Embed Size (px)
Citation preview
Publication FST-302P
A Guide to the Aquaponics Food Safety Plan Development:
Green Aquaponics LLC as a Model
Publication FST-302P/VSG-18-6
A Guide to the Aquaponics Food Safety Plan Development: Green Aquaponics LLC as a Model
Mahmoudreza Ovissipour, Assistant Professor and Extension Specialist, Seafood Agriculture Research and Extension Center, Department of Food Science and Technology, Virginia Tech
Barbara Rasco, Professor and Director, School of Food Science, Washington State UniversityGleyn Bledsoe, Adjunct Professor, Washington State University
Setareh Shiroodi, Postdoctoral Associate in Food Safety, Seafood Agricultural Research and Extension Center, Virginia Tech
DISCLAIMER: The plan provides an example of best practices. It is for training purposes only and does not represent any specific operation. Development of a food safety plan is site-specific, and plans for each location should be developed separately.
This model includes both required and optional information to illustrate how a food safety plan might be designed under regulations in 21 Code of Federal Regulations (CFR) Parts 112, 117, and 123, associated with the Food Safety Modernization Act (Public Law (PL) 111-353). Conditions and specifications used (e.g., validation information) are for illustrative purposes only and may not represent actual process conditions.
www.ext.vt.eduProduced by Virginia Cooperative Extension, Virginia Tech, 2019
Virginia Cooperative Extension programs and employment are open to all, regardless of age, color, disability, gender, gender identity, gender expression, national origin, political affiliation, race, religion, sexual orientation, genetic informa-tion, veteran status, or any other basis protected by law. An equal opportunity/affirmative action
employer. Issued in furtherance of Cooperative Extension work, Virginia Polytechnic Institute and State University, Virginia State University, and the U.S. Department of Agriculture cooperating. Edwin J. Jones, Director, Virginia Cooperative Extension, Virginia Tech, Blacksburg; M. Ray McKinnie, Administrator, 1890 Extension Program,
Virginia State University, Petersburg.
VT/0119/FST-302P/VSG-18-6
1
Company Overview Green Aquaponics LLC. was established in 2000 as an aquaculture farm in Idaho, first developed for producing fish, specifically male blue tilapia (Tilapia aurea) and in 2010, Green Aquaponics coupled its indoor aquaculture system with an indoor fresh produce production unit into an aquaponics system and expanded operations to their Washington facility in Aquatown. This company produces lettuces on rafts in a recirculation system. The aquaculture capacity is 10,000 lb of tilapia per year. The hydroponic area is 12,000 square feet in an indoor production system with an indoor raft system producing approximately 90,000 lb per year presuming a harvestable crop of lettuce every 4 weeks after transplant. The first harvestable fish follow in 9 months and are then harvested monthly based upon market demand. The water source is tested potable well water that feeds the aquaculture section, and after passing through the aquaculture section proceeds through a biofilter converting ammonia to nitrate providing water for irrigating the fresh produce. Water quality entering the produce unit is tested at least monthly to ensure that it meets requirements under the Produce Safety Rule. The light source is partially from natural light plus LED based artificial lighting.
The company sells live fish to local restaurants and whole fish (bled and eviscerated), shipped on fresh water ice, to local distributers and retailers. Lettuce is packed in plastic clamshells or plastic-coated cardboard boxes with ice as needed and then shipped to local distributers.
Product DescriptionsTable 1. Product description for fresh/whole on-ice fish. (See page 2)
Table 2. Product description for live fish. (See page 3)
Table 3. Product description for lettuce. (See page 4)
Figure 1: Coupled Aquaponic Process Flow Diagram
Figure 2: Decoupled Aquaponic Process Flow Diagram
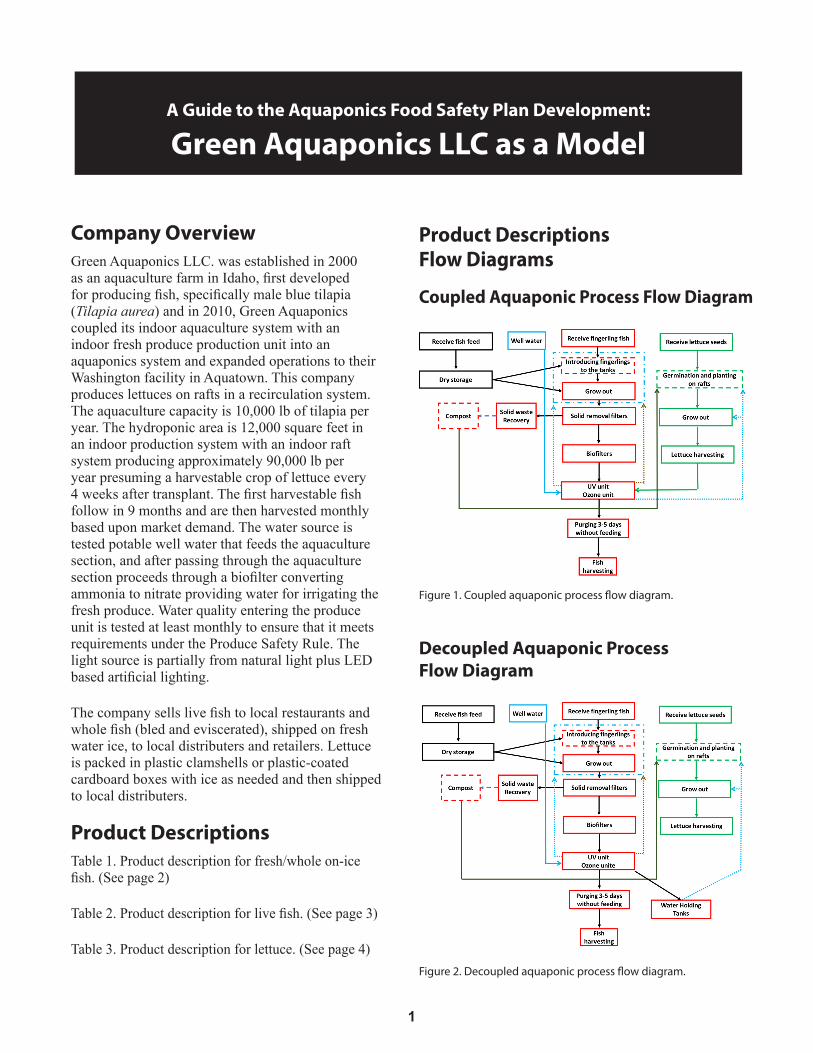
Product Descriptions Flow Diagrams
Coupled Aquaponic Process Flow Diagram
Figure 1. Coupled aquaponic process flow diagram.
Decoupled Aquaponic Process Flow Diagram
Figure 2. Decoupled aquaponic process flow diagram.
A Guide to the Aquaponics Food Safety Plan Development: Green Aquaponics LLC as a Model
2
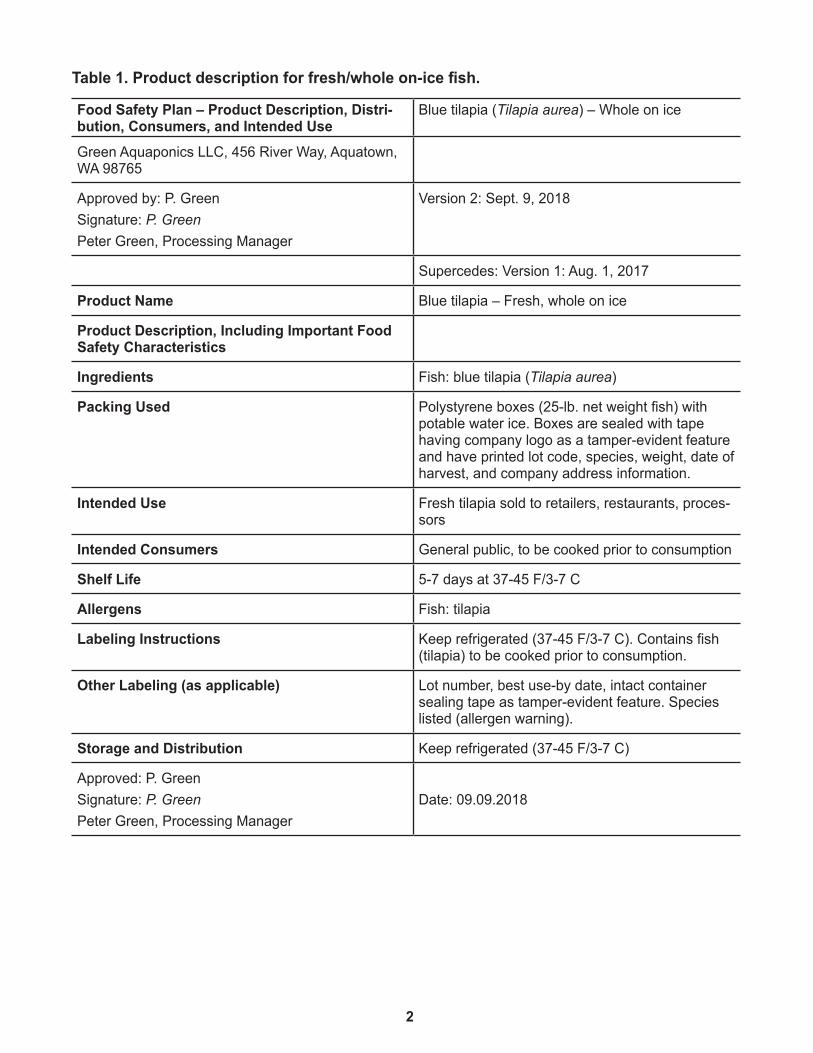
Table 1. Product description for fresh/whole on-ice fish.
Food Safety Plan – Product Description, Distri-bution, Consumers, and Intended Use
Blue tilapia (Tilapia aurea) – Whole on ice
Green Aquaponics LLC, 456 River Way, Aquatown, WA 98765
Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
Product Name Blue tilapia – Fresh, whole on ice
Product Description, Including Important Food Safety Characteristics
Ingredients Fish: blue tilapia (Tilapia aurea)
Packing Used Polystyrene boxes (25-lb. net weight fish) with potable water ice. Boxes are sealed with tape having company logo as a tamper-evident feature and have printed lot code, species, weight, date of harvest, and company address information.
Intended Use Fresh tilapia sold to retailers, restaurants, proces-sors
Intended Consumers General public, to be cooked prior to consumption
Shelf Life 5-7 days at 37-45 F/3-7 C
Allergens Fish: tilapia
Labeling Instructions Keep refrigerated (37-45 F/3-7 C). Contains fish (tilapia) to be cooked prior to consumption.
Other Labeling (as applicable) Lot number, best use-by date, intact container sealing tape as tamper-evident feature. Species listed (allergen warning).
Storage and Distribution Keep refrigerated (37-45 F/3-7 C)
Approved: P. GreenSignature: P. Green Peter Green, Processing Manager
Date: 09.09.2018
3
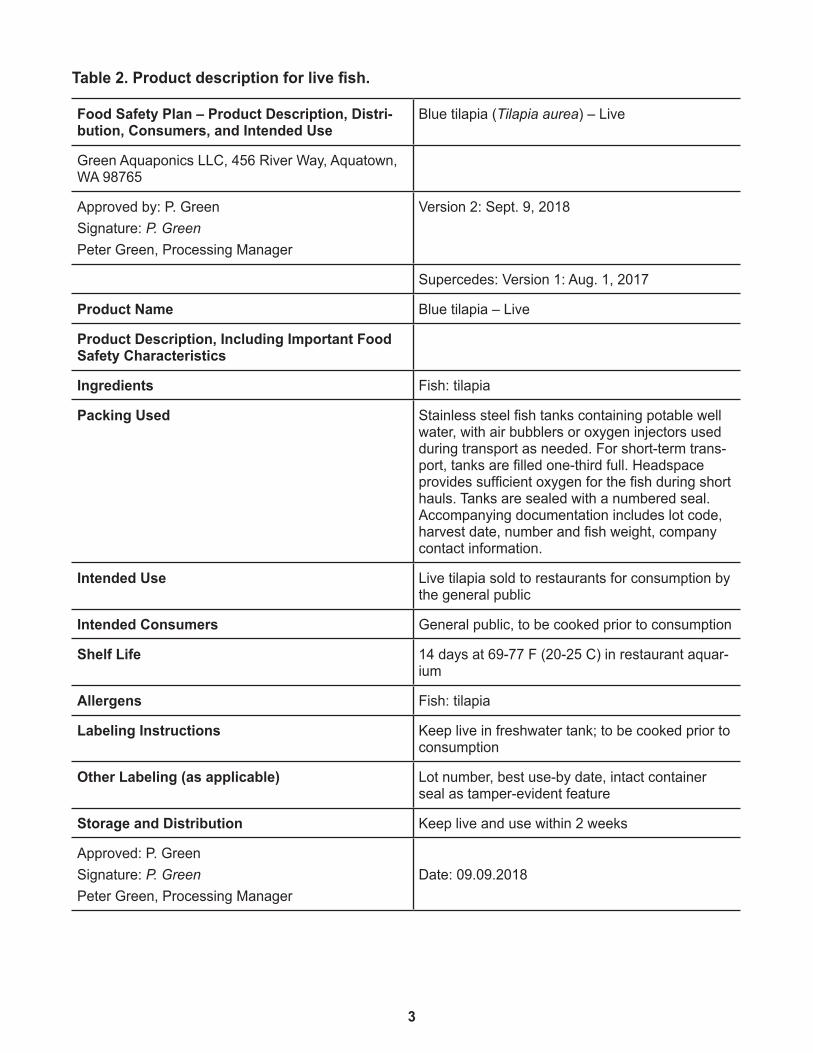
Table 2. Product description for live fish.
Food Safety Plan – Product Description, Distri-bution, Consumers, and Intended Use
Blue tilapia (Tilapia aurea) – Live
Green Aquaponics LLC, 456 River Way, Aquatown, WA 98765
Approved by: P. GreenSignature: P. GreenPeter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
Product Name Blue tilapia – Live
Product Description, Including Important Food Safety Characteristics
Ingredients Fish: tilapia
Packing Used Stainless steel fish tanks containing potable well water, with air bubblers or oxygen injectors used during transport as needed. For short-term trans-port, tanks are filled one-third full. Headspace provides sufficient oxygen for the fish during short hauls. Tanks are sealed with a numbered seal. Accompanying documentation includes lot code, harvest date, number and fish weight, company contact information.
Intended Use Live tilapia sold to restaurants for consumption by the general public
Intended Consumers General public, to be cooked prior to consumption
Shelf Life 14 days at 69-77 F (20-25 C) in restaurant aquar-ium
Allergens Fish: tilapia
Labeling Instructions Keep live in freshwater tank; to be cooked prior to consumption
Other Labeling (as applicable) Lot number, best use-by date, intact container seal as tamper-evident feature
Storage and Distribution Keep live and use within 2 weeks
Approved: P. GreenSignature: P. Green Peter Green, Processing Manager
Date: 09.09.2018
4
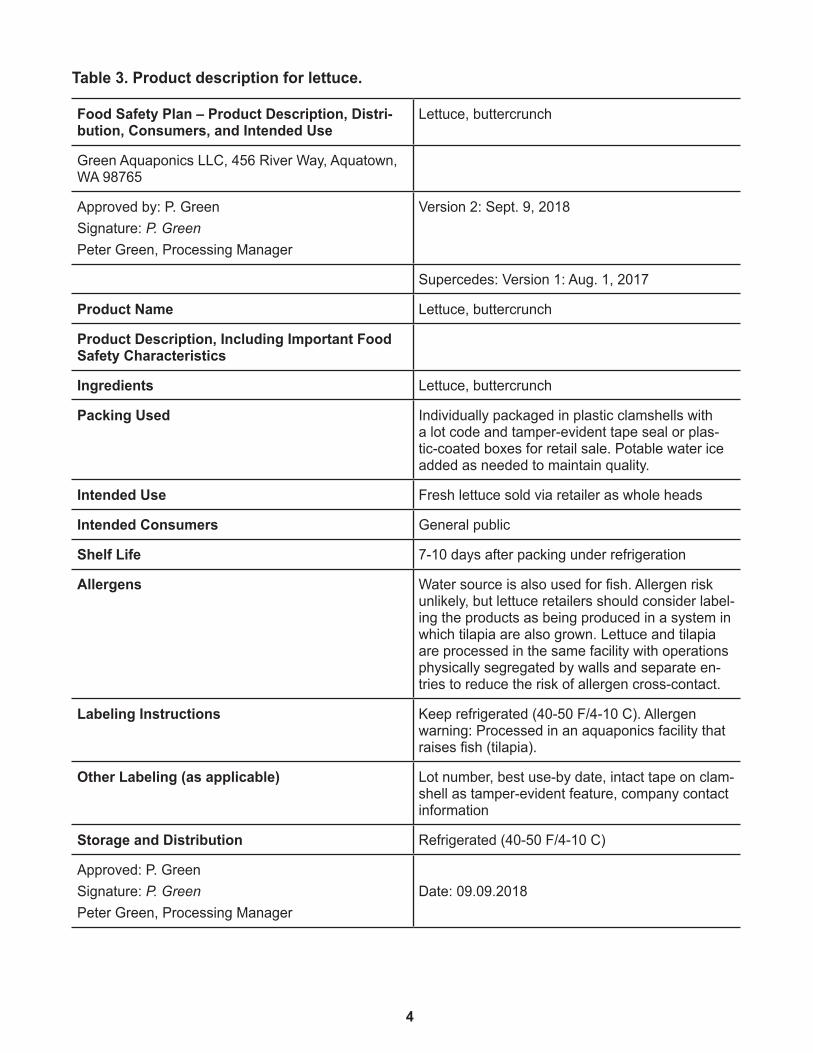
Table 3. Product description for lettuce.
Food Safety Plan – Product Description, Distri-bution, Consumers, and Intended Use
Lettuce, buttercrunch
Green Aquaponics LLC, 456 River Way, Aquatown, WA 98765
Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
Product Name Lettuce, buttercrunch
Product Description, Including Important Food Safety Characteristics
Ingredients Lettuce, buttercrunch
Packing Used Individually packaged in plastic clamshells with a lot code and tamper-evident tape seal or plas-tic-coated boxes for retail sale. Potable water ice added as needed to maintain quality.
Intended Use Fresh lettuce sold via retailer as whole heads
Intended Consumers General public
Shelf Life 7-10 days after packing under refrigeration
Allergens Water source is also used for fish. Allergen risk unlikely, but lettuce retailers should consider label-ing the products as being produced in a system in which tilapia are also grown. Lettuce and tilapia are processed in the same facility with operations physically segregated by walls and separate en-tries to reduce the risk of allergen cross-contact.
Labeling Instructions Keep refrigerated (40-50 F/4-10 C). Allergen warning: Processed in an aquaponics facility that raises fish (tilapia).
Other Labeling (as applicable) Lot number, best use-by date, intact tape on clam-shell as tamper-evident feature, company contact information
Storage and Distribution Refrigerated (40-50 F/4-10 C)
Approved: P. GreenSignature: P. GreenPeter Green, Processing Manager
Date: 09.09.2018
5
Process Descriptions
Fish ProductionReceive tilapia (fingerlings from fish fingerling producers): Healthy blue tilapia (Tilapia aurea) fingerlings are transported in trailers equipped with oxygenation tanks from a licensed fish breeder. Fingerlings are inspected for quality, lack of disease, and presence of parasites before a lot number is assigned. Health certificates are received for each lot of fingerlings. Health certificates are required from the suppliers as a condition of purchase.
Receive fish feed: Fish feed is received in 50-pound bags from fish feed producers, and the bags are checked for any physical defects. Date of feed production, date of expiration, lot number, feed ingredients, and the chemical composition of the feeds are also checked for nutritional quality and for any unanticipated allergens. We inspect our feed producer annually as part of our approved supplier program. Feed comes with a certificate of analysis. Feed is sent out quarterly for analysis for pathogens (e.g., Salmonella spp.) and allergens (e.g., soy, wheat) and for nutrient profile. We do not use medicated feed or animal drugs in the cultivation of the tilapia in this facility.
