-
8/17/2019 Grizzly G0758 Mill-Drill Manual
1/52
MODEL G0758
MILL/DRILL
OWNER'S MANUAL(For models manufactured since 02/14)
COPYRIGHT © MAY, 2014 BY GRIZZLY INDUSTRIAL, INC.
WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY
SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY
INDUSTRIAL, INC.
#DM16290 PRINTED IN CHINA V1.05.14
Shown with Optional Stand(Model T26612)
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
2/52
This manual provides critical safety instructions on the proper
setup,
operation, maintenance, and service of this machine/tool. Save
this
document, refer to it often, and use it to instruct other
operators.
Failure to read, understand and follow the instructions in this
manual
may result in fire or serious personal injury—including
amputation,
electrocution, or death.
The owner of this machine/tool is solely responsible for its
safe use.
This responsibility includes but is not limited to proper
installation in
a safe environment, personnel training and usage
authorization,
proper inspection and maintenance, manual availability and
compre-
hension, application of safety devices, cutting/sanding/grinding
toolintegrity, and the usage of personal protective equipment.
The manufacturer will not be held liable for injury or property
damage
from negligence, improper training, machine modifications or
misuse.
Some dust created by power sanding, sawing, grinding, drilling,
and
other construction activities contains chemicals known to the
State
of California to cause cancer, birth defects or other
reproductive
harm. Some examples of these chemicals are:
• Lead from lead-based paints.
• Crystalline silica from bricks, cement and other masonry
products.
• Arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often
you
do this type of work. To reduce your exposure to these
chemicals:
Work in a well ventilated area, and work with approved safety
equip-
ment, such as those dust masks that are specially designed to
filter
out microscopic particles.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
3/52
Table of ContentsINTRODUCTION
............................................... 2
Machine Description ......................................
2Contact Info....................................................
2Manual Accuracy ...........................................
2Identification ...................................................
3
Controls & Components .................................
4
SECTION 1: SAFETY .......................................
7Safety Instructions for Machinery .................. 7Additional
Safety for Mills/Drills ..................... 9
SECTION 2: POWER SUPPLY ...................... 10Availability
.................................................................10Full-Load
Current Rating ...........................................10110V
Circuit Requirements
.......................................10Grounding & Plug
Requirements ..............................11Extension Cords
........................................................11
SECTION 3: SETUP .......................................
12Needed for Setup .........................................
12Unpacking ....................................................
12Inventory ......................................................
13Cleanup ........................................................
14Site Considerations ......................................
15Lifting & Placing ...........................................
16Bench Mounting ...........................................
17Assembly .....................................................
17Joining Drill Chuck & Arbor ..........................
18Lubricating Mill/Drill ......................................
18Test Run ......................................................
19
Spindle Break-In ..........................................
20Inspections & Adjustments .......................... 20
SECTION 4: OPERATIONS ........................... 21Operation
Overview ..................................... 21Downfeed Controls
...................................... 22
Identification
..............................................................22Using
DRO
................................................................22Using
Coarse Downfeed ...........................................22Using
Fine Downfeed
................................................22
Headstock Movement ..................................
23Raising/Lowering Headstock
.....................................23
Tilting Headstock
.......................................................23Table
Travel ................................................. 24
Graduated Dials
........................................................24X-Axis
Handwheel
.....................................................24Y-Axis
Handwheel
.....................................................24
Installing/Removing Tooling .........................
25Installing Tooling
.......................................................25Removing
Tooling .....................................................26
Spindle Speed..............................................
26Determining Spindle Speed
......................................26
SECTION 5: ACCESSORIES ......................... 27
SECTION 6: MAINTENANCE ......................... 28Schedule
...................................................... 28Cleaning
and Protecting .............................. 28
Lubrication ...................................................
28Table and Column Ways
...........................................29Z-Axis Leadscrews
....................................................29Table
Leadscrews
.....................................................30Headstock
Gears ......................................................30Quill
Outside Surface
................................................31Quill Rack
.................................................................31
Replacing DRO Battery ............................... 31
SECTION 7: SERVICE ...................................
32Troubleshooting ...........................................
32Adjusting Gibs ..............................................
34Adjusting Leadscrew Backlash .................... 34Brush
Replacement ..................................... 35
SECTION 8: WIRING ......................................
36Wiring Safety Instructions ............................ 36G0758
Wiring Overview ............................... 37G0758 Wiring
............................................... 38
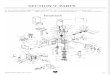
SECTION 9: PARTS .......................................
40Column .........................................................
40Electrical Box ...............................................
42Headstock ....................................................
43Chip Guard...................................................
45
Labels & Cosmetics .....................................
46WARRANTY & RETURNS ............................. 49
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
4/52-2- Model G0758 (Mfd. Since 2/14)
INTRODUCTION
The Model G0758 is a high-precision mill/drill witha 600 Watt
(3 ⁄ 4 HP) high-torque, low noise motor,with low
speed gearing for maximum torque in thelowest RPM range.
This mill/drill has a spindle-to-table distance of 9"with a
131 ⁄ 4" swing. It has an R-8 spindle size andfeatures
manual downfeed controls with a variablespindle speed range from
50–2000 RPM. DRO'sfor both the spindle speed and spindle
downfeedstroke allow precise operation. The headstock tilts
45° left/right and moves in the Z-axis along dove-tailed ways
for maximum precision.
The large 51 ⁄ 2" x 1911 ⁄ 16" table
features manual 13"(X-axis) and 51 ⁄ 2" (Y-axis) travel.
All table move-ment is along precision-ground dovetailed ways.An
optional stand (Model T26612) is available forpurchase at
www.grizzly.com.
Machine Description
We are proud to provide a high-quality owner’smanual with your
new machine!
We made every effort to be exact with the instruc-tions,
specifications, drawings, and photographscontained inside.
Sometimes we make mistakes,but our policy of continuous improvement
alsomeans that sometimes the machine you receivewill be slightly
different than what is shown inthe manual.
If you find this to be the case, and the differencebetween the
manual and machine leaves youconfused about a procedure, check our
websitefor an updated version. We post current manualsand manual
updates for free on our website atwww.grizzly.com.
Alternatively, you can call our Technical Supportfor help.
Before calling, please write down theManufacture Date and
Serial Number stampedinto the machine ID label (see below).
This infor-mation helps us determine if updated documenta-
tion is available for your machine.
Manufacture Date
Serial Number
Manual Accuracy
We stand behind our machines. If you haveany questions or need
help, use the informationbelow to contact us. Before contacting,
please getthe serial number and manufacture date of yourmachine.
This will help us help you faster.
Grizzly Technical Support1203 Lycoming Mall Circle
Muncy, PA 17756Phone: (570) 546-9663
Email: [email protected]
We want your feedback on this manual. What didyou like about it?
Where could it be improved?Please take a few minutes to give us
feedback.
Grizzly Documentation ManagerP.O. Box 2069
Bellingham, WA 98227-2069Email: [email protected]
Contact Info
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
5/52Model G0758 (Mfd. Since 2/14) -3-
Figure 2. Right side identification.
Figure 1. Front identification.
Identification
Z-AxisHandwheel
High/LowGearbox Knob
WorkTable
Motor
CoarseDownfeedHandles
Z-Axis Lock Levers
Quill Lock Lever
DownfeedSelector
Knob
X-AxisHandwheel
ChipGuard
FineDownfeedHandwheel
Variable-SpeedKnob
ON/OFFButtons
Drawbar Cap
Y-Axis LockLevers
Spindle SpeedDigital Readout Unit
(DRO)
Spindle PositionDigital Readout Unit
(DRO)
Become familiar with the names and locations of the controls and
features shown below to better understandthe instructions in this
manual.
Y-AxisHandwheel
Table Stop
X-AxisLock
Levers
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
6/52-4- Model G0758 (Mfd. Since 2/14)
Controls &Components
A. High/Low Gearbox Knob: Selects low gear"L" for maximum
torque from 50–1000 RPM,or high gear "H" for 100–2000 RPM.
B. Drawbar Cap/Drawbar: Drawbar securescollets and tooling in
the spindle.
C. Z-Axis Handwheel: Raises and lowers head-
stock.
D. Z-Axis Travel Locks: Locks position ofheadstock to
column.
E. Downfeed Selector Knob: Selects betweenfine and coarse
vertical quill travel.
Figure 3. G0758 controls (right side).
Figure 4. G0758 controls (front side).CBA
D
EF
G
H. Variable-Speed Knob: Controls spindlespeed.
I. Variable-Speed Digital Readout Unit(DRO): Displays spindle
speed.
J. ON Button: Supplies power for spindle rota-tion.
K. OFF Button: Disconnects power for spindle
rotation.
L. Spindle Downfeed Digital Readout Unit(DRO): Displays a
precise reading of verti-cal positioning of spindle. It can be
zeroedat any position and manually increased ordecreased
independent of spindle positionwhen operation requires it.
