Embed Size (px)
Citation preview

Group Sequencing a PCB Assembly System Via
an Expected Sequence Dependent Setup Heuristic
Manuel D. Rossetti 1
Assistant Professor
Department of Industrial Engineering
University of Arkansas
4207 Bell Engineering Center
Fayetteville, AR 72701
and
Keith J. A. Stanford
SAP America, Inc.
Six Concourse Parkway
Suite 1200 Mail Stop 1206
Atlanta, Ga 30328
Manuscript No. 99/129 Version: 3
1email: [email protected], fax: 479-575-8431

Group Sequencing a PCB Assembly System Via
an Expected Sequence Dependent Setup Heuristic
Abstract
In circuit board manufacturing, the production sequencing prob-lem with sequence dependent setups is complicated by the fact thatthe amount of setup required depends on not only the setup directlybefore the current setup, but can depend on all of the preceding se-tups. We present a case study that examines the use of a heuristic forestimating the expected number of setups from the sequence depen-dent setups. Our method is based on estimating the expected numberof setups which may occur given a board-feeder setup configuration.Once estimates for the sequence dependent setups are established,they can be used to measure the similarity between boards in cluster-ing algorithms and in nearest neighbor heuristics for group sequencing.The method is tested on an actual printed circuit board assembly sys-tem. Then, using a simulation of the assembly system, we comparethe sequences generated using the expected number of setups distancemeasure and the Hamming distance measure to optimal sequences.Our results indicate that grouped sequences generated by using theexpected number of setups had significantly better makespan perfor-mance when compared to sequences based on the more traditionalHamming distance for the particular system under study. The signif-icant gains in makespan resulted in only moderate increases in workin process and slight increases in manual station utilization.
Keywords: Sequence dependent setups, group sequencing, heuristics,printed circuit board manufacturing, simulation

1 Introduction
In this paper, we examine the sequencing of printed circuit boards (PCBs)
within a PCB assembly system. The major purpose of this paper is to present
the results of our sequencing methodology as applied to a specific assembly
system. With modifications, our methodology can be applied to other as-
sembly systems of this type; however, the results discussed in this paper are
applicable to this particular case study. The simulation results will indicate
that our methodology shows potential for developing solutions to sequence
dependent setup sequencing problems.
The assembly system under study provides both a case study for the
examination of our methodologies and an opportunity to solve a realistic se-
quencing problem. This paper is derived from an application within a specific
company that required an effective way to sequence printed circuit boards
(PCB’s) through their asynchronous reentrant PCB assembly system in order
to minimize sequence makespan, improve the utilization of the manual por-
tion of the line, and maintain reasonable work in process (WIP) levels. The
assembly system under consideration is typical of printed circuit board lines
both in the types of equipment utilized and in the sequencing issues of the
line. A unique feature of this particular assembly system is its reentrant flow
and the coupling of automated and manual placement lines into one system.
In order to provide context and motivation for our sequencing methodology,
we first present the full details of the assembly system examined in this case
study.
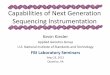
The assembly system consists of an automated surface mounting line
coupled with a manual placement, inspection, and testing line. Figure 1
shows the layout of the line. The boards to be processed by this line may
require both top and bottom side placements of components. The automated
surface mounting line is capable of performing both top-side and bottom-
side placements of components. A set of circuit boards which are processed
together and are of the same type are called a lot. The lot-sizes for the board
1

types are set prior to processing depending upon weekly demand for the
board type. Each lot of circuit boards requiring bottom-side placements are
processed through the surface mounting line twice. All top-side placements
must occur before any bottom-side placements can be made. This assembly
system is reentrant because boards requiring both bottom-side and top-side
placements must be processed twice by the automated surface mount line.
The automated surface mounting line consists of a receiving station, a
glue machine, two surface mounting machines, an inspection station, an oven,
a material handling flipping station, and conveyers which interconnect the
various stations. Circuit boards are loaded on pallets which can hold from 30
unassembled PCB’s to 15 partially assembled (top-side completed) PCB’s.
Up to three pallets can be loaded onto the receiving station. The boards
are indexed from the pallets and then proceed down the line. As soon as a
pallet is empty a full pallet is loaded onto the receiving station ensuring an
unlimited supply of boards. After the receiving station the board proceeds
to the glue station and then to the two surface mount machines. The two
surface mounting machines are label Sp-120 and Ms-102 in Figure 1. The
Sp-120 is the faster of the two machines but is also less flexible than the
Ms-102. Once the PCB has been through the two surface mounting stations,
the board must be manually inspected before entering the oven. After the
oven, the board travels to a material handling flipping station that turns the
board over from top to bottom or vice-versa to orient the board for its next
processing steps. The line operates as an asynchronous automated flow line
with the conveyers acting as finite buffer spaces between the stations. The
boards can not pass each other while on the line.
After processing is completed on the automated surface mounting line, a
lot is processed once through the manual placement, inspection, and testing
line. A large buffer exists between the two lines so that the surface mounting
line can never be blocked, but the manual placement line can be starved.
Each lot of boards to be processed on the manual placement line is loaded
2

onto another receiving station. The boards are indexed down the line to
visit four manual placement stations in series, an oven, and a final inspection
station. There are two inspection stations working in parallel which share a
single buffer. The boards are then processed through a testing station before
exiting the system.
Analysis of the current operation of the assembly system indicated that
the setup time spent to change over the automated surface mounting line
for processing different board types and/or bottom side placements could
require significant amounts of available production time (upwards to half a
day in some cases). Part of the setup time involves the loading of specific
component types into feeders for the surface mount machines. In addition to
the inefficiencies caused by the setups, the system consists of two lines (au-
tomated and manual) that must work together when producing the boards.
For example, the throughput rate of the automated line must ensure a cer-
tain level of utilization within the manual line without causing significant
amounts of WIP. In addition to the current situation, the ramping up of pro-
duction on the line was expected in the near term due to increased demand
for additional board types to be run through the line. The analysis indicated
that an effective solution to the setup/sequencing problem could provide in-
creased capacity and thus more flexibility in handling new demand. In the
following section, we discuss how the assembly system operates with respect
to setups.
2 Specifics of the Setup/Sequencing Problem
Each surface mount machine has a set of feeders that store and feed compo-
nents to the machine. Each feeder has a location that can effect the placement
times for the components onto the boards. The assignment of specific com-
ponents to specific feeders (i. e. locations) in order to minimize placement
times is called the component/feeder assignment problem. The automated
assembly system in this study consists of two surface mount machines (Sp-
3