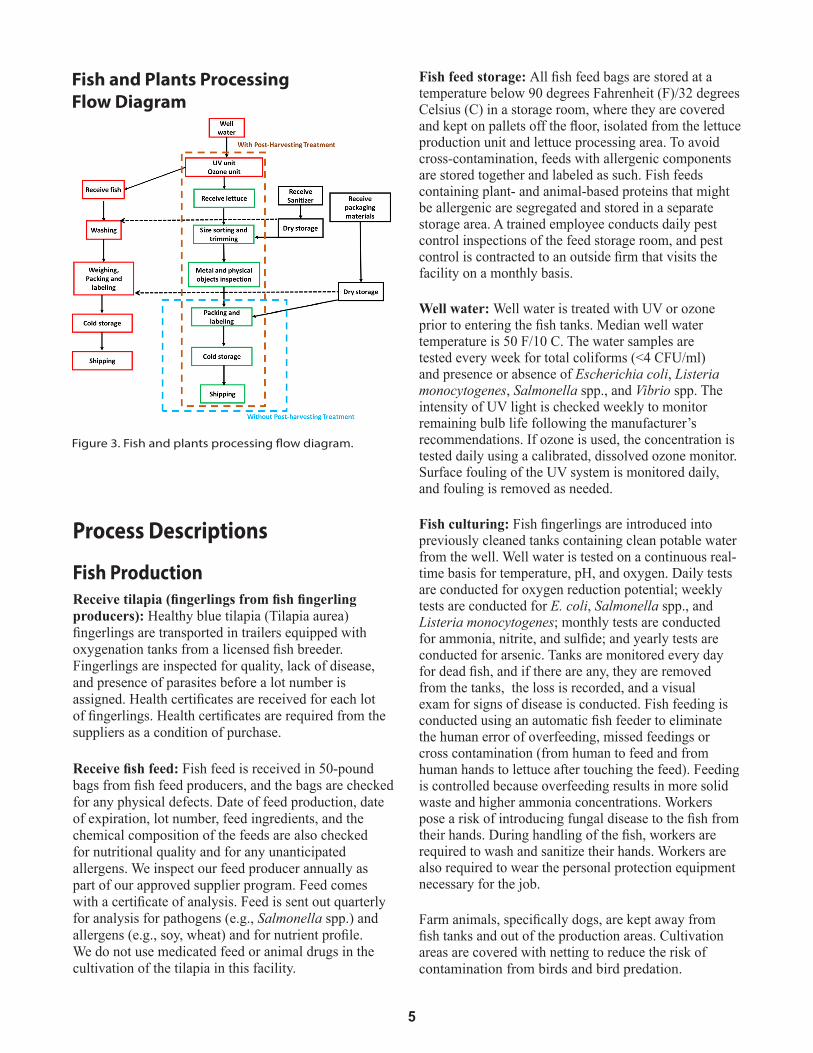
Fish feed storage: All fish feed bags are stored at a temperature below 90 degrees Fahrenheit (F)/32 degrees Celsius (C) in a storage room, where they are covered and kept on pallets off the floor, isolated from the lettuce production unit and lettuce processing area. To avoid cross-contamination, feeds with allergenic components are stored together and labeled as such. Fish feeds containing plant- and animal-based proteins that might be allergenic are segregated and stored in a separate storage area. A trained employee conducts daily pest control inspections of the feed storage room, and pest control is contracted to an outside firm that visits the facility on a monthly basis.
Well water: Well water is treated with UV or ozone prior to entering the fish tanks. Median well water temperature is 50 F/10 C. The water samples are tested every week for total coliforms (<4 CFU/ml) and presence or absence of Escherichia coli, Listeria monocytogenes, Salmonella spp., and Vibrio spp. The intensity of UV light is checked weekly to monitor remaining bulb life following the manufacturer’s recommendations. If ozone is used, the concentration is tested daily using a calibrated, dissolved ozone monitor. Surface fouling of the UV system is monitored daily, and fouling is removed as needed.
Fish culturing: Fish fingerlings are introduced into previously cleaned tanks containing clean potable water from the well. Well water is tested on a continuous real-time basis for temperature, pH, and oxygen. Daily tests are conducted for oxygen reduction potential; weekly tests are conducted for E. coli, Salmonella spp., and Listeria monocytogenes; monthly tests are conducted for ammonia, nitrite, and sulfide; and yearly tests are conducted for arsenic. Tanks are monitored every day for dead fish, and if there are any, they are removed from the tanks, the loss is recorded, and a visual exam for signs of disease is conducted. Fish feeding is conducted using an automatic fish feeder to eliminate the human error of overfeeding, missed feedings or cross contamination (from human to feed and from human hands to lettuce after touching the feed). Feeding is controlled because overfeeding results in more solid waste and higher ammonia concentrations. Workers pose a risk of introducing fungal disease to the fish from their hands. During handling of the fish, workers are required to wash and sanitize their hands. Workers are also required to wear the personal protection equipment necessary for the job.
Farm animals, specifically dogs, are kept away from fish tanks and out of the production areas. Cultivation areas are covered with netting to reduce the risk of contamination from birds and bird predation.
Fish and Plants Processing Flow Diagram
Figure 3: Fish and Plants Processing Flow Diagram Figure 3. Fish and plants processing flow diagram.

6
Solids removal filters: After fish tanks, there are solid removal filters to remove fish fecal matter and uneaten feed from the aquaculture system. These solid materials are collected and then further processed into compost.
Solids waste recovery: Solid waste materials (e.g., dead fish) are recovered and are acid-hydrolyzed to a liquid form and used to provide nutrients to plants. Hydrolysate could be added to irrigation water and passed through a UV treatment system to inactivate any pathogens that may be present prior to its use. Fish hydrolysate can also be used as a fertilizer for plants grown in soil off-site as it meets the criteria for organic fertilizer. In addition, the waste can be digested through anaerobic digestion.
Biofilters: Biofilters convert ammonia to nitrite, and nitrite to nitrate. Nitrate is 400 times less toxic to fish than ammonia and can be utilized by plants as a nitrogen source. Nitrosomonas spp. convert ammonia to nitrite, and Nitrobacter spp. convert nitrite to nitrate. It takes 4.5 grams of oxygen to convert 1 gram of ammonia to nitrate. The survival of the two types of bacteria in biofilters depends on maintaining a proper dissolved oxygen level (at least 2 mg/L), pH (above 7), alkalinity (50-100 mg/L CaCO3), and temperature (around 68 F/20 C). Hence, oxygen is provided by a U-tube or a blower into the biofilter system. Water recovered off the biofilters is passed through a UV unit or treated with ozone and then used for irrigating the lettuce. Water quality is tested to ensure that it meets chemical and microbial quality (i.e., turbidity, aroma, appearance) before being used for irrigation. Testing is conducted so water is shown to meet water quality standards for irrigation water under 21 CFR Part 112.
Fish depuration: Tilapia are transferred to separate tanks and held in fresh water for three to five days to empty gut contents and to remove any benthic off-flavors from the flesh that may have resulted from cultivation in a recirculating system. Microbial quality of the water is tested. Fresh water in the tanks is exchanged every two days or more frequently if fish stocking density is high.
Fish harvesting: Fish are harvested directly from the tanks with a net by workers wearing clean uniforms, clean gloves, and personal protective equipment. Fish are transferred to either the live shipments tanks or to totes for transport to the whole fish processing room. The processing room is air conditioned to a temperature of less than 50 F/10 C and held
under positive pressure relative to the outside to reduce the risk of environmental airborne microbial contamination. Sanitary potable ice is on hand to keep the fish cold if ambient temperatures are high.
Live fish processing and shipping: Fish are taken from the tanks with nets that have a load cell to measure weight, and they are transferred directly to the live hold tanks for shipment. Live hold tanks are cleaned and sanitized following each shipment and inspected prior to filling for odor or indications that the tanks have not been adequately cleaned. Tanks are affixed with a numbered seal that is recorded and sent in advance to the customer for verification upon arrival; this is part of our traceability and food defense programs. If air or oxygen is needed for any shipment, food-grade gas that has been sourced from an approved supplier is used. Any fixtures or devices used for aeration are cleaned and sanitized prior to each shipment. Temperature during shipment is controlled to maintain fish quality.
Whole fish processing and shipping: Fish are received from the production unit and are handled by workers who wear gloves, clean uniforms, hair coverings, and personal protection equipment. Fish are stunned (if required by customer), their throats are cut, and they are allowed to bleed out in slush ice made from potable water. Otherwise, tilapia are killed by placing them into slush ice and then bled out. Fish are immediately processed if possible — within 24 hours as long as fish temperature can remain at 39.2 F/4 C or below. Fish are eviscerated by hand by workers who have been trained in good manufacturing practices, and sanitation and hygiene practices, as per the requirements of 21 CFR Part 117 with their training documented.
Washing: Eviscerated fish are washed in potable water containing a sanitizer (chlorinated well water [2-4 ppm] or other appropriate treatment) to reduce the number of environmental bacteria on the surface of the fish. Fish are weighed (25 pounds +/- 5% allowance) and then layered with clean potable iced water into clean polystyrene boxes that have clean plastic liners. Neither the boxes nor the liners can have signs of damage or contamination. Both the boxes and the liners are from approved suppliers.
Ice: Ice is made from potable well water in a commercial ice maker and is stored in sanitary containers and handled with sanitary utensils. Any ice that is not in immediate use is held in a covered tote with a drain so that water can run out to a floor drain. Any ice transferred to a tote is used within 24 hours.

7
Packaging materials: Packaging materials (plastic liners, polystyrene containers) are inspected for signs of odor, damage, or contamination. Label tape is inspected for logo. Print stock for labeling containers is inspected to see that it meets technical specifications and shows no visible signs of contamination. These materials are part of our supply chain program, and the distributor is visited on an annual basis. Materials come with a letter of guarantee that they are appropriate for food contact and they meet our technical specifications per contract. Packaging materials are stored covered in an area segregated from the food processing or production areas and away from where any allergenic materials or chemicals are stored. Temperatures should not exceed 110 F /44 C.
Weighing, labeling, and shipping – whole fish: Boxes are labeled with lot code, species, production location, address, contact information, and harvest date, and then shipped on ice to the market. Temperature is monitored during shipment with a thermometer, a data logger, or the presence of adequate ice at receiving.
Lettuce ProductionReceive lettuce seeds: Lettuce seeds are received from an approved supplier and germinated in sanitized single-use rockwool starter cubes in potable well water.
Germination and planting on rafts: After germination, the lettuce plants are placed into holes in rafts to receive water and nutrients from the aquaculture section of the operations. Rafts are made from polystyrene and are cleaned and sanitized after every use.
Plant nutrients: Supplemental liquid nutrient mix is purchased from an approved supplier who provides a certificate of analysis annually. These nutrients are added in cases where nutrients in the water from the aquaculture tanks are not sufficient, and signs of nutrient deficiency are present. Plant nutrients are transferred to the growing tanks using a metering pump with clean and sanitized tubing. Plant nutrients are stored in a secured area away from cultivation and processing operations.
All handling of plants in the produce production area are conducted by workers who maintain the best personal hygiene practices. Workers wear clean uniforms and head covers and use disposable gloves to reduce the risk of cross-contamination. They are trained as required under 21 CFR Parts 112 and 117, with their training documented. Worker refresher training is
provided at least annually; training for seasonal workers is provided at the beginning of the season or anytime when a deficiency is noted. Biosecurity measures are maintained in the growing area by use of hand and foot dips containing sanitizer. Farm animals, specifically dogs, are kept out of the produce production areas.
UV or ozone unit – plant production: Water is passed through a UV unit or ozonated after use in the fish rearing tanks and prior to irrigating lettuce. Either UV or ozone sanitizes the water and reduces risk of accumulation of pathogenic microorganisms. The water samples are tested every week for total coliforms (<4 CFU/ml) and for presence or absence of Escherichia coli, Listeria monocytogenes, Salmonella spp., and Vibrio spp. The intensity of UV light is checked weekly to determine remaining bulb life following the manufacturer’s instructions. Surface fouling of the UV system is monitored daily, and fouling is removed as needed. Ozone level is checked using a calibrated, dissolved ozone monitor.
Lettuce harvesting: Sanitation during harvesting is critical. All workers wear disposable gloves, hair coverings, sanitizable footwear, and clean uniforms during the harvesting process, and they enter the processing area with sanitized footwear. Workers change into sanitized footwear in the processing room; this footwear is allowed only in the processing room. Any worker in this area has received relevant training under 21 CFR Parts 112 and 117 with training documented. Harvesting is conducted by removing the raft from the water tanks. When removing the rafts, workers must ensure that the water from the bottom of the rafts and the plant roots does not splash in a manner that it could contaminate the edible portion of plants on other racks.
The rafts are transported to the processing area on a clean and sanitized handcart. The roots of the lettuce plants are cut off from the underside of the raft using clean and sanitized knives. Lettuce is then transferred to previously sanitized bins. These bins are transferred to the packing area where the lettuce is rinsed in potable water and drained. This area contains a stainless steel sink with hot and cold potable water, a stainless steel drainage table, and a packing table. A separate hand-wash sink with hand sanitizer is available in this processing area. The water source is well water that has been sanitized (chlorinated [2-4 ppm]) before being used to wash the lettuce. Foot dips containing sanitizer are at the entrance, and hand dips are located in the harvest area.
8
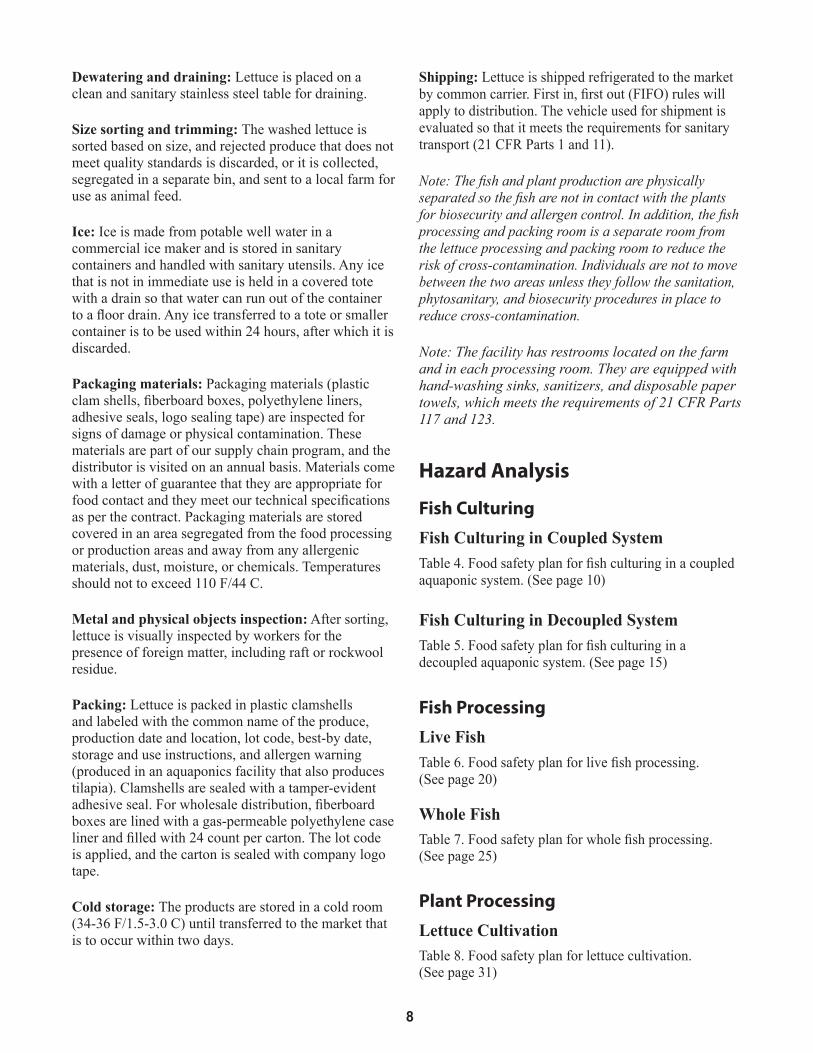
Dewatering and draining: Lettuce is placed on a clean and sanitary stainless steel table for draining.
Size sorting and trimming: The washed lettuce is sorted based on size, and rejected produce that does not meet quality standards is discarded, or it is collected, segregated in a separate bin, and sent to a local farm for use as animal feed.
Ice: Ice is made from potable well water in a commercial ice maker and is stored in sanitary containers and handled with sanitary utensils. Any ice that is not in immediate use is held in a covered tote with a drain so that water can run out of the container to a floor drain. Any ice transferred to a tote or smaller container is to be used within 24 hours, after which it is discarded.
Packaging materials: Packaging materials (plastic clam shells, fiberboard boxes, polyethylene liners, adhesive seals, logo sealing tape) are inspected for signs of damage or physical contamination. These materials are part of our supply chain program, and the distributor is visited on an annual basis. Materials come with a letter of guarantee that they are appropriate for food contact and they meet our technical specifications as per the contract. Packaging materials are stored covered in an area segregated from the food processing or production areas and away from any allergenic materials, dust, moisture, or chemicals. Temperatures should not to exceed 110 F/44 C.
Metal and physical objects inspection: After sorting, lettuce is visually inspected by workers for the presence of foreign matter, including raft or rockwool residue.
Packing: Lettuce is packed in plastic clamshells and labeled with the common name of the produce, production date and location, lot code, best-by date, storage and use instructions, and allergen warning (produced in an aquaponics facility that also produces tilapia). Clamshells are sealed with a tamper-evident adhesive seal. For wholesale distribution, fiberboard boxes are lined with a gas-permeable polyethylene case liner and filled with 24 count per carton. The lot code is applied, and the carton is sealed with company logo tape.
Cold storage: The products are stored in a cold room (34-36 F/1.5-3.0 C) until transferred to the market that is to occur within two days.
Shipping: Lettuce is shipped refrigerated to the market by common carrier. First in, first out (FIFO) rules will apply to distribution. The vehicle used for shipment is evaluated so that it meets the requirements for sanitary transport (21 CFR Parts 1 and 11).
Note: The fish and plant production are physically separated so the fish are not in contact with the plants for biosecurity and allergen control. In addition, the fish processing and packing room is a separate room from the lettuce processing and packing room to reduce the risk of cross-contamination. Individuals are not to move between the two areas unless they follow the sanitation, phytosanitary, and biosecurity procedures in place to reduce cross-contamination.
Note: The facility has restrooms located on the farm and in each processing room. They are equipped with hand-washing sinks, sanitizers, and disposable paper towels, which meets the requirements of 21 CFR Parts 117 and 123.
Hazard Analysis
Fish Culturing
Fish Culturing in Coupled SystemTable 4. Food safety plan for fish culturing in a coupled aquaponic system. (See page 10)
Fish Culturing in Decoupled SystemTable 5. Food safety plan for fish culturing in a decoupled aquaponic system. (See page 15)
Fish Processing
Live FishTable 6. Food safety plan for live fish processing. (See page 20)
Whole FishTable 7. Food safety plan for whole fish processing. (See page 25)
Plant Processing
Lettuce CultivationTable 8. Food safety plan for lettuce cultivation. (See page 31)
9
Lettuce ProcessingTable 9. Food safety plan for lettuce processing. (See page 38)
Food Safety Plan: Process Preventive Controls
Fish Culturing
Fish Culturing in Coupled SystemTable 10. Food safety plan: Process preventive controls for fish culturing in coupled aquaponics system. (See page 44)
Fish Culturing in Decoupled SystemTable 11. Food safety plan: Process preventive controls for fish culturing in decoupled aquaponics system. (See page 48)
Fish Processing
Live FishTable 12. Food safety plan: Process preventive controls for live fish processing. (See page 51)
Whole Fish, Bled and EvisceratedTable 13. Food safety plan: Process preventive controls for whole fish processing. (See page 55)
Lettuce Cultivation Table 14. Food safety plan: Process preventive control for lettuce cultivation. (See page 56)
Lettuce ProcessingTable 15. Food safety plan: Process preventive control for lettuce processing. (See page 59)
Food Safety Plan: Allergen Pre-ventive Controls
Fish ProductsTable 16. Food safety plan: Allergen preventive controls for fish products. (See page 60)
Table 17. Fish product labeling. (See page 61)
Scheduling implications: Special production scheduling not necessary as all finished products contain the fish allergen.
