable foils placing tablets in pockets formed
automatically in the machine. In GSK Bangladesh Ltd we have observed to use
aluminum and paper for strip packaging.
Blister Packaging:
Blister pack is a term for several types of pre-formed plastic packaging used for small
consumer goods, foods, and for pharmaceuticals.
The primary component of a blister pack is a cavity or pocket made from a "formable"
web, usually a thermoformed plastic. This usually has a "lidding" seal of aluminum foil
or plastic.
Blister packs protect medications from environmental influences such as atmospheric
humidity, oxidation and microorganisms, as well as mechanical influences during
transport. In addition to this, they allow for easy ingestion of tablets directly from the
package.
The blister packaging is better than conventional packaging in the following terms:
product integrity
product protection
tamper evidence
reduced possibility of accidental misuse
patient compliance.
The four basic components of pharmaceutical blister packages are the forming film, the
lidding material, the heat-seal coating, and the printing ink. Forming films account for
approximately 80–85% of the blister package and lidding materials make up 15–20% of
the total weight of the package. Because the forming film and the lidding material form
an integrated package, they must match precisely.
Forming film:
The forming film is the packaging component that receives the product in deep drawn
pockets. Factors influencing package production and speed of assembly must be taken
into account, including heat sealing properties and the ease of cutting and trimming
formed blisters. Plastic forming films such as PVC, polypropylene (PP), and polyester
(PET) can be thermoformed, but support materials containing aluminum are cold-formed.
Lidding materials:
The lidding material provides the base or main structural component upon which the final
blister package is built.
Hard aluminum is the most widely used push-through lidding material.
Heat-seal coatings:
Heat-seal coatings provide a bond between the plastic blister and the printed lidding
material.
Printing inks:
Printing inks provide graphics and aesthetic appeal. Printing inks must resist heat sealing
temperatures as high as 300°C without showing any discoloration or tackiness (blocking).
Types of Blister Packaging:
Two basic types of pharmaceutical blister packages exist:
In one variety the cavity is constructed of clear, thermoformed plastic, and the lid
is formed of clear plastic or a combination of plastic, paper, and/or aluminum
foil. The process is known as thermoforming.
In GSK Bangladesh Ltd the ALU-PVC blister packs are prepared for the
products like Grisovin FP 500mg tablet, Panadol-Extra tablet, Glaxipro 500mg
tablet, Fluvin-OD 50mg & 150mg tablet and Peflon tablet 400mg.
The other type of package contains aluminum foil as an essential component of
both web and its cavity is created by cold stretching (ALU-ALU). This process is
known as cold-forming. Products that require the highest degree of protection are
packed in an all-foil package. Cold-formable foil is finding favor because it is the
only material that provides a 100% barrier to moisture, oxygen, and light,
allowing an extended product expiry date. The principal disadvantages of cold
form foil blisters are: the slower speed of production compared to
thermoforming; the lack of transparency of the package (a therapy compliance
disadvantage); and the larger size of the blister card (aluminum can not be formed
with near 90 degree angles) and often allowing the product to shift inside the
blister.
In GSK, Norain Cap 20mg and Zantac tablet 150mg are packed in Alu-Alu
packs.
Process of Blister Packaging:
The sequence involves heating the plastic, forming it into blister cavities, loading the
blister with the product, placing lidding material over the blister, and heat-sealing the
package. This can be a simple manual process, or it can be partially or fully automated.