M. Quill Lock Lever: Locks vertical position ofquill when
tightened.
H
I
J
K
L
M
Refer to Figures 3 & 4 and the following descrip-tions to
become familiar with the basic controls ofthis machine.
To reduce your risk ofserious injury, read thisentire manual
BEFOREusing machine.
F. Coarse Downfeed Handle: Provides coarsecontrol over
vertical quill travel.
G. Fine Downfeed Handwheel: Provides finecontrol over vertical
quill travel.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
7/52Model G0758 (Mfd. Since 2/14) -5-
MACHINE DATASHEET
Customer Service #: (570) 546-9663 · To Order Call: (800)
523-4777 · Fax #: (800) 438-5901
MODEL G0758 MILL/DRILL
Product Dimensions:
Weight..............................................................................................................................................................
161 lbs.
Width (side-to-side) x Depth (front-to-back) x
Height...............................................................19-3/4
x 21 x 30-1/4 in.
Footprint (Length x
Width)...............................................................................................................
16-1/2 x 15-3/4 in.
Shipping Dimensions:
Type..........................................................................................................................................................
Wood Crate
Content...........................................................................................................................................................
Machine
Weight..............................................................................................................................................................
176 lbs.
Length x Width x
Height.......................................................................................................................
24 x 22 x 32 in.
Electrical:
Power
Requirement...........................................................................................................
110V, Single-Phase, 60 Hz
Full-Load Current
Rating........................................................................................................................................
10A
Minimum Circuit
Size..............................................................................................................................................
15A
Connection
Type.......................................................................................................................................
Cord & Plug
Power Cord
Included..............................................................................................................................................
Yes
Power Cord
Length.................................................................................................................................................
5 ft.
Power Cord
Gauge.........................................................................................................................................
16 AWG
Plug
Included..........................................................................................................................................................Yes
Included Plug
Type................................................................................................................................................
5-15
Switch
Type...........................................................................................
ON/OFF Push Button Switch w/Safety Cover
Motors:
Main
Type.........................................................................................................................................
High-Torque
DCHorsepower................................................................................................................................
600W (3/4 HP)
Phase............................................................................................................................................
Single-Phase
Amps............................................................................................................................................................
10A
Speed................................................................................................................................................
4500 RPM
Power Transfer
.................................................................................................................................
Gear Drive
Bearings.......................................................................................................
Shielded and Permanently Sealed
Main Specifications:
Operation Info
Spindle
Travel..............................................................................................................................................
2 in.
Max Distance Spindle to
Column..........................................................................................................
6-5/8 in.
Max Distance Spindle to
Table....................................................................................................................
9 in.
Longitudinal Table Travel
(X-Axis).............................................................................................................
13 in.
Cross Table Travel
(Y-Axis)..................................................................................................................
5-1/2 in.
Vertical Head Travel
(Z-Axis)................................................................................................................
8-1/4 in.
Head Tilt
(Left/Right)........................................................................................................
Left 45, Right 45 deg.
Drilling Capacity for Cast
Iron...................................................................................................................
5/8 in.
Drilling Capacity for
Steel.........................................................................................................................
1/2 in.
End Milling
Capacity.................................................................................................................................
5/8 in.
Face Milling
Capacity...................................................................................................................................
2 in.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
8/52-6- Model G0758 (Mfd. Since 2/14)
Table Info
Table
Length....................................................................................................................................
19-11/16 in.
Table
Width...........................................................................................................................................
5-1/2 in.
Table
Thickness....................................................................................................................................
1-7/8 in.
Number of
T-Slots............................................................................................................................................
3
T-Slot
Size................................................................................................................................................
3/8 in.
T-Slots
Centers......................................................................................................................................
1-1/2 in.
Spindle InfoSpindle
Taper...............................................................................................................................................
R-8
Number of Vertical Spindle
Speeds......................................................................................................
Variable
Range of Vertical Spindle
Speeds...............................................................................................
50–2000 RPM
Quill
Diameter.........................................................................................................................................
2.36 in.
Drawbar Thread
Size.............................................................................................................................
7/16-20
Drawbar
Length.....................................................................................................................................
9-7/8 in.
Spindle
Bearings.........................................................................................................
Tapered Roller Bearings
Construction
Spindle
Housing/Quill...........................................................................................................................Cast
Iron
Table....................................................................................................................................................
Cast Iron
Head....................................................................................................................................................
Cast Iron
Column/Base.......................................................................................................................................
Cast Iron
Paint
Type/Finish....................................................................................................................................
Enamel
Other
Optional
Stand........................................................................................................................................
T26612
Other Specifications:
Country of Origin
................................................................................................................................................
China
Warranty
...........................................................................................................................................................
1 Year
Serial Number Location
..................................................................................................................................
ID Label
ISO 9001 Factory
..................................................................................................................................................
Yes
CSA, ETL, or UL Certified/Listed
............................................................................................................................
No
Features:
Dovetail headstock column and table waysHigh-torque, low-noise
DC motor
Variable-speed spindle with DRO
Spindle elevation DRO
3-Axis precision handwheel control
Coarse and fine spindle downfeed
2-Speed gearbox
Zero-setting dials on handwheels
Handwheel dials feature 0.002" graduations
Accessories Included:
Drill chuck 3-16mm with B16 taper
Drill chuck arbor B16 x R8
Open-ended and hex wrenchesToolbox
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
9/52Model G0758 (Mfd. Since 2/14) -7-
ELECTRICAL EQUIPMENT INJURY RISKS. Youcan be shocked,
burned, or killed by touching liveelectrical components or
improperly groundedmachinery. To reduce this risk, only allow
qualifiedservice personnel to do electrical installation orrepair
work, and always disconnect power beforeaccessing or exposing
electrical equipment.
DISCONNECT POWER FIRST. Always discon-nect machine from
power supply BEFORE makingadjustments, changing tooling, or
servicing machine.This prevents an injury risk from unintended
startupor contact with live electrical components.
EYE PROTECTION. Always wear ANSI-approvedsafety glasses or
a face shield when operating orobserving machinery to reduce the
risk of eyeinjury or blindness from flying particles.
Everydayeyeglasses are NOT approved safety glasses.
OWNER’S MANUAL. Read and understand thisowner’s manual
BEFORE using machine.
TRAINED OPERATORS ONLY. Untrained oper-ators have a higher
risk of being hurt or killed.Only allow trained/supervised people
to use thismachine. When machine is not being used, dis-connect
power, remove switch keys, or lock-outmachine to prevent
unauthorized use—especiallyaround children. Make workshop kid
proof!
DANGEROUS ENVIRONMENTS. Do not usemachinery in areas that are
wet, cluttered, or havepoor lighting. Operating machinery in these
areasgreatly increases the risk of accidents and injury.
MENTAL ALERTNESS REQUIRED. Full mentalalertness is required for
safe operation of machin-ery. Never operate under the influence of
drugs oralcohol, when tired, or when distracted.
For Your Own Safety, Read Instruction
Manual Before Operating This MachineThe purpose of safety
symbols is to attract your attention to possible hazardous
conditions.This manual uses a series of symbols and signal words
intended to convey the level of impor-tance of the safety messages.
The progression of symbols is described below. Remember thatsafety
messages by themselves do not eliminate danger and are not a
substitute for properaccident prevention measures. Always use
common sense and good judgment.
Indicates a potentially hazardous situation which, if not
avoided,
MAY result in minor or moderate injury. It may also be used to
alertagainst unsafe practices.
Indicates a potentially hazardous situation which, if not
avoided,
COULD result in death or serious injury.
Indicates an imminently hazardous situation which, if not
avoided,
WILL result in death or serious injury.
This symbol is used to alert the user to useful information
aboutproper operation of the machine.NOTICE
Safety Instructions for Machinery
SECTION 1: SAFETY
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
10/52-8- Model G0758 (Mfd. Since 2/14)
WEARING PROPER APPAREL. Do not wearclothing, apparel or
jewelry that can becomeentangled in moving parts. Always tie back
orcover long hair. Wear non-slip footwear to avoidaccidental slips,
which could cause loss of work-piece control.
HAZARDOUS DUST. Dust created while usingmachinery may cause
cancer, birth defects, orlong-term respiratory damage. Be aware of
dusthazards associated with each workpiece material,and always wear
a NIOSH-approved respirator toreduce your risk.
HEARING PROTECTION. Always wear hear-ing protection when
operating or observing loudmachinery. Extended exposure to this
noise
without hearing protection can cause permanenthearing loss.
REMOVE ADJUSTING TOOLS. Tools left onmachinery can become
dangerous projectilesupon startup. Never leave chuck keys,
wrenches,or any other tools on machine. Always verifyremoval before
starting!