Allergen cleaning implications: No special sanitation controls required specific to the fish allergens as all finished product contains the fish allergen.
Lettuce ProductTable 18. Food safety plan: Allergen preventive controls for lettuce. (See page 62)
Table 19. Lettuce product labeling. (See page 63)
Scheduling implications: Special production scheduling not necessary as all finished products contain or could come into contact with the fish allergen.
Allergen cleaning implications: No special sanitation controls required specific to the fish allergens as all finished product contains or could come into contact with the fish allergen.
Food Safety Plan: Sanitation Preventive Controls
Sanitation Preventive Controls: Facility Sanitation Monitoring Master ListTable 20. Sanitation preventive controls: Facility sanitation monitoring master list. (See page 64)
Sanitation Preventive Controls: Facility Sanitation Verification ActivitiesTable 21. Sanitation preventive controls: Facility sanitation verification activities. (See page 64)
Sanitation Preventive Controls: Facility Sanitation Implementation/ EffectivenessTable 22. Sanitation preventive controls: Facility sanitation implementation/effectiveness. (See page 65)
Food Safety Plan: General Assessment Information
Assessment – Food Protection Table 23. Food protection plan. (See page 66)
10
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, sanita-tion, supply chain, other
preventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
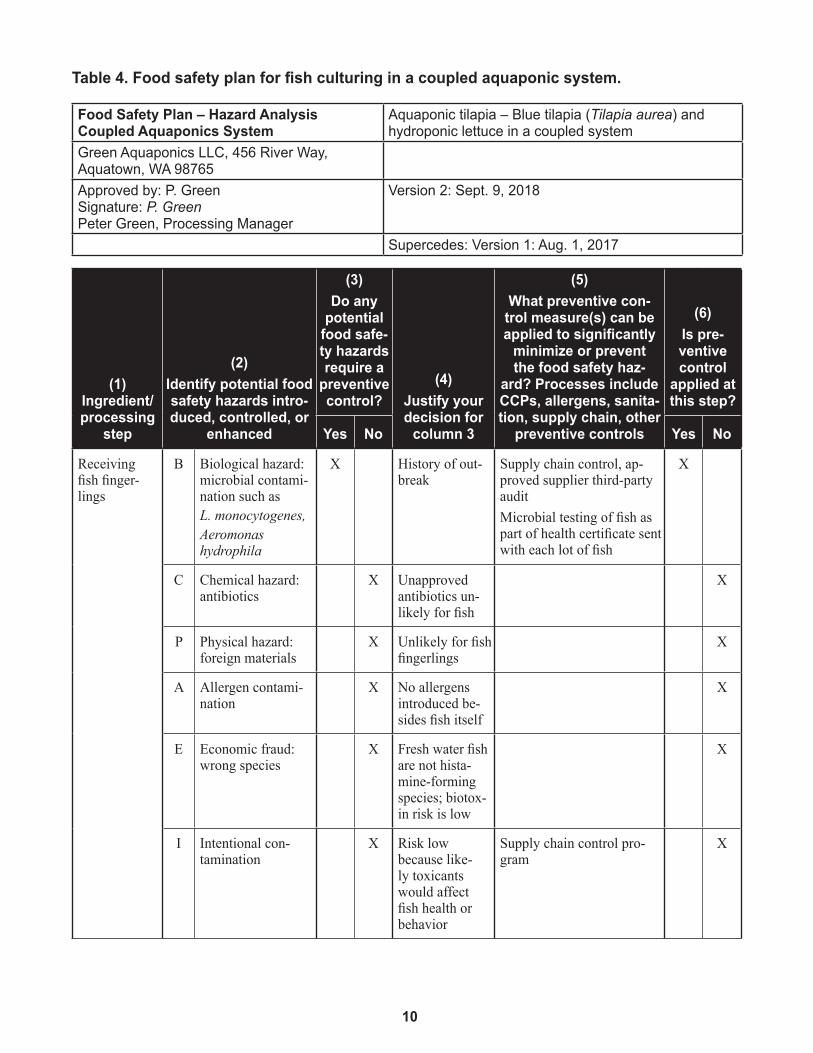
Receiving fish finger-lings
B Biological hazard: microbial contami-nation such asL. monocytogenes,Aeromonas hydrophila
X History of out-break
Supply chain control, ap-proved supplier third-party auditMicrobial testing of fish as part of health certificate sent with each lot of fish
X
C Chemical hazard: antibiotics
X Unapproved antibiotics un-likely for fish
X
P Physical hazard: foreign materials
X Unlikely for fish fingerlings
X
A Allergen contami-nation
X No allergens introduced be-sides fish itself
X
E Economic fraud: wrong species
X Fresh water fish are not hista-mine-forming species; biotox-in risk is low
X
I Intentional con-tamination
X Risk low because like-ly toxicants would affect fish health or behavior
Supply chain control pro-gram
X
Table 4. Food safety plan for fish culturing in a coupled aquaponic system.
Food Safety Plan – Hazard Analysis Coupled Aquaponics System
Aquaponic tilapia – Blue tilapia (Tilapia aurea) and hydroponic lettuce in a coupled system
Green Aquaponics LLC, 456 River Way, Aquatown, WA 98765Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
11
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, sanita-tion, supply chain, other
preventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
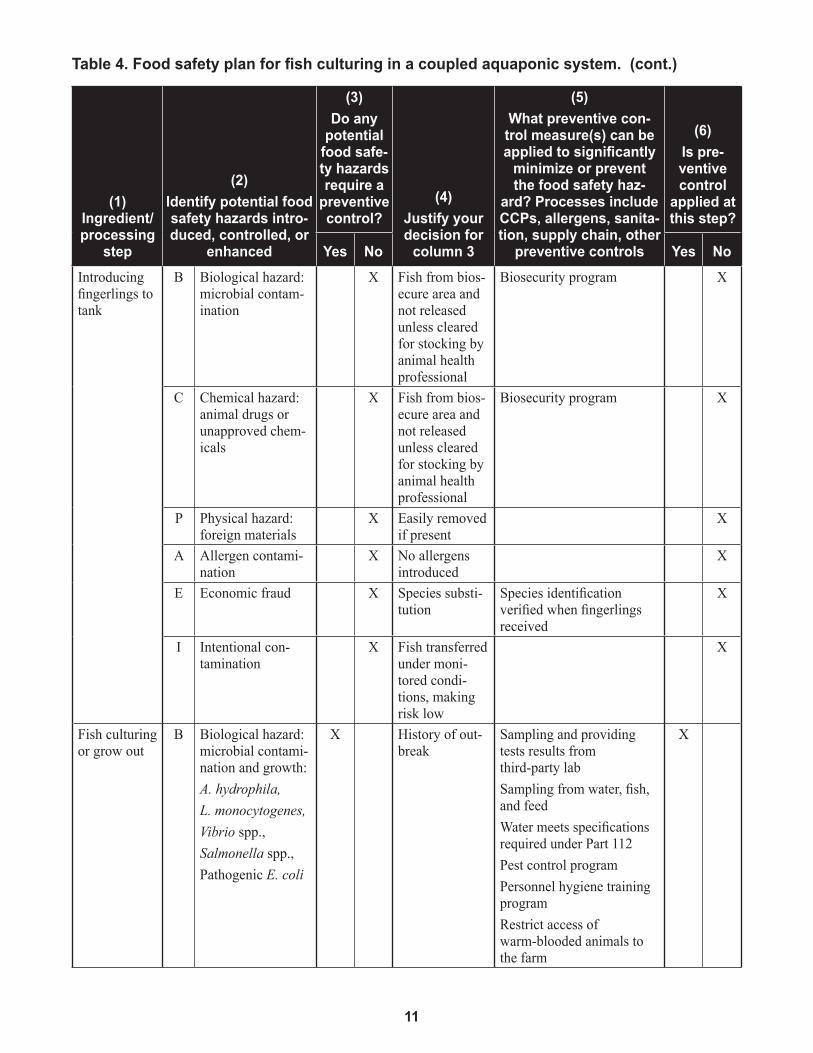
Introducing fingerlings to tank
B Biological hazard: microbial contam-ination
X Fish from bios-ecure area and not released unless cleared for stocking by animal health professional
Biosecurity program X
C Chemical hazard: animal drugs or unapproved chem-icals
X Fish from bios-ecure area and not released unless cleared for stocking by animal health professional
Biosecurity program X
P Physical hazard: foreign materials
X Easily removed if present
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X Species substi-tution
Species identification verified when fingerlings received
X
I Intentional con-tamination
X Fish transferred under moni-tored condi-tions, making risk low
X
Fish culturing or grow out
B Biological hazard: microbial contami-nation and growth: A. hydrophila,L. monocytogenes,Vibrio spp.,Salmonella spp.,Pathogenic E. coli
X History of out-break
Sampling and providing tests results from third-party labSampling from water, fish, and feedWater meets specifications required under Part 112Pest control programPersonnel hygiene training programRestrict access of warm-blooded animals to the farm
X
Table 4. Food safety plan for fish culturing in a coupled aquaponic system. (cont.)
12
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, sanita-tion, supply chain, other
preventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
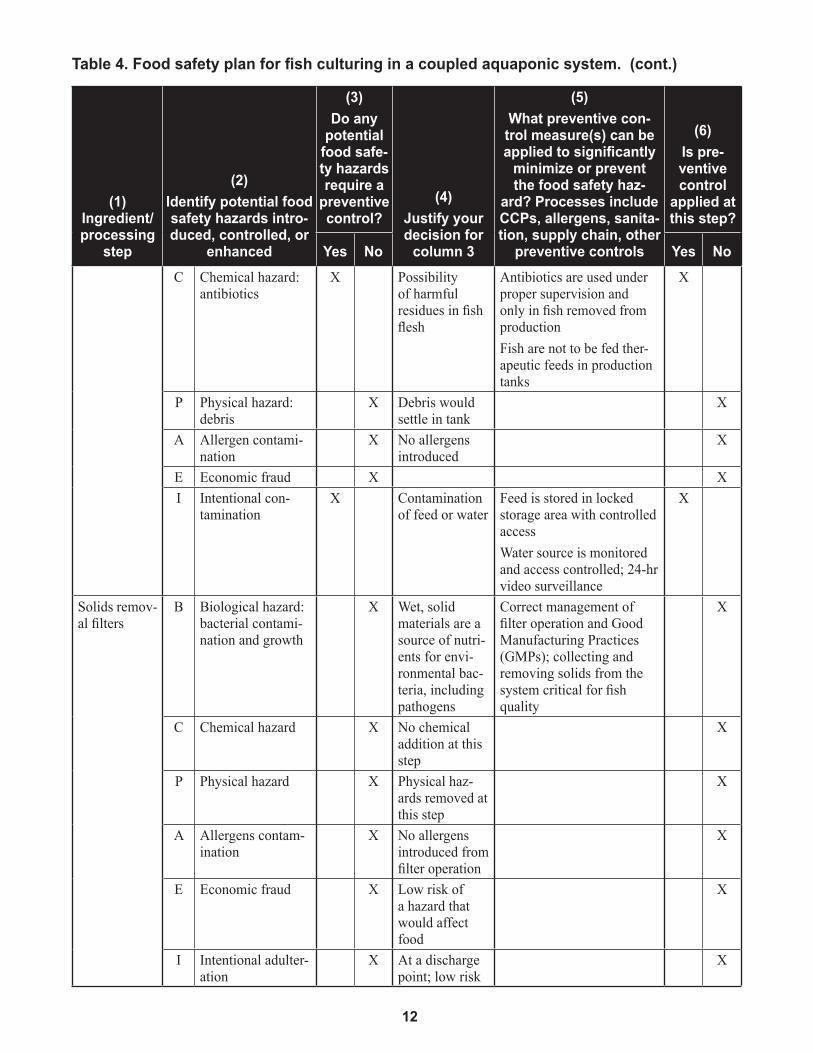
C Chemical hazard: antibiotics
X Possibility of harmful residues in fish flesh
Antibiotics are used under proper supervision and only in fish removed from productionFish are not to be fed ther-apeutic feeds in production tanks
X
P Physical hazard: debris
X Debris would settle in tank
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X XI Intentional con-
taminationX Contamination
of feed or waterFeed is stored in locked storage area with controlled accessWater source is monitored and access controlled; 24-hr video surveillance
X
Solids remov-al filters
B Biological hazard: bacterial contami-nation and growth
X Wet, solid materials are a source of nutri-ents for envi-ronmental bac-teria, including pathogens
Correct management of filter operation and Good Manufacturing Practices (GMPs); collecting and removing solids from the system critical for fish quality
X
C Chemical hazard X No chemical addition at this step
X
P Physical hazard X Physical haz-ards removed at this step
X
A Allergens contam-ination
X No allergens introduced from filter operation
X
E Economic fraud X Low risk of a hazard that would affect food
X
I Intentional adulter-ation
X At a discharge point; low risk
X
Table 4. Food safety plan for fish culturing in a coupled aquaponic system. (cont.)
13
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, sanita-tion, supply chain, other
preventive controls
(6) Is pre-ventive control
applied at this step?
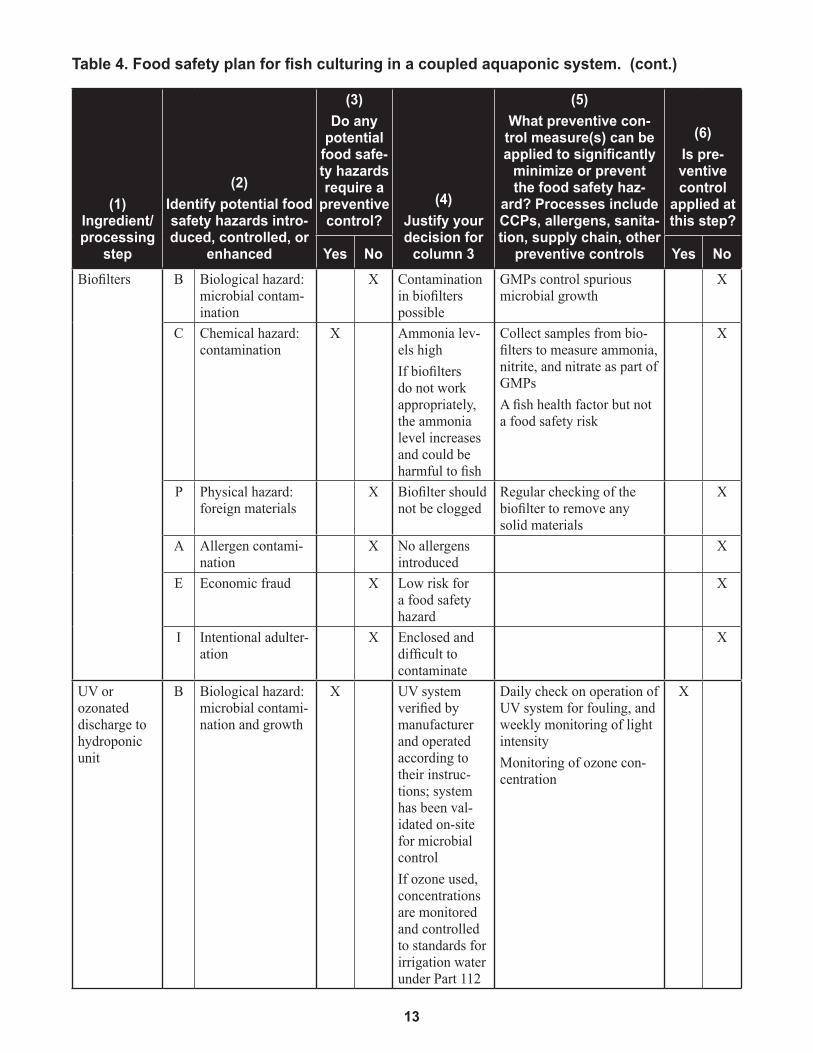
Yes No Yes NoBiofilters B Biological hazard:
microbial contam-ination
X Contamination in biofilters possible
GMPs control spurious microbial growth
X
C Chemical hazard: contamination
X Ammonia lev-els highIf biofilters do not work appropriately, the ammonia level increases and could be harmful to fish
Collect samples from bio-filters to measure ammonia, nitrite, and nitrate as part of GMPsA fish health factor but not a food safety risk
X
P Physical hazard: foreign materials
X Biofilter should not be clogged
Regular checking of the biofilter to remove any solid materials
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X Low risk for a food safety hazard
X
I Intentional adulter-ation
X Enclosed and difficult to contaminate
X
UV or ozonated discharge to hydroponic unit
B Biological hazard: microbial contami-nation and growth
X UV system verified by manufacturer and operated according to their instruc-tions; system has been val-idated on-site for microbial controlIf ozone used, concentrations are monitored and controlled to standards for irrigation water under Part 112
Daily check on operation of UV system for fouling, and weekly monitoring of light intensityMonitoring of ozone con-centration
X
Table 4. Food safety plan for fish culturing in a coupled aquaponic system. (cont.)
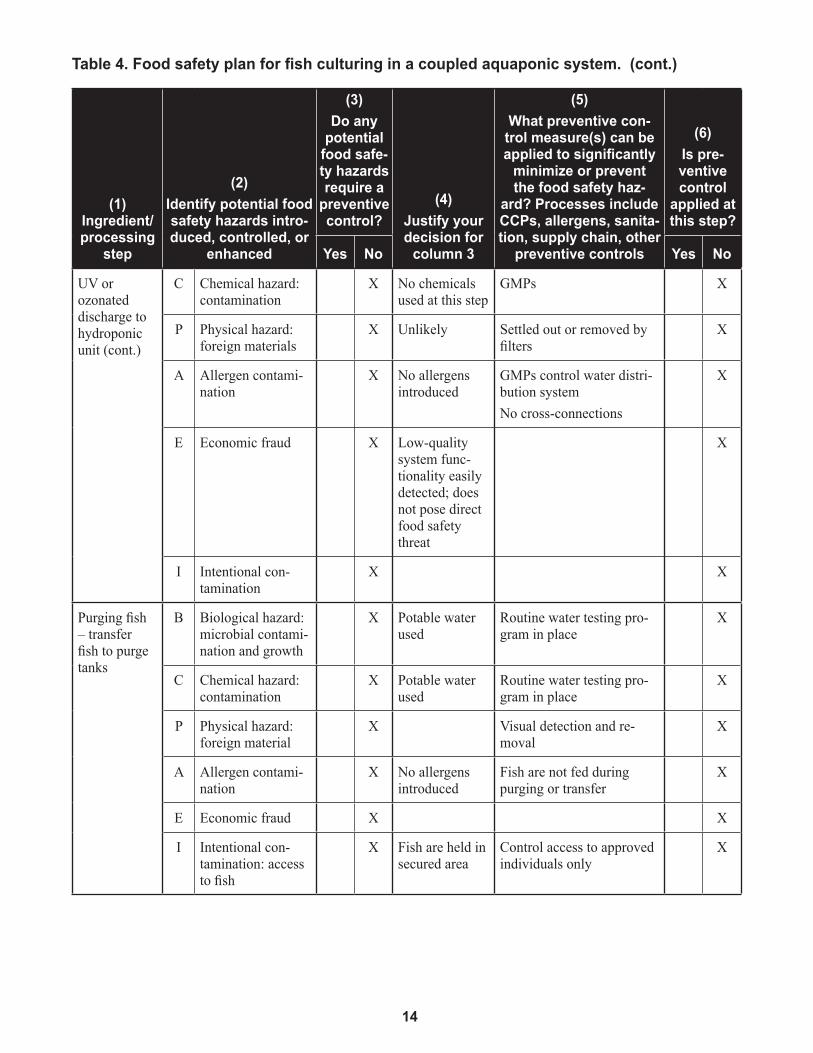
14
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, sanita-tion, supply chain, other
preventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
UV or ozonated discharge to hydroponic unit (cont.)