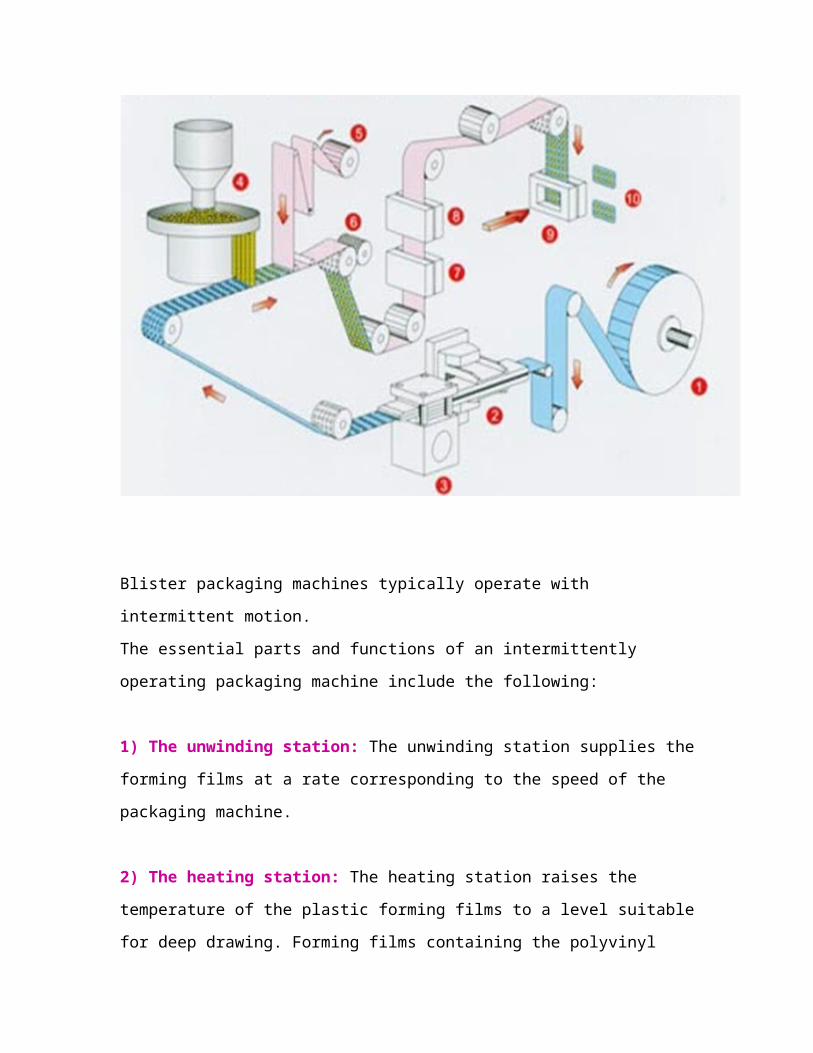
Blister packaging machines typically operate with intermittent motion.
The essential parts and functions of an intermittently operating packaging machine
include the following:
1) The unwinding station: The unwinding station supplies the forming films at a rate
corresponding to the speed of the packaging machine.
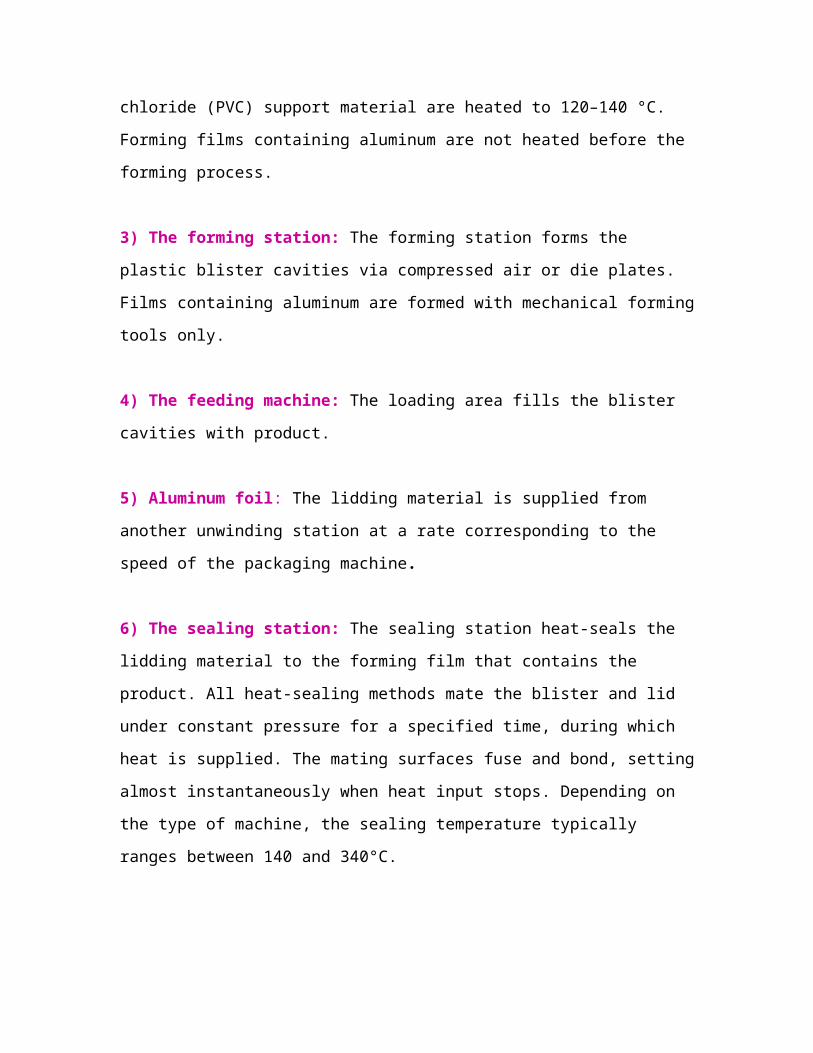
2) The heating station: The heating station raises the temperature of the plastic forming
films to a level suitable for deep drawing. Forming films containing the polyvinyl
chloride (PVC) support material are heated to 120–140 °C. Forming films containing
aluminum are not heated before the forming process.
3) The forming station: The forming station forms the plastic blister cavities via
compressed air or die plates. Films containing aluminum are formed with mechanical
forming tools only.
4) The feeding machine: The loading area fills the blister cavities with product.
5) Aluminum foil: The lidding material is supplied from another unwinding station at a
rate corresponding to the speed of the packaging machine.
