Embed Size (px)
Citation preview
Assembly Instructions&
Operator’s Manual
Copyright © Torchmate Inc. 2011
Growth Series™
™™
™
1 SAFETY
SAFETYELECTRIC SHOCK CAN KILLElectric Shock can injure or kill. CNC operation and many of the processes used produce high voltage electrical energy. This electric energy can cause serve or fatal shock to the operator or others in the work place.• Never touch any parts that are electrically “live” or “hot”• Wear dry gloves and clothing. Insulate yourself from the work piece or other parts of the
plasma cutting circuit.• Repair or replace all worn or damaged parts.• Extra care must be taken when work place is moist or damp.• Install and maintain equipment according to NEC (National Electric Code), refer to
publications section in this manual.• Disconnect power source before performing any service or repairs.• Read and follow all the instructions in the operating manuals.
FIRE AND EXPLOSIONFire and explosion can be caused by hot slag, sparks, oxygen fueled cutting flame, or the plasma arc.• Be sure there is no combustible or flammable material in the workplace. Any material that
cannot be removed must be protected.• Ventilate all flammable or explosive vapors from the workplace.• Do not cut or weld on containers that may have held combustibles.• Provide a fire watch when working in an area where fire hazards may exist.• Hydrogen gas may be formed and trapped under aluminum work pieces when they are cut
underwater or while using a water table. DO NOT cut aluminum alloys underwater or on a water table unless the hydrogen gas can be eliminated or dissipated. Trapped hydrogen gas that is ignited will cause an explosion.
AUTOMATIC OPERATIONAny CNC machine may operate automatically without warning. Only a trained individual familiar with the software, machine, and computer system should operate this equipment. Keep the immediate area around the CNC machine clear of materials that may cause interference. Keep area clear of bystanders. All untrained persons should not work on or near a CNC machine. Do not leave the CNC machine unattended while power is on to any electronics.
NOISENoise can cause permanent hearing loss. CNC operation, plasma arc cutting, plate marking, routing, and drilling can cause noise levels that exceed safe limits. You must protect your ears from loud noise to prevent permanent loss of hearing.• To protect your hearing from loud noise, wear protective ear plugs and/or ear muffs.
Protect others in the workplace.• Noise levels should be measured to be sure the decibels (sound) do not exceed safe levels.• For information on how to test for noise refer to the publications section of this manual.
2 SAFETY
SAFETYGASES, DUST, AND FUMESGases and fumes produced during the cutting process can be dangerous to your health.• Keep all fumes and gases from the breathing area. Keep your head out of the cutting fume
plume.• Use an air-supplied respirator if ventilation is not adequate to remove all fumes and gases.• The kinds of fumes and gases from cutting depend on the kind of metal being cut, coatings
on the metal, and the different processes. You must be very careful when cutting or welding any metals which may contain the following:
• Always read the Material Safety Data Sheet (MSDS) that should be supplied with the material you are using. These MSDSs will give you the information regarding the kind and amount of fumes and gases that may be dangerous to your health
• For information on how to test for fumes and gases in your work place refer to publications section of this manual.
• Use special equipment, such as down draft and water cutting tables, to capture fumes and gases.
• Do not use in an area where combustible or explosive gases or materials are located.• Phosgene, a toxic gas, is generated from the vapors of chlorinated solvents and cleansers.
Remove all sources of these vapors.• This product, when used for welding or cutting, produces fumes or gases which contain
chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code Sec. 25249.5 et seq.)
Some dust created by routing, sawing, grinding, drilling, and other construction activities contains chemicals known to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are:• Lead from lead-based paint.• Crystalline silica from bricks and cement and other masonry products.• Arsenic and chromium from chemically-treated lumber (CCA).Your risk from these exposures varies, depending on how often you do this type of work. To reduce your exposure to these chemicals: work in a well ventilated area, and work with approved safety equipment, such as those dust masks that are specially designed to filter out microscopic particles.• Avoid prolonged contact with dust from routing, sawing, grinding, drilling, and other
construction activities. Wear protective clothing and wash exposed areas with soap and water. Allowing dust to get into your mouth, eyes, or lay on the skin may promote absorption of harmful chemicals.
WARNING: Use of router tool can generate and/or disburse dust, which may cause serious and permanent respiratory or other injury. Always use NIOSH/OSHA approved respiratory protection appropriate for the dust exposure. Direct particles away from face and body.
AntimonyArsenicBariumBerylliumCadmium
ChromiumCobaltCopperLeadManganese
MercuryNickleSeleniumSilverVanadium

3 SAFETY
SAFETY
HEAVY COMPONENTSCertain components of CNC machines are heavy. Use caution when lifting or moving these components. Use team lifting when necessary to avoid personal injury. Some components must be lifter by mechanical devices. When using a mechanical device to move component follow all manufacturer’s safety guidelines. Material being operated on by the machine may be heavy, use all lifting guidelines outlined in Occupational Safety & Health Administration technical manual Sect. 7, Ch 1.5. See publications section for additional information.
MOVING TOOLSCertain tool attachments such as Arc Voltage Height Control (AVHC), plate marker, automatic z-axis move autonomously and may cause bodily injury. Keep area under and around all tool attachments clear. When maintaining or adjusting a tool ensure that power is off to all components.
ELECTRIC AND MAGNETIC FIELDSElectric current flowing through any conductor causes localized Electric and Magnetic Fields (EMF). Welding and plasma cutting current creates EMF fields around cables and machines. EMF fields may interfere with some pacemakers, and operators having a pacemaker should consult their physician before operation. Exposure to EMF fields may have other health effects which are now not know.
PLASMA ARC RAYSPlasma Arc Rays can injure your eyes and burn your skin. The plasma arc process produces very bright ultra violet and infrared light. These arc rays will damage your eyes and burn your skin if you are not properly protected.• To protect your eyes, always wear a welding helmet or shield. Also always wear safety
glasses with side shields, goggles or other protective eye wear.• Wear welding gloves and suitable clothing to protect your skin from the arc rays and
sparks.• Keep helmet and safety glasses in good condition. Replace lenses when cracked, chipped
or dirty.• Protect others in the work area from the arc rays. Use protective booths, screens or shields.• Use the shade of lens as suggested in the following per ANSI/ASC Z49.1:
Arc Current
Less than 20A20A-40A40A-60A60A-300A300A-400A400A-800A
Minimum Protective Shade No.
4568910
Suggested Shade No.
45691214
4 SAFETY
SAFETYFLYING DEBRISMetal cutting and marking operations can create debris. Use proper eye protection pursuant to ANSI Z87.1 requirements. All persons operating in the vicinity of CNC operations should be aware of debris take necessary precautions. Consult the publications section of this manual for further information.
SHARP ROTARY TOOLSRouting or drilling applications use high speed rotating bits that contain sharp edges. Keep clear of bits when in use. When changing bits ensure that the router, spindle, or drill is off and power is not applied. Use proper protection and care when changing sharp bits.
HOT MATERIALSThe process of plasma cutting creates an arc of electricity that can be up to 45000°F (25000°C), oxygen fueled cutting flame can be up to 6330°F (3500°C). As a result a cut materials will be very hot after cutting. Use extreme care when handling recently cut materials. Proper protective apparel such as protective gloves should be worn when handling recently cut material. Material handling apparatuses should also be considered. It is recommended to allow material to cool completely before handling.
PINCH AND CRUSH POINTSCNC machines in motion can create pinch points in normal operation. Be aware of all areas that may potentially be a hazard when the CNC machine is in motion. Avoid working on the machine while the control electronics are energized. CNC machines may use hard stops as part of normal setup, while in motion these stops may be contacted creating a crush point. Do not stack or store any additional items in contact with the machine.

5 SAFETY
SAFETY
MECHANICAL DRIVESMechanical drives are in use while the CNC machine is in operation. These drives use gears, belts, and/or drive screws. These components move at high speed. Do not attempt to service, adjust, or otherwise touch these components while the machine is on. Secure loose articles of clothing and cables to prevent entanglement.
AIR LINES UNDER PRESSURECertain tools use compressed air lines to activate. These air lines are under pressure. Hot sparks or flying debris may cause damage to these lines. Ensure that the air lines are kept free of punctures, burns, or other damage or defects that could cause failure. Inspect air lines periodically and repair or replace damaged lines.
PUBLICATIONSRefer to the following standards or their latest revisions for more information:• OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910, obtainable from the Superintendent of Documents, U.S.
Government Printing Office, Washington, D.C. 20402• ANSI Standard Z49.1, SAFETY IN WELDING AND CUTTING, obtainable from the American Welding Society, 550 N.W.
LeJeune Rd, Miami, FL 33126• NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING, obtainable from the
Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402• ANSI Standard Z87.1, SAFE PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION,
obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018• ANSI Standard Z49.2, FIRE PREVENTION IN THE USE OF CUTTING AND WELDING PROCESSES, obtainable from
American National Standards Institute, 1430 Broadway, New York, NY 10018• AWS Standard A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES, obtainable from
American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126• NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS FOR WELDING, CUTTING AND ALLIED PROCESSES, obtainable
from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269• NFPA Standard 70, NATIONAL ELECTRICAL CODE, obtainable from the National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269• NFPA Standard 51B, CUTTING AND WELDING PROCESSES, obtainable from the National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269• CGA Pamphlet P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, obtainable from the Compressed Gas
Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202• CSA Standard W117.2, CODE FOR SAFETY IN WELDING AND CUTTING, obtainable from the Canadian Standards
Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3• NWSA booklet, WELDING SAFETY BIBLIOGRAPHY obtainable from the National Welding Supply Association, 1900 Arch
Street, Philadelphia, PA 19103• ANSI Standard Z88.2, PRACTICE FOR RESPIRATORY PROTECTION, obtainable from American National Standards
Institute, 1430 Broadway, New York, NY 10018

6 TORCHMATE 2X2™•2X4™•4X4™ OPERATOR’S MANUAL
To the newest member of our Torchmate Family:
Thank You! Thank you for putting your faith and trust in Torchmate. When you purchased your Torchmate CNC Cutting System, you purchased more than just a machine. You purchased a team. The Torchmate team was built with the goal in mind of helping you get the most value out of your automation investment.
For some, this Torchmate CNC Cutting System purchase is their first endeavor into the world of automation. Others may consider themselves seasoned automation experts. No matter which category you fall into it is important that you realize that investing in a Torchmate is unlike any other machinery purchase you have made. We consider your success our success as well as your challenges our challenges.
The Torchmate product line is designed to be simple, reliable and accurate. While there is no “Easy” button on your new system, I can promise that you will get out of it what you put in. Operating any machinery is a skill and does have a learning curve.
The first and perhaps most important item I want to give you today is the Torchmate Technical Support Hotline: (866) 571-1066, ext 3. This number is toll free for those within the United States. For those outside the United States, use the following number (775) 673-2200, ext 3. There is a dedicated professional support staff available Monday – Friday from 7:30am to 4pm to assist you in any way that they can. We pride ourselves on offering free unlimited telephone support for your machine and all we expect in return is communication, understanding and patience. We are here for you as long as you need us.
Please don’t be a stranger. If you have questions or problems, call us. No matter how trivial your issue may seem it is not trivial if it cuts into your productivity. Call, Call, Call! We are here for you! Thank you again for putting your trust in us. We will do our best to not let you down.
Sincerely,
Bill Kunz, General ManagerTorchmate Inc.
When building the table if a question arises or a part is missing please contact Torchmate technical support.
Technical support also helps with operation of the CNC system, and troubleshooting problems.
Technical support is available Monday through Friday 7:30 AM to 4 PM Pacific Standard Time.
Toll Free: 1-866-571-1066 x3International: 775-673-2200 x3Fax: 775-673-2206Email: [email protected]

7 TORCHMATE 2X2™•2X4™•4X4™ OPERATOR’S MANUAL
THIS PAGE LEFT BLANK

8 TORCHMATE 2X2™•2X4™•4X4™ OPERATOR’S MANUAL
CONTENTS
Section 1: Table AssemblyTorchmate 2x2™Torchmate 2x4™Torchmate 4x4™
Upgrading from 2x2™ to 2x4™Upgrading from 2x2™ to 4x4™Upgrading from 2x4™ to 4x4™
Section 2: Water Table Assembly (Optional)Torchmate 2x2™ Water TableTorchmate 2x4™ Water TableTorchmate 4x4™ Water Table
Upgrading from 2x2™ Water Table to 2x4™ Water TableUpgrading from 2x2™ Water Table to 4x4™ Water TableUpgrading from 2x4™ Water Table to 4x4™ Water Table
Section 3: Electronics and Tool SetupTool Mounting Plates
Hand Torch HolderMachine Torch Holder
Automatic Voltage Height ControlRouting Attachment
Plate Marker AttachmentWiring Diagrams
Section 4: Torchmate Driver Software Setup and OperationInstalling the Driver Software
Initial ConfigurationDriver Software Operation
Section 5: Torchmate CAD User’s GuideTorchmate CAD Installation and Setup
Important Configuration ChangesOverview of Menus
Navigation and Selection MethodsBasic CAD Drawing
Using Guides and Alignment ToolsArray and Badges Tools
Editing Text Scan Tools
NestingAdvanced Shape Creation
Node EditingCreating a Part from a Dimension Drawing
Understanding PathsImporting DXF Files
Creating Tool Paths
Section 6: Troubleshooting
......................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
......................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
...................................................................................................................................................... ................................................................................................................................................................ ................................................................................ ................................................................................ ................................................................................................................................................................
...................................................................................................................................................... ................................................................................ ................................................................................
...................................................................................................................................................................................................................................... ................................................................................ ................................................................................ ................................................................................ ................................................................................ ................................................................................................................................................................ ................................................................................ ................................................................................ ................................................................................ ................................................................................ ................................................................................ ................................................................................ ................................................................................ ................................................................................
......................................................................
9101826394964
787988100114126141
153154158159160161162163
168169174183
200201207209211215221226230244254259267275285288290
299
9 TORCHMATE 2X2™•2X4™•4X4™ OPERATOR’S MANUAL
Section 1:Table Assembly
This section covers:• Assembly of the Torchmate 2x2™• Assembly of the Torchmate 2x4™• Assembly of the Torchmate 4x4™
• Upgrading the 2x2™ to 2x4™• Upgrading the 2x2™ to 4x4™• Upgrading the 2x4™ to 4x4™

10 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
Torchmate 2x2™Weights and Dimensions of Assembled Table
97 lb44.1 kg
39.87” (987.3mm)
38.55” (979.2mm)
14.31” 363.5mm)

11 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
X 1 Pre-assembled Gantry
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side
Torchmate 2x2™ Parts List
X 1Torchmate ElectronicsUnit with USB Cable and AC Power Adapter
X 1CD with Driver Software and Assembly Instructions
X 3
X 2Extruded Aluminum Cross Members
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
5/16”-18 T-NutsX 12
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
5/16-18x5/8”Button Head ScrewsX 125/16”
5/8”
X 1Tool Mounting Plate*L Bracket not used for all tools.*
10’ Motor CablesIf a z-axis for routing was ordered a 4th motor cable with be included.

12 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
Step 1:
5/16”-18 T-NutsX 12
5/16-18 x5/8”Button Head ScrewsX 125/16”
5/8”
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side
• On each end of each pre-assembled side place three 5/16”-18x5/8” button head screws through the holes.
• Fasten a 5/16”-18 t-nut to each screw.
• Leave the nuts loose on the screws.
• The t-nuts should be positioned so that the flanges face away from the screws
• Do not fully tighten the screws.
DO NOT FULLY TIGHTEN
Required Components:

13 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
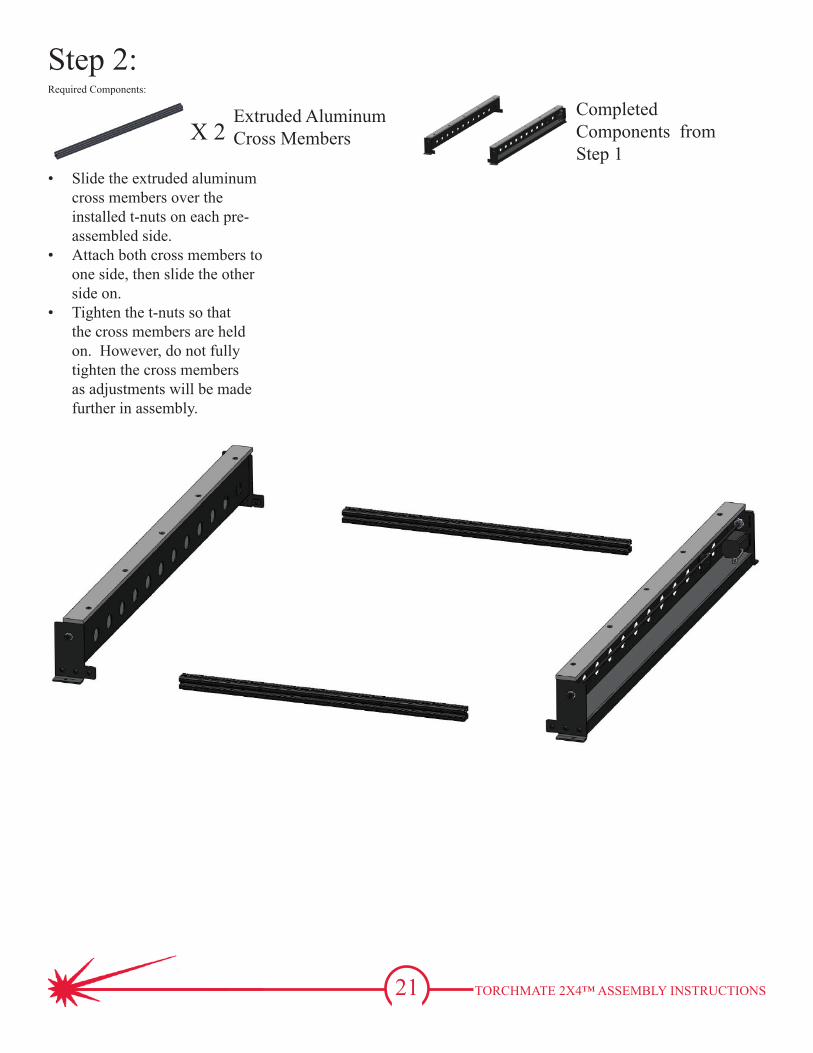
Step 2:
X 2Extruded Aluminum Cross Members
Completed Components from Step 1
• Slide the extruded aluminum cross members over the installed t-nuts on each pre-assembled side.
• Attach both cross members to one side, then slide the other side on.
• Tighten the t-nuts so that the cross members are held on. However, do not fully tighten the cross members as adjustments will be made further in assembly.
Required Components:
14 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
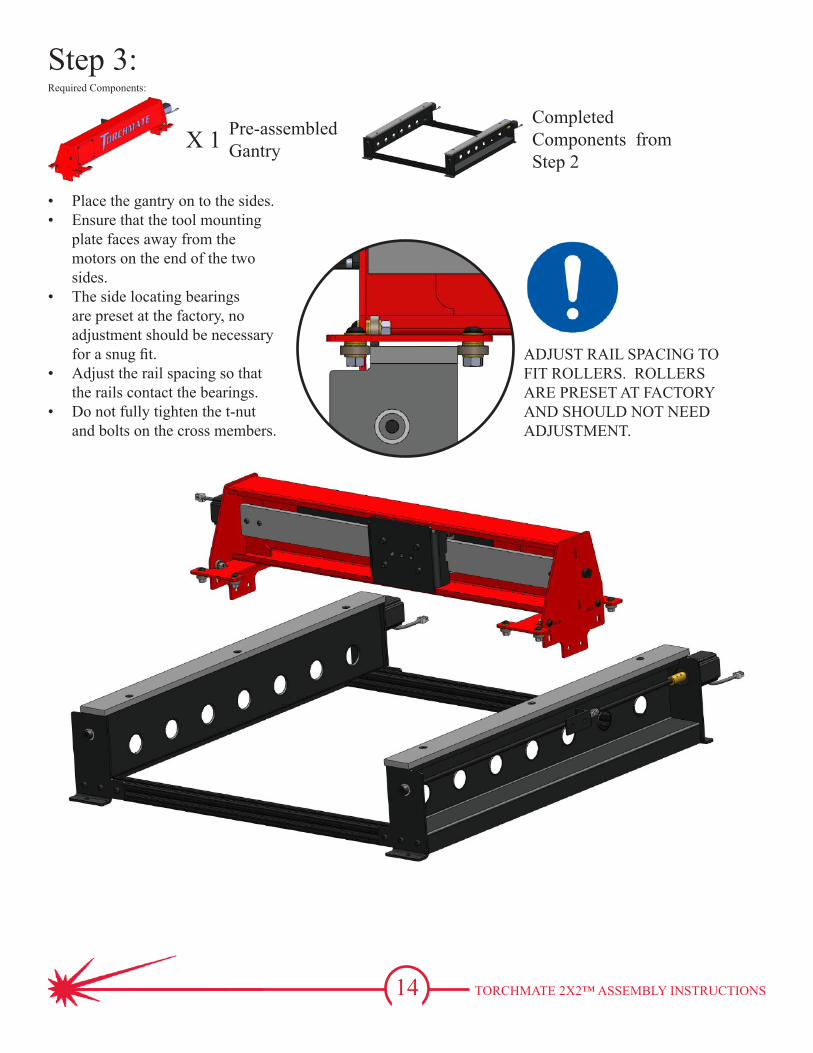
X 1 Pre-assembled Gantry
Step 3:
Completed Components from Step 2
• Place the gantry on to the sides.• Ensure that the tool mounting
plate faces away from the motors on the end of the two sides.
• The side locating bearings are preset at the factory, no adjustment should be necessary for a snug fit.
• Adjust the rail spacing so that the rails contact the bearings.
• Do not fully tighten the t-nut and bolts on the cross members.
ADJUST RAIL SPACING TO FIT ROLLERS. ROLLERS ARE PRESET AT FACTORY AND SHOULD NOT NEED ADJUSTMENT.
Required Components:

15 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
Step 4:
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
Completed Components from Step 3
• On the underside of the gantry assemble four roller bearings.
• Each roller bearing assembly is constructed from one 3/8”-16x1” button head screw, four 3/8” washers, one roller bearing, and one 3/8” hex nut.
• Pass the screw through one washer, then the gantry. On the inside of the gantry place two washers, one roller bearing, one washer, and finally the hex nut.
• Position the roller bearing so that the roller makes contact with the underside of the rails.
• Assemble four sets of underside bearings, two on each side of the gantry.
Required Components:

16 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
• The table now needs to be squared.
• Slide the gantry to one end of the table.
• On this end loosen but do not remove the screws holding the t-nuts installed in step one in place
• Move the two sides to make solid contact with the inside roller bearings on the gantry.
• Tighten the screws on this end.
• Slide the gantry to the other end of the table.
• On this end loosen the screws holding the t-nuts.
• Move the sides so that the inside roller bearings on this end contact the rails.
• Tighten the screws on this end.
• The gantry should move free at this point, ensure this by moving it up and down the table.
• If it tightens on either end repeat the process of loosening, adjustment, and tightening for the particular end.
• The gantry should be able to move so that the inside roller bearings make contact throughout motion.
• Fully tighten all installed screws.
Completed Components from Step 4
Step 5:Required Components:

17 TORCHMATE 2X2™ ASSEMBLY INSTRUCTIONS
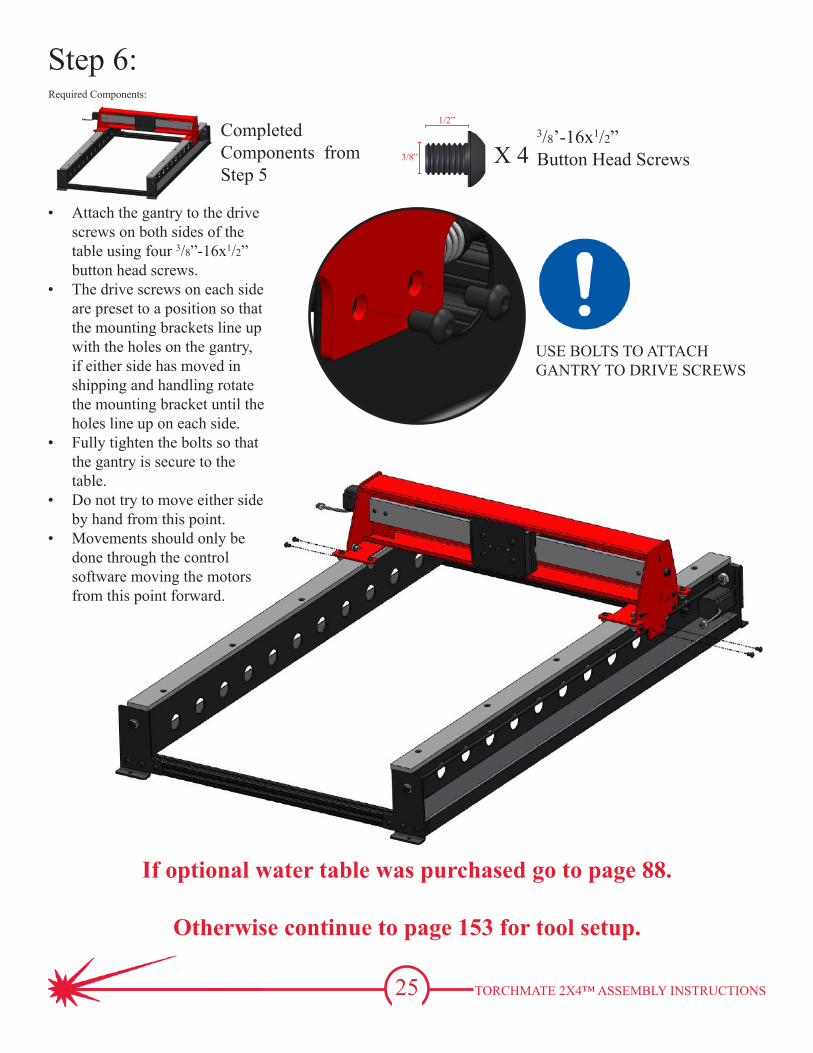
Step 6:
USE BOLTS TO ATTACH GANTRY TO DRIVE SCREWS
• Attach the gantry to the drive screws on both sides of the table using four 3/8”-16x1/2” button head screws.
• The drive screws on each side are preset to a position so that the mounting brackets line up with the holes on the gantry, if either side has moved in shipping and handling rotate the mounting bracket until the holes line up on each side.
• Fully tighten the bolts so that the gantry is secure to the table.
• Do not try to move either side by hand from this point.
• Movements should only be done through the control software moving the motors from this point forward.
Completed Components from Step 5
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
If optional water table was purchased go to page 79.
Otherwise continue to page 153 for tool setup.
Required Components:
18 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
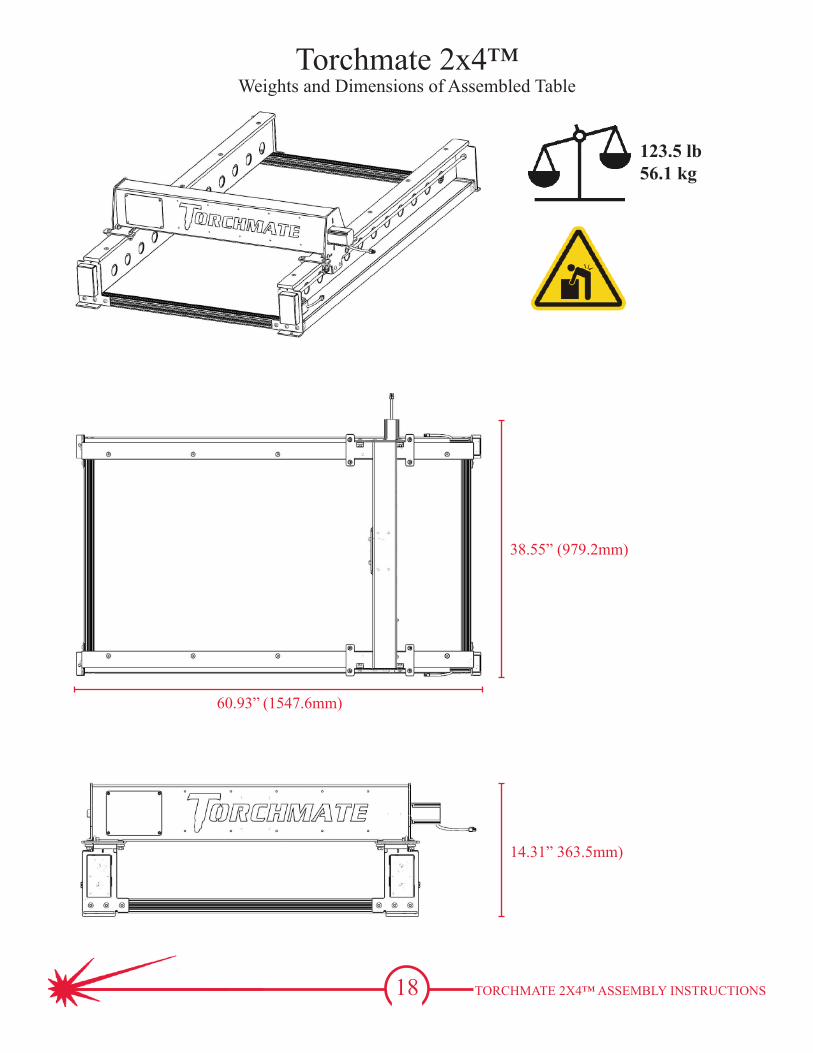
Torchmate 2x4™Weights and Dimensions of Assembled Table
123.5 lb56.1 kg
38.55” (979.2mm)
60.93” (1547.6mm)
14.31” 363.5mm)

19 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
X 1 Pre-assembled Gantry
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side
Torchmate 2x4™ Parts List
X 1Torchmate ElectronicsUnit with USB Cable and AC Power Adapter
X 1CD with Driver Software and Assembly Instructions
X 3 10’ Motor CablesIf a z-axis for routing was ordered a 4th motor cable with be included.
X 2Extruded Aluminum Cross Members
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
5/16”-18 T-NutsX 12
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
5/16-18x5/8”Button Head ScrewsX 125/16”
5/8”
X 1Tool Mounting Plate*L Bracket not used for all tools.*

20 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
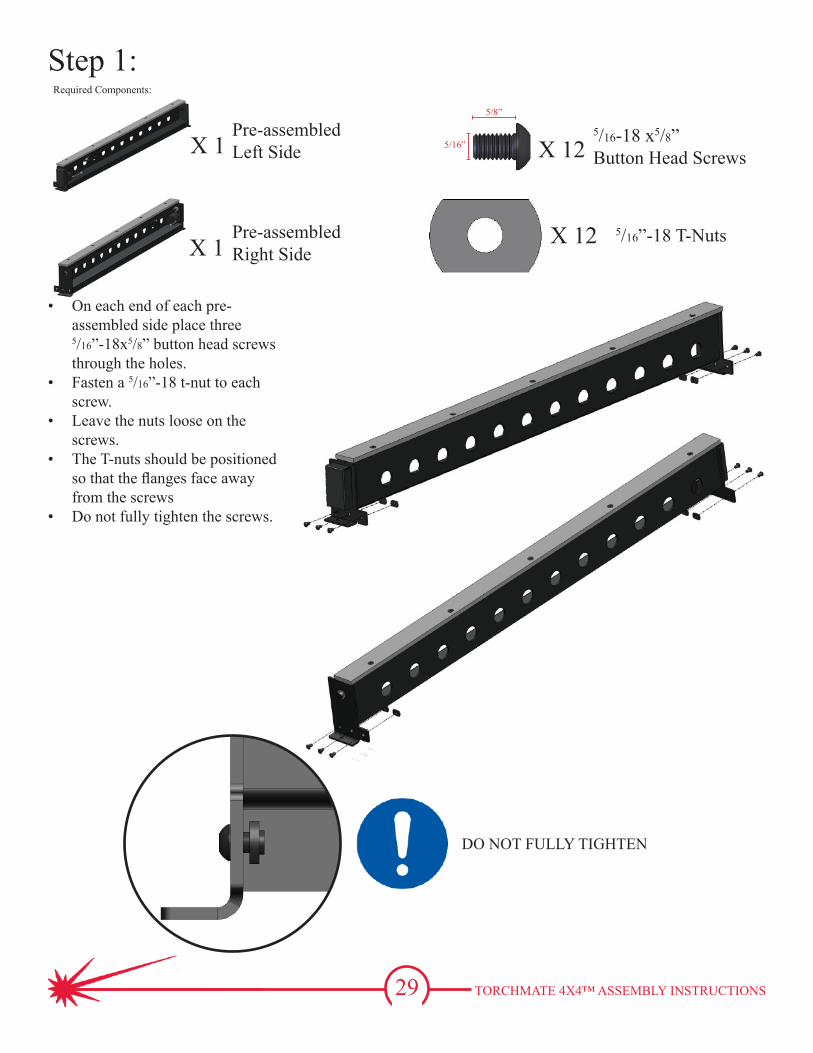
Step 1:
5/16”-18 T-NutsX 12
5/16-18 x5/8”Button Head ScrewsX 125/16”
5/8”
• On each end of each pre-assembled side place three 5/16”-18x5/8” button head screws through the holes.
• Fasten a 5/16”-18 t-nut to each screw.
• Leave the nuts loose on the screws.
• The T-nuts should be positioned so that the flanges face away from the screws
• Do not fully tighten the screws.
DO NOT FULLY TIGHTEN
Required Components:
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side
21 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
Step 2:
X 2Extruded Aluminum Cross Members
Completed Components from Step 1
• Slide the extruded aluminum cross members over the installed t-nuts on each pre-assembled side.
• Attach both cross members to one side, then slide the other side on.
• Tighten the t-nuts so that the cross members are held on. However, do not fully tighten the cross members as adjustments will be made further in assembly.
Required Components:

22 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
X 1 Pre-assembled Gantry
Step 3:
Completed Components from Step 2
• Place the gantry on to the sides.• Ensure that the tool mounting
plate faces away from the motors on the end of the two sides.
• The side locating bearings are preset at the factory, no adjustment should be necessary for a snug fit.
• Adjust the rail spacing so that the rails contact the bearings.
• Do not fully tighten the t-nut and bolts on the cross members.
ADJUST RAIL SPACING TO FIT ROLLERS. ROLLERS ARE PRESET AT FACTORY AND SHOULD NOT NEED ADJUSTMENT.
Required Components:

23 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
Step 4:
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
Completed Components from Step 3
• On the underside of the gantry assemble four roller bearings.
• Each roller bearing assembly is constructed from one 3/8”-16x1” button head screw, four 3/8” washers, one roller bearing, and one 3/8” hex nut.
• Pass the screw through one washer, then the gantry. On the inside of the gantry place two washers, one roller bearing, one washer, and finally the hex nut.
• Position the roller bearing so that the roller makes contact with the underside of the rails.
• Assemble four sets of underside bearings, two on each side of the gantry.
Required Components:

24 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
• The table now needs to be squared.
• Slide the gantry to one end of the table.
• On this end loosen but do not remove the screws holding the t-nuts installed in step one in place
• Move the two sides to make solid contact with the inside roller bearings on the gantry.
• Tighten the screws on this end.
• Slide the gantry to the other end of the table.
• On this end loosen the screws holding the t-nuts.
• Move the sides so that the inside roller bearings on this end contact the rails.
• Tighten the screws on this end.
• The gantry should move free at this point, ensure this by moving it up and down the table.
• If it tightens on either end repeat the process of loosening, adjustment, and tightening for the particular end.
• The gantry should be able to move so that the inside roller bearings make contact throughout motion.
• Fully tighten all installed screws.
Completed Components from Step 4
Step 5:Required Components:
25 TORCHMATE 2X4™ ASSEMBLY INSTRUCTIONS
Step 6:
USE BOLTS TO ATTACH GANTRY TO DRIVE SCREWS
• Attach the gantry to the drive screws on both sides of the table using four 3/8”-16x1/2” button head screws.
• The drive screws on each side are preset to a position so that the mounting brackets line up with the holes on the gantry, if either side has moved in shipping and handling rotate the mounting bracket until the holes line up on each side.
• Fully tighten the bolts so that the gantry is secure to the table.
• Do not try to move either side by hand from this point.
• Movements should only be done through the control software moving the motors from this point forward.
Completed Components from Step 5
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
If optional water table was purchased go to page 88.
Otherwise continue to page 153 for tool setup.
Required Components:

26 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Torchmate 4x4™Weights and Dimensions of Assembled Table
175 lb79.5 kg
38.55” (979.2mm)
60.93” (1547.6mm)
14.31” 363.5mm)

27 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
X 1 Pre-assembled Gantry
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side
X 2Extruded Aluminum Cross Members
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
5/16”-18 T-NutsX 12
3/8”Flat WasherX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
5/16-18x5/8”Button Head ScrewsX 125/16”
5/8”
Torchmate 4x4™ Parts List
#10-32Hex Nylock Jam NutsX 14
#10-32x1/2”Button Head ScrewsX 10
1/2”
0.19”
3/4”
0.164” X 6#10-32x7/8”Flat Head Screws
#10 Flat WasherX 14
X 2Side Cable Carrier Support Bracket
X 1Side Cable Carrier End Bracket
X 1Side Cable Carrier Gantry End Bracket
X 1Gantry Cable Carrier End Bracket

28 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Torchmate 4x4™ Parts List (Continued)
X 1Torchmate ElectronicsUnit with USB Cable and AC Power Adapter
X 1CD with Driver Software and Assembly Instructions
X 3 25’ Motor CablesIf a z-axis for routing was ordered a 4th motor cable with be included.
Cable Carrier End Bracket (Male)X 2
Cable Carrier End Bracket (Female)X 2
Cable Carrier LinksX 73
29 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 1:
5/16”-18 T-NutsX 12
5/16-18 x5/8”Button Head ScrewsX 125/16”
5/8”
• On each end of each pre-assembled side place three 5/16”-18x5/8” button head screws through the holes.
• Fasten a 5/16”-18 t-nut to each screw.
• Leave the nuts loose on the screws.
• The T-nuts should be positioned so that the flanges face away from the screws
• Do not fully tighten the screws.
DO NOT FULLY TIGHTEN
Required Components:
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side

30 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 2:
X 2Extruded Aluminum Cross Members
Completed Components from Step 1
• Slide the extruded aluminum cross members over the installed t-nuts on each pre-assembled side.
• Attach both cross members to one side, then slide the other side on.
• Tighten the t-nuts so that the cross members are held on. However, do not fully tighten the cross members as adjustments will be made further in assembly.
Required Components:

31 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
X 1 Pre-assembled Gantry
Step 3:
Completed Components from Step 2
• Place the gantry on to the sides.• Ensure that the tool mounting
plate faces away from the motors on the end of the two sides.
• The side locating bearings are preset at the factory, no adjustment should be necessary for a snug fit.
• Adjust the rail spacing so that the rails contact the bearings.
• Do not fully tighten the t-nut and bolts on the cross members.
ADJUST RAIL SPACING TO FIT ROLLERS. ROLLERS ARE PRESET AT FACTORY AND SHOULD NOT NEED ADJUSTMENT.
Required Components:

32 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 4:
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
Completed Components from Step 3
• On the underside of the gantry assemble four roller bearings.
• Each roller bearing assembly is constructed from one 3/8”-16x1” button head screw, four 3/8” washers, one roller bearing, and one 3/8” hex nut.
• Pass the screw through one washer, then the gantry. On the inside of the gantry place two washers, one roller bearing, one washer, and finally the hex nut.
• Position the roller bearing so that the roller makes contact with the underside of the rails.
• Assemble four sets of underside bearings, two on each side of the gantry.
Required Components:

33 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
• The table now needs to be squared.
• Slide the gantry to one end of the table.
• On this end loosen but do not remove the screws holding the t-nuts installed in step one in place
• Move the two sides to make solid contact with the inside roller bearings on the gantry.
• Tighten the screws on this end.
• Slide the gantry to the other end of the table.
• On this end loosen the screws holding the t-nuts.
• Move the sides so that the inside roller bearings on this end contact the rails.
• Tighten the screws on this end.
• The gantry should move free at this point, ensure this by moving it up and down the table.
• If it tightens on either end repeat the process of loosening, adjustment, and tightening for the particular end.
• The gantry should be able to move so that the inside roller bearings make contact throughout motion.
• Fully tighten all installed screws.
Completed Components from Step 4
Step 5:Required Components:

34 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 6:
USE BOLTS TO ATTACH GANTRY TO DRIVE SCREWS
• Attach the gantry to the drive screws on both sides of the table using four 3/8”-16x1/2” button head screws.
• The drive screws on each side are preset to a position so that the mounting brackets line up with the holes on the gantry, if either side has moved in shipping and handling rotate the mounting bracket until the holes line up on each side.
• Fully tighten the bolts so that the gantry is secure to the table.
• Do not try to move either side by hand from this point.
• Movements should only be done through the control software moving the motors from this point forward.
Completed Components from Step 5
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
Required Components:

35 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 7:
• The gantry is shipped with the cable carrier shelf attached. On the end of the gantry with the motor attached remove the two flat head screws that hold the shelf to the gantry.
• Use the removed screws to attach one cable carrier end bracket to the shelf.
• Do not fully tighten the end bracket to the shelf until the cable carrier links are installed.
Completed Components from Step 6
Required Components:
Cable Carrier End Bracket (Male)X 1

36 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
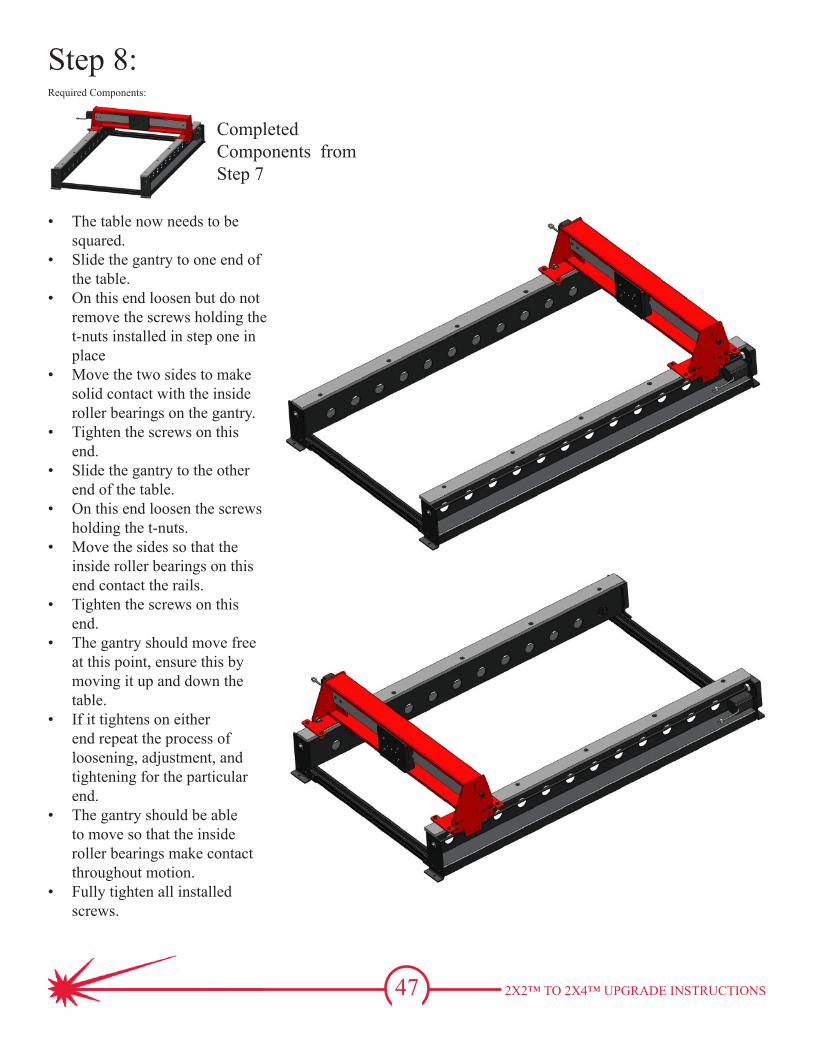
Step 8:
• Attach all cable carrier brackets using #10-32x1/2” button head screws.
• All brackets except the red side cable carrier gantry end bracket use #10-32 hex nylock jam nuts to fasten.
• The red side cable carrier bracket screws into the gantry in two pre-tapped holes.
Completed Components from Step 7
Required Components:
#10-32Hex Nylock Jam NutsX 8
#10-32x1/2”Button Head ScrewsX 10
1/2”
0.19”
X 2Side Cable Carrier Support Bracket
X 1Side Cable Carrier End Bracket
X 1Side Cable Carrier Gantry End Bracket
X 1Gantry Cable Carrier End Bracket

37 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 9:
• Fasten the remaining cable carrier end brackets to the cable carrier brackets using a pair of #10-32x7/8” flat head screws, #10 flat washers, and #10-32 hex nuts.
• Ensure that the gantry and side have one set of male and female brackets attached.
Completed Components from Step 8
Required Components:
Cable Carrier End Bracket (Male)X 1
Cable Carrier End Bracket (Female)X 2
3/4”
0.164” X 6#10-32x7/8”Flat Head Screws #10-32
Hex NutsX 6
#10Flat WasherX 6

38 TORCHMATE 4X4™ ASSEMBLY INSTRUCTIONS
Step 10:
• The provided cable carrier links should be shipped portioned in one section of 38 links and one section of 35 links.
• Attach the 38 link section to the side.
• Attach the 35 link section to the gantry.
• Each individual cable carrier link can be opened to add cable to it.
Completed Components from Step 9
Required Components:
If optional water table was purchased go to page 100.
Otherwise continue to page 153 for tool setup.
Cable Carrier LinksX 73

39 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
X 1Pre-assembled 4’ Left Side
Torchmate 2x2™ to 2x4™ Upgrade Parts List
X 1Pre-assembled 4’ Right Side
2’ Side Exchange InstructionsThank you for purchasing the 4’ side upgrade for your Torchmate 2x2™ machine. In order to complete the exchange you will need to send back the 2’ sides.
The 4’ sides shipped in two boxes one of which was longer than the other. This long crate will be used to send back the 2’ sides.
Begin by removing the block on wood on the inside of the crate that was used as a spacer for the 4’ side.
Next place both 2’ sides in the crate. Ensure that the motors are positioned away from each other.
Reseal the crate.
You are responsible to ship the sides back to Torchmate. The package must be insured for $500. REMOVE WOOD SPACER
Ship Crate to:Torchmate 280 S. Rock Blvd.Suite 150Reno, NV 89502
ENSURE THE MOTORS FACE AWAY FROM EACH OTHER

40 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 1:
RETAIN SCREWS FOR REUSE
• Remove the four 3/8”-16x1/2” button head screws that attach the gantry to the drive screws, two on each side.
• Retain these screws for reuse.

41 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 2:• Remove the four underside
roller bearing assemblies on the gantry.
• Retain all parts for reuse.• Remove the gantry and set
aside.
RETAIN ALL COMPONENTS FOR REUSE

42 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 3:• Loosen the 5/16”-18x5/8” button
head screws that hold the aluminum extrusions to the sides.
• Remove the extrusions from the sides.
• Remove the 5/16”-18x5/8” button head screws and 5/16”-18 t-nuts from both 2’ sides and retain for reuse.
RETAIN ALL COMPONENTS FOR FUTURE USE

43 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 4:
5/16”-18 T-NutsX 12
5/16-18 x5/8”Button Head ScrewsX 125/16”
5/8”
• On each end of each pre-assembled side place three 5/16”-18x5/8” button head screws through the holes.
• Fasten a 5/16”-18 t-nut to each screw.
• Leave the nuts loose on the screws.
• The t-nuts should be positioned so that the flanges face away from the screws
• Do not fully tighten the screws.
DO NOT FULLY TIGHTEN
Required Components:
X 1Pre-assembled 4’ Left Side
X 1Pre-assembled 4’ Right Side

44 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 5:
X 2Extruded Aluminum Cross Members
Completed Components from Step 4
• Slide the extruded aluminum cross members over the installed t-nuts on each pre-assembled side.
• Attach both cross members to one side, then slide the other side on.
• Tighten the t-nuts so that the cross members are held on. However, do not fully tighten the cross members as adjustments will be made further in assembly.
Required Components:

45 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
X 1 Pre-assembled Gantry
Step 6:
Completed Components from Step 5
• Place the gantry on to the sides.• Ensure that the tool mounting
plate faces away from the motors on the end of the two sides.
• The side locating bearings are preset at the factory, no adjustment should be necessary for a snug fit.
• Adjust the rail spacing so that the rails contact the bearings.
• Do not fully tighten the t-nut and bolts on the cross members.
ADJUST RAIL SPACING TO FIT ROLLERS. ROLLERS ARE PRESET AT FACTORY AND SHOULD NOT NEED ADJUSTMENT.
Required Components:

46 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 7:
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
3/8”Flat WashersX 12
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
Completed Components from Step 6
• On the underside of the gantry assemble four roller bearings.
• Each roller bearing assembly is constructed from one 3/8”-16x1” button head screw, three 3/8” washers, one roller bearing, and one 3/8” hex nut.
• Pass the screw through one washer, then the gantry. On the inside of the gantry place one washer, one roller bearing, one washer, and finally the hex nut.
• Position the roller bearing so that the roller makes contact with the underside of the rails.
• Assemble four sets of underside bearings, two on each side of the gantry.
Required Components:
47 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
• The table now needs to be squared.
• Slide the gantry to one end of the table.
• On this end loosen but do not remove the screws holding the t-nuts installed in step one in place
• Move the two sides to make solid contact with the inside roller bearings on the gantry.
• Tighten the screws on this end.
• Slide the gantry to the other end of the table.
• On this end loosen the screws holding the t-nuts.
• Move the sides so that the inside roller bearings on this end contact the rails.
• Tighten the screws on this end.
• The gantry should move free at this point, ensure this by moving it up and down the table.
• If it tightens on either end repeat the process of loosening, adjustment, and tightening for the particular end.
• The gantry should be able to move so that the inside roller bearings make contact throughout motion.
• Fully tighten all installed screws.
Completed Components from Step 7
Step 8:Required Components:

48 2X2™ TO 2X4™ UPGRADE INSTRUCTIONS
Step 9:
USE BOLTS TO ATTACH GANTRY TO DRIVE SCREWS
• Attach the gantry to the drive screws on both sides of the table using four 3/8”-16x1/2” button head screws.
• The drive screws on each side are preset to a position so that the mounting brackets line up with the holes on the gantry, if either side has moved in shipping and handling rotate the mounting bracket until the holes line up on each side.
• Fully tighten the bolts so that the gantry is secure to the table.
• Do not try to move either side by hand from this point.
• Movements should only be done through the control software moving the motors from this point forward.
Completed Components from Step 8
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
If a new water table was purchased go to page 88.If upgrading from a 2x2™ water table go to page 114.
Otherwise continue to page 153 for tool setup.
Required Components:

49 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Torchmate 2x2™ to 4x4™ Upgrade
X 1 Pre-assembled Gantry
X 1Pre-assembled Left Side
X 1Pre-assembled Right Side
X 2Extruded Aluminum Cross Members
#10-32Hex Nylock Jam NutsX 14
#10-32x1/2”Button Head ScrewsX 10
1/2”
0.19”
3/4”
0.164” X 6#10-32x7/8”Flat Head Screws
#10Flat WasherX 14
X 2Side Cable Carrier Support Bracket
X 1Side Cable Carrier End Bracket
X 1Side Cable Carrier Gantry End Bracket
X 1Gantry Cable Carrier End Bracket
Cable Carrier End Bracket (Male)X 2
Cable Carrier End Bracket (Female)X 2
Cable Carrier LinksX 73
X 310’ Motor CableExtensionsIf a z-axis for routing was ordered a 4th motor cable with be included.
50 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
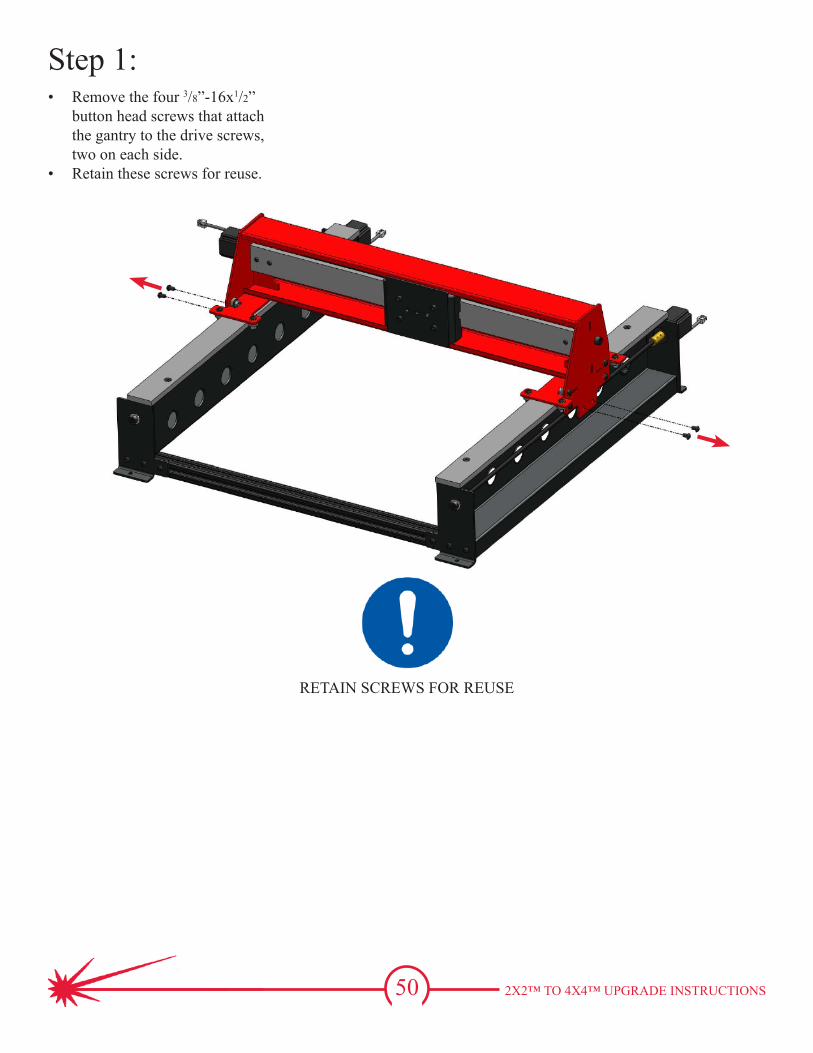
Step 1:
RETAIN SCREWS FOR REUSE
• Remove the four 3/8”-16x1/2” button head screws that attach the gantry to the drive screws, two on each side.
• Retain these screws for reuse.