C Chemical hazard: contamination
X No chemicals used at this step
GMPs X
P Physical hazard: foreign materials
X Unlikely Settled out or removed by filters
X
A Allergen contami-nation
X No allergens introduced
GMPs control water distri-bution systemNo cross-connections
X
E Economic fraud X Low-quality system func-tionality easily detected; does not pose direct food safety threat
X
I Intentional con-tamination
X X
Purging fish – transfer fish to purge tanks
B Biological hazard: microbial contami-nation and growth
X Potable water used
Routine water testing pro-gram in place
X
C Chemical hazard: contamination
X Potable water used
Routine water testing pro-gram in place
X
P Physical hazard: foreign material
X Visual detection and re-moval
X
A Allergen contami-nation
X No allergens introduced
Fish are not fed during purging or transfer
X
E Economic fraud X X
I Intentional con-tamination: access to fish
X Fish are held in secured area
Control access to approved individuals only
X
Table 4. Food safety plan for fish culturing in a coupled aquaponic system. (cont.)

15
Table 5. Food safety plan for fish culturing in a decoupled aquaponic system.
Food Safety Plan – Hazard Analysis Decoupled Aquaponics System
Aquaponic tilapia – Blue tilapia (Tilapia aurea) and hydroponic lettuce in decoupled system
Green Aquaponics LLC, 456 River Way, Aqua-town, WA 98765
Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Receiving fish finger-lings
B Biological hazard: microbial contami-nation such as L. monocytogenes,A. hydrophila
X History of out-break
Supply chain control, ap-proved supplier, third-party audit
X
C Chemical hazard: antibiotics
X Unapproved antibiotics un-likely for fish
X
P Physical hazard: foreign materials
X Unlikely for fish fingerling
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X Wrong speciesFresh water fish are not hista-mine-forming species; biotox-in risk is low
Supply chain control, ap-proved supplier, third-party audit
X
I Intentional contam-ination
X Low risk because likely toxicants would affect fish health or behavior
Supply chain control pro-gram
X
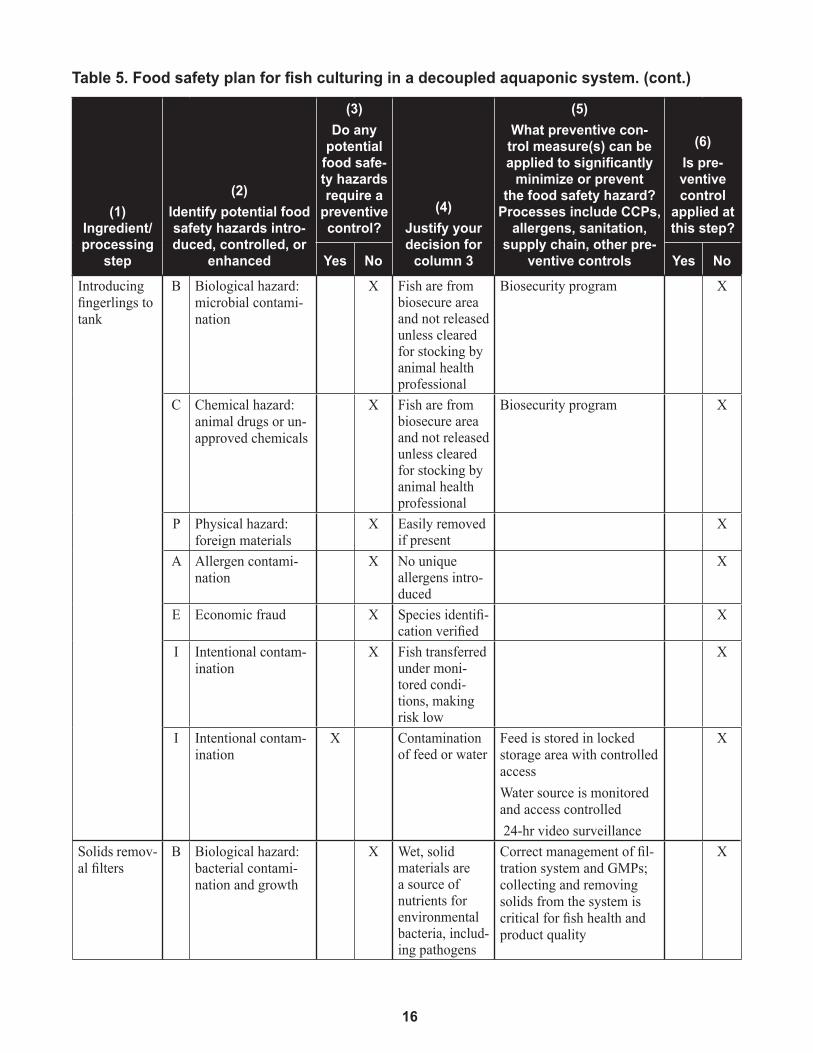
16
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Introducing fingerlings to tank
B Biological hazard: microbial contami-nation
X Fish are from biosecure area and not released unless cleared for stocking by animal health professional
Biosecurity program X
C Chemical hazard: animal drugs or un-approved chemicals
X Fish are from biosecure area and not released unless cleared for stocking by animal health professional
Biosecurity program X
P Physical hazard: foreign materials
X Easily removed if present
X
A Allergen contami-nation
X No unique allergens intro-duced
X
E Economic fraud X Species identifi-cation verified
X
I Intentional contam-ination
X Fish transferred under moni-tored condi-tions, making risk low
X
I Intentional contam-ination
X Contamination of feed or water
Feed is stored in locked storage area with controlled accessWater source is monitored and access controlled 24-hr video surveillance
X
Solids remov-al filters
B Biological hazard: bacterial contami-nation and growth
X Wet, solid materials are a source of nutrients for environmental bacteria, includ-ing pathogens
Correct management of fil-tration system and GMPs; collecting and removing solids from the system is critical for fish health and product quality
X
Table 5. Food safety plan for fish culturing in a decoupled aquaponic system. (cont.)
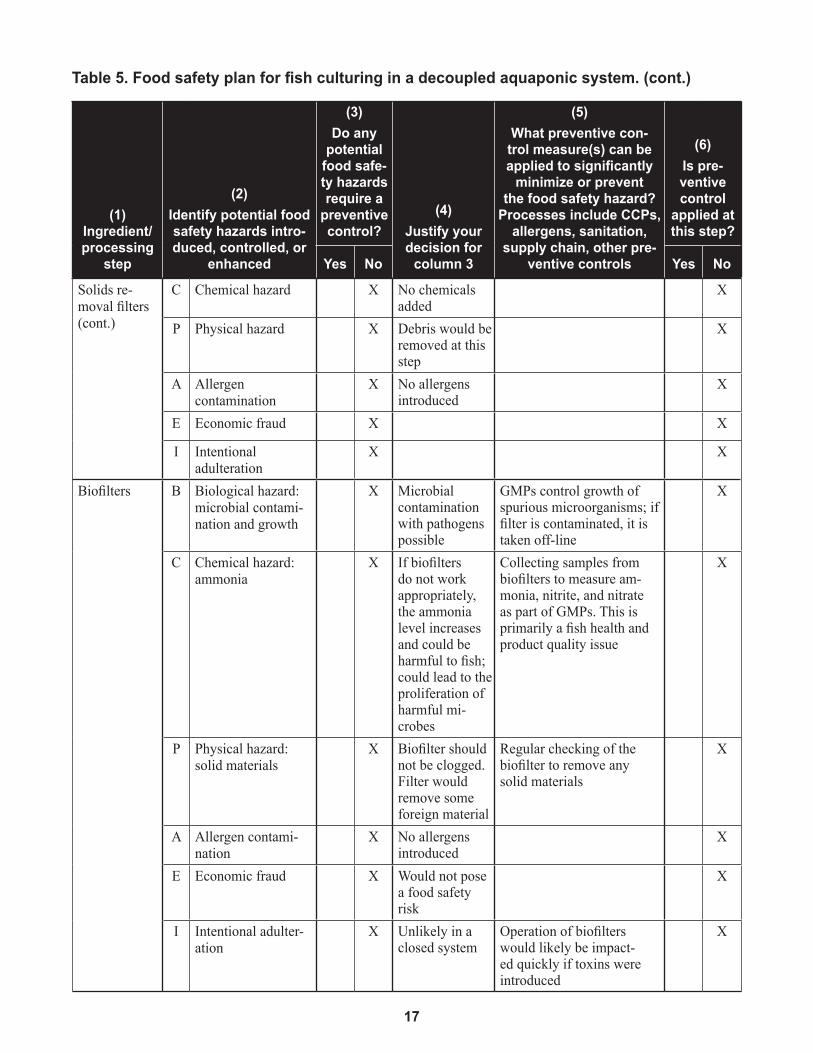
17
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Solids re-moval filters (cont.)
C Chemical hazard X No chemicals added
X
P Physical hazard X Debris would be removed at this step
X
A Allergen contamination
X No allergens introduced
X
E Economic fraud X X
I Intentional adulteration
X X
Biofilters B Biological hazard: microbial contami-nation and growth
X Microbial contamination with pathogens possible
GMPs control growth of spurious microorganisms; if filter is contaminated, it is taken off-line
X
C Chemical hazard: ammonia
X If biofilters do not work appropriately, the ammonia level increases and could be harmful to fish; could lead to the proliferation of harmful mi-crobes
Collecting samples from biofilters to measure am-monia, nitrite, and nitrate as part of GMPs. This is primarily a fish health and product quality issue
X
P Physical hazard: solid materials
X Biofilter should not be clogged. Filter would remove some foreign material
Regular checking of the biofilter to remove any solid materials
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X Would not pose a food safety risk
X
I Intentional adulter-ation
X Unlikely in a closed system
Operation of biofilters would likely be impact-ed quickly if toxins were introduced
X
Table 5. Food safety plan for fish culturing in a decoupled aquaponic system. (cont.)
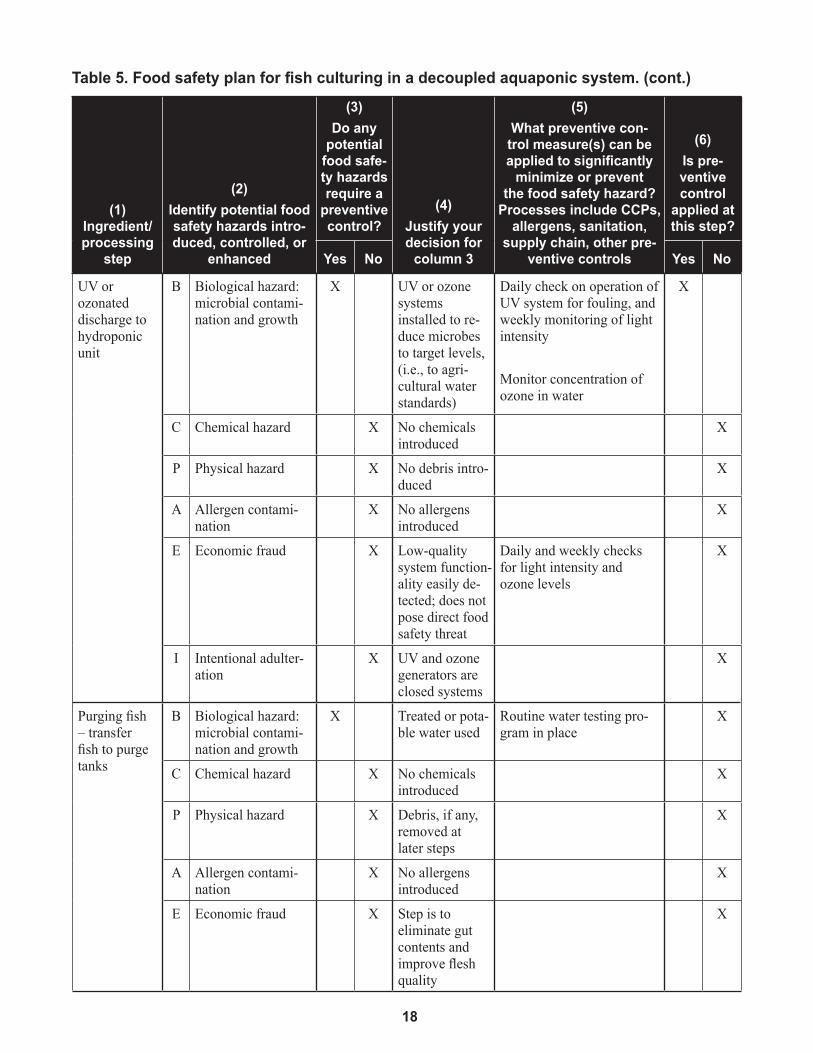
18
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
UV or ozonated discharge to hydroponic unit
B Biological hazard: microbial contami-nation and growth
X UV or ozone systems installed to re-duce microbes to target levels, (i.e., to agri-cultural water standards)
Daily check on operation of UV system for fouling, and weekly monitoring of light intensity
Monitor concentration of ozone in water
X
C Chemical hazard X No chemicals introduced
X
P Physical hazard X No debris intro-duced
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X Low-quality system function-ality easily de-tected; does not pose direct food safety threat
Daily and weekly checks for light intensity and ozone levels
X
I Intentional adulter-ation
X UV and ozone generators are closed systems
X
Purging fish – transfer fish to purge tanks
B Biological hazard: microbial contami-nation and growth
X Treated or pota-ble water used
Routine water testing pro-gram in place
X
C Chemical hazard X No chemicals introduced
X
P Physical hazard X Debris, if any, removed at later steps
X
A Allergen contami-nation
X No allergens introduced
X
E Economic fraud X Step is to eliminate gut contents and improve flesh quality
X
Table 5. Food safety plan for fish culturing in a decoupled aquaponic system. (cont.)

19
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Purging fish – transfer fish to purge tanks (cont.)
I Intentional contam-ination: access to fish
X Fish are held in secured areaControlled access for ap-proved individ-uals only
X
Table 5. Food safety plan for fish culturing in a decoupled aquaponic system. (cont.)
20
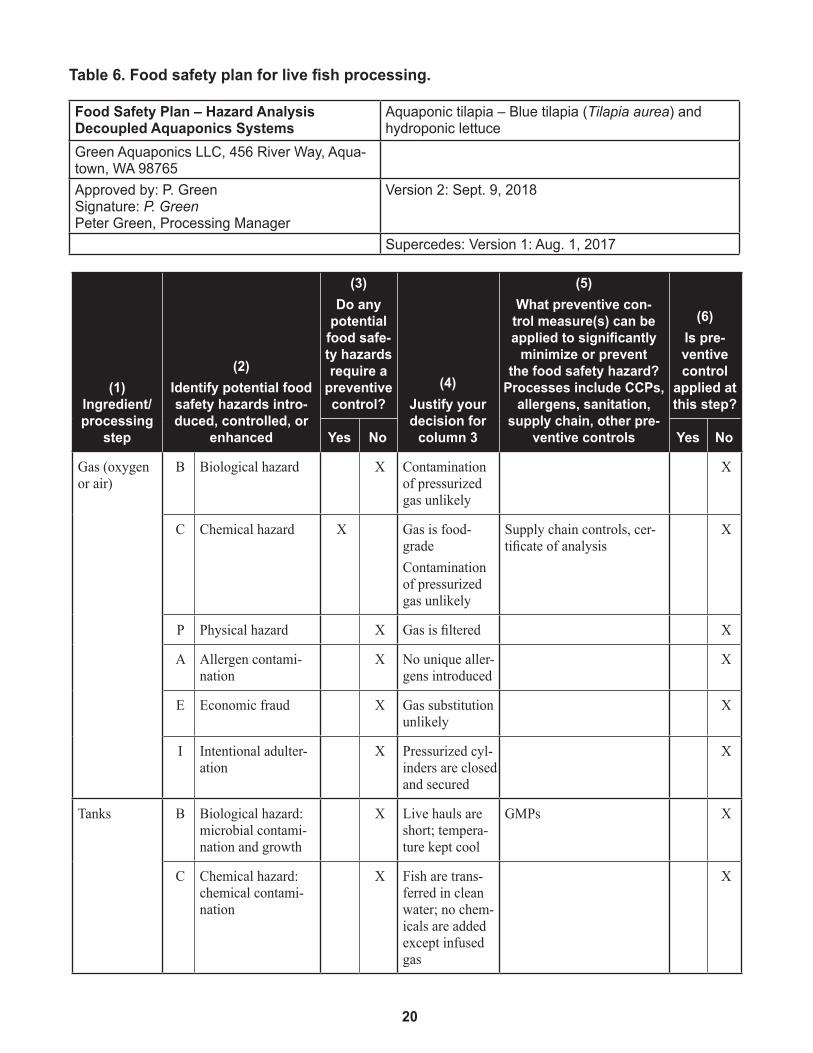
Table 6. Food safety plan for live fish processing.
Food Safety Plan – Hazard Analysis Decoupled Aquaponics Systems
Aquaponic tilapia – Blue tilapia (Tilapia aurea) and hydroponic lettuce
Green Aquaponics LLC, 456 River Way, Aqua-town, WA 98765Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Gas (oxygen or air)
B Biological hazard X Contamination of pressurized gas unlikely
X
C Chemical hazard X Gas is food-grade Contamination of pressurized gas unlikely
Supply chain controls, cer-tificate of analysis
X
P Physical hazard X Gas is filtered X
A Allergen contami-nation
X No unique aller-gens introduced
X
E Economic fraud X Gas substitution unlikely
X
I Intentional adulter-ation
X Pressurized cyl-inders are closed and secured
X
Tanks B Biological hazard: microbial contami-nation and growth
X Live hauls are short; tempera-ture kept cool
GMPs X
C Chemical hazard: chemical contami-nation
X Fish are trans-ferred in clean water; no chem-icals are added except infused gas
X
21
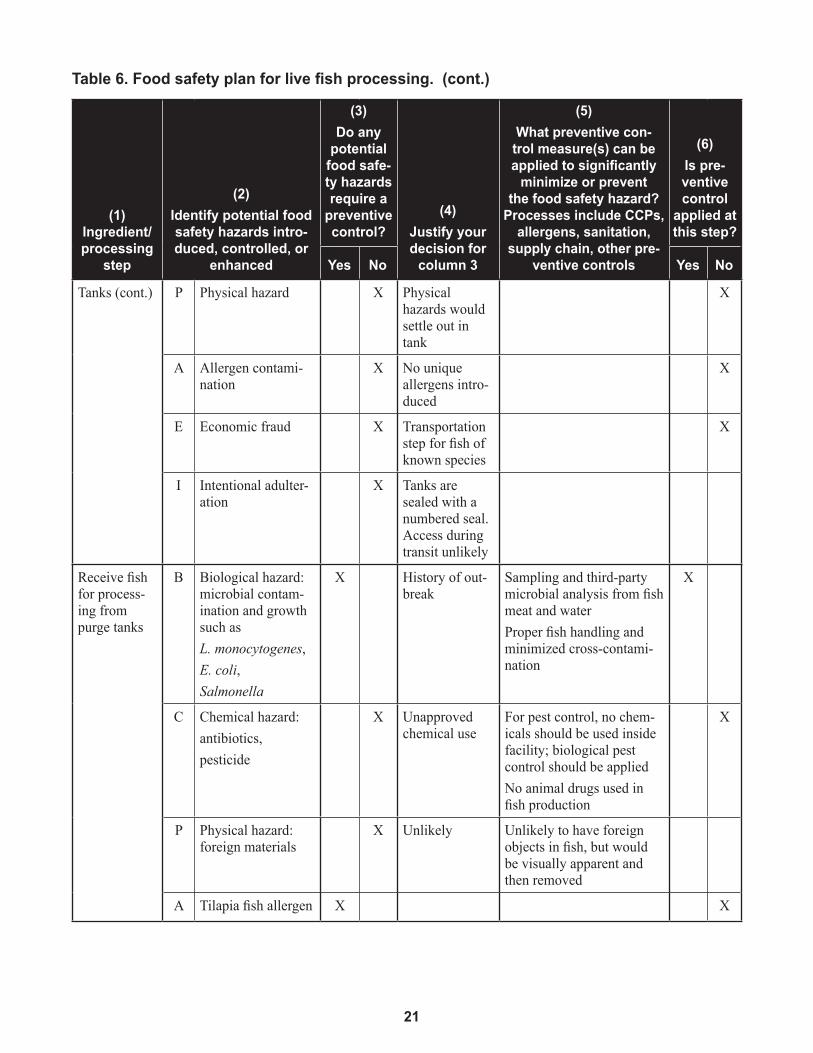
Table 6. Food safety plan for live fish processing. (cont.)