6) The sealing station: The sealing station heat-seals the lidding material to the forming
film that contains the product. All heat-sealing methods mate the blister and lid under
constant pressure for a specified time, during which heat is supplied. The mating surfaces
fuse and bond, setting almost instantaneously when heat input stops. Depending on the
type of machine, the sealing temperature typically ranges between 140 and 340°C.
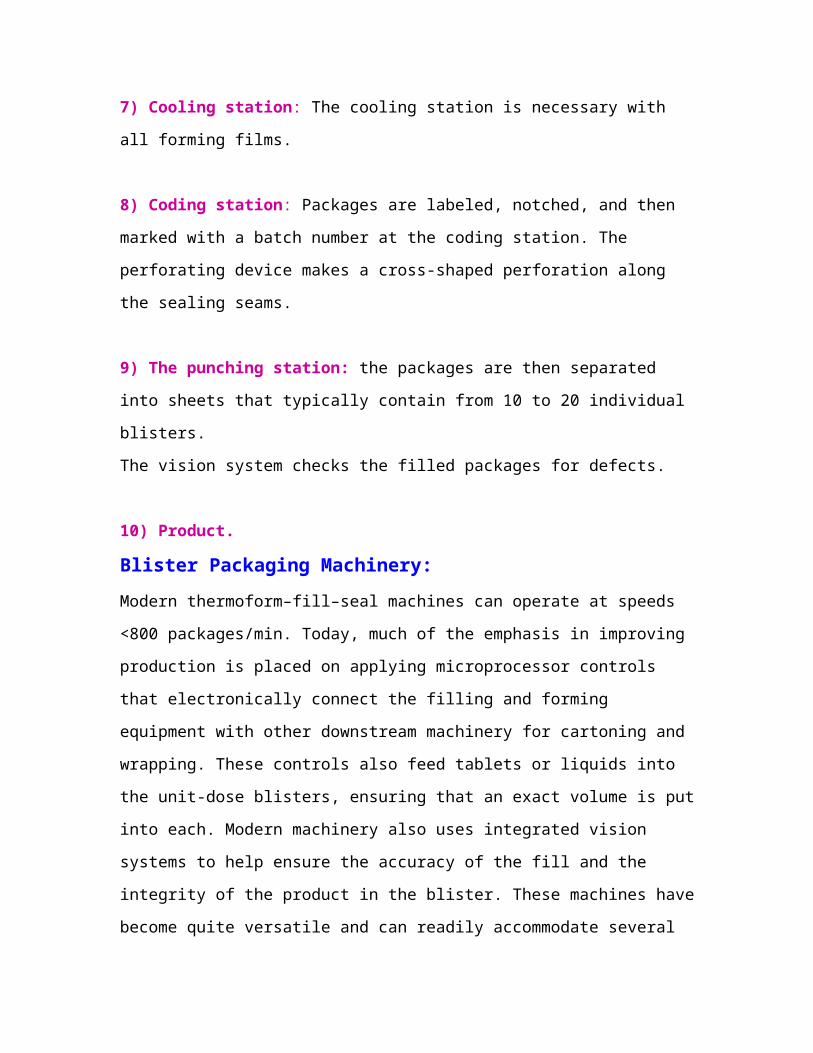
7) Cooling station: The cooling station is necessary with all forming films.
8) Coding station: Packages are labeled, notched, and then marked with a batch number
at the coding station. The perforating device makes a cross-shaped perforation along the
sealing seams.
9) The punching station: the packages are then separated into sheets that typically
contain from 10 to 20 individual blisters.
The vision system checks the filled packages for defects.
10) Product.
Blister Packaging Machinery:
Modern thermoform–fill–seal machines can operate at speeds <800 packages/min.
Today, much of the emphasis in improving production is placed on applying
microprocessor controls that electronically connect the filling and forming equipment
with other downstream machinery for cartoning and wrapping. These controls also feed
tablets or liquids into the unit-dose blisters, ensuring that an exact volume is put into
each. Modern machinery also uses integrated vision systems to help ensure the accuracy
of the fill and the integrity of the product in the blister. These machines have become
quite versatile and can readily accommodate several types of lidstocks and basestocks,
allowing the manufacturer to obtain better compatibility between the medicine and its
packaging material as well as better patient compliance.
The Machine Under Study:
The blister packer in belt no 6 in the blister packaging section of GMS Chittagong is
manufactured by Hoong-A Corporation, Korea. The machine is capable to produce 69
packs per minute. The Hoong-A blister packer is attached with a conveyor belt to convey
the packs from the primary packaging area to the area where the packs are counted and
then undergo secondary and tertiary packaging.