51 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 2:• Remove the four underside
roller bearing assemblies on the gantry.
• Retain all parts for reuse.• Remove the gantry and crate
for return
RETAIN ALL COMPONENTS FOR REUSE
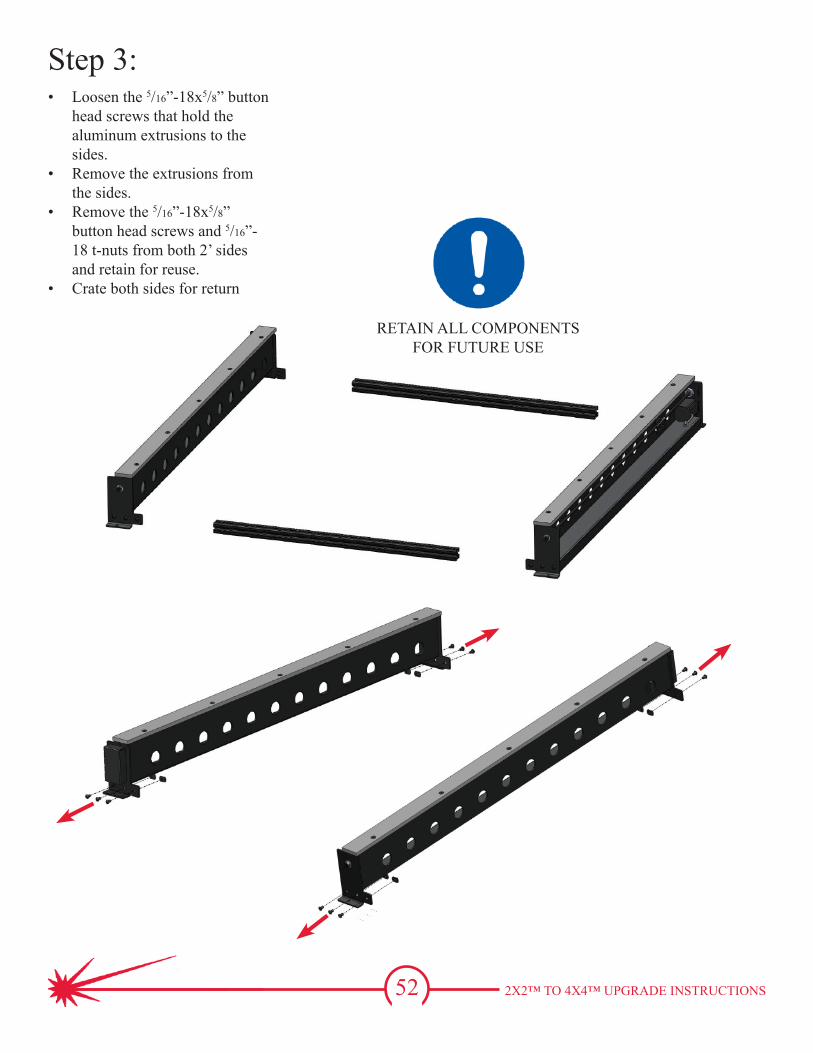
52 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 3:• Loosen the 5/16”-18x5/8” button
head screws that hold the aluminum extrusions to the sides.
• Remove the extrusions from the sides.
• Remove the 5/16”-18x5/8” button head screws and 5/16”-18 t-nuts from both 2’ sides and retain for reuse.
• Crate both sides for return
RETAIN ALL COMPONENTS FOR FUTURE USE
53 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Thank you for purchasing the 4’x4’ upgrade for your Torchmate 2x2™ machine. In order to complete the exchange you will need to send back the 2’ sides and 2’ gantry.
CRATING INSTRUCTIONS TO BE INCLUDED WITH RETURN CRATES.
You are responsible to ship the sides back to Torchmate. The package must be insured for $1000.
Ship Crate to:Torchmate 280 S. Rock Blvd.Suite 150Reno, NV 89502
Step 4: Crating

54 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 5:
5/16”-18 T-NutsX 12
5/16-18 x5/8”Button Head ScrewsX 125/16”
5/8”
• On each end of each pre-assembled side place three 5/16”-18x5/8” button head screws through the holes.
• Fasten a 5/16”-18 t-nut to each screw.
• Leave the nuts loose on the screws.
• The T-nuts should be positioned so that the flanges face away from the screws
• Do not fully tighten the screws.
DO NOT FULLY TIGHTEN
Required Components:
X 1Pre-assembled 4’Left Side
X 1Pre-assembled 4’Right Side

55 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 6:
X 2Extruded Aluminum Cross Members
Completed Components from Step 5
• Slide the extruded aluminum cross members over the installed t-nuts on each pre-assembled side.
• Attach both cross members to one side, then slide the other side on.
• Tighten the t-nuts so that the cross members are held on. However, do not fully tighten the cross members as adjustments will be made further in assembly.
Required Components:

56 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
X 1 Pre-assembled Gantry
Step 7:
Completed Components from Step 6
• Place the gantry on to the sides.• Ensure that the tool mounting
plate faces away from the motors on the end of the two sides.
• The side locating bearings are preset at the factory, no adjustment should be necessary for a snug fit.
• Adjust the rail spacing so that the rails contact the bearings.
• Do not fully tighten the t-nut and bolts on the cross members.
ADJUST RAIL SPACING TO FIT ROLLERS. ROLLERS ARE PRESET AT FACTORY AND SHOULD NOT NEED ADJUSTMENT.
Required Components:
57 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
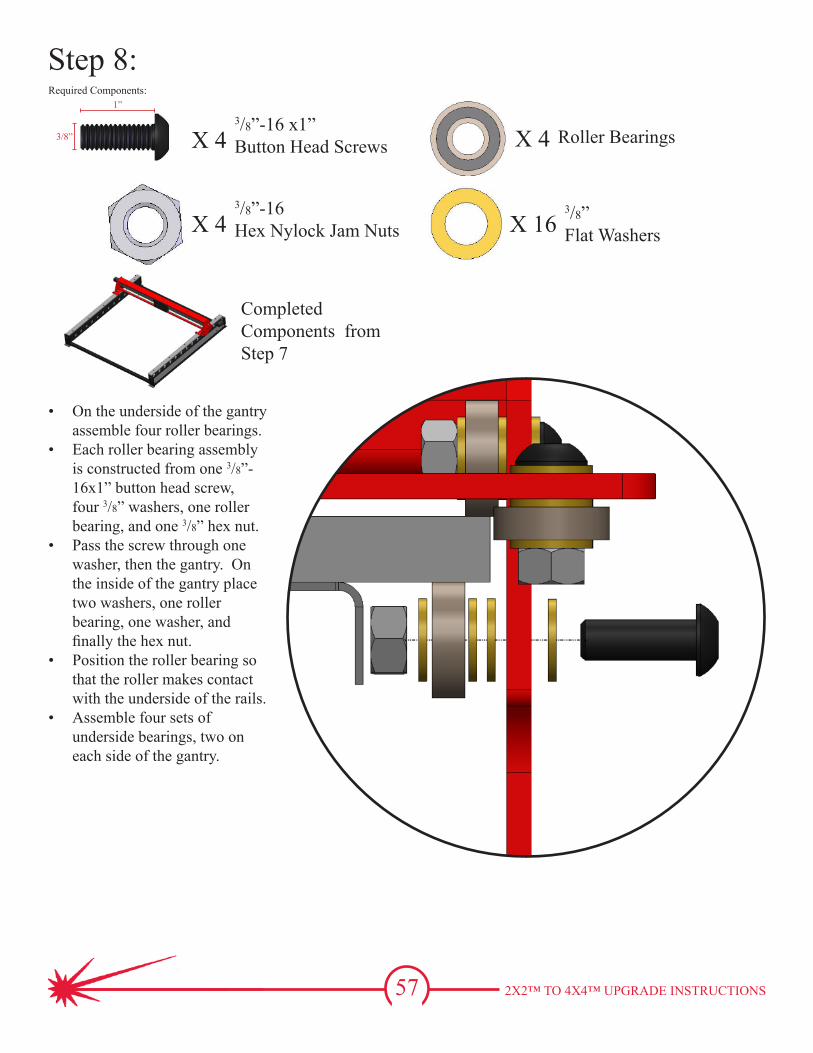
Step 8:
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
Completed Components from Step 7
• On the underside of the gantry assemble four roller bearings.
• Each roller bearing assembly is constructed from one 3/8”-16x1” button head screw, four 3/8” washers, one roller bearing, and one 3/8” hex nut.
• Pass the screw through one washer, then the gantry. On the inside of the gantry place two washers, one roller bearing, one washer, and finally the hex nut.
• Position the roller bearing so that the roller makes contact with the underside of the rails.
• Assemble four sets of underside bearings, two on each side of the gantry.
Required Components:

58 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
• The table now needs to be squared.
• Slide the gantry to one end of the table.
• On this end loosen but do not remove the screws holding the t-nuts installed in step one in place
• Move the two sides to make solid contact with the inside roller bearings on the gantry.
• Tighten the screws on this end.
• Slide the gantry to the other end of the table.
• On this end loosen the screws holding the t-nuts.
• Move the sides so that the inside roller bearings on this end contact the rails.
• Tighten the screws on this end.
• The gantry should move free at this point, ensure this by moving it up and down the table.
• If it tightens on either end repeat the process of loosening, adjustment, and tightening for the particular end.
• The gantry should be able to move so that the inside roller bearings make contact throughout motion.
• Fully tighten all installed screws.
Completed Components from Step 8
Step 9:Required Components:
59 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
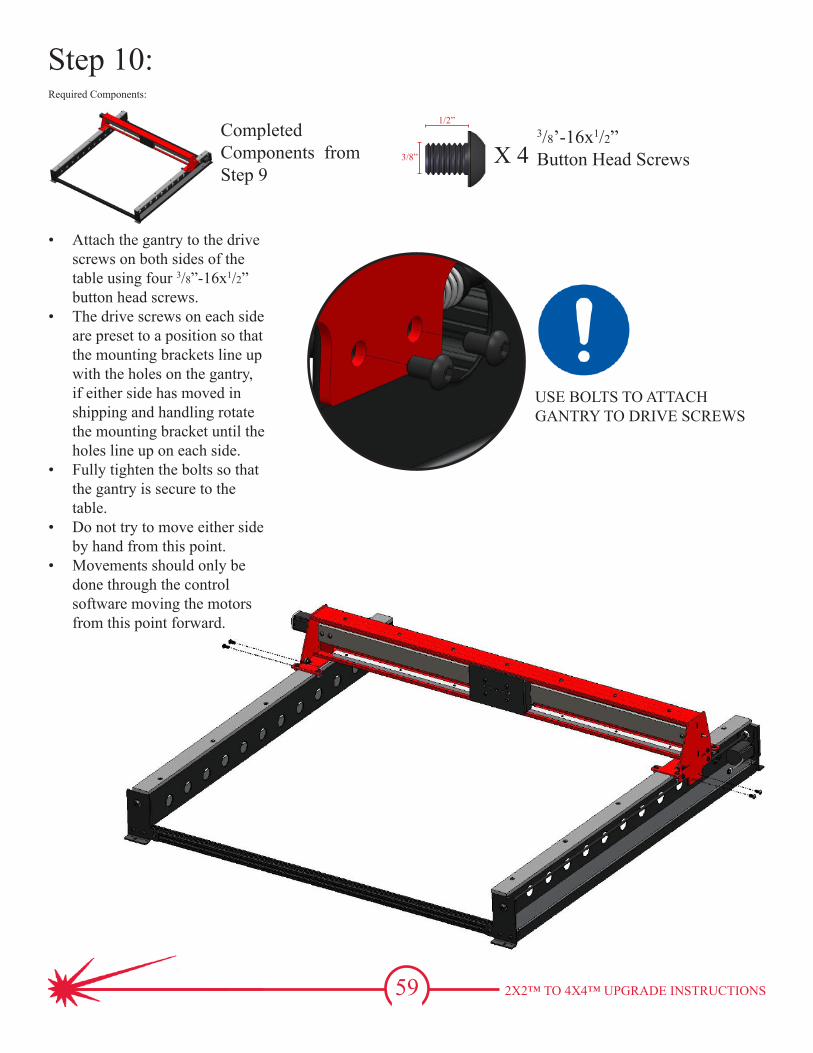
Step 10:
USE BOLTS TO ATTACH GANTRY TO DRIVE SCREWS
• Attach the gantry to the drive screws on both sides of the table using four 3/8”-16x1/2” button head screws.
• The drive screws on each side are preset to a position so that the mounting brackets line up with the holes on the gantry, if either side has moved in shipping and handling rotate the mounting bracket until the holes line up on each side.
• Fully tighten the bolts so that the gantry is secure to the table.
• Do not try to move either side by hand from this point.
• Movements should only be done through the control software moving the motors from this point forward.
Completed Components from Step 9
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
Required Components:

60 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 11:
• The gantry is shipped with the cable carrier shelf attached. On the end of the gantry with the motor attached remove the two flat head screws that hold the shelf to the gantry.
• Use the removed screws to attach one cable carrier end bracket to the shelf.
• Do not fully tighten the end bracket to the shelf until the cable carrier links are installed.
Completed Components from Step 10
Required Components:
Cable Carrier End Bracket (Male)X 1

61 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 12:
• Attach all cable carrier brackets using #10-32x1/2” button head screws.
• All brackets except the red side cable carrier gantry end bracket use #10-32 hex nylock jam nuts to fasten.
• The red side cable carrier bracket screws into the gantry in two pre-tapped holes.
Completed Components from Step 11
Required Components:
#10-32Hex Nylock Jam NutsX 8
#10-32x1/2”Button Head ScrewsX 10
1/2”
0.19”
X 2Side Cable Carrier Support Bracket
X 1Side Cable Carrier End Bracket
X 1Side Cable Carrier Gantry End Bracket
X 1Gantry Cable Carrier End Bracket

62 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 13:
• Fasten the remaining cable carrier end brackets to the cable carrier brackets using a pair of #10-32x7/8” flat head screws, #10 flat washers, and #10-32 hex nuts.
• Ensure that the gantry and side have one set of male and female brackets attached.
Completed Components from Step 12
Required Components:
Cable Carrier End Bracket (Male)X 1
Cable Carrier End Bracket (Female)X 2
3/4”
0.164” X 6#10-32x7/8”Flat Head Screws #10-32
Hex NutsX 6
#10 Flat WasherX 6
63 2X2™ TO 4X4™ UPGRADE INSTRUCTIONS
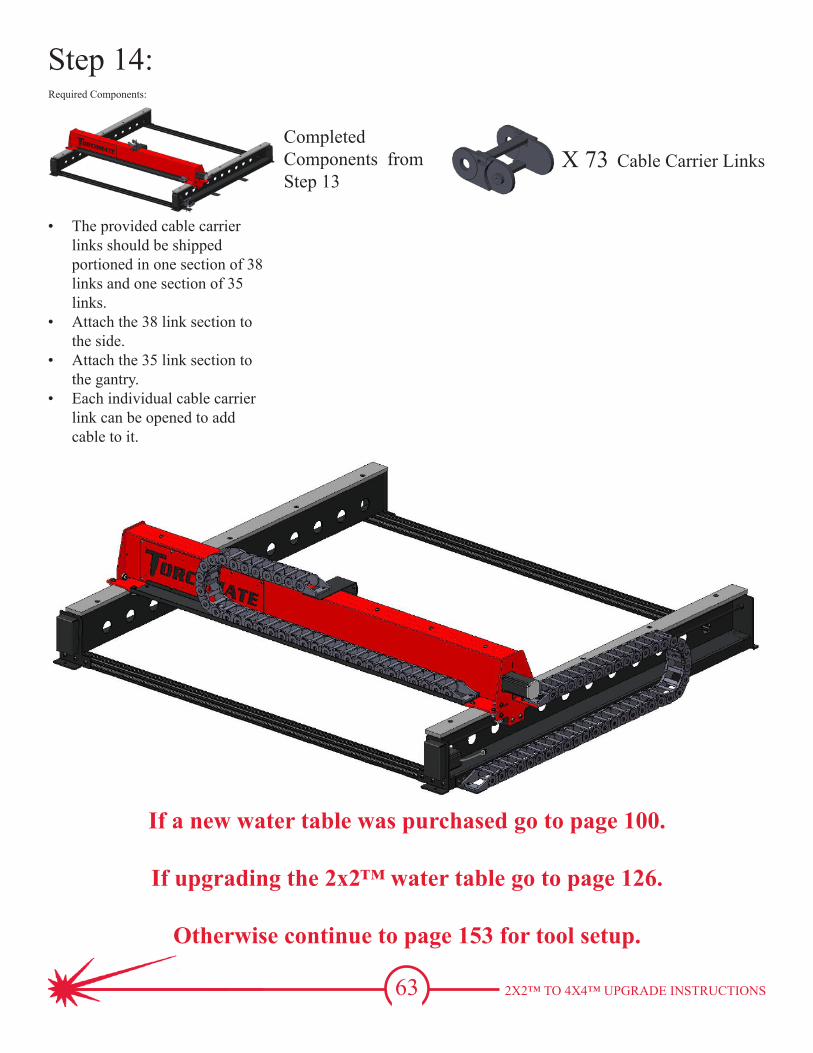
Step 14:
• The provided cable carrier links should be shipped portioned in one section of 38 links and one section of 35 links.
• Attach the 38 link section to the side.
• Attach the 35 link section to the gantry.
• Each individual cable carrier link can be opened to add cable to it.
Completed Components from Step 13
Required Components:
If a new water table was purchased go to page 100.
If upgrading the 2x2™ water table go to page 126.
Otherwise continue to page 153 for tool setup.
Cable Carrier LinksX 73

64 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Torchmate 2x4™ to 4x4™ UpgradeX 1 Pre-assembled
Gantry
X 2Extruded Aluminum Cross Members
#10-32Hex Nylock Jam NutsX 14
#10-32x1/2”Button Head ScrewsX 10
1/2”
0.19”
3/4”
0.164” X 6#10-32x7/8”Flat Head Screws
#10 Flat WasherX 14
X 2Side Cable Carrier Support Bracket
X 1Side Cable Carrier End Bracket
X 1Side Cable Carrier Gantry End Bracket
X 1Gantry Cable Carrier End Bracket
Cable Carrier End Bracket (Male)X 2
Cable Carrier End Bracket (Female)X 2
Cable Carrier LinksX 73
X 310’ Motor CableExtensionsIf a z-axis for routing was ordered a 4th motor cable with be included.
65 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
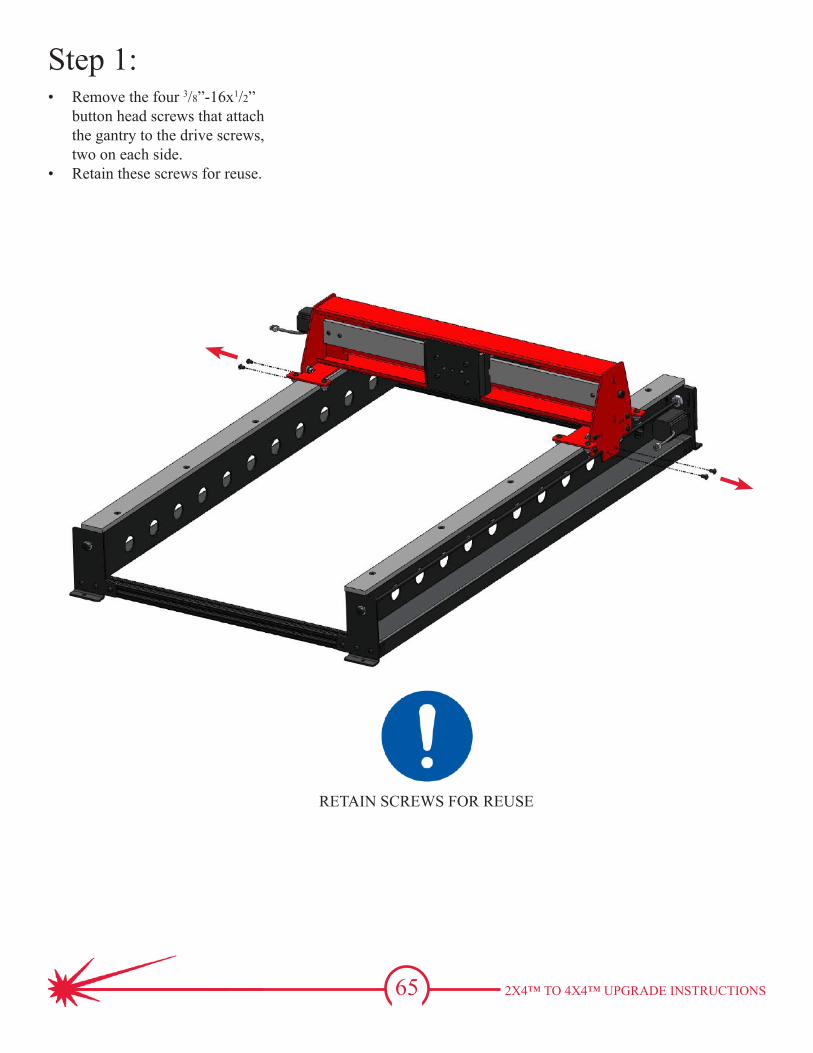
Step 1:
RETAIN SCREWS FOR REUSE
• Remove the four 3/8”-16x1/2” button head screws that attach the gantry to the drive screws, two on each side.
• Retain these screws for reuse.
66 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
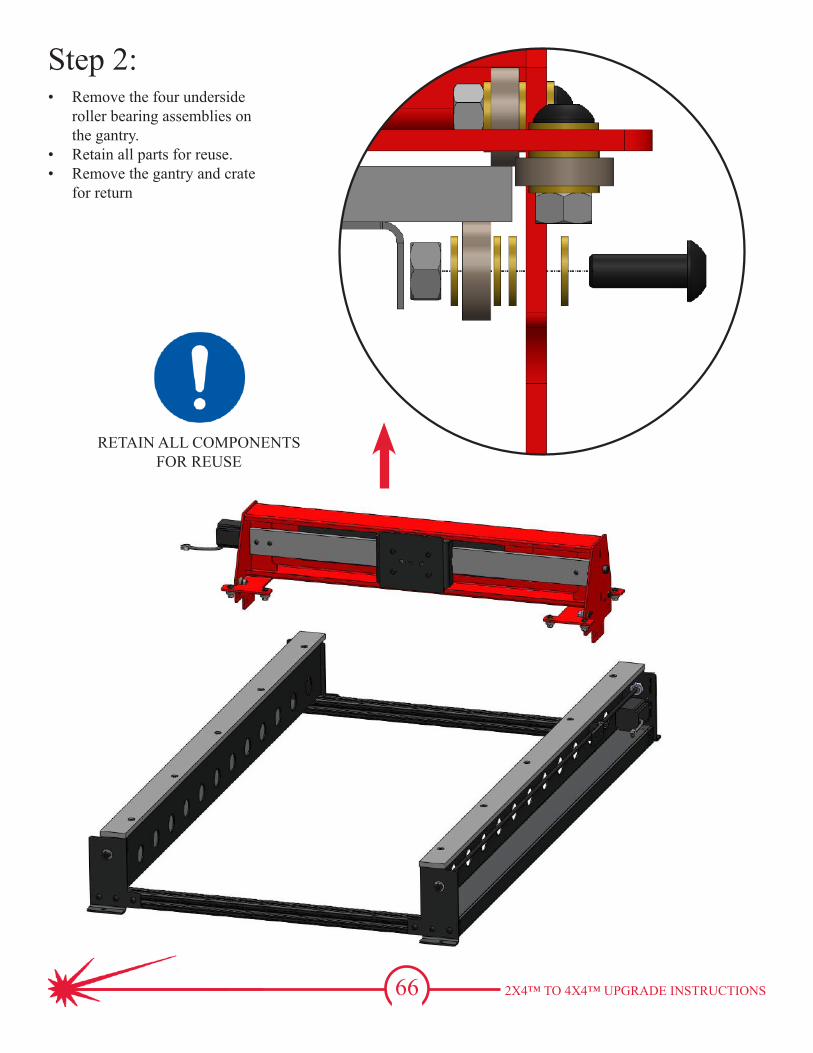
Step 2:• Remove the four underside
roller bearing assemblies on the gantry.
• Retain all parts for reuse.• Remove the gantry and crate
for return
RETAIN ALL COMPONENTS FOR REUSE

67 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 3:• Loosen the 5/16”-18x5/8” button
head screws that hold the aluminum extrusions to the sides.
• Remove the extrusions from the sides.
• Do not remove the 5/16”-18x5/8” button head screws and 5/16”-18 t-nuts they will be reused.
• Crate both sides for return
RETAIN ALL COMPONENTS FOR FUTURE USE

68 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Thank you for purchasing the 4’x4’ upgrade for your Torchmate 2x2™ machine. In order to complete the exchange you will need to send back the 2’ sides and 2’ gantry.
CRATING INSTRUCTIONS WILL BE INCLUDED WITH RETURN CRATES
You are responsible to ship the sides back to Torchmate. The package must be insured for $1000.
Ship Crate to:Torchmate 280 S. Rock Blvd.Suite 150Reno, NV 89502
Step 4: Crating

69 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 5:
X 2Extruded Aluminum Cross Members
Completed Sides from 2x4™ with T-Nuts Installed
• Slide the extruded aluminum cross members over the installed t-nuts on each pre-assembled side.
• Attach both cross members to one side, then slide the other side on.
• Tighten the t-nuts so that the cross members are held on. However, do not fully tighten the cross members as adjustments will be made further in assembly.
Required Components:
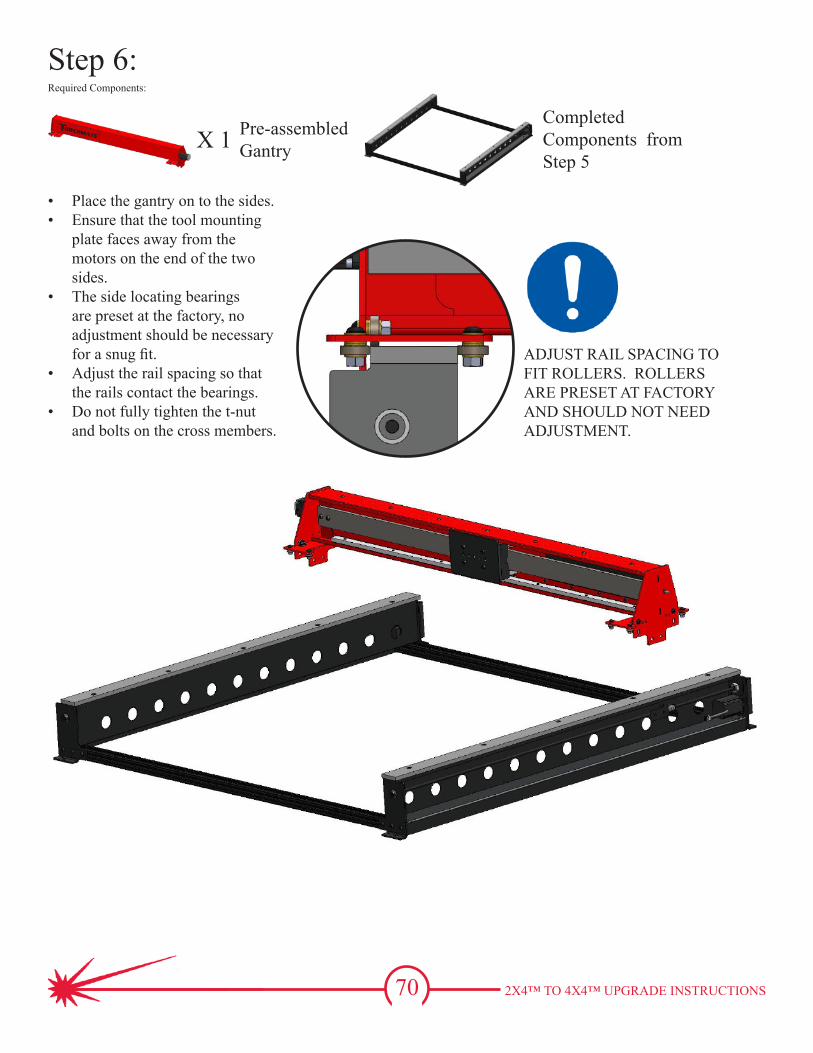
70 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
X 1 Pre-assembled Gantry
Step 6:
Completed Components from Step 5
• Place the gantry on to the sides.• Ensure that the tool mounting
plate faces away from the motors on the end of the two sides.
• The side locating bearings are preset at the factory, no adjustment should be necessary for a snug fit.
• Adjust the rail spacing so that the rails contact the bearings.
• Do not fully tighten the t-nut and bolts on the cross members.
ADJUST RAIL SPACING TO FIT ROLLERS. ROLLERS ARE PRESET AT FACTORY AND SHOULD NOT NEED ADJUSTMENT.
Required Components:
71 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
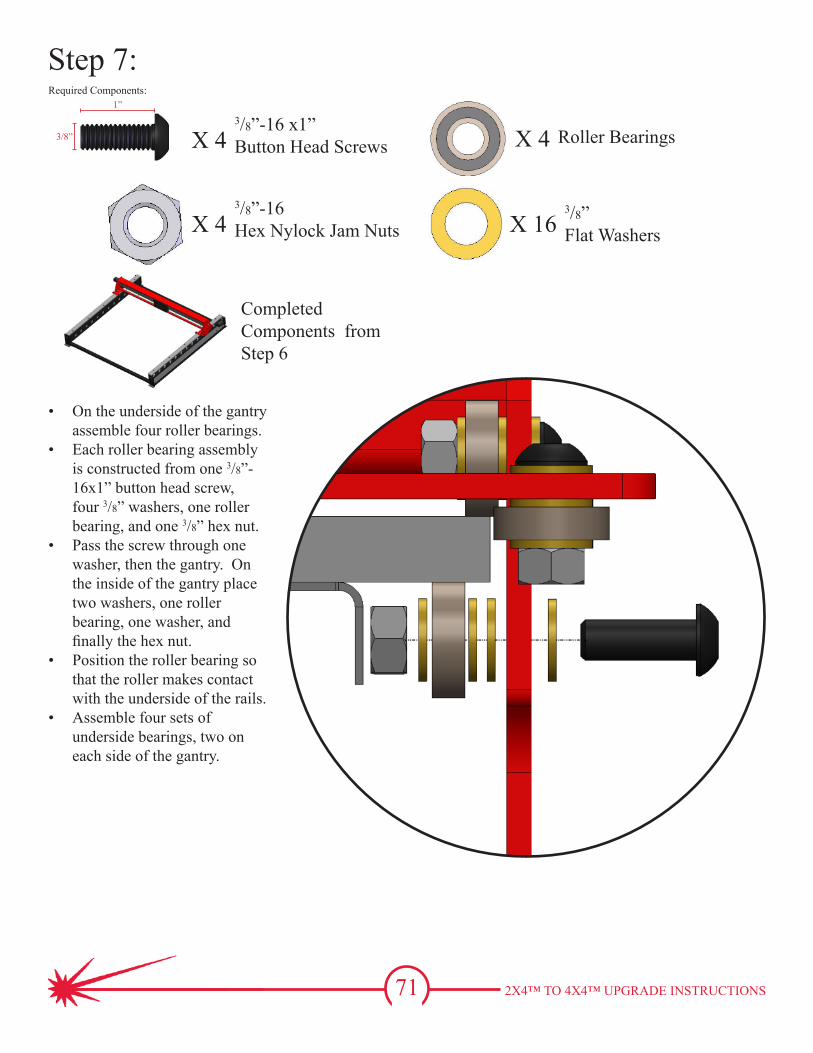
Step 7:
Roller BearingsX 4
3/8”-16Hex Nylock Jam NutsX 4
3/8”Flat WashersX 16
3/8”-16 x1” Button Head ScrewsX 43/8”
1”
Completed Components from Step 6
• On the underside of the gantry assemble four roller bearings.
• Each roller bearing assembly is constructed from one 3/8”-16x1” button head screw, four 3/8” washers, one roller bearing, and one 3/8” hex nut.
• Pass the screw through one washer, then the gantry. On the inside of the gantry place two washers, one roller bearing, one washer, and finally the hex nut.
• Position the roller bearing so that the roller makes contact with the underside of the rails.
• Assemble four sets of underside bearings, two on each side of the gantry.
Required Components:
72 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
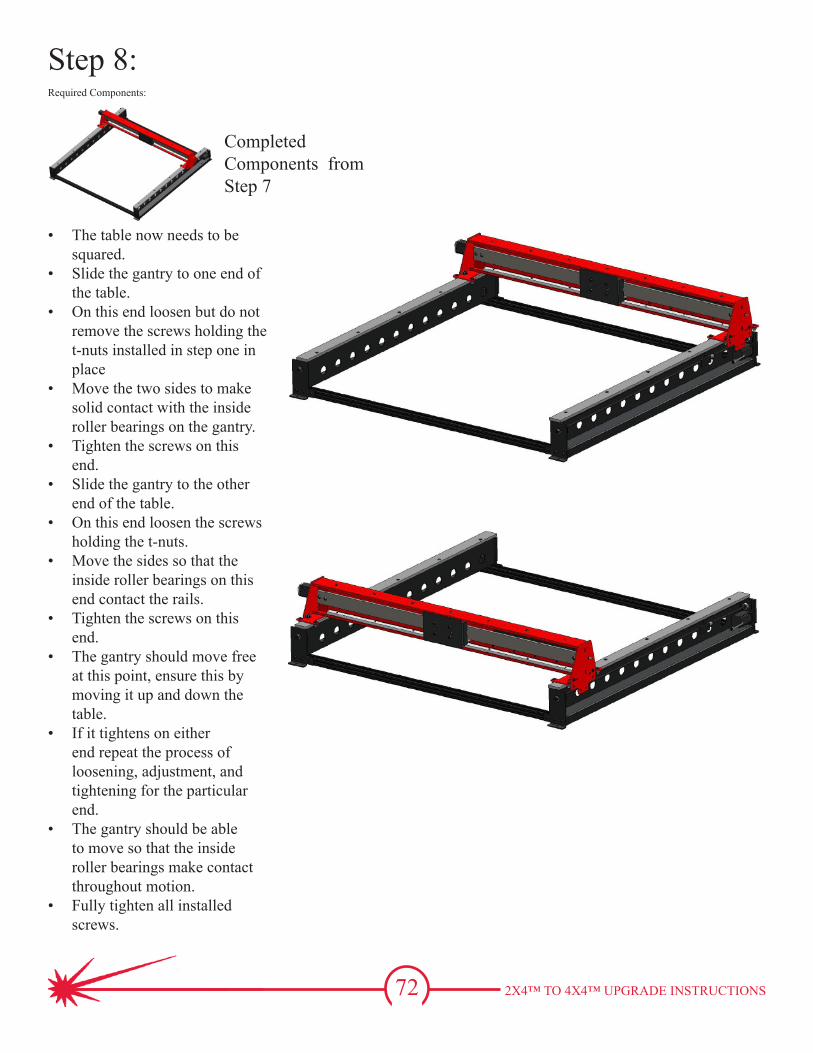
• The table now needs to be squared.
• Slide the gantry to one end of the table.
• On this end loosen but do not remove the screws holding the t-nuts installed in step one in place
• Move the two sides to make solid contact with the inside roller bearings on the gantry.
• Tighten the screws on this end.
• Slide the gantry to the other end of the table.
• On this end loosen the screws holding the t-nuts.
• Move the sides so that the inside roller bearings on this end contact the rails.
• Tighten the screws on this end.
• The gantry should move free at this point, ensure this by moving it up and down the table.
• If it tightens on either end repeat the process of loosening, adjustment, and tightening for the particular end.
• The gantry should be able to move so that the inside roller bearings make contact throughout motion.
• Fully tighten all installed screws.
Completed Components from Step 7
Step 8:Required Components:

73 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 9:
USE BOLTS TO ATTACH GANTRY TO DRIVE SCREWS
• Attach the gantry to the drive screws on both sides of the table using four 3/8”-16x1/2” button head screws.
• The drive screws on each side are preset to a position so that the mounting brackets line up with the holes on the gantry, if either side has moved in shipping and handling rotate the mounting bracket until the holes line up on each side.
• Fully tighten the bolts so that the gantry is secure to the table.
• Do not try to move either side by hand from this point.
• Movements should only be done through the control software moving the motors from this point forward.
Completed Components from Step 8
3/8’-16x1/2”Button Head ScrewsX 4
1/2”
3/8”
Required Components:

74 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 10:
• The gantry is shipped with the cable carrier shelf attached. On the end of the gantry with the motor attached remove the two flat head screws that hold the shelf to the gantry.
• Use the removed screws to attach one cable carrier end bracket to the shelf.
• Do not fully tighten the end bracket to the shelf until the cable carrier links are installed.
Completed Components from Step 9
Required Components:
Cable Carrier End Bracket (Male)X 1
75 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
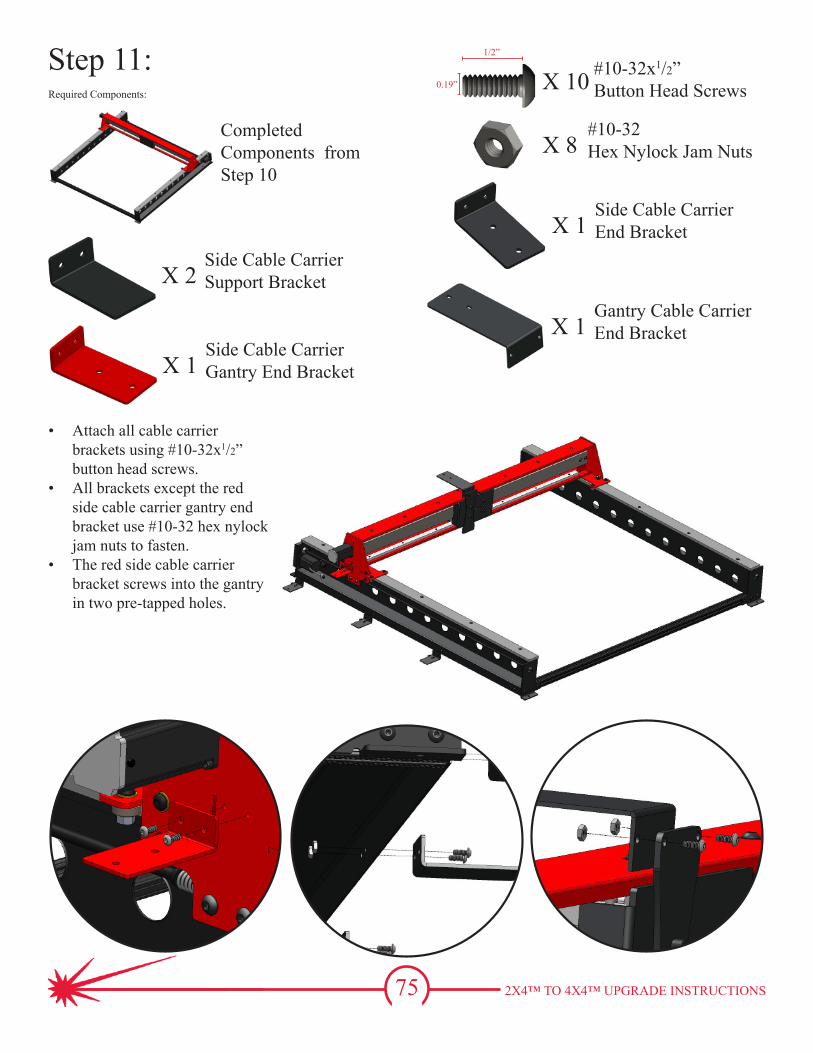
Step 11:
• Attach all cable carrier brackets using #10-32x1/2” button head screws.
• All brackets except the red side cable carrier gantry end bracket use #10-32 hex nylock jam nuts to fasten.
• The red side cable carrier bracket screws into the gantry in two pre-tapped holes.
Completed Components from Step 10
Required Components:
#10-32Hex Nylock Jam NutsX 8
#10-32x1/2”Button Head ScrewsX 10
1/2”
0.19”
X 2Side Cable Carrier Support Bracket
X 1Side Cable Carrier End Bracket
X 1Side Cable Carrier Gantry End Bracket
X 1Gantry Cable Carrier End Bracket
76 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
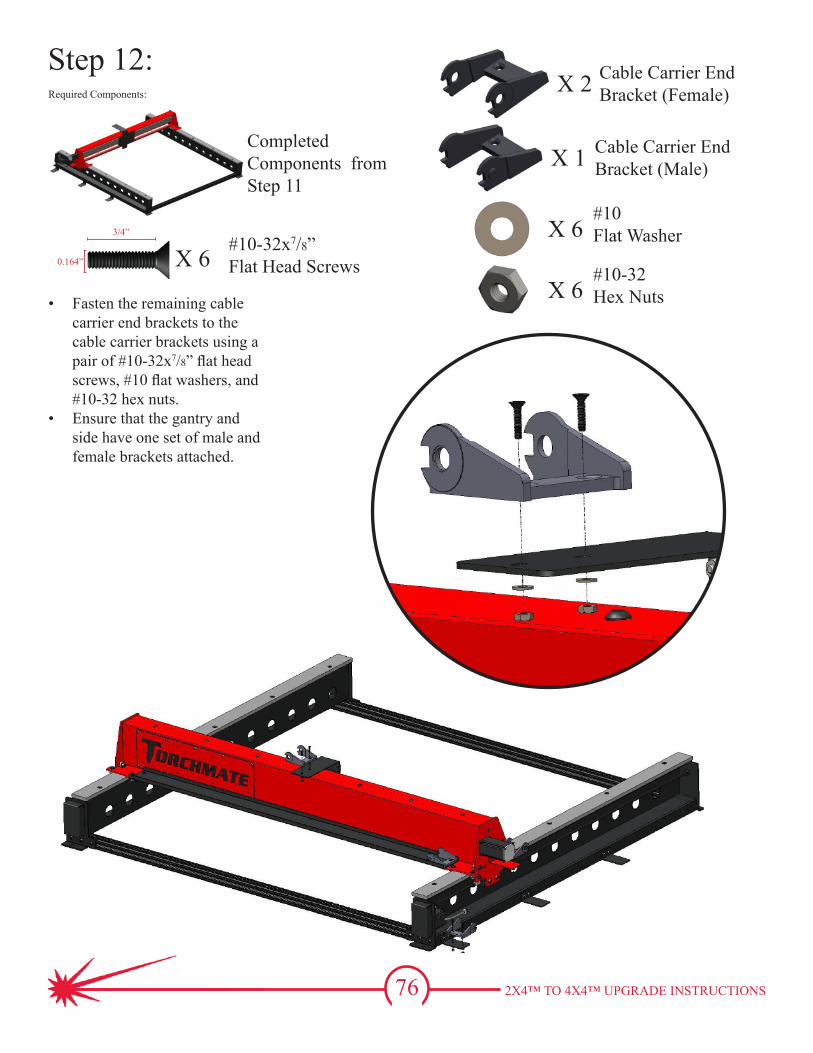
Step 12:
• Fasten the remaining cable carrier end brackets to the cable carrier brackets using a pair of #10-32x7/8” flat head screws, #10 flat washers, and #10-32 hex nuts.
• Ensure that the gantry and side have one set of male and female brackets attached.
Completed Components from Step 11
Required Components:
Cable Carrier End Bracket (Male)X 1
Cable Carrier End Bracket (Female)X 2
3/4”
0.164” X 6#10-32x7/8”Flat Head Screws #10-32
Hex NutsX 6
#10 Flat WasherX 6

77 2X4™ TO 4X4™ UPGRADE INSTRUCTIONS
Step 13:
• The provided cable carrier links should be shipped portioned in one section of 38 links and one section of 35 links.
• Attach the 38 link section to the side.
• Attach the 35 link section to the gantry.
• Each individual cable carrier link can be opened to add cable to it.
Completed Components from Step 12
Required Components:
If a new water table was purchased go to page 100.
If upgrading the 2x4™ water table go to page 141.
Otherwise continue to page 153 for tool setup.
Cable Carrier LinksX 73
78 TORCHMATE 2X2™•2X4™•4X4™ OPERATOR’S MANUAL
Section 2:Optional Water Table Assembly
This section covers:• Assembly of the Torchmate 2x2™ Water Table• Assembly of the Torchmate 2x4™ Water Table• Assembly of the Torchmate 4x4™ Water Table
• Upgrading the 2x2™ Water Table to 2x4™ Water Table• Upgrading the 2x2™ Water Table to 4x4™ Water Table• Upgrading the 2x4™ Water Table to 4x4™ Water Table

79 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
Torchmate 2x2™ Water TableWeights and Dimensions of Assembled Table
95 lb43.2 kg
37.8” (960.12mm)
35” (889mm)
30.3125” (765.175mm)

80 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
Torchmate 2x2™ Water Table Parts List
5/16”
5/8”
X 4 Corner Leg
X 2 ‘Torchmate’ CutSide Panel
X 2 Uncut Side Panel
X 2 Side Panel Back Plate
X 1 Water Pan
X 245/16“-18 x 5/8”Button Head Cap Screw
X 12 #10-32 Button Head Cap Screw
X 24 5/16“-18 Hex Nut
X 12 #10-32 Hex Nut
X 1 Water Release Valve
X 4 3/8“-16 Leveling Foot
X 41/4“-20 x 3/4”Button Head Cap Screw
X 4 5/16“ Flat Washer
5/16”
0.19”
1/2”
0.19”
1/4”
3/4”
5/16”

81 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
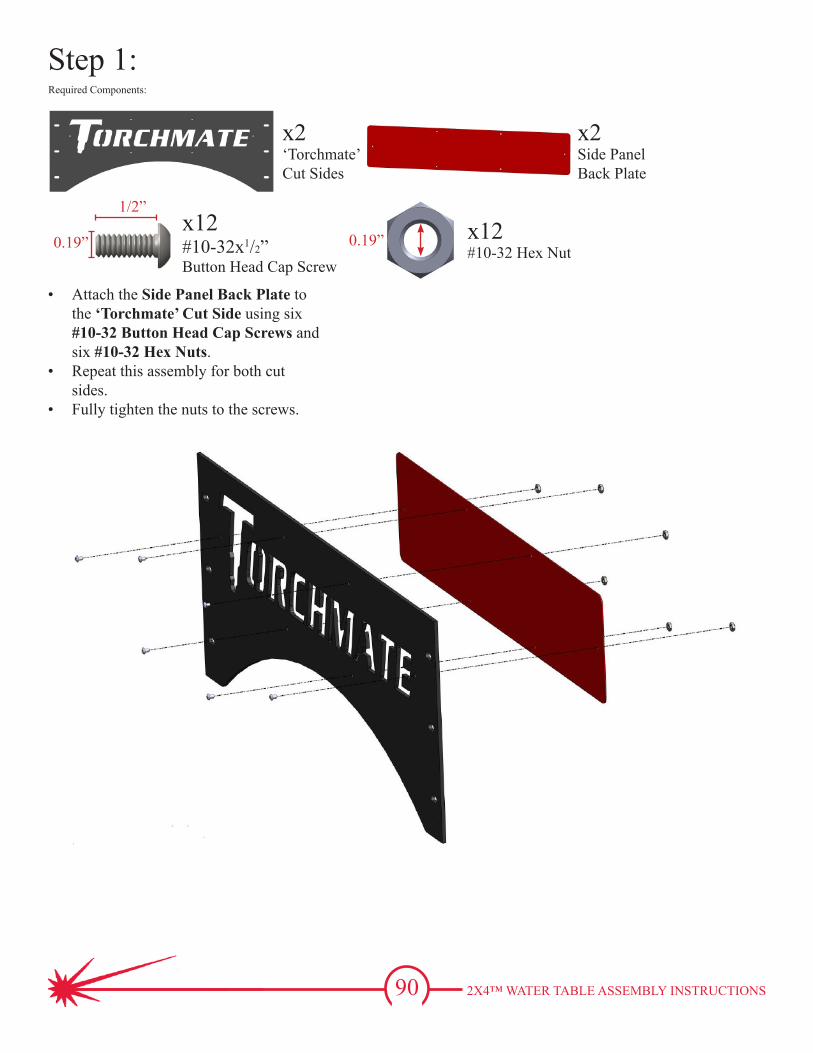
x2‘Torchmate’ Cut Side
• Attach the Side Panel Back Plate to the ‘Torchmate’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Repeat this assembly for both cut sides.
• Fully tighten the nuts to the screws.
x2Side Panel Back Plate
x12#10-32 Button Head Cap Screw
x12#10-32 Hex Nut0.19”
1/2”
0.19”
Step 1:Required Components:

82 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 2:Required Components:
• On each Corner Leg attach one 3/8” Leveling Foot into the bottom base plate.
• Repeat for each leg.• The leveling feet will be adjusted once
the table is fully assembled and in position.
x4Corner Leg
x43/8” Leveling Foot

83 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 3:Required Components:
• Attach one assembled cut out side from Step 1 to two assembled legs from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• The side panels are slotted to be adjusted once the 2x2™ table is attached.
• Repeat this assembly for each cut out side.
• Do not fully tighten the cap screws.
x2Assembled Components From Step 1
x4Assembled Components From Step 2
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut

84 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 4:Required Components:
• Fasten the two assembled sides and legs from Step 3 together using two Uncut Side Panels, twelve 5/16“-18 x 5/8” Button Head Cap Screws, and twelve 5/16“-18 Hex Nuts.
• The side panels are slotted to be adjusted once the 2x2™ table is attached.
• Do not fully tighten the cap screws.
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
x2Assembled Components From Step 3
x2Uncut Side Panel

85 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
• Screw the Water Release Valve into the Water Pan.
• Drop the pan into the table frame assembled in Step 4.
• The pan will simply rest in the frame, final adjustment will be made when the 2x2™ table is attached to the table.
• Do not fully tighten any cap screws.
x1Assembled Components From Step 4
x1Water Pan
x1Water Release Valve
Step 5:Required Components:

86 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
• Insert eleven Material Support Slats into the assembled table from Step 5.
• The slat support brackets in the pan are intentionally offset to introduce a curve to the support slats.
• 3”-4” high slats may be used. A 4” high slat will place the material at the top of the water table.
x1Assembled Components From Step 5
x11 Material Support Slats 301/2” x 4” x 3/16” (Customer Provided)
Step 6:Required Components:

87 2X2™ WATER TABLE ASSEMBLY INSTRUCTIONS
• Attach the Torchmate 2x2™ Machine to the water table assembled in Step 6 using four /4“-20 x 3/4” Button Head Cap Screws spaced with four 5/16“ Flat Washers
• The water table is designed to be adjustable allow the 2x2™ machine to be squared while on the table.
• Refer to the 2x2™ machine’s manual for squaring procedure.
• Level and fully tighten the water table while keeping the 2x2™ table square.
x1Assembled Components From Step 6
1/4”
3/4”
5/16”
x41/4“-20 x 3/4”Button Head Cap Screw
x45/16“ Flat Washer
x1Assembled Torchmate 2x2™ CNC Machine
Step 7:Required Components:
Continue to page 153 for tool setup.