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Tanks (cont.) P Physical hazard X Physical hazards would settle out in tank
X
A Allergen contami-nation
X No unique allergens intro-duced
X
E Economic fraud X Transportation step for fish of known species
X
I Intentional adulter-ation
X Tanks are sealed with a numbered seal. Access during transit unlikely
Receive fish for process-ing from purge tanks
B Biological hazard: microbial contam-ination and growth such as L. monocytogenes,E. coli,Salmonella
X History of out-break
Sampling and third-party microbial analysis from fish meat and waterProper fish handling and minimized cross-contami-nation
X
C Chemical hazard:antibiotics, pesticide
X Unapproved chemical use
For pest control, no chem-icals should be used inside facility; biological pest control should be appliedNo animal drugs used in fish production
X
P Physical hazard: foreign materials
X Unlikely Unlikely to have foreign objects in fish, but would be visually apparent and then removed
A Tilapia fish allergen X X
22
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
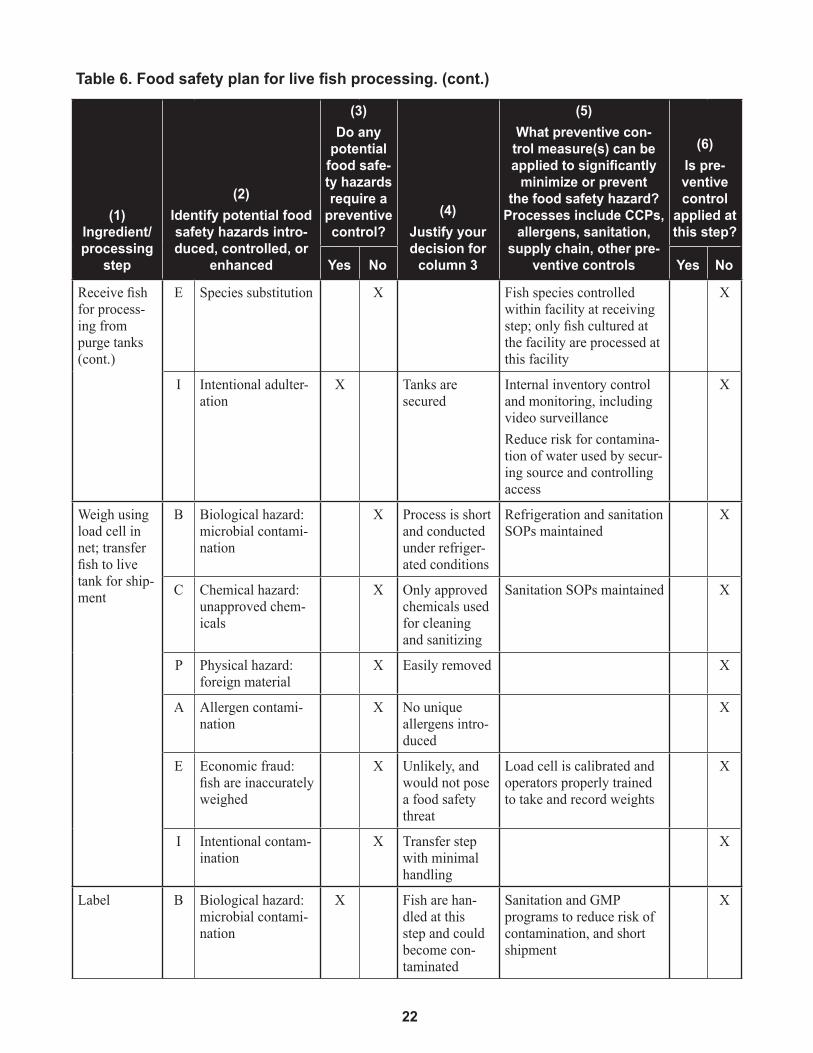
Receive fish for process-ing from purge tanks (cont.)
E Species substitution X Fish species controlled within facility at receiving step; only fish cultured at the facility are processed at this facility
X
I Intentional adulter-ation
X Tanks are secured
Internal inventory control and monitoring, including video surveillanceReduce risk for contamina-tion of water used by secur-ing source and controlling access
X
Weigh using load cell in net; transfer fish to live tank for ship-ment
B Biological hazard: microbial contami-nation
X Process is short and conducted under refriger-ated conditions
Refrigeration and sanitation SOPs maintained
X
C Chemical hazard: unapproved chem-icals
X Only approved chemicals used for cleaning and sanitizing
Sanitation SOPs maintained X
P Physical hazard: foreign material
X Easily removed X
A Allergen contami-nation
X No unique allergens intro-duced
X
E Economic fraud: fish are inaccurately weighed
X Unlikely, and would not pose a food safety threat
Load cell is calibrated and operators properly trained to take and record weights
X
I Intentional contam-ination
X Transfer step with minimal handling
X
Label B Biological hazard: microbial contami-nation
X Fish are han-dled at this step and could become con-taminated
Sanitation and GMP programs to reduce risk of contamination, and short shipment
X
Table 6. Food safety plan for live fish processing. (cont.)
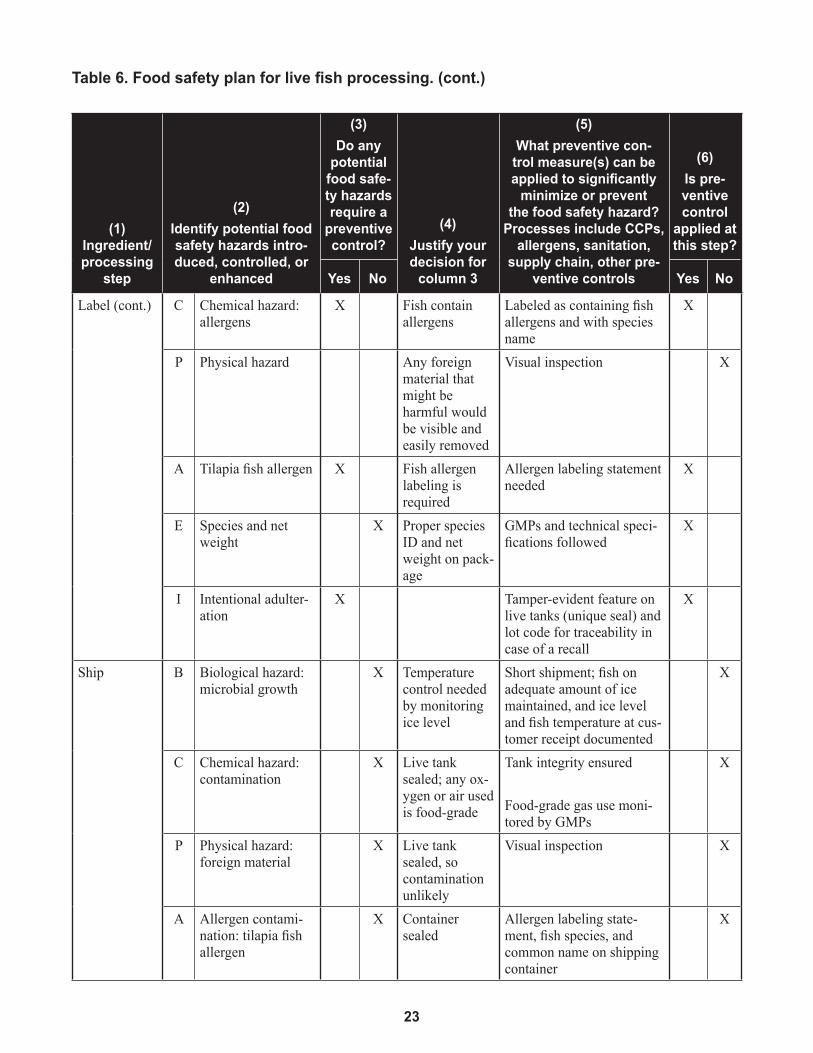
23
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Label (cont.) C Chemical hazard: allergens
X Fish contain allergens
Labeled as containing fish allergens and with species name
X
P Physical hazard Any foreign material that might be harmful would be visible and easily removed
Visual inspection X
A Tilapia fish allergen X Fish allergen labeling is required
Allergen labeling statement needed
X
E Species and net weight
X Proper species ID and net weight on pack-age
GMPs and technical speci-fications followed
X
I Intentional adulter-ation
X Tamper-evident feature on live tanks (unique seal) and lot code for traceability in case of a recall
X
Ship B Biological hazard: microbial growth
X Temperature control needed by monitoring ice level
Short shipment; fish on adequate amount of ice maintained, and ice level and fish temperature at cus-tomer receipt documented
X
C Chemical hazard: contamination
X Live tank sealed; any ox-ygen or air used is food-grade
Tank integrity ensured
Food-grade gas use moni-tored by GMPs
X
P Physical hazard: foreign material
X Live tank sealed, so contamination unlikely
Visual inspection X
A Allergen contami-nation: tilapia fish allergen
X Container sealed
Allergen labeling state-ment, fish species, and common name on shipping container
X
Table 6. Food safety plan for live fish processing. (cont.)
24
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety hazard?
Processes include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
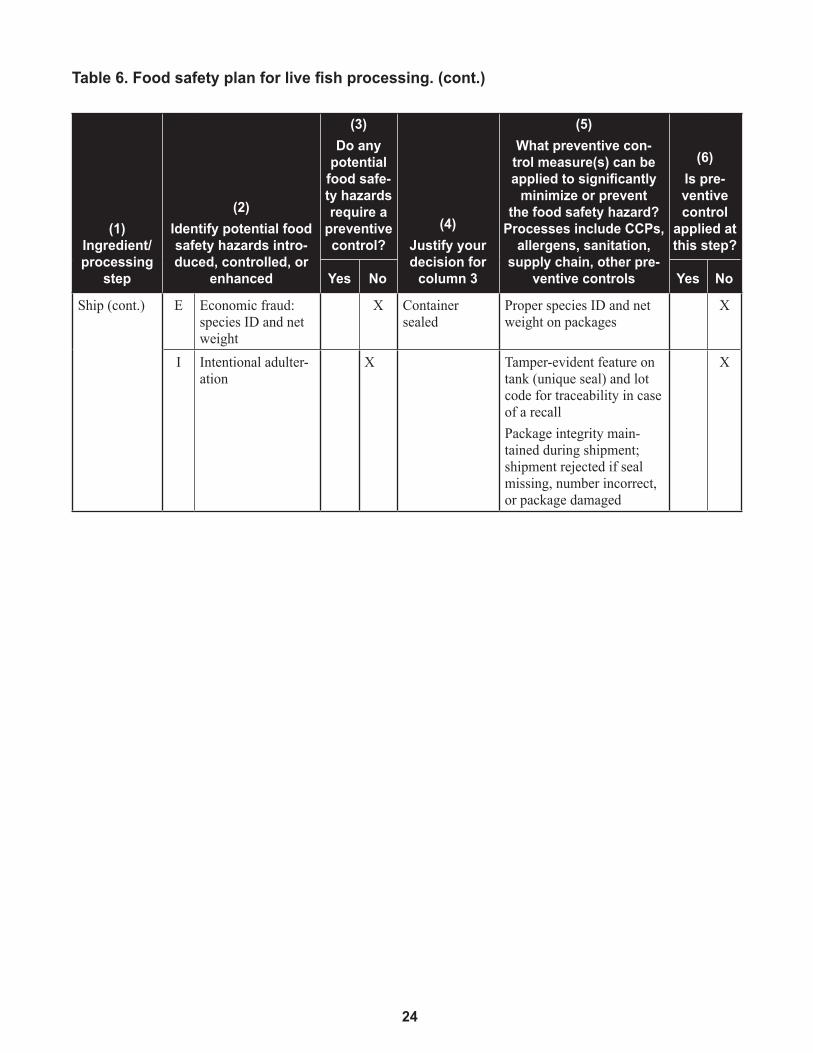
Ship (cont.) E Economic fraud: species ID and net weight
X Container sealed
Proper species ID and net weight on packages
X
I Intentional adulter-ation
X Tamper-evident feature on tank (unique seal) and lot code for traceability in case of a recallPackage integrity main-tained during shipment; shipment rejected if seal missing, number incorrect, or package damaged
X
Table 6. Food safety plan for live fish processing. (cont.)
25
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards
require a pre-
ventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly minimize or prevent the food safety hazard? Pro-
cesses include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
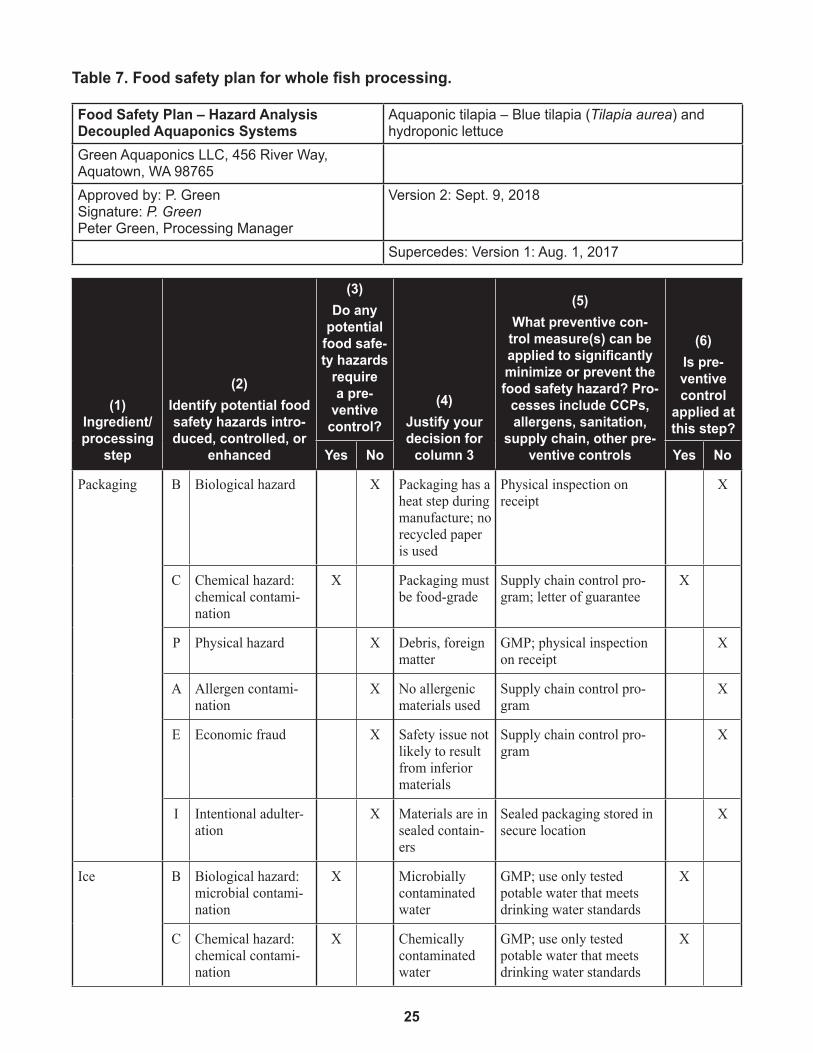
Packaging B Biological hazard X Packaging has a heat step during manufacture; no recycled paper is used
Physical inspection on receipt
X
C Chemical hazard: chemical contami-nation
X Packaging must be food-grade
Supply chain control pro-gram; letter of guarantee
X
P Physical hazard X Debris, foreign matter
GMP; physical inspection on receipt
X
A Allergen contami-nation
X No allergenic materials used
Supply chain control pro-gram
X
E Economic fraud X Safety issue not likely to result from inferior materials
Supply chain control pro-gram
X
I Intentional adulter-ation
X Materials are in sealed contain-ers
Sealed packaging stored in secure location
X
Ice B Biological hazard: microbial contami-nation
X Microbially contaminated water
GMP; use only tested potable water that meets drinking water standards
X
C Chemical hazard: chemical contami-nation
X Chemically contaminated water
GMP; use only tested potable water that meets drinking water standards
X
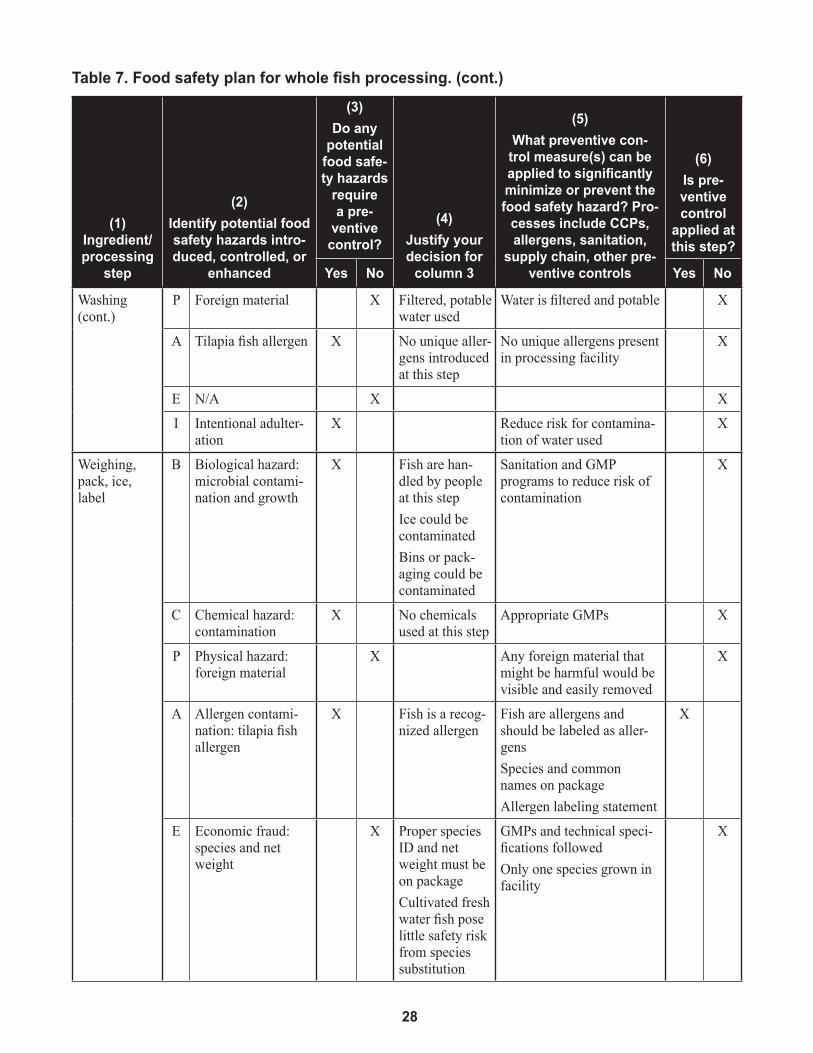
Table 7. Food safety plan for whole fish processing.