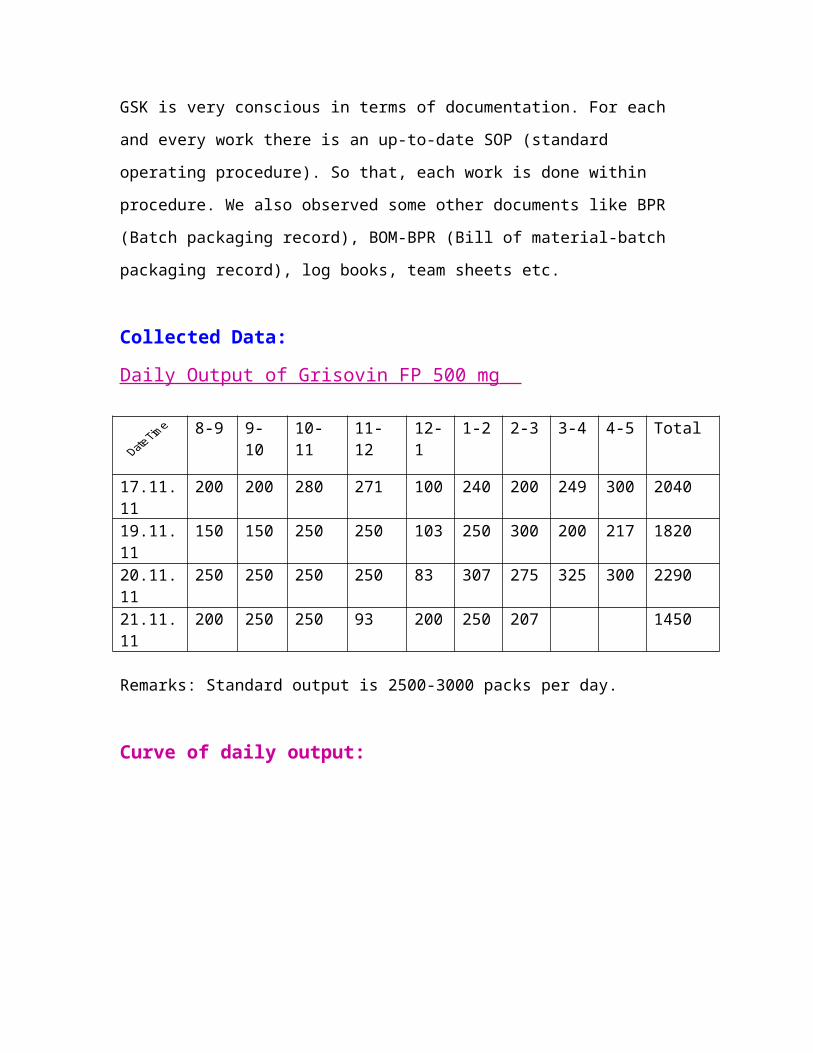
Documentation:
GSK is very conscious in terms of documentation. For each and every work there is an
up-to-date SOP (standard operating procedure). So that, each work is done within
procedure. We also observed some other documents like BPR (Batch packaging record),
BOM-BPR (Bill of material-batch packaging record), log books, team sheets etc.
Collected Data:
Daily Output of Grisovin FP 500 mg
8-9 9-10 10-11 11-12 12-1 1-2 2-3 3-4 4-5 Total
17.11.11 200 200 280 271 100 240 200 249 300 204019.11.11 150 150 250 250 103 250 300 200 217 182020.11.11 250 250 250 250 83 307 275 325 300 229021.11.11 200 250 250 93 200 250 207 1450
Remarks: Standard output is 2500-3000 packs per day.
Curve of daily output:
Team SheetProduct name: Grisovin FP 500mg, Batch No: 407,408
16/11/2011 17/11/2011 19/11/2011 20/11/2011 21/11/2011
Machine Setting(heat) 20min 20min 20min 30min 30minBatch/product change 20min 20min 20min 20min 20minFoil change/AdjustmentLack of BulkLack of overprinting items N/ALate arrival of transportDefective BulkVessel changeEarly Finish 10min 10min 10min 10min 1minManpower ShortageTea Break 30min 30min 30min 30min 30minMachine trouble trouble(Mechanical/Electrical)
3hr*Power failureLack of compressed airgvvavavacuum/Compressed
N/AJet/Batch printing trouble N/AHumidity problemOthers N/ATotal 1 hr 20min 1 hr 20min 1 hr 20min 1 hr 30min 4hr 20min
Date Batch No
Packed Filled Start Time Finish Time
Gross Time(hr)
Net Time(hr)
Speed
16.11.11 403 248 8:20AM 5:00PM 8:40 7.20
88 S.P.M
404 1042
17.11.11 404 951 8:20AM 5:00PM 8:40 7.20
405 1089
19.11.11 405 903 8:20AM 5:00PM 8:30 7.10
406 917
20.11.11 406 1083 8:30AM 5:00PM 8:40 7.10
407 1207
21.11.11 407 793 8:30AM 5:00PM 8:40 4.20
408 657
*Remarks: The machine was stopped for 3 hours at 21/11/2011 due to sealing plate problem
Production Equipment Log register (External):Date Product Batch
noStart Time
Finish time
Production Details16.11.11 Grisovin
FP 500 mg403 8:20AM Production Stopped
10:00AM Batch Completed10:10AM 10:20AM Line Clearance&Batch Change
404 10:20AM New Batch started4:30PM Production Stopped
4:30PM 5:00PM Machine Cleaned
17.11.11 Grisovin FP 500mg
404 8:20AM Production Stopped
405 12:00PM Batch Completed12:00PM 12:50PM Line Clearance&Batch Change12:50PM New Batch started
5:00PM Production Stopped5:00PM 6:00PM Machine Cleaned
19.11.11 Grisovin FP 500 mg