120 and Ms-102) with the Sp-120 being the faster of the two. Thus, for this
PCB line the basic component/feeder assignment problem is complicated
by the additional goal of establishing a balance between the two machines.
This is a very complex problem which deserves a separate investigation. For
this particular application, we assume that the component/feeder assignment
problem has been solved. In other words, we know in advance which compo-
nents are assigned to which feeders. In general, the sequencing of the boards
on the PCB line will depend upon the solution to the component/feeder and
machine loading problems. Thus, our results are dependent upon the given
assignments of components to feeders. In practice, it is typical to solve the
sequencing problem separately from the component/feeder assignment prob-
lem rather than trying to simultaneously solve both problems. In fact, our
sponsors did not want to change the current setup assignments.
The assignment of components to feeders constitutes a feeder’s setup. In
this application, there are approximately 400 components and 90 feeders. In
our case, there are more components than there are feeders for assignment.
Solutions to the component/feeder assignment and machine loading problems
determine which components are assigned to which feeders. A feeder’s setup
configuration consists of the set of components assigned to the feeder. Each
component is assigned to a distinct feeder. Thus, the components assigned
to a feeder can only be placed at that feeder’s location. Setups that occur be-
tween the production of different board types will occur only at feeders which
have more than one setup configuration and which require a change to a new
configuration, i. e. a component that is needed by the next board type is not
available in the current setup configuration for that feeder and the feeder
has a setup configuration which contains the required component. A feeder
may have more than one setup configuration because of the requirements
of the board types. Given the solution to the component/feeder assignment
problem and the machine loading problem only 32 of the 90 feeders contained
more than one setup configuration for our application. In addition, only 96 of
4

the 400 components were assigned to the 32 feeders that required more than
one setup configuration. The current state of the 32 multiple setup configu-
ration feeders depends on all the previous boards which have been processed.
The number of setup changes required depends not only on the current setup
but also on all the preceding setups. This causes the determination of the
best production sequence to be sequence dependent.
In the next section, we briefly discuss relevant background literature in
order to place our problem in context. In Section 4, we present our solution
methodology for grouping boards and for efficiently sequencing the PCB
assembly system. In Section 5, we evaluate our sequencing methodology
using a simulation representation of the PCB assembly system. Finally, we
summarize our results and suggest areas for future research.
3 Background Literature
French (1982) states that the general problem of determining a schedule
is to find a sequence that is compatible with technological constraints and
allows the jobs to be processed by the machines in a fashion that is optimal
with respect to some performance criteria. The automated surface mounting
line component of our system is a flow line so that all the boards must be
processed by all the stations (machines) on the line in the same order and
the boards can not pass each other on the line. In this case, the scheduling
problem is reduced to determining the optimal ordering of boards to be placed
on the line.
A common simplifying assumption for scheduling is to assume that the
sequence is independent of setups. The setups are assumed to be small in
comparison to the processing times or else they are included in the processing
times of the jobs. The problem of sequencing when the setups are sequence
dependent has been shown to be NP-hard by formulating the problem as
a traveling salesman problem, see for example Baker (1974), Bianco et. al.
(1994), and Pinedo (1995). In those cases, the typical assumption is that
5

the setup depends only on the immediately preceding job. The translation
to a TSP for our PCB assembly system is not direct since the number of
setup changes depends on all preceding setups, see for example (Hashiba and
Chang (1991)) and (Lockett and Muhlemann (1972)). In addition to the
problem of sequence dependent setups, our system requires that the boards
which require bottom-side placement be reprocessed through the automated
surface mounting line before proceeding to the manual placement line. This
characteristic is similar to the reentrant flow lines examined by Gupta (1993)
and has been shown to be NP-hard without the additional sequence depen-
dent setup problem.
Approaches to the solution of sequencing and scheduling problems with
sequence dependent setups include branch and bound methods, integer pro-
gramming formulations, and a variety of both static and dynamic heuristic
procedures. We refer the reader to Baker (1974), French (1982), and Pinedo
(1995) for a general discussion of these approaches. One approach given by
Dilts and Ramsing (1989) is to estimate a sequence independent setup time
for a particular job from its sequence dependent setups. The estimated se-
quence independent setups can then be used in one of the above approaches
to generate production sequences, see also White and Wilson (1977). Doul-
geri and Magaletti (1991) examined a flexible assembly system with similar
characteristics to the one studied here. They determined that successful
heuristics tend to be those that give priority to jobs which can be processed
with the current setup. This type of rule performs better because it relieves
the bottleneck from extra setups.
One way to take advantage of the current setup is to sequence jobs which
are similar in some respects. Group scheduling and sequencing, see for ex-
ample Gongaware and Ham (1984), Ham et al. (1985), and Wemmerlov and
Vakharia (1991) attempts to exploit this fact. Gongaware and Ham (1984)
discuss various methods for placing boards into groups. One common method
is through cluster analysis techniques, see Kusiak (1985), Everitt (1993), and
6

Ignizio and Cavalier (1994). Kusiak (1985) reports on the performance of sev-
eral clustering techniques. The Hamming distance is defined as the number
of different components required to produce two different PCB’s, see for ex-
ample Hashiba and Chang (1991). The Hamming distance is often used to
approximate the distance between two setups in clustering and grouping al-
gorithms. After clustering, scheduling is performed. A variety of methods
have been tried such as first scheduling the group and then scheduling the
members within the group or to first schedule the members within a group
and then scheduling the group. Finally, the performance of schedules is of-
ten evaluated by simulation in order to capture the dynamics of the problem
which were not included in the mathematical modeling of the scheduling and
sequencing problem.
In addition to the assumption that the component/feeder assignment
problem has been solved, we made the following assumptions in order to
make our analysis more tractable. We assume that the components for the
feeders are always in stock, lot sizes for the various board types have been de-
termined, and machine breakdowns do not significantly effect the determina-
tion of production sequences. In addition, we assume that before scheduling,
all board types are equally likely to occupy any position in the production
sequence. We will discuss this latter assumption more fully when we present
our grouping heuristic.
Finally, because the PCB line consists of a series of stations, we attack
the problem of sequencing the line by developing a sequence for the con-
straining station in the line. In this problem, the constraining station is the
surface mount machine because it had the longest processing times compared
to the other machines on the line. This allows us to reduce the problem to a
single machine sequencing problem. Our approach is not to directly solve a
mathematical programming formulation of the problem. Instead, we approxi-
mate the system as a single machine problem, estimate sequence independent
setup costs, group the board types into similar groups, and then sequence the
7

groups according to heuristic procedures. We then examine the performance
of our methodology via a realistic simulation of the line for the generated se-
quences. Even with these assumptions, the simulation results will show that
significant improvements in makespan for this PCB line can be achieved by
our approach. In the next section, we present further details of our solution
methodology.
4 Solution Methodology
Our basic approach to the problem is to consider the automated surface
mounting line as the bottleneck of the system and to then simplify the se-
quencing problem by considering the automated surface mounting line as a
single machine. We handle the reentrant nature of the problem by consid-
ering bottom-side placements as a different board type and add precedence
constraints which ensure top-side placements before bottom-side placements.
With top-side and bottom-side placements treated as separate board types,
the board types are grouped to take advantage of similarities in setups and
then sequenced using a nearest neighbor heuristic based on our estimates
of sequence independent setups. In the following section, we formulate a
mathematical program of our sequencing problem in order to justify the use
of heuristics. We then discuss two distance measures for forming groups for
sequencing. This will also include the development of our sequence indepen-
dent setup times from the structure of the feeder arrangements. Finally, we
discuss our basic sequencing procedure.
4.1 Single Machine Formulation
In this section, we present our single machine model of the PCB assembly
system. Because of the large buffer between the automated line and the
manual line, we concentrate on efficiently sequencing the automated line
because it tends to also be the bottleneck for the entire system. Setup occurs
8