Food Safety Plan – Hazard Analysis Decoupled Aquaponics Systems
Aquaponic tilapia – Blue tilapia (Tilapia aurea) and hydroponic lettuce
Green Aquaponics LLC, 456 River Way, Aquatown, WA 98765Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
26
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards
require a pre-
ventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly minimize or prevent the food safety hazard? Pro-
cesses include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
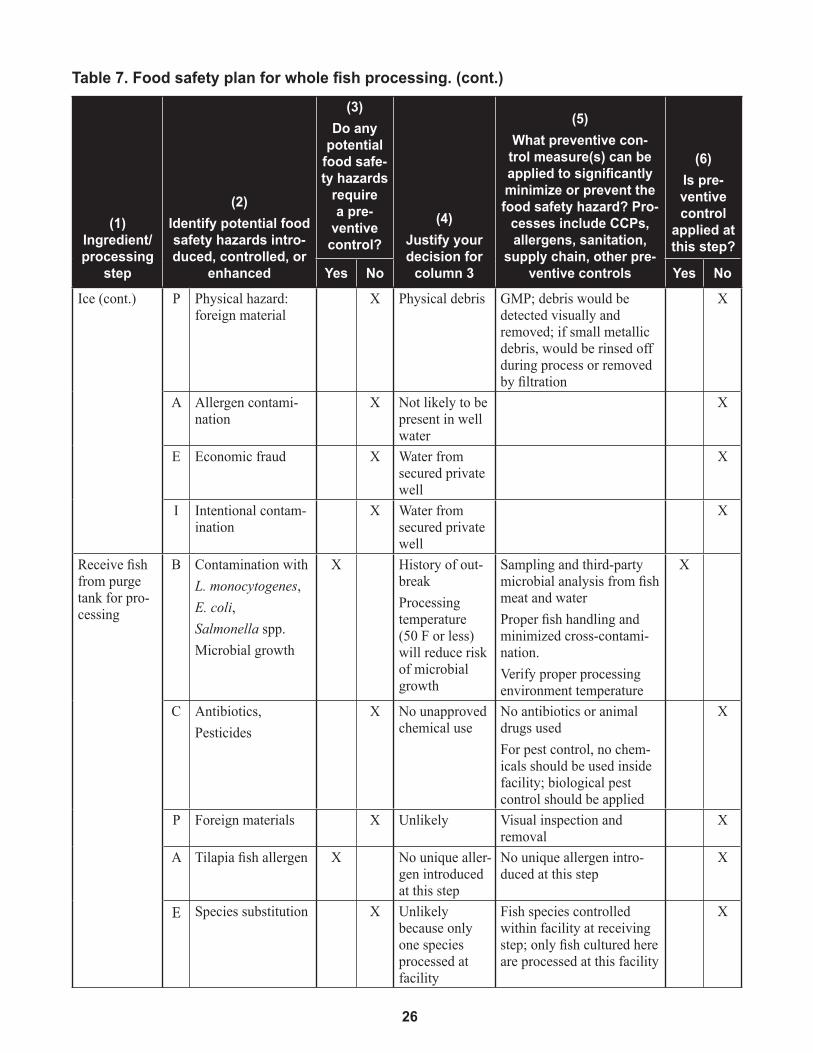
Ice (cont.) P Physical hazard: foreign material
X Physical debris GMP; debris would be detected visually and removed; if small metallic debris, would be rinsed off during process or removed by filtration
X
A Allergen contami-nation
X Not likely to be present in well water
X
E Economic fraud X Water from secured private well
X
I Intentional contam-ination
X Water from secured private well
X
Receive fish from purge tank for pro-cessing
B Contamination withL. monocytogenes,E. coli,Salmonella spp.Microbial growth
X History of out-breakProcessing temperature (50 F or less) will reduce risk of microbial growth
Sampling and third-party microbial analysis from fish meat and waterProper fish handling and minimized cross-contami-nation. Verify proper processing environment temperature
X
C Antibiotics, Pesticides
X No unapproved chemical use
No antibiotics or animal drugs usedFor pest control, no chem-icals should be used inside facility; biological pest control should be applied
X
P Foreign materials X Unlikely Visual inspection and removal
X
A Tilapia fish allergen X No unique aller-gen introduced at this step
No unique allergen intro-duced at this step
X
E Species substitution X Unlikely because only one species processed at facility
Fish species controlled within facility at receiving step; only fish cultured here are processed at this facility
X
Table 7. Food safety plan for whole fish processing. (cont.)
27
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards
require a pre-
ventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly minimize or prevent the food safety hazard? Pro-
cesses include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
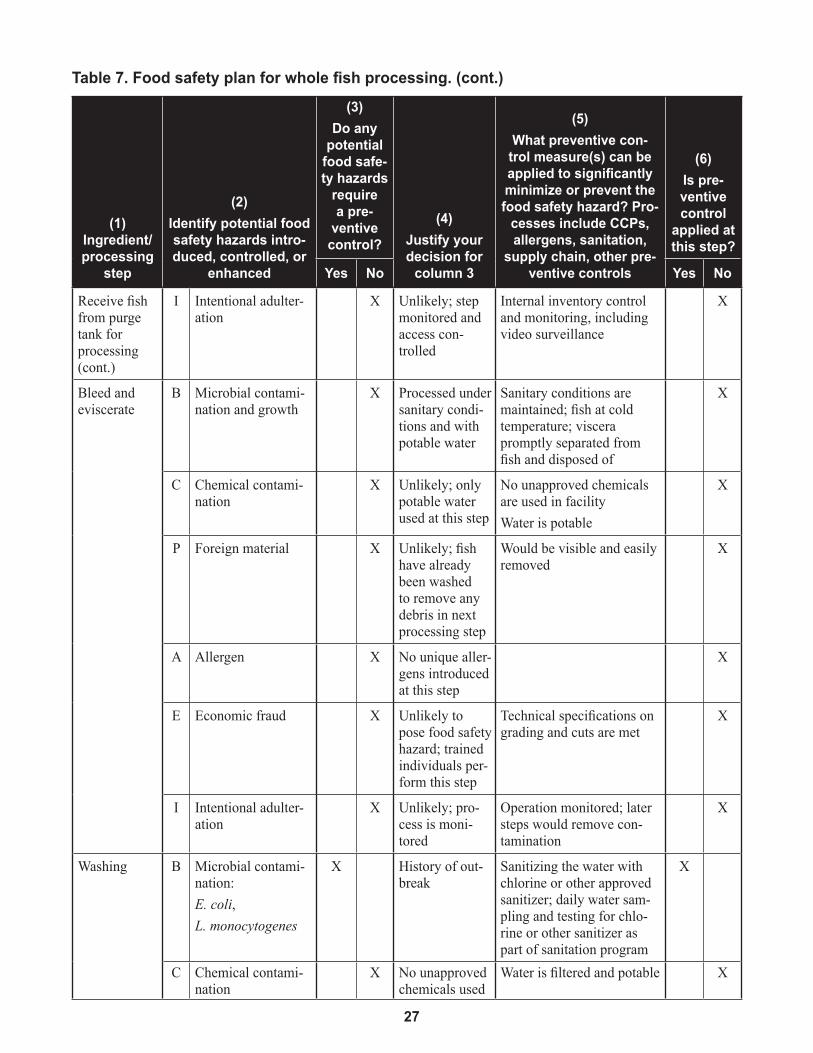
Receive fish from purge tank for processing (cont.)
I Intentional adulter-ation
X Unlikely; step monitored and access con-trolled
Internal inventory control and monitoring, including video surveillance
X
Bleed and eviscerate
B Microbial contami-nation and growth
X Processed under sanitary condi-tions and with potable water
Sanitary conditions are maintained; fish at cold temperature; viscera promptly separated from fish and disposed of
X
C Chemical contami-nation
X Unlikely; only potable water used at this step
No unapproved chemicals are used in facilityWater is potable
X
P Foreign material X Unlikely; fish have already been washed to remove any debris in next processing step
Would be visible and easily removed
X
A Allergen X No unique aller-gens introduced at this step
X
E Economic fraud X Unlikely to pose food safety hazard; trained individ uals per-form this step
Technical specifications on grading and cuts are met
X
I Intentional adulter-ation
X Unlikely; pro-cess is moni-tored
Operation monitored; later steps would remove con-tamination
X
Washing B Microbial contami-nation:E. coli,L. monocytogenes
X History of out-break
Sanitizing the water with chlorine or other approved sanitizer; daily water sam-pling and testing for chlo-rine or other sanitizer as part of sanitation program
X
C Chemical contami-nation
X No unapproved chemicals used
Water is filtered and potable X
Table 7. Food safety plan for whole fish processing. (cont.)
28
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards
require a pre-
ventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly minimize or prevent the food safety hazard? Pro-
cesses include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Washing (cont.)
P Foreign material X Filtered, potable water used
Water is filtered and potable X
A Tilapia fish allergen X No unique aller-gens introduced at this step
No unique allergens present in processing facility
X
E N/A X X
I Intentional adulter-ation
X Reduce risk for contamina-tion of water used
X
Weighing, pack, ice, label
B Biological hazard: microbial contami-nation and growth
X Fish are han-dled by people at this stepIce could be contaminatedBins or pack-aging could be contaminated
Sanitation and GMP programs to reduce risk of contamination
X
C Chemical hazard: contamination
X No chemicals used at this step
Appropriate GMPs X
P Physical hazard: foreign material
X Any foreign material that might be harmful would be visible and easily removed
X
A Allergen contami-nation: tilapia fish allergen
X Fish is a recog-nized allergen
Fish are allergens and should be labeled as aller-gensSpecies and common names on packageAllergen labeling statement
X
E Economic fraud: species and net weight
X Proper species ID and net weight must be on package Cultivated fresh water fish pose little safety risk from species substi tution
GMPs and technical speci-fications followedOnly one species grown in facility
X
Table 7. Food safety plan for whole fish processing. (cont.)

29
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards
require a pre-
ventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly minimize or prevent the food safety hazard? Pro-
cesses include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Weighing, pack, ice, label (cont.)
I Intentional adulter-ation
X Tamper-evident feature on package (unique sealing tape) and lot code for trace-ability in case of a recall
X
Store on ice B Biological hazard -microbial growth
X Ice could be contaminated
Potable water and clean totes used; sanitation Stan-dard Sanitation Operating Procedures (SSOPs)FIFO stock rotation and temperature monitoring
X
C Chemical hazard: contamination
X Ice could be contaminated
Potable water and clean totes used
X
P Physical hazard: foreign material
X Debris could be present in ice
Ice made from potable wa-ter and held under sanitary conditionsAny debris would be visi-ble and could be removed
X
A Allergen contami-nation
X Allergen intro-duction unlikely
Container is sealed X
E Economic fraud X Species misla-beled
Only one type of fish grown in facility
X
I Intentional adulter-ation
X Contaminated ice
Ice kept in secure area with controlled access
X
Ship B Biological hazard: microbial growth
X Temperature control needed by monitoring ice level
Short shipment; fish on adequate amount of ice
X
C Chemical hazard: contamination
X Container sealed
Package integrity ensured X
P Physical hazard: foreign material
X Container sealed
Visual inspection X
A Allergen contami-nation: tilapia fish allergen
X Container sealed
Readable and prominent allergen labeling statement; fish species and common names on shipping con-tainer
X
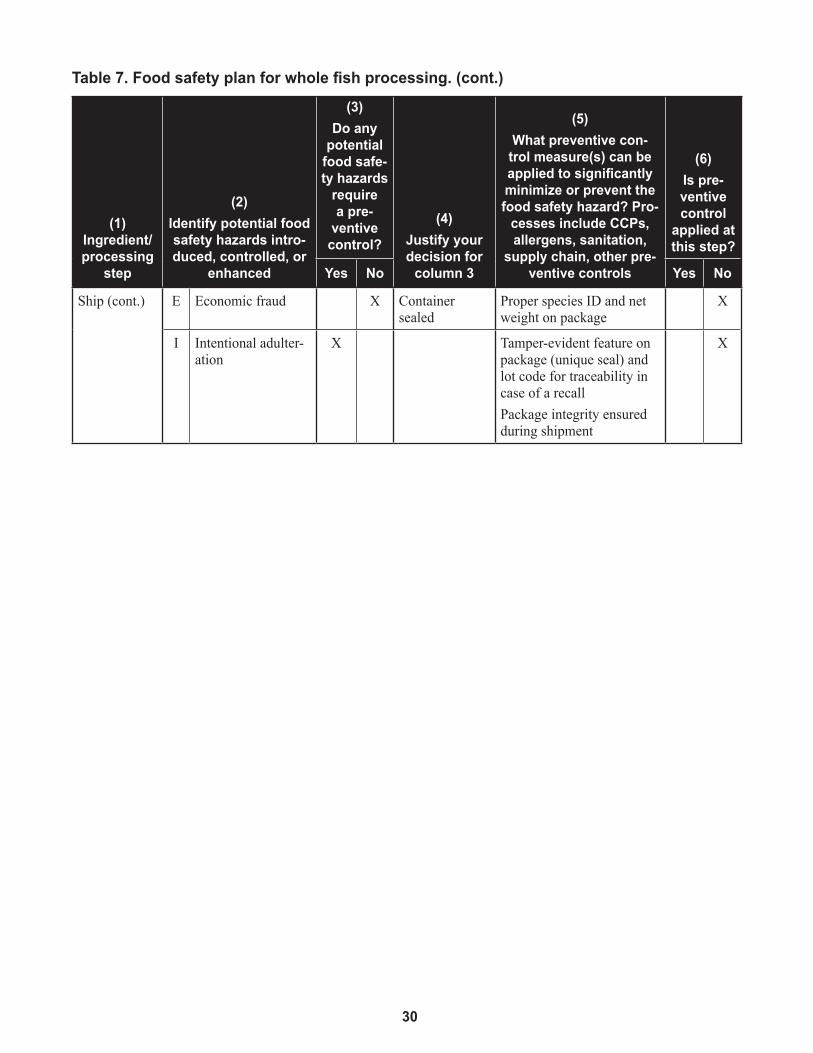
Table 7. Food safety plan for whole fish processing. (cont.)
30
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safe-ty hazards
require a pre-
ventive control?
(4)Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly minimize or prevent the food safety hazard? Pro-
cesses include CCPs, allergens, sanitation,
supply chain, other pre-ventive controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Ship (cont.) E Economic fraud X Container sealed
Proper species ID and net weight on package
X
I Intentional adulter-ation
X Tamper-evident feature on package (unique seal) and lot code for traceability in case of a recallPackage integrity ensured during shipment
X
Table 7. Food safety plan for whole fish processing. (cont.)

31
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Packaging B Biological hazard: microbial contami-nation
X Packaging has low risk of contamination during manu-facture and is inspected on receipt for dam-age; no recycled content in boxes
Physical inspection on receipt for damage and odor; all packaging must be sealed
X
C Chemical hazard: chemical contami-nation
X Packaging must be food-grade
Supply chain control, letter of guarantee
X
P Physical hazard: foreign material
X Debris, foreign matter
GMP, physical inspection on receipt; if present, ship-ment rejected
X
A Allergen contami-nation
X No allergenic materials used in manufacture
Supply chain control program
X
E Economic fraud X Safety issue not likely to result from inferior materials
Supply chain control pro-gram
X
I Intentional adulter-ation
X Materials in sealed contain-ers
Materials stored in secure location with limited access
X
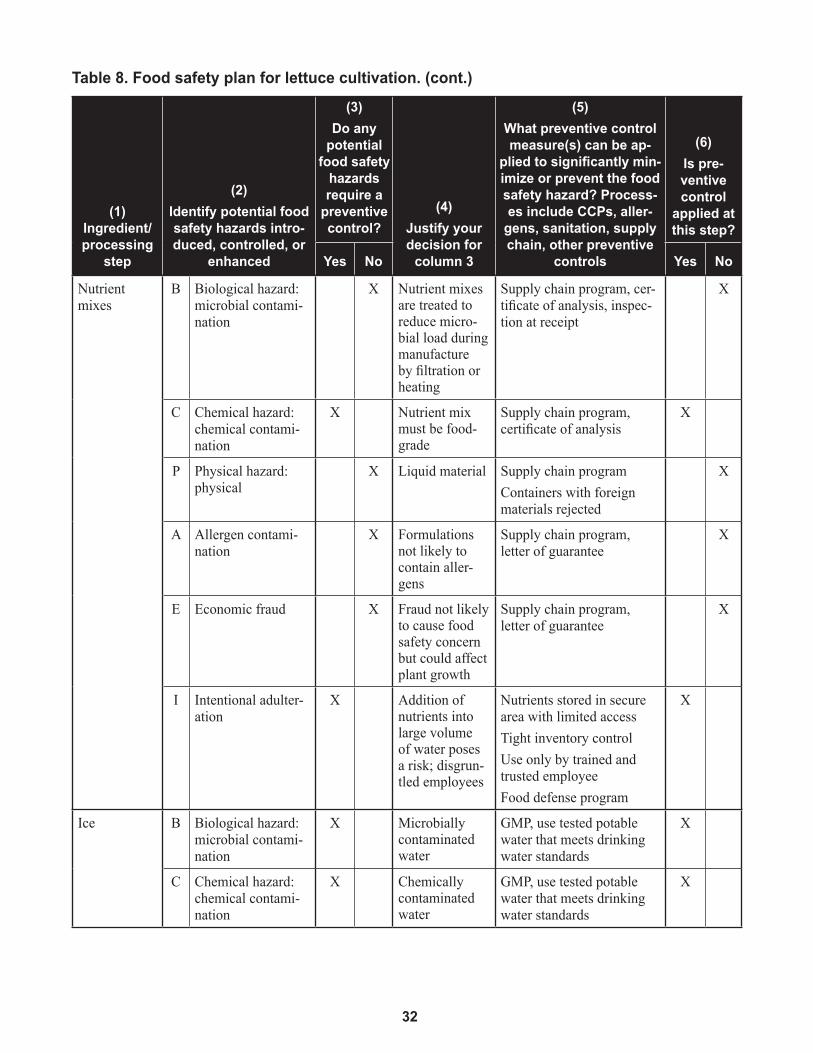
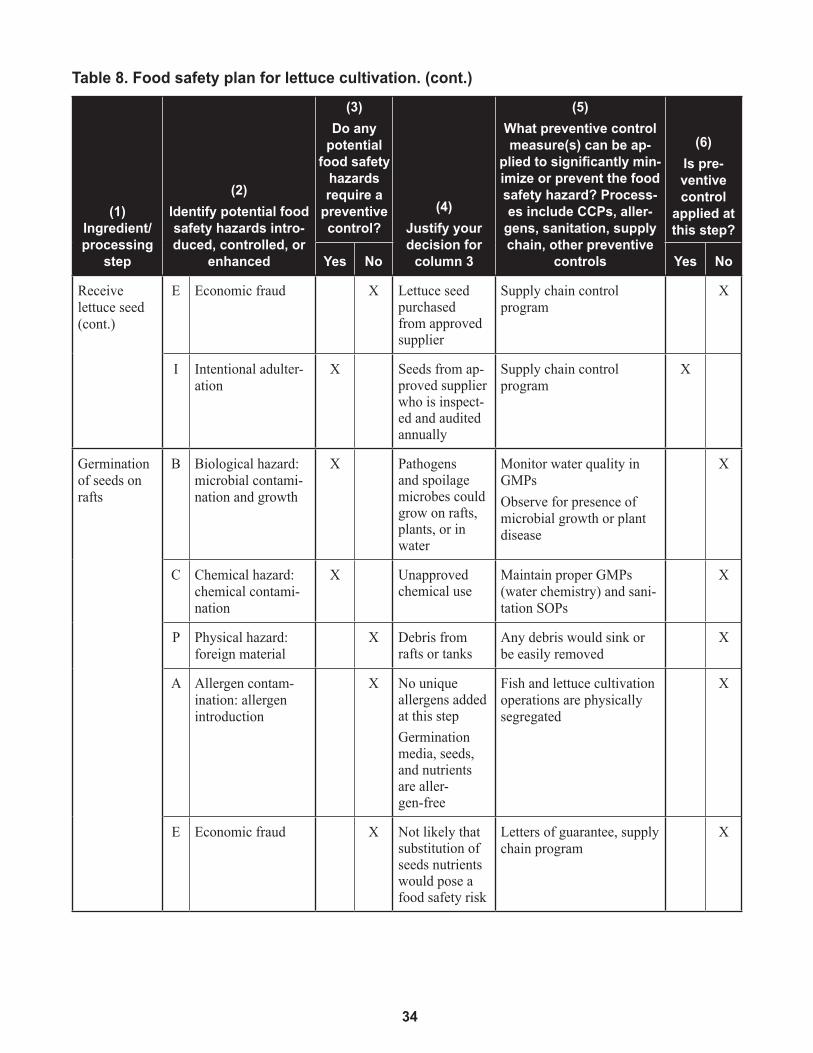
Table 8. Food safety plan for lettuce cultivation.