USE CORRECT TOOL FOR THE JOB. Only usethis tool for its
intended purpose—do not forceit or an attachment to do a job for
which it was
not designed. Never make unapproved modifica-tions—modifying
tool or using it differently thanintended may result in malfunction
or mechanicalfailure that can lead to personal injury or death!
AWKWARD POSITIONS. Keep proper footingand balance at all
times when operating machine.Do not overreach! Avoid awkward hand
positionsthat make workpiece control difficult or increasethe risk
of accidental injury.
CHILDREN & BYSTANDERS. Keep children and
bystanders at a safe distance from the work area.Stop using
machine if they become a distraction.
GUARDS & COVERS. Guards and covers reduceaccidental
contact with moving parts or flyingdebris. Make sure they are
properly installed,undamaged, and working correctly.
FORCING MACHINERY. Do not force machine.It will do the job
safer and better at the rate forwhich it was designed.
NEVER STAND ON MACHINE. Serious injurymay occur if machine
is tipped or if the cuttingtool is unintentionally contacted.
STABLE MACHINE. Unexpected movement dur-ing operation greatly
increases risk of injury orloss of control. Before starting, verify
machine isstable and mobile base (if used) is locked.
USE RECOMMENDED ACCESSORIES. Consultthis owner’s manual or
the manufacturer for rec-ommended accessories. Using improper
acces-sories will increase the risk of serious injury.
UNATTENDED OPERATION. To reduce therisk of accidental injury,
turn machine OFF andensure all moving parts completely
stop beforewalking away. Never leave machine runningwhile
unattended.
MAINTAIN WITH CARE. Follow all maintenanceinstructions and
lubrication schedules to keepmachine in good working condition. A
machinethat is improperly maintained could malfunction,leading to
serious personal injury or death.
CHECK DAMAGED PARTS. Regularly inspectmachine for any
condition that may affect safeoperation. Immediately repair or
replace damagedor mis-adjusted parts before operating machine.
MAINTAIN POWER CORDS. When disconnect-ing cord-connected
machines from power, graband pull the plug—NOT the cord. Pulling
the cordmay damage the wires inside. Do not handlecord/plug with
wet hands. Avoid cord damage bykeeping it away from heated
surfaces, high traffic
areas, harsh chemicals, and wet/damp locations.
EXPERIENCING DIFFICULTIES. If at any timeyou experience
difficulties performing the intend-ed operation, stop using the
machine! Contact ourTechnical Support at (570) 546-9663.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
11/52Model G0758 (Mfd. Since 2/14) -9-
Additional Safety for Mills/Drills
Like all machinery there is potential danger when operating this
machine. Accidents are fre-quently caused by lack of familiarity or
failure to pay attention. Use this machine with respectand caution
to lessen the possibility of operator injury. If normal safety
precautions are over-looked or ignored, serious personal injury may
occur.
UNDERSTAND ALL CONTROLS. Make sure youunderstand the
function and proper use of all con-trols before starting. This will
help you avoid mak-ing mistakes that result in serious injury.
WEAR FACE SHIELD. Always wear a face shieldin addition to
safety glasses. This provides morecomplete protection for your face
than safety
glasses alone.
REMOVE CHUCK KEY & SPINDLE TOOLS. Always remove chuck
key, drawbar wrench, andother tools used on the spindle immediately
afteruse. This will prevent them from being thrown bythe spindle
upon startup.
PROPERLY SECURE CUTTER. Firmly securecutting tool or drill
bit so it does not fly out of spin-dle during operation.
USE CORRECT SPINDLE SPEED. Follow rec-ommended speeds and
feeds for each size andtype of cutting tool. This helps ensure best
cuttingresults and avoid tool breakage during operation.
INSPECT CUTTING TOOL. Inspect cutting toolsfor sharpness,
chips, or cracks before each use.Replace dull, chipped, or cracked
cutting toolsimmediately.
ALLOW SPINDLE TO STOP. To minimize your
risk of entanglement, always allow spindle to stopon its own. DO
NOT stop spindle using your handor any other object.
The primary risks of operating a Mill/Drill are as follows: You
can be seriously injured or killedby getting clothing, jewelry, or
long hair entangled with rotating cutter. You can be severely cutor
your fingers can be amputated by contacting the rotating cutter.
You can be blinded or struck
with great force by broken cutting tools, metal chips,
workpieces, or adjustment tools thrownfrom the rotating spindle. To
reduce your risk of serious injury when operating this
machine,completely heed and understand the following:
SECURE WORKPIECE TO TABLE. Clampworkpiece to table or
secure in a vise mounted totable, so workpiece cannot unexpectedly
shift orspin during operation. NEVER hold workpiece byhand during
operation.
CLEAN MACHINE SAFELY. Metal chips or shav-ings can be razor
sharp. DO NOT clear chips
by hand or compressed air that can force chipsfarther into
machine—use a brush or vacuuminstead. Never clear chips while
spindle is turning.
PROPERLY MAINTAIN MACHINE. Keep machinein proper working
condition to help ensure that itfunctions safely and all guards and
other compo-nents work as intended. Perform routine inspec-tions
and all necessary maintenance. Never oper-ate machine with damaged
or worn parts that canbreak or result in unexpected movement
duringoperation.
DISCONNECT POWER FIRST. To reduce risk ofelectrocution or
injury from unexpected startup,make sure mill/drill is turned
OFF , disconnectedfrom power, and all moving parts have come
toa complete stop before changing cutting tools orstarting any
inspection, adjustment, or mainte-nance procedure.
POWER DISRUPTION. In the event of a localpower outage
during operation, turn spindle switch
OFF to avoid a possible sudden startup oncepower is
restored.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
12/52-10- Model G0758 (Mfd. Since 2/14)
SECTION 2: POWER SUPPLY
AvailabilityBefore installing the machine, consider the
avail-ability and proximity of the required power supply
circuit. If an existing circuit does not meet therequirements
for this machine, a new circuit mustbe installed. To minimize the
risk of electrocution,fire, or equipment damage, installation work
andelectrical wiring must be done by an electrician orqualified
service personnel in accordance with allapplicable codes and
standards.
Electrocution, fire, or
equipment damage mayoccur if machine is notcorrectly grounded
andconnected to the powersupply.
Full-Load Current RatingThe full-load current rating is the
amperage amachine draws at 100% of the rated output power.On
machines with multiple motors, this is theamperage drawn by the
largest motor or sum of allmotors and electrical devices that might
operateat one time during normal operations.
Full-Load Current Rating at 110V........8 Amps
The full-load current is not the maximum amountof amps that the
machine will draw. If the machineis overloaded, it will draw
additional amps beyondthe full-load rating.
If the machine is overloaded for a sufficient lengthof time,
damage, overheating, or fire may result—
especially if connected to an undersized circuit.To reduce the
risk of these hazards, avoid over-loading the machine during
operation and makesure it is connected to a power supply circuit
thatmeets the specified circuit requirements.
For your own safety and protection ofproperty, consult an
electrician if you areunsure about wiring practices or
electricalcodes in your area.
Note: Circuit requirements in this manual apply toa dedicated
circuit—where only one machine willbe running on the circuit at a
time. If machine willbe connected to a shared circuit where
multiplemachines may be running at the same time, con- sult an
electrician or qualified service personnel toensure circuit is
properly sized for safe operation.
A power supply circuit includes all electricalequipment between
the breaker box or fuse panelin the building and the machine. The
power sup-ply circuit used for this machine must be sized tosafely
handle the full-load current drawn from themachine for an extended
period of time. (If thismachine is connected to a circuit protected
byfuses, use a time delay fuse marked D.)
110V Circuit RequirementsThis machine is prewired to operate on
a powersupply circuit that has a verified ground and meetsthe
following requirements:
Nominal Voltage .................... 110V, 115V, 120VCycle
..........................................................60 Hz
Phase ...........................................
Single-PhasePower Supply Circuit ......................... 15
Amps
Serious injury could occur if you connectthe machine to power
before completing thesetup process. DO NOT connect to poweruntil
instructed later in this manual.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
13/52Model G0758 (Mfd. Since 2/14) -11-
Improper connection of the equipment-grounding
wire can result in a risk of electric shock. Thewire with green
insulation (with or without yellowstripes) is the
equipment-grounding wire. If repair
or replacement of the power cord or plug is nec-essary, do not
connect the equipment-groundingwire to a live (current carrying)
terminal.
Check with a qualified electrician or service per-sonnel if you
do not understand these groundingrequirements, or if you are in
doubt about whetherthe tool is properly grounded. If you ever
notice
that a cord or plug is damaged or worn, discon-nect it from
power, and immediately replace it witha new one.
Extension CordsWe do not recommend using an extension cordwith
this machine. If you must use an extension
cord, only use it if absolutely necessary and onlyon a temporary
basis.
Extension cords cause voltage drop, which maydamage electrical
components and shorten motorlife. Voltage drop increases as the
extension cord
size gets longer and the gauge size gets smaller(higher gauge
numbers indicate smaller sizes).