only after the last board of a lot is processed through the automated surface
mounting line and a change in board type is necessary. Thus, the processing
time for an individual board is determined by the bottleneck machine (surface
mounting machine) on the line and the entire line can be considered as a
single machine; however, the total processing time associated with a board
type depends upon how many boards are to be produced, i. e. the demand.
In addition to the processing time, we have setups which occur between
different board types. A standard approach to this problem is to model the
situation as a travelling salesman problem (TSP) by estimating sequence
independent setup costs. The analogy to the TSP is to equate the cities
to visit with the boards to sequence and the distance between the cities
(boards) as the estimated sequence independent setups. In order to handle
the reentrant nature of the problem, we consider boards with both top-side
and bottom-side placements to constitute two different board types. We then
add additional constraints so that no bottom-side board type is sequenced
before its corresponding top-side. Our formulation follows Selen and Hott
(1986) and Wilson (1989), and is given as follows:
minN∑
k=1
N−1∑i=0
N∑j=i+1
zikzjk+1 (dijQ + λjcj) (1)
subject to:N∑
i=1
zij = 1, ∀j = 1, . . . , N
N∑j=1
zij = 1, ∀i = 1, . . . , N
N∑j=1
jzij >N∑
j=1
jzitj, ∀i ∈ B, it ∈ T
zik = 0, 1 ∀i, k
where
• N = the number of board types
9

• Q = a value which transforms dij into time units required to go from
board type i to board type j
• λj = demand for a board of type j
• cj = the bottleneck processing time per unit of board type j
• dij = the distance from board type i to board type j (Hamming or
expected setup)
• zij = 1 if board type i is in sequence position j and 0 otherwise
• B = set of all bottom-side board types
• T = set of all corresponding top-side board types
• it = the corresponding top-side board type for i ∈ B
The product zik × zjk+1 equals 1 if board type j follows board type i in the
sequence; otherwise, it equals zero. Thus, the product zikzjk+1 (dijQ + λjcj)
is the total time (setup plus processing) required to change from board type i
to board type j. We have incorporated demand into the objective function to
give a sequence dependent processing time as per Ding (1994). For example,
assume that the distance, dij, between a board type i and a board type j
is 4. Let Q be 4.5 minutes, and the processing time, cj, for a unit of board
type j equal 2 min/unit. The demand, λj, for board type j is 10 units. The
sequence dependent processing time for board type j when it follows board
type i is 38 minutes.
We are minimizing this time across all of the sequence positions. The
first two constraints ensure that the board types are uniquely positioned for
sequencing. The precedence constraint ensures top-side placements before
bottom-side placements in the sequence since∑N
j=1 jzij represents the posi-
tion number in the sequence of a board of type i. In the second summation
in Equation (1), i = 0 represents the current board type setup. This could
10

be the last board type from the previous weeks demand or a common setup.
Finally, if grouping has been done, we would need to ensure that the as-
signment of a sequence position to any item within a group g ∈ G must be
within ng − 1 positions of any other board type within group g, where ng is
the number of boards in the group and G is the set of groups. Constraints
of this type take on the following form:
N∑j=1
jzij −N∑
j=1
jzi′j ≤ nm − 1, ∀i and i′ in group g, and ∀ groups g ∈ G
and would be added to the above mathematical program as appropriate. For
a small number of board types, it is possible to enumerate the solution to
the above formulation. In Section 5, when we refer to the optimal sequence
(OS), we are referring to the enumerated solution to the above problem. In
addition, if we do not include the λj × cj term in the objective function we
call this problem the demand independent (DI) problem; otherwise, we call
it the demand dependent (DD) problem.
4.2 Distance Measures and Grouping Formulation
The problem can be further simplified by grouping board types together
according to some measure of similarity. We are then left with determining
a sequence for the groups. Hashiba and Chang (1991) discuss the Hamming
distance as well as give references for other similarity metrics and clustering
algorithms. The Hamming distance has been used as a measure of difference
between boards for grouping algorithms. The Hamming distance between
two boards is the number of different components placed on the two boards.
The Hamming distance is easily calculated from a component-PCB incidence
matrix. The component-PCB matrix, A = (aij), consists of 0-1 entries, where
aij = 1 indicates that component i is required on board type j. Let �aj denote
the jth column of A. The Hamming distance, hij, between board type i and
board type j is given by
hij = (�ai ⊗ �aj) (�ai ⊗ �aj)T
11

where ⊗ is the exclusive-or operator applied element-wise to the the vectors.
If u and v are elements of the vectors then (u ⊗ v = (u ∩ v) ∪ (u ∩ v)). This
results in a symmetric matrix since the actual feeder assignments are ignored.
Intuitively, the Hamming distance does capture information involving the
similarity between board types; however, it may not adequately explain the
setups required between board types. Instead, we estimate the expected
number of setups which might occur.
Let S be the set of setup configurations, F be the set of feeders, and T be
the set of board-types. Let BS be the relation that represents the setup con-
figurations used by the various board-types. An element of BS is an ordered
pair (t, s) where t ∈ T and s ∈ S. Let FS be the relation that represents the
setup configuration assigned to the feeders. An element of FS is an ordered
pair (f, s) where f ∈ F and s ∈ S. Define FBS as the (feeder, board-type,
setup configuration) relation that represents the setup configuration mapped
to a particular (feeder, board-type) combination. An element of FBS is an
ordered triplet, (f, t, s) where f ∈ F , t ∈ T , and s ∈ S. If a setup config-
uration is not used for a particular (feeder, board-type) combination then
s = null. In terms of relational algebra FBS can be written as
FBS = ((F × T ) LEFT OUTER JOIN (FS JOIN BS))
where × indicates the Cartesian product. An example of the construction
of FBS is presented in the appendix. This relation can be more easily
conceptualized as a matrix. Let B = (bij) be the FBS matrix where an
element bij is the required setup configuration at feeder i ∈ F by board-type,
j ∈ T . Clearly, bij will be a member of S or will be null. If bij = null then
no setup configuration is required. An example FBS matrix (as constructed
from the appendix) is:
12

Boardst1 t2 t3 t4
Feedersf1
f2
f3
null s1 s1 s2
s4 null s3 nulls5 s6 null s5
Let Cik be the number of board types that require a different setup con-
figuration than board-type k’s setup configuration and require a setup con-
figuration on feeder i. Let N ik be the total number of board-types other than
type k that require a setup on feeder i. Both Cik and N i
k can be tabulated
using the steps presented in the appendix.
Consider the example FBS matrix given above and suppose a board
of type t3 were to follow a board of type t1 in the sequence. In order to
determine if a setup change is needed on feeder f1, we would need to know
what board type was in sequence before board type t1 because board type
t1 does not require a setup configuration on the feeder since bf1t1 = null. If
a board of type t2 is in front of the board of type t1 then a feeder change is
unnecessary; however, if a board of type t4 is in front of the board of type
t1, then a feeder change must occur.
Unfortunately, in order to determine all the possible feeder changes that
might occur when setting up between two boards all the possible combi-
nations of all feeder locations would have to be evaluated for all possible
sequences. Because of this, we examine the probability, pijk, of a setup occur-
ring at feeder i when a board of type k is sequenced after a board of type j.
The total number of expected setup changes, sjk, that can occur when board
type k is sequenced after board type j is the summation of the pijk over all
feeder locations. Assuming, that all board types are equally likely to occur
in the sequence, the calculation of pijk depends on knowing the number of
board types that require a different setup configuration with respect to the
total that require a setup configuration on the feeder. The Cik and N i
k can be
computed from the FBS matrix as shown in the appendix. For the example
13