88 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Torchmate 2x4™ Water TableWeights and Dimensions of Assembled Table
155 lb70.5 kg
37.8” (960.12mm)
61.72” (1567.7mm)
30.3125” (765.175mm)
89 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
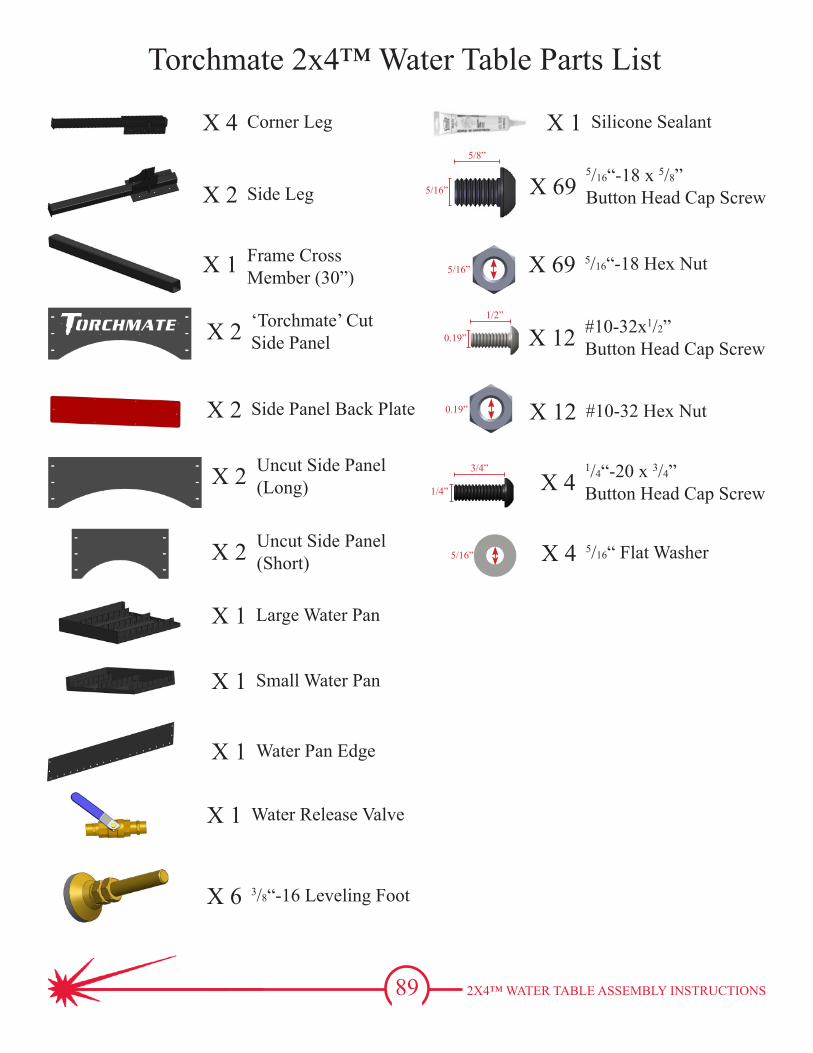
Torchmate 2x4™ Water Table Parts List
X 4 Corner Leg
X 2 ‘Torchmate’ CutSide Panel
X 2 Uncut Side Panel (Long)
X 2 Side Panel Back Plate
X 1 Large Water Pan
X 1 Water Release Valve
X 6 3/8“-16 Leveling Foot
X 2 Uncut Side Panel (Short)
X 1 Small Water Pan
X 1 Water Pan Edge
X 1 Frame CrossMember (30”)
X 2 Side Leg
X 1 Silicone Sealant
5/16”
5/8”
X 695/16“-18 x 5/8”Button Head Cap Screw
X 12 #10-32x1/2” Button Head Cap Screw
X 69 5/16“-18 Hex Nut
X 12 #10-32 Hex Nut
X 41/4“-20 x 3/4”Button Head Cap Screw
X 4 5/16“ Flat Washer
5/16”
0.19”
1/2”
0.19”
1/4”
3/4”
5/16”
90 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
x2‘Torchmate’ Cut Sides
• Attach the Side Panel Back Plate to the ‘Torchmate’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Repeat this assembly for both cut sides.
• Fully tighten the nuts to the screws.
x2Side Panel Back Plate
x12#10-32x1/2” Button Head Cap Screw
x12#10-32 Hex Nut0.19”
1/2”
0.19”
Step 1:Required Components:

91 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 2:Required Components:
• On each Corner Leg and Side Leg attach one 3/8” Leveling Foot into the bottom base plate.
• Repeat for each leg.• The leveling feet will be adjusted once
the table is fully assembled and in position.
x4Corner Leg
x43/8” Leveling Foot
x2Side Leg

92 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 3:Required Components:
• Attach one assembled cut out side from Step 1 to two assembled corner legs from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• The side panels are slotted to be adjusted once the 2x4™ table is attached.
• Repeat this assembly for each cut out side.
• Do not fully tighten the cap screws.
x4Assembled Components From Step 2
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
x2Assembled Components From Step 1

93 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 4:Required Components:
• Fasten each Uncut Side Panel to the assembled corner legs from Step 3 and to the assembled side leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts.
• The side panels are slotted to be adjusted once the 2x4™ table is attached.
• Do not fully tighten the cap screws.
x2Assembled Components From Step 2
5/16”
5/8”
5/16”
x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
x2Uncut Side Panel (Long)
x2Uncut Side Panel (Short)
x2Assembled Components From Step 3

94 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 5:Required Components:
• Insert the Frame Cross Member into the assembled frame from Step 4.
• The side panels are slotted to be adjusted once the 2x4™ table is attached.
• Do not fully tighten the cap screws.
x2Assembled Components From Step 4
x1Frame Cross Member
95 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 6:Required Components:
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
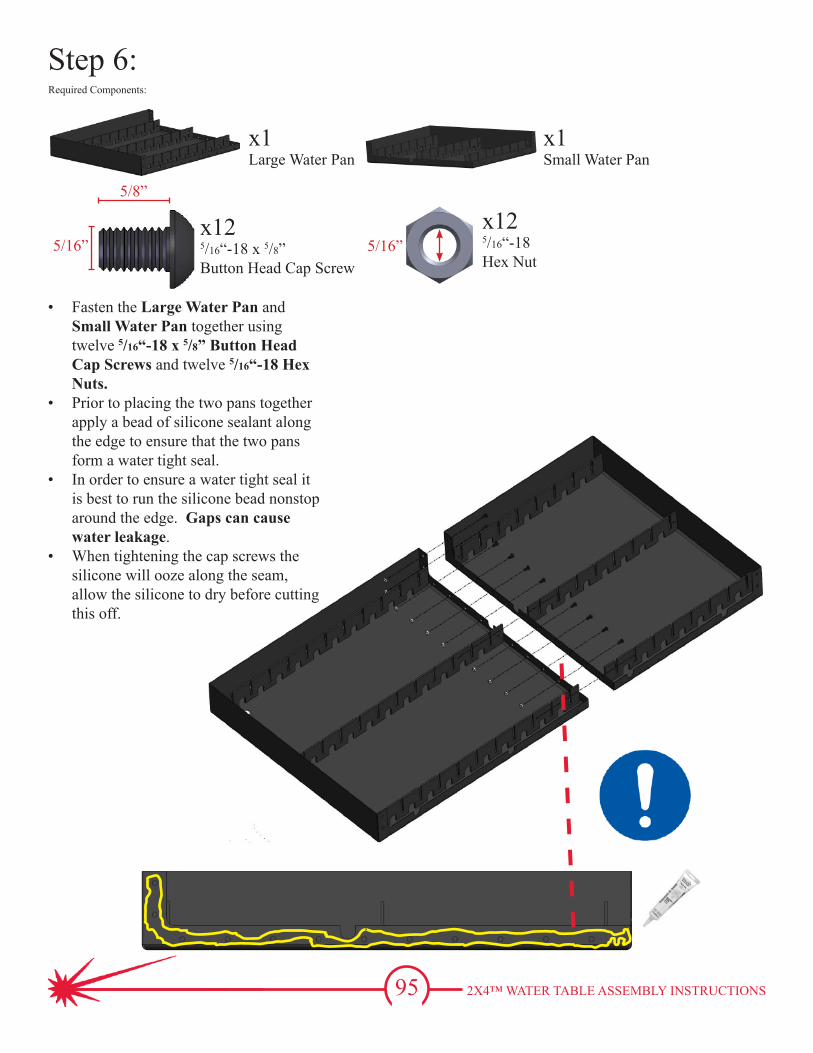
• Fasten the Large Water Pan and Small Water Pan together using twelve 5/16“-18 x 5/8” Button Head Cap Screws and twelve 5/16“-18 Hex Nuts.
• Prior to placing the two pans together apply a bead of silicone sealant along the edge to ensure that the two pans form a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Large Water Pan
x1Small Water Pan

96 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 7:Required Components:
x1Water Pan Edge
5/16”
5/8”
5/16”x225/16“-18 x 5/8”Button Head Cap Screw
x225/16“-18Hex Nut
• Fasten the Water Pan Edge to the assembled pans from Step 6 using twenty-two 5/16“-18 x 5/8” Button Head Cap Screws and twenty-two 5/16“-18 Hex Nuts.
• Prior to placing the edge on the pan apply a bead of silicone sealant along the edge to ensure that the edge forms a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Assembled Components From Step 6

97 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 8:Required Components:
x1Assembled Components From Step 5
x1Assembled Components From Step 7
• Screw the Water Release Valve into the Water Pan.
• Drop the pan assembled in Step 7 into the table frame assembled in Step 5.
• The pan will simply rest in the frame, final adjustment will be made when the 2x4™ table is attached to the table.
• Do not fully tighten any cap screws.
x1Water Release Valve

98 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 9:Required Components:
• Insert nineteen Material Support Slats into the assembled table from Step 8.
• The slat support brackets in the pan are intentionally offset to introduce a curve to the support slats.
• 3”-4” high slats may be used. A 4” high slat will place the material at the top of the water table.
x19 Material Support Slats 301/2” x 4” x 3/16” (Customer Provided)
x1Assembled Components From Step 8

99 2X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 10:Required Components:
x1Assembled Components From Step 9
1/4”
3/4”
5/16”
x41/4“-20 x 3/4”Button Head Cap Screw
x45/16“ Flat Washer
x1Assembled Torchmate 2x4™ CNC Machine
Continue to page 153 for tool setup.
• Attach the Torchmate 2x4™ Machine to the water table assembled in Step 9 using four /4“-20 x 3/4” Button Head Cap Screws spaced with four 5/16“ Flat Washers.
• The water table is designed to be adjustable allow the 2x4™ machine to be squared while on the table.
• Refer to the 2x4™ machine’s manual for squaring procedure.
• Level and fully tighten the water table while keeping the 2x4™ table square.
100 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
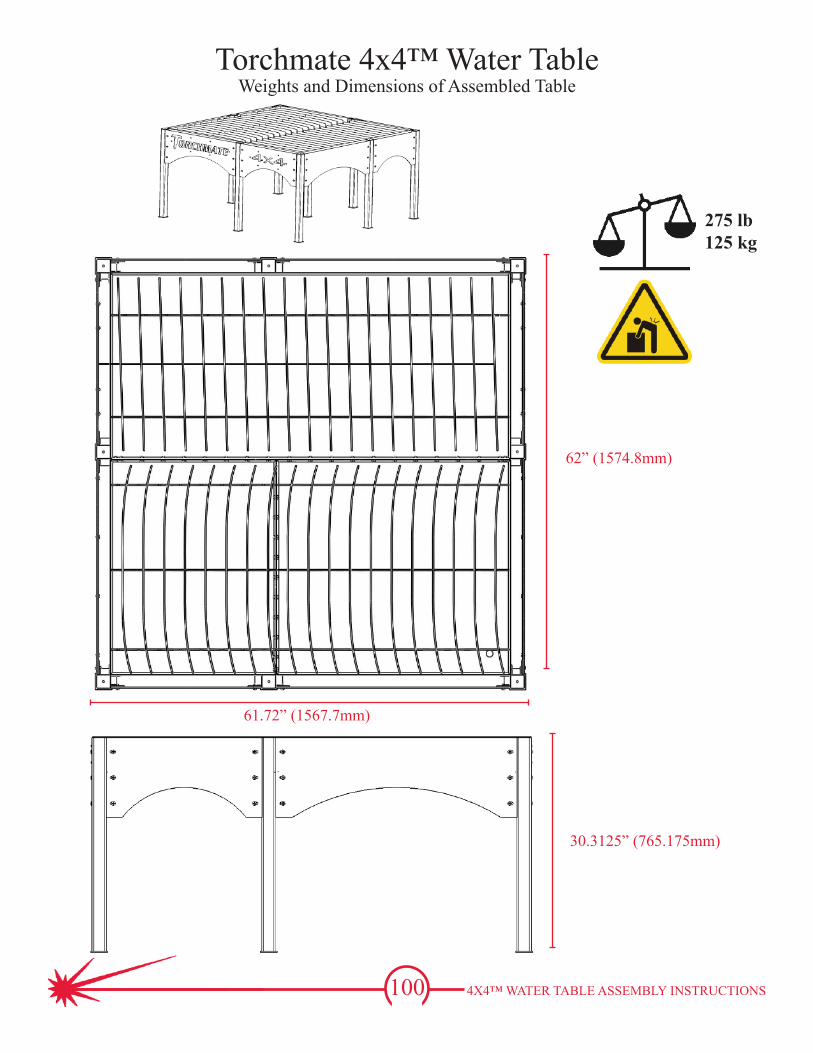
Torchmate 4x4™ Water TableWeights and Dimensions of Assembled Table
275 lb125 kg
61.72” (1567.7mm)
30.3125” (765.175mm)
62” (1574.8mm)
101 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
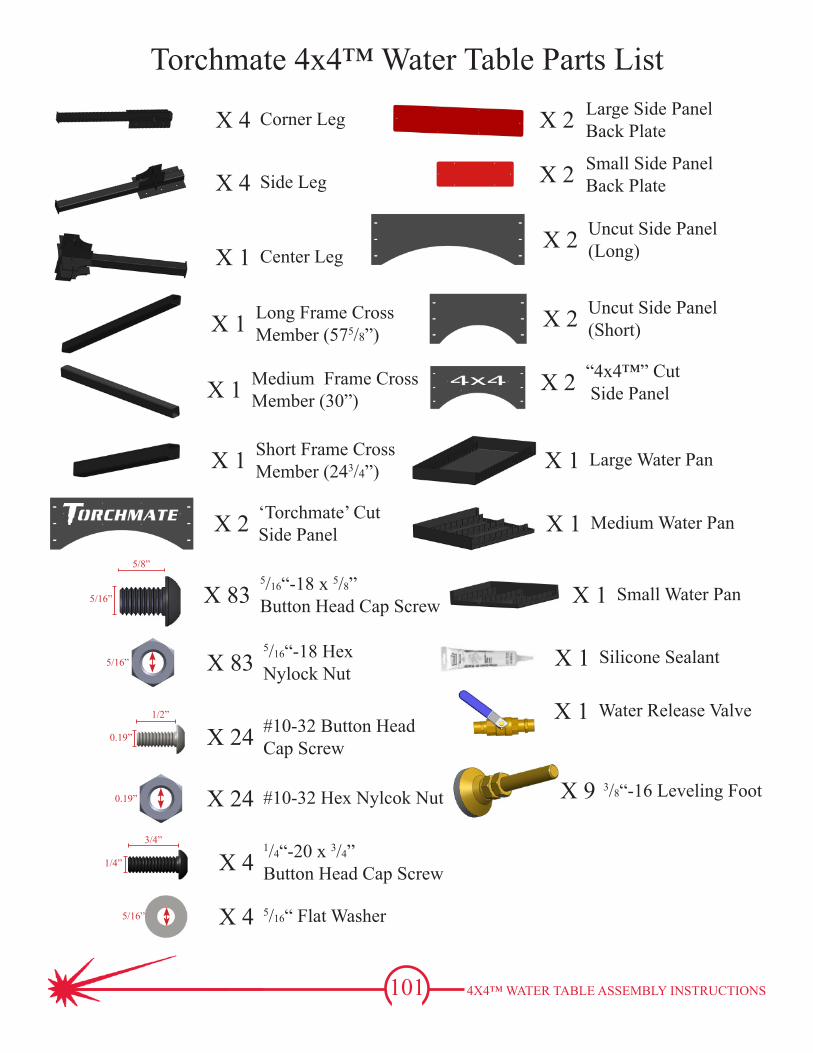
Torchmate 4x4™ Water Table Parts List
X 4 Corner Leg
X 2 ‘Torchmate’ CutSide Panel
X 2 Uncut Side Panel (Long)
X 2 Large Side Panel Back Plate
X 1 Medium Water Pan
X 2 Uncut Side Panel (Short)
X 1 Small Water Pan
X 1 Large Water Pan
X 1 Medium Frame Cross Member (30”)
X 4 Side Leg
X 2 “4x4™” Cut Side Panel
X 1 Long Frame Cross Member (575/8”)
X 1 Short Frame Cross Member (243/4”)
X 1 Center Leg
X 2 Small Side Panel Back Plate
5/16”
5/8”
X 835/16“-18 x 5/8”Button Head Cap Screw
X 24 #10-32 Button Head Cap Screw
X 835/16“-18 HexNylock Nut
X 24 #10-32 Hex Nylcok Nut
X 41/4“-20 x 3/4”Button Head Cap Screw
X 4 5/16“ Flat Washer
5/16”
0.19”
1/2”
0.19”
1/4”
3/4”
5/16”
X 1 Silicone Sealant
X 1 Water Release Valve
X 9 3/8“-16 Leveling Foot

102 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
• Attach the Side Panel Back Plate to the ‘Torchmate’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Attach the Side Panel Back Plate to the ‘4x4™’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Repeat this assembly for all cut sides.• Fully tighten the nuts to the screws.
x2‘Torchmate’ Cut Side Panel
x2Large Side Panel Back Plate
x24#10-32 Button Head Cap Screw
0.19”
1/2”
x24#10-32 Hex Nut
0.19”x2Small Side Panel Back Plate
Step 1:Required Components:
x2‘4x4™’ Cut Side Panel
103 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 2:Required Components:
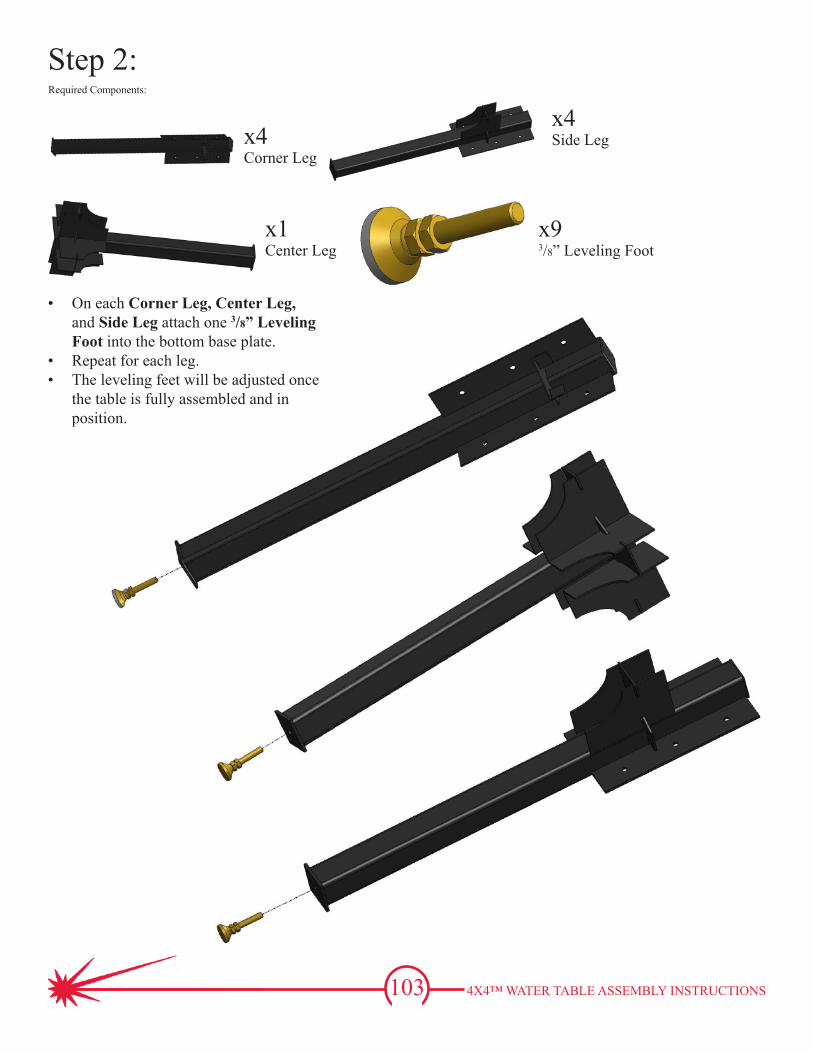
• On each Corner Leg, Center Leg, and Side Leg attach one 3/8” Leveling Foot into the bottom base plate.
• Repeat for each leg.• The leveling feet will be adjusted once
the table is fully assembled and in position.
x4Corner Leg
x4Side Leg
x1Center Leg
x93/8” Leveling Foot
104 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
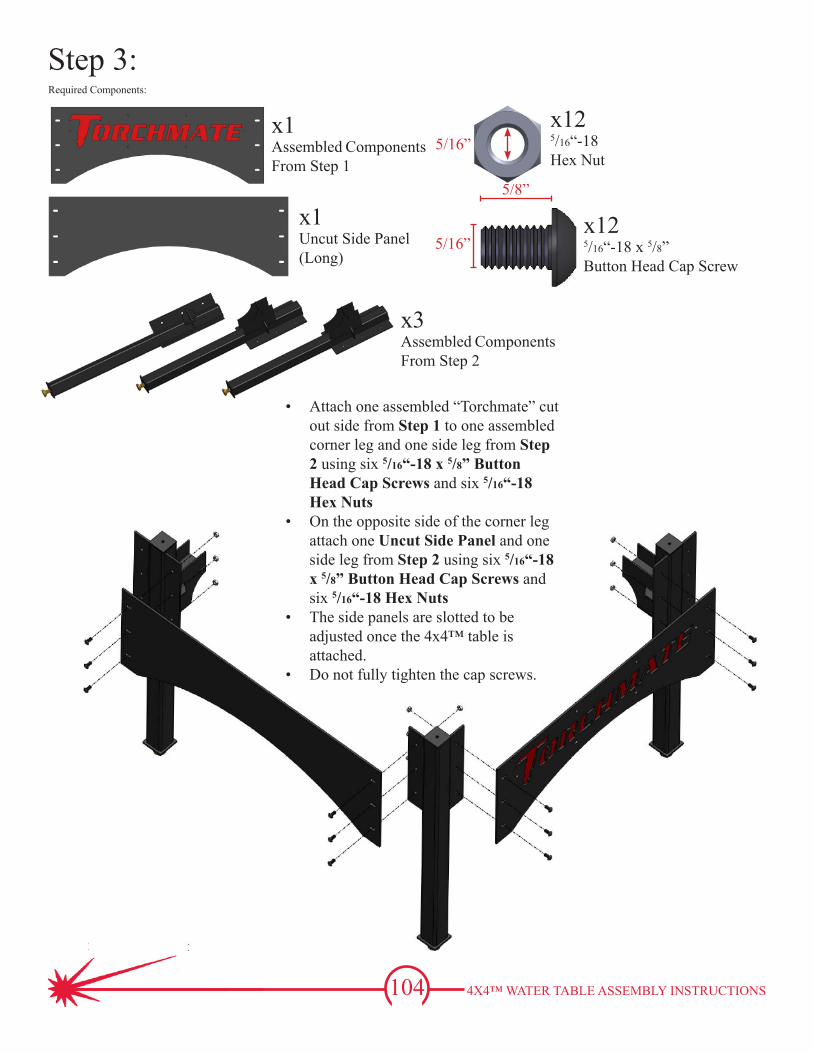
Step 3:Required Components:
x1Assembled Components From Step 1
5/16”
5/8”
x125/16“-18 x 5/8”Button Head Cap Screw
5/16”x125/16“-18Hex Nut
x1Uncut Side Panel (Long)
x3Assembled Components From Step 2
• Attach one assembled “Torchmate” cut out side from Step 1 to one assembled corner leg and one side leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• On the opposite side of the corner leg attach one Uncut Side Panel and one side leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.

105 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
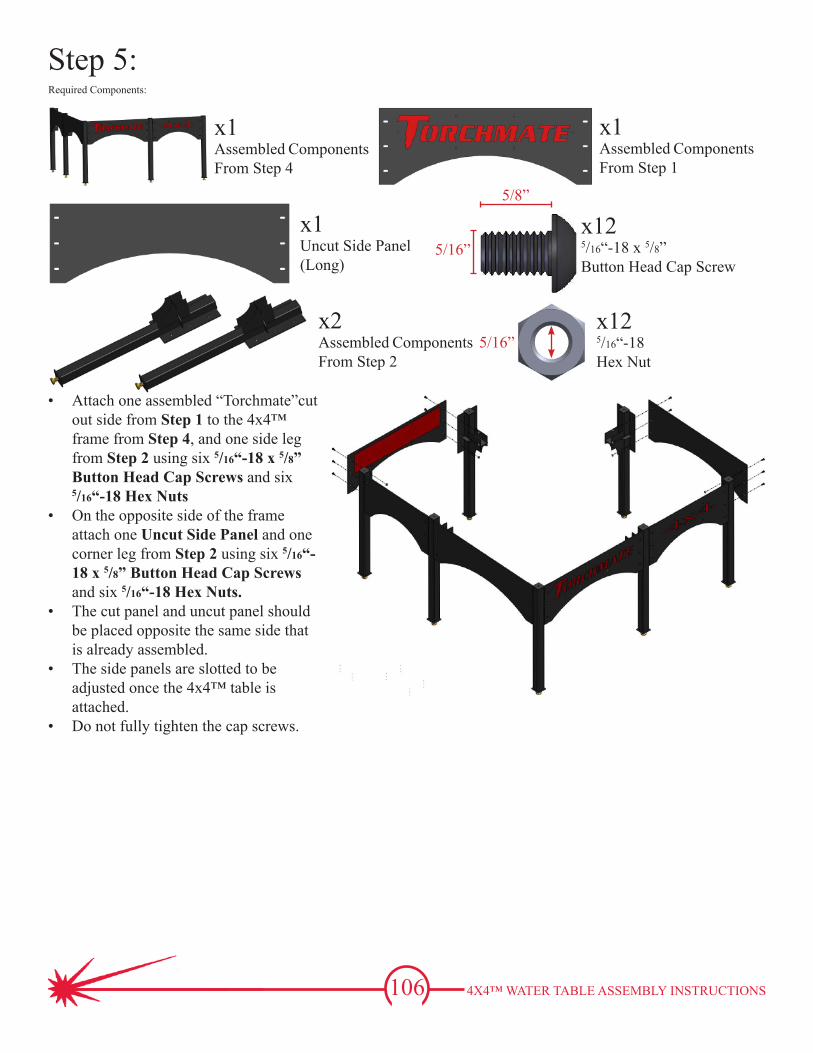
Step 4:Required Components:
x1Assembled Components From Step 1
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
x2Assembled Components From Step 2
x1Uncut Side Panel (Short)
x1Assembled Components From Step 3
• Attach one assembled “4x4™”cut out side from Step 1 to the 4x4™ frame from Step 3, and one corner leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• On the opposite side of the corner frame attach one Uncut Side Panel and one corner leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.
106 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 5:Required Components:
• Attach one assembled “Torchmate”cut out side from Step 1 to the 4x4™ frame from Step 4, and one side leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• On the opposite side of the frame attach one Uncut Side Panel and one corner leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts.
• The cut panel and uncut panel should be placed opposite the same side that is already assembled.
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.
x1Assembled Components From Step 4
x1Assembled Components From Step 1
x1Uncut Side Panel (Long)
5/16”
5/8”
x125/16“-18 x 5/8”Button Head Cap Screw
5/16”x125/16“-18Hex Nut
x2Assembled Components From Step 2

107 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 6:Required Components:
• Attach one assembled “4x4™”cut out side from Step 1 to the 4x4™ frame from Step 6, and one corner leg from Step 2 using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• On the opposite side of the frame attach one Uncut Side Panel to the same corner leg and existing frame using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts.
• The cut panel and uncut panel should be placed opposite the same side that is already assembled.
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.
x1Assembled Components From Step 5
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
x1Assembled Components From Step 1
x1Assembled Components From Step 2
x1Uncut Side Panel (Short)

108 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 7:Required Components:
• On the assembled 4x4™ frame from Step 6 drop the Long Cross Member into two side leg slots.
• Place the assembled center leg from Step 2 along the long cross member.
• Into the center leg place the Medium Cross Member and Short Cross Member so that they drop into the other side leg slots.
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.
x1Assembled Components From Step 6
x1Assembled Components From Step 2
x1Long Cross Member
x1Medium Cross Member
x1Short Cross Member

109 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 8:Required Components:
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
• Fasten the Medium Water Pan and Small Water Pan together using twelve 5/16“-18 x 5/8” Button Head Cap Screws and twelve 5/16“-18 Hex Nuts.
• Prior to placing the two pans together apply a bead of silicone sealant along the edge to ensure that the two pans form a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Medium Water Pan
x1Small Water Pan

110 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 9:Required Components:
x1Large Water Pan
5/16”
5/8”
5/16”x235/16“-18 x 5/8”Button Head Cap Screw
x235/16“-18Hex Nut
• Fasten the Large Water Pan to the assembled pans from Step 8 using twenty-three 5/16“-18 x 5/8” Button Head Cap Screws and twenty-three 5/16“-18 Hex Nuts.
• Prior to assembling the pans apply a bead of silicone sealant along the edge to ensure that the edge forms a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Assembled Components From Step 8
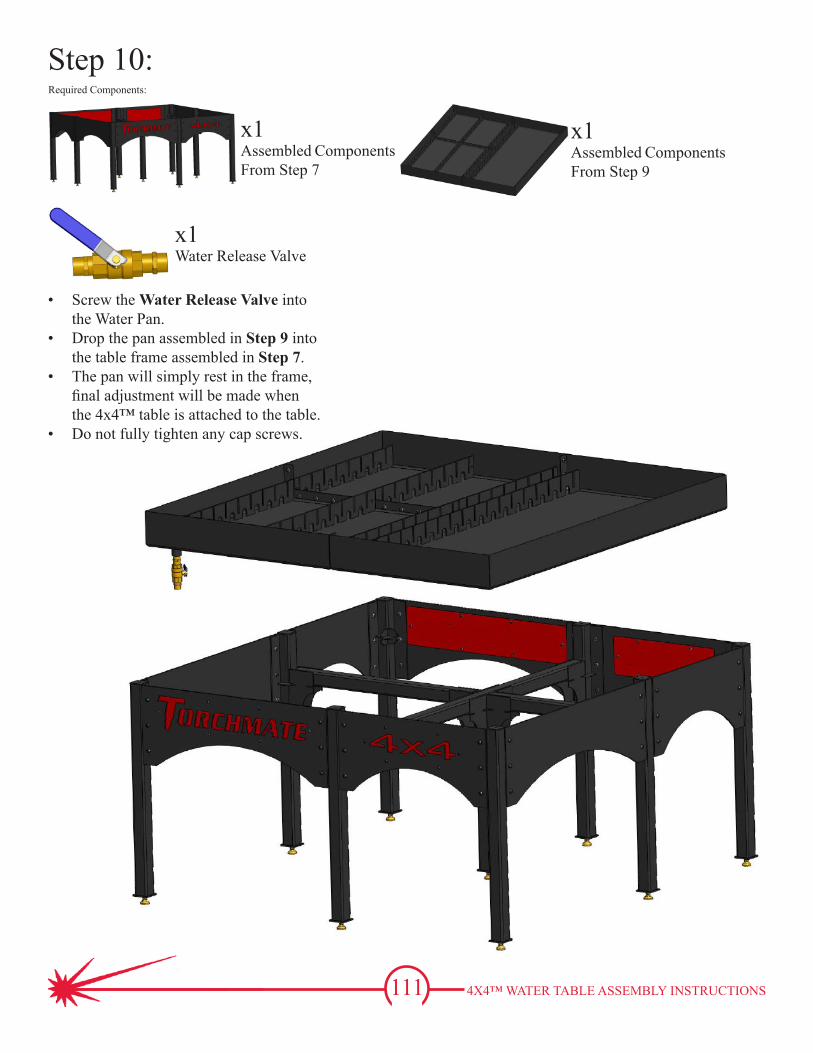
111 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 10:Required Components:
x1Assembled Components From Step 7
x1Assembled Components From Step 9
• Screw the Water Release Valve into the Water Pan.
• Drop the pan assembled in Step 9 into the table frame assembled in Step 7.
• The pan will simply rest in the frame, final adjustment will be made when the 4x4™ table is attached to the table.
• Do not fully tighten any cap screws.
x1Water Release Valve

112 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 11:Required Components:
• Insert Material Support Slats into the assembled table from Step 10.
• The slat support brackets in the medium and small pan are intentionally offset to introduce a curve to the support slats.
• The slats in the large pan will lay at an angle in relation to the edge of the pan.
• 3”-4” high slats may be used. A 4” high slat will place the material at the top of the water table.
x19 Material Support Slats 301/2” x 4” x 3/16” (Customer Provided)
x1Assembled Components From Step 8
x19 Material Support Slats 25” x 4” x 3/16” (Customer Provided)

113 4X4™ WATER TABLE ASSEMBLY INSTRUCTIONS
Step 12:Required Components:
x1Assembled Components From Step 9
1/4”
3/4”
5/16”
x41/4“-20 x 3/4”Button Head Cap Screw
x45/16“ Flat Washer
x1Assembled Torchmate 4x4™ CNC Machine
• Attach the Torchmate 4x4™ Machine to the water table assembled in Step 9 using four /4“-20 x 3/4” Button Head Cap Screws spaced with four 5/16“ Flat Washers.
• The water table is designed to be adjustable allow the 4x4™ machine to be squared while on the table.
• Refer to the 4x4™ machine’s manual for squaring procedure.
• Level and fully tighten the water table while keeping the 4x4™ table square.
Continue to page 153 for tool setup.

114 2X2™ TO 2X4™ WATER TABLE UPGRADE
Torchmate 2x2™ to 2x4™ Water Table Upgrade Parts List
X 2 Side Panel
X 1 2x4™ Water Pan
X 1 Frame Cross Member (30”)
X 2 Side Leg
X 1 Water Pan Edge
X 1 Silicone Sealant
X 2 3/8“-16 Leveling Foot
5/16”
5/8”
X 225/16“-18 x 5/8”Button Head Cap Screw
X 22 5/16“-18 Hex Nut5/16”

115 2X2™ TO 2X4™ WATER TABLE UPGRADE
• To upgrade a Torchmate 2x2™ water table to a 2x4™ water table begin by removing the water pan from the table frame.
• Most parts will be reused in the upgrade process.
• No parts will need to be returned to Torchmate.
• Remove and set aside the slats for reuse.
x1Completed Torchmate 2x2™ Water Table
Step 1:Required Components:

116 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 2:Required Components:
• Remove the edge flange from the 2x2™ water pan.
• The edge flange will be not be reused• Set aside the hardware for future use.
x1Torchmate 2x2™ Water Table Pan

117 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 3:Required Components:
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
• Fasten the Large Water Pan and Small Water Pan together using twelve 5/16“-18 x 5/8” Button Head Cap Screws and twelve 5/16“-18 Hex Nuts.
• Prior to placing the two pans together apply a bead of silicone sealant along the edge to ensure that the two pans form a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x12x2™ Water Pan
x1Small Water Pan

118 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 4:Required Components:
x1Water Pan Edge
5/16”
5/8”
5/16”x225/16“-18 x 5/8”Button Head Cap Screw
x225/16“-18Hex Nut
• Fasten the Water Pan Edge to the assembled pans from Step 6 using twenty-two 5/16“-18 x 5/8” Button Head Cap Screws and twenty-two 5/16“-18 Hex Nuts.
• Prior to placing the edge on the pan apply a bead of silicone sealant along the edge to ensure that the edge forms a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Assembled Components From Step 3

119 2X2™ TO 2X4™ WATER TABLE UPGRADE
• On one side of the Torchmate 2x2™ water table remove the cap screws and hex nuts that hold a cut out side panel and two corner legs to the frame.
• Set aside the hardware for later use.
x1Torchmate 2x2™ Water Table Frame
Step 5:Required Components:

120 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 6:Required Components:
• On each Center Leg and Side Leg attach one 3/8” Leveling Foot into the bottom base plate.
• Repeat for each leg.• The leveling feet will be adjusted once
the table is fully assembled and in position.
x2Side Leg
x23/8” Leveling Foot
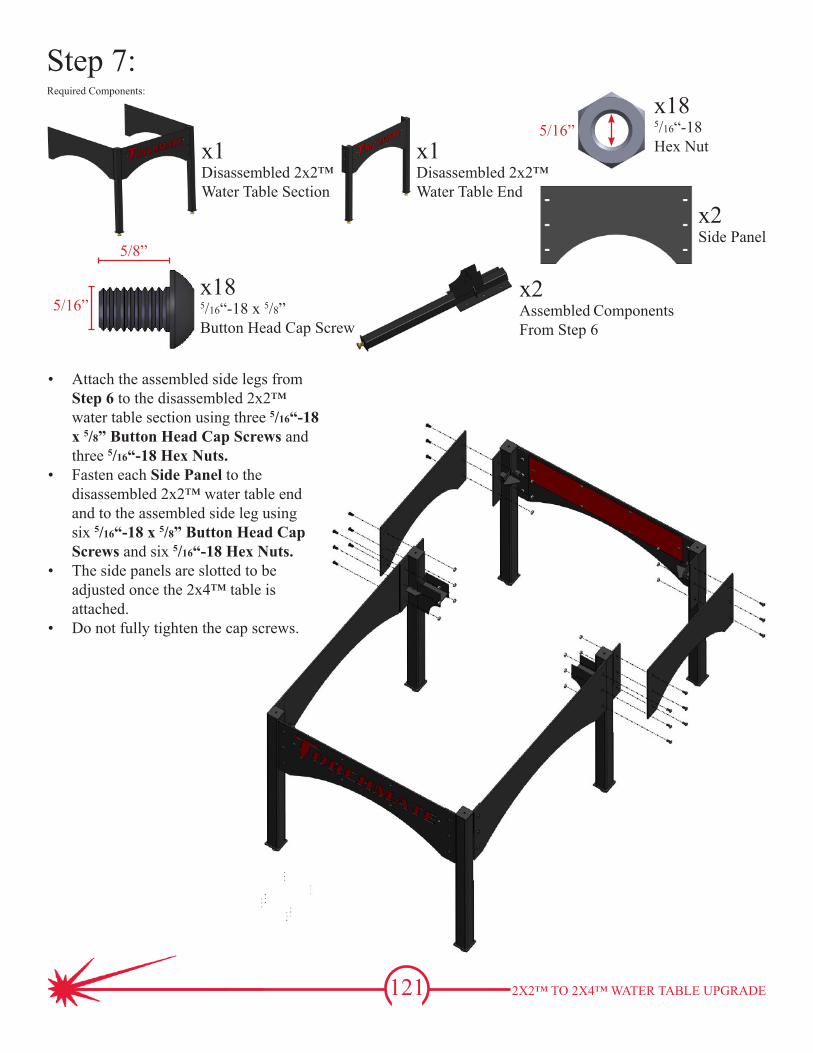
121 2X2™ TO 2X4™ WATER TABLE UPGRADE
x1Disassembled 2x2™ Water Table End
x1Disassembled 2x2™ Water Table Section
x2Assembled Components From Step 6
5/16”
5/8”
x185/16“-18 x 5/8”Button Head Cap Screw
5/16”x185/16“-18Hex Nut
x2Side Panel
• Attach the assembled side legs from Step 6 to the disassembled 2x2™ water table section using three 5/16“-18 x 5/8” Button Head Cap Screws and three 5/16“-18 Hex Nuts.
• Fasten each Side Panel to the disassembled 2x2™ water table end and to the assembled side leg using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts.
• The side panels are slotted to be adjusted once the 2x4™ table is attached.
• Do not fully tighten the cap screws.
Step 7:Required Components:
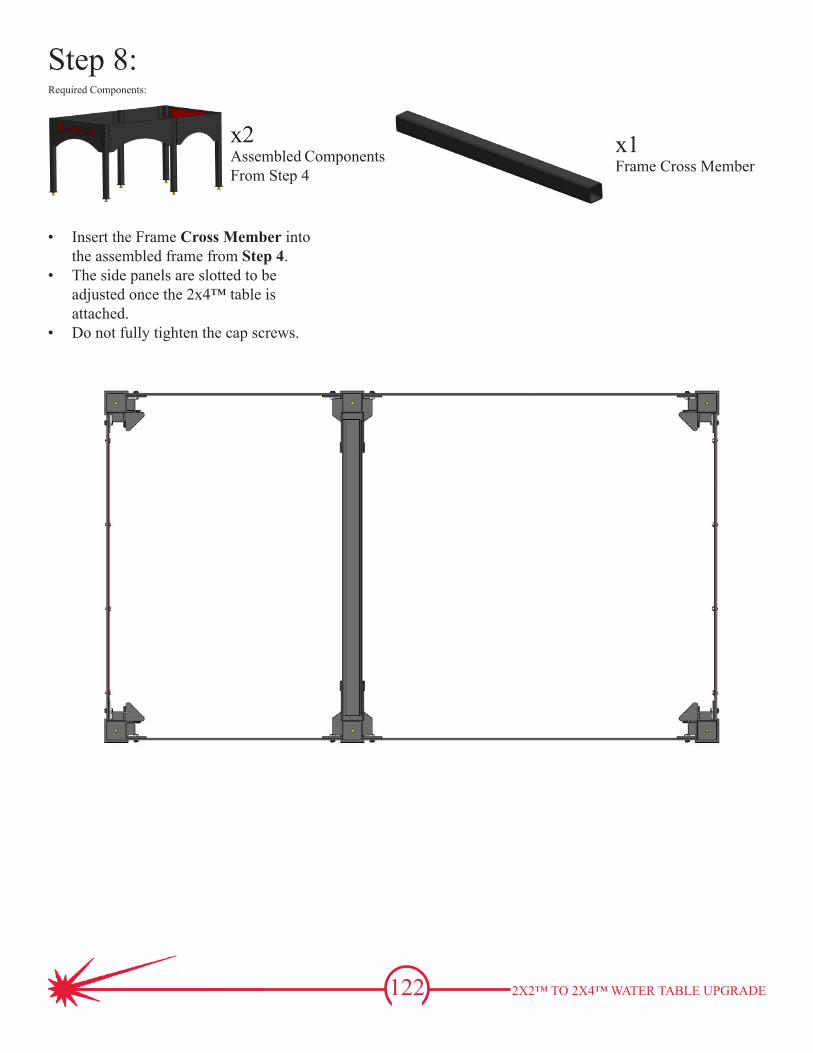
122 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 8:Required Components:
• Insert the Frame Cross Member into the assembled frame from Step 4.
• The side panels are slotted to be adjusted once the 2x4™ table is attached.
• Do not fully tighten the cap screws.
x2Assembled Components From Step 4
x1Frame Cross Member

123 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 9:Required Components:
x1Assembled Components From Step 5
x1Assembled Components From Step 7
• Screw the Water Release Valve into the Water Pan.
• Drop the pan assembled in Step 7 into the table frame assembled in Step 5.
• The pan will simply rest in the frame, final adjustment will be made when the 2x4™ table is attached to the table.
• Do not fully tighten any cap screws.
x1Water Release Valve

124 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 10:Required Components:
• Insert nineteen Material Support Slats into the assembled table from Step 8.
• The slat support brackets in the pan are intentionally offset to introduce a curve to the support slats.
• 3”-4” high slats may be used. A 4” high slat will place the material at the top of the water table.
x19 Material Support Slats 301/2” x 4” x 3/16” (Customer Provided)
x1Assembled Components From Step 8

125 2X2™ TO 2X4™ WATER TABLE UPGRADE
Step 11:Required Components:
x1Assembled Components From Step 9
1/4”
3/4”
5/16”
x41/4“-20 x 3/4”Button Head Cap Screw
x45/16“ Flat Washer
x1Assembled Torchmate 2x4™ CNC Machine
• Attach the Torchmate 2x4™ Machine to the water table assembled in Step 9 using four /4“-20 x 3/4” Button Head Cap Screws spaced with four 5/16“ Flat Washers.
• The water table is designed to be adjustable allow the 2x4™ machine to be squared while on the table.
• Refer to the 2x4™ machine’s manual for squaring procedure.
• Level and fully tighten the water table while keeping the 2x4™ table square.
Continue to page 153 for tool setup.

126 2X2™ TO 4X4™ WATER TABLE UPGRADE
Torchmate 2x2™ to 4x4™ Water Table Upgrade
X 4 Side Leg
X 1 Medium Frame Cross Member (30”)
X 2 Uncut Side Panel (Short)
X 1 Small Water Pan
X 1 Long Frame Cross Member (575/8”)
X 1 Short Frame Cross Member (243/4”)
X 2 “4x4™” Cut Side Panel
X 2 Small Side Panel Back Plate
X 1 Center Leg
X 1 Large Water Pan
5/16”
5/8”
X 345/16“-18 x 5/8”Button Head Cap Screw
X 345/16“-18 HexNylock Nut
5/16”
X 12 #10-32 Button Head Cap Screw
0.19”
1/2”
X 12 #10-32 Hex Nylock Nut0.19”
X 5 3/8“-16 Leveling Foot
X 1 Silicone Sealant

127 2X2™ TO 4X4™ WATER TABLE UPGRADE
• To upgrade a Torchmate 2x2™ water table to a 2x4™ water table begin by removing the water pan from the table frame.
• Most parts will be reused in upgrading.
• No parts need to be returned to Torchmate.
• Remove and set aside the slats for reuse.
x1Completed Torchmate 2x2™ Water Table
Step 1:Required Components:

128 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 2:Required Components:
• Remove the edge flange from the 2x2™ water pan.
• The edge flange will be not be reused• Set aside the hardware for future use.
x1Torchmate 2x2™ Water Table Pan

129 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 3:Required Components:
5/16”
5/8”
5/16”x125/16“-18 x 5/8”Button Head Cap Screw
x125/16“-18Hex Nut
• Fasten the Large Water Pan and Small Water Pan together using twelve 5/16“-18 x 5/8” Button Head Cap Screws and twelve 5/16“-18 Hex Nuts.
• Prior to placing the two pans together apply a bead of silicone sealant along the edge to ensure that the two pans form a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x12x2™ Water Pan
x1Small Water Pan

130 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 9:Required Components:
x1Large Water Pan
5/16”
5/8”
5/16”x235/16“-18 x 5/8”Button Head Cap Screw
x235/16“-18Hex Nut
• Fasten the Large Water Pan to the assembled pans from Step 8 using twenty-three 5/16“-18 x 5/8” Button Head Cap Screws and twenty-three 5/16“-18 Hex Nuts.
• Prior to assembling the pans apply a bead of silicone sealant along the edge to ensure that the edge forms a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Assembled Components From Step 8
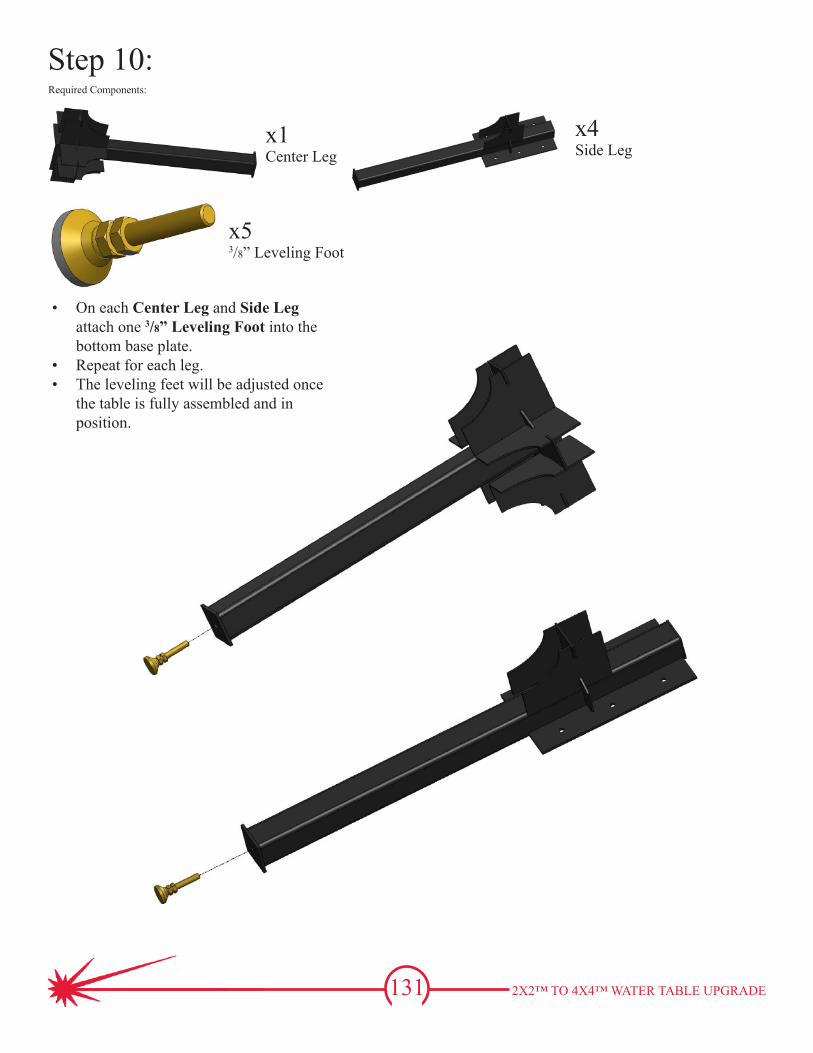
131 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 10:Required Components:
• On each Center Leg and Side Leg attach one 3/8” Leveling Foot into the bottom base plate.
• Repeat for each leg.• The leveling feet will be adjusted once
the table is fully assembled and in position.
x4Side Leg
x1Center Leg
x53/8” Leveling Foot

132 2X2™ TO 4X4™ WATER TABLE UPGRADE
• Attach the Side Panel Back Plate to the ‘Torchmate’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Attach the Side Panel Back Plate to the ‘4x4™’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Repeat this assembly for all cut sides.• Fully tighten the nuts to the screws.
x24#10-32 Button Head Cap Screw
0.19”
1/2”
x24#10-32 Hex Nut
0.19”x2Small Side Panel Back Plate
x2‘4x4™’ Cut Side Panel
Step 11:Required Components:

133 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 12:Required Components:
• Partially disassemble the Torchmate 2x2™ water table frame as show.
• The frame is broken down into four groups. One corner leg consisting of two side panels, one corner with a cut out side plate, one corner with an uncut side plate, and one corner leg.
• Set aside all parts for later use.
x1Torchmate 2x2™ Water Table Frame
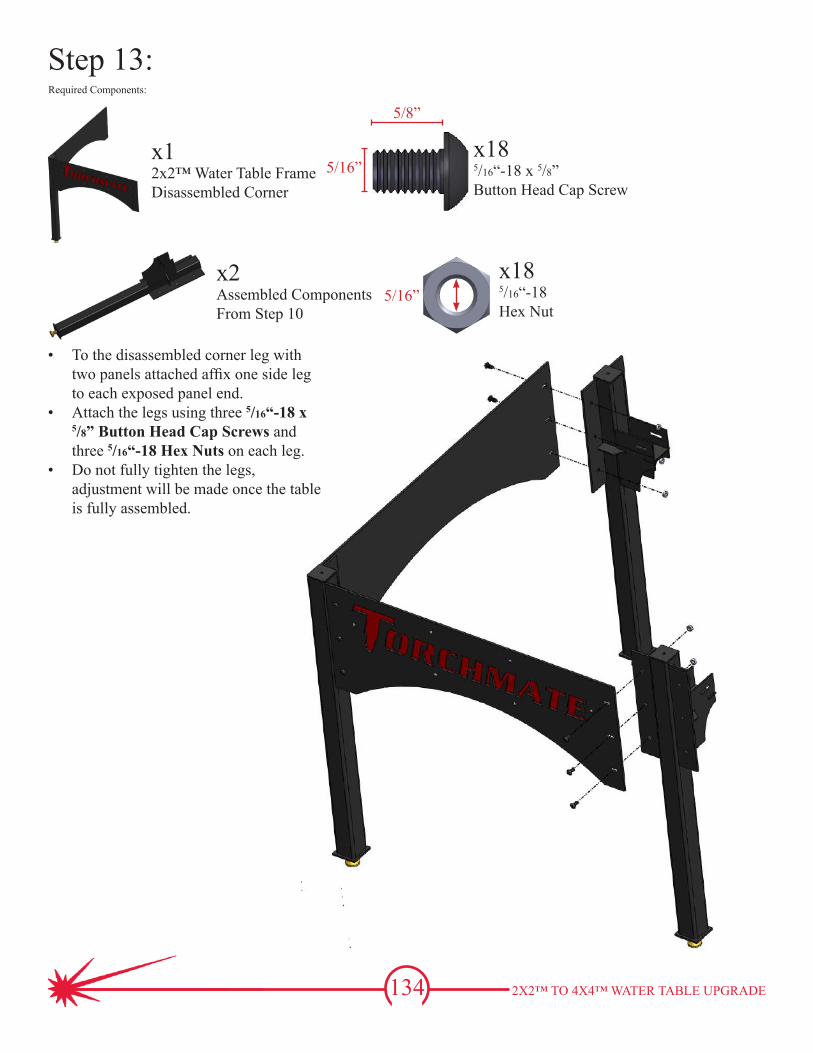
134 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 13:Required Components:
x12x2™ Water Table Frame Disassembled Corner
x2Assembled Components From Step 10
• To the disassembled corner leg with two panels attached affix one side leg to each exposed panel end.
• Attach the legs using three 5/16“-18 x 5/8” Button Head Cap Screws and three 5/16“-18 Hex Nuts on each leg.
• Do not fully tighten the legs, adjustment will be made once the table is fully assembled.
5/16”
5/8”
x185/16“-18 x 5/8”Button Head Cap Screw
5/16”x185/16“-18Hex Nut
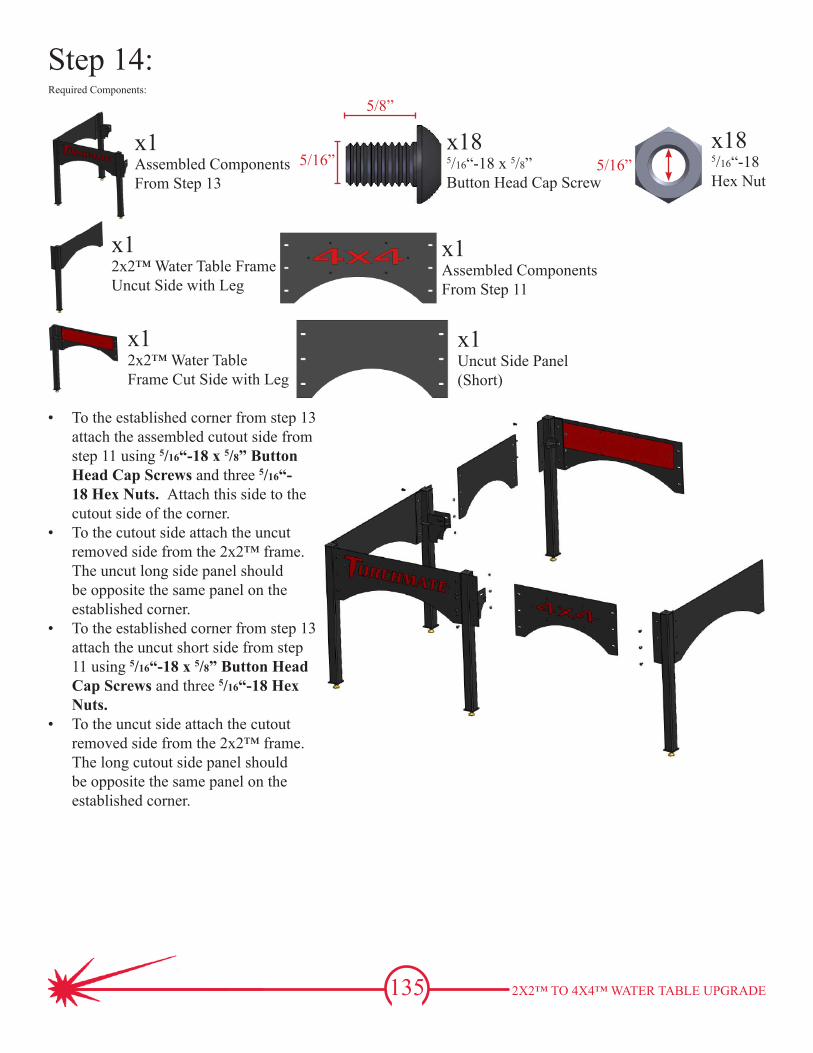
135 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 14:Required Components:
x12x2™ Water Table Frame Uncut Side with Leg
x1Assembled Components From Step 13
x12x2™ Water Table Frame Cut Side with Leg
5/16”
5/8”
x185/16“-18 x 5/8”Button Head Cap Screw
5/16”x185/16“-18Hex Nut
x1Assembled Components From Step 11
x1Uncut Side Panel (Short)
• To the established corner from step 13 attach the assembled cutout side from step 11 using 5/16“-18 x 5/8” Button Head Cap Screws and three 5/16“-18 Hex Nuts. Attach this side to the cutout side of the corner.
• To the cutout side attach the uncut removed side from the 2x2™ frame. The uncut long side panel should be opposite the same panel on the established corner.
• To the established corner from step 13 attach the uncut short side from step 11 using 5/16“-18 x 5/8” Button Head Cap Screws and three 5/16“-18 Hex Nuts.
• To the uncut side attach the cutout removed side from the 2x2™ frame. The long cutout side panel should be opposite the same panel on the established corner.