Any extension cord used with this machine mustcontain a ground
wire, match the required plug
and receptacle, and meet the following require-ments:
Minimum Gauge Size ...........................16 AWGMaximum
Length (Shorter is Better).......50 ft.
Grounding & Plug Requirements
Figure 5. Typical 5-15 plug and receptacle.
Grounding Prong
Neutral Hot
5-15 PLUG
GROUNDED
5-15 RECEPTACLE
SHOCK HAZARD!Two-prong outlets do not meet the
groundingrequirements for this machine. Do not modifyor use an
adapter on the plug provided—ifit will not fit the outlet, have a
qualifiedelectrician install the proper outlet with averified
ground.
This machine MUST be grounded. In the eventof certain
malfunctions or breakdowns, grounding
reduces the risk of electric shock by providing apath of least
resistance for electric current.
This machine is equipped with a power cord that
has an equipment-grounding wire and a ground-ing plug (similar
to the figure below). The plugmust only be inserted into a matching
receptacle(outlet) that is properly installed and grounded in
accordance with all local codes and ordinances.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
14/52-12- Model G0758 (Mfd. Since 2/14)
The following are needed to complete the setupprocess, but are
not included with machine.
Description Qty• Additional People
....................................... 1• Safety Glasses
........................................... 1• Cleaner/Degreaser
(Page 14) .... As Needed• Disposable Shop Rags ............... As
Needed• Forklift
......................................................... 1•
Lifting Sling (rated for at least 300 lbs.) ...... 1• Mounting
Hardware (Page 17) ... As Needed
• Brass Hammer (Page 26) .......................... 1• Mineral
Spirits (Page 18) ............ As Needed• Wood Block (Page 18)
............................... 1
Needed for Setup
SECTION 3: SETUP
Your machine was carefully packaged for safetransportation.
Remove the packaging materialsfrom around your machine and inspect
it. If you
discover any damage, please call us immediatelyat (570)
546-9663 for advice.
Save the containers and all packing materials forpossible
inspection by the carrier or its agent.Otherwise, filing a freight
claim can be difficult.
When you are completely satisfied with the condi-tion of your
shipment, inventory the contents.
Unpacking
SUFFOCATION HAZARD!Keep children and pets awayfrom plastic bags
or packingmaterials shipped with thismachine. Discard
immediately.
This machine presents
serious injury hazardsto untrained users. Readthrough this
entire manu-al to become familiar withcontrols and operationsbefore
starting machine!
Wear safety glasses duringentire setup process!
HEAVY LIFT!Straining or crushing injurymay occur from
improperlylifting machine or some ofits parts. To reduce this
risk,get help from other peopleand use a forklift (or otherlifting
equipment) rated for
weight of this machine.
Keep hair, clothing, andjewelry away from mov-ing parts at all
times.Entanglement can resultin death, amputation, orsevere
crushing injuries!
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
15/52Model G0758 (Mfd. Since 2/14) -13-
Figure 6. Inventory included with machine.
K
A
CD
E
G
B
I
J
L
M
F H
NOTICE If you cannot find an item on this list, care-fully
check around/inside the machine andpackaging materials. Often,
these items getlost in packaging materials while unpack-
ing or they are pre-installed at the factory.
Inventory
The following is a list of items shipped with yourmachine.
Before beginning setup, lay these itemsout and inventory them.
If any non-proprietary parts are missing (e.g. anut or a
washer), we will gladly replace them; orfor the sake of expediency,
replacements can beobtained at your local hardware store.
Inventory (Figure 6) QtyA. Handwheel Handles w/Screws
................... 3B. Bottle for Oil
............................................... 1C. Toolbox
....................................................... 1D. Drill
Chuck Arbor R-8 x B-16 ...................... 1E. Standard
Screwdriver ................................. 1F. Phillips
Screwdriver .................................... 1G. Spindle Pin
................................................. 1
H. Open-End Wrench 8/10mm ........................
1I. Open-End Wrench 12/14mm ...................... 1J.
Open-End Wrench 17/19mm ...................... 1K. Drill Chuck
3–16mm w/Chuck Key ............. 1L. T-Bolt M8-1.25 x 55 Assemblies
................. 2M. Hex Wrenches 2.5, 3, 4, 5, 6mm ......1
Each
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
16/52-14- Model G0758 (Mfd. Since 2/14)
The unpainted surfaces of your machine arecoated with a
heavy-duty rust preventative thatprevents corrosion during shipment
and storage.This rust preventative works extremely well, but it
will take a little time to clean.
Be patient and do a thorough job cleaning yourmachine. The time
you spend doing this now willgive you a better appreciation for the
proper careof your machine's unpainted surfaces.
There are many ways to remove this rust preven-tative, but the
following steps work well in a widevariety of situations. Always
follow the manufac-turer’s instructions with any cleaning product
youuse and make sure you work in a well-ventilated
area to minimize exposure to toxic fumes.
Before cleaning, gather the following:• Disposable rags•
Cleaner/degreaser (WD•40 works well)• Safety glasses &
disposable gloves• Plastic paint scraper (optional)
Basic steps for removing rust preventative:
1. Put on safety glasses.
2. Coat the rust preventative with a liberalamount of
cleaner/degreaser, then let it soakfor 5–10 minutes.
3. Wipe off the surfaces. If your cleaner/degreas-er is
effective, the rust preventative will wipeoff easily. If you have a
plastic paint scraper,scrape off as much as you can first, then
wipeoff the rest with the rag.
4. Repeat Steps 2–3 as necessary until clean,
then coat all unpainted surfaces with a qualitymetal protectant
to prevent rust.
Gasoline and petroleumproducts have low flashpoints and can
explodeor cause fire if used toclean machinery. Avoid
using these productsto clean machinery.
Many cleaning solventsare toxic if inhaled. Onlywork in a
well-ventilatedarea.
NOTICE Avoid chlorine-based solvents, such asacetone or
brake parts cleaner, that maydamage painted surfaces.
T23692—Orange Power DegreaserA great product for removing the
waxy shippinggrease from machine during clean up.
Figure 7. T23692 Orange Power Degreaser.
Cleanup
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
17/52Model G0758 (Mfd. Since 2/14) -15-
Site Considerations
Weight LoadRefer to the Machine Data Sheet for the weightof
your machine. Make sure that the surface upon
which the machine is placed will bear the weightof the machine,
additional equipment that may beinstalled on the machine, and the
heaviest work-piece that will be used. Additionally, consider
theweight of the operator and any dynamic loadingthat may occur
when operating the machine.
Space AllocationConsider the largest size of workpiece that
willbe processed through this machine and provideenough space
around the machine for adequate
operator material handling or the installation ofauxiliary
equipment. With permanent installations,leave enough space around
the machine to openor remove doors/covers as required by the
main-tenance and service described in this manual.See below for
required space allocation.
Physical EnvironmentThe physical environment where the machine
isoperated is important for safe operation and lon-
gevity of machine components. For best results,operate this
machine in a dry environment that isfree from excessive moisture,
hazardous chemi-cals, airborne abrasives, or extreme
conditions.Extreme conditions for this type of machinery
aregenerally those where the ambient temperaturerange exceeds
41°–104°F; the relative humidityrange exceeds 20%–95%
(non-condensing); orthe environment is subject to vibration,
shocks,or bumps.
Electrical InstallationPlace this machine near an existing power
source.Make sure all power cords are protected fromtraffic,
material handling, moisture, chemicals, orother hazards. Make sure
to leave enough spacearound machine to disconnect power supply
orapply a lockout/tagout device, if required.
LightingLighting around the machine must be adequateenough that
operations can be performed safely.
Shadows, glare, or strobe effects that may distractor impede the
operator must be eliminated.
Children or untrained peoplemay be seriously injured bythis
machine. Only install in an
access restricted location.
301 / 4"
193 / 4"
21"
Figure 8. G0758 working clearances.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
18/52-16- Model G0758 (Mfd. Since 2/14)
Lifting & Placing
HEAVY LIFT!Straining or crushing injurymay occur from
improperlylifting machine or some ofits parts. To reduce this
risk,
get help from other peopleand use a forklift (or otherlifting
equipment) rated forweight of this machine.
Figure 10. Headstock positioned for lifting.
3. Hang sling from forklift fork and place it
underheadstock, as shown in Figure 10. DO NOT place
sling over any controls or against anycomponents that may be
damaged from theforce required for lifting.
4. Unbolt machine from pallet. Have an assis-tant on the
ground steady machine to preventit from swinging and lift it
slightly off the palletwith forklift.
5. Carefully place machine onto workbench oroptional
stand.
6. Mount machine to workbench followinginstructions in
Bench Mounting on Page17 or to stand following instructions
included
with stand.
VerticalHandwheel
LiftingSling
To lift machine and place it in position:
1. Place shipping crate next to workbench (orstand) where
machine will be placed.