matrix, pf1t1t2 = 0.5 since bf1t1 = null and Cf1
t2 = 1, N f1t2 = 2. Let Pi be a
matrix which contains the pijk and let S be a matrix which contains the sjk.
The total expected setup distance matrix is given by S =∑
i∈F Pi.
The method for computing pijk is given by the following algorithm.
Step 1: Set i ∈ F , j ∈ T , k ∈ T
Step 2: if (j = k) OR (bij = bik) OR (bik = null) then pijk = 0 else
goto step 3
Step 3: if (bij �= bik) then pijk = 1 else goto step 4
Step 4: if (bij = null) then pijk =
Cik
N ik
Steps 2-4 are mutually exclusive and cover all possibilities for determining
pijk. In step 2,(j = k) indicates that the same board type follows j (i. e. the
diagonal entries in Pi are zeroes). In step 2, (bij = bik) indicates that the
next setup configuration is the same as the previous setup configuration.
Finally, in step 2 (bik = null) indicates that the board type that follows
the current board type does not require a setup configuration on feeder i.
In each of these cases, a setup change is not required so that pijk = 0. In
step 3, (bij �= bik) and the next setup configuration is different than the
previous configuration. Thus, pijk equals one. In step 4, we are moving from
a board type that did not require a setup configuration on the feeder. Thus,
we can not be certain which board type was before it in the sequence. Our
heuristic takes a probabilistic approach and determines the likelihood of a
setup change. The likelihood is expressed as a ratio of the number of board
types that require a different setup configuration than the next board type
k and the total number of board types that are different than k. This is also
where we use our assumption that any board type is equally likely to appear
in any position in the sequence. This assumption seems reasonable given no
a priori knowledge about the ordering of the board types in the sequence.
14

Applying the algorithm to the example FBS matrix yields the following
expected setup matrix:
Boardst1 t2 t3 t4
Boards
t1t2t3t4
0 1.5 1.5 12 0 1 2
1.5 1 0 1.51 2 2 0
Since the matrix is not symmetric, we take the maximum of sjk and skj
as the final expected setup distance between the two boards. Let D be the
matrix which contains the final expected setup distance between two board
types with elements djk = max(sjk, skj). Even though the problem can be
handled with a non-symmetric matrix, this heuristic simplification allows well
established grouping methods and sequencing methods to be easily applied.
We note that if the board sequences were reversed in the actual production
sequence then only a benefit would occur since we are taking the maximum
distance between the boards.
Before the sequencing can be done the boards must be clustered into
groups based on criteria used to measure the similarity between boards. The
formulation for the clustering problem is:
minK∑
k=1
N−1∑i=1
N∑j=i+1
dijyikyjk
subject to:K∑
k=1
yik = 1, ∀i
yik = 0, 1 ∀i, k
where
• N = the number of boards types
• K = the number of groups
15

• dij = the distance from board i to board j, either Hamming or expected
setup distance
• yik = 1 if board i is in group k and 0 otherwise
The general clustering problem is discussed in Ignizio and Cavalier (1994)
or Everitt (1993). The model attempts to separate the board types into
groups such that board types with a minimal distance between them are
placed within the same groups.
4.3 Application To The Assembly System
The mathematical formulation presented in Section 4.1 assumes a single ma-
chine scheduling problem. There are a variety of heuristic approaches to
developing solutions to this type of problem. In general, the problem is
known to be NP-hard, see for example Appendix B of Ahuja et al. (1993),
since one can show an equivalence to the travelling salesman problem. In our
case study, the number of different board types including bottom-side place-
ments was eleven. Demand projections for the boards indicated that in the
future twice as many new board types are likely to be introduced with the
majority to take advantage of top and bottom side placements. Given that
the problem is NP-hard and that we are primarily concerned with a practical
implementation, we selected to approach the problem using a nearest neigh-
bor heuristic. We felt that the nearest neighbor heuristic used in conjunction
with groupings would lessen the likelihood of the large jumps which can occur
at the end of sequence construction using the nearest neighbor heuristic.
The clustering model was solved for the data available in our system
using both the Hamming distance and the expected setup distance as dij
for the number of groups K = 1, . . . , 6. For both distance measures, the
most effective number of groups was four; however, the actual groupings
were significantly different from each other.
16

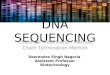
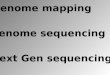
The above clustering model was solved using different values for the num-
ber of groups. Figures 2 and 3 present the results for the objective function
for the clustering results for the Hamming distance measure and the expected
setup distance measure. From the figure the separation of the boards into
four groups is very effective. Not much is gained for group sizes greater than
four. In addition, for more than five groups, boards were placed into groups
of size one which defeats the purpose of grouping. Thus, we decided to set the
number of groups to be four. A complete listing of the groups are available
from the authors upon request.
Once we have decided upon using groups and a nearest neighbor approach,
our solution methodology is straight forward:
Step 1: Establish effective groupings
Step 2: Choose an available board type, t, according to nearest neigh-
bor from any available group.
Step 3: Sequence the rest of the boards types from t’s group
Step 4: Go to step 2 until all groups have been sequenced.
The first board chosen should be a top-side board since one can not sequence
a bottom-side before its corresponding top-side. An available group to se-
quence from is determined by considering that an unavailable group is one
that
• contains bottom-side boards and not the respective top-sides or
• contains bottom-side boards whose corresponding top-side boards have
not been previously sequenced as part of another group.
These two conditions ensure that bottom-side boards are sequenced after
their corresponding top-side boards. The criteria for selecting the nearest
neighbor can be either the Hamming distance or the estimated expected
17

setup distance. Both the Hamming distance and the expected setup distance
can be modified to include λj × cj.
The above methodology allows a solution to our assembly system problem
to be developed. Given the above methodology, the question remains as to
how well the estimated expected setup distance criteria compares to the
Hamming distance criteria in terms of efficiencies gained from the generated
groups and whether or not demand affects the results.
5 Evaluation of Methodology
In this section, we discuss the analysis and evaluation of the performance
of the proposed heuristics in the context of the operation of the PCB flexi-
ble assembly system. Our motivation here is not to perform an exhaustive
comparison of these heuristics. Rather, we are interested in how the sched-
ules generated by our methodology for this case study perform under realistic
operating conditions. In order to perform this analysis, we developed a simu-
lation model of the system and ran the model using the sequences produced
by our methodology. We will first briefly describe the development of the
simulation model, then we will cover our experimental designs, and finally
we discuss the results of the experiments.
5.1 Simulation Model Development
The PCB flexible assembly system shown in Figure 1 is a new line designed to
handle non-standard size boards with demand for boards to be increased in
the near future. The demand for boards should increase in both the number
of different board types and the quantity of boards. Only twenty six weeks
of board demand data was available for analysis. Because of the new nature
of the line and because increasing levels of future demand were expected, we
used weekly demands conditioned on the demand for a board being greater
than zero. In other words, during each week each board type must have de-
18