405 8:10AM 8:20AM Setting
8:20AM Production Started12:10PM Batch Completed
404 12:45AM 1:00PM Line Clearance&Batch Change1:05PM Production Started
20.11.11 Grisovin FP 500 mg
406 8:10AM Production Started
12:00PM Batch Completed407 12:00PM 1:00PM Line Clearance&Batch Change407 1:00PM New Batch started
5:00PM Production Stopped5:00PM 6:00PM Machine Cleaned
21.11.11 Grisovin FP 500 mg
407 8:20AM Production Started
11:00AM Batch Completed408 11:00AM 11:20AM Line Clearance&Batch Change
11:20AM New Batch started2:00PM 5:00PM Production stopped due to
Sealing Trouble
5:00PM 6:00PM Machine Cleaned
Production Equipment Log Register (Internal):Date Product Batch
noStart Time
Finish time
Production Details16.11.11 Grisovin
FP 500 mg403 10:00AM 10:20AM Batch Completed
10:00AM 10:20AM Line Clearance&Batch Change404 10:20AM Production Started
4:50PM Production Stopped5:00PM 6:00PM Machine Cleaned
17.11.11 ,, 404 8:10AM 8:20AM M/C Heat & Setting
8:20AM 8:30AM Leak Test OK8:30AM Production Stopped
12:00PM Batch Completed405 12:00PM 12:50PM Line Clearance&Batch Change
12:50PM Production restarted5:00PM Production Stopped
5:00PM 6:00PM Machine Cleaned19.11.11 ,, 405 8:10AM 8:20AM M/C Heat & Setting
8:20AM 8:30AM Leak Test OK8:30AM Production Started
12:50PM Batch Completed406 12:50PM 1:10PM Line Clearance&Batch Change
1:10PM New Batch started5:20PM Production Stopped
5:20PM 5:50PM Machine Cleaned20.11.11 ,, 406 8:10AM 8:20AM M/C Heat & Setting
8:20AM 8:30AM Leak Test OK8:30AM Production Started
12:00PM Batch Completed407 12:00PM 1:00PM Line Clearance&Batch Change
1:00PM Production started5:00PM Production Stopped
5:00PM 6:00PM Machine Cleaned21.11.11 ,, 407 8:10AM 8:20AM M/C Heat & Setting
8:20AM 8:30AM Leak Test OK8:30AM Production Started
11:00AM Batch Completed408 11:00AM 11:20AM Line Clearance & Batch
Change11:20AM Production started2:00PM 5:00PM Production Stopped due to
sealing trouble
5:00PM 6:00PM Machine Cleaned
Identified Problems & Suggestions:
One of the important factors for the line is machine utilization. Everyday each machine remains, busy,
blocked, idle, down, or in setup for a certain time. Upgrading line controls and adding inspections
at specific stages of blister packaging will reduce wasteful, inefficient line processes such
as:
1. Downtimes
2. Rejects
3. Rework
4. QA sampling.
The higher the overall busy time on the line, the greater line productivity.