2. Use vertical handwheel to raise headstock asfar as
possible (see Figure 10). Lock head-stock in place to avoid sudden
shifts during
lifting.
The Model G0758 mill/drill can be mounted to aworkbench or the
Model T26612 optional stand(see Figure 9). The optional stand is
specificallydesigned for Model G0758 and comes with pre-
drilled mounting holes.
Figure 9. Model T26612 optional stand forModel G0758.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
19/52Model G0758 (Mfd. Since 2/14) -17-
Figure 12. Example of a "Direct Mount" setup.
Machine Base
Workbench
Lag Screw
Flat Washer
Another option is a "Direct Mount" (see examplebelow) where the
machine is secured directly tothe workbench with lag screws and
washers.
Figure 11. Example of a "Through Mount" setup.
Assembly
Except for the handwheel handles, the mill/drillwas fully
assembled at the factory.
Use a standard screwdriver to attach handwheel
handles (see Figures 13–14).
Figure 13. X- and Y-axis handwheel handlesattached.
Table HandwheelHandles
Figure 14. Z-axis handwheel handle attached.
Vertical Handwheel Handle
Number of Mounting Holes ............................ 4Diameter
of Mounting Hardware ................. 1 ⁄ 2"
Bench Mounting
The base of this machine has mounting holes
that allow it to be fastened to a workbench orother mounting
surface to prevent it from movingduring operation and causing
accidental injury ordamage.
The strongest mounting option is a "ThroughMount" (see example
below) where holes aredrilled all the way through the
workbench—andhex bolts, washers, and hex nuts are used tosecure the
machine in place.
Machine Base
Workbench
Hex
Bolt
Flat Washer
Flat Washer
Lock Washer
Hex Nut
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
20/52-18- Model G0758 (Mfd. Since 2/14)
A B-16 x R8 arbor is included for the drill chuckthat comes with
this machine. The following pro-
cedure describes how to install the arbor in thechuck.
After the arbor is installed in the drill chuck, itis very
difficult to separate the assembly. If youwould like to use a
different chuck in the future,we recommend getting a new arbor for
that chuck.
Important: DO NOT install the drill chuck andarbor into
the spindle until AFTER the test run.
To join drill chuck and arbor:
1. Use mineral spirits to clean drill chuck andarbor
mating surfaces, especially the bore.
2. Retract chuck jaws completely into chuck.
3. Insert small end of arbor into chuck.
4. Hold assembly by arbor and tap chuck ontoa block of
wood with medium force, as illus-trated in Figure 15.
Joining Drill Chuck& Arbor
Figure 15. Tapping drill chuck/arbor on block ofwood.
5. Attempt to separate drill chuck and arbor byhand. If
you can pull them apart, repeat thisprocedure.
The lubrication procedures highlighted in theLubrication
subsection of SECTION 6:MAINTENANCE must be completed before
per-forming the test run or spindle break-in.
Lubricating Mill/Drill
Damage caused by running the mill/drillwithout first properly
lubricating headstockgears will not be covered under warranty.
Note: Refer to Installing/Removing Tooling sec- tion
on Page 25 for installing arbor into
spindleinstructions.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
21/52Model G0758 (Mfd. Since 2/14) -19-
3. Rotate variable-speed knob to lowest setting.
4. Rotate high/low gearbox knob to low "L" gearsetting
(see Figure 17).
Note: When switching between gears, it maybe
necessary to rotate spindle by hand sogears will align and
engage.
Figure 16. Location of mill/drill controls (front).
Figure 17. Gearbox knob rotated to low setting.
High/LowGearbox
Knob
OFF Button
ON Button
Variable-SpeedKnob
Test Run
Once assembly is complete, test run the machineto ensure it is
properly connected to power andsafety components are functioning
properly.
If you find an unusual problem during the test run,immediately
stop the machine, disconnect it frompower, and fix the problem
BEFORE operating themachine again. The Troubleshooting table
in theSERVICE section of this manual can help.
DO NOT start machine until all precedingsetup instructions have
been performed.Operating an improperly set up machinemay result in
malfunction or unexpect-ed results that can lead to serious
injury,death, or machine/property damage.
Serious injury or death can result fromusing this machine BEFORE
understandingits controls and related safety information.
DO NOT operate, or allow others to operate,machine until the
information is understood.
To test run mill/drill:
1. Make sure all tools and objects used duringsetup are
cleared away from machine.
2. Press OFF button (see Figure 16). Thiswill help prevent
unexpected startup whenmachine is connected to power.
5. Connect mill/drill to power supply.
6. Press ON button. Spindle should begin
torotate clockwise (as viewed from top), andmachine
should run smoothly with little or novibration or
rubbing noises.
7. Press OFF button.
8. Open chip guard half way and press ON but-ton. Machine
should not start.
—If machine does start (with chip guardopened half
way), press OFF button andimmediately disconnect power to
machine.The chip guard safety feature is not work-ing correctly.
This safety feature mustwork properly before proceeding with
regu-
lar operations. Refer to Troubleshooting table in this
manual.
Congratulations! The Test Run is complete.Continue to
Spindle Break-In.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
22/52-20- Model G0758 (Mfd. Since 2/14)
Spindle Break-In 6. Rotate variable-speed knob to 100 RPM
andhigh/low gearbox knob to high "H".7. Press ON button.
8. Run machine for a minimum of 10 minutes.
9. Without stopping spindle, use variable-speed
knob to run machine at 1000 and 2000 RPMfor 10 minutes each.
10. Press OFF button.
The spindle break-in of the machine is nowcomplete!
The spindle break-in procedure distributes lubri-cation
throughout the bearings to reduce the riskof early bearing failure
if there are any "dry" spotsor areas where lubrication has settled
in the bear-
ings. You must complete this procedure
before placing operational loads on the spindle for
thefirst time when the machine is new or if it hasbeen sitting idle
for longer than 6 months.
Always start the spindle break-in at the lowestspeed to minimize
wear if there are dry spots.Allow the spindle to run
long enough to warm upand distribute the bearing grease, then
incremen-tally increase spindle speeds, allowing the spindleto run
the same amount of time at each speed, untilreaching the maximum
spindle speed. Following
the break-in procedure in this progressive man-ner helps
minimize any potential wear that couldoccur until lubrication is
fully distributed.
You must complete this procedure to main-tain the warranty.
Failure to do this couldcause rapid wear-and-tear of spindle
bear-ings once they are placed under load.
Inspections &
AdjustmentsThe following adjustments were performed at
thefactory before the machine was shipped:
• Gib Adjustments ............................. Page 34•
Leadscrew Backlash Adjustments
.................................... Page 34
Be aware that these can change during theshipping process. Pay
careful attention to these
adjustments when first operating the machine. Ifyou find that
the adjustments are not set to yourpersonal preferences, re-adjust
them.
To perform spindle break-in procedure:
1. Rotate variable-speed knob to 50 RPM andhigh/low
gearbox knob to low "L".
2. Press ON button.
3. Run spindle for minimum of 10 minutes.
4. Without stopping spindle, use variable-speedknob to run
machine at 500 and 1000 RPM
for 10 minutes each.
5. Press OFF button.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
23/52Model G0758 (Mfd. Since 2/14) -21-
SECTION 4: OPERATIONS
To complete typical operation, operator does
the following:
1. Examines workpiece to make sure it is suit-able for
cutting/drilling.
2. Puts on personal protective equipment.
3. Securely clamps workpiece to table.
4. With machine disconnected from power,installs correct
tooling.
5. Adjusts headstock height above table.
6. Rotates variable-speed knob to lowest set-ting.
7. Selects correct gear setting on gearbox.
8. Connects machine to power and presses ONbutton and
rotates variable-speed knob tocorrect spindle speed.
9. Uses downfeed controls or table controls toperform
operation.
10. Presses OFF button and waits for spindle tocompletely
stop before removing workpiece,changing tooling, or changing
spindle speeds.
Operation Overview
The purpose of this overview is to provide the nov-ice machine
operator with a basic understandingof how the machine is used
during operation, sothe machine controls/components discussed
laterin this manual are easier to understand.
Due to the generic nature of this overview, it
isnot intended to be an instructional guide. To learnmore
about specific operations, read this entiremanual and seek
additional training from expe-rienced machine operators, and do
additional
research outside of this manual by reading "how-to" books, trade
magazines, or websites.
To reduce your risk ofserious injury, read thisentire manual
BEFOREusing machine.
If you are not experienced with this typeof machine, WE STRONGLY
RECOMMENDthat you seek additional training outside ofthis manual.
Read books/magazines or getformal training before beginning any
proj-ects. Regardless of the content in this sec-tion, Grizzly
Industrial will not be held liablefor accidents caused by lack of
training.
To reduce risk of eye or face injury fromflying chips, always
wear approved safetyglasses and face shield when operating
thismachine.