mand. Demand distributions were fit for each board type. The distributions
are available from the authors upon request. Individual time studies were
taken of the various work stations along the lines and service time distri-
butions were fit. The service time of the ovens and the material handling
flipping station were assumed to be deterministic. The service time of the
glue machine was assumed to have a deterministic linear relationship with
respect to the number of components to be placed on the boards. The spe-
cific distributions are available from the authors upon request. Setup time
collection was more difficult due to the uncertainty of when setups would
take place. Repeated interviews with manufacturing engineering personnel
and shop personnel performing the setup changes indicated that the setup
time per setup change was Normal (4.5,1) minutes/change. A setup change
is defined as changing a feeder setup for the next board in the production
sequence. These setups are completed one at a time and are not done simul-
taneously.
Since we are primarily concerned with the performance of a sequence for
production, the simulation was of the finite horizon (terminating) type. A
weeks demand for circuit boards was simulated through the assembly system
with the simulation terminating when the entire week’s demand is produced.
Upon termination, performance statistics on makespan, utilization, and WIP
were recorded. Each simulated week represents a replication. For each repli-
cation the line starts in the empty and idle condition with all placement
machines in the common setup state. The model was validated by observing
actual makespan times and comparing to simulated performance. The details
of the model and the code are available from the authors.
5.2 Experimental Design
We are primarily interested in exploring the following questions:
• What affect does sequencing with respect to groupings have on the
performance of the sequencing heuristics?
19

• Does the expected setup distance metric perform as well as the Ham-
ming distance metric when used as the criteria for grouping and se-
quencing?
• How does randomly changing demand affect the performance of heuris-
tics that do not take demand into account?
• How do the sequences compare with respect to performance measures
other than makespan such as WIP and utilization?
The factors of interest were thus the grouping method, distance measures,
and the demand dependency. The grouping method defines how the boards
are clustered into families. The levels were no groups (NG), current groups
(CG), and clustered groups (CLG). The boards are first separated into types
such that top-sides and bottom-sides of the same board are considered to be
different board types. No groups means that the board types are not placed
into groups. The current grouping (CG) refers to board type’s with top-side
and bottom-side placements being placed within the same group. In other
words, if we consider board types with top and bottom side placements as
two different board types then the current grouping has them together in
the same group. Clustered groups refers to groups which are formed by
the clustering algorithm when considering boards types with both top and
bottom side placements as separate board types.
The distance measure is defined as the method used to approximate the
sequence independent setup changes required from board type to board type.
The levels were Hamming distance (HD) and expected setups (ES). When
approximating the sequence independent setup changes, we may or may not
include information concerning the demand as described in Section4.1. The
demand dependency indicates whether or not the sequence to be generated
for a given demand takes the demand into account or just the fixed setup
estimates. That is, whether or not demand through the form of λj × cj is
included when the grouping is performed. Each week will have a different
20

amount of demand for each of the board types. Because of this, if the se-
quence is demand independent (DI) then the sequence will be fixed for all
distances and groupings for each simulated week; however, if the sequence
is demand dependent (DD) then the sequence will be constructed based on
a sequence dependent processing time and may vary from week to week in
the simulation experiments. The sequence dependent processing time is the
estimated setup time plus the expected processing time for a lot.
In addition, the heuristic sequences will be compared to sequences which
are optimal (OS) with respect to minimizing the expected sequence makespan
based upon the estimation method for the sequence dependent setup, weekly
demand, and grouping method. In other words, given the estimated se-
quence dependent setups and resulting groups, we can optimally determine
the sequence with the formulation presented in Section4.1. For the case of
no groups (NG), the generated (OS) sequences only depend upon distance
measure used (HD) or (ES) and the demand dependency (DD) or (DI). The
optimal sequences were generated by a complete enumeration of all possi-
ble sequences for each week of demand. Table 1 illustrates the experimental
design and indicates for each factor/level combination whether or not the
sequences are fixed (FS) or variable (VS). If the sequencing is demand de-
pendent, the sequence is allowed to vary since the sequence dependent setup
time will become a sequence dependent processing time which is made up
of the expected processing time of the weekly demand and the estimated
sequence dependent setup time.
Starting from a common feeder setup, each simulation experiment pro-
ceeds as follows. First, circuit board demands are generated for each board
type. A sequence is constructed using a sequencing method which depends
upon the levels of the various experimental factors. The sequence is simu-
lated through the PCB flexible assembly system. The lot’s makespan times
through the stages of the system are collected as well as the average number
of lots in the system and the utilization of work stations along the manual
21

line. Because each simulation starts from a common feeder setup, the ac-
tual number of setup changes can and was also recorded for each generated
sequence.
5.3 Statistical Analysis of Results
In order to analyze the performance of the heuristics, we utilized a two-staged
sequential ranking and selection procedure described in Dudewicz and Dalal
(1975) and Law and Kelton (1993). The ranking and selection procedure
requires a probability of correct selection parameter, P ∗, and a specification
of an indifference amount, d∗. The procedure ensures that with a probability
of at least P ∗, the expected performance of the selected heuristic will be less
than the true expected performance plus the indifference amount. For our
experiments, P ∗ = 0.95 and d∗ = 120 minutes. In other words, we say that
we are indifferent if the differences in makespan for the competing heuristics
are less than 120 minutes apart. An initial 40 replications were chosen in
order to obtain the first stage sample variances for the makespans of the
sequencing heuristics.
The ranking and selection procedure assumes that the individual re-
sponses for each replication are normally distributed. The procedure is known
to be robust to departures in normality assumptions. Examination of the
data indicated only minor departures from this assumption. Based on the
sample variances, the number of second stage experiments were determined.
The procedure computes weighted means based on the first and second stage
results. We let X(1) and X(2) be the mean from the first and second stages
respectively. The weighted mean is given as X = W (1)X(1) + (1−W (1))X(2)
where the W (1) is a complicated function of the number of samples in each
stage, the indifference amount, and a constant that depends on the number of
comparisons being made as well as the probability of correct selection. Law
and Kelton (1993) presents the computational formulas and shows why the
weights take their form to ensure the correct selection probability. Table 2
22

gives the final weighted means and the rankings of the heuristics in ()’s in
terms of makespan. In the table, lower values are preferred and n represents
the total number of replications. The significant conclusion to be drawn is
that sequences obtained from the expected setup heuristic out perform the
sequences obtained from the Hamming setup heuristic. In addition, the ex-
pected setup heuristic with clustered groups was the best across all demand
characteristics.
We found that generating sequences that are demand dependent, i. e.
incorporating demand by forming a demand dependent processing time did
not improve the performance of the heuristics with respect to the optimal
sequence. Table 3 displays the performance for the first 40 replications with a
95% confidence interval indicated. Only the first 40 replications were used to
allow the use of the paired-t confidence interval. The values in the table are
estimates for the expected difference between the heuristic’s makespan and
the optimal sequence (OS) case’s makespan. Thus, the results are relative
to the (OS) case. Lower values are preferred to larger ones. Sequencing
independent of demand dominated the performance of sequencing dependent
on demand in all cases except when the sequencing was done with respect to
clustered groups. Clustered groups performed approximately the same across
the demand factor primarily because the groupings constrained the variety of
sequences which could be generated and thus the actual sequences generated
were similar across this factor. For our sequence dependent environment,
minimizing makespan depends much more critically on minimizing setup time
than it does on incorporating demand into the processing times. Results for
other systems can be different if processing times are large in comparison to
setup times.
Based upon the makespan ranking results and the performance of the
heuristics with respect to the optimal makespans, it is clear that fixed se-
quences (demand independent) had the best performance. For our system,
makespan is the more important performance measure; however, we were also
23