136 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 15:Required Components:
x1Assembled Components From Step 11
x1Uncut Side Panel (Short)
5/16”
5/8”
x125/16“-18 x 5/8”Button Head Cap Screw
5/16”x125/16“-18Hex Nut
x1Assembled Components From Step 14
x12x2™ Water Table Frame Uncut Side with Leg
• Attach one assembled “4x4™”cut out side from Step 11 to the 4x4™ frame from Step 14, and one corner leg from the disassembled 2x2™ frame using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts
• On the opposite side of the frame attach one Uncut Side Panel to the same corner leg and existing frame using six 5/16“-18 x 5/8” Button Head Cap Screws and six 5/16“-18 Hex Nuts.
• The cut panel and uncut panel should be placed opposite the same side that is already assembled.
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.

137 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 16:Required Components:
x1Assembled Components From Step 15
x1Assembled Components From Step 10
x1Long Cross Member
x1Medium Cross Member
x1Short Cross Member
• On the assembled 4x4™ frame from Step 15 drop the Long Cross Member into two side leg slots.
• Place the assembled center leg from Step 2 along the long cross member.
• Into the center leg place the Medium Cross Member and Short Cross Member so that they drop into the other side leg slots.
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.
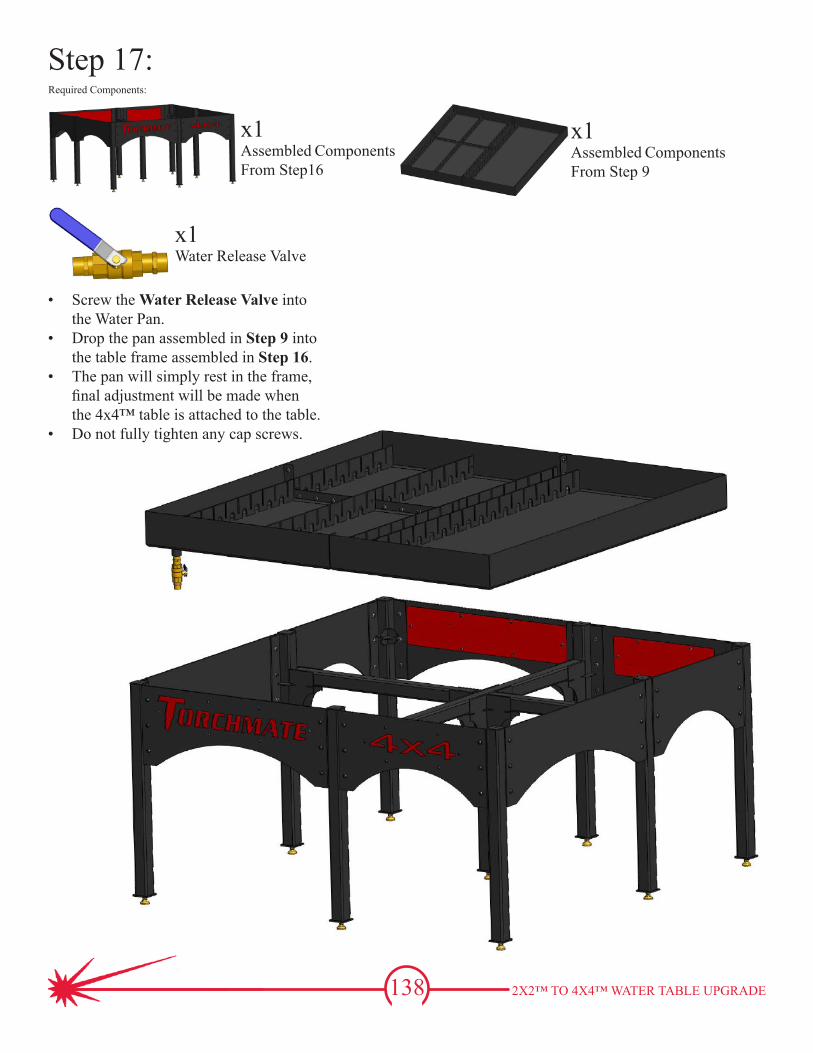
138 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 17:Required Components:
x1Assembled Components From Step16
x1Assembled Components From Step 9
• Screw the Water Release Valve into the Water Pan.
• Drop the pan assembled in Step 9 into the table frame assembled in Step 16.
• The pan will simply rest in the frame, final adjustment will be made when the 4x4™ table is attached to the table.
• Do not fully tighten any cap screws.
x1Water Release Valve

139 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 18:Required Components:
• Insert Material Support Slats into the assembled table from Step 10.
• The slat support brackets in the medium and small pan are intentionally offset to introduce a curve to the support slats.
• The slats in the large pan will lay at an angle in relation to the edge of the pan.
• 3”-4” high slats may be used. A 4” high slat will place the material at the top of the water table.
x19 Material Support Slats 301/2” x 4” x 3/16” (Customer Provided)
x1Assembled Components From Step 17
x19 Material Support Slats 25” x 4” x 3/16” (Customer Provided)

140 2X2™ TO 4X4™ WATER TABLE UPGRADE
Step 19:Required Components:
x1Assembled Components From Step 18
1/4”
3/4”
5/16”
x41/4“-20 x 3/4”Button Head Cap Screw
x45/16“ Flat Washer
x1Assembled Torchmate 4x4™ CNC Machine
• Attach the Torchmate 4x4™ Machine to the water table assembled in Step 9 using four /4“-20 x 3/4” Button Head Cap Screws spaced with four 5/16“ Flat Washers.
• The water table is designed to be adjustable allow the 4x4™ machine to be squared while on the table.
• Refer to the 4x4™ machine’s manual for squaring procedure.
• Level and fully tighten the water table while keeping the 4x4™ table square.
Continue to page 153 for tool setup.

141 2X4™ TO 4X4™ WATER TABLE UPGRADE
Torchmate 2x4™ to 4x4™ Water Table Upgrade
X 2 Side Leg
X 1 Long Frame Cross Member (575/8”)
X 1 Short Frame Cross Member (243/4”)
X 2 “4x4™” Cut Side Panel
X 2 Small Side Panel Back Plate
X 1 Center Leg
5/16”
5/8”
X 135/16“-18 x 5/8”Button Head Cap Screw
X 135/16“-18 HexNylock Nut
5/16”
X 12 #10-32 Button Head Cap Screw
0.19”
1/2”
X 12 #10-32 Hex Nylock Nut0.19”
X 3 3/8“-16 Leveling Foot
X 1 Silicone Sealant
X 1 Large Water Pan

142 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 1:Required Components:
• To upgrade a Torchmate 2x4™ water table to a 4 x4 water table begin by removing the water pan from the table frame.
• Most parts will be reused in the upgrade process.
• No parts will need to be returned to Torchmate.
• Remove and set aside the slats for reuse.

143 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 2:Required Components:
x12x4™ Water Table Frame
• Remove the center support section of the 2x4™ water table frame and set aside.
• To construct a 4x4™ frame the short side of the 2x4™ table will be extended.
• Remove one side of the 2x4™ frame keeping the two cut out panels attached to one side.
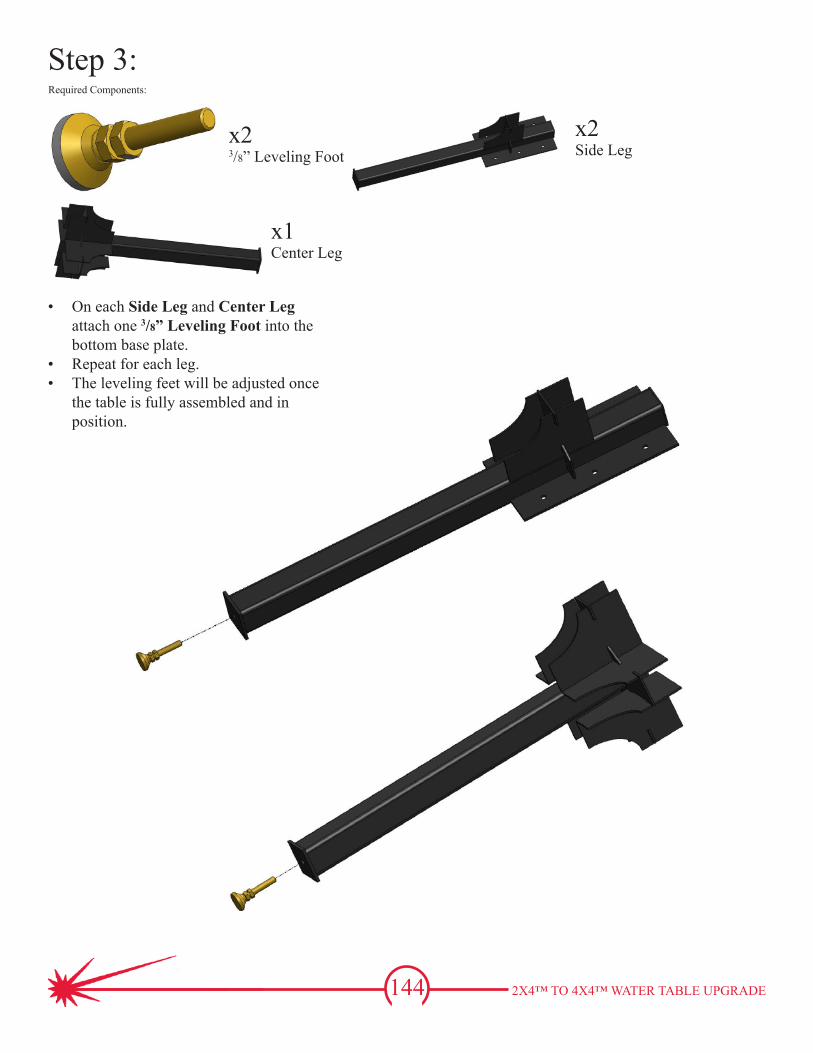
144 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 3:Required Components:
• On each Side Leg and Center Leg attach one 3/8” Leveling Foot into the bottom base plate.
• Repeat for each leg.• The leveling feet will be adjusted once
the table is fully assembled and in position.
x2Side Leg
x23/8” Leveling Foot
x1Center Leg

145 2X4™ TO 4X4™ WATER TABLE UPGRADE
• Attach the Side Panel Back Plate to the ‘Torchmate’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Attach the Side Panel Back Plate to the ‘4x4™’ Cut Side using six #10-32 Button Head Cap Screws and six #10-32 Hex Nuts.
• Repeat this assembly for all cut sides.• Fully tighten the nuts to the screws.
x24#10-32 Button Head Cap Screw
0.19”
1/2”
x24#10-32 Hex Nut
0.19”x2Small Side Panel Back Plate
x2‘4x4™’ Cut Side Panel
Step 4:Required Components:

146 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 5:Required Components:
x1Assembled Components From Step 4
5/16”
5/8”
x185/16“-18 x 5/8”Button Head Cap Screw
5/16”x185/16“-18Hex Nut
x1Partially Disassembled 2x4™ Water Table Frame
• Attach both assembled “4x4™”cut out sides from Step 4 to the disassembled 2x4™ frame, using eighteen 5/16“-18 x 5/8” Button Head Cap Screws and eighteen 5/16“-18 Hex Nuts
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.
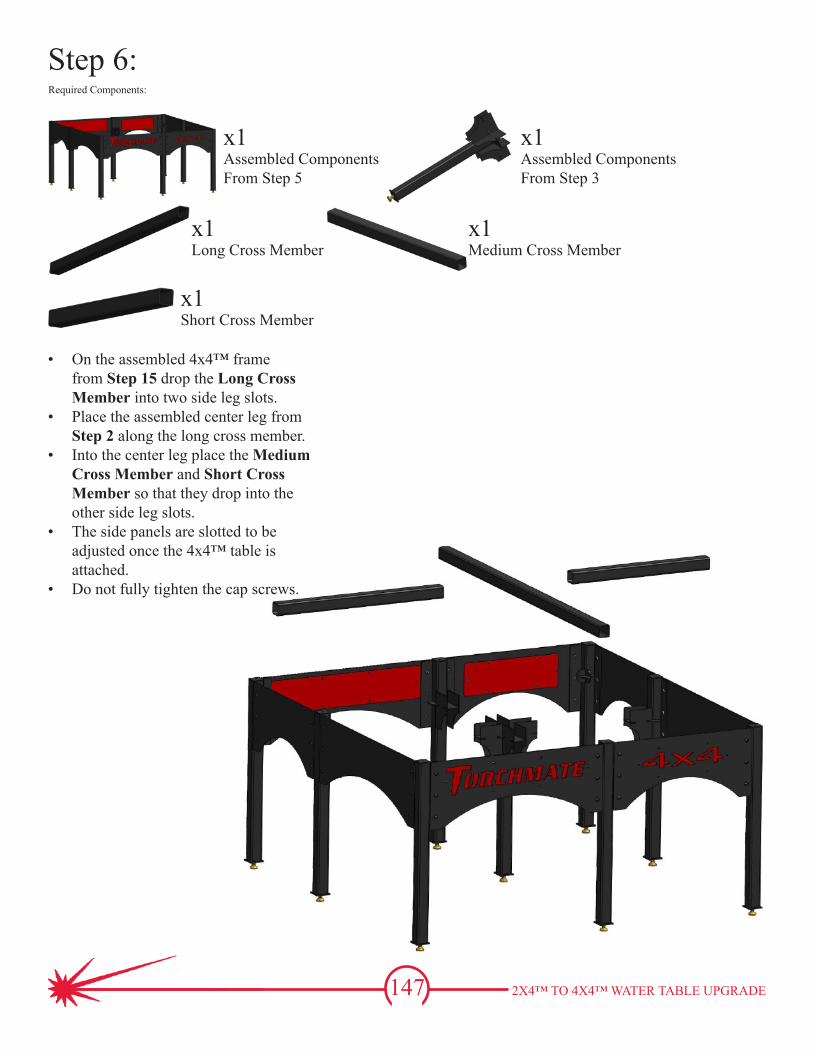
147 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 6:Required Components:
x1Assembled Components From Step 5
x1Assembled Components From Step 3
x1Long Cross Member
x1Medium Cross Member
x1Short Cross Member
• On the assembled 4x4™ frame from Step 15 drop the Long Cross Member into two side leg slots.
• Place the assembled center leg from Step 2 along the long cross member.
• Into the center leg place the Medium Cross Member and Short Cross Member so that they drop into the other side leg slots.
• The side panels are slotted to be adjusted once the 4x4™ table is attached.
• Do not fully tighten the cap screws.

148 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 7:Required Components:
• Remove the bolted on edge of the assembled 2x4™ water table pan.
• Retain all nuts and bolts for future use. • The pan edge will not be reused.
x1Assembled 2x4™ Water Table Pan

149 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 8:Required Components:
x1Large Water Pan
5/16”
5/8”
5/16”x235/16“-18 x 5/8”Button Head Cap Screw
x235/16“-18Hex Nut
• Fasten the Large Water Pan to the pan from Step 7 using twenty-three 5/16“-18 x 5/8” Button Head Cap Screws and twenty-three 5/16“-18 Hex Nuts.
• Prior to assembling the pans apply a bead of silicone sealant along the edge to ensure that the edge forms a water tight seal.
• In order to ensure a water tight seal it is best to run the silicone bead nonstop around the edge. Gaps can cause water leakage.
• When tightening the cap screws the silicone will ooze along the seam, allow the silicone to dry before cutting this off.
x1Disassembled Water Pan from Step 7

150 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 9:Required Components:
x1Assembled Components From Step16
x1Assembled Components From Step 9
• Drop the pan assembled in Step 8 into the table frame assembled in Step 6.
• The pan will simply rest in the frame, final adjustment will be made when the 4x4™ table is attached to the table.
• Do not fully tighten any cap screws.
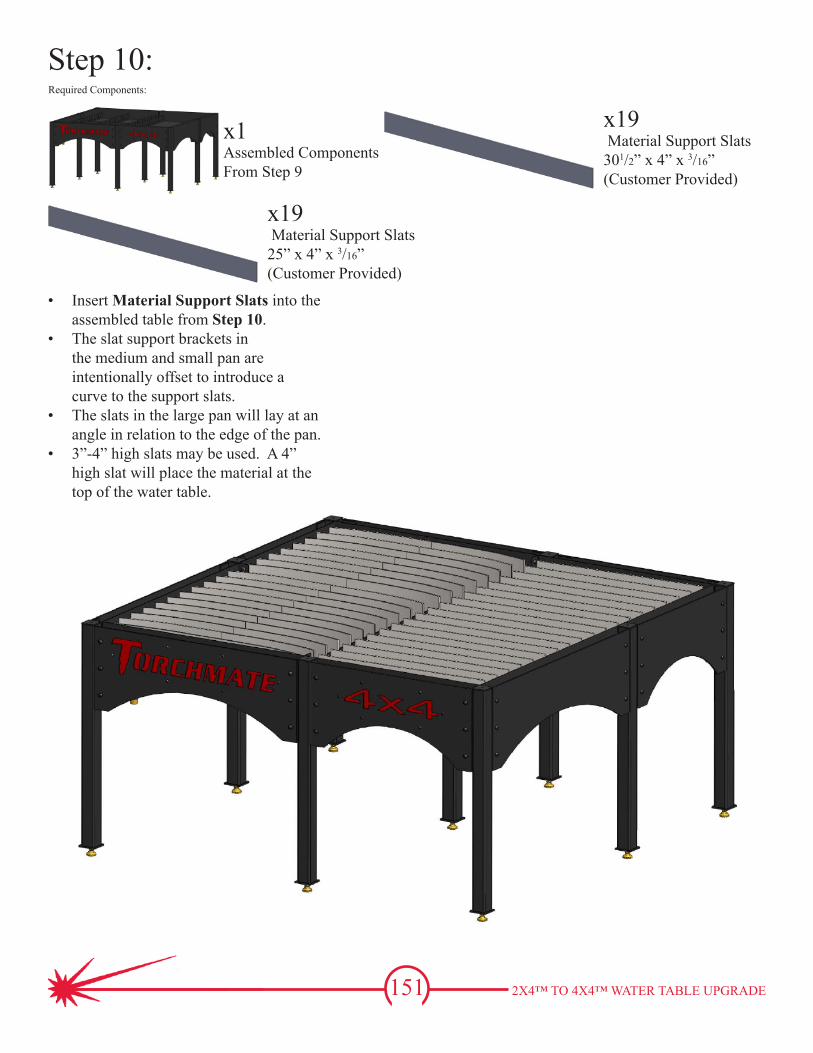
151 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 10:Required Components:
• Insert Material Support Slats into the assembled table from Step 10.
• The slat support brackets in the medium and small pan are intentionally offset to introduce a curve to the support slats.
• The slats in the large pan will lay at an angle in relation to the edge of the pan.
• 3”-4” high slats may be used. A 4” high slat will place the material at the top of the water table.
x19 Material Support Slats 301/2” x 4” x 3/16” (Customer Provided)
x1Assembled Components From Step 9
x19 Material Support Slats 25” x 4” x 3/16” (Customer Provided)

152 2X4™ TO 4X4™ WATER TABLE UPGRADE
Step 11:Required Components:
x1Assembled Components From Step 10
1/4”
3/4”
5/16”
x41/4“-20 x 3/4”Button Head Cap Screw
x45/16“ Flat Washer
x1Assembled Torchmate 4x4™ CNC Machine
• Attach the Torchmate 4x4™ Machine to the water table assembled in Step 10 using four /4“-20 x 3/4” Button Head Cap Screws spaced with four 5/16“ Flat Washers.
• The water table is designed to be adjustable allow the 4x4™ machine to be squared while on the table.
• Level and fully tighten the water table while keeping the 4x4™ table square.
Continue to page 153 for tool setup.

153 ELECTRONICS AND TOOL SETUP
Section 3:Electronics and Tool Setup
This section covers:• Tool Mounting Plates Overview• Tool Installation• Hand Torch Holder Wiring• Machine Torch Holder Wiring• Automatic Voltage Height Control Wiring• Routing Attachment Wiring• Plate Marker Wiring

154 ELECTRONICS AND TOOL SETUP
x1Tool Mounting Plate
x1Tool L-Bracket Plate
• When mounting a hand torch holder to a 2x2™, 2x4™, or 4x4™, or an Automatic Voltage Height Control (AVHC) to a 2x2™ or 2x4™ an additional l-bracket is used.
• Mount the L-bracket plate to the main tool mounting plate using two 5/16”-18 x 1” socket head cap screws and two matching nuts.
• Fully tighten the two brackets together.
L-Bracket Setup (Not Used on All Tools):Required Components:
x25/16“-18 x 1”Socket Head Cap Screw
x25/16“-18Hex Nut
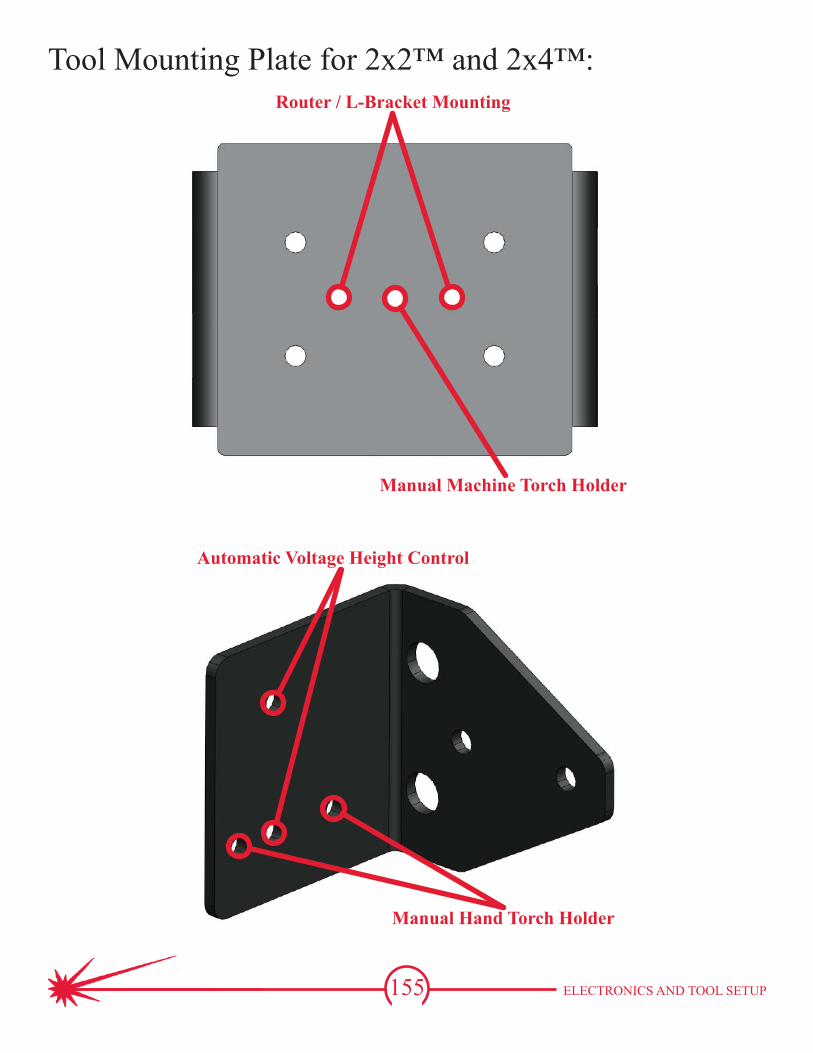
155 ELECTRONICS AND TOOL SETUP
Tool Mounting Plate for 2x2™ and 2x4™:Router / L-Bracket Mounting
Manual Machine Torch Holder
Automatic Voltage Height Control
Manual Hand Torch Holder
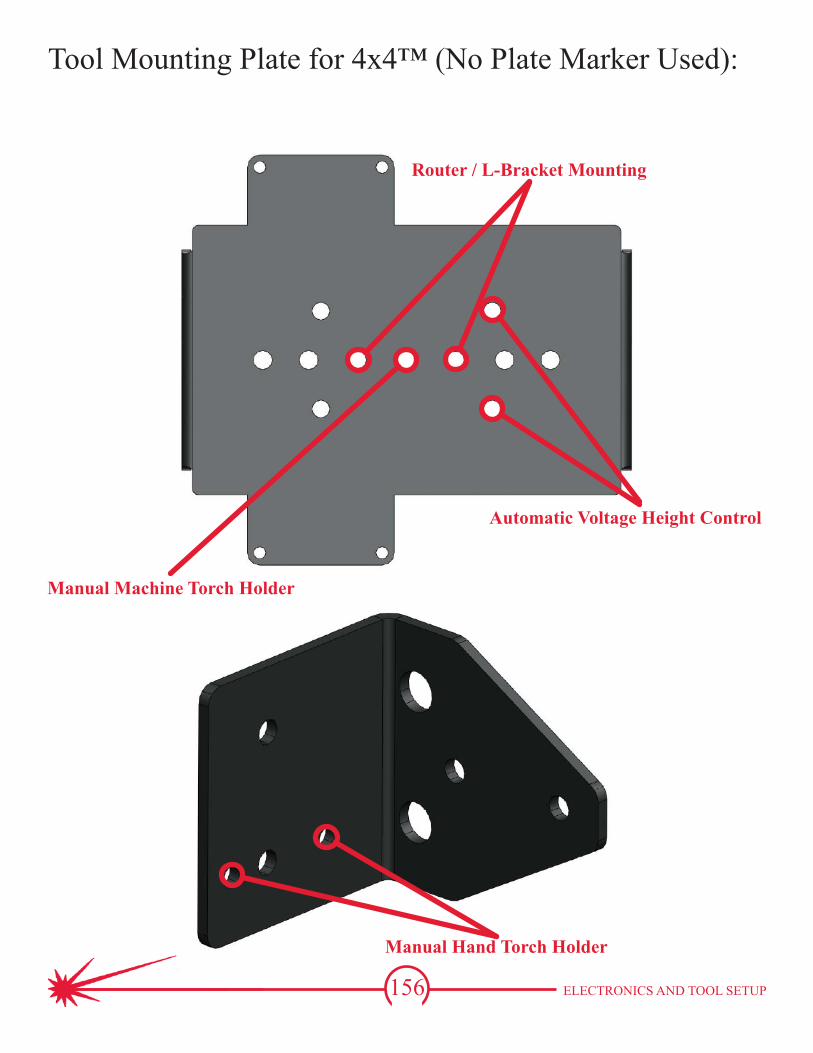
156 ELECTRONICS AND TOOL SETUP
Tool Mounting Plate for 4x4™ (No Plate Marker Used):
Manual Hand Torch Holder
Router / L-Bracket Mounting
Automatic Voltage Height Control
Manual Machine Torch Holder

157 ELECTRONICS AND TOOL SETUP
Tool Mounting Plate for 4x4™ (Plate Marker Used):
Manual Hand Torch Holder
Router / L-Bracket Mounting
Automatic Voltage Height Control
Manual Machine Torch Holder
Plate Marker

158 ELECTRONICS AND TOOL SETUP
Attaching a Manual Hand Torch Holder:• The Torchmate manual hand torch
holder attaches to the installed L-bracket using two 5/16” bolts and washers.
• The holes on the L-bracket are oversized to allow for leveling.
• A plasma hand torch is held in the holder using the provided collar and u-bolt to secure the torch.

159 ELECTRONICS AND TOOL SETUP
Attaching a Manual Machine Torch Holder:• The Torchmate manual machine torch
holder attaches to the tool mounting plate using one 5/16” hex bolt. Level the torch holder to the tool mounting bracket.
• A plasma machine torch is held in the holder by tightening the lever on the holder.

160 ELECTRONICS AND TOOL SETUP
Attaching an Automatic Voltage Height Control (4x4™):• On a Torchmate 4x4™ table the
Automatic Voltage Height Control (AVHC) mounts using two of the 3/8” bolts that hold the tool mounting plate to the gantry.
• The lifter station will need to be moved up and down manually to insert and fully tighten the mounting bolts.
• Place a plasma machine torch in the lifter station and adjust the height of the torch to reach the material.

161 ELECTRONICS AND TOOL SETUP
Attaching a Routing Setup:• The z-axis for routing attaches to the
tool mounting plate using two 5/16” hex bolts and washers.
• Level the mounting block to the tool mounting plate.
• The collar to hold the router attaches to the lower part of the z-axis.
• The size and configuration of the collar will vary based on the router ordered.
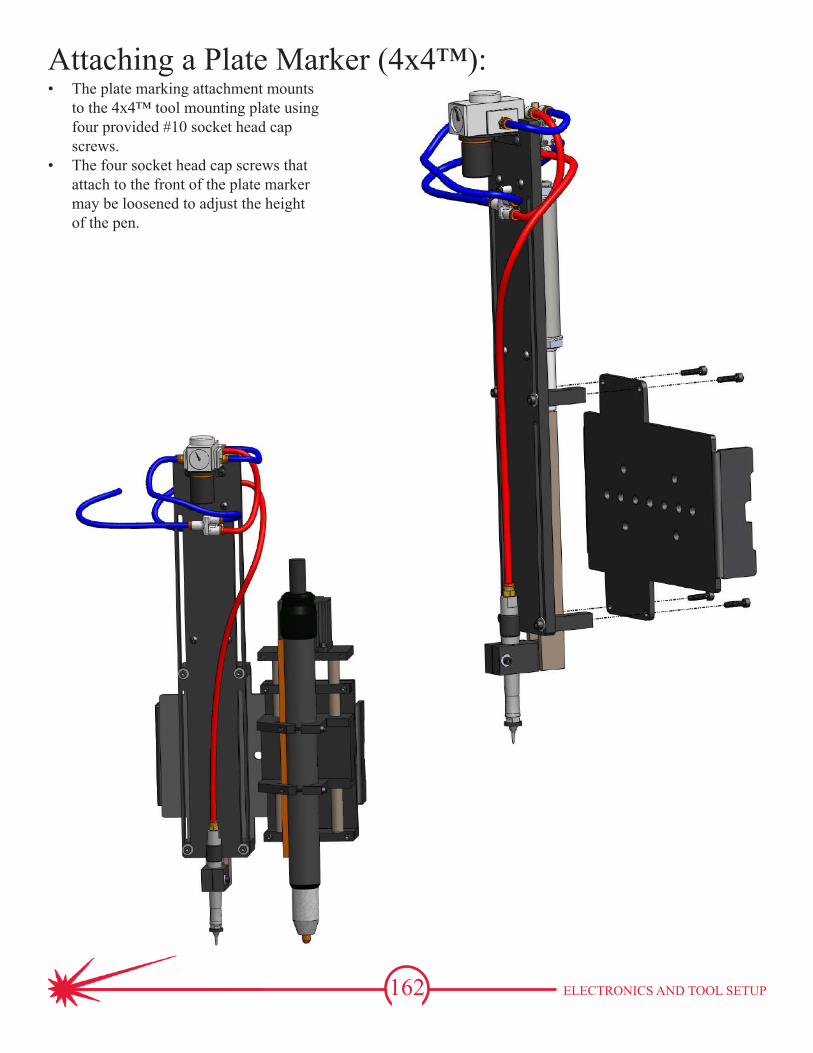
162 ELECTRONICS AND TOOL SETUP
Attaching a Plate Marker (4x4™):• The plate marking attachment mounts
to the 4x4™ tool mounting plate using four provided #10 socket head cap screws.
• The four socket head cap screws that attach to the front of the plate marker may be loosened to adjust the height of the pen.
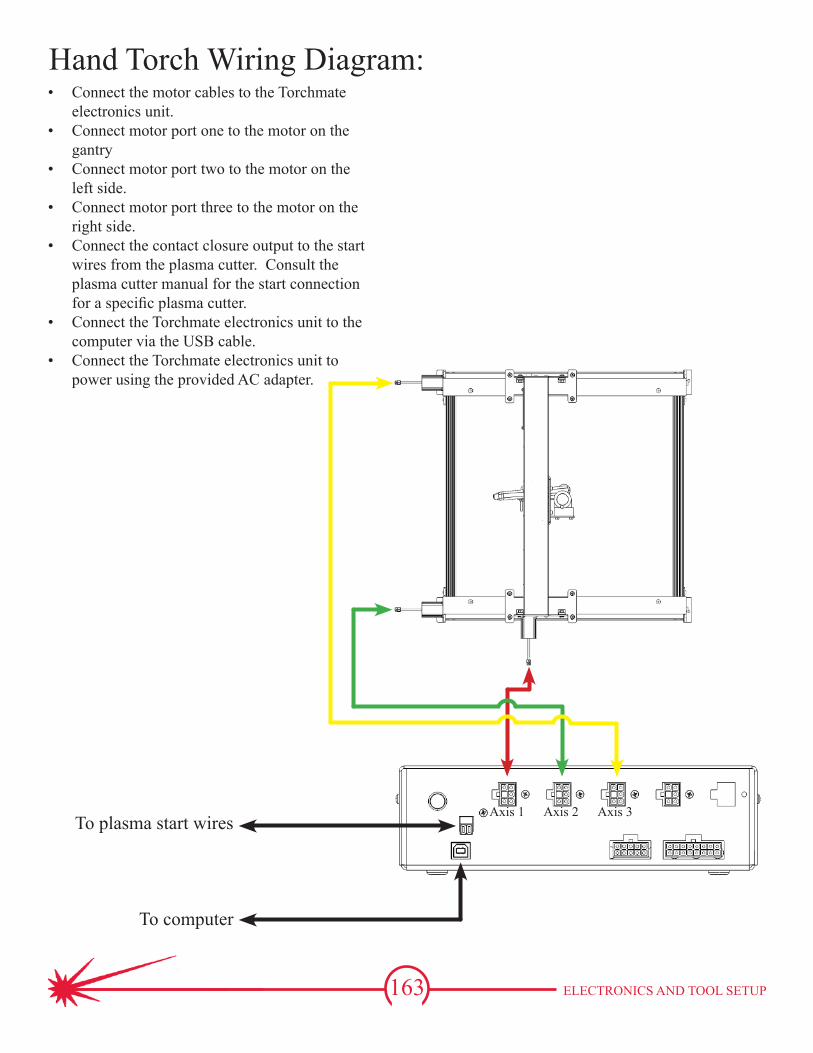
163 ELECTRONICS AND TOOL SETUP
• Connect the motor cables to the Torchmate electronics unit.
• Connect motor port one to the motor on the gantry
• Connect motor port two to the motor on the left side.
• Connect motor port three to the motor on the right side.
• Connect the contact closure output to the start wires from the plasma cutter. Consult the plasma cutter manual for the start connection for a specific plasma cutter.
• Connect the Torchmate electronics unit to the computer via the USB cable.
• Connect the Torchmate electronics unit to power using the provided AC adapter.
To plasma start wires
To computer
Axis 1 Axis 2 Axis 3
Hand Torch Wiring Diagram:
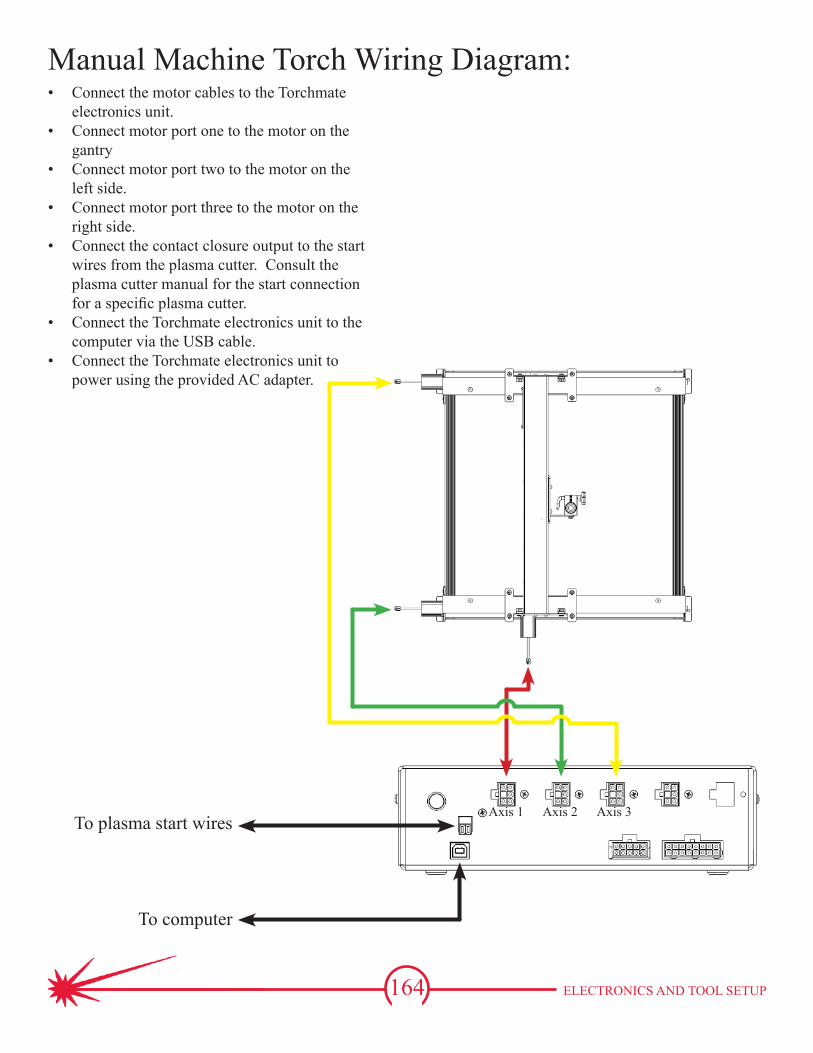
164 ELECTRONICS AND TOOL SETUP
• Connect the motor cables to the Torchmate electronics unit.
• Connect motor port one to the motor on the gantry
• Connect motor port two to the motor on the left side.
• Connect motor port three to the motor on the right side.
• Connect the contact closure output to the start wires from the plasma cutter. Consult the plasma cutter manual for the start connection for a specific plasma cutter.
• Connect the Torchmate electronics unit to the computer via the USB cable.
• Connect the Torchmate electronics unit to power using the provided AC adapter.
To plasma start wires
To computer
Axis 1 Axis 2 Axis 3
Manual Machine Torch Wiring Diagram:

165 ELECTRONICS AND TOOL SETUP
• Connect the motor cables to the Torchmate electronics unit.
• Connect motor port one to the motor on the gantry
• Connect motor port two to the motor on the left side.
• Connect motor port three to the motor on the right side.
• Connect the contact closure output to the start wires from the plasma cutter. Tomahawk series plasma cutters have the start connection wired to the machine torch at the torch connection.
• Connect the Torchmate electronics unit to the computer via the USB cable.
• Connect the Torchmate electronics unit to power using the provided AC adapter.
Manual Machine Torch Wiring Diagram:(Tomahawk™ Series Plasma Cutters)
Plasma start wires
To computer
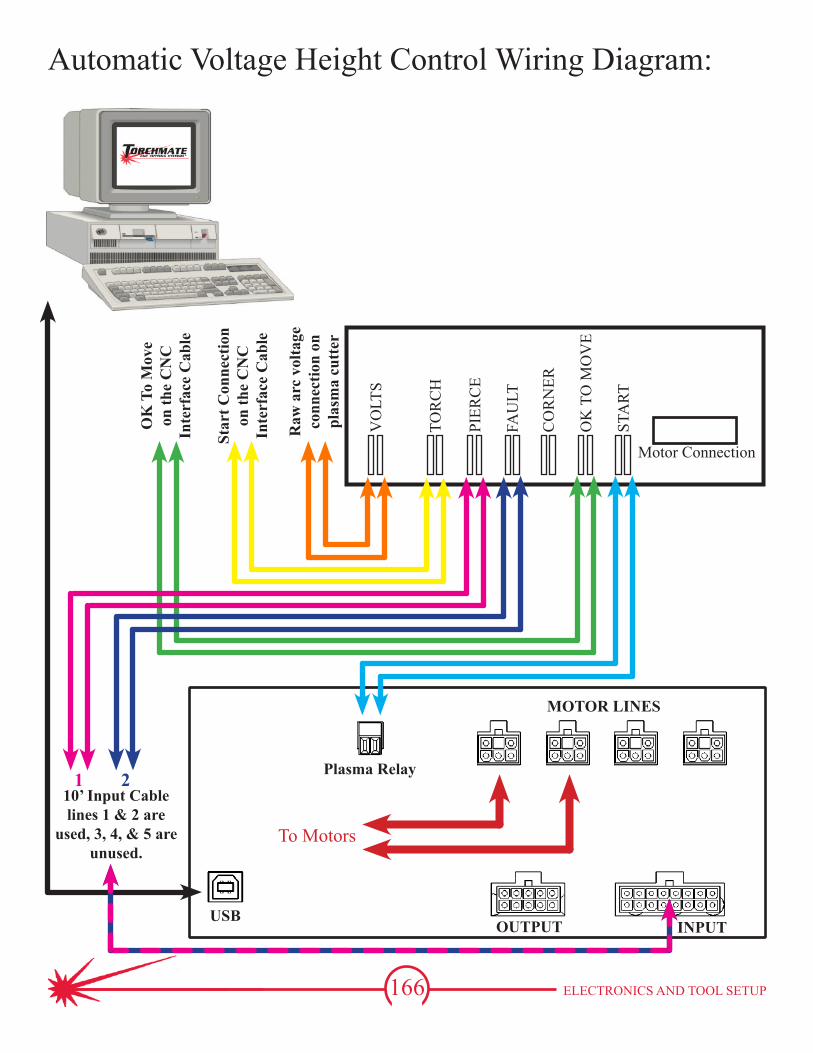
166 ELECTRONICS AND TOOL SETUP
Plasma Relay
INPUTOUTPUT
MOTOR LINES
USB
To Motors
VO
LTS
TOR
CH
PIER
CE
FAU
LT
CO
RN
ER
OK
TO
MO
VE
STA
RT
Motor Connection
1 210’ Input Cable lines 1 & 2 are
used, 3, 4, & 5 are unused.
OK
To
Mov
e on
the
CN
C
Inte
rfac
e C
able
Star
t Con
nect
ion
on th
e C
NC
In
terf
ace
Cab
le
Raw
arc
vol
tage
co
nnec
tion
on
plas
ma
cutt
er
Automatic Voltage Height Control Wiring Diagram:

167 ELECTRONICS AND TOOL SETUP
• Connect the 10’ motor cables to the Torchmate electronics unit.
• Connect motor port one to the motor on the gantry
• Connect motor port two to the motor on the left side.
• Connect motor port three to the motor on the z-axis column.
• Connect motor port four to the motor on the right side.
• Connect the digital output to the machine interface for router using the provided interface cable (Machine Interface for Router is an optional accessory).
• Plug the router’s power cable into the outlet on the machine interface labeled OUT 1 (Machine Interface for Router is an optional accessory).
• If no Machine Interface for Router is to be used plug the router into a power outlet and manually activate the router prior to cutting.
• Connect the Torchmate electronics unit to the computer via the USB cable.
• Connect the Torchmate electronics unit to power using the provided AC adapter.
To computer
Axis 1 Axis 2 Axis 3 Axis 4
Optional Accessory
Router Wiring Diagram:

169 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Section 4:Torchmate Driver Software
Setup and OperationThis section covers:
• Installing the Driver Software• Initial Configuration• Driver Software Operation

170 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Installing the Driver SoftwareThe Torchmate driver software installed is located on the Driver Software CD in a folder called Driver Software. To install the software click on the Torchmate4LiveSetup icon.
The installer will start, Windows may ask permission to continue installation. Proceed through the installer program.
The driver software will ask for Customer Information. The installer requires both a User Name and Company Name.
Continue with the installation, it is recommended to follow the default install locations.
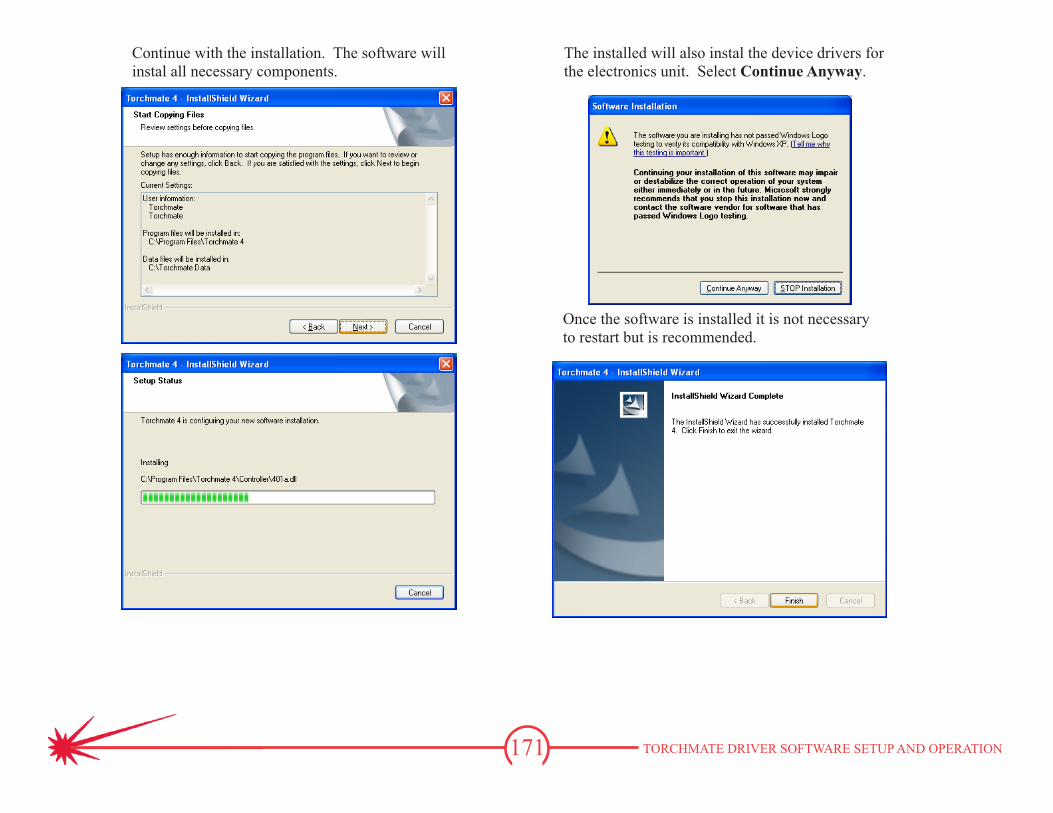
171 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Continue with the installation. The software will instal all necessary components.
Once the software is installed it is not necessary to restart but is recommended.
The installed will also instal the device drivers for the electronics unit. Select Continue Anyway.