Curve of downtime:
Remarks: The machine was stopped for 3 hours at 21/11/2011 due to sealing plate problem
From the collected data and spot observation, we tried to identify the problems that
prevent the achievement of standard output which can be as follows:
i) Interrupted power supply: The interrupted power supply seemed to
be one of the major problems in GMS Chittagong which affects the overall
productivity of the company as well as the blister packaging. We observed a great
number of load shedding per day and each time the power goes off it takes almost
1 minute to start the generator backup. And then it takes about 4 minutes to restart
the blister packer. It hampers the overall production.
Suggestion: We have come to know that many other industries in Bangladesh use
the natural gas or other fuel to generate electricity on their own through their
individual power plants. This ultimately saves a lot of money than buying the
electricity from PDB and solves the problem of load shedding as well. If the
machine has consistent utilization then there will also be limited equipment start-up and
shutdown, potentially lowering the downtime and increasing the productivity.
ii) Tea break/lunch break: Whenever operators went on lunch or break,
the line was shut down. This prevented achievement of the 90 minutes per shift of
equipment run time. Again the workers are observed to return not in time after the
breaks which caused some more loss of time.
Suggestion: It can be suggested that breaks should be staggered to maximize
uptime by keeping equipment functional throughout the shift. The workers should
be motivated to return in time.
iii) Empty pockets and broken tablets: We have observed that the workers were
manually detecting many blister packs with empty pockets or with
broken/defective tablets. It was very much time consuming and tiresome to check
each and every pack manually and there remains every chance of error. In
addition, as these defects were identified after the primary packaging, the packs
were needed to be deblistered to recover the tablets which needed extra work and
the packing materials were wasted.
Suggestion: The latest vision inspection technology can be installed for more
precise and efficient inspection of products (empty pockets, product verification,
component count, color identification, incorrect placement of product or presence
of foreign material etc.) prior to sealing.
The modern Visual Inspection systems make use of high speed, high resolution
camera's and a digital image processing system to analyze the pictures that pass in
front of the lens.
When properly set up and configured, visual inspection systems have proven to be
very versatile and reliable.
Benefits of implementing the Visual Inspection Systems
Avoid product wastage and rework
Provide 100% inspection of the blisters
Automatic ejection of defective blisters to avoid non-conformations
Improve control, reliability, and accuracy of the inspection process.
Provide real-time data and statistics on production quality.
iv) Absenteeism: Absenteeism is one of the major obstacles of production. It
requires about 10 workers in the belt no-6 for its smooth running. But almost
everyday 1-2 workers remain absent for various reasons which prevent the
achievement of the desired output at due time. Again many of the elderly workers
remain sick for a reasonable period. To fill up these gaps, workers are shifted
from other department to the blister packaging section who may not be fully
skilled for the job. So the productivity is decreased.
Suggestion: The workers should be regularly motivated to minimize the
absenteeism. The worker with minimum absenteeism can be rewarded to
encourage them to work more. If anyone is found to enjoy unnecessary leave
repeatedly, proper action should be taken against them. Finally, some more
energetic, skilled workers can be employed to enhance the productivity.
v) Mechanical error : We have observed that the Hoong-A blister
packer in belt no-6 has become older and it frequently suffers from mechanical
problems like sealing plate problem, web/channel jam, cartridge failure, machine
stoppage, defective embossing, defective printing etc.
Suggestion: Machines should be monitored regularly for smooth running and an
engineer can be present all the time to immediately combat any mechanical
problem that occurs during production. The operators should be more careful in
handling the machine. It will be even better if the machines can be replaced with
some newer versions.
vi) Delayed counting: The blister packs are manually counted and
inserted into the carton by the workers. It was seen that often the workers cannot
count the blister packs as faster as they are produced. These packs are counted
afterwards which takes a lot of time. So it takes more time to start the next batch
even after the packs are produced.