To reduce risk of injury from unexpected
startup of spindle at high speeds, alwaysrotate variable-speed
dial to the lowest set-ting before starting spindle.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
24/52-22- Model G0758 (Mfd. Since 2/14)
Using DRO
Figure 19. Identification of DRO controls.
Figure 18. Identification of downfeed controls.
1. Press Power/ button (see Figure 19). Areading should appear
on display.
O
3. Press ZERO to "zero" readout at any time.Current
reading will be cleared and scale willreset to 0.00.
To increase or decrease reading, press orbutton. This is
useful when calibrating mill/
drill to known dimensions on a workpiece.
4. Press Power/ button when operation is com-plete.
O
Using Coarse Downfeed1. Loosen downfeed selector knob to
engage
coarse downfeed handles.
2. Loosen quill lock lever.
3. Turn on spindle DRO and zero it out.
4. Use coarse downfeed handles to raise andlower spindle
while referencing spindle DROfor precise movement.
Using Fine Downfeed1. Tighten downfeed selector knob to
engage
fine downfeed handwheel.
2. Loosen quill lock lever.
3. Turn on spindle DRO and zero it out.
4. Rotate fine downfeed handwheel to raise andlower
spindle while referencing spindle DROfor precise movement.
Downfeed Controls
Identification
A. Quill Lock Lever
B. Spindle Downfeed DRO
C. Fine Downfeed Handwheel
D. Coarse Downfeed Handle
E. Downfeed Selector Knob
B C
D
E
A
2. Press in/mm button to select inches or mil-limeters.
Each press of button switchesbetween units.
PowerButton
Zero
in/mm
Button
v Button
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
25/52Model G0758 (Mfd. Since 2/14) -23-
HeadstockMovement
Raising/Lowering Headstock 1. DISCONNECT MACHINE FROM
POWER!
2. Loosen both Z-axis lock levers shown inFigure 20.
Figure 20. Location of Z-axis lock levers.
Z-AxisLock
Levers
3. Use vertical handwheel shown in Figure 21 to
adjust headstock height.
4. Retighten lock levers.
Figure 21. Location of Z-axis handwheel.
VerticalHandwheel
The headstock moves in the following ways:
• Travels up and down the column (Z-axis).• Tilts 45° left or
right relative to the table.
Tilting Headstock Tools Needed QtyWrench 19mm
................................................... 1Wrench 14mm
................................................... 1
To tilt headstock:
1. DISCONNECT MACHINE FROM POWER!
2. Support headstock with one hand, then loos-en headstock
center bolt and angle lock nut(see Figure 22).
3. While watching tilt scale, rotate headstock torequired angle,
then retighten center bolt andangle lock nut to secure
headstock.
Tilt Scale
Center Bolt
Figure 22. Headstock tilt controls.
AngleLock Nut
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
26/52-24- Model G0758 (Mfd. Since 2/14)
Table Travel
The table travels in two directions and is con-trolled by
handwheels, as illustrated in Figure 23:
• X-axis (longitudinal)
• Y-axis (cross)
X-Axis or Longitudinal Travel(Left & Right)
Y-Axis or
Cross Travel(In & Out)
Figure 23. Possible directions of table travel.
Graduated DialsThe handwheels have graduated dials that areused
to determine table movement in 0.002"increments, with one full
revolution equalling0.100".
Rotate graduated dial to a relative starting point(see Figure
24).
Figure 24. Graduated dial location.
Graduated Dial
X-Axis HandwheelTool Needed QtyHex Wrench 5mm
.............................................. 1
To use X-axis handwheel:
1. Loosen both X-axis table locks shown in
Figure 25.
Note: To readjust positioning of table locks,pull out and
rotate.
2. Position table stops along front of table torestrict
table travel.
3. Adjust X-axis graduated dial to zero, then usehandwheel
to move table.
Y-Axis HandwheelThe saddle does not have limit stops. To movethe
table along the Y-axis, loosen the Y-axistable locks shown in
Figure 25, then use thehandwheel in front of the table in the same
man-ner as the X-axis handwheel.
Figure 25. X- and Y-axis table travel locks.
X-AxisTable Locks
Y-AxisTable Locks
Table Stops
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
27/52
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
28/52-26- Model G0758 (Mfd. Since 2/14)
Using the correct spindle speed is important forsafe and
satisfactory results, as well as maximiz-ing tool life.
To set the spindle speed for operation, you willneed to: 1)
Determine the best spindle speed forthe cutting/drilling task, and
2) adjust the gear boxknob and variable-speed knob to produce
deter-mined speed.
Determining Spindle SpeedMany variables affect the optimum
spindle speedto use for any given operation, but the two
mostimportant are the recommended cutting speedfor the workpiece
material and the diameter of
the cutting tool, as noted in the formula shown inFigure 29.
Cutting speed, typically defined in feet per minute(FPM), is the
speed at which the edge of a toolmoves across the material
surface.
A recommended cutting speed is an ideal speedfor cutting a type
of material in order to producethe desired finish and optimize tool
life.
The books Machinery’s Handbook or MachineShop
Practice, and some internet sites, pro-
vide excellent recommendations for which cuttingspeeds to use
when calculating the spindle speed.These sources also provide a
wealth of additionalinformation about the variables that affect
cuttingspeed and they are a good educational resource.
Also, there are a large number of easy-to-usespindle speed
calculators that can be found onthe internet. These sources will
help you take intoaccount the applicable variables in order to
deter-mine the best spindle speed for the operation.
Cutting Speed (FPM) x 12*Recommended
Tool Dia. (in inches) x 3.14=
SpindleSpeed(RPM)
*Double if using carbide cutting tool
Figure 29. Formula for determining best spindlespeed.
Spindle SpeedRemoving ToolingTools Needed QtySpindle Pin
........................................................ 1Wrench
8mm ..................................................... 1Brass
Hammer .................................................. 1
To remove tooling:
1. DISCONNECT MACHINE FROM POWER!
2. Remove drawbar cap and secure spindlewith spindle pin.
Unthread drawbar from tool-ing one full rotation.
Note: Do not fully unthread tooling fromdrawbar or the
drawbar and tool threadscould be damaged in the next step.
3. Tap top of drawbar with brass hammer to
unseat taper.
4. Hold onto tooling with one hand and fullyunthread
drawbar.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
29/52Model G0758 (Mfd. Since 2/14) -27-
SECTION 5: ACCESSORIES
Installing unapproved accessories may
cause machine to malfunction, resulting inserious personal
injury or machine damage.To reduce this risk, only install
accessoriesrecommended for this machine by Grizzly.
NOTICE Refer to our website or latest catalog foradditional
recommended accessories.
order online at www.grizzly.com or
call 1-800-523-4777
G7156—4" (35 ⁄ 8") Precision Milling ViseG7154—5"
(41 ⁄ 2") Precision Milling ViseG7155—6"
(55 ⁄ 8") Precision Milling ViseSwiveling Milling Vises
feature perfectly aligned,precision ground jaws, large
Acme ® screws andeasy-to-read 0°–360° scales.
Figure 30. G7154 Precision Milling Vise.
Figure 31. T26612 optional stand for ModelG0758.
G5562—SLIPIT ® 1 Qt.
GelG5563—SLIPIT ® 12 Oz.
SprayG2871—Boeshield ® T-9 12 Oz. Spray
G2870—Boeshield ®
T-9 4 Oz. SprayH3788—G96 ® Gun Treatment
12 Oz. SprayH3789—G96 ® Gun Treatment 4.5 Oz.
Spray
Figure 33. Recommended products for machinelubrication.
SB1365—South Bend Way Oil-ISO 68T23964—Moly-D Multi-purpose
NLGI#2Grease
T26612—Optional Stand for Model G0758
Figure 32. Recommended products forprotecting cast
iron/steel parts on machinery.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
30/52-28- Model G0758 (Mfd. Since 2/14)
SECTION 6: MAINTENANCE
Metal chips left on the machine that have beensoaked with
water-based coolant will invite oxida-tion and a gummy residue
build-up around themoving parts. Use a brush and shop vacuum
toremove chips and debris from the working sur-faces of the
mill/drill. Never blow off the mill/drillwith compressed air, as
this will force metal chipsdeep into the mechanisms and may cause
injuryto yourself or bystanders.
Remove any rust build-up from unpainted castiron surfaces of
mill/drill and treat with a non-staining lubricant after
cleaning.
Protect other unpainted cast iron surfaces withregular
applications of products like G96 ® GunTreatment,
SLIPIT ® , or Boeshield ® T-9.
(SeeAccessories on Page 27 for more details.)
An essential part of lubrication is cleaning thecomponents
before lubricating them.
This step is critical because grime and chips buildup on
lubricated components over time, whichmakes them hard to move.
Clean all exterior components in this section withmineral
spirits, shop rags, and brushes beforelubricating.
DISCONNECT MACHINE FROM POWERBEFORE PERFORMING LUBRICATION!