172 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Installing the Device Drivers (if necessary)Depending on local computer settings the device drivers for the Torchmate controller may have been blocked from installing.
When the controller is plugged in, USB connected, and the controller turned the computer will automatically check for the device drivers. If a warning is displayed saying that device drivers need to be installed then dutring the software installation process the install was blocked and they will need to be installed manually.
Go to the Start menu and right-click on Computer or My Computer. Then select Manage.
In the Computer Management screen select the Device Manager from the left menu. The Device Manager will display either under Universal Serial Bus Controllers, or under Other Devices the Signal Generator 501A. Right-click on this and select update driver. This will begin the driver install process.
Select Install from list or specific location, then Next.
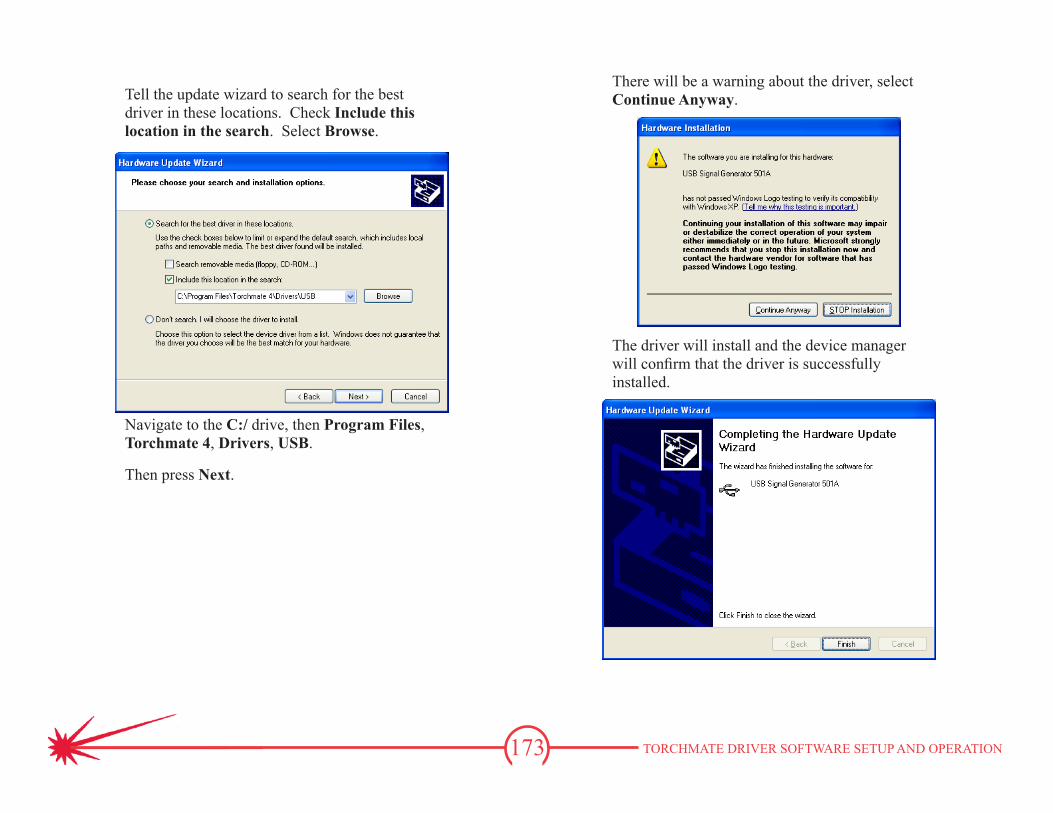
173 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Tell the update wizard to search for the best driver in these locations. Check Include this location in the search. Select Browse.
Navigate to the C:/ drive, then Program Files, Torchmate 4, Drivers, USB.
Then press Next.
There will be a warning about the driver, select Continue Anyway.
The driver will install and the device manager will confirm that the driver is successfully installed.

174 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Driver Software Setup & Basic OverviewThe Torchmate driver software installs with pre-configured setup files for different configurations. To open a configuration file go to File u New Setup. Select the appropriate setup file.
Torchmate1.stp is used for Torchmate 1 also called Torchmate Standard CNC systems.
Torchmate2.stp is used for Torchmate 2 bolt together and kit tables.
Torchmate3.stp is used for Torchmate 3 bolt together and kit tables.
TorchmateX.stp is used for Torchmate X turn key and kit systems.
Routermate.stp is used for Routermate kits and bolt together tables.
Torchmate2x2Plasma.stp is used for plasma setups on a Torchmate 2x2™. This setup contains presets for a pierce delay and imports files with two dimensions of movement.
Torchmate2x2Router.stp is used for router configurations on a Torchmate 2x2™ and contains settings to enable z-axis for routing and import files with three dimensions of movement.
Torchmate2x2Other.stp is used for other tools on a Torchmate ™ and will require additional setup to run.
Torchmate2x4Plasma.stp is used for plasma setups on a Torchmate 2x4™. This setup contains presets for a pierce delay and imports files with two dimensions of movement.
Torchmate2x4Router.stp is used for router configurations on a Torchmate 2x4™ and contains settings to enable z-axis for routing and import files with three dimensions of movement.
Torchmate2x4Other.stp is used for other tools on a Torchmate 2x4™ and will require additional setup to run.
Torchmate4x4Plasma.stp is used for plasma setups on a Torchmate 4x4™. This setup contains presets for a pierce delay and imports files with two dimensions of movement.
Torchmate4x4Router.stp is used for router configurations on a Torchmate 4x4™ and contains settings to enable z-axis for routing and import files with three dimensions of movement.
Torchmate4x4Other.stp is used for other tools on a Torchmate 4x4™ and will require additional setup to run.

175 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
With a setup file open the main Torchmate screen will appear. The screen contains all of the information necessary to run the Torchmate table.The screen is organized into seven sections.
Viewport- This shows a graphical representation of what is being cut. Can be configured to display different views for routing applications.
G-Code- Displays the machine code for the file loaded.
Control Panel Selection- Allows different control panels to be selected.
Current Control Panel- Displays the selected control screen.
Output Box- A user defined screen that shows different parameters for tools, delays, and outputs.
Coordinates or DROs- Displays where the machine is based on a zero location. Also referred to as DROs, or Digital Readouts.
Connection Status- Indicates whether the software is connected to the Torchmate electronics unit or not.
Software Overview
VIEWPORTOUTPUT BOX
CONNECTION STATUS
G-CODECOORDINATES
CURRENT CONTROLPANEL
CONTROL PANELSELECTION

176 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Control PanelsThere are eight different control panels that the Torchmate driver software uses each panel is accessed by the selection buttons on the left of the panels. In most setups not all panels will be used. Across all panels the color of a button indicates its general function.
G-Code- This panel starts, pauses, and resets the current program, also called a g-code file. The panel also allows the user to jump to a specific line of code, change the feed rate by a percentage, and shows the progress of the program being run.
Jog- Jog allows the machine to move through user input. This is used for positioning only and is not used while a tool is operating. There are two pull down options. The left pull down is how far the machine will move when a direction is depressed. The right pull down is how fast the machine will move.
Point- Similar to the jog panel the point panel moves the machine for positioning. By typing in a coordinate in and pressing move the machine will travel that distance. A list of reference points allows quick movement to a particular point on the machine. The feed rate for the motion can also be set.
Home- The home panel is used only if limit switches are installed on the machine. These optional switches allow the machine to run until a switch is tripped and then reposition itself based on this. Most Torchmate tables do not use limit switches.
• Green Buttons adjust settings or perform some action that does not move or pause the machine.
• Yellow Buttons will cause the machine to move.• Red Buttons will pause the machine’s motion.• White Fields indicate a setting that can be changed.

177 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Aux- The Aux or Auxiliary panel is used for testing output lines that are enabled in the software. This panel is only used when not running a g-code and should only be used for testing, or activating a passive tool such as a laser cross hair. Pressing any button listed here will activate the output line that is associated with it.
MDI- The Manual Data Input or MDI panel allows the execution or testing of g-code entered in the field. The g-code in the MDI field will override the currently loaded g-code file. Start will start the code entered here, reset will jump back to the beginning and hold will pause the code.
Probe- The probe panel is used when a touch probe sensor is equipped on the machine. The probe will create a three dimensional map of an object in the machine’s motion envelope.
Cycles- The cycles panel is used to create g-code files without the use of a CAD software. These cycles represent simple programs for routing and drilling. Each cycle will open a configuration screen with options to write the program.

178 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Coordinates or DROsThe coordinates section also called DRO (Digital Read Out) indicates where the machine is. The main coordinate used is referred to as the program coordinate. The program coordinates reference where the machine is relative to the program zero. When a file is imported to the driver software it references all motion for the program from the program zero. By default this point is the lower left of a drawing. Where ever the program zero is set the machine will start its motion from there.
To set a program zero have the machine in position that the zero should be at and select the Set pull down. Select Zero All. The machine will now reference the program from this position.
Each axis can also be zeroed individually by selecting either Zero X or Zero Y. The machine can also be instructed to set the current position as any program coordinate with the Enter... function.
The machine coordinates define a machine envelope that can not be exceeded by jogging or by a program. Once the machine coordinates are set they can be cleared by selecting Clear from the Set menu. Machine coordinates are used primarily when a machine has limit switches installed.

179 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Connection StatusTo run the machine the software must connect with the electronics unit also referred to as the signal generator. On the main screen the software will indicate whether it is connected or not through the connection status.
Not Connected indicates that there is no signals being sent from the software to the electronics. This mode can be used to simulate how a program will run without having the machine move. The driver software in a Not Connected mode can also be used on any other computer to simulate cut paths and ensure that a g-code file is working before being brought to the machine.
Connected indicates that the machine is being controlled by the software. Any commands from the driver software will be executed on the machine. It is strongly advised that before connecting a basic understanding of the software is achieved.
If connection to the electronics unit cannot be achieved or maintained ensure that the power and USB connection are secure. Refer to the troubleshooting section for more steps regarding this problem.

180 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
G-Code PanelG-Code is the machine code that actually runs the machine. Any file brought into the Torchmate driver software is converted to G-code. The G-code panel displays the G-code currently loaded. It is not necessary to be able to read, write, or understand G-code to operate the machine. The G-code panel will highlight the current line of code that the machine is running.
The G-code that is loaded can be viewed in its entirety and edited by double clicking on the G-code panel. This will open the G-Code edit window, a simple text editor type window.
Additional information about different G-codes, their function, and how to write and edit G-code can be found in the G-code Overview section of this manual.
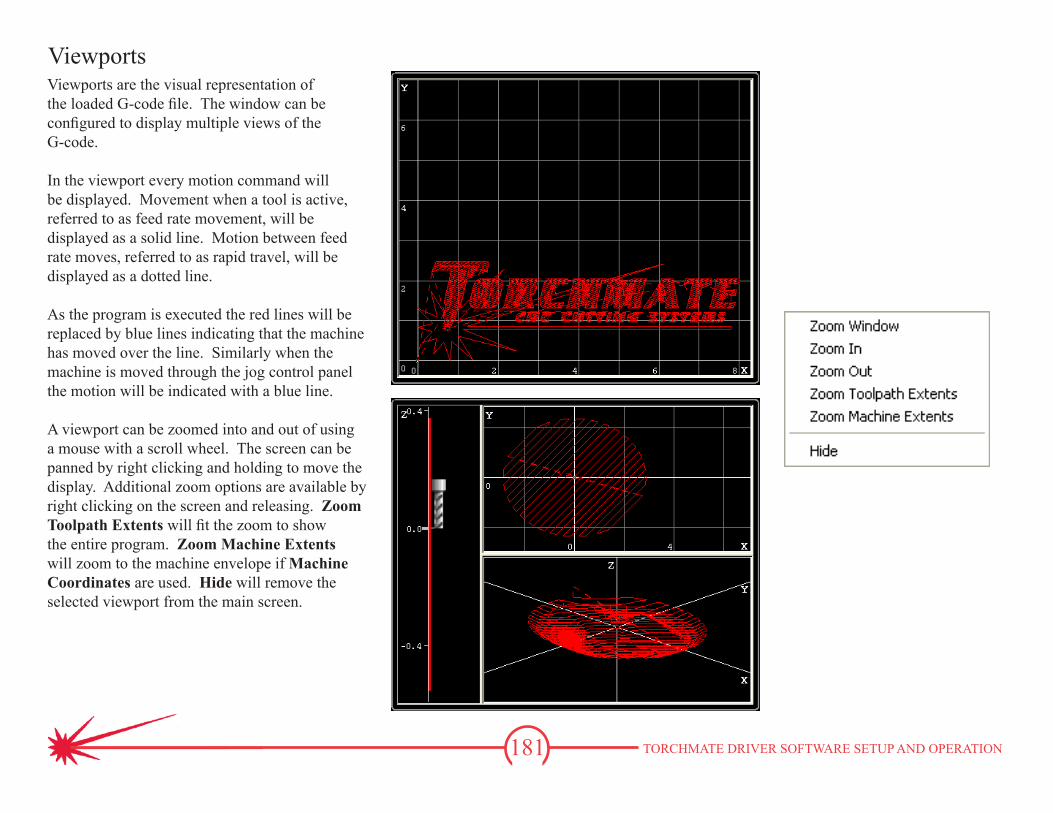
181 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
ViewportsViewports are the visual representation of the loaded G-code file. The window can be configured to display multiple views of the G-code.
In the viewport every motion command will be displayed. Movement when a tool is active, referred to as feed rate movement, will be displayed as a solid line. Motion between feed rate moves, referred to as rapid travel, will be displayed as a dotted line.
As the program is executed the red lines will be replaced by blue lines indicating that the machine has moved over the line. Similarly when the machine is moved through the jog control panel the motion will be indicated with a blue line.
A viewport can be zoomed into and out of using a mouse with a scroll wheel. The screen can be panned by right clicking and holding to move the display. Additional zoom options are available by right clicking on the screen and releasing. Zoom Toolpath Extents will fit the zoom to show the entire program. Zoom Machine Extents will zoom to the machine envelope if Machine Coordinates are used. Hide will remove the selected viewport from the main screen.

182 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Output BoxThe Output Box displays settings and information for the user. This screen can be configured to display different parameters depending on the different types of tools and settings.
When multiple tools are used on the machine the tool to use for a particular file is selected in the output box. All tools can be configured to display whether they are active or not in this area as well.
Values called user defined variables are edited in the Output Box. These can be used for a variety of functions from counting pierces to setting preheat delays. To edit any of the values in the user defined variables select Edit. Once a change has been made select Accept to keep the changes and Cancel to undo the changes and revert to the previous settings. When editing the user defined variables all other functions of the software will be locked out until either Accept or Cancel are selected.
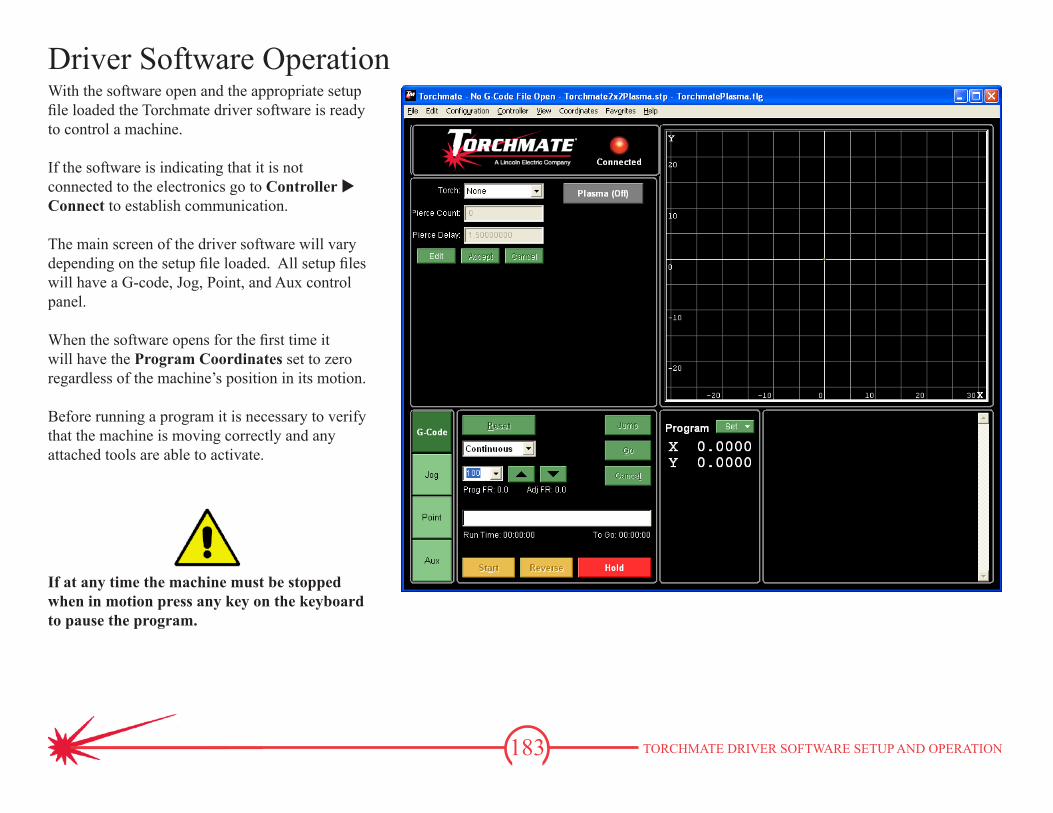
183 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Driver Software OperationWith the software open and the appropriate setup file loaded the Torchmate driver software is ready to control a machine.
If the software is indicating that it is not connected to the electronics go to Controller u Connect to establish communication.
The main screen of the driver software will vary depending on the setup file loaded. All setup files will have a G-code, Jog, Point, and Aux control panel.
When the software opens for the first time it will have the Program Coordinates set to zero regardless of the machine’s position in its motion.
Before running a program it is necessary to verify that the machine is moving correctly and any attached tools are able to activate.
If at any time the machine must be stopped when in motion press any key on the keyboard to pause the program.
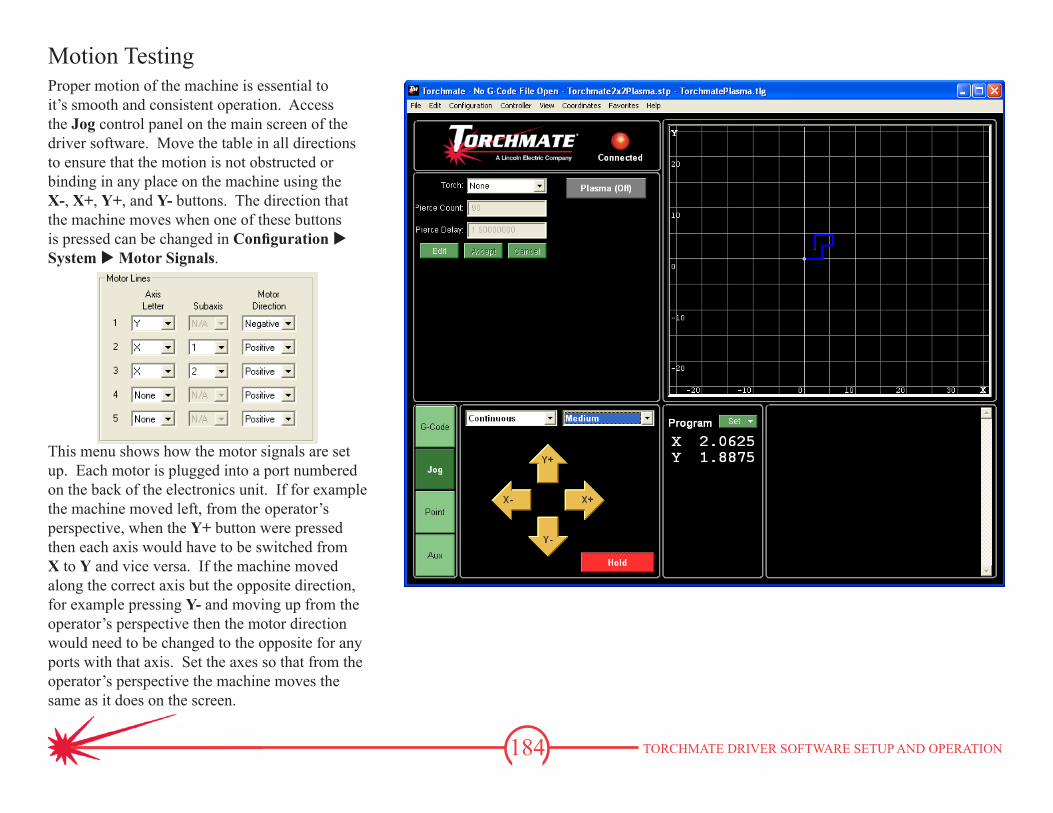
184 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Motion TestingProper motion of the machine is essential to it’s smooth and consistent operation. Access the Jog control panel on the main screen of the driver software. Move the table in all directions to ensure that the motion is not obstructed or binding in any place on the machine using the X-, X+, Y+, and Y- buttons. The direction that the machine moves when one of these buttons is pressed can be changed in Configuration u System u Motor Signals.
This menu shows how the motor signals are set up. Each motor is plugged into a port numbered on the back of the electronics unit. If for example the machine moved left, from the operator’s perspective, when the Y+ button were pressed then each axis would have to be switched from X to Y and vice versa. If the machine moved along the correct axis but the opposite direction, for example pressing Y- and moving up from the operator’s perspective then the motor direction would need to be changed to the opposite for any ports with that axis. Set the axes so that from the operator’s perspective the machine moves the same as it does on the screen.

185 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Testing Output LinesBy default the Torchmate driver software is configured for either plasma or router set ups. This is generally sufficient to run the CNC table on set up. If additional tools are set up the activation of these tools will need to be tested.
Test the tool by first ensuring that it is on, then press the tool’s activation button either in the Aux menu or in the output box. If connected to the electronics unit the tool will activate. To turn the tool off click the activation button again.
If other tools or laser cross hairs are being used it is necessary to add in additional output lines. Go to Configuration u I/O u Output Lines. Other tools are activated by different output lines. Enable an output line for testing by entering in a description for the output line.
Any output line with a description will appear in the Aux menu. Test each line to determine what tool it is activating. Once the output line to activate each tool is determined change the description of the output lines to reflect the setup.

186 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Test Cutting - Manual Height Control PlasmaThe optimal cut speed for plasma can vary from location to location. To find the ideal cutting speed use a line speed test file that will cut 13 different lines each one at a different speed. This allows the ideal cut speed to be determined.
To load the line speed test go to File u Open G-code. The line speed test is located on the driver software and instructions CD. There are two line speed tests, Line Speed 130-10 and Thick Line Speed. The thick line speed test should be used when working with materials 3/8” or thicker.
Once the file is opened jog the machine so that the torch is at where the lower left corner of the test is desired to be. Select Set u Zero All next to the program coordinates. The machine will now reference the position of the torch as the lower left corner of the part. The parts is 2 1/2” wide and 3 1/2” tall.
Set the amperage on the plasma cutter to an appropriate amperage from the material being cut. Consult the plasma cutter’s manual for recommendations.
Select start from the G-code panel the machine will cut the 13 lines and then cut around all of the lines. If at any time the machine must be
stopped press any key on the keyboard to pause the program.

187 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
The line speed test has 13 lines, the first line cut is 130 inches/minute, each subsequent line is 10 in/min slower ending with the last line which is 10 in/min.
After cutting the part it will be very hot, handle with gloves, pliers, or allow to cool. Upon examining the cut generally the first few lines will not be cut through or will have cut through but melted together after cutting. As the cut speed slows down to the ideal cutting speed the lines will improve. When the speed is too slow the line will show an excessive build up of hard slag on the underside of the cut.
Determine which line has the best cut, looking for the least amount of slag build up and a generally clean cut.
On all cuts the initial pierce area is a bit wider than the cut. This is to be expected and is the reason lead ins are used on tool paths.
If the pierce point stretches into the line more than about 1/8” of an inch the pierce delay is most likely set too low. This can be increased in the output box. Ideally the torch will fire, pierce completely through the metal, then begin to move
130 in/min120 in/min110 in/min100 in/min
90 in/min80 in/min70 in/min60 in/min50 in/min40 in/min30 in/min20 in/min10 in/min
Thick Excessive Slag
Not Cut Through
Cleanest Cut
Underside of Cut

188 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Test Cutting - RouterRouting speeds can vary for a number of reasons. The depth of each pass, type of bit, and type of material all affect how the overall cut will be. In most cases there will be a maximum speed that the router can move through a material with a given bit and depth of cut, however there is generally no lower limit. This means that in finding an ideal speed for routing starting slower and testing speeds until a good speed is found is generally the best method of testing.
Located on the Driver Software CD is a test file called RouterTest.DXF this file is a few lines that can be imported in to test different parameters. To open the file go to File u Import DXF and select the file. Once the file is selected the software will prompt to save the g-code, this will save the specific settings for this test. Next the software will display an import configuration screen. The import configuration screen will set the parameters for how the router will make passes.
Tool Up - How far the router will raise above the material to move between plunges.Incremental Depth of Cut - How much material will be removed each pass (Positive Number)Final Tool Down (Milling) - How much material will be removed total. (Negative Number)XY Feedrate - How fast the router will move once it has plunged to depth.Plunge Feedrate - How fast the router will dive into the material to reach the depth of each pass.

189 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Once the file is loaded jog the machine so that the router is at where the lower left corner of the test is desired to be. Jog the router down so that the bit is sitting on the surface of the material. Select Set u Zero All next to the program coordinates. The machine will now reference the position of the bit as the lower left corner of the part and the surface of the material. The test cut is about a 2” by 2” square, the size will vary based on the bit used.
Select start from the G-code panel the machine will rout the test part out. If at any time the machine must be stopped press any key on the keyboard to pause the program.
After the test is ran the piece should be examined. For a given type of material the speeds will vary significantly due to types of bits and the depth of passes made. As a result no set numbers for speed and depth can be given, when testing begin slower than expected and increase speed on subsequent tests. Moving too fast or going too deep can melt plastics, burn wood, break or dull bits quickly in metals, and but unnecessary wear on the machine’s drive components.

190 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
The Torchmate software is pre-configured to use an Automatic Voltage Height Control (AVHC). Select Edit from the Output box. Then in the field called AVHC (T/F) select True. This will enable all the settings for the AVHC.
When the AVHC is enabled the pierce delay field is not used in the software. All settings for the AVHC are made in the electronics unit. This setup is explained next.
Setup & Test Cutting - Plasma with Automatic Height Control

191 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
The AVHC electronics assembly also has a menu that needs to be configured as well. Turn on the AVHC, to navigate the menus press the up and down arrows, when the desired menu is reached it can be accessed by pressing OK. Navigate to the Set Pierce Height.
For gauge metal up through about 3/8” thick use a pierce height of 0.18 as the material gets thicker the number should be increased with thicker materials using 0.20 or even 0.22. The higher pierce height allows the increased splash back from piercing thicker materials to be avoided. To change the number press OK then use the up and down arrows to change the value then press OK again once the value is set.
Scroll down to the next menu Set Initial Cut Height; this is the height that the torch transitions to after a pierce is complete. Generally this number will be slightly lower than the pierce height, about 1/8” from the material. When running in Manual mode the Cut Height will be the height the AVHC rides at while cutting.
The next option on the AVHC is the Jog Slide screen. Pressing OK at this prompt will enable the torch to be manual toggled up and down the full range of travel. This is useful for positioning the torch but is not to be used when actually cutting. Once finished press OK again to exit the menu, be sure to not be in this menu while cutting as the torch will not fire when Jog Slide is enabled.
The Select Auto/Manual screen is used to toggle the height control between its two modes of operation. Initially cut all materials in Manual mode until the AVHC has been calibrated for the material.
The next screen down is the Setup Menu if OK is pressed the AVHC will bring up the Setup Menu this menu has additional settings that will need to be configured.

192 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
The first option in the Setup Menu is OK to Move this will only be enabled if the plasma cutter connected has an OK to move signal, consult the plasma cutter manual to verify.
The next option is Pierce Complete this option enables the signal that is sent from the AVHC to the signal generator. Ensure that it is Enabled.
The Pierce Delay is used for timing the transitions between various modes, refer the table below to determine what setting to use.
OK to Move Pierce Complete Pierce DelayDisabled Disabled 2.5 + sec.Disabled Enabled 0.8-1.5 sec.Enabled Enabled 0.1-0.3 sec.
The variations in the pierce delay are based on the thickness of material; a thicker material will need a slightly longer pierce delay.
The ‘Sensing Delay’ is the time after the pierce delay is expired before the AVHC begins to adjust for voltage. This setting only affects operation in ‘Automatic’ mode, and is generally left at 0.5 seconds. This setting allows for the torch to travel away from the pierce area to get a cleaner sample of cutting arc voltage before adjustments are made.
The last setting in the Setup Menu is the Touch Torque this setting determines how much resistance the motor will look for before determining that it has contacted the material. In normal operation the AVHC will lower the torch to sense where the material is, the AVHC will then retract back up to the Pierce Height. The Touch Torque is how much power the motor puts out when seeking the material.
The Touch Torque is an amperage setting; this number should be set from 15-18. Under no circumstances should the Touch Torque be set higher than 35, any setting higher than 18 over a long period of time will damage the AVHC’s motor. If the Touch Torque is set too low the AVHC will sense resistance before reaching the material and will attempt to fire the torch in the air.
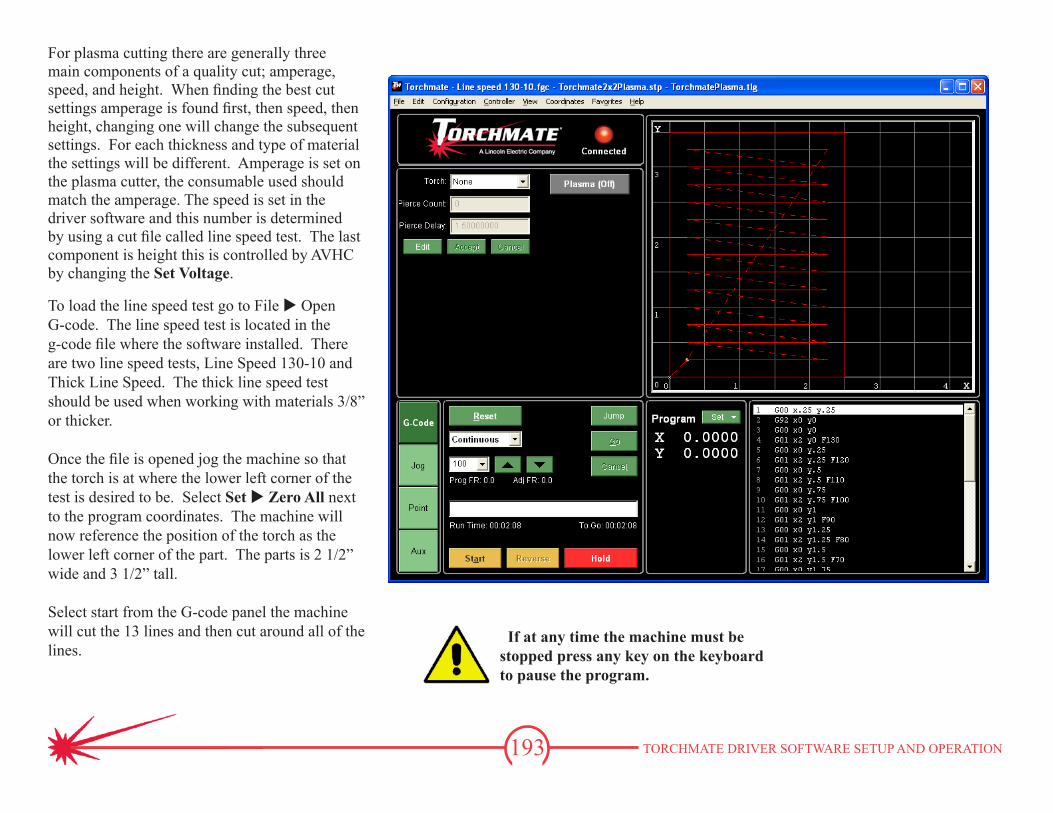
193 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
For plasma cutting there are generally three main components of a quality cut; amperage, speed, and height. When finding the best cut settings amperage is found first, then speed, then height, changing one will change the subsequent settings. For each thickness and type of material the settings will be different. Amperage is set on the plasma cutter, the consumable used should match the amperage. The speed is set in the driver software and this number is determined by using a cut file called line speed test. The last component is height this is controlled by AVHC by changing the Set Voltage.
To load the line speed test go to File u Open G-code. The line speed test is located in the g-code file where the software installed. There are two line speed tests, Line Speed 130-10 and Thick Line Speed. The thick line speed test should be used when working with materials 3/8” or thicker.
Once the file is opened jog the machine so that the torch is at where the lower left corner of the test is desired to be. Select Set u Zero All next to the program coordinates. The machine will now reference the position of the torch as the lower left corner of the part. The parts is 2 1/2” wide and 3 1/2” tall.
Select start from the G-code panel the machine will cut the 13 lines and then cut around all of the lines.
If at any time the machine must be stopped press any key on the keyboard to pause the program.

194 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Once the best speed is found the last step is to determine the height. There is another file located on the Driver and Assembly Instructions CD, this file is called VoltageTest.DXF. Import this file by going to File u Import DXF.
Once the file is selected the software will prompt to save the g-code, this will save the specific settings for this test. Next the software will display an import configuration screen. In the import configuration screen enter the best speed found from the line speed test in the XY Feedrate section. No other setting need to be changed.
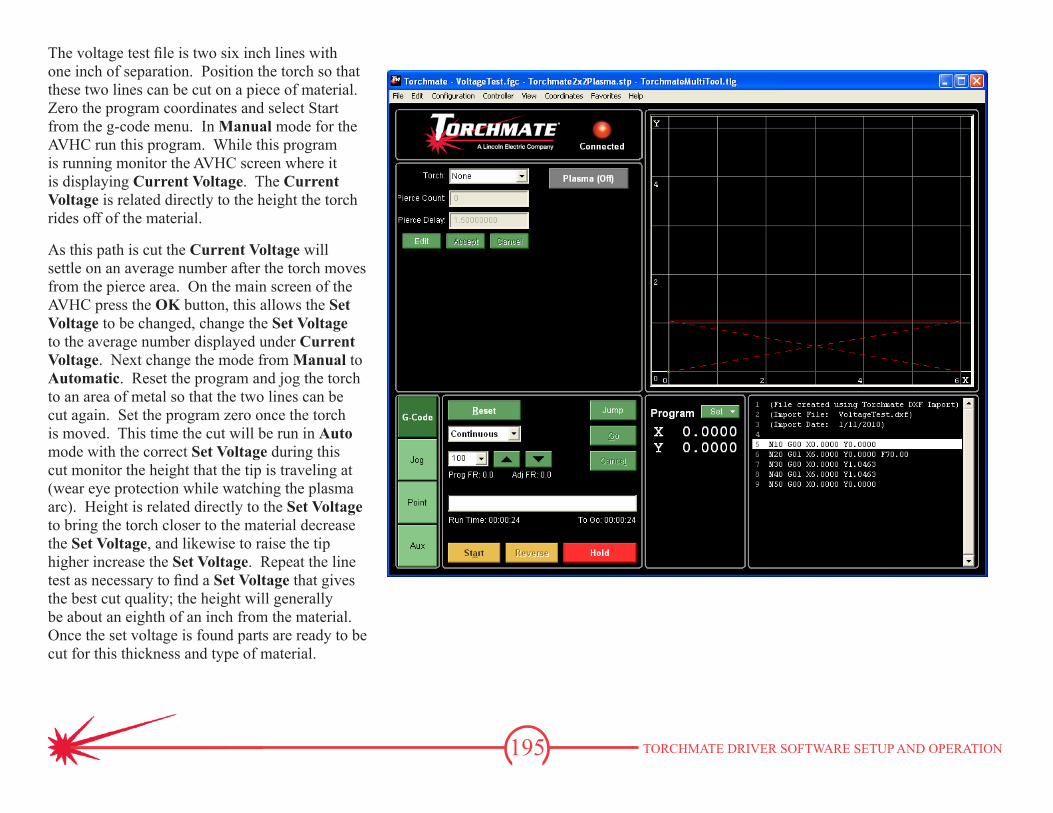
195 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
The voltage test file is two six inch lines with one inch of separation. Position the torch so that these two lines can be cut on a piece of material. Zero the program coordinates and select Start from the g-code menu. In Manual mode for the AVHC run this program. While this program is running monitor the AVHC screen where it is displaying Current Voltage. The Current Voltage is related directly to the height the torch rides off of the material.
As this path is cut the Current Voltage will settle on an average number after the torch moves from the pierce area. On the main screen of the AVHC press the OK button, this allows the Set Voltage to be changed, change the Set Voltage to the average number displayed under Current Voltage. Next change the mode from Manual to Automatic. Reset the program and jog the torch to an area of metal so that the two lines can be cut again. Set the program zero once the torch is moved. This time the cut will be run in Auto mode with the correct Set Voltage during this cut monitor the height that the tip is traveling at (wear eye protection while watching the plasma arc). Height is related directly to the Set Voltage to bring the torch closer to the material decrease the Set Voltage, and likewise to raise the tip higher increase the Set Voltage. Repeat the line test as necessary to find a Set Voltage that gives the best cut quality; the height will generally be about an eighth of an inch from the material. Once the set voltage is found parts are ready to be cut for this thickness and type of material.
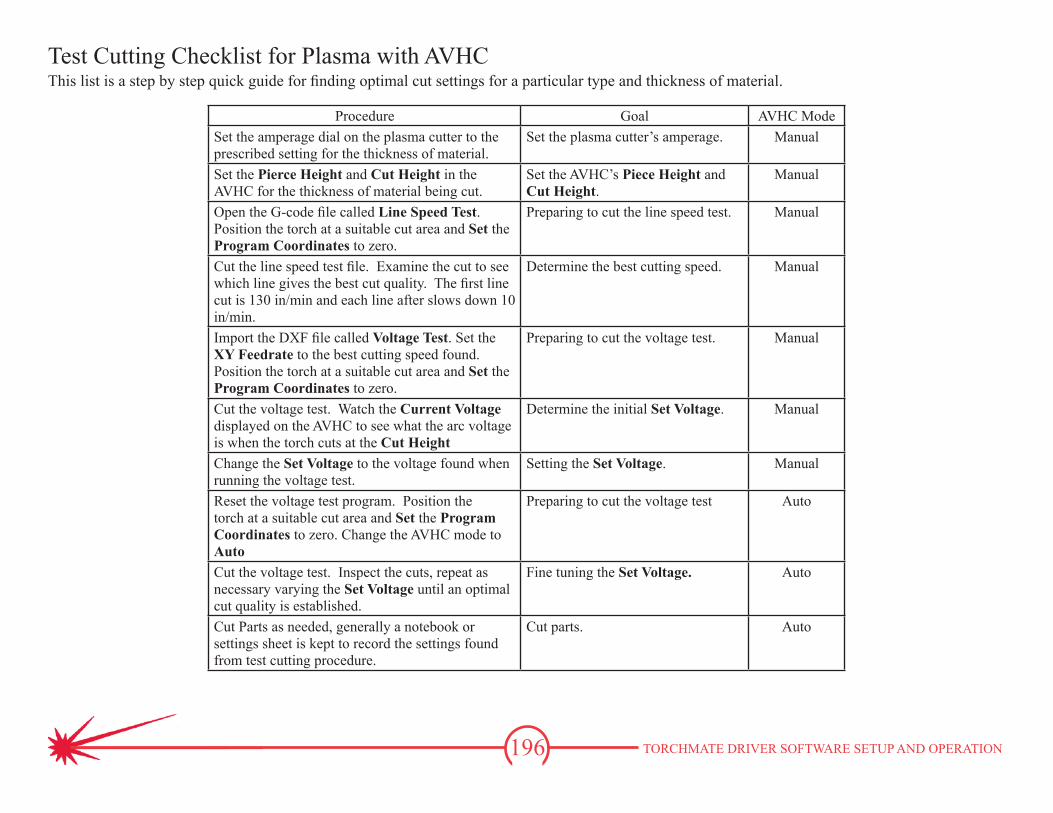
196 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
This list is a step by step quick guide for finding optimal cut settings for a particular type and thickness of material.
Procedure Goal AVHC ModeSet the amperage dial on the plasma cutter to the prescribed setting for the thickness of material.
Set the plasma cutter’s amperage. Manual
Set the Pierce Height and Cut Height in the AVHC for the thickness of material being cut.
Set the AVHC’s Piece Height and Cut Height.
Manual
Open the G-code file called Line Speed Test. Position the torch at a suitable cut area and Set the Program Coordinates to zero.
Preparing to cut the line speed test. Manual
Cut the line speed test file. Examine the cut to see which line gives the best cut quality. The first line cut is 130 in/min and each line after slows down 10 in/min.
Determine the best cutting speed. Manual
Import the DXF file called Voltage Test. Set the XY Feedrate to the best cutting speed found. Position the torch at a suitable cut area and Set the Program Coordinates to zero.
Preparing to cut the voltage test. Manual
Cut the voltage test. Watch the Current Voltage displayed on the AVHC to see what the arc voltage is when the torch cuts at the Cut Height
Determine the initial Set Voltage. Manual
Change the Set Voltage to the voltage found when running the voltage test.
Setting the Set Voltage. Manual
Reset the voltage test program. Position the torch at a suitable cut area and Set the Program Coordinates to zero. Change the AVHC mode to Auto
Preparing to cut the voltage test Auto
Cut the voltage test. Inspect the cuts, repeat as necessary varying the Set Voltage until an optimal cut quality is established.
Fine tuning the Set Voltage. Auto
Cut Parts as needed, generally a notebook or settings sheet is kept to record the settings found from test cutting procedure.
Cut parts. Auto
Test Cutting Checklist for Plasma with AVHC
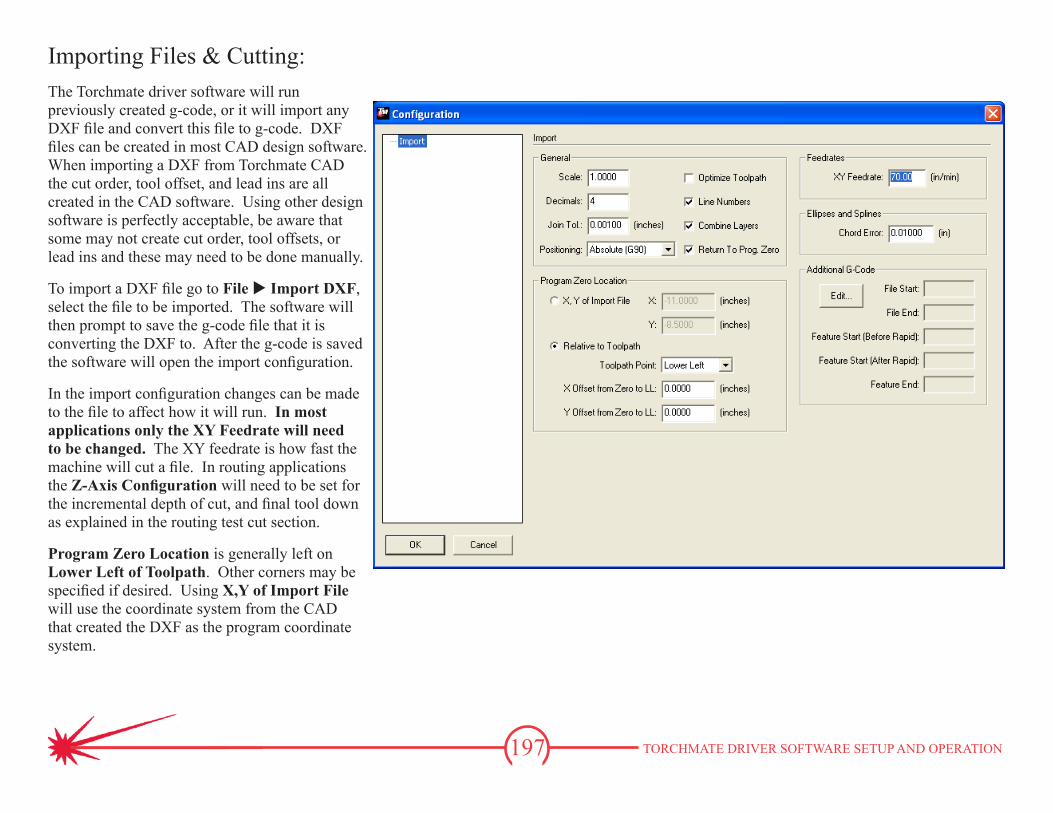
197 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Importing Files & Cutting:The Torchmate driver software will run previously created g-code, or it will import any DXF file and convert this file to g-code. DXF files can be created in most CAD design software. When importing a DXF from Torchmate CAD the cut order, tool offset, and lead ins are all created in the CAD software. Using other design software is perfectly acceptable, be aware that some may not create cut order, tool offsets, or lead ins and these may need to be done manually.
To import a DXF file go to File u Import DXF, select the file to be imported. The software will then prompt to save the g-code file that it is converting the DXF to. After the g-code is saved the software will open the import configuration.
In the import configuration changes can be made to the file to affect how it will run. In most applications only the XY Feedrate will need to be changed. The XY feedrate is how fast the machine will cut a file. In routing applications the Z-Axis Configuration will need to be set for the incremental depth of cut, and final tool down as explained in the routing test cut section.
Program Zero Location is generally left on Lower Left of Toolpath. Other corners may be specified if desired. Using X,Y of Import File will use the coordinate system from the CAD that created the DXF as the program coordinate system.

198 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Once a DXF is imported into the driver software, or a g-code is opened the machine is ready to cut. If test cutting has been done the settings for the material are in place. The program coordinates need to be zeroed at the lower left of the parts, and then the file can be cut.
If at any time the machine must be stopped press any key on the keyboard to pause the program.
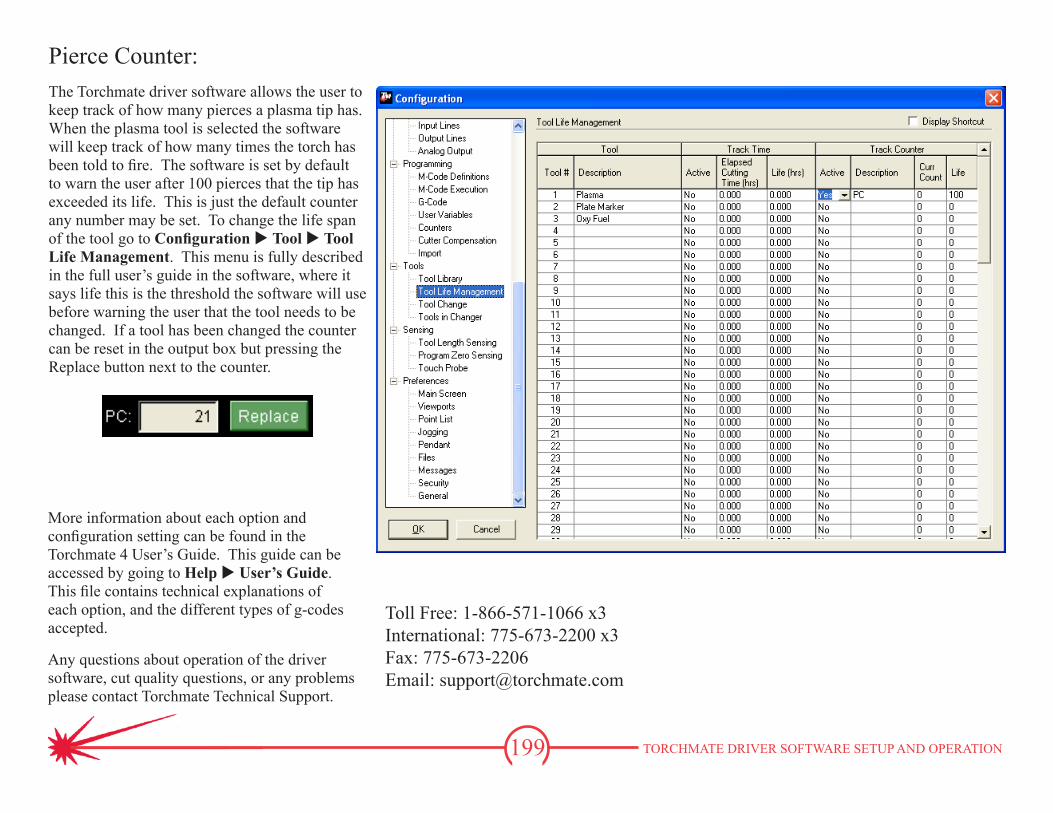
199 TORCHMATE DRIVER SOFTWARE SETUP AND OPERATION
Toll Free: 1-866-571-1066 x3International: 775-673-2200 x3Fax: 775-673-2206Email: [email protected]
More information about each option and configuration setting can be found in the Torchmate 4 User’s Guide. This guide can be accessed by going to Help u User’s Guide. This file contains technical explanations of each option, and the different types of g-codes accepted.
Any questions about operation of the driver software, cut quality questions, or any problems please contact Torchmate Technical Support.
Pierce Counter:The Torchmate driver software allows the user to keep track of how many pierces a plasma tip has. When the plasma tool is selected the software will keep track of how many times the torch has been told to fire. The software is set by default to warn the user after 100 pierces that the tip has exceeded its life. This is just the default counter any number may be set. To change the life span of the tool go to Configuration u Tool u Tool Life Management. This menu is fully described in the full user’s guide in the software, where it says life this is the threshold the software will use before warning the user that the tool needs to be changed. If a tool has been changed the counter can be reset in the output box but pressing the Replace button next to the counter.
200 TORCHMATE CAD USER’S GUIDE
Section 5:Torchmate CAD User’s Guide
This section covers:• Installation and Setup• Overview of Menus• Navigation and Selection Methods• Basic CAD Drawing• Using Guides and Alignment Tools• Array and Badges Tools• Editing Text• Scan Tools• Nesting• Advanced Shape Creation• Node Editing• Creating a Part from a Dimension Drawing• Understanding Paths• Importing DXF Files• Creating Tool Paths

201 TORCHMATE CAD INSTALLATION AND SETUP
Installation and SetupTo begin installation of Torchmate CAD insert the Torchmate CAD CD packaged with a security dongle. The installer will automatically launch. The first prompt will be to select the setup language. This language is only for the installer, Torchmate CAD menus are only in English.
After selecting a language the installer will issue a reminder about inserting the security dongle. Follow the instructions for the specific dongle being used.

202 TORCHMATE CAD INSTALLATION AND SETUP
A License File Query will request the license disk. The files are located on the dongle, which will appear as a removable storage device, if the dongle is orange and located on the installation CD if the dongle is purple.
Continue with the installation.
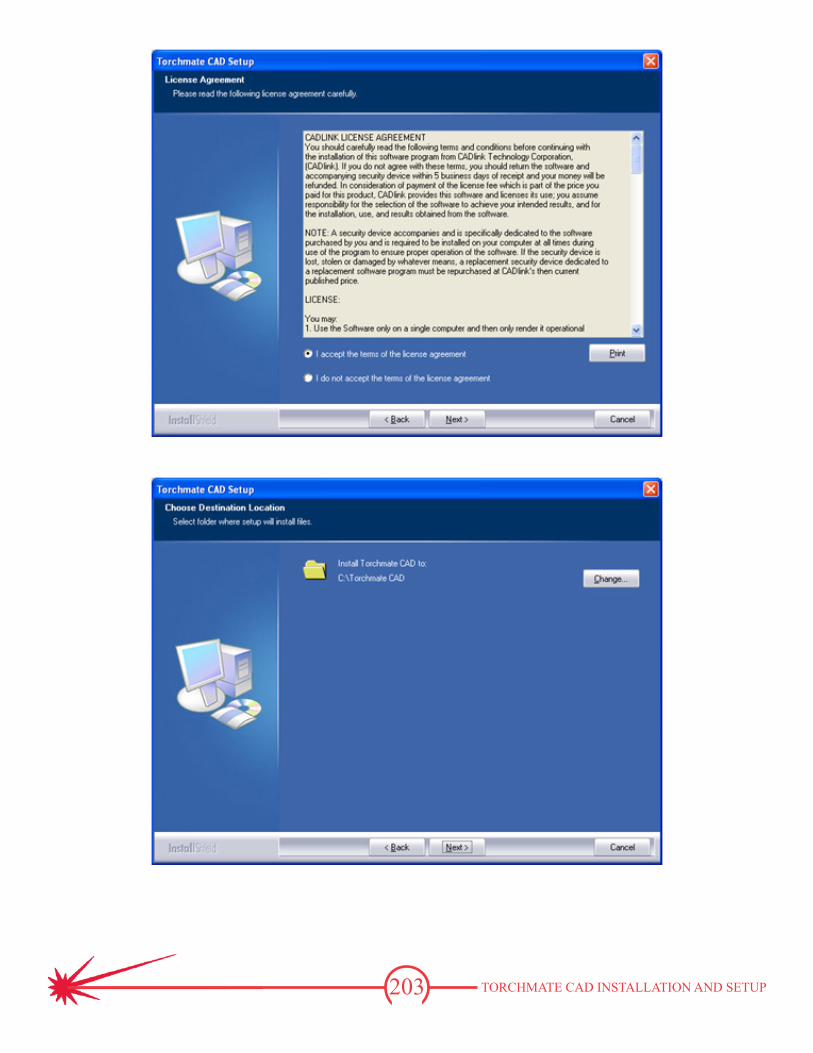
203 TORCHMATE CAD INSTALLATION AND SETUP

204 TORCHMATE CAD INSTALLATION AND SETUP
When prompted select “Full Instal”.

205 TORCHMATE CAD INSTALLATION AND SETUP
After Torchmate CAD is installed the installer will want to search for all fonts installed on the computer. This is not necessary to run Torchmate CAD but allows all fonts installed on the computer to be accessed by Torchmate CAD.