Food Safety Plan – Hazard AnalysisDecoupled Aquaponics Systems
Aquaponic tilapia – Blue tilapia (Tilapia aurea) and hydroponic lettuce
Green Aquaponics LLC, 456 River Way, Aqua-town, WA 98765Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
32
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Nutrient mixes
B Biological hazard: microbial contami-nation
X Nutrient mixes are treated to reduce micro-bial load during manufacture by filtration or heating
Supply chain program, cer-tificate of analysis, inspec-tion at receipt
X
C Chemical hazard: chemical contami-nation
X Nutrient mix must be food-grade
Supply chain program, certificate of analysis
X
P Physical hazard: physical
X Liquid material Supply chain programContainers with foreign materials rejected
X
A Allergen contami-nation
X Formulations not likely to contain aller-gens
Supply chain program, letter of guarantee
X
E Economic fraud X Fraud not likely to cause food safety concern but could affect plant growth
Supply chain program, letter of guarantee
X
I Intentional adulter-ation
X Addition of nutrients into large volume of water poses a risk; disgrun-tled employees
Nutrients stored in secure area with limited accessTight inventory control Use only by trained and trusted employeeFood defense program
X
Ice B Biological hazard: microbial contami-nation
X Microbially contaminated water
GMP, use tested potable water that meets drinking water standards
X
C Chemical hazard: chemical contami-nation
X Chemically contaminated water
GMP, use tested potable water that meets drinking water standards
X
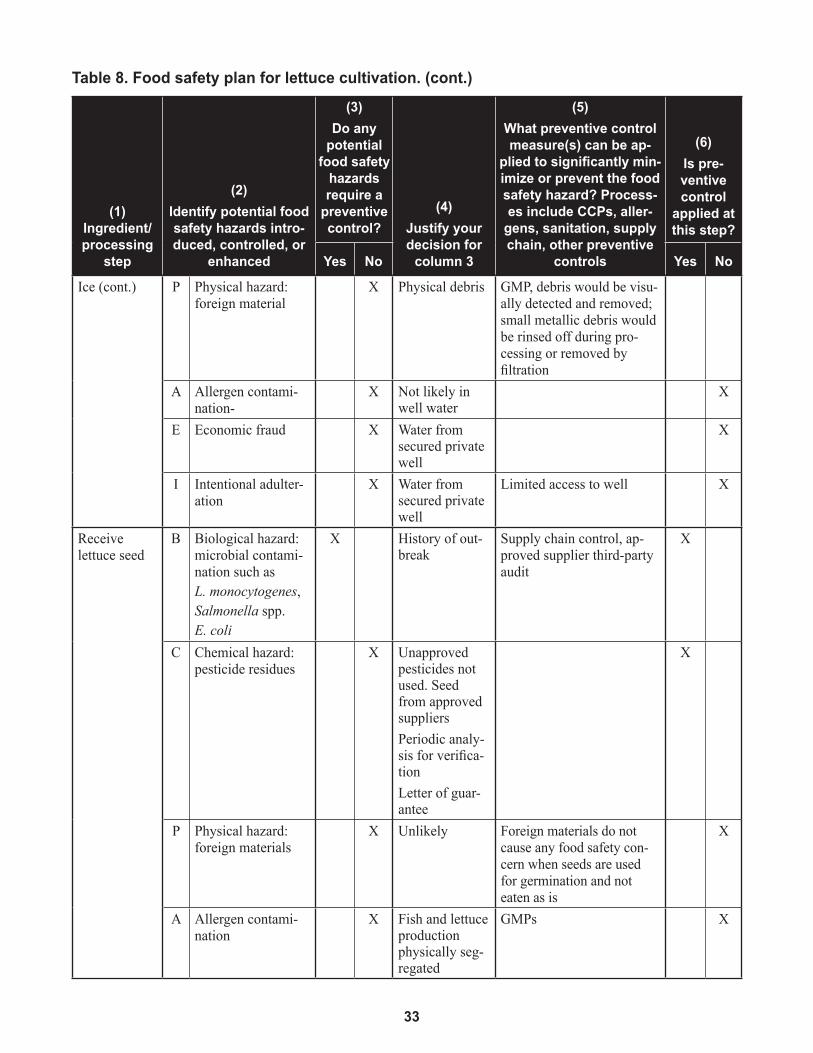
Table 8. Food safety plan for lettuce cultivation. (cont.)
33
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Ice (cont.) P Physical hazard: foreign material
X Physical debris GMP, debris would be visu-ally detected and removed; small metallic debris would be rinsed off during pro-cessing or removed by filtration
A Allergen contami-nation-
X Not likely in well water
X
E Economic fraud X Water from secured private well
X
I Intentional adulter-ation
X Water from secured private well
Limited access to well X
Receive lettuce seed
B Biological hazard: microbial contami-nation such asL. monocytogenes,Salmonella spp.E. coli
X History of out-break
Supply chain control, ap-proved supplier third-party audit
X
C Chemical hazard: pesticide residues
X Unapproved pesticides not used. Seed from approved suppliersPeriodic analy-sis for verifica-tionLetter of guar-antee
X
P Physical hazard: foreign materials
X Unlikely Foreign materials do not cause any food safety con-cern when seeds are used for germination and not eaten as is
X
A Allergen contami-nation
X Fish and lettuce production physically seg-regated
GMPs X
Table 8. Food safety plan for lettuce cultivation. (cont.)
34
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Receive lettuce seed (cont.)
E Economic fraud X Lettuce seed purchased from approved supplier
Supply chain control program
X
I Intentional adulter-ation
X Seeds from ap-proved supplier who is inspect-ed and audited annually
Supply chain control program
X
Germination of seeds on rafts
B Biological hazard: microbial contami-nation and growth
X Pathogens and spoilage microbes could grow on rafts, plants, or in water
Monitor water quality in GMPsObserve for presence of microbial growth or plant disease
X
C Chemical hazard: chemical contami-nation
X Unapproved chemical use
Maintain proper GMPs (water chemistry) and sani-tation SOPs
X
P Physical hazard: foreign material
X Debris from rafts or tanks
Any debris would sink or be easily removed
X
A Allergen contam-ination: allergen introduction
X No unique allergens added at this stepGermination media, seeds, and nutrients are aller-gen-free
Fish and lettuce cultivation operations are physically segregated
X
E Economic fraud X Not likely that substitution of seeds nutrients would pose a food safety risk
Letters of guarantee, supply chain program
X
Table 8. Food safety plan for lettuce cultivation. (cont.)

35
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Germination of seeds on rafts (cont.)
I Intentional contam-ination
X Germination system contam-inated
System closely monitored; biosecurity maintained
X
Lettuce grow out on rafts
B Biological hazard: microbial contami-nation and growth
X Water, nutri-ents, and plant tissue can sup-port microbial growth
Water is sanitized prior to use with UV light or ozone
Facility is kept clean and sanitary
Operators look for signs of disease
X
C Chemical hazard: unapproved chem-icals
X Cultivation conditions are carefully con-trolledWater chemis-try monitored
GMPs X
P Physical hazard: foreign materials
X Any debris would be re-moved at a later step
GMPs X
A Allergen contami-nation
X Fish and lettuce production physically segregated; no containers or utensils are transferred be-tween fish and lettuce produc-tion areas
GMPs X
E Economic fraud X Not likely to occur; not like-ly to pose food safety hazard
X
Table 8. Food safety plan for lettuce cultivation. (cont.)
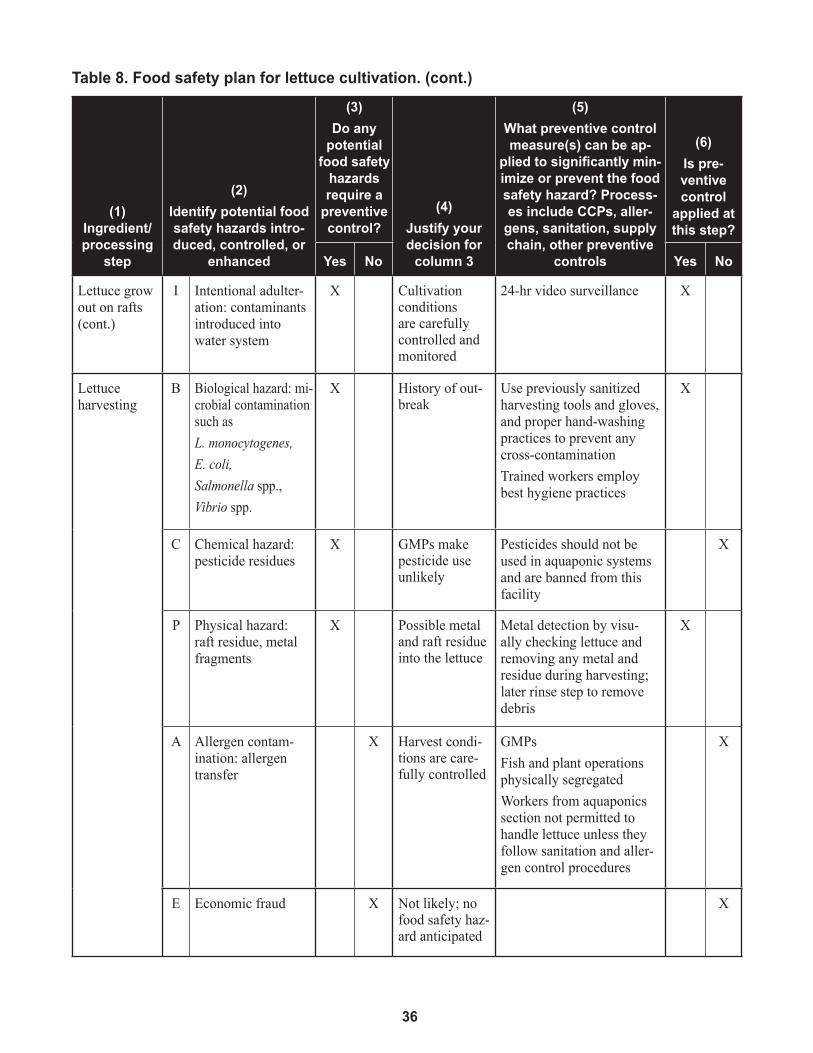
36
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Lettuce grow out on rafts (cont.)
I Intentional adulter-ation: contaminants introduced into water system
X Cultivation conditions are carefully controlled and monitored
24-hr video surveillance X
Lettuce harvesting
B Biological hazard: mi-crobial contamination such asL. monocytogenes, E. coli, Salmonella spp.,Vibrio spp.
X History of out-break
Use previously sanitized harvesting tools and gloves, and proper hand-washing practices to prevent any cross-contaminationTrained workers employ best hygiene practices
X
C Chemical hazard: pesticide residues
X GMPs make pesticide use unlikely
Pesticides should not be used in aquaponic systems and are banned from this facility
X
P Physical hazard: raft residue, metal fragments
X Possible metal and raft residue into the lettuce
Metal detection by visu-ally checking lettuce and removing any metal and residue during harvesting; later rinse step to remove debris
X
A Allergen contam-ination: allergen transfer
X Harvest condi-tions are care-fully controlled
GMPsFish and plant operations physically segregatedWorkers from aquaponics section not permitted to handle lettuce unless they follow sanitation and aller-gen control procedures
X
E Economic fraud X Not likely; no food safety haz-ard anticipated
X
Table 8. Food safety plan for lettuce cultivation. (cont.)

37
(1) Ingredient/ processing
step
(2) Identify potential food safety hazards intro-duced, controlled, or
enhanced
(3) Do any
potential food safety
hazards require a
preventive control?
(4)Justify your decision for
column 3
(5)What preventive control measure(s) can be ap-
plied to significantly min-imize or prevent the food safety hazard? Process-es include CCPs, aller-
gens, sanitation, supply chain, other preventive
controls
(6) Is pre-ventive control
applied at this step?
Yes No Yes No
Lettuce harvesting (cont.)
I Intentional adulter-ation
X Harvest condi-tions are care-fully controlled and monitored
No individuals work alone in harvesting and production areas24-hr video surveillance. No personal items or chemi-cals are permitted in harvest area
X
Cut lettuce from raft and place into bin
B Biological hazard: microbial contami-nation
X Drip from plants could contain mi-crobes; bins could be con-taminated
GMPs have lettuce plants not draining onto each otherBins and utensils are cleaned, sanitized, and stored off the ground
X
C Chemical hazard: chemical contami-nation
X No chemicals used in process
GMPs in place to control hazard
X
P Physical hazard: for-eign material
X Any introduced debris would be large enough to visually remove
GMPs in place to control hazard
X
A Allergen contam-ination: allergen transfer
X Harvest condi-tions are care-fully controlled
GMPsFish and plant operations physically segregatedWorkers trained in sanita-tion and allergen control procedures
X
E Economic fraud X Nothing at this step likely to create a food safety hazard
X
I Intentional adulter-ation
X Harvest condi-tions are care-fully controlled and monitored
No individuals work alone in harvesting and produc-tion areas24-hr video surveillanceNo personal items or chem-icals permitted in harvest area
X
Table 8. Food safety plan for lettuce cultivation. (cont.)
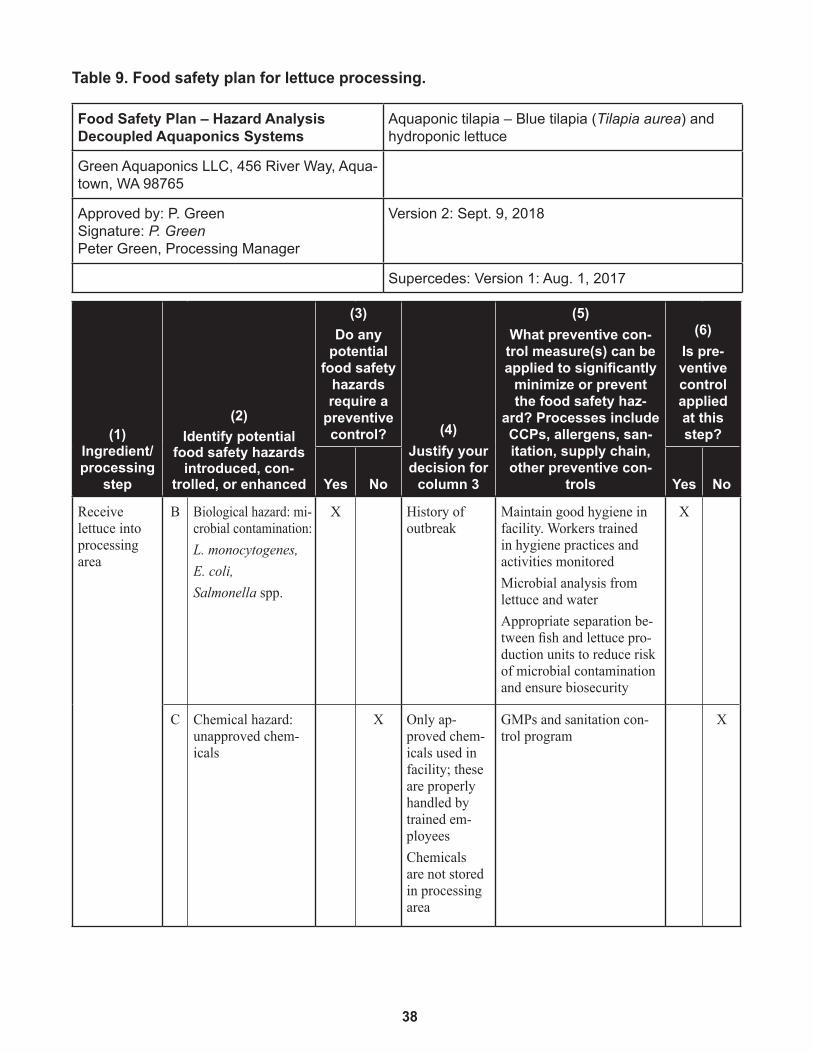
38
Table 9. Food safety plan for lettuce processing.
Food Safety Plan – Hazard AnalysisDecoupled Aquaponics Systems
Aquaponic tilapia – Blue tilapia (Tilapia aurea) and hydroponic lettuce
Green Aquaponics LLC, 456 River Way, Aqua-town, WA 98765
Approved by: P. GreenSignature: P. Green Peter Green, Processing Manager
Version 2: Sept. 9, 2018
Supercedes: Version 1: Aug. 1, 2017
(1) Ingredient/ processing
step
(2) Identify potential
food safety hazards introduced, con-
trolled, or enhanced
(3) Do any
potential food safety
hazards require a
preventive control? (4)
Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, san-itation, supply chain, other preventive con-
trols
(6) Is pre-ventive control applied at this step?
Yes No Yes No
Receive lettuce into processing area
B Biological hazard: mi-crobial contamination:L. monocytogenes,E. coli,Salmonella spp.
X History of outbreak
Maintain good hygiene in facility. Workers trained in hygiene practices and activities monitoredMicrobial analysis from lettuce and waterAppropriate separation be-tween fish and lettuce pro-duction units to reduce risk of microbial contamination and ensure biosecurity
X
C Chemical hazard: unapproved chem-icals
X Only ap-proved chem-icals used in facility; these are properly handled by trained em-ployeesChemicals are not stored in processing area
GMPs and sanitation con-trol program
X
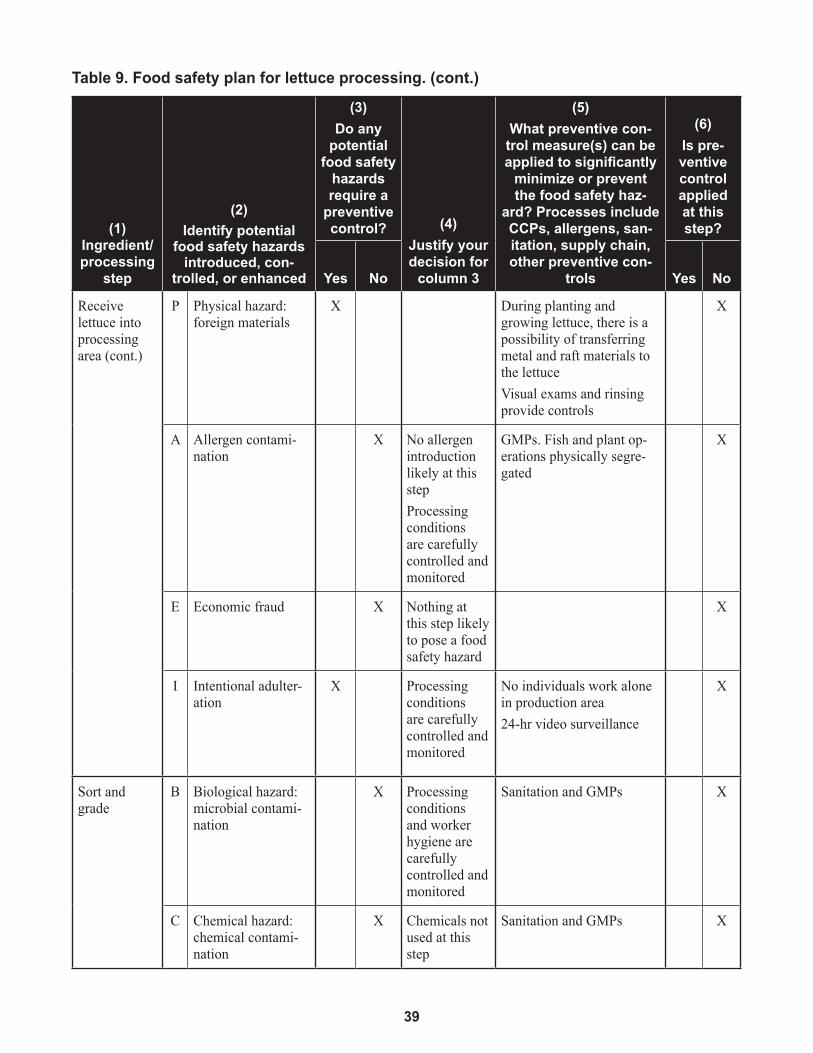
39
(1) Ingredient/ processing
step
(2) Identify potential
food safety hazards introduced, con-
trolled, or enhanced
(3) Do any
potential food safety
hazards require a
preventive control? (4)
Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, san-itation, supply chain, other preventive con-
trols
(6) Is pre-ventive control applied at this step?