interested in how the sequences performed in terms of work in process (WIP)
and utilization of the manual line. Table 4 presents the mean WIP results.
The results indicate that the current grouping method achieved the lowest
WIP levels. WIP is defined as the number of lots in the system, where each
lot consists of a batch of a given board type. An interesting result is that se-
quencing using the expected setups and no grouping in a demand dependent
environment achieved very low levels of WIP. This was due to the fact that
the sequences generated by this method are very similar to the sequences
produced by the current grouping method.
In the following tables and figures, we show how the WIP and utilization
performed when compared to sequencing with the current groupings (CG)
using the Hamming distance (HD) in the nearest neighbor heuristic. This
represents a baseline for comparison since this is essentially the status quo
alternative. Figure 4 presents box plots for the WIP difference results. For
example, D1 = CGES − CGHD is the difference between the WIP under
current groupings when sequencing using the expected setup distance criteria
and the WIP under current groupings when sequencing using the Hamming
distance criteria. In the figure, lower values are consider better. We see
that the WIP level is essentially the same if the current groupings are used
with expected setups as the distance measure. The case of no groupings
performed somewhat in the middle and the clustered groupings with both
Hamming and expected setups as distance criteria performed the worst.
Table 5 indicates a 95% confidence interval for the differences in WIP.
Using the clustered groups based on the expected setup distance measure
increased the WIP level in the system on average by 1.456 lots. Some increase
in WIP should be expected since the procedures are minimizing makespan.
It is unknown why clustered grouping increased the WIP more than the other
methods. Figure 5 presents the box plots for the utilization difference results.
Table 5 presents a 95% confidence interval for the differences in utilization.
In this case, higher values indicate improved utilization. From the table and
24

figure, we see a slight trend in improved utilization, but the differences are
not statistically significant at the current sample size.
Next, we present results that illustrate the performance of the sequencing
methods with respect to the total number of actual feeder changes that were
experienced within each replication of the simulation experiments. As indi-
cated in Table 1, the sequences may or may not vary for each experiment.
This is because the sequences can be dependent upon the demand due to
the calculation of the sequence dependent processing times. If the sequences
vary, then the total number of actual feeder changes experiences will also
vary for each replication of the experiments. The sequences were generated
based on the estimated sequence dependent setups. Once the sequence is
generated, the actual number of setups, or feeder changes, that are required
to produce the sequence can then be calculated. Table 6 tabulates the statis-
tics for the required number of setups and where appropriate, including the
average (x), the standard deviation (s), the minimum, the median (x), and
the maximum.
Sequencing dependent on demand (redefining the sequence dependent
setup time as the sequence dependent processing time) resulted in an overall
higher number of setups to be required. This is expected, since the nearest
neighbor search is allowed to take a different path for each week’s demand.
The processing time which is added to the setup time may mask the nearest
neighbor’s setup time, which results in a neighbor being chosen that may
have a higher setup than another neighbor.
The optimal sequence case, minimizing the expected makespan, using the
expected distances as the estimates for the sequence dependent setups, gener-
ated sequences that required fewer setups than did those using the Hamming
distance. Using the common feeder setup as a starting point, we also enu-
merated all possible sequences to find that the sequence with the smallest
number of setups had 124. As indicated, the sequences using the expected
distance are within 2 percent of the optimal, 128 versus 124, for either no
25

groupings or clustered groupings. The optimal sequences, using the hamming
distance and no groupings required a average of 154 setup changes. When
the clustered groupings are used with the hamming distance, the number of
required setup changes was reduced. The data also indicates that for both
the demand independent sequences and the optimal sequences the expected
distance heuristic produced sequences that required fewer setups.
6 Summary
In this paper, we examined a realistic PCB assembly system in order to
develop a solution to efficiently sequencing the line in terms of reducing
makespan while maintaining adequate WIP and utilization levels. The prob-
lem is complicated by the fact that the setup of the line depends not only
on the current board type, but on all previously sequenced board types.
Our solution consisted of modeling the assembly system as a single machine
sequencing problem and estimating sequence independent setup costs. In ad-
dition, we grouped similar board types together to reduce the problem size
and simplify the sequencing procedure.
Our method of estimating sequence independent setup costs is based on
estimating the expected number of setups given component feeder and board
types. Our expected setup distance measure can easily be incorporated into
board clustering algorithms to capture the similarities between boards in
terms of required setups. In addition, we showed that the expected setup
distance measure can be incorporated into group sequencing heuristics(e. g.
nearest neighbor) to produce sequences. For our case study, the sequences
generated based on the expected setup distance measure performed signifi-
cantly better than sequences which utilize the Hamming distance in terms of
makespan. We showed that the expected setup distance produced sequences
that required fewer setups and that are closer to the optimal when compared
to the Hamming distance for our problem. This would imply that it predicted
the actual number of setups better.
26

In terms of WIP, no groupings (NG) performed slightly worse than the
current groupings, and clustered groups performs the worst in terms of WIP.
In terms of utilization, no groups and clustered groups are perhaps slightly
better than the current groups. Because of the significant improvement in
makespan, we would recommend the use of clustered groups and group se-
quencing based on the expected setup distance measure. For this system, if
WIP and utilization become a concern then we would recommend no groups,
demand independent, using expected setups as a viable alternative since it
was ranked third in Table 2 but also performed well in terms of WIP and
utilization.
The development of the expected setup distance measure opens up many
possible avenues for future research. First and foremost would be the detailed
examination of this heuristic as compared with other heuristics on randomly
generated problem instances. Other approaches such as genetic algorithms
or tabu search would be natural methods for addressing this problem and
do not rely on grouping. We would suggest examining the effect of the total
number of board types on both the clustering algorithms and the resulting
groups. In addition, the sensitivity of the sequencing heuristics to increases in
the number of board types should be performed. In developing the expected
setup matrix, we ensured symmetry by taking djk = max(sjk, skj). The effect
of a non-symmetric matrix should be explored as well as other operators to
ensure symmetry such as taking djk = avg(sjk, skj). Another method would
be to predict the expected setups, sequence to find the actual setups, readjust
the estimated setups, and then resequence as suggested in Prabhakar (1974).
Finally, it would be interesting to examine the effectiveness of this method
with no groupings at all as compared to the optimal non-grouping sequences.
We incorporated the expected setup distance measure into the nearest
neighbor heuristic. Many other heuristics have been developed, see for ex-
ample Bianco et. al. (1994) and Wemmerlov and Vakharia (1991). The per-
formance of these heuristics using the expected setup distance measure should
27

be examined. For example, the results of Gupta (1993) on reentrant flow-
shops and Das et. al. (1995) on sequence dependent setup times should be
explored in combination with our expected setup cost heuristic. Finally, the
effect of using expected setups could be tested on other performance criteria
such as due date tightness.
Acknowledgments
We would like to thank Jay Endahl and COMDIAL Communications of Char-
lottesville Virginia for access to their manufacturing facilities and for valued
assistance during this research.
Appendix
In this appendix, we present an example calculation of the expected setup
matrix. Let S, F , T , BS, FS, and FBS be defined as in Section 4.2. In
the following example suppose that there are 3 feeders, 4 board-types, and 6
setup configurations as given in Table 7.
From this example, we see that board type t1 uses setup configurations
s4 and s5. Feeder f1 has both setup configurations s1 and s2 assigned to it.
In forming FBS, F × T forms a relation with all possible combinations of
elements of F with elements in T . This results in a relation with 12 rows. For
this example, FS JOIN BS results in a relation with 8 rows, those board type
and feeder combinations with matching setup configurations. The resulting
FBS relation is given in Table 8. FBS can be rearranged into a matrix
form.
Boardst1 t2 t3 t4
Feedersf1
f2
f3
null s1 s1 s2
s4 null s3 nulls5 s6 null s5
28