206 TORCHMATE CAD INSTALLATION AND SETUP
Torchmate CAD is now ready for use. If a purple security dongle is being used insert it after the computer has restarted.

207 TORCHMATE CAD INSTALLATION AND SETUP
Important Configuration ChangesDepending on the version of Torchmate CAD installed a few configuration changes need to be made to allow for simpler creation of tool paths in Torchmate CAD. These changes once made will not need to be adjusted in the future.Go to OPTIONS u TORCHMATE SETUP u TOOL PATH PREFERENCES
Ensure that GROUP TOOL PATHS WITH ORIGINALS is not checked.
THE NEWEST VERSION OF TORCHMATE CAD AND TORCHMATE CAD LITE DO NOT NEED THIS CHANGE MADE.

208 TORCHMATE CAD INSTALLATION AND SETUP
Go to MACHINE and ensure that USE EASY TEMPLATES is not checked.
Torchmate CAD is now configured and ready for use. If the software is ever reinstalled these changes will need to be made then.

209 OVERVIEW OF MENUS
Overview of Menus
Rulers
Tool Pallet
Layer Color Pallet Sheet LayerSheet Selection
Information BarShortcut BarProgram Menus
Rulers: The rulers sit on either side of the work area and provide a reference to the coordinates of a spot in the work area.
Layer Color Pallet: Allows the color of an object to be changed; this is useful in keeping track of various parts. The color of an object does not affect the cutting process at all and in most cases this is an unused tab. Colors can be changed by double clicking on one of the colors, this opens a window to change the color options.
Sheet Layer: The sheet layer is a guide used to differentiate multiple sheets of multiple objects. This bar like the Layer Color Pallet does not affect the cutting process and is generally unused. The sheet layer is visible when Show Fill is enabled in the View menu, by default the layer is transparent.
Job Pallet: Displays all of the document’s currently used layers. Allows all parts of a single layer to be selected, replaced, or deleted. Shortcut Bar: The shortcut bar contains icons that serve the same function as certain options in the program menus. Generally these options are for functions that are used frequently. This menu can be customized by right clicking on the icons and selecting Customize. Various functions can be added or removed from the bar. Sheet Selection: This option is used to toggle between multiple sheets. Multiple sheets occur when nesting or other options that will create additional sheets. This option enables these sheets to be paged through if multiple sheets exist.
Job Pallet

210 OVERVIEW OF MENUS
Information Bar: The information bar contains basic information about a selected object. This bar contains two main areas, the objects tab and the variable tab. The objects tab gives two bits of information, the coordinates of the pointer in the ruler grid and how many and what type of objects are selected. This bar is useful when determining what is selected and also if what is selected is the correct object. The variable tab is a dynamic bar that will change with each tool and part selected. This bar displays options for various tools when they are selected.
Tool Pallet: The bar on the left hand side of Torchmate CAD contains the pull out menus for basic drawing tools as well as the means to manipulate them. Each tool will be further explained throughout this manual, essentially any drawing from scratch will start here.
Object Tab Variable Tab
Select Tool
Cut Tool
Measurement Tools
Text Tools
Zoom Tools
Weld Tools
Shape Tools
Node Edit Tools
Scan Tools
Layer Color of Selected Object

211 NAVIGATION AND SELECTION METHODS
Being able to move around the drawing area and manipulate objects is the key to successful drawing. In Torchmate CAD there are a few ways to simplify this process so that drawing can be done more efficiently. Moving around the work area is done in a few ways. The scroll bars along the bottom and right of the area can be used to pan the page. Another way is to use click the third mouse button this brings up a pan hand that allows click and drag movement. On most computer mice the third mouse button will activate when the scroll wheel is depressed.
Navigation and Selection Methods
The pan tool can also be accessed in the Zoom Tools menu. Also in the Zoom Tools menu are ways to either zoom in or out. There are short cuts to all of these or they can be accessed from the menu.
Zoom Shortcuts:Zoom In: [F5]
Zoom Out: [F6]Zoom to Selected Object: [F7]
Zoom to Material: [F8] Pan State: 3rd Mouse Button
Center Window on Current Mouse Location: [F11]
Zoom InZoom Out Zoom to
Selected ObjectZoom to
Material BlankPrevious
ZoomPan State
Percent Zoom
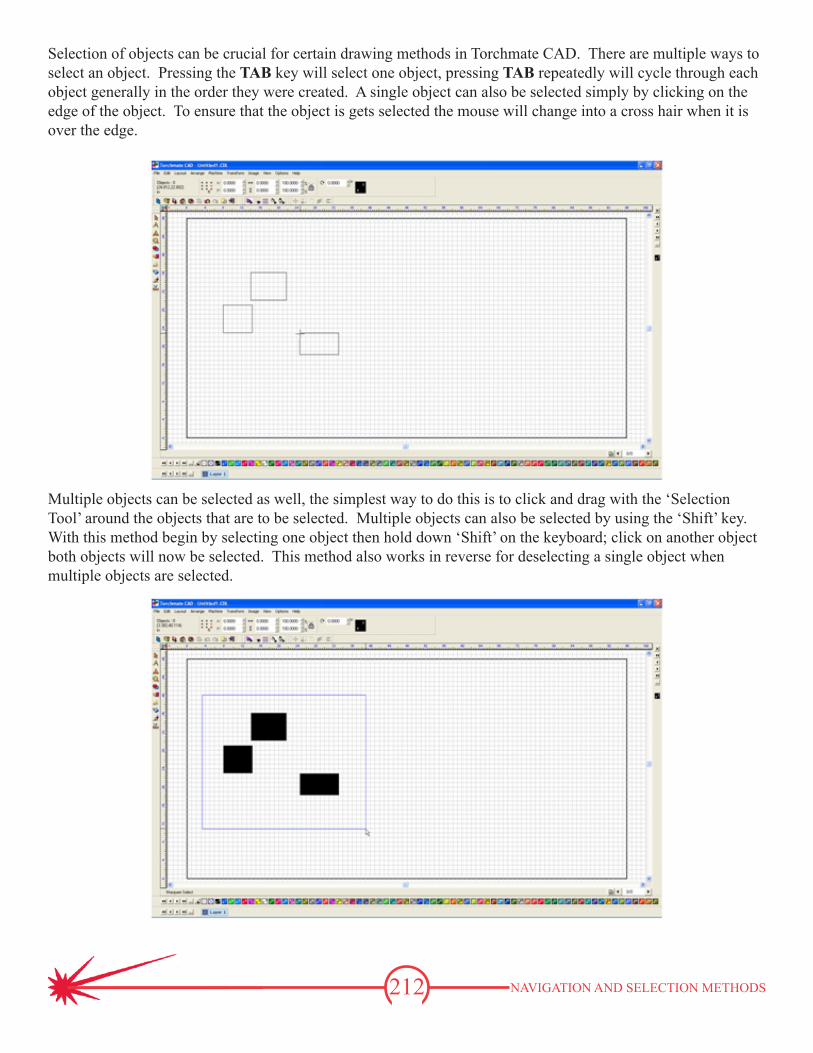
212 NAVIGATION AND SELECTION METHODS
Selection of objects can be crucial for certain drawing methods in Torchmate CAD. There are multiple ways to select an object. Pressing the TAB key will select one object, pressing TAB repeatedly will cycle through each object generally in the order they were created. A single object can also be selected simply by clicking on the edge of the object. To ensure that the object is gets selected the mouse will change into a cross hair when it is over the edge.
Multiple objects can be selected as well, the simplest way to do this is to click and drag with the ‘Selection Tool’ around the objects that are to be selected. Multiple objects can also be selected by using the ‘Shift’ key. With this method begin by selecting one object then hold down ‘Shift’ on the keyboard; click on another object both objects will now be selected. This method also works in reverse for deselecting a single object when multiple objects are selected.

213 NAVIGATION AND SELECTION METHODS
When selecting multiple objects it can sometimes become ambiguous as to which ones are selected and which are not. In Torchmate CAD there is a feature that when enabled highlights each selected object a certain color. This allows for easy identification of selected objects. To enable this feature go to OPTIONS u TORCHMATE SETUP u SELECTION TOOL SETTINGS.
Check the box labeled Highlight selected objects the Color Picker next to this option adjusts the color.
THE NEWEST VERSION OF TORCHMATE CAD AND TORCHMATE CAD LITE DO NOT NEED THIS CHANGE MADE.

214 NAVIGATION AND SELECTION METHODS
With this feature enabled any selected object will have a colored highlight around it for easy identification.

215 BASIC CAD DRAWING
Basic CAD DrawingThis section describes basic drawing of a simple square with a hole and how to prepare this shape to be cut. Please refer to later sections of this manual for further explanation on topics discussed. The basic process described here will be used in most drawings.
Creating a Shape:The Torchmate CAD’s main screen has a TOOL PALLET along the left-hand side of the screen and an INFORMATION BAR along the top. All drawing is done in the main screen defined by the rulers along the margins. The top bar displays the size of the object, its position and scale. The left-hand tool bar contains tools used for drawing and manipulating objects. The SHAPE TOOLS menu has a few simple shapes to start most part drawings with (circle, oval, square, polygon, star, arrow, and arch). To draw a shape select the type of shape from the SHAPE TOOLS menu. Move the mouse into the work area click and hold, then drag the mouse while holding to define the shape. The size of the shape is not critical as the shape will be sized to a desired dimension. The position on the grid is not important either, the final positioning will be done when the part is cut, the only positioning that is critical in the CAD is the spacing between parts.

216 BASIC CAD DRAWING
Sizing a Part:When a part is selected the dimensions will be listed on the INFORMATION BAR along the top. To change a size type in the desired value and press enter on the keypad, the size will change. To the right of the dimensions is a small padlock that enables proportional scaling. If this is locked when one dimension is changed then the other will change proportionally. If the padlock is unlocked then the dimensions can be changed independently.
Creating a Hole:To add a hole to an object create a circle similar to how the square was created. As before the size and position are not critical when creating the shape as they will be adjusted later.
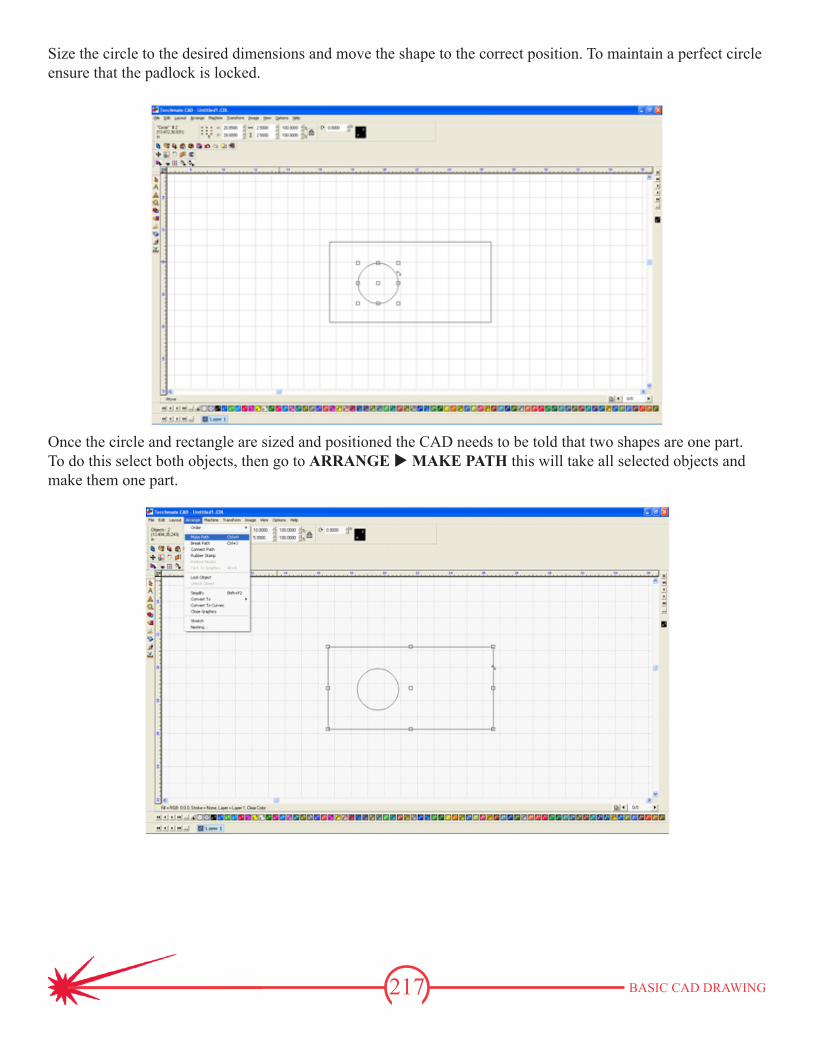
217 BASIC CAD DRAWING
Size the circle to the desired dimensions and move the shape to the correct position. To maintain a perfect circle ensure that the padlock is locked.
Once the circle and rectangle are sized and positioned the CAD needs to be told that two shapes are one part. To do this select both objects, then go to ARRANGE u MAKE PATH this will take all selected objects and make them one part.
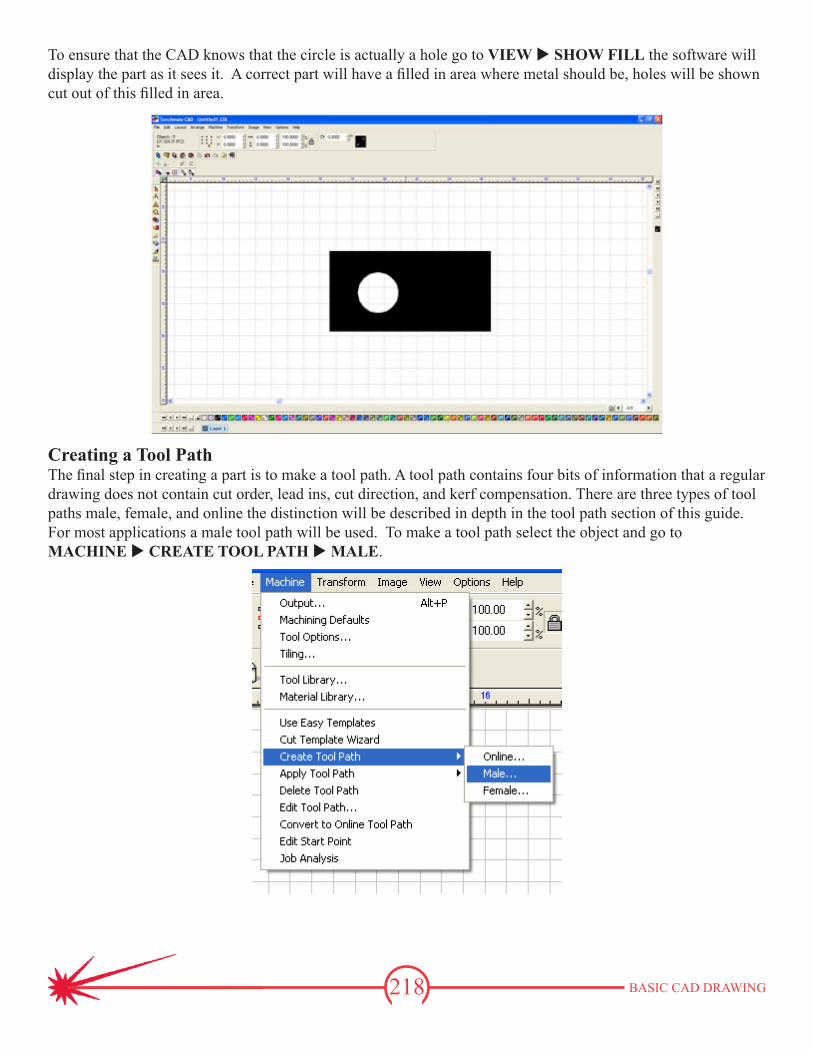
218 BASIC CAD DRAWING
To ensure that the CAD knows that the circle is actually a hole go to VIEW u SHOW FILL the software will display the part as it sees it. A correct part will have a filled in area where metal should be, holes will be shown cut out of this filled in area.
Creating a Tool PathThe final step in creating a part is to make a tool path. A tool path contains four bits of information that a regular drawing does not contain cut order, lead ins, cut direction, and kerf compensation. There are three types of tool paths male, female, and online the distinction will be described in depth in the tool path section of this guide. For most applications a male tool path will be used. To make a tool path select the object and go to MACHINE u CREATE TOOL PATH u MALE.
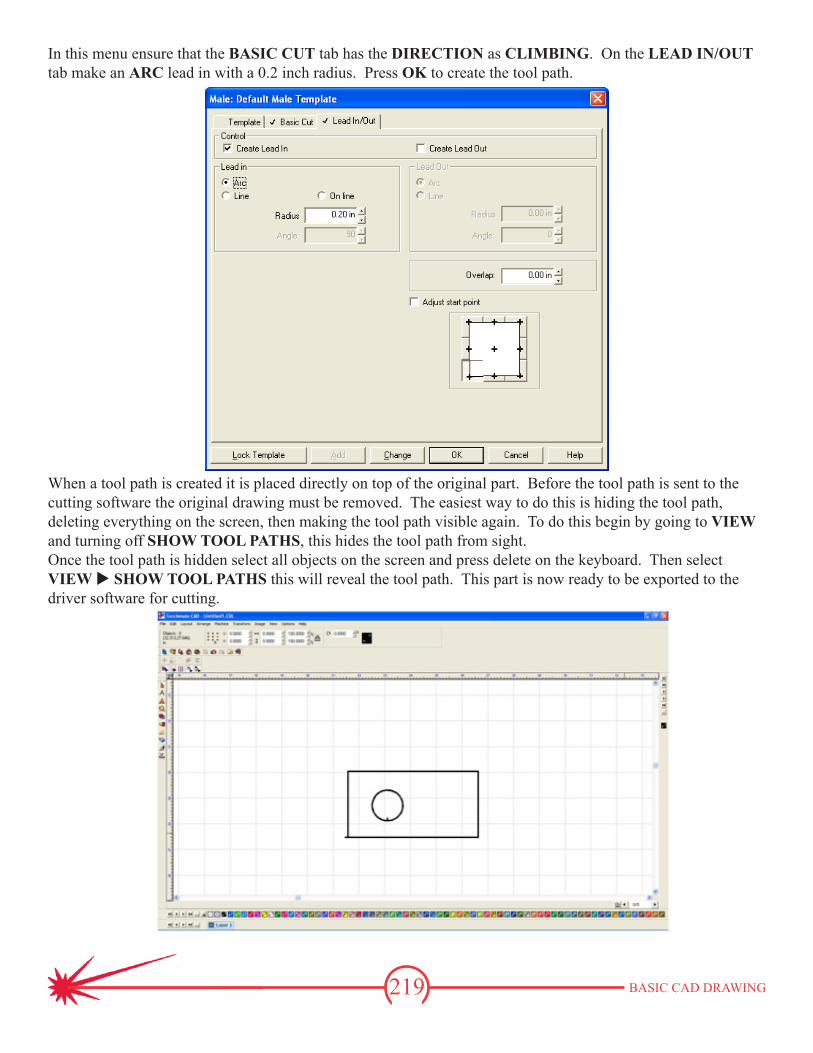
219 BASIC CAD DRAWING
In this menu ensure that the BASIC CUT tab has the DIRECTION as CLIMBING. On the LEAD IN/OUT tab make an ARC lead in with a 0.2 inch radius. Press OK to create the tool path.
When a tool path is created it is placed directly on top of the original part. Before the tool path is sent to the cutting software the original drawing must be removed. The easiest way to do this is hiding the tool path, deleting everything on the screen, then making the tool path visible again. To do this begin by going to VIEW and turning off SHOW TOOL PATHS, this hides the tool path from sight.Once the tool path is hidden select all objects on the screen and press delete on the keyboard. Then select VIEW u SHOW TOOL PATHS this will reveal the tool path. This part is now ready to be exported to the driver software for cutting.

220 BASIC CAD DRAWING
Exporting the FileOnce a tool path has been created it must be sent to the Torchmate driver software to be cut. The driver software imports a DXF file. In Torchmate CAD go to FILE u EXPORT.
This will bring up the export options. On this screen select the SAVE AS TYPE to be DXF POLY ARC). Choose a location on the computer to save the file to then press SAVE.
By default Torchmate CAD will have an option selected called Tool Paths Only. This option prevents any object that is not a tool path from being exported. If it is necessary to export a non tool path object uncheck this box.

221 USING GUIDES AND ALIGNMENT TOOLS
Using Guides and Alignment ToolsPositioning of holes or spacing parts is essential to the creation of accurate cuts. This is primarily accomplished by the use of either guides or alignment tools. Understanding these tools allows part creation to be quick and efficient.Guide Tool:In Torchmate CAD guides are used to align and position objects at specific locations. The EDIT GUIDES window is accessed by having no shapes selected and right clicking in the drawing area.
There are three types of guides, horizontal, vertical, and diagonal. The type of guide to be created is selected with the three large buttons on the top left of the window. For a vertical or horizontal guide the position of the guide is related to the ruler. To create a guide type in a position and press ADD the guide will be created in the work area. Multiple guide lines can be created, the check box ADD PARALLEL LINE AT NORMAL OFFSET will allow the creation of a line a certain specified distance from another line. This works on all three types of guide lines a diagonal offset will be parallel to the original line.

222 USING GUIDES AND ALIGNMENT TOOLS
Diagonal lines are created two ways either by specifying an angle and one point on the rulers to pass through, or specifying two points to pass through.
Once guide lines are created press OK to exit the EDIT GUIDES window. The guides will be visible in the work area.Guides are used to position shapes within the work area. To use a guide move a shape over the guide. As the shape passes through the guide the edge or middle will illuminate indicating that the shape will snap to the guide.
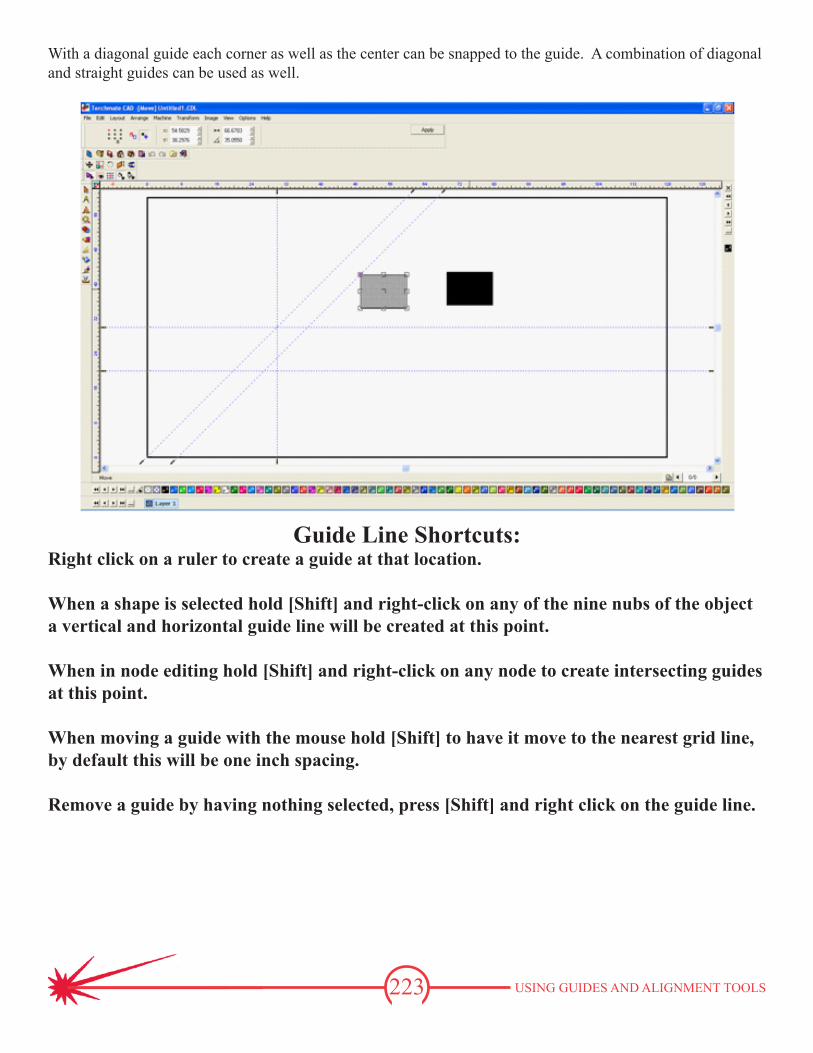
223 USING GUIDES AND ALIGNMENT TOOLS
With a diagonal guide each corner as well as the center can be snapped to the guide. A combination of diagonal and straight guides can be used as well.
Guide Line Shortcuts:Right click on a ruler to create a guide at that location.
When a shape is selected hold [Shift] and right-click on any of the nine nubs of the object a vertical and horizontal guide line will be created at this point.
When in node editing hold [Shift] and right-click on any node to create intersecting guides at this point.
When moving a guide with the mouse hold [Shift] to have it move to the nearest grid line, by default this will be one inch spacing.
Remove a guide by having nothing selected, press [Shift] and right click on the guide line.

224 USING GUIDES AND ALIGNMENT TOOLS
Alignment ToolThe alignment tool is used to align two or more objects to each other. The alignment tool allows shapes to be moved automatically either centered or aligned to an edge. To access the alignment tool select the objects to align then go to LAYOUT u ARRANGE AND DISTRIBUTE u ALIGNMENT.
Position Option:Align to Material: Uses the alignment option and references the material blank for location.Align to Grid: Aligns the selected objects to the closest grid line using the alignment options.Align to Last Object: Positions the selected pieces in reference to the last of the selected objects created.Align to Selected: Shapes are aligned relative to each other.
Alignment Options: Shapes are aligned to the either the TOP, LEFT, CENTER, BOTTOM, or RIGHT using the position options. EQUAL SPACING is used to space objects apart in the selected position option.
Text as Object: Enabled when using EQUAL VERTICAL SPACING. If a text entry has multiple lines, this will cause each line to be considered separately. Ignore Descenders: Active when using EQUAL HORIZONTAL SPACING. Aligning text will ignore parts of the text that rest below the text line, such as ‘j’, ‘p’, and ‘g’.
Margins: Enabled with ALIGN TO MATERIAL specifies a margin in the material blank to exclude parts from this area.
Alignment Shortcuts:Left Align: [Alt] + 1 or L
Center Vertically: [Alt] + 2 or ERight Align: [Alt] + 3 or R
Top Align: [Alt] + 4 or TCenter Horizontally: [Alt] + 5 or C
Bottom Align: [Alt] + 6 or BCenter Horizontally and Vertically: [Alt] + 7
Align to Material
Align to Grid
Align to Last Object
Align to Selected
Horizontal Alignment
Options
VerticalAlignment
Options
No Alignment
Align Left
Align Top
Align Right
Equal Spacing
Text as a Object
Ignore Descenders
Horizontal Margin
Vertical Margin
Align Center
Align Bottom
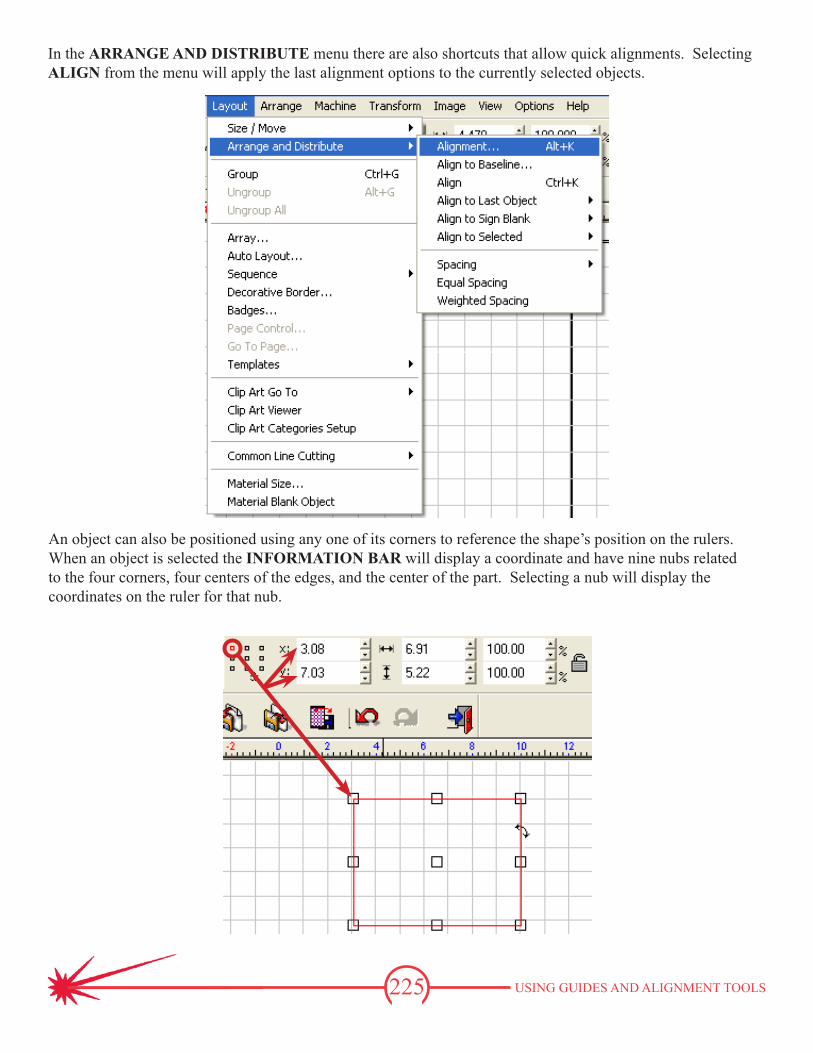
225 USING GUIDES AND ALIGNMENT TOOLS
In the ARRANGE AND DISTRIBUTE menu there are also shortcuts that allow quick alignments. Selecting ALIGN from the menu will apply the last alignment options to the currently selected objects.
An object can also be positioned using any one of its corners to reference the shape’s position on the rulers. When an object is selected the INFORMATION BAR will display a coordinate and have nine nubs related to the four corners, four centers of the edges, and the center of the part. Selecting a nub will display the coordinates on the ruler for that nub.
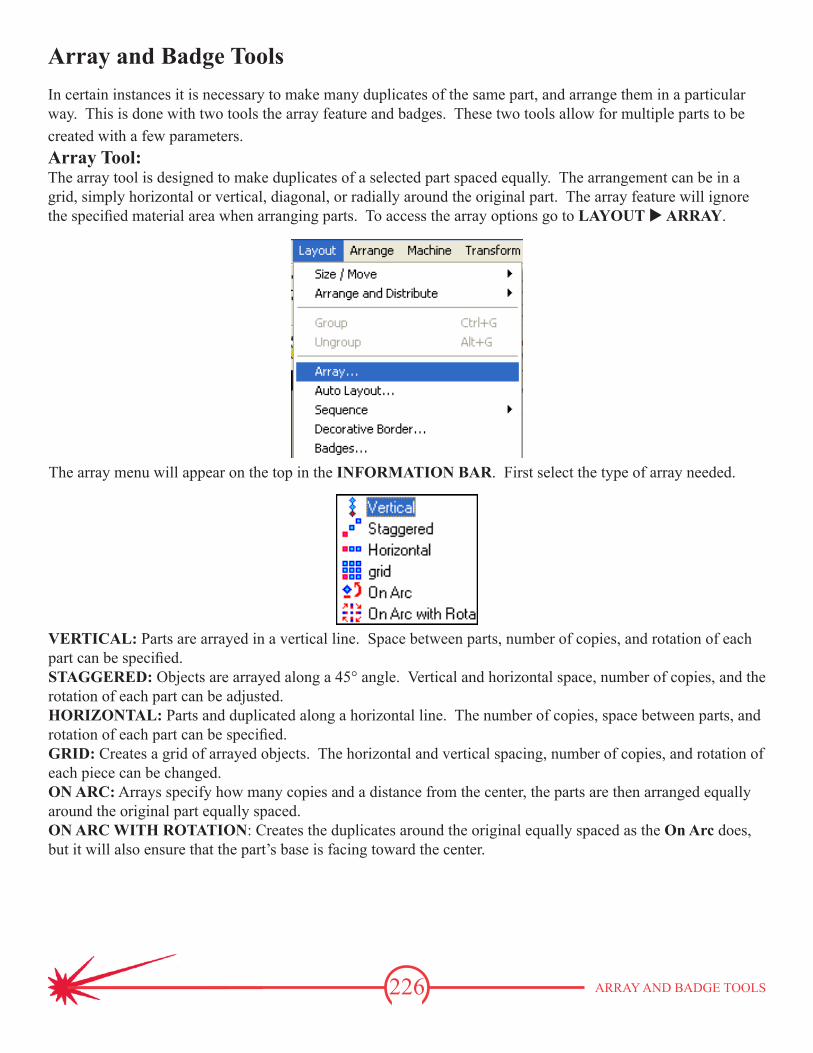
226 ARRAY AND BADGE TOOLS
Array and Badge ToolsIn certain instances it is necessary to make many duplicates of the same part, and arrange them in a particular way. This is done with two tools the array feature and badges. These two tools allow for multiple parts to be created with a few parameters. Array Tool:The array tool is designed to make duplicates of a selected part spaced equally. The arrangement can be in a grid, simply horizontal or vertical, diagonal, or radially around the original part. The array feature will ignore the specified material area when arranging parts. To access the array options go to LAYOUT u ARRAY.
The array menu will appear on the top in the INFORMATION BAR. First select the type of array needed.
VERTICAL: Parts are arrayed in a vertical line. Space between parts, number of copies, and rotation of each part can be specified.STAGGERED: Objects are arrayed along a 45° angle. Vertical and horizontal space, number of copies, and the rotation of each part can be adjusted.HORIZONTAL: Parts and duplicated along a horizontal line. The number of copies, space between parts, and rotation of each part can be specified.GRID: Creates a grid of arrayed objects. The horizontal and vertical spacing, number of copies, and rotation of each piece can be changed.ON ARC: Arrays specify how many copies and a distance from the center, the parts are then arranged equally around the original part equally spaced.ON ARC WITH ROTATION: Creates the duplicates around the original equally spaced as the On Arc does, but it will also ensure that the part’s base is facing toward the center.

227 ARRAY AND BADGE TOOLS
Vertical, Horizontal, Staggered, and Grid Arrays:These array types share similar menus each having a spacing and number of copies component. Each also contains an option to spin each copy a certain amount, or the incrementally spin the components and specify the total spin of the last copy. The array options also have two types of spacing. One will space from the edge of one object to the same edge of the next object, and the other will specify the space between objects.
Object Spacing Type Spacing Value Object Spin Type Number of Copies
On Arc & On Arc With Rotation Arrays:The on arc array options allow a part to be duplicated in a circle around the original. The starting angle of the duplication as well as the end angle may be specified. The arc radius is also adjustable, this is the distance from the center of the original to the center of the copies.
Duplicate Angle Range and Radius
On Arc On Arc with Rotation

228 ARRAY AND BADGE TOOLS
Badges Tool:The badges tool is designed to make a certain number of copies of a selected object onto the material blank. To access the badges menu go to LAYOUT u BADGES.
Badges will attempt to fill the material blank with duplicate copies of the part or parts selected. Badges will only fill the material blank. In the Badge Setup window there are options for the number of copies to be created, the size of the material, the margin around the material, and the spacing between each part. The setup can also specify which corner Torchmate CAD will fill from.
Badges arranges the parts in a grid pattern at the specified spacing. Badges will also indicate in the upper right corner of the configuration screen the total number of copies that will fit inside the material at the current settings.
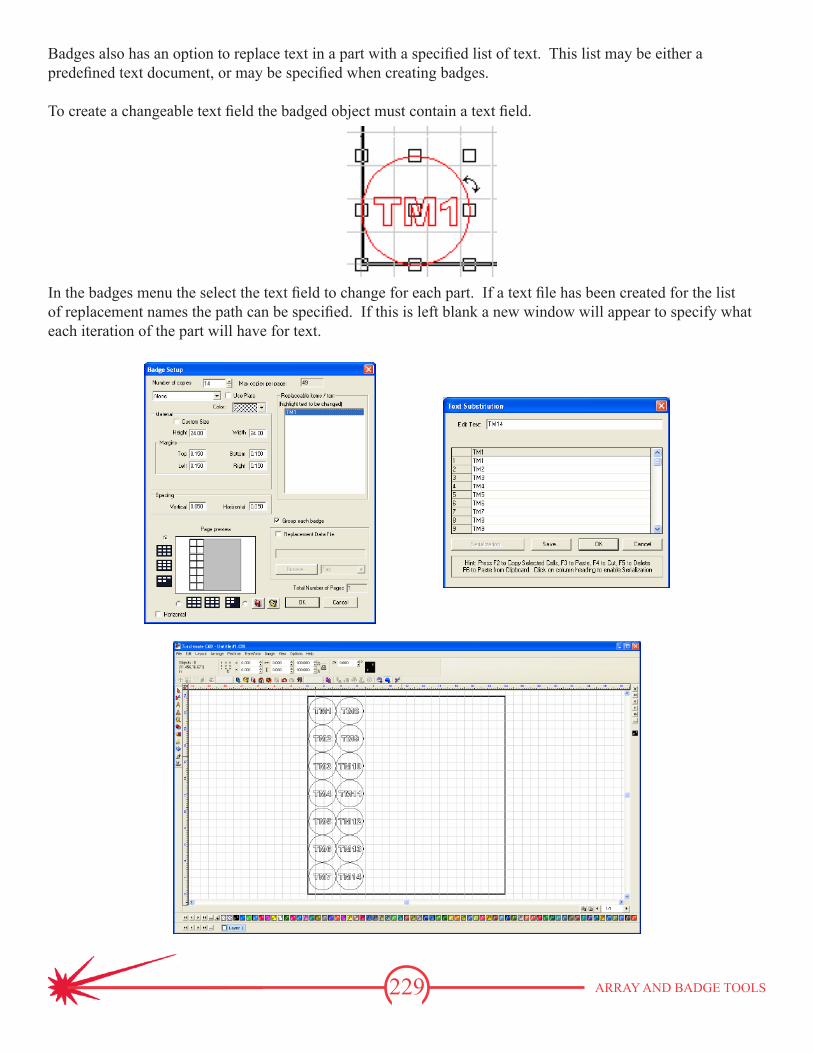
229 ARRAY AND BADGE TOOLS
Badges also has an option to replace text in a part with a specified list of text. This list may be either a predefined text document, or may be specified when creating badges.
To create a changeable text field the badged object must contain a text field.
In the badges menu the select the text field to change for each part. If a text file has been created for the list of replacement names the path can be specified. If this is left blank a new window will appear to specify what each iteration of the part will have for text.
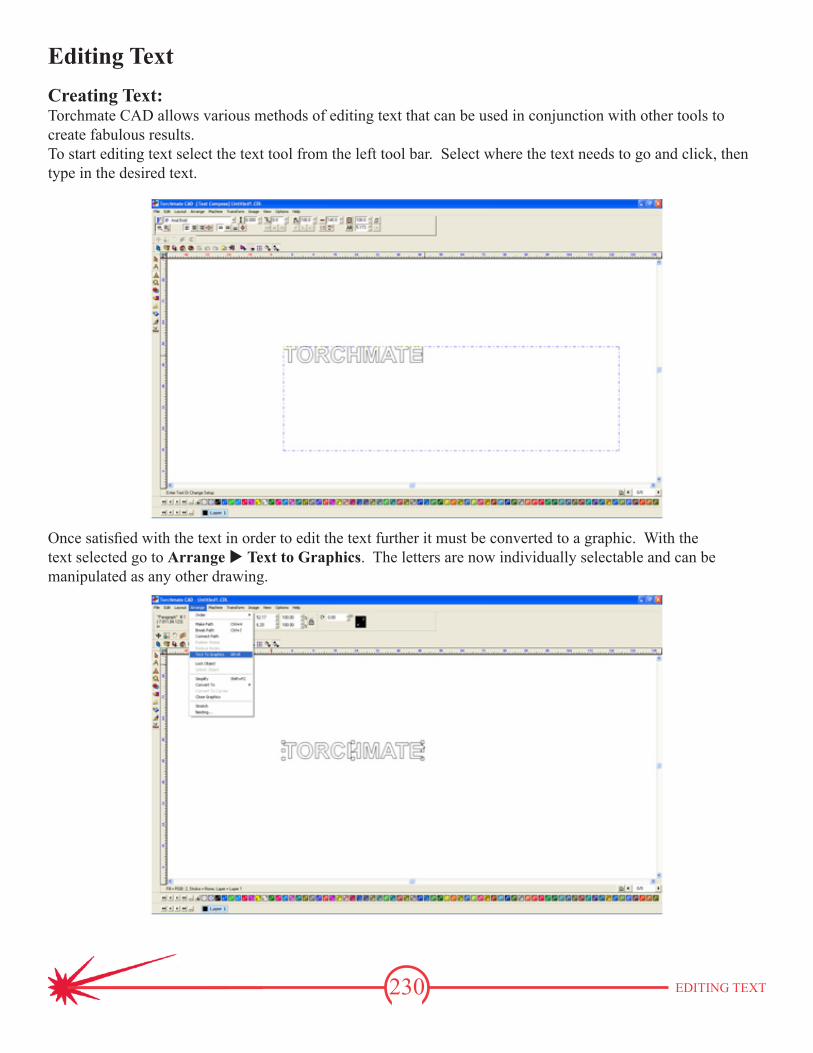
230 EDITING TEXT
Editing TextCreating Text:Torchmate CAD allows various methods of editing text that can be used in conjunction with other tools to create fabulous results. To start editing text select the text tool from the left tool bar. Select where the text needs to go and click, then type in the desired text.
Once satisfied with the text in order to edit the text further it must be converted to a graphic. With the text selected go to Arrange u Text to Graphics. The letters are now individually selectable and can be manipulated as any other drawing.

231 EDITING TEXT
Cutting Text Out of an Existing Shape:Once the text is created and converted to a graphic position it on the object being cut out of.
Once positioned go to Arrange u Make Path. What this function does is tell the CAD any overlapping part is a cut out of the main part.

232 EDITING TEXT
Once a part is done it is always a good idea to go to View u Show Fill. Show fill displays the part as the computer sees it, white space indicating scrap areas. When working with text letters with cutouts like ‘O’, ‘B’, ‘A’, etc. the cutout will fall out if it is not bridged.
To bridge a letter simply draw a small rectangle over the area wanted to be bridged, select all components, and complete a Basic Weld from the weld menu on the left hand tool bar.

233 EDITING TEXT
Welding Text to Objects:Text can be attached to simple or complex objects. Once the text is converted to graphics be sure that the object slightly overlaps the text. Select all objects and text being joined and go to the weld tools menu. A ‘Basic Weld’ will merge all overlapping objects and text together.
Be sure to turn on show fill once all editing is done to ensure that the CAD software is interpreting the drawing as it should be cut.

234 EDITING TEXT
Resizing Text:Text made in Torchmate CAD can be resized after it is converted to graphics. Simply select the letters needing to be resized. The letters can be resized like any other object, (using the corner tabs when selected or adjusting the scale from the top menu).
Once the letters are resized they can be manipulated any way normal letters can.

235 EDITING TEXT
Joining Script Text:Node editing can be used to join script style text together to make a single cut for an entire word.
To start convert the text to graphics, then move each letter close together so that they can be joined.

236 EDITING TEXT
Double clicking on a letter will open node editing. With node editing the letter can be manipulated to any shape that is needed.
Unselected nodes are blue in color while a selected node will be red. To select a node click on it, or drag a selection box around a group of nodes. With a node or nodes selected they can be moved around.

237 EDITING TEXT
To join a script text together the goal is to overlap all letters and then weld the individual letters together.
Be sure to overlap all script areas, so that welding can be done later.
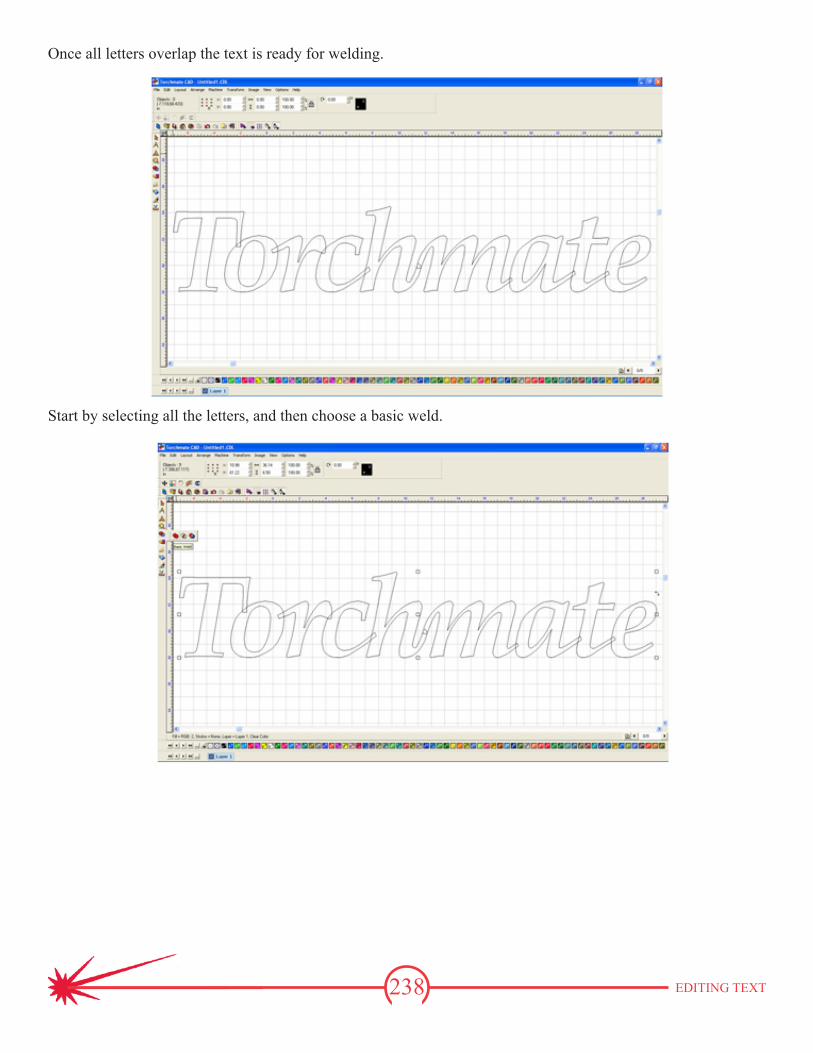
238 EDITING TEXT
Once all letters overlap the text is ready for welding.
Start by selecting all the letters, and then choose a basic weld.
239 EDITING TEXT
The letters are now all once piece and ready to be cut out. One thing to keep in mind is the thickness of the bridges, if they are too thin when cut out they may bend or break.
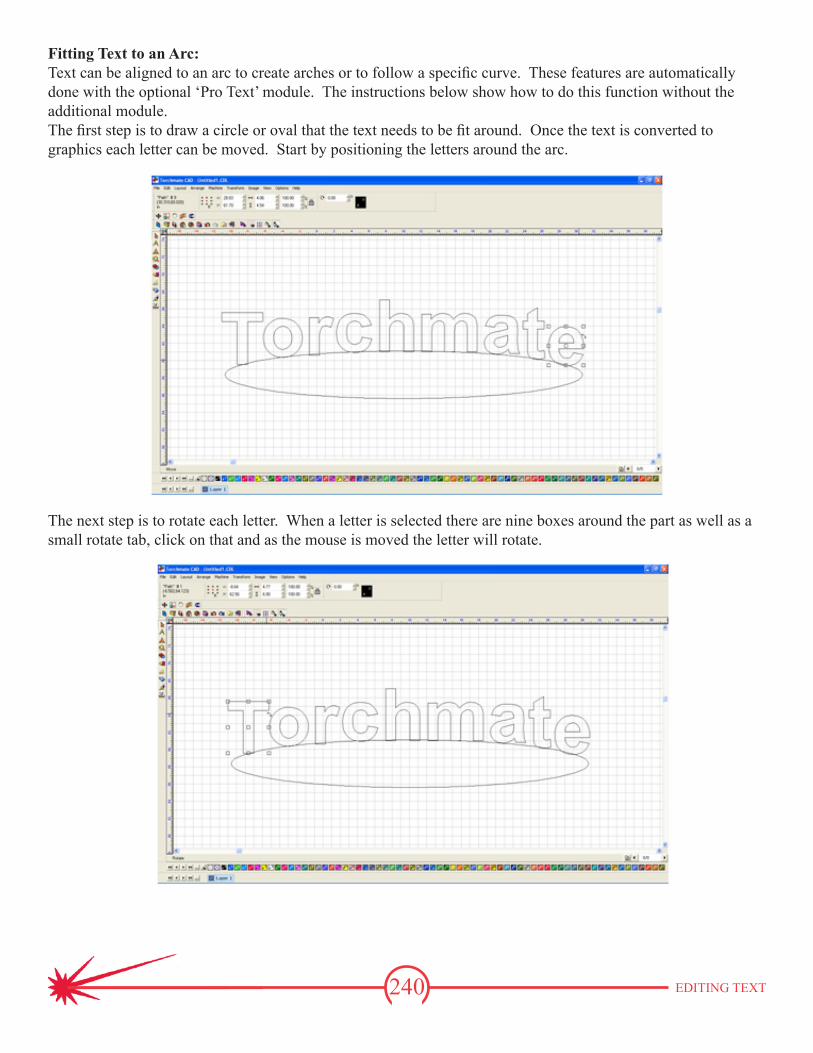
240 EDITING TEXT
Fitting Text to an Arc:Text can be aligned to an arc to create arches or to follow a specific curve. These features are automatically done with the optional ‘Pro Text’ module. The instructions below show how to do this function without the additional module. The first step is to draw a circle or oval that the text needs to be fit around. Once the text is converted to graphics each letter can be moved. Start by positioning the letters around the arc.
The next step is to rotate each letter. When a letter is selected there are nine boxes around the part as well as a small rotate tab, click on that and as the mouse is moved the letter will rotate.

241 EDITING TEXT
Once all the letters are rotated, delete the arc if it is not needed. This process can be done with shapes as well as arcs, or any shape desired.