Lubrication
For optimum performance from the machine, fol-low this
maintenance schedule and refer to any
specific instructions given in this section.
Daily Check:• Loose mounting bolts.• Damaged
tooling.• Clean debris and built up grime off of
machine.• Worn or damaged wires.• Any other unsafe
condition.
Every 8 Hours of Operation:• Lubricate table and column ways
(Page 29).• Lubricate quill outside surface (Page 31).
Every 40 Hours of Operation:• Lubricate table leadscrews (Page
30).
Every 90 Hours of Operation:• Headstock gears (Page 30).•
Lubricate quill rack (Page 31).
Every 120 Hours of Operation:• Lubricate column leadscrew (Page
29).
Schedule
To reduce risk of shock or
accidental startup, alwaysdisconnect machine frompower before
adjustments,maintenance, or service.
Cleaning andProtecting
Follow reasonable lubrication practices asoutlined in this
manual. Failure to do socould lead to premature failure of
machineand will void warranty.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
31/52Model G0758 (Mfd. Since 2/14) -29-
Table and Column WaysLube Type .. Model SB1365 or ISO 68
EquivalentLube Amount ........................................Thin
CoatLubrication Frequency ...........8 hrs. of Operation
Regular lubrication will ensure mill/drill performsat its
highest potential. Regularly wipe table and
column ways with recommended lubrication, thenmove components
back and forth several times toensure smooth movements (see Figures
34–36).
Z-Axis LeadscrewsLube Type ..Model T23964 or NLGI#2
EquivalentLube Amount ........................................Thin
CoatLubrication Frequency ....... 120 hrs. of Operation
To lubricate Z-axis leadscrew:
1. DISCONNECT MACHINE FROM POWER!
2. Lower headstock as far as you can withoutcontacting
spindle to table surface.
3. Use mineral spirits and a brush to clean asmuch
existing grease and debris off of Z-axisleadscrew shown in Figure
37 as possible.Allow leadscrew to dry.
4. Using a brush, apply NLGI#2 grease toexposed leadscrew
threads, then move head-stock through its full range of motion
severaltimes to disperse grease along full length ofleadscrew.
Figure 35. Y-axis way lubrication points.
Y-Axis Ways
Figure 36. X-axis lubrication points.
X-Axis Ways
Figure 37. Z-axis leadscrew lubrication point.
Z-AxisLeadscrew
Figure 34. Z-axis way lubrication points.
Z-Axis Ways
(1 of 2)
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
32/52-30- Model G0758 (Mfd. Since 2/14)
Figure 39. Location of X-axis leadscrew.
Figure 38. Location of Y-axis leadscrew.
X-Axis Leadscrew
Table LeadscrewsLube Type .. Model SB1365 or ISO 68
EquivalentLube Amount ........................................Thin
CoatLubrication Frequency .........40 hrs. of Operation
To lubricate table leadscrews:
1. DISCONNECT MACHINE FROM POWER!
2. Using Y-axis handwheel, move table as farforward as
possible.
3. Use a 4mm hex wrench to remove rubberway cover, then use
mineral spirits and abrush to clean existing grease and debrisoff
of Y-axis leadscrew shown in Figure 38.Allow leadscrew to dry.
4. Apply thin coat of ISO 68 machine oil toexposed
leadscrew threads, then move tablethrough its full range of cross
motion sev-eral times to disperse oil along full length
ofleadscrew.
5. Using X-axis handwheel, move table as far toone side as
possible.
6. From beneath table, use mineral spirits anda brush to clean
as much of existing greaseand debris as possible off of X-axis
leadscrewshown in Figure 39. Allow leadscrew to dry.
Headstock GearsLube Type ..Model T23964 or NLGI#2 EquivalentLube
Amount ........................................Thin CoatLubrication
Frequency .........90 hrs. of Operation
To lubricate headstock gears:
1. Remove cap screw and headstock gearaccess cover shown in
Figure 40.
Figure 40. Headstock access cover and capscrew
location.
2. Using small brush, apply thin coat of greaseto
headstock gears.
3. Operate mill/drill in both high and low gearsettings to
work grease through gears.
4. Re-install access cover and cap screwremoved in Step
1.
Headstock
Gears
HeadstockGear
AccessCover
Cap Screw
Y-AxisLeadscrew
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
33/52Model G0758 (Mfd. Since 2/14) -31-
Quill Outside SurfaceLube Type .. Model SB1365 or ISO 68
EquivalentLube Amount ........................................Thin
CoatLubrication Frequency ...........8 hrs. of Operation
To lubricate quill:
1. Without disturbing grease on quill rack, cleanoutside
smooth surface of quill (see Figure 41)with mineral spirits and
shop rags.
Figure 41. Outside surface of quill.
2. When dry, apply thin coat of lubricant tosmooth
surface, then move spindle up anddown to evenly distribute oil.
Quill OutsideSurface
2. Clean teeth with mineral spirits, shop rags,and
brush.
3. When dry, apply thin coat of grease to teethand
raise/lower quill several times to evenlydistribute.
Note: Re-apply oil that may have been
removed during the cleaning process to thequill surface around
the rack.
Figure 42. Quill rack location.
Quill RackLube Type ..Model T23964 or NLGI#2 Equivalent
Lube Amount ........................................Thin
CoatLubrication Frequency .........90 hrs. of Operation
To lubricate quill rack:
1. Move quill down to gain full access to quillrack (see Figure
42).
Rack
Replacing DROBattery
Figure 43. Battery cover for DRO.
If the DRO stops operating correctly, the 3V lithi-um cell
battery must be replaced.
To replace DRO battery:
1. Using a #3 standard screwdriver, removebattery cover
(see Figure 43) by rotatingcounterclockwise.
2. Remove old battery, dispose of it accordingto state and
federal regulations, then replaceit with a new one.
3. Replace battery cover.
Battery Cover
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
34/52-32- Model G0758 (Mfd. Since 2/14)
Review the troubleshooting and procedures in this section if a
problem develops with your machine. If youneed replacement parts or
additional help with a procedure, call our Technical Support at
(570) 546-9663.Note: Please gather the serial number and
manufacture date of your machine before calling.
SECTION 7: SERVICE
Troubleshooting
Symptom Possible Cause Possible Solution
Machine does not
start or a breaker
trips.
1. Blown fuse in machine.
2. Chuck guard open.
3. Incorrect power supply voltage.
4. Plug/receptacle at fault/wired wrong.
5. Power supply circuit breaker tripped or fuseblown.
6. Motor wires connected incorrectly.
7. Wiring is open/has high resistance.
8. Motor brushes at fault.
9. Chuck guard safety switch at fault.
10. Circuit board at fault.
11. Motor at fault.
12. Potentiometer/variable-speed dial at fault.
1. Replace fuse/ ensure there are no shorts.
2. Close guard.
3. Ensure power supply voltage matches circuit
requirements.
4. Test for good contacts; correct wiring.
5. Ensure circuit is sized correctly and free of shorts.Reset
circuit breaker or replace fuse.
6. Correct motor wiring connections.
7. Check for broken wires or disconnected/corroded
connections; repair/replace as necessary.
8. Remove/replace brushes.
9. Replace safety switch.
10. Test/replace.
11. Test/repair/replace.
12. Test/replace.
Machine stalls or is
overloaded.
1. Feed rate/cutting speed too fast.
2. Wrong cutter type.
3. Machine is undersized for task or tooling isincorrect for
task.
4. Motor wired incorrectly.
5. Motor bearings are at fault.
6. Motor has overheated.
7. Motor is at fault.
1. Decrease feed rate/cutting speed.
2. Use correct cutter for task.
3. Use smaller or sharper tooling; reduce feed rate orspindle
speed; use coolant fluid if possible.
4. Ensure motor wiring is correct.
5. Test by rotating shaft; rotational grinding/loose shaft
requires bearing replacement.
6. Clean off motor, let cool, and reduce workload.
7. Test/repair/replace motor.
Machine has
vibration or noisy
operation.
1. Motor or machine component is loose.
2. Machine is incorrectly mounted or sits
unevenly.
3. Motor fan is rubbing on fan cover.
4. Workpiece not secure.
5. Excessive depth of cut.
6. Cutter/tooling is loose.
7. Cutter is dull or at fault.
8. Bit is chattering.
9. Motor bearings are at fault.
1. Inspect/replace stripped or damaged bolts/nuts, and
retighten with thread locking fluid.
2. Tighten/replace mounting bolts in bench; relocate/
shim machine.
3. Replace dented fan cover or damaged fan.
4. Properly clamp workpiece on table or in vise.
5. Decrease depth of cut.
6. Make sure tooling is properly secured.
7. Replace/resharpen cutter.
8. Replace/sharpen bit; index bit to workpiece; use
appropriate feed rate and cutting RPM.