Suggestion: If an autocounter is introduced then the workers will not have to
count them manually and thus they will have packed them in the final carton
faster and will be able to move forward for the next batch.
An autocartoner can also be introduced so that even the time required for
cartoning will also be saved and there will be greater productivity.
vii) Leak test: The tablet packaging section of GSK Bangladesh Ltd
employs methylene blue dye test as a means of leak test for the blister packs. We
found this test to be messy, destructive, time consuming and operator dependant
which really does not befit the technical excellence associated with modern
pharmaceutical manufacturing. The subjective nature of the test and variance in
setup across packaging lines can lead to validation issues. This, combined with
the needless destruction of good packs and the intensive reliance on the operator,
leads us to believe that the time has come to replace this method with a more
suitable alternative. One of the attractions of the blue dye test is the low cost of
the equipment required but the real cost of running the blue dye test can be seen
only when the cost of disposing the waste and lost production is considered.
Suggestion: A blue dye test alternative using innovative laser technology (pin
hole detector) can be used as part of the quality assurance processes. It replaces
the traditional and messy blue-dye testing method of checking for leaks using a
liquid test that rendered the packs and their contents un-useable regardless of
whether they have a hole in them or not. A pin hole detector can detect leaks as
small as 7 microns in individual blister pockets using scanning technology. So all
samples which 'pass' the test can be re-introduced to the packaging line, thus
reducing waste and increasing productivity. Again, as this is an automatic process,
no man-hour would be wasted for this test.
viii) Overtime: In GMS Chittagong, overtime is one of the major factors related to
production & packaging. Sometimes, overtime may be required to fulfill the day-
to-day target. But it is not encouraging for the all the times as it is seen in this
company. It requires the company to pay extra allowances to the workers which
ultimately hampers the productivity and ultimate profit. Different machineries

problems, downtime, shortage of required number of skilled man power and
sometimes the worker’s interest ultimately precipitate the need for overtime.
Suggestion: To minimize the overtime problem, more number of efficient man
powers may be recruited. The employees should be motivated, monitored and
supervised to utilize their normal working hours properly and complete their work
in time. Steps to be taken to minimize the absenteeism which can contribute to
minimize the overtime issue.
After performing this study we have come to the conclusion that further automation and
computerization of the blister packaging process and increased supervision will be able to
boost-up the productivity of the blister packaging section.
Finally, we would like to convey our gratitude to all the persons who helped us through
this study as we find ourselves very glad and privileged to get the opportunity to do a
project in the GMS Chittagong, GlaxoSmithKline Bangladesh Limited. We wish the
blister packaging area will be more developed and overcome all sorts of problem
reaching its targets beyond the boundaries. We would consider ourselves worthwhile and
be extremely pleased if our effort serves to anyone’s help.
Conclusion:
GlaxoSmithKline Bangladesh Limited has maintained a good rank in both Bangladesh &
all over the world compared to the other Pharmaceutical Companies. GSK Bangladesh
Limited has gained a good momentum over time and it maintains its momentum through
ensuring quality of the products to the market & its consumers. It also has developed
innovative products which other pharmaceutical company has not yet produced.
During the three weeks internship program at GlaxoSmithKline Bangladesh Limited,
almost all the departments have been observed by us. This internship program allowed us
to gain a lot of practical knowledge & helped us to visualize our four years academic
course almost in a month only.
As we observed that GSK is so conscious about its product’s quality, it rejects all those
products which do not satisfy their standard & never gives approval for its market
release. The employees also strive hard to maintain the standard quality & minimize the
defective products through the standard operating procedure (SOP) of the company.
As an intern we have gained practical experience as well as industrial knowledge from
the employees of the company & the people of GSK has motivated us for dealing a better
professional life in the field of pharmacy here after.
We are proud to have a first hand knowledge from a company like this. We pray for the
onward development of GlaxoSmithKline Bangladesh Limited.