242 EDITING TEXT
Text Techniques:The techniques can be combined to create various effects.

243 EDITING TEXT

244 SCAN TOOLS
Scan Tools (Not included in Torchmate CAD Lite)Scan tools takes an image created from another source, such as a scanned image, bitmap, jpg, tiff, pdf, png, or other image type, and converts it to a scalable vector format. This resulting scan may be edited in Torchmate CAD and incorporated with any other elements in the CAD software.
Accuscan:With the image brought in scan tools can now be used. For most applications using Accuscan will be the best option. What Accuscan does is look at an image and it will interpret any black shapes as parts that will be kept as metal and any white parts of the drawing as scrap. Using a Centerline scan will have the software look the drawing and try to interpret lines, if there was a thin square or box the software may interpret this as a single line not the shape that was wanted.
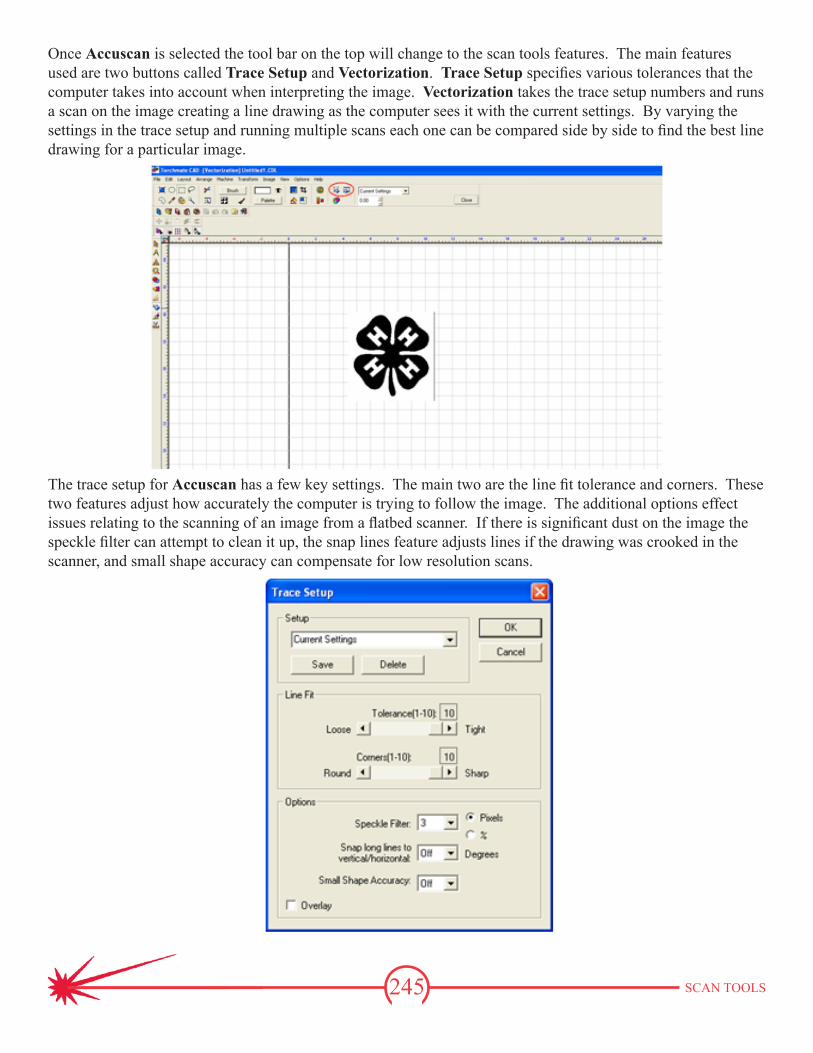
245 SCAN TOOLS
Once Accuscan is selected the tool bar on the top will change to the scan tools features. The main features used are two buttons called Trace Setup and Vectorization. Trace Setup specifies various tolerances that the computer takes into account when interpreting the image. Vectorization takes the trace setup numbers and runs a scan on the image creating a line drawing as the computer sees it with the current settings. By varying the settings in the trace setup and running multiple scans each one can be compared side by side to find the best line drawing for a particular image.
The trace setup for Accuscan has a few key settings. The main two are the line fit tolerance and corners. These two features adjust how accurately the computer is trying to follow the image. The additional options effect issues relating to the scanning of an image from a flatbed scanner. If there is significant dust on the image the speckle filter can attempt to clean it up, the snap lines feature adjusts lines if the drawing was crooked in the scanner, and small shape accuracy can compensate for low resolution scans.
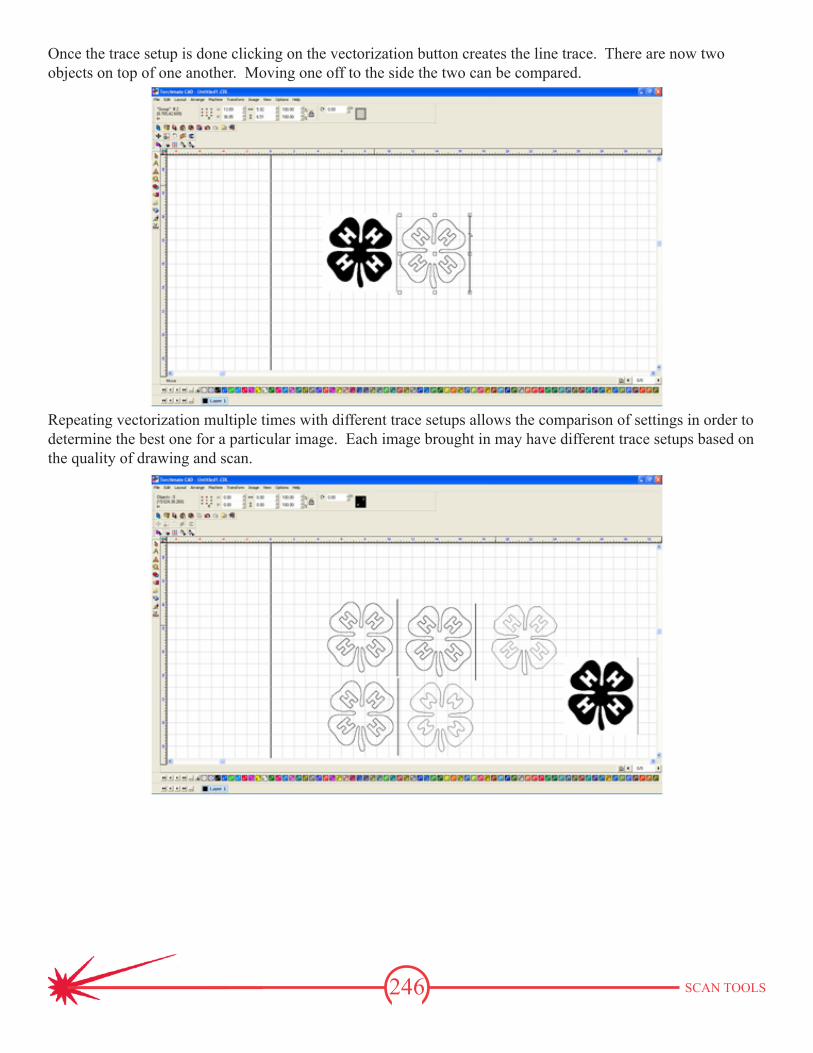
246 SCAN TOOLS
Once the trace setup is done clicking on the vectorization button creates the line trace. There are now two objects on top of one another. Moving one off to the side the two can be compared.
Repeating vectorization multiple times with different trace setups allows the comparison of settings in order to determine the best one for a particular image. Each image brought in may have different trace setups based on the quality of drawing and scan.
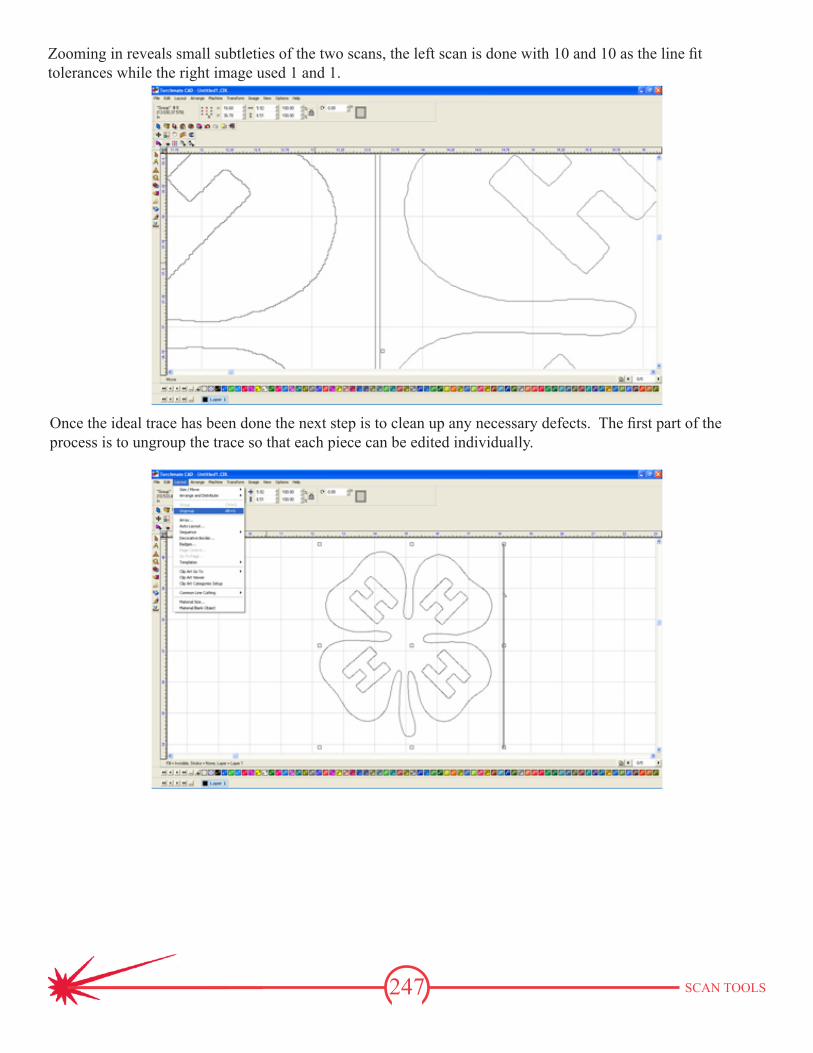
247 SCAN TOOLS
Zooming in reveals small subtleties of the two scans, the left scan is done with 10 and 10 as the line fit tolerances while the right image used 1 and 1.
Once the ideal trace has been done the next step is to clean up any necessary defects. The first part of the process is to ungroup the trace so that each piece can be edited individually.

248 SCAN TOOLS
To edit a particular part double click on the line and Torchmate CAD will enter a node editing. Generally when an image is traced there will be an excessive amount of nodes, there a few ways to eliminate them. The most straight forward way is to select the unneeded nodes and press delete, this can work well but if there are hundreds of nodes this can be time consuming. Another method to select nodes to delete is while in node editing select all of the nodes (F3, Ctrl-A, Edit u Select All, or clicking with the arrow tool and dragging a selection box around all nodes will select all of the nodes). Once all nodes are selected press the U key; what the ‘U’ does is take all of the nodes selected and select every other one. With every other node selected press delete, this process cleans up a significant amount of nodes in one sweep. Repeating this step a few times can reduce the number of nodes to a manageable amount.

249 SCAN TOOLS
Once the outside is done the letters need attention too. These can be done in the same way selecting nodes and deleting them.
Once the letter is to a point where the only nodes left define the corners the letter may not look correct, almost ballooned sometimes. To correct this issue the nodes need to be changed. There are three types of nodes, a circle node is a rounded node, a cross is a sharp node, and a triangle is a tangent node. With a node selected, right click and move the mouse over the selection wanted and release.
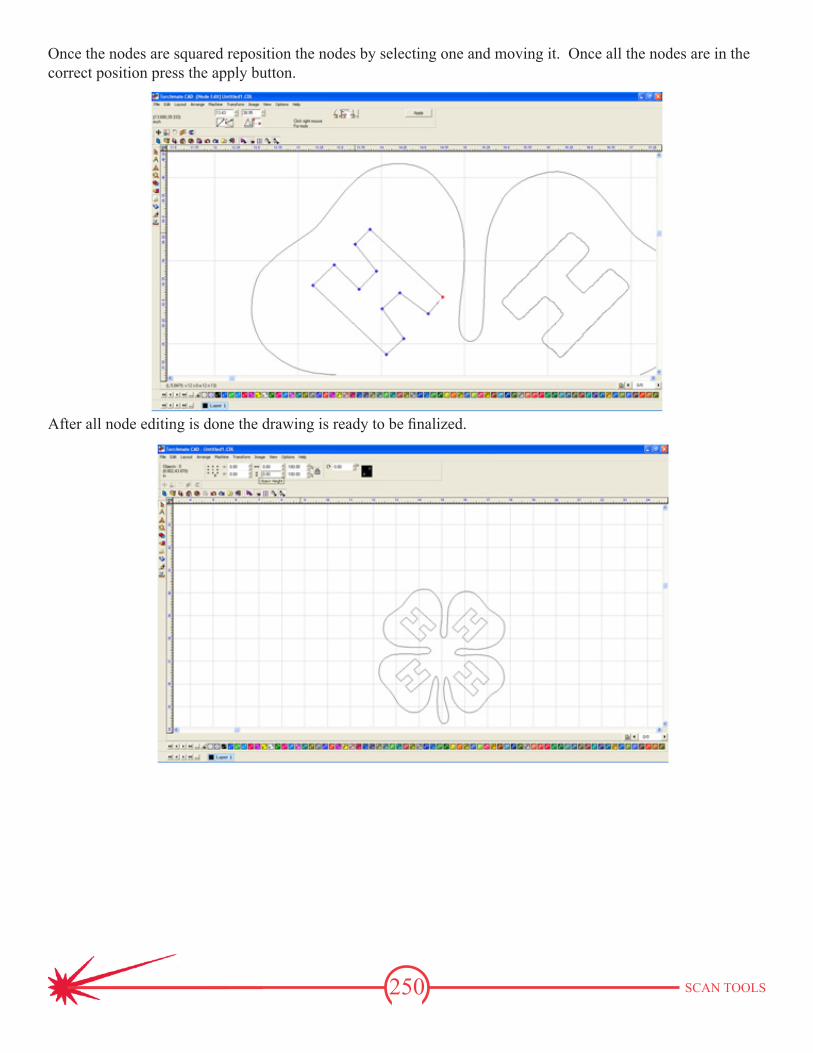
250 SCAN TOOLS
Once the nodes are squared reposition the nodes by selecting one and moving it. Once all the nodes are in the correct position press the apply button.
After all node editing is done the drawing is ready to be finalized.
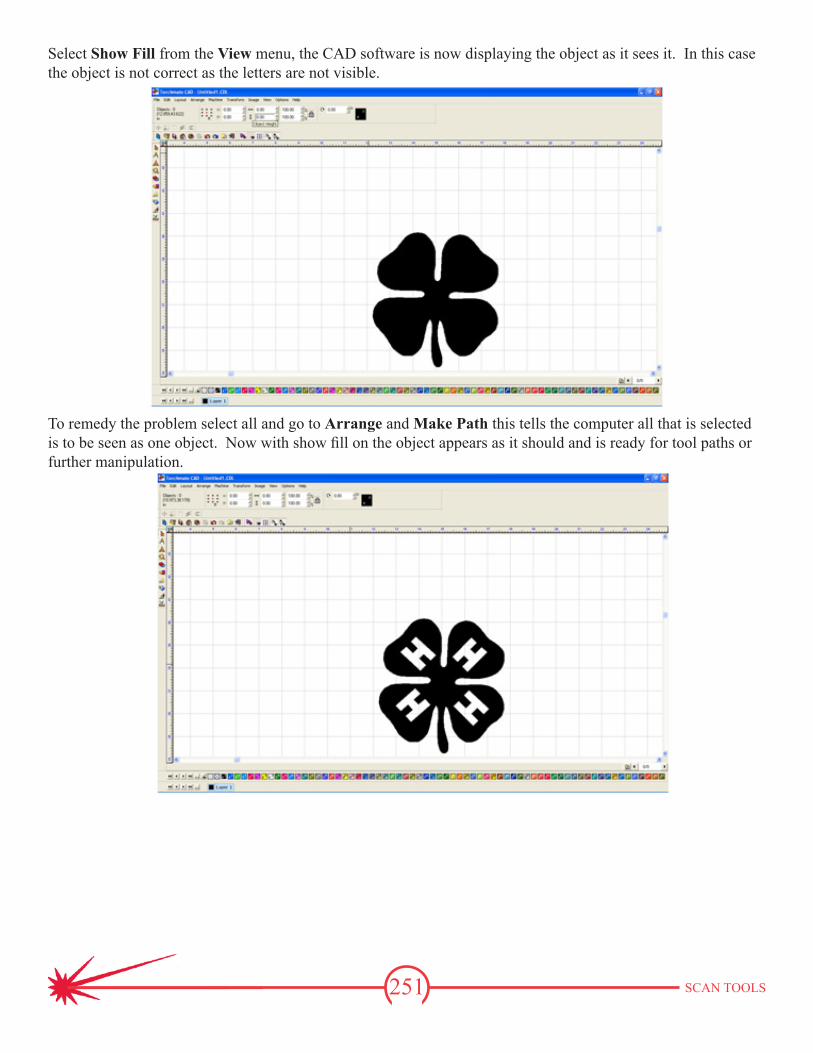
251 SCAN TOOLS
Select Show Fill from the View menu, the CAD software is now displaying the object as it sees it. In this case the object is not correct as the letters are not visible.
To remedy the problem select all and go to Arrange and Make Path this tells the computer all that is selected is to be seen as one object. Now with show fill on the object appears as it should and is ready for tool paths or further manipulation.

252 SCAN TOOLS
Center Line:Center Line scanning is used when the scanned image is not shaded in but rather a line drawing.
The Tracing Setup for center line scanning is similar to Accuscan’s. Tolerance will adjust how tightly the image is followed; corner sensitivity will affect how close corners are cut.

253 SCAN TOOLS
As before multiple scans can be done slightly changing the settings. This method allows for side by side comparison of trace settings to find the ideal one for the particular scan.

254 NESTING
Torchmate CAD allows for multiple parts to automatically be rearranged maximizing the use of material space. This feature is called nesting and can be used on any part drawn in Torchmate CAD.
Nesting (Not included in Torchmate CAD Lite)
The nesting feature uses a defined material size as its guide to arranging parts.
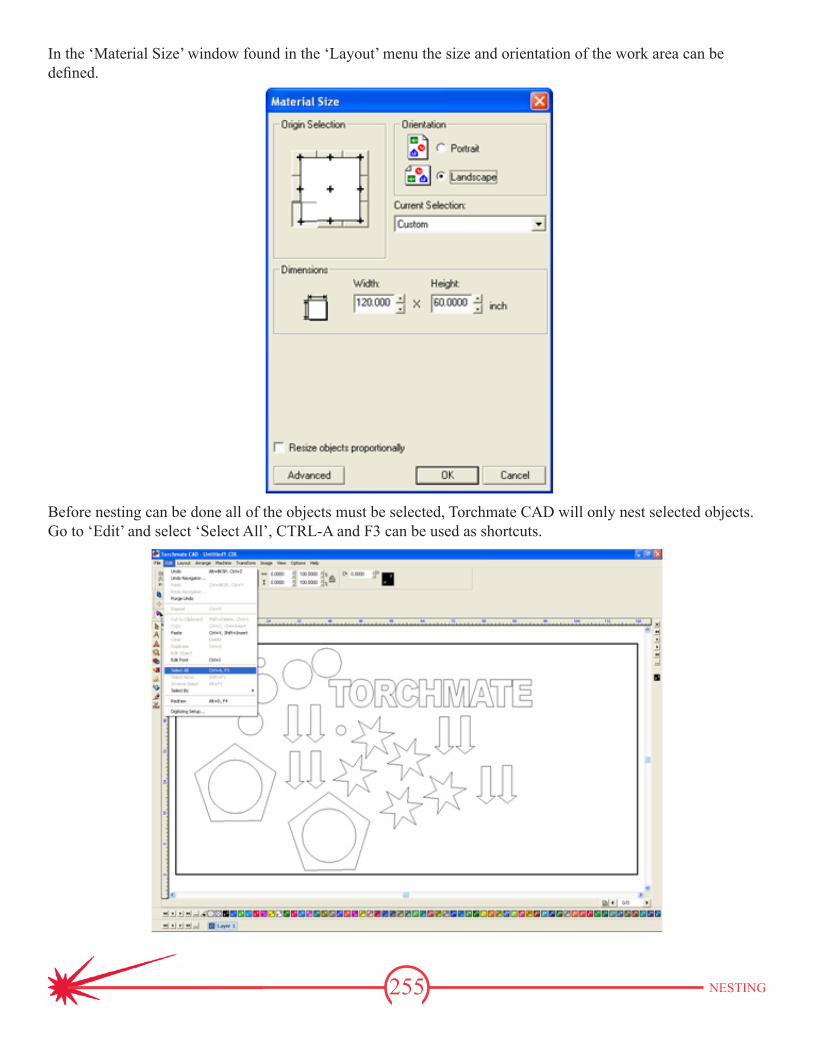
255 NESTING
In the ‘Material Size’ window found in the ‘Layout’ menu the size and orientation of the work area can be defined.
Before nesting can be done all of the objects must be selected, Torchmate CAD will only nest selected objects. Go to ‘Edit’ and select ‘Select All’, CTRL-A and F3 can be used as shortcuts.

256 NESTING
To access the nesting options go to ‘Arrange’ and select ‘Nesting’.
Once nesting is selected the top tool bar will change to the nesting options.

257 NESTING
Starting Corner
Nesting Direction
Nesting Border
Rotation
Error Factor of Clearance
Clearance Between Parts
Allow Mirrored Parts
Keep Groups Intact
Include Tool Paths
Fill Sign Blank
Block Nesting Nest Parts in
Part’s Holes
Select A Sheet
Starting Corner: Choose a corner that the nesting will originate from.
Nesting Direction: The direction that the nesting will proceed originating from the starting corner.
Rotation: Specifies how much each part will be rotated, this is a step rotation so if 60 degrees is specified each part will be turned in 60 degree increments resulting in six possible orientations. The smaller the number is (excluding zero) the more processes the computer will take calculating the nesting.
Nesting Border: This specifies the distance between parts and the edge of the material sheet.
Clearance Between Parts: The minimum distance maintained between parts once arranged.
Error Factor of Clearance: During the nesting process, approximations are made that are based on the magnitude of shapes being nested. Setting a small Error Factor will produce more consistent spacing between shapes but increase the processing time. A larger Error Factor will create less consistent spacing but decrease the processing time of the nesting.
Allow Mirrored Parts: This allows objects to be flipped around to better nest them.
Keep Groups Intact: If this option is off grouped objects will be separated when nested.
Include Tool Paths: Accounts for the diameter of the tool path in the nesting calculations.
Fill Sign Blank: This option becomes available when only one object is selected. This will instruct Torchmate CAD to fill the entire sheet with the selected part.
Block Nesting: When selected treats each object as a simple box.
Nest Parts in Part’s Holes: This option allows small parts to be moved into larger cutout areas.
Select a Sheet: Allows a specific sheet to be used to put the nesting results on.

258 NESTING
Once apply is selected the nesting process will begin. The process can take several minutes to complete depending on the settings. Nesting can be done as many times as necessary with changes in settings or additional parts added in.
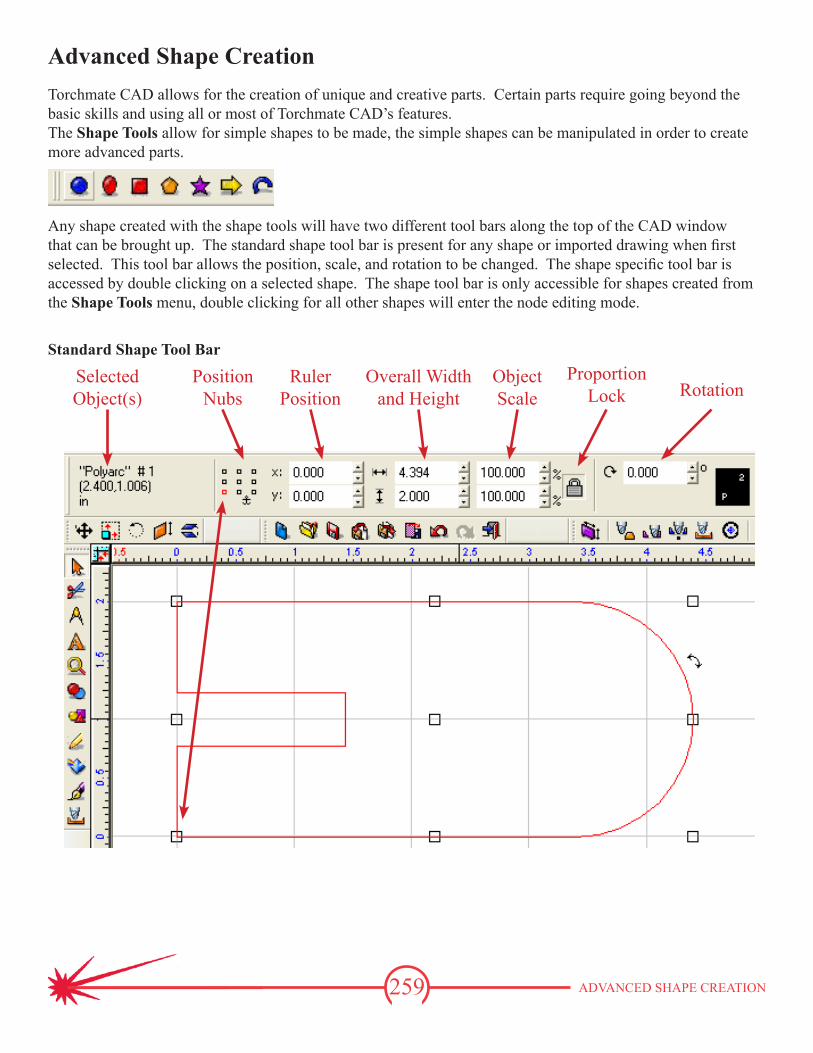
259 ADVANCED SHAPE CREATION
Advanced Shape CreationTorchmate CAD allows for the creation of unique and creative parts. Certain parts require going beyond the basic skills and using all or most of Torchmate CAD’s features. The Shape Tools allow for simple shapes to be made, the simple shapes can be manipulated in order to create more advanced parts.
Any shape created with the shape tools will have two different tool bars along the top of the CAD window that can be brought up. The standard shape tool bar is present for any shape or imported drawing when first selected. This tool bar allows the position, scale, and rotation to be changed. The shape specific tool bar is accessed by double clicking on a selected shape. The shape tool bar is only accessible for shapes created from the Shape Tools menu, double clicking for all other shapes will enter the node editing mode.
Standard Shape Tool Bar
Selected Object(s)
Position Nubs
Ruler Position
Overall Width and Height
Object Scale
Proportion Lock Rotation
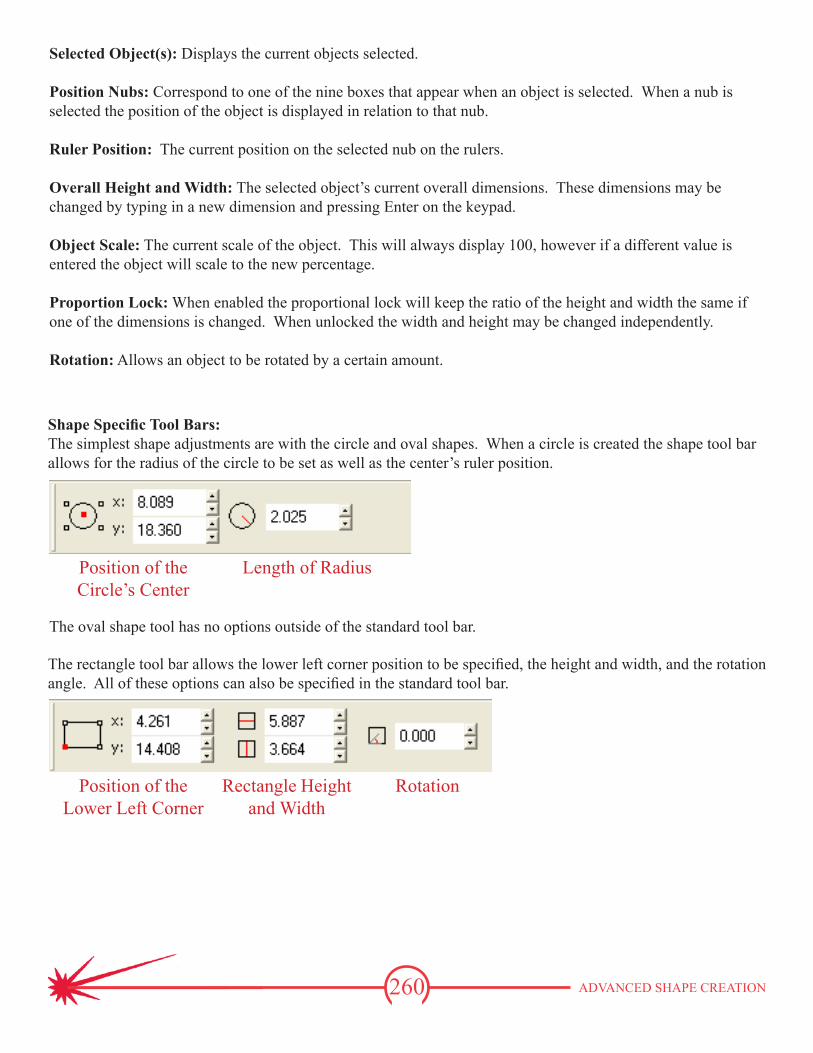
260 ADVANCED SHAPE CREATION
Shape Specific Tool Bars:The simplest shape adjustments are with the circle and oval shapes. When a circle is created the shape tool bar allows for the radius of the circle to be set as well as the center’s ruler position.
Position of the Circle’s Center
Length of Radius
The oval shape tool has no options outside of the standard tool bar.
Selected Object(s): Displays the current objects selected.
Position Nubs: Correspond to one of the nine boxes that appear when an object is selected. When a nub is selected the position of the object is displayed in relation to that nub.
Ruler Position: The current position on the selected nub on the rulers.
Overall Height and Width: The selected object’s current overall dimensions. These dimensions may be changed by typing in a new dimension and pressing Enter on the keypad.
Object Scale: The current scale of the object. This will always display 100, however if a different value is entered the object will scale to the new percentage.
Proportion Lock: When enabled the proportional lock will keep the ratio of the height and width the same if one of the dimensions is changed. When unlocked the width and height may be changed independently.
Rotation: Allows an object to be rotated by a certain amount.
The rectangle tool bar allows the lower left corner position to be specified, the height and width, and the rotation angle. All of these options can also be specified in the standard tool bar.
Position of the Lower Left Corner
Rectangle Height and Width
Rotation

261 ADVANCED SHAPE CREATION
Polygon Tool:Position of the Polygon’s Center: The ruler position of the center of the polygon.
Number of Sides: Specifies how many sides the polygon will have between 3 and 30 sides may be specified.
Angle of Rotation: How many degrees the polygon will be rotated.
Chord Length: The distance from the center of the polygon to the tip.
Radius of Tips: The amount of rounding the tips of the polygon will have. Zero will give sharp tips.
Bulge of Sides: The value that the sides are curved at. A positive number will bulge out a negative in.Position of the
Polygon’s Center
Angle of Rotation
Number of Sides
Chord Length
Radius of Tips Bulge of
Sides
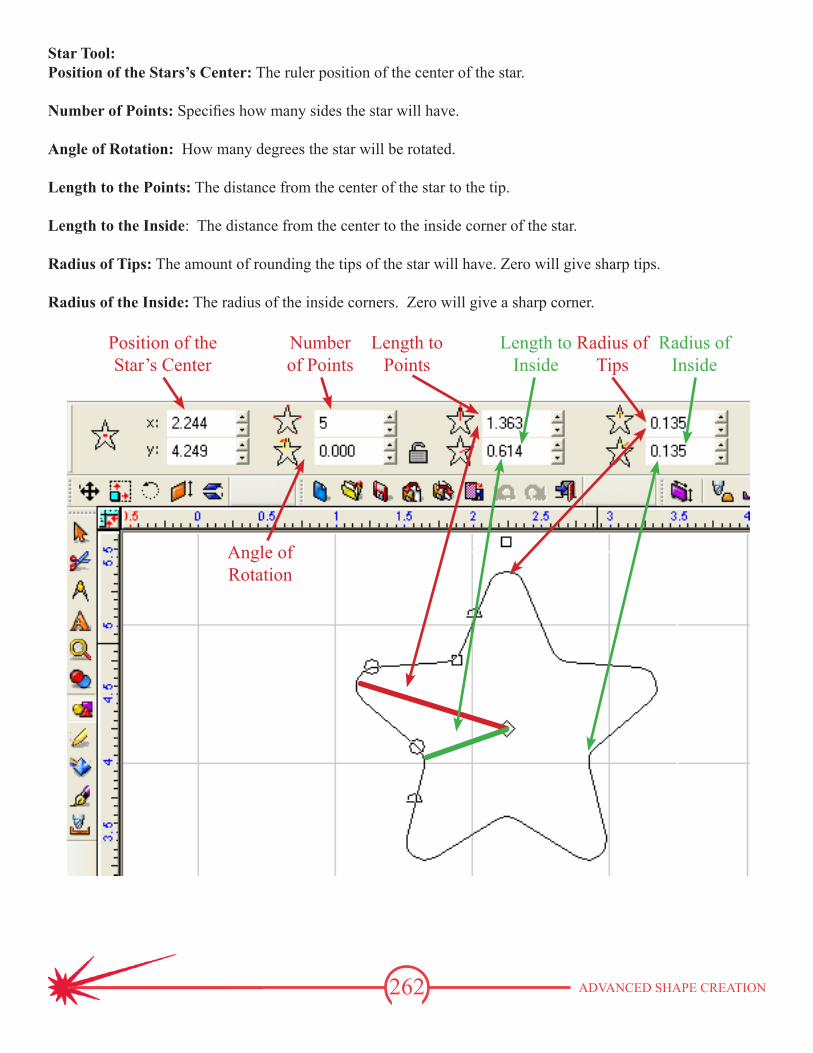
262 ADVANCED SHAPE CREATION
Star Tool:Position of the Stars’s Center: The ruler position of the center of the star.
Number of Points: Specifies how many sides the star will have.
Angle of Rotation: How many degrees the star will be rotated.
Length to the Points: The distance from the center of the star to the tip.
Length to the Inside: The distance from the center to the inside corner of the star.
Radius of Tips: The amount of rounding the tips of the star will have. Zero will give sharp tips.
Radius of the Inside: The radius of the inside corners. Zero will give a sharp corner.
Position of the Star’s Center
Angle of Rotation
Number of Points
Length to Points
Radius of Tips
Length to Inside
Radius of Inside

263 ADVANCED SHAPE CREATION
Arrow Tool:Position of the Arrow: The ruler position of the center rear of the arrow.
Overall Length: How long the entire arrow is.
Length of Stem: Length of the thin part (stem) of the arrow.
Width of Head: The overall width of the arrow.
Width of Stem: Width of the thin part (stem) of the arrow.
Angle of Arrow: The amount of rotation the arrow has. Zero will result in an arrow that points to the right.
Angle of Tails: The angle at which the tails of the head are rotated.
Bulge of Tails: How far in or out the back end of the head bulges.
Bulge of Head: The amount the front edges of the arrow will bulge.
Radius of Point: The radius of the tip of the arrow.
Position of the Arrow’s Rear Center
Overall Length
Stem Length
Width of Head
Stem Width
Angle of the Arrow
Angle of Tails
Bulge of Head
Bulge of Tails
Radius of Point
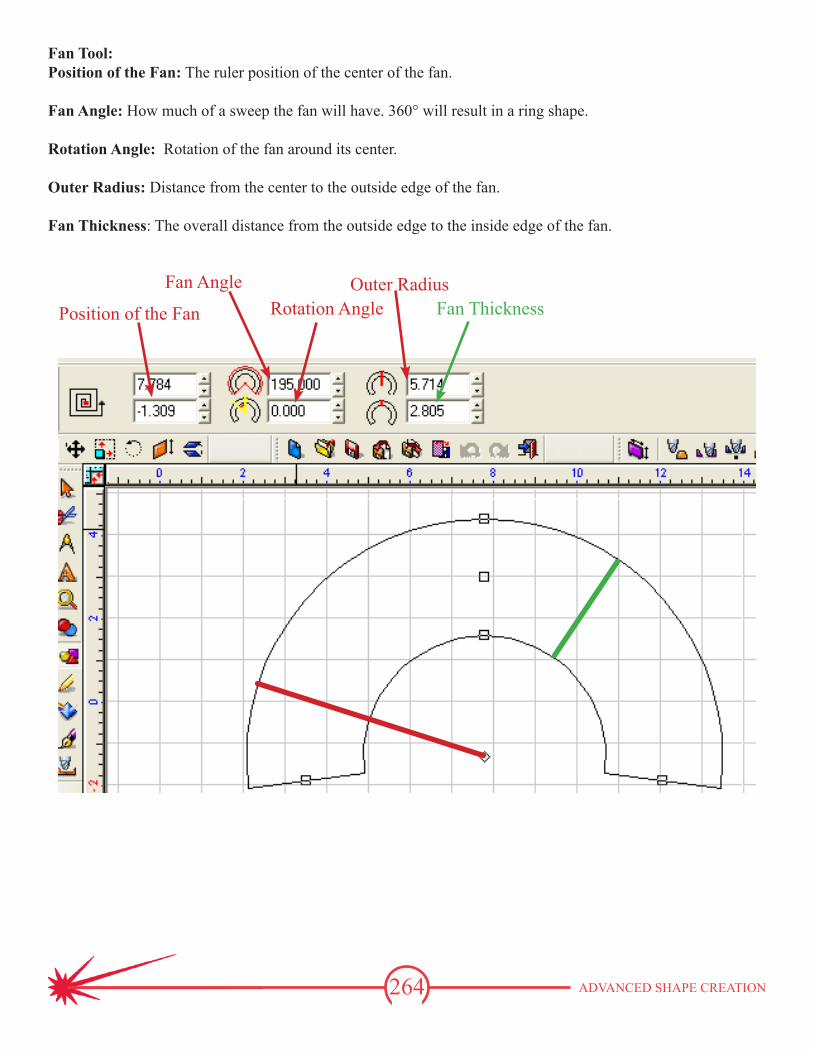
264 ADVANCED SHAPE CREATION
Fan Tool:Position of the Fan: The ruler position of the center of the fan.
Fan Angle: How much of a sweep the fan will have. 360° will result in a ring shape.
Rotation Angle: Rotation of the fan around its center.
Outer Radius: Distance from the center to the outside edge of the fan.
Fan Thickness: The overall distance from the outside edge to the inside edge of the fan.
Position of the Fan
Fan AngleRotation Angle
Outer RadiusFan Thickness

265 ADVANCED SHAPE CREATION
Round Corner and Filet Round Corner:On any shape in Torchmate CAD it is possible to round either all corners using Round Corner, or to round a specific corner using Filet Round Corner. Both of these tools are found in the Transform menu.
Round Corner will only do all corners of a shape. When using the tool the user specifies the whether inside or outside corners will be rounded and the radius of the rounded corners. Then pressing Apply will change the shape and Close will exit the menu.
Filet Round Corner allows a single or multiple corners to be rounded. To round a corner specify what the radius of the corner should be, then click on the corner to be rounded. Once all of the corners that need to be rounded are selected press Apply on the tool bar and then Close to exit. Miter will do a miter cut on the corner at the specified radius rather than rounding the corner.

266 ADVANCED SHAPE CREATION
Weld Tools:The weld tools included with Torchmate CAD allow the combination of shapes to create cutouts or tabs along with other shapes. To use a welding tool select both objects desired to be welded and then select the appropriate weld. One thing to keep in mind while using the welding tools is that all three operate best when only two objects are selected; weld tools also only work if the two objects overlap each other, even just slightly.
Basic Weld - A basic weld joins two objects together by merging where they overlap creating a single part.
AND Weld - The AND weld removes from both parts any section that is not overlapping leaving a single part that consists of what was overlapping between the two original objects.
XOR Weld - The XOR weld takes the two original objects and removes from each object the parts that were overlapping. In most cases this will result in two objects with some part removed. If the one object is fully enclosed in the other object this will result in a part that is the same as if Make Path had been selected.
Original Objects Basic Weld AND Weld XOR Weld
XOR Weld is particularly useful for creating slots in parts. Begin with the original shape that a slot needs to be created in and a shape that represents the slot with some overlap. Select both objects and choose XOR weld. This will create a slot in the original object and leave a small scrap piece that needs to simply be deleted.
In general it is best to follow a few guidelines when it comes to welding. These prevent unwanted results in the welding process from happening especially when trying to weld two or more objects or objects with gaps or open spaces.
General Welding Guidelines:1) Weld only two objects at a time.2) The two objects must overlap each other.3) Both objects must be selected.4)Both objects should be the same layer color. By default Black (Layer P2).

267 NODE EDITING
Node EditingNode editing is used two ways either to create anew object or to modify an existing object. Nodes are defined points that are connected by lines. In Torchmate CAD each node is generally blue and when selected the node turns red. When a node is selected on the top bar there will be two coordinates that can be changed to move the node to the desired point. When a node is deleted the nodes on either side will join together. Creating a part from scratch is done in the node editing tool bar.
With the node edit tool selected simply click on the work area where the node is to be placed. Continue clicking at each place where a node is to be. As each subsequent node is placed the line will extend along the path. To exit out of node editing select the apply button, or if a closed shape is desired double click on the starting point to connect the path fully.

268 NODE EDITING
There are many distinctions to be made between nodes. On every shape there will be a single node that has a small arrow originating from it. This node is the Start Point this node is the first in the sequence and the direction of the arrow. If the drawing is not closed there will be two un-joined nodes, these nodes can be joined to other shapes, or joined to each other. There are three types of nodes, Rounded, Tangent, and Sharp. A rounded node defines a curve; this node references its two adjacent nodes for curve information editing any of these nodes will change the dynamics of the curve. A sharp node is used to create the straight lines and angle changes between lines, sharp nodes are the simplest nodes as they basically pin the curve to a point. A tangent node is used to transition between rounded nodes to sharp nodes smoothly.
Un-joined Nodes
Start Point
Corner Node Tangent Node
Rounded Node
When a node is selected additional features can be accessed by right clicking and holding. Depending on the image type there will be up to eight options. Move the mouse over the option desired and release the right mouse button, this will select the option highlighted.
Join Convert to Rounded Node
Make Selected Node the Start Point
Convert to Tangent NodeDelete Selected Node Break
Change Path Direction
Change to Sharp Node

269 NODE EDITING
When working with nodes there are numerous keyboard short cuts these shortcuts are only active when working in node editing mode..
Node Editing Shortcuts:A - Create a new node where the mouse pointer is currently located. C - Cycle the node between sharp, tangent, and rounded.R - Removes the selected node.D - Deselects the current node(s)K- Selects the node closest to the mouse pointer.F3 - Selects all nodes that make up the shape.Ctrl + A - Selects all nodes that make up the shape.Alt + F3 - Inverse selects all nodesU - Takes the currently selected group of nodes and deselects every other node.
L - Sets the ruler’s zero location at the currently selected node.G - Sets the grid size to be the distance from the ruler’s zero and the selected node.S - Moves the selected node to the closest grid line intersection.H - Moves the selected node to the closest horizontal grid line.V - Moves the selected node to the closest vertical grid line.
J- Joins the selected nodes together if they are un-joined nodes.B - Breaks the selected node into two un-joined nodes.T - Toggles the starting point of the node loop to the currently selected node.
O- Creates a perfect circle of nodes centered at the average center for a node loop and the diameter of the average distance of nodes away from the center
Ctrl + Z - Undoes the last action.Ctrl + Y - Redoes a previously undone action.
Shift + Right Click - When performing this action at a node a pair of guide lines will be created at the node, one vertical one horizontal.

270 NODE EDITING
Node editing is one way to join two unrelated objects together. To get into node editing double click on the shape. Initially the two objects can be edited but not at the same time.
To tell the computer to think of both objects as a single part so that all nodes can be edited at once select both objects and go to ‘Arrange’ and select ‘Make Path’. With the paths joined the next step is to edit the nodes to create a bridge between the parts.

271 NODE EDITING
Begin by breaking the nodes apart, select each node individually, right click, and choose Break.
Once the nodes have been broken they can be moved closer to each other. To join the nodes to other broken nodes select both nodes, to do this either draw a selection box around both or hold down the shift key as each node is selected. Once both are selected right click and choose Join. Once both sides of the bridge are joined there is a line left over, this can be thought of as scrap. This scrap piece can be removed a few ways, if it is a fairly simple shape the easiest way is to simply delete the nodes.
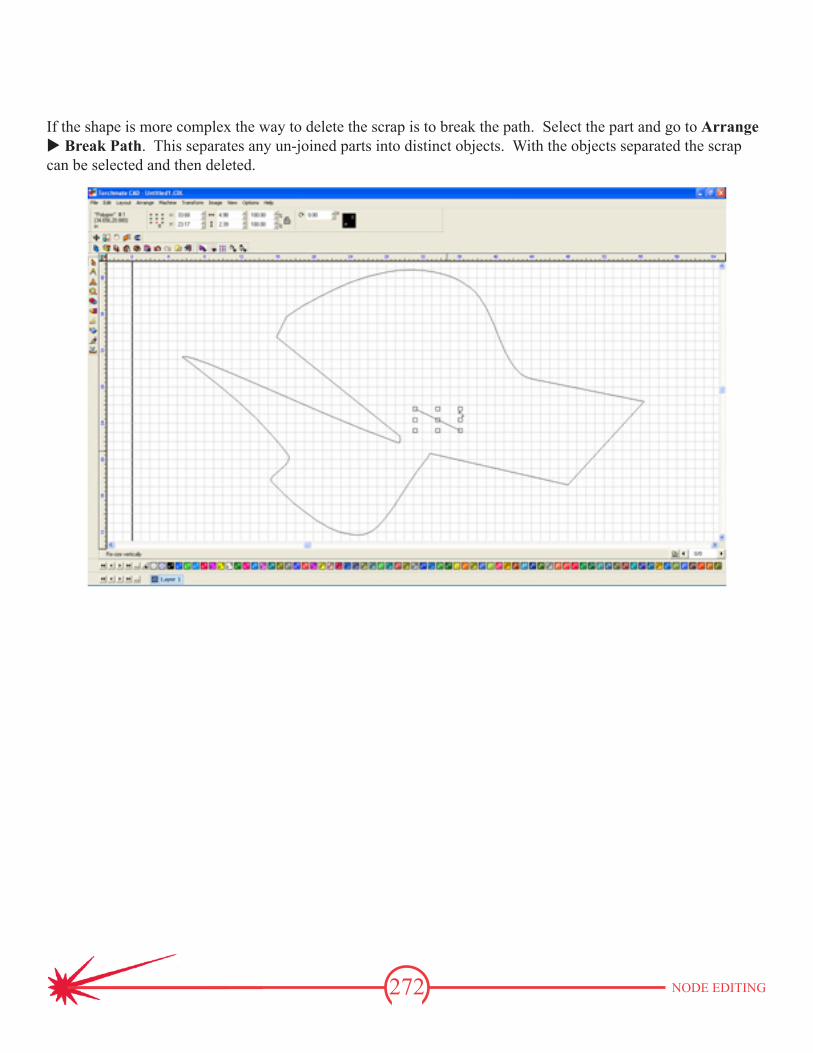
272 NODE EDITING
If the shape is more complex the way to delete the scrap is to break the path. Select the part and go to Arrange u Break Path. This separates any un-joined parts into distinct objects. With the objects separated the scrap can be selected and then deleted.

273 NODE EDITING
Ways of Positioning Nodes:Torchmate CAD has several ways to position nodes in the work area. Depending on the part being created one method will be better than another. When a node is selected the top tool bar will display two numbers and a few buttons underneath these numbers.
Absolute Mode X Y Coordinates
Relative Mode Polar CoordinatesX Y Coordinates:Using the XY coordinate system in Absolute mode will display the nodes position on the rulers. When using XY coordinates with Relative mode the CAD will display how far over and up or down one node is from the previous node.
XY Coordinates - Absolute Mode XY Coordinates - Relative Mode
Y Distance from Zero
X Distance from Zero
Y Distance from Last Point
X Distance from Last Point
Polar Coordinates:Polar coordinates us an angle and distance to determine where a node is. In Absolute mode it is measured from the zero of the ruler, in Relative mode it is from the previous point in the node loop. With polar coordinates directly right is measured as zero degrees and straight up will be 90 degrees.
Polar Coordinates - Absolute Mode Polar Coordinates - Relative Mode
Distance from Zero
Distance from Last Point
Angle from Zero
Angle from Last Point

274 NODE EDITING
Polyarc Node Editing:Torchmate CAD has two types of objects Polygon or Polyarc. In general most objects created in Torchmate CAD will be polygons. To convert the object to polyarc go to Arrange u Convert to u Polyarc. Likewise through this menu a polyarc could be converted back to a polygon.
When node editing a Polyarc object there is only one type of node. Each node is positioned by the same coordinates as the polygon nodes. The position options also contain a field to set the curvature between each node either as an Arc Bulge or an Arc Radius. Arc Bulge is a measure of the distance from an imaginary straight line between the two nodes and the center of the actual lines curve. Arc Radius is the radius of curvature between the two nodes.
Two shapes one with an arc bulge of 3.5” one with an arc radius of 3.5”
3.5” 3.5”
Arc Bulge Arc Radius
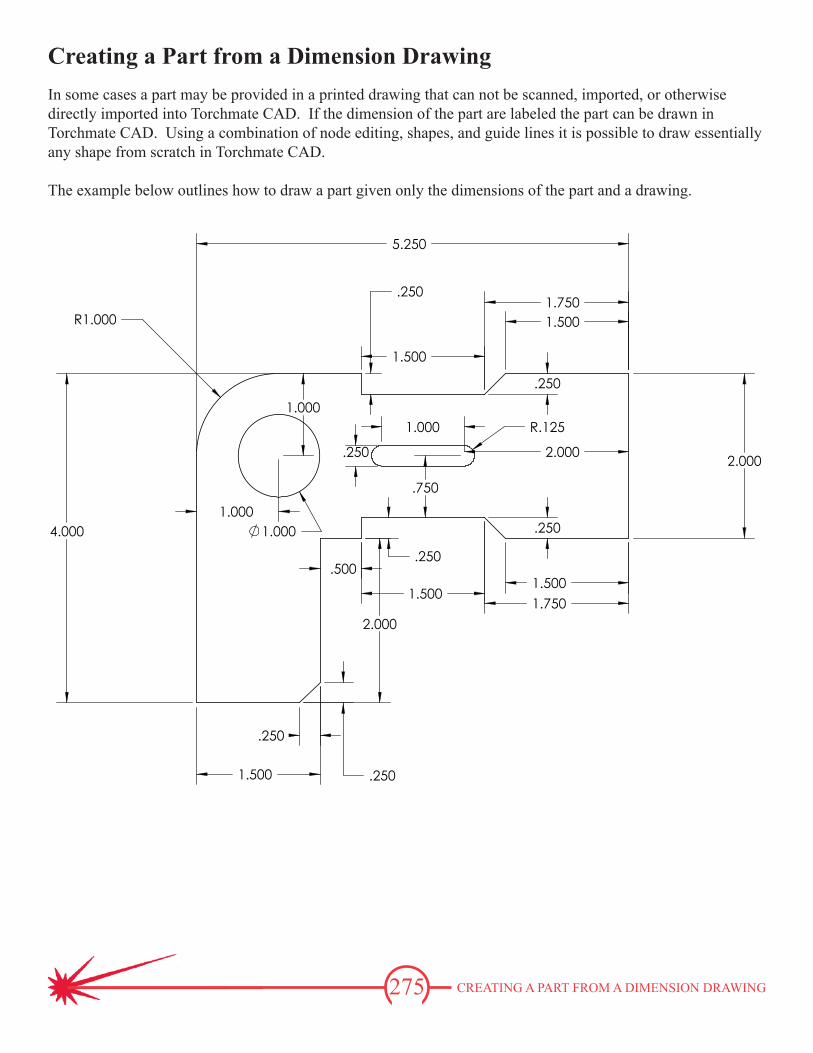
275 CREATING A PART FROM A DIMENSION DRAWING
Creating a Part from a Dimension DrawingIn some cases a part may be provided in a printed drawing that can not be scanned, imported, or otherwise directly imported into Torchmate CAD. If the dimension of the part are labeled the part can be drawn in Torchmate CAD. Using a combination of node editing, shapes, and guide lines it is possible to draw essentially any shape from scratch in Torchmate CAD.
The example below outlines how to draw a part given only the dimensions of the part and a drawing.
.250
1.500
1.500
1.500
1.000R
4.000
.125R
1.500
1.000
.250
1.500
1.000
.250
5.250
1.000
2.000 2.000.250
1.000
.250
2.000
.500
.750
1.750
.250
.250
1.750

276 CREATING A PART FROM A DIMENSION DRAWING
Begin the drawing by roughing out the outline using nodes. It is not important to have an exact shape at this point.
Start with one reference point on the dimension drawing, generally a corner is best for this but any point that most components can be referenced from will work. For the drawing shown the lower left corner will be used. This node will be set to (0,0) on the rulers.
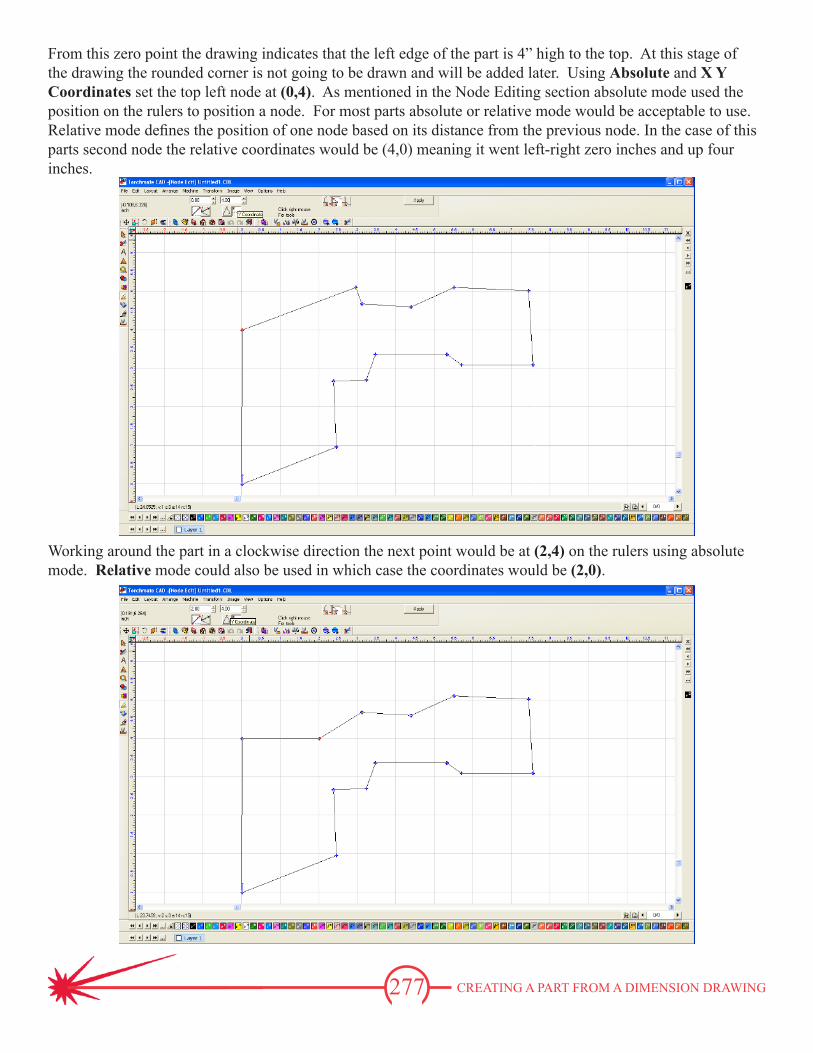
277 CREATING A PART FROM A DIMENSION DRAWING
From this zero point the drawing indicates that the left edge of the part is 4” high to the top. At this stage of the drawing the rounded corner is not going to be drawn and will be added later. Using Absolute and X Y Coordinates set the top left node at (0,4). As mentioned in the Node Editing section absolute mode used the position on the rulers to position a node. For most parts absolute or relative mode would be acceptable to use. Relative mode defines the position of one node based on its distance from the previous node. In the case of this parts second node the relative coordinates would be (4,0) meaning it went left-right zero inches and up four inches.
Working around the part in a clockwise direction the next point would be at (2,4) on the rulers using absolute mode. Relative mode could also be used in which case the coordinates would be (2,0).