Let Cik be the number of board types that require a different setup configura-
tion than board-type k’s setup configuration and require a setup configura-
tion on feeder i. Let N ik be the total number of board-types other than type
k that require a setup on feeder i. To calculate N ik, we need to count the
board types that are different than board type k and which have a non-null
setup configuration.
Step 1: Set i ∈ F
Step 2: Set k ∈ T
Step 3: for each j ∈ T where j �= k and bij �= null, add 1 to N ik
To calculate Cik, we need to count the board types that have setup configu-
rations that are different than board type k’s setup configuration and that
are non-null.
Step 1: Set i ∈ F
Step 2: Set k ∈ T
Step 3: for each j ∈ T where bij �= null and bij �= bik, add 1 to Cik
N ik can also be determined with a parameterized query on the FSB relation:
SELECT COUNT(t)
FROM FSB
WHERE ((f = i) AND (t �= k) AND (s �= null));
Cik can also be determined with a parameterized query on the FSB relation:
SELECT COUNT(t)
FROM FSB
WHERE ((f = i) AND (s �= null) AND
29

( s NOT IN (SELECT s FROM BS WHERE t = k))));
Using these algorithms, we can determine that N f1t2 = 2 since board types
t3 and t4 require setup configurations s1 and s2, and board type t1 does not
require a setup configuration on f1. Also, Cf1t2 = 1 since of the other board
types that require a setup configuration on feeder f1 only board type t4 has
a different setup configuration than board type t2. Tabulating the remaining
Cik and N i
k we have:
BoardsCi
k t1 t2 t3 t4
Feedersf1
f2
f3
3 1 1 21 2 1 21 2 3 1
BoardsN i
k t1 t2 t3 t4
Feedersf1
f2
f3
3 2 2 21 2 1 22 2 3 2
To calculate the pijk, we apply the algorithm given in Section 4.2. The re-
sulting matrices are:
P f1 =
0 0.5 0.5 10 0 0 10 0 0 10 1 1 0
P f2 =
0 0 1 01 0 1 01 0 0 01 0 1 0
P f3 =
0 1 0 01 0 0 1
0.5 1 0 0.50 1 0 0
30

Consider the first row of P f1 . Clearly, pf1t1t1 = 0 since we are transitioning to
the same board type. For the other elements of the row, we are transitioning
from t1 which does not have a required setup configuration. Thus, we must
invoke step 4 of the algorithm:
pf1t1t2 =
Cf1t2
Nf1t2
= 12
pf1t1t3 =
Cf1t3
Nf1t3
= 12
pf1t1t4 =
Cf1t4
Nf1t4
= 22
= 1
The summation of the P i matrices will yield the expected setup matrix given
in Section 4.2.
References
Ahuja R. K, Magnanti, T. L. and Orlin J. B. Network Flows: Theory, Algo-
rithms, and Applications, Prentice Hall, 1993.
Baker, K. R., Introduction To Sequencing And Scheduling, John Wiley &
Sons, Inc., New York, NY (1974).
Bianco, L., Mingozzi, A., Ricciardelli, A. & Spadoni, M., “Exact and Heuris-
tic Procedures for the Traveling Salesman Problem with Precedence Con-
straints, Based on Dynamic Programming”, INFOR, Vol. 32, No. 1, pp.
19-32, (Feb. 1994).
Das, S. R., Gupta, J. N., & Khumawala, B. M. “A Savings Heuristic Algo-
rithm for Flowshop Scheduling with Sequence Dependent Setup Times”,
Journal of Operational Research Society, Vol. 46, pg. 1365, 1995.
Dilts, D. & Ramsing, K., “Joint Lot Sizing and Scheduling of Multiple Items
with Sequence Dependent Setup Cost”, Decision Sciences, Vol. 20, pp.
120-133, (1989).
31

Ding, F. & Kittichartphayak, D., “Heuristics for Scheduling Flexible Flow
Lines”, Computers and Industrial Engineering, Vol 26. No. 1, pp. 27-34,
(1994).
Doulgeri, Z. & Magaletti, N., “Production Control Policies For A Flexible
Assembly System”, Robotics & Computer-Integrated Manufacturing, Vol.
8, No. 2, pp. 113-119, (1991).
Dudewicz, E. J., & Dahal, S. R., “Allocation of Observations in Ranking and
Selection with Unequal Variances”, Sankhya, B37, pp. 28-78, (1975).
Everitt, B. S., Cluster Analysis, Edward Arnold, A division of Hodder &
Stoughton, New York, NY (1993).
French, S., Sequencing and Scheduling: An Introduction to the Mathematics
of the Job-Shop, John Wiley & Sons, New York , NY (1982).
Gongaware, T. A.,& Ham, I., “Cluster Analysis Applications for Group Tech-
nology Manufacturing Systems”, in Group Technology At Work, Hyer,
Nancy Lee, editor, Society of Manufacturing Engineers, Dearborn, Michi-
gan, (1984).
Gupta, J., “Two-Stage Reentrant Flowshop problem with Repeated Process-
ing at the First Stage”, Department of Management, Ball State Univer-
sity, (1993)
Ham, I., Hitomi, K., & Yoshida , T., Group Technology Applications to Pro-
duction Management, Kluwer-Nijhoff Publishing, Boston, Ma, (1985).
Hashiba, S. & Chang, T., “PCB Assembly Setup Reduction Using Group
Technology”, Computers and Industrial Engineering, Vol. 21, No. 1-4,
pp. 453-457, (1991).
Ignizio, J. P. & Cavalier, T. M., Linear Programming, Prentice-Hall Inc.,
Englewood Cliffs, New Jersey, (1994).
Kusiak, A., “The Part Families Problem in Flexible Manufacturing Systems”,
in Annals of Operations Research Vol. 3: Flexible Manufacturing Sys-
tems: Operations Research Models and Applications, K. E. Stecke & R.
Suri, J. C. Baltzer AG, Scientific Publishing Company, Basel-Switzerland,
32