9. Test by rotating shaft; rotational grinding/loose shaft
requires bearing replacement.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
35/52Model G0758 (Mfd. Since 2/14) -33-
Symptom Possible Cause Possible Solution
Tool slips in spindle. 1. Tool is not fully drawn up into
spindle taper.
2. Debris on tool or in spindle taper.
3. Taking too big of cut.
1. Tighten drawbar (Do not overtighten).
2. Clean collet and spindle taper.
3. Lessen depth of cut and allow chips to clear.
Breaking tools or cutters. 1. Spindle speed/feed rate is too
fast.
2. Cutting tool too small.3. Cutting tool getting too hot.
4. Taking too big of a cut.
5. Spindle extended too far down.
1. Set spindle speed correctly (Page 26) or use slower
feed rate.
2. Use larger cutting tool and slower feed rate.3. Use coolant
fluid or oil for appropriate application if
possible.
4. Lessen depth of cut and allow chips to clear.
5. Fully retract spindle and lower headstock. This
increases rigidity.
Workpiece vibrates or
chatters during operation.
1. Table locks not tight.
2. Workpiece not secure.
3. Spindle speed/feed rate is too fast.
4. Spindle extended too far down.
1. Tighten down table locks.
2. Properly clamp workpiece on table or in vise.
3. Set spindle speed correctly (Page 26) or use slower
feed rate.
4. Fully retract spindle and lower headstock. This
increases rigidity.
Table is hard to move. 1. Table locks are tightened down.
2. Chips have loaded up on ways.
3. Ways are dry and need lubrication.
4. Table limit stops are interfering.
5. Gibs are too tight.
1. Make sure table locks are fully released.
2. Frequently clean away chips that load up during
milling operations.
3. Lubricate ways (Page 29).
4. Check to make sure that all table limit stops are not
in the way.
5. Adjust gibs (see Page 34).
Bad surface finish. 1. Spindle speed/feed rate is too fast.
2. Using dull or incorrect cutting tool.
3. Wrong rotation of cutting tool.4. Workpiece not secure.
5. Spindle extended too far down.
1. Set spindle speed correctly (Page 26) or use a
slower feed rate.
2. Sharpen cutting tool or select one that better suits
operation.
3. Check for proper cutting rotation for cutting tool.4.
Properly clamp workpiece on table or in vise.
5. Fully retract spindle and lower headstock. This
increases rigidity.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
36/52-34- Model G0758 (Mfd. Since 2/14)
Adjusting Gibs
Gibs are tapered lengths of metal sandwichedbetween two moving
surfaces to control howmuch friction they have when they slide past
oneanother. Correctly adjusting the gibs is critical to
producing accurate milling results.
Tight gibs make table movement more accuratebut stiff. Loose
gibs make table movement sloppybut easy. The goal of gib adjustment
is to removeunnecessary sloppiness without causing the waysto
bind.
Tip: Many experienced machinists adjust the gibsuntil there is
just a slight drag in table movement.
Screws on each end allow gib adjustment to
increase or decrease the friction between the slid-ing surfaces
of the ways.
DISCONNECT MACHINE FROM POWERBEFORE ADJUSTING THE GIBS!
Make sure all table locks are loose. Then, loosenone gib
adjustment screw (see Figure 44) andtighten the opposing screw the
same amount tomove the gib, while at the same time using
thehandwheels to move the table until you feel aslight drag in that
path of movement.
Figure 44. Location of gib screws.
Adjusting LeadscrewBacklash
Leadscrew backlash is the amount of free-playmovement in the
leadscrew (when changing the
direction of rotation) before the attached devicebegins to
move.
Leadscrews must have a certain amount of back-lash, but over
time, this will increase with normalwear. Generally, 0.003"–0.006"
leadscrew back-lash is acceptable to ensure smooth movementand
reduce the risk of premature thread wear.
The X- and Y-axis leadscrew backlash is adjustedby using a long
5mm hex wrench to tighten/loosenthe cap screw on the leadscrew nut.
This adjusts
the force the split leadscrew nut exerts on theleadscrew
threads.
The X-axis leadscrew nut shown in Figure 45is accessed from
underneath the left side of thetable.
Figure 45. Example of X-axis leadscrew nut capscrew for
adjusting backlash.
X-Axis Leadscrew NutCap Screw
Y-Axis Gib Screw(1 of 2)
X-Axis Gib Screw(1 of 2)
The Y-axis leadscrew nut is similar and is accessedfrom
underneath the machine base.
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
37/52
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
38/52-36- Model G0758 (Mfd. Since 2/14)READ ELECTRICAL
SAFETY
ON PAGE 36!
SHOCK HAZARD.Working on wiring that is con-nected to a power
source is extremely dangerous.
Touching electrified parts will result in personalinjury
including but not limited to severe burns,electrocution, or death.
Disconnect the powerfrom the machine before servicing electrical
com-ponents!
MODIFICATIONS. Modifying the wiring beyondwhat is shown in
the diagram may lead to unpre-dictable results, including serious
injury or fire.This includes the installation of unapproved
after-
market parts.
WIRE CONNECTIONS. All connections mustbe tight to prevent
wires from loosening duringmachine operation. Double-check all
wires dis-connected or connected during any wiring task toensure
tight connections.
CIRCUIT REQUIREMENTS. You MUST followthe requirements at the
beginning of this man-ual when connecting your machine to a
powersource.
WIRE/COMPONENT DAMAGE. Damaged wiresor components increase
the risk of serious per-
sonal injury, fire, or machine damage. If you noticethat any
wires or components are damaged whileperforming a wiring task,
replace those wires orcomponents.
MOTOR WIRING. The motor wiring shown inthese diagrams is current
at the time of printingbut may not match your machine. If you find
thisto be the case, use the wiring diagram inside themotor junction
box.
CAPACITORS/INVERTERS. Some capacitorsand power inverters
store an electrical charge forup to 10 minutes after being
disconnected fromthe power source. To reduce the risk of
beingshocked, wait at least this long before working
oncapacitors.
EXPERIENCING DIFFICULTIES. If you are expe-riencing difficulties
understanding the informationincluded in this section, contact our
TechnicalSupport at (570) 546-9663.
Wiring Safety Instructions
The photos and diagrams
included in this section are
best viewed in color. You
can view these pages in
color at www.grizzly.com.
These pages are current at the time of printing. However, in the
spirit of improvement, we may make chang-es to the electrical
systems of future machines. Compare the manufacture date of your
machine to the onestated in this manual, and study this section
carefully.
If there are differences between your machine and what is shown
in this section, call Technical Support at(570) 546-9663 for
assistance BEFORE making any changes to the wiring on your machine.
An updatedwiring diagram may be available. Note: Please
gather the serial number and manufacture date of yourmachine before
calling. This information can be found on the main machine
label.
SECTION 8: WIRINGmachine
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
39/52Model G0758 (Mfd. Since 2/14) -37-READ ELECTRICAL
SAFETY
ON PAGE 36!
G0758 Wiring Overview
Figure 49. Wiring overview.
Front Panel
Motor
SpindleRPM
Sensor
Figure 50. Wiring overview.
Side PanelFront Panel
InsideBottomPanel
Limit Switch
Rear Panel
-
8/17/2019 Grizzly G0758 Mill-Drill Manual
40/52-38- Model G0758 (Mfd. Since 2/14)READ ELECTRICAL
SAFETY
ON PAGE 36!
2 3
2 4
1 3
1 4
W X 1 4 - 1 2
4 K 7 ± 5
Z D - S K - T H L
L 2
L 1
A +
A
P 3
P 1
R 3 1
5 W R 0 2 J
B
A
J 2
J 1
I N
I N N
N 1
L 1
G
L
C E S X 1 1 0 1 - 2 8
J D - 0 1 4
R E V A 0 9 1 1 1 1
N e u t r a l
H o t
G r o u n d
1 1 0 V A C
5 - 1 5 P l u g
( A s R e c o m m e n d e d )
T o P l u g
F u s e - F 1 0 A L 2 5 0 V
F u s e H o l d e r - M F 5 2 8 1 0 A
2 5 0 V
F u s e - F 1 0 A L 2 5 0 V
F u s e H o l d e r - M F 5 2 8 1 0 A
2 5 0 V
V a r i a b l e
S p e e d D i a l
G N D
K E D U
K J D 1 7 B
1 2 0 V
F r o n t P a n e l ( V i e w
e d F r o m B e h i n d )
S i d e P a n e l
R e a r
P a n e l
I n s i d e B o t t o m P a n e l
1 1 0 V M o t o r
S p i n d l e
R P M
S e n s o r
O n / O f f S w i t c h
S p i n d l e S p e e d D R O
C i r c u i t B o a r d
C i r c u i t B o a r d
L i m
i t S w i t c h
K W
1 - 1 0 3
1 5 A 1 2 5 V A C
1 6 ( 4 ) A
2 5 0 V A C
JYMC- 22UB-II DC Moto