278 CREATING A PART FROM A DIMENSION DRAWING
The next node drops into the part a quarter inch, the absolute coordinates would be (2,3.75) while the relative coordinates would be (0,-0.25).
As the node positioning continues it is perfectly acceptable to switch back and forth between relative and absolute coordinates. For the next nodes especially when there are small changes relative can be easier to work with. For the next node the absolute coordinates would be (3.5,3.75) the relative would be (1.5,0).

279 CREATING A PART FROM A DIMENSION DRAWING
For the next section the node makes a transition at an angle. For this part the angle is a simple 45°, absolute or relative with the X Y coordinates would be fine in this case. If the angle had been specified with the distance of the leg then polar and relative could have been used. For this node the absolute coordinates are (3.75,4.00) the relative coordinates are (0.25,0.25).
Continuing to work around the points in a similar fashion will result in an outline of the part that is ready to be finalized. Listed below are the points for each node in both Absolute and Relative modes using X Y Coordinates.
(0,0)(0,0)
(0,4)(0,4)
(2,4)(2,0)
(2,3.75)(0,-0.25)
(3.5,3.75)(1.5,0)
(3.75,4)(0.25,0.25)
(5.25,4)(1.5,0)
(5.25,2)(0,-2)(3.75,2)
(-1.5,0)
(3.5,2.25)(-0.25,0.25)
(2.75,2.25)(-1.5,0)
(2,2)(0,-.25)
(1.5,2)(-0.5,0)
(1.5,0)(0,-2)
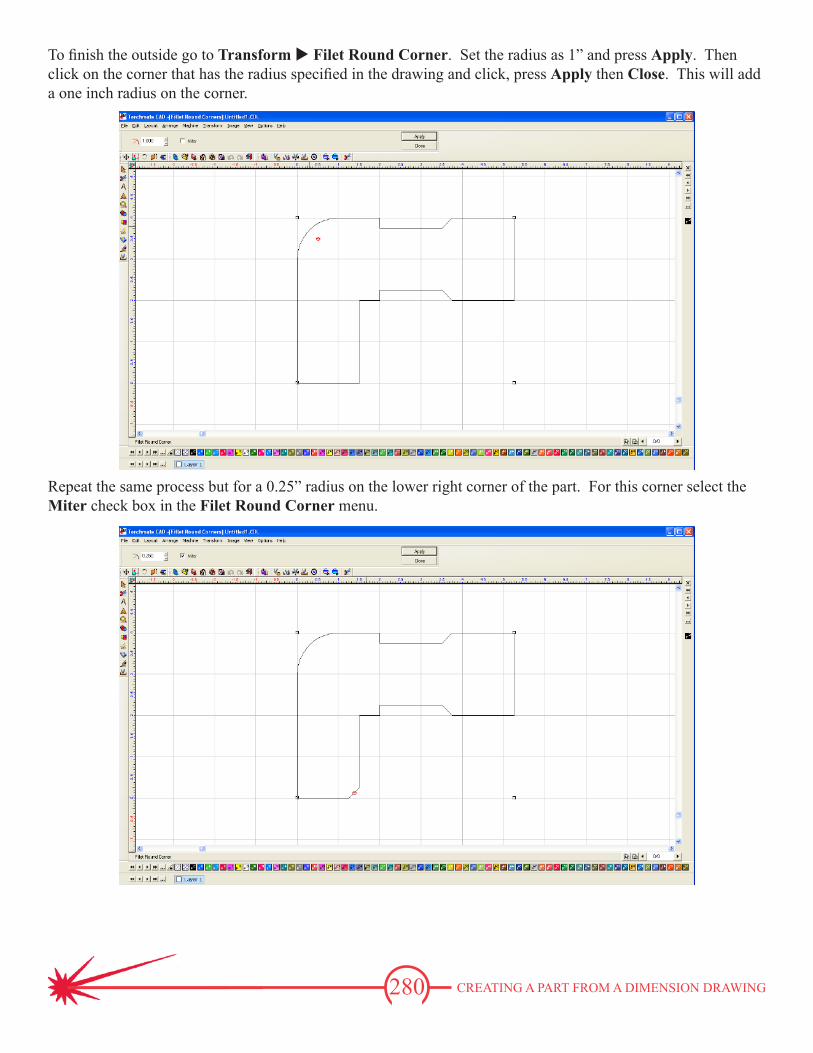
280 CREATING A PART FROM A DIMENSION DRAWING
To finish the outside go to Transform u Filet Round Corner. Set the radius as 1” and press Apply. Then click on the corner that has the radius specified in the drawing and click, press Apply then Close. This will add a one inch radius on the corner.
Repeat the same process but for a 0.25” radius on the lower right corner of the part. For this corner select the Miter check box in the Filet Round Corner menu.
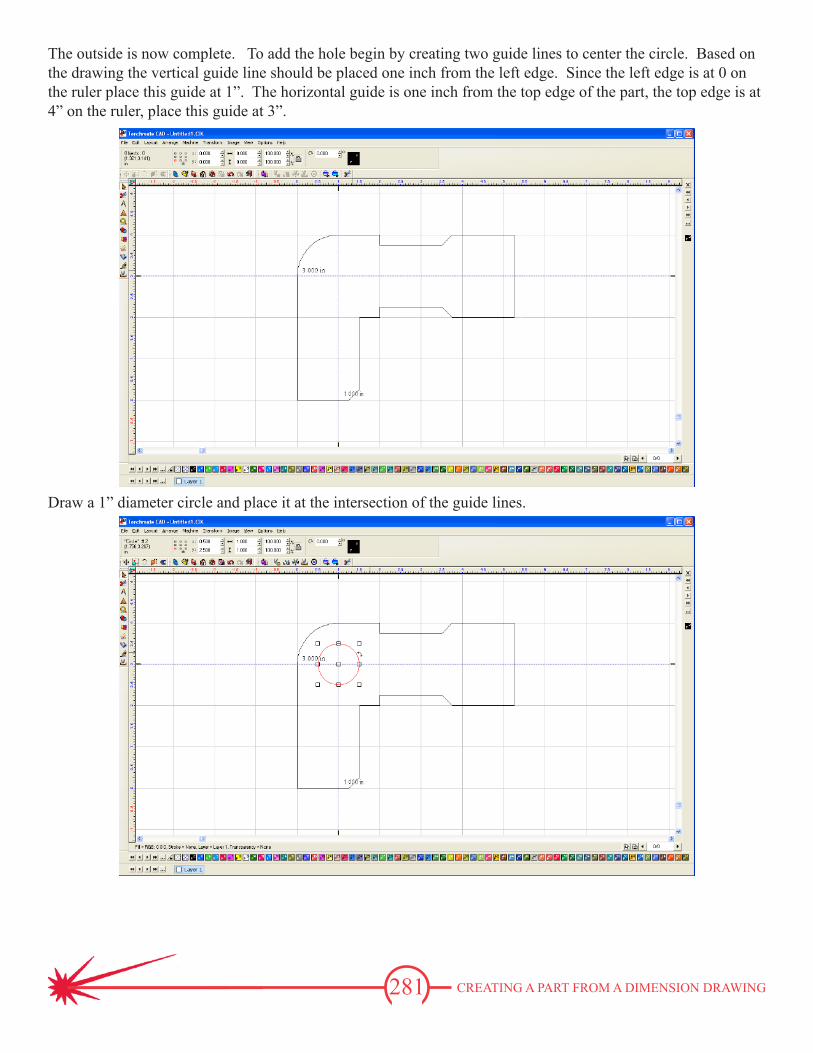
281 CREATING A PART FROM A DIMENSION DRAWING
The outside is now complete. To add the hole begin by creating two guide lines to center the circle. Based on the drawing the vertical guide line should be placed one inch from the left edge. Since the left edge is at 0 on the ruler place this guide at 1”. The horizontal guide is one inch from the top edge of the part, the top edge is at 4” on the ruler, place this guide at 3”.
Draw a 1” diameter circle and place it at the intersection of the guide lines.
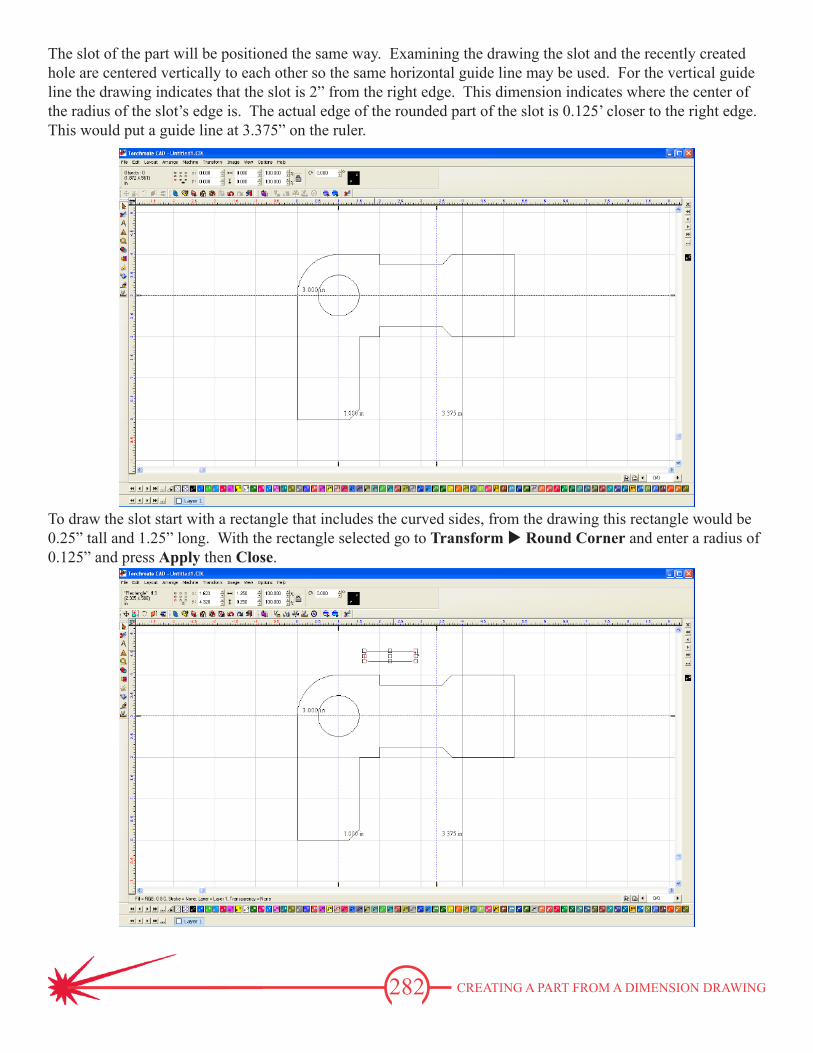
282 CREATING A PART FROM A DIMENSION DRAWING
The slot of the part will be positioned the same way. Examining the drawing the slot and the recently created hole are centered vertically to each other so the same horizontal guide line may be used. For the vertical guide line the drawing indicates that the slot is 2” from the right edge. This dimension indicates where the center of the radius of the slot’s edge is. The actual edge of the rounded part of the slot is 0.125’ closer to the right edge. This would put a guide line at 3.375” on the ruler.
To draw the slot start with a rectangle that includes the curved sides, from the drawing this rectangle would be 0.25” tall and 1.25” long. With the rectangle selected go to Transform u Round Corner and enter a radius of 0.125” and press Apply then Close.

283 CREATING A PART FROM A DIMENSION DRAWING
Position the slot on the guide lines.
All of the components of the part are placed in position. Select all components (Edit u Select All, F3, drag a selection box, Ctrl+A) then go to Arrange u Make Path. This will tell Torchmate CAD that the components selected make up the part.

284 CREATING A PART FROM A DIMENSION DRAWING
To ensure that Torchmate CAD recognizes the part correctly go to View u Show Fill. This will fill the part in where it perceives metal to be.
This part is now ready to have a tool path created, be nested, or any other process in Torchmate CAD.
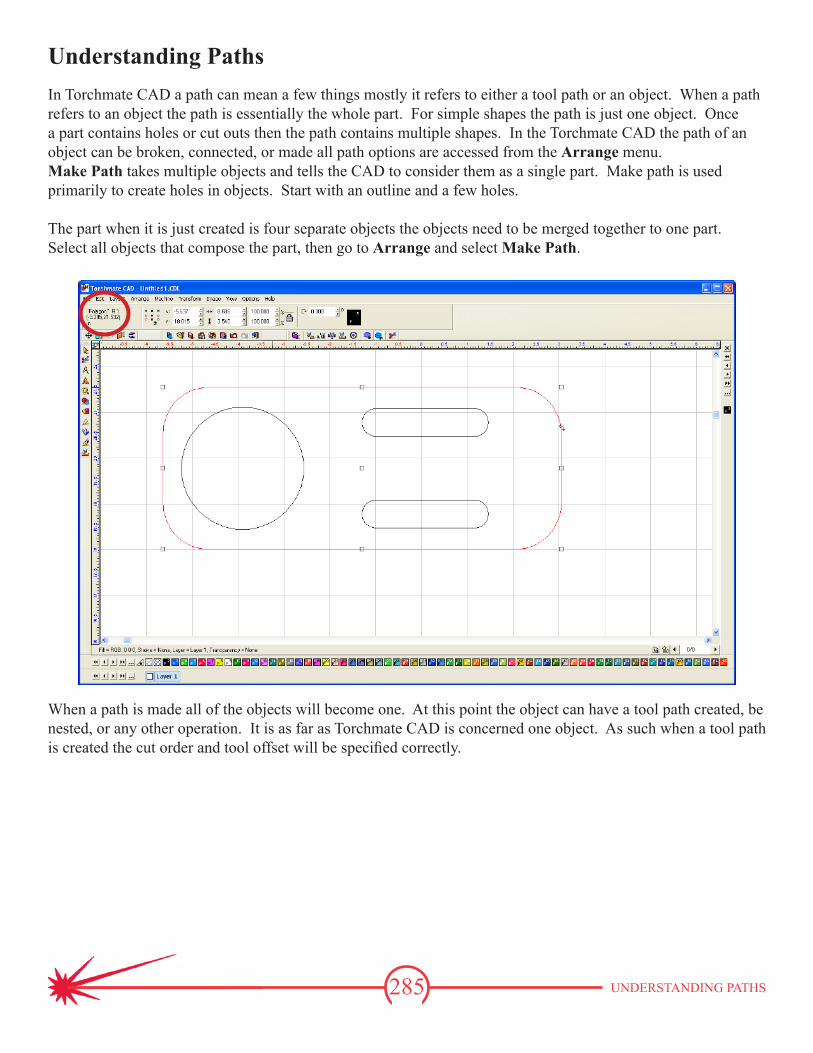
285 UNDERSTANDING PATHS
Understanding PathsIn Torchmate CAD a path can mean a few things mostly it refers to either a tool path or an object. When a path refers to an object the path is essentially the whole part. For simple shapes the path is just one object. Once a part contains holes or cut outs then the path contains multiple shapes. In the Torchmate CAD the path of an object can be broken, connected, or made all path options are accessed from the Arrange menu. Make Path takes multiple objects and tells the CAD to consider them as a single part. Make path is used primarily to create holes in objects. Start with an outline and a few holes.
The part when it is just created is four separate objects the objects need to be merged together to one part. Select all objects that compose the part, then go to Arrange and select Make Path.
When a path is made all of the objects will become one. At this point the object can have a tool path created, be nested, or any other operation. It is as far as Torchmate CAD is concerned one object. As such when a tool path is created the cut order and tool offset will be specified correctly.

286 UNDERSTANDING PATHS
If additional slots holes or cuts need to be added they simply can by drawing the new object and making a path again. Likewise if an object needs to be removed going to Arrange and selecting Break Path with separate the outside object from all of the inside ones.

287 UNDERSTANDING PATHS
Once a path is broken the objects that make up the part are free to be edited. For example a slot can be removed. Prior to making a tool path be sure to make a path again to ensure that Torchmate CAD considers the part one object and verify with Show Fill that it sees holes correctly.
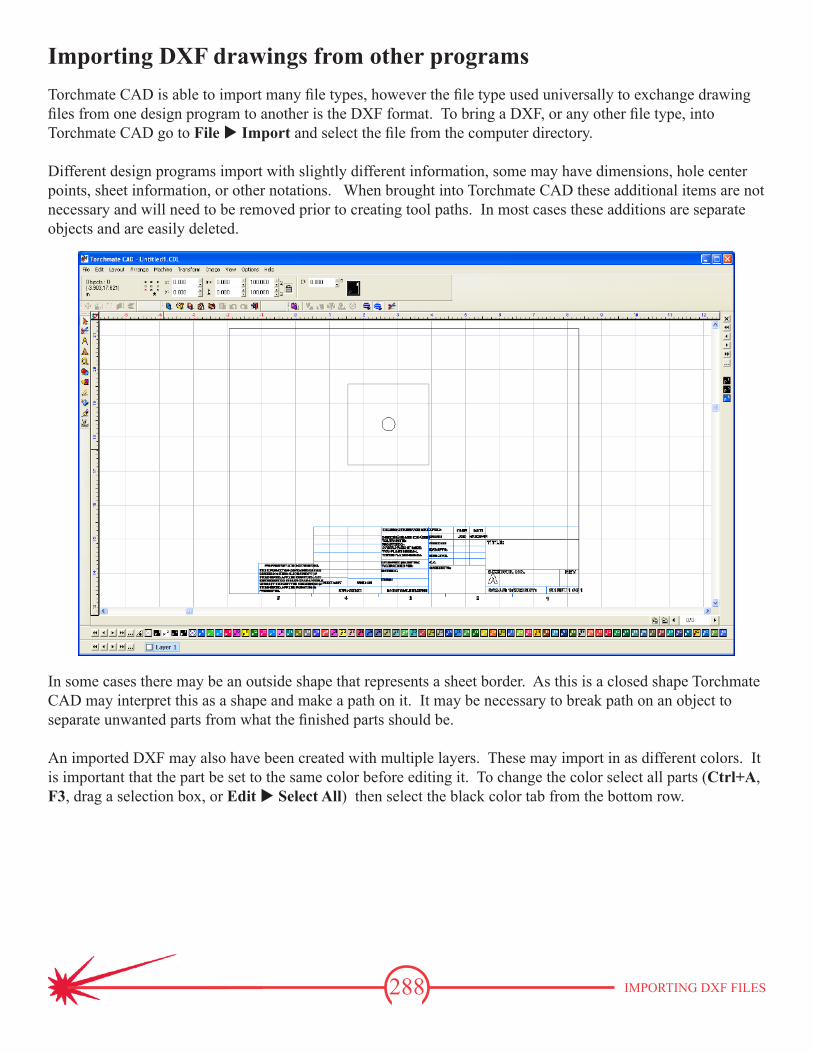
288 IMPORTING DXF FILES
Importing DXF drawings from other programsTorchmate CAD is able to import many file types, however the file type used universally to exchange drawing files from one design program to another is the DXF format. To bring a DXF, or any other file type, into Torchmate CAD go to File u Import and select the file from the computer directory.
Different design programs import with slightly different information, some may have dimensions, hole center points, sheet information, or other notations. When brought into Torchmate CAD these additional items are not necessary and will need to be removed prior to creating tool paths. In most cases these additions are separate objects and are easily deleted.
In some cases there may be an outside shape that represents a sheet border. As this is a closed shape Torchmate CAD may interpret this as a shape and make a path on it. It may be necessary to break path on an object to separate unwanted parts from what the finished parts should be.
An imported DXF may also have been created with multiple layers. These may import in as different colors. It is important that the part be set to the same color before editing it. To change the color select all parts (Ctrl+A, F3, drag a selection box, or Edit u Select All) then select the black color tab from the bottom row.
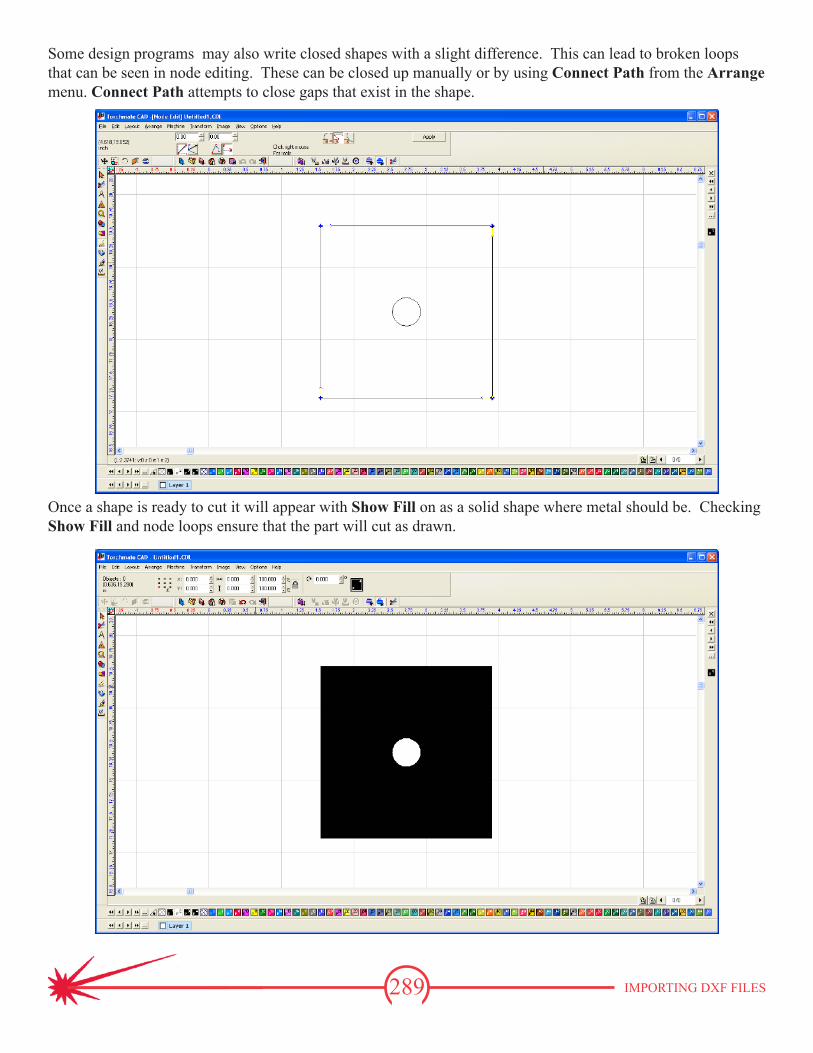
289 IMPORTING DXF FILES
Some design programs may also write closed shapes with a slight difference. This can lead to broken loops that can be seen in node editing. These can be closed up manually or by using Connect Path from the Arrange menu. Connect Path attempts to close gaps that exist in the shape.
Once a shape is ready to cut it will appear with Show Fill on as a solid shape where metal should be. Checking Show Fill and node loops ensure that the part will cut as drawn.

290 CREATING TOOL PATHS
Creating Tool PathsCreating a tool path is the last step in cutting a part. Tool paths have been covered briefly in the Basic CAD Drawing Section however there are many options that allow for the best cuts possible.
When a tool path is created in Torchmate CAD there are three main tabs that appear in the main screen. . The first tab is called Template this tab may be used but will not affect the tool paths if it is never used. It is a way of organizing presets form the other two tabs. It is recommended to not use the Template tab unless most functions in Torchmate CAD are fully understood, this option may change settings that could cause frustration otherwise. If this tab is used what it stores is the information from the other two tabs as a material. For instance the settings can be set for one thickness, once the settings are made selecting change on the bottom row of buttons updates the selected material so that in the future the settings load with the specific material. Again if nothing is ever changed on this page the tool paths will never be affected.
The second tab is called Basic Cut this tab controls the tool being used as well as the shape of the cut. The tool pull down menu allows any tool from the tool library to be selected. The tool is what defines the offset to be used. Direction specifies the motion of the tool around the tool path. Conventional will create cuts so that an outside cut travels counter-clockwise and inside cuts will be clockwise, Climbing will create the opposite direction tool paths. For plasma cutting a Climbing cut should be used, for routing generally a Conventional cut would be used but this can vary based on the bit used. The Tool Path Cornering option allows for sharp or rounded corners to be created, in almost all instances a sharp corner is desirable. Move Control is used if the g-code is being output from the Torchmate CAD in most cases this will be unused.
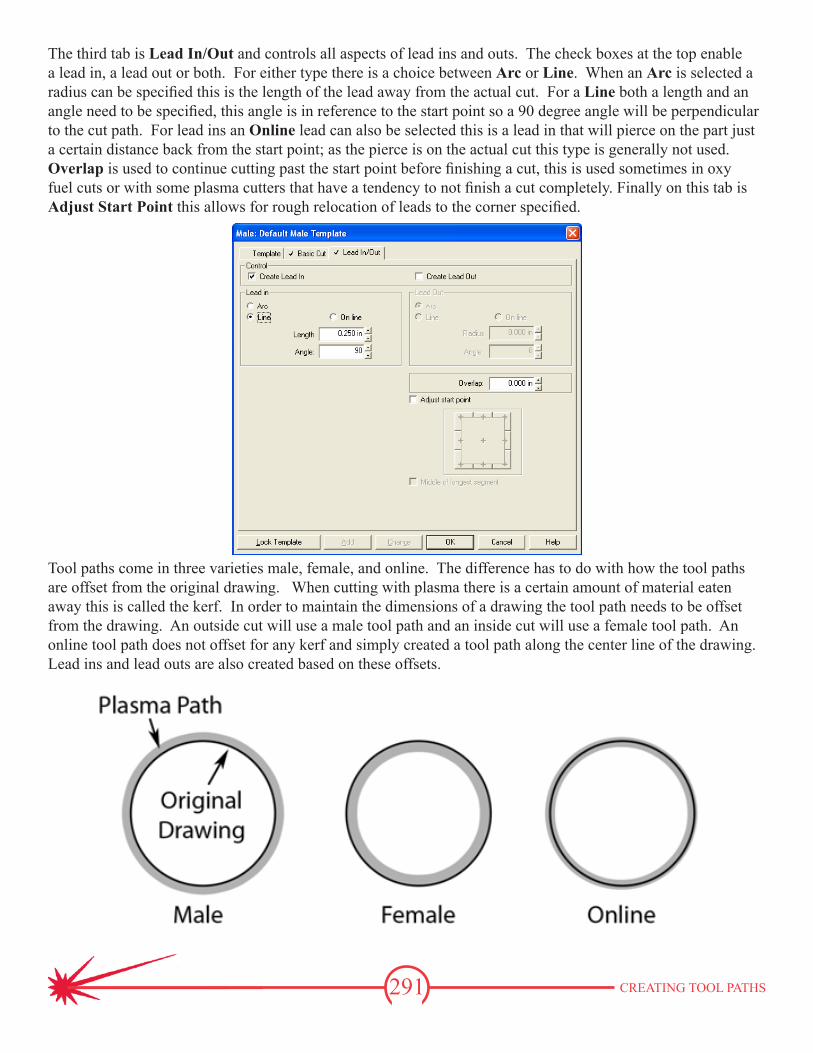
291 CREATING TOOL PATHS
Tool paths come in three varieties male, female, and online. The difference has to do with how the tool paths are offset from the original drawing. When cutting with plasma there is a certain amount of material eaten away this is called the kerf. In order to maintain the dimensions of a drawing the tool path needs to be offset from the drawing. An outside cut will use a male tool path and an inside cut will use a female tool path. An online tool path does not offset for any kerf and simply created a tool path along the center line of the drawing. Lead ins and lead outs are also created based on these offsets.
The third tab is Lead In/Out and controls all aspects of lead ins and outs. The check boxes at the top enable a lead in, a lead out or both. For either type there is a choice between Arc or Line. When an Arc is selected a radius can be specified this is the length of the lead away from the actual cut. For a Line both a length and an angle need to be specified, this angle is in reference to the start point so a 90 degree angle will be perpendicular to the cut path. For lead ins an Online lead can also be selected this is a lead in that will pierce on the part just a certain distance back from the start point; as the pierce is on the actual cut this type is generally not used. Overlap is used to continue cutting past the start point before finishing a cut, this is used sometimes in oxy fuel cuts or with some plasma cutters that have a tendency to not finish a cut completely. Finally on this tab is Adjust Start Point this allows for rough relocation of leads to the corner specified.

292 CREATING TOOL PATHS
For a well calibrated table with minimal backlash a line lead in should be used, this will result in a cleaner transition area. The issue with an arc lead in occurs when the plasma’s path comes around to finish the cut; it will encounter an area that has been partially cut on, and this can result in a divot or excess slag forming in the transition area. In outside cuts or non-circle inside cuts the lead in type generally will make no difference to the finished quality.
For plasma cutting it is generally a good idea to create a lead in. What a lead in does is move the pierce point of a cut away from the finished edge and into an area of scrap. This prevents a dimple from being created on the part where the pierce occurred. In Torchmate CAD when a male or female tool path is made the lead in will be created to coincide with the offset direction. With plasma lead outs are generally not used especially if a height control is being used. If a lead out were used the part would finish cutting and then go to the lead out, the scrap piece may shift or fall out the arc will attempt to go somewhere this will result in the torch either diving down to follow the falling slug or the arc jumping to the part edge causing a divot. Oxy fuel torches can use a lead out to do common line cutting or in general to ensure a full sever.
Torchmate CAD allows for two types of lead ins to be created Arc and Line. In most cases the difference between an arc lead in and a line lead in comes down to personal preference. The area where one would be preferred to another is when cutting inside holes

293 CREATING TOOL PATHS
Tool Path Sequencing:Torchmate CAD automatically sequences the insides and outsides of cuts, however it may be necessary to sequence the order that individual parts are cut. This can be done numerous ways each method being advantageous depending on the parts being sequenced. Most methods begin in the Layout menu under Sequence. Start Sequence begins the order on a currently selected part.
Click on each part in the order that they should be cut. Once finished click away from the parts.

294 CREATING TOOL PATHS
Start Sequence By Vector is similar to Start Sequence except instead of clicking on each part it is possible to click across multiple parts and Torchmate CAD will sequence from the first part to the last along the path. This allows to sequence multiple parts with just a few clicks especially if they are in rows.
Start Sequence By List will display a list of all parts in the order that they will be cut out in. The parts may be moved either up or down the list to change cut order. When a part is selected on the list it will appear in the work area with a red box around it.
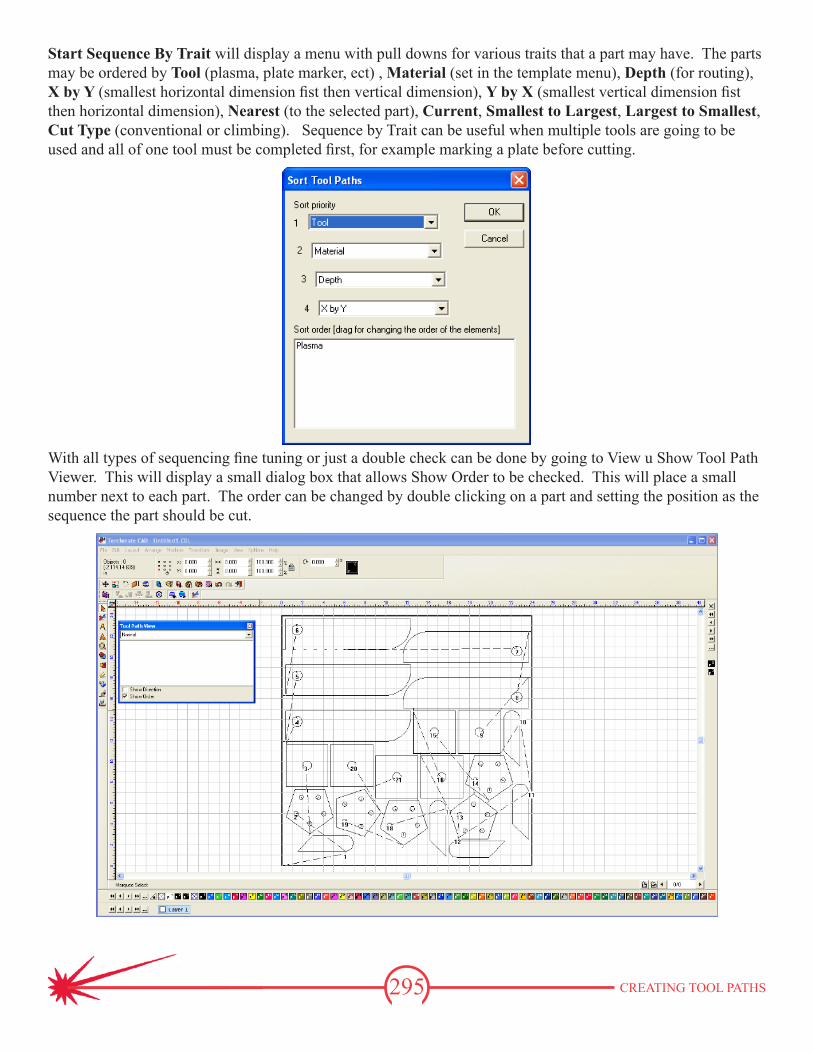
295 CREATING TOOL PATHS
Start Sequence By Trait will display a menu with pull downs for various traits that a part may have. The parts may be ordered by Tool (plasma, plate marker, ect) , Material (set in the template menu), Depth (for routing), X by Y (smallest horizontal dimension fist then vertical dimension), Y by X (smallest vertical dimension fist then horizontal dimension), Nearest (to the selected part), Current, Smallest to Largest, Largest to Smallest, Cut Type (conventional or climbing). Sequence by Trait can be useful when multiple tools are going to be used and all of one tool must be completed first, for example marking a plate before cutting.
With all types of sequencing fine tuning or just a double check can be done by going to View u Show Tool Path Viewer. This will display a small dialog box that allows Show Order to be checked. This will place a small number next to each part. The order can be changed by double clicking on a part and setting the position as the sequence the part should be cut.

296 CREATING TOOL PATHS
Continuous Line Cutting:Continuous line cutting is a method of drawing that links some or all of the tool paths together as one single path. This is useful when working with thick plate using oxy fuel or when cutting with plasma and using an edge start method. In both these cases restarting a cut in the middle of the plate can take an upwards of 30 or more seconds or may be impossible. Continuous line cutting allows the tool to cut from one part to the next without turning off. Keep in mind that the path may cross over itself while doing this, with plasma this may cause the torch to go out and need to be restarted. Continuous line cutting uses a lead in and lead out for each part, with the lead out of one part connected to the lead in of the next. The most difficult part of common line cutting is positioning each part so that the travel distance between parts is minimized as cutting thick plate is generally at very slow speeds.
Due to consumable wear, chance of arc going out, and arc voltage height control diving continuous line cutting is NOT recommended for the plasma cutting process.
To continuous line cut begin by drawing the parts and laying them out on a sheet. Create a tool path with lead ins and lead outs, for the sake of clarity make them with different lengths or angles so they can be distinguished.
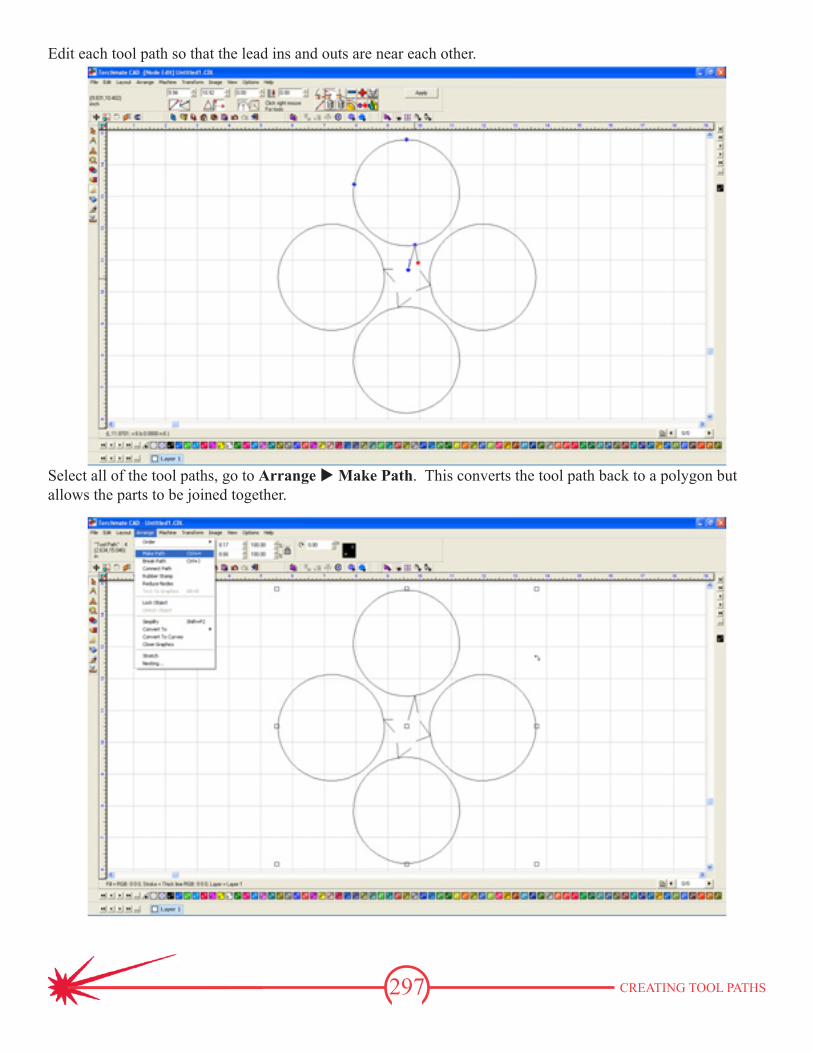
297 CREATING TOOL PATHS
Edit each tool path so that the lead ins and outs are near each other.
Select all of the tool paths, go to Arrange u Make Path. This converts the tool path back to a polygon but allows the parts to be joined together.

298 CREATING TOOL PATHS
Double click on the parts to enter node editing. Join the lead in of one part to the lead out of another by selecting the two nodes, right-click, and select Join (middle-top option).
By joining the nodes occasionally the cut direction will change, to reverse it select the node that should be the starting point, right-click, and select Set Start Point (the right-middle option).
Keep in mind when using common line cutting with plasma cutting the plasma can extinguish when traveling over an already cut area. When cutting parts with holes the holes will need to be created separately and cut order will have to be edited before cutting.

299 BASIC TROUBLESHOOTING
Section 6:Troubleshooting
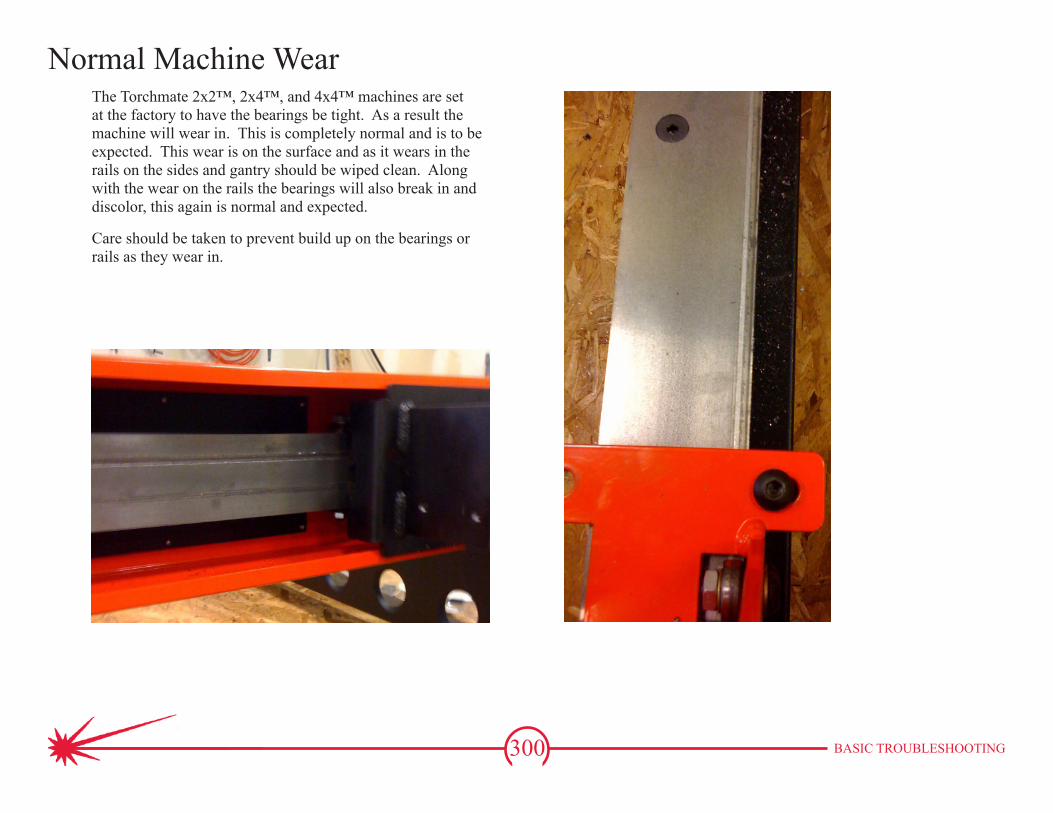
300 BASIC TROUBLESHOOTING
Normal Machine WearThe Torchmate 2x2™, 2x4™, and 4x4™ machines are set at the factory to have the bearings be tight. As a result the machine will wear in. This is completely normal and is to be expected. This wear is on the surface and as it wears in the rails on the sides and gantry should be wiped clean. Along with the wear on the rails the bearings will also break in and discolor, this again is normal and expected.
Care should be taken to prevent build up on the bearings or rails as they wear in.

301 BASIC TROUBLESHOOTING
Machine MaintenanceThe Torchmate Growth Series™ machines are designed to be a low maintenance CNC machine. In operation of different tools dust, chips of material, and residue from cutting can build up. The biggest concern for maintenance is avoiding this build up.
Additionally in humid climates or if the machine is to be inactive for an extended period of time the unfinished metal rails on the sides and gantry, and the drive screws should be lightly oiled to avoid rusting.
A periodic check of the bearings on the outside of the gantry should be done to ensure that good contact is made with the side rails.
The drive nuts are designed to be anti-backlash, as the machine wears in they will compensate for nut wear. Do not disassemble the drive nuts.
Periodically check for tightness.
Lightly oil in a humid climate, or if machine will be inactive for a long period of time.
Anti backlash drive screw, DO NOT DISASSEMBLE.
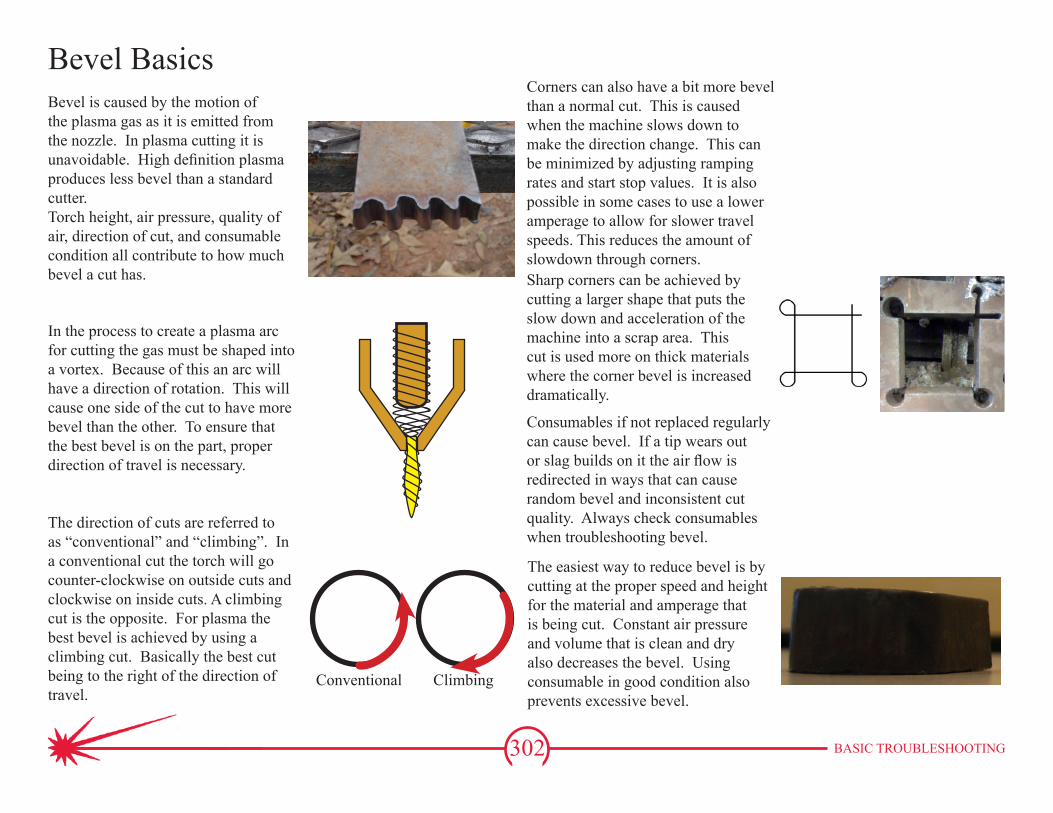
302 BASIC TROUBLESHOOTING
Bevel BasicsBevel is caused by the motion of the plasma gas as it is emitted from the nozzle. In plasma cutting it is unavoidable. High definition plasma produces less bevel than a standard cutter. Torch height, air pressure, quality of air, direction of cut, and consumable condition all contribute to how much bevel a cut has.
In the process to create a plasma arc for cutting the gas must be shaped into a vortex. Because of this an arc will have a direction of rotation. This will cause one side of the cut to have more bevel than the other. To ensure that the best bevel is on the part, proper direction of travel is necessary.
Conventional Climbing
The direction of cuts are referred to as “conventional” and “climbing”. In a conventional cut the torch will go counter-clockwise on outside cuts and clockwise on inside cuts. A climbing cut is the opposite. For plasma the best bevel is achieved by using a climbing cut. Basically the best cut being to the right of the direction of travel.
Corners can also have a bit more bevel than a normal cut. This is caused when the machine slows down to make the direction change. This can be minimized by adjusting ramping rates and start stop values. It is also possible in some cases to use a lower amperage to allow for slower travel speeds. This reduces the amount of slowdown through corners.Sharp corners can be achieved by cutting a larger shape that puts the slow down and acceleration of the machine into a scrap area. This cut is used more on thick materials where the corner bevel is increased dramatically.
The easiest way to reduce bevel is by cutting at the proper speed and height for the material and amperage that is being cut. Constant air pressure and volume that is clean and dry also decreases the bevel. Using consumable in good condition also prevents excessive bevel.
Consumables if not replaced regularly can cause bevel. If a tip wears out or slag builds on it the air flow is redirected in ways that can cause random bevel and inconsistent cut quality. Always check consumables when troubleshooting bevel.
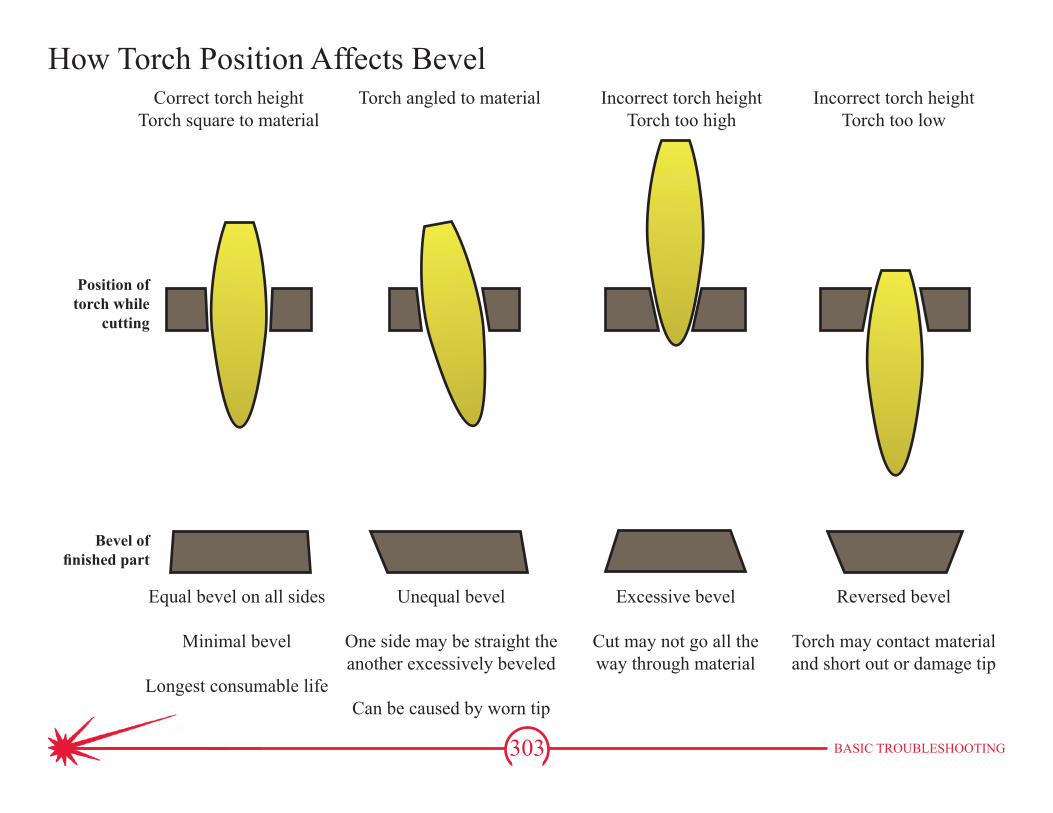
303 BASIC TROUBLESHOOTING
Position of torch while cutting
Bevel of nished part
Equal bevel on all sides
Minimal bevel angle
Optimal consumable life
Unequal bevel
One side may be straight another excesively beveled
Can be caused by a worn tip
Correct torch heightTorch square to material
Torch angled to material Incorrect torch heightTorch too high
Incorrect torch heightTorch too low
Excesive bevel
Cut may not go all the way through
Reversed bevel
Torch may contact material and short out
or damage tip
How torch position a�ects bevel
How Torch Position Affects BevelCorrect torch height
Torch square to materialTorch angled to material Incorrect torch height
Torch too highIncorrect torch height
Torch too low
Equal bevel on all sides
Minimal bevel
Longest consumable life
Unequal bevel
One side may be straight the another excessively beveled
Can be caused by worn tip
Excessive bevel
Cut may not go all the way through material
Reversed bevel
Torch may contact material and short out or damage tip
Position of torch while
cutting
Bevel of finished part

304 BASIC TROUBLESHOOTING
What Causes Bad CutsInstances where the metal was not fully cut indicate a few different problems. If the ground clamp was not properly attached to the material this can happen. A similar cut can happen if there was a drop in air pressure, moisture in the air line, or a drop in power. A third cause is if the torch contacts the material, most plasma cutters will go into a low power mode when this happens causing the cut not to penetrate all the way.
A cut where the path does not return to the start point indicates mechanical slipping or binding. In some cases it will be clear which axis is losing position. Examine the particular axis for build up, or obstructions that can cause binding.
When the machine begins to move before a pierce is completed the cut will not complete. In this case the dwell time or pierce delay must be adjusted to allow for enough time to pierce the material.