(1985).
Law, A., & Kelton, W. D., Simulation Modeling & Analysis, McGraw-Hill
Publishing Company, NY, (1993).
Lockett, A. G., & Muhlemann, A. P., “A Scheduling Problem Involving Se-
quence Dependent Changeover Times”, Operations Research, Vol. 20,
pp. 895-902, (1972).
Pinedo, M., Scheduling: Theory, Algorithms, and Systems, Prentice Hall,
Englewood Cliffs, New Jersey, (1995).
Prabhakar, T. “A production scheduling problem with sequencing consider-
ations”, Management Science, Vol. 21, pp. 34-42, (1974).
Selen, W. J., & Hott, D. D., “A Mixed-Integer Goal Programming Formu-
lation of the Standard Flow-Shop Scheduling Problem”, Journal of the
Operational Research Society, Vol. 37, No. 12, pp. 1121-1128, (1986).
Wemmerlov, U., & Vakharia, A., “Job and Family Scheduling of a Flow- Line
Manufacturing cell: A simulation Study”, IIE Transactions, Vol. 23, No.
4, pp. 383-393, (1991).
White, C. H., & Wilson, R., “Sequence dependent set-up times and job
sequencing,” International Journal of Production Research, Vol. 15, No.
2, pp. 191-202, (1977).
Wilson, J. M. “Alternative Formulations of a Flow-Shop Scheduling Prob-
lem”, Journal of the Operational Research Society, Vol. 40, No. 4, pp.
395-399, (1989).
33

Figure 1: PCB Assembly System Layout
Clustering ResultsHamming Distance
0
200
400
600
800
1000
1200
1400
1600
1 2 3 4 5 6
Groups
Se
t U
p C
ha
ng
es
Figure 2: Clustering Results For Hamming Distance
34

Clustering ResultsExpected Setups
0
100
200
300
400
500
600
700
1 2 3 4 5 6
Groups
To
tal
E[S
etu
ps
]
Figure 3: Clustering Results For Expected Setups
-0 .8
-0 .4
0.0
0.4
0.8
1.2
1.6
2.0
D1 D2 D3 D4 D5
D1 = CGES - CGHD
D2 = CLGES - CGHD
D3 = CLGHD - CGHD
D4 = NGES - CGHD
D5 = NGHD - CGHD
Figure 4: WIP Differences Box Plots
35

-0 .035
-0 .025
-0 .015
-0 .005
0.005
0.015
0.025
0.035
0.045
0.055
0.065
0.075
D1 D2 D3 D4 D5
D1 = CGES - CGHD
D2 = CLGES - CGHD
D3 = CLGHD - CGHD
D4 = NGES - CGHD
D5 = NGHD - CGHD
Figure 5: Utilization Differences Box Plots
Table 1: Experimental Design Table
Distance Grouping Demand Demand OptimalMeasure Method Independent Dependent Sequence
Hamming None FS VS VSCurrent FS VS VS
Setups Clustered FS VS VS
Expected None FS VS VSCurrent FS VS VS
Setups Clustered FS VS VS
36

Table 2: Final Weighted Makespans and Rankings
Distance Grouping Demand Demand OptimalMeasure Method Independent Dependent Sequence
Hamming None 2015.8 (2) 2100.4 (3) 1976.4 (4)n = 41 n = 41 n = 41
Current 2315.1 (6) 2376.0 (5) 2272.9 (6)n = 41 n = 41 n = 41
Setups Clustered 2066.8 (4) 2066.1 (2) 1944.9 (3)n = 41 n = 41 n = 41
Expected None 2029.3 (3) 2478.0 (6) 1929.2 (2)n = 74 n = 74 n = 101
Current 2227.2 (5) 2369.9 (4) 2160.3 (5)n = 41 n = 41 n = 41
Setups Clustered 1955.9 (1) 1980.1 (1) 1836.4 (1)n = 42 n = 46 n = 45
Table 3: Makespan Differences Relative To (OS) Case
Distance Grouping Demand DemandMeasure Method Independent Dependent
Hamming None 39.48 ± 8.44 125.44 ± 13.46Current 55.29 ± 11.0 114.56 ± 9.56
Setups Clustered 121.27 ± 20.62 120.86 ± 16.6
Expected None 68.72 ± 22.64 514.89 ± 23.4Current 56.16 ± 15.1 211.16 ± 9.6
Setups Clustered 113.14 ± 13.4 114.67 ± 15.54
37

Table 4: Mean Work In Process
Distance Grouping Demand Demand OptimalMeasure Method Independent Dependent Sequence
Hamming None 1.044 ± 0.04 0.669 ± 0.06 2.042 ± 0.06n = 100 n = 100 n = 100
Current 0.349 ± 0.04 0.254 ± 0.04 0.304 ± 0.04n = 100 n = 100 n = 100
Setups Clustered 1.347 ± 0.05 1.44 ± 0.05 2.239 ± 0.14n = 100 n = 100 n = 26
Expected None 1.077 ± 0.04 0.282 ± 0.04 2.24 ± 0.05n = 100 n = 100 n = 100
Current 0.337 ± 0.04 0.2503 ± 0.04 0.305 ± 0.04n = 100 n = 100 n = 100
Setups Clustered 1.814 ± 0.04 1.392 ± 0.04 2.329 ± 0.04n = 100 n = 100 n = 90
Table 5: WIP and Utilization Comparisons
Sample size n = 100
WIP UtilizationCGES - CGHD −0.012 ± 0.036 0.00655 ± 3.656 × 10−3
CLGES - CGHD 1.465 ± 0.036 0.01992 ± 3.736 × 10−3
CLGHD - CGHD 0.998 ± 0.052 0.02224 ± 3.943 × 10−3
NGES - CGHD 0.728 ± 0.043 0.02946 ± 4.121 × 10−3
NGES - CGHD 0.695 ± 0.045 0.01779 ± 4.102 × 10−3
38

Table 6: Number of Required Setups
Distance Grouping Demand Demand OptimalMeasure Method Independent Dependent Sequence
Hamming None x = 169 x = 197.5 x = 155.9s = 0 s = 6.1 s = 1.4
min = 169 min = 183 min = 153x = 169 x = 200 x = 156
max = 169 max = 202 max = 157Current x = 247 x = 252.7 x = 230.7
s = 0 s = 1.2 s = 10.1min = 247 min = 250 min = 222x = 247 x = 253 x = 226
max = 247 max = 255 max = 257Setups Clustered x = 168 x = 167.5 x = 139.9
s = 0 s = 1.8 s = 14.5min = 168 min = 163 min = 124x = 168 x = 168 x = 153
max = 168 max = 170 max = 154
Expected None x = 143 x = 247.3 x = 128s = 0 s = 16.6 s = 0
min = 143 min = 196 min = 128x = 143 x = 253 x = 128
max = 143 max = 255 max = 128Current x = 227 x = 253.2 x = 226
s = 0 s = 1.2 s = 0min = 227 min = 250 min = 226x = 227 x = 253 x = 226
max = 227 max = 255 max = 226Setups Clustered x = 151 x = 168.8 x = 128
s = 0 s = 5.7 s = 0min = 151 min = 140 min = 128x = 151 x = 167 x = 128
max = 151 max = 180 max = 128
39

Table 7: Example Relations
S F T BS FSs1 f1 t1 t1 s4 f1 s1
s2 f2 t2 t1 s5 f1 s2
s3 f3 t3 t2 s1 f2 s3
s4 t4 t2 s6 f2 s4
s5 t3 s1 f3 s5
s6 t3 s3 f3 s6
t4 s2
t4 s5
Table 8: Example FBS
f t sf1 t1 nullf1 t2 s1
f1 t3 s1
f1 t4 s2
f2 t1 s4
f2 t2 nullf2 t3 s3
f2 t4 nullf3 t1 s5
f3 t2 s6
f3 t3 nullf3 t4 s5
40