Yes No Yes No
Receive lettuce into processing area (cont.)
P Physical hazard: foreign materials
X During planting and growing lettuce, there is a possibility of transferring metal and raft materials to the lettuceVisual exams and rinsing provide controls
X
A Allergen contami-nation
X No allergen introduction likely at this stepProcessing conditions are carefully controlled and monitored
GMPs. Fish and plant op-erations physically segre-gated
X
E Economic fraud X Nothing at this step likely to pose a food safety hazard
X
I Intentional adulter-ation
X Processing conditions are carefully controlled and monitored
No individuals work alone in production area24-hr video surveillance
X
Sort and grade
B Biological hazard: microbial contami-nation
X Processing conditions and worker hygiene are carefully controlled and monitored
Sanitation and GMPs X
C Chemical hazard: chemical contami-nation
X Chemicals not used at this step
Sanitation and GMPs X
Table 9. Food safety plan for lettuce processing. (cont.)
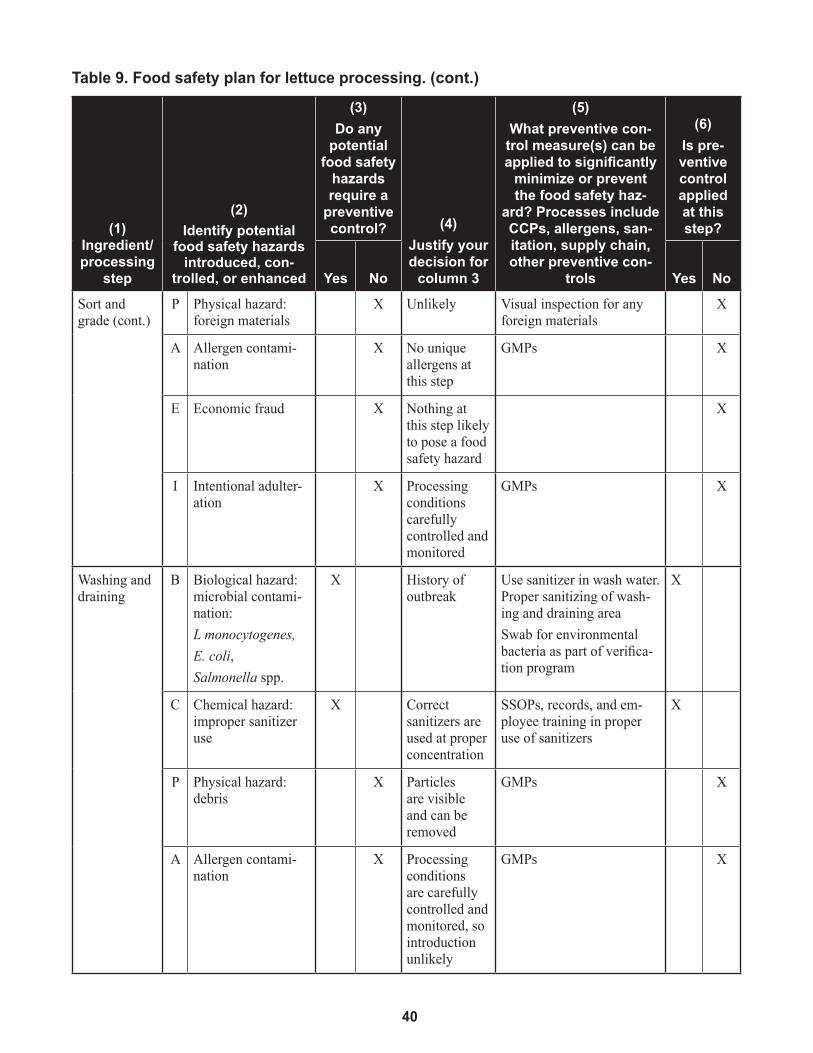
40
(1) Ingredient/ processing
step
(2) Identify potential
food safety hazards introduced, con-
trolled, or enhanced
(3) Do any
potential food safety
hazards require a
preventive control? (4)
Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, san-itation, supply chain, other preventive con-
trols
(6) Is pre-ventive control applied at this step?
Yes No Yes No
Sort and grade (cont.)
P Physical hazard: foreign materials
X Unlikely Visual inspection for any foreign materials
X
A Allergen contami-nation
X No unique allergens at this step
GMPs X
E Economic fraud X Nothing at this step likely to pose a food safety hazard
X
I Intentional adulter-ation
X Processing conditions carefully controlled and monitored
GMPs X
Washing and draining
B Biological hazard: microbial contami-nation:L monocytogenes,E. coli,Salmonella spp.
X History of outbreak
Use sanitizer in wash water. Proper sanitizing of wash-ing and draining areaSwab for environmental bacteria as part of verifica-tion program
X
C Chemical hazard: improper sanitizer use
X Correct sanitizers are used at proper concentration
SSOPs, records, and em-ployee training in proper use of sanitizers
X
P Physical hazard: debris
X Particles are visible and can be removed
GMPs X
A Allergen contami-nation
X Processing conditions are carefully controlled and monitored, so introduction unlikely
GMPs X
Table 9. Food safety plan for lettuce processing. (cont.)

41
(1) Ingredient/ processing
step
(2) Identify potential
food safety hazards introduced, con-
trolled, or enhanced
(3) Do any
potential food safety
hazards require a
preventive control? (4)
Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, san-itation, supply chain, other preventive con-
trols
(6) Is pre-ventive control applied at this step?
Yes No Yes NoWashing and draining (cont.)
E Economic fraud X Nothing likely at this step to pose a food safety hazard
X
I Intentional adulter-ation: contaminated water
X Processing conditions are carefully controlled and monitored
GMPs X
Metal and foreign mate-rials inspec-tion
B Biological hazard: microbial contami-nation
X Short process under sanitary conditions
SSOPs X
C Chemical hazard: chemical contami-nation
X Sanitizer chemicals used at this step are con-trolled
SSOPs X
P Physical hazard: metals and debris
X Visually check the lettuce X
A Allergen contami-nation
X No additives at this step
GMPs X
E Economic fraud X Nothing likely at this step to pose a food safety hazard
X
I Intentional adulter-ation
X Processing conditions are carefully controlled and monitored
X
Packaging and labeling
B Biological hazard: microbial contami-nation
X Sanitation controls
SSOPs X
C Chemical hazard: chemical contami-nation
X Low risk of contamination
SSOPs and GMPs X
Table 9. Food safety plan for lettuce processing. (cont.)
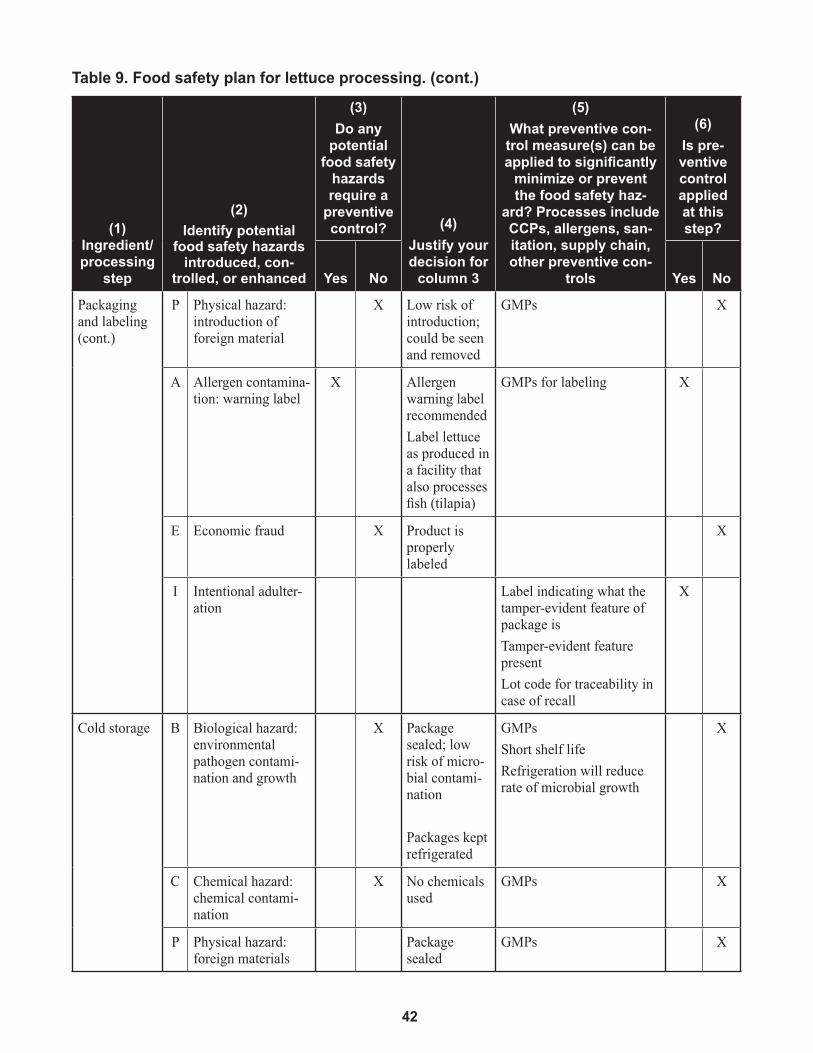
42
(1) Ingredient/ processing
step
(2) Identify potential
food safety hazards introduced, con-
trolled, or enhanced
(3) Do any
potential food safety
hazards require a
preventive control? (4)
Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, san-itation, supply chain, other preventive con-
trols
(6) Is pre-ventive control applied at this step?
Yes No Yes No
Packaging and labeling (cont.)
P Physical hazard: introduction of foreign material
X Low risk of introduction; could be seen and removed
GMPs X
A Allergen contamina-tion: warning label
X Allergen warning label recommendedLabel lettuce as produced in a facility that also processes fish (tilapia)
GMPs for labeling X
E Economic fraud X Product is properly labeled
X
I Intentional adulter-ation
Label indicating what the tamper-evident feature of package isTamper-evident feature presentLot code for traceability in case of recall
X
Cold storage B Biological hazard: environmental pathogen contami-nation and growth
X Package sealed; low risk of micro-bial contami-nation
Packages kept refrigerated
GMPsShort shelf lifeRefrigeration will reduce rate of microbial growth
X
C Chemical hazard: chemical contami-nation
X No chemicals used
GMPs X
P Physical hazard: foreign materials
Package sealed
GMPs X
Table 9. Food safety plan for lettuce processing. (cont.)
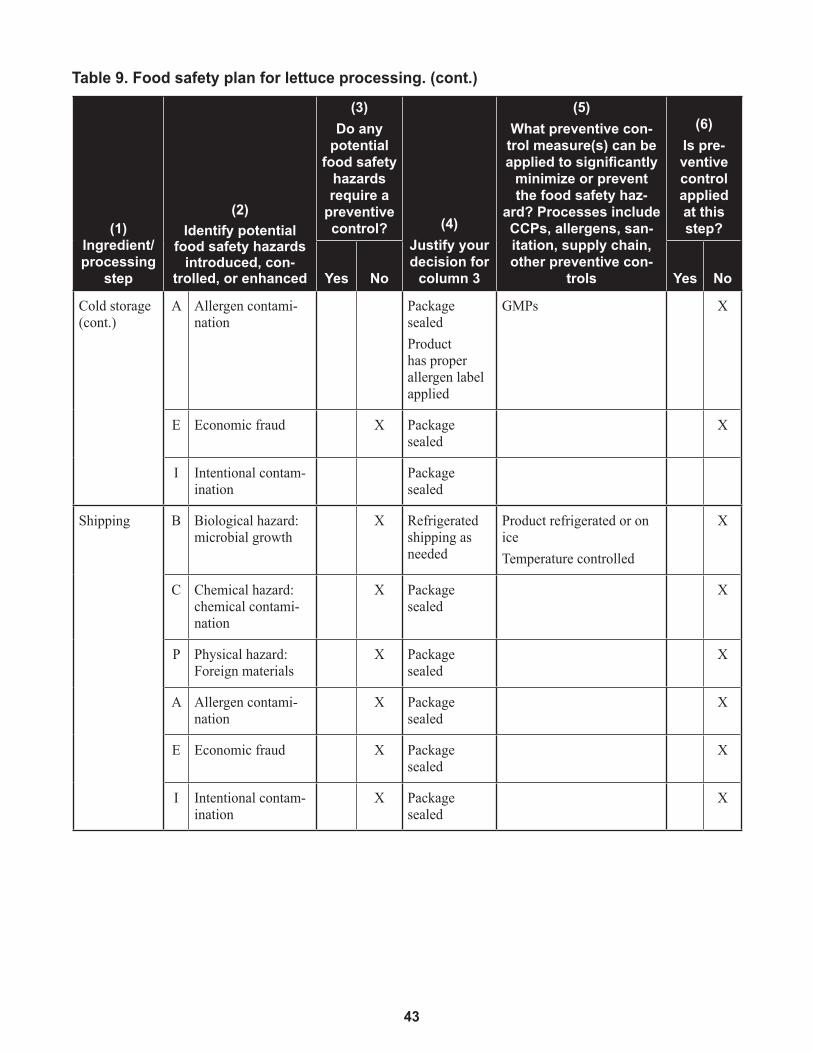
43
(1) Ingredient/ processing
step
(2) Identify potential
food safety hazards introduced, con-
trolled, or enhanced
(3) Do any
potential food safety
hazards require a
preventive control? (4)
Justify your decision for
column 3
(5)What preventive con-
trol measure(s) can be applied to significantly
minimize or prevent the food safety haz-
ard? Processes include CCPs, allergens, san-itation, supply chain, other preventive con-
trols
(6) Is pre-ventive control applied at this step?
Yes No Yes No
Cold storage (cont.)
A Allergen contami-nation
Package sealedProduct has proper allergen label applied
GMPs X
E Economic fraud X Package sealed
X
I Intentional contam-ination
Package sealed
Shipping B Biological hazard: microbial growth
X Refrigerated shipping as needed
Product refrigerated or on iceTemperature controlled
X
C Chemical hazard: chemical contami-nation
X Package sealed
X
P Physical hazard: Foreign materials
X Package sealed
X
A Allergen contami-nation
X Package sealed
X
E Economic fraud X Package sealed
X
I Intentional contam-ination
X Package sealed
X
Table 9. Food safety plan for lettuce processing. (cont.)
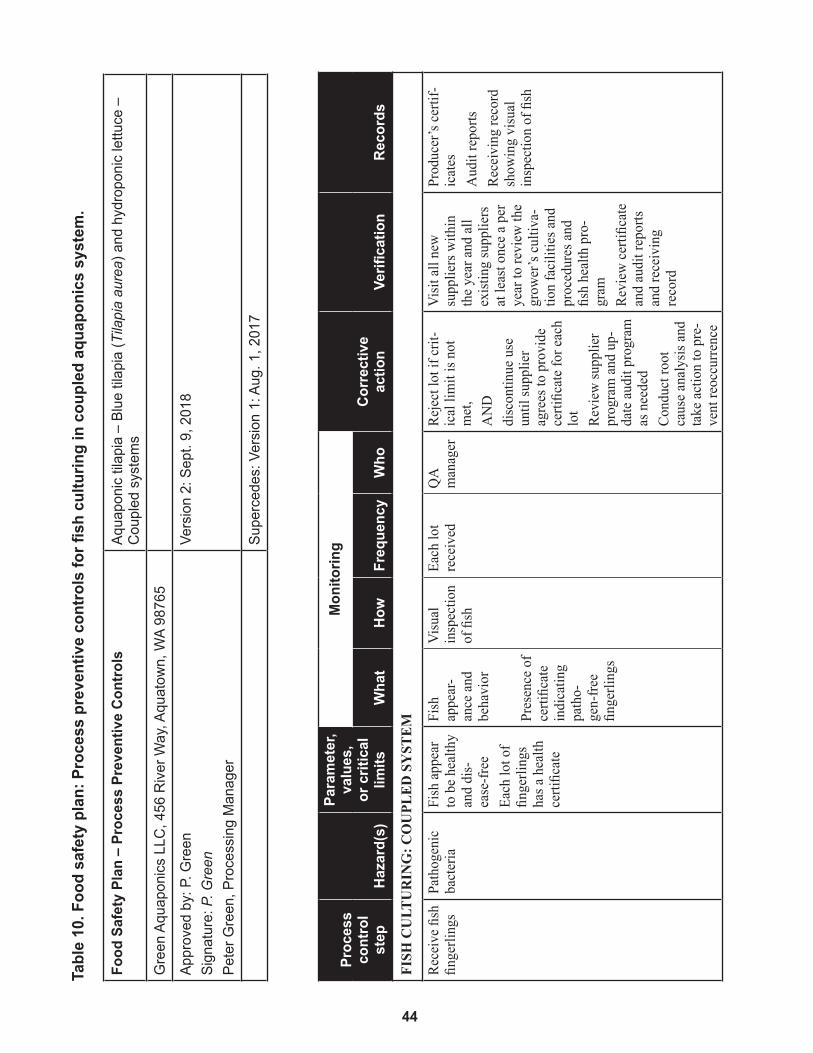
44
Tabl
e 10
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
cou
pled
aqu
apon
ics
syst
em.
Food
Saf
ety
Plan
– P
roce
ss P
reve
ntiv
e C
ontr
ols
Aqua
poni
c til
apia
– B
lue
tilap
ia (T
ilapi
a au
rea)
and
hyd
ropo
nic
lettu
ce –
C
oupl
ed s
yste
ms
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
Appr
oved
by:
P. G
reen
Si
gnat
ure:
P. G
reen
Pe
ter G
reen
, Pro
cess
ing
Man
ager
Vers
ion
2: S
ept.
9, 2
018
Supe
rced
es: V
ersi
on 1
: Aug
. 1, 2
017
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: C
OU
PLED
SY
STEM
Rece
ive
fish
finge
rling
sPa
thog
enic
ba
cter
iaFi
sh a
ppea
r to
be
heal
thy
and
dis-
ease
-free
Each
lot o
f fin
gerli
ngs
has a
hea
lth
certi
ficat
e
Fish
ap
pear
-an
ce a
nd
beha
vior
Pres
ence
of
certi
ficat
e in
dica
ting
path
o-ge
n-fre
e fin
gerli
ngs
Visu
al
insp
ectio
n of
fish
Each
lot
rece
ived
QA
man
ager
Reje
ct lo
t if c
rit-
ical
lim
it is
not
met
,A
ND
disc
ontin
ue u
se
until
supp
lier
agre
es to
pro
vide
ce
rtific
ate
for e
ach
lot
Revi
ew su
pplie
r pr
ogra
m a
nd u
p-da
te a
udit
prog
ram
as
nee
ded
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Visit
all
new
su
pplie
rs w
ithin
th
e ye
ar a
nd a
ll ex
istin
g su
pplie
rs
at le
ast o
nce
a pe
r ye
ar to
revi
ew th
e gr
ower
’s cu
ltiva
-tio
n fa
cilit
ies a
nd
proc
edur
es a
nd
fish
heal
th p
ro-
gram
Revi
ew c
ertifi
cate
an
d au
dit r
epor
ts an
d re
ceiv
ing
reco
rd
Prod
ucer
’s ce
rtif-
icat
esA
udit
repo
rtsRe
ceiv
ing
reco
rd
show
ing
visu
al
insp
ectio
n of
fish

45
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: C
OU
PLED
SY
STEM
Fish
cul
tur-
ing
or g
row
ou
t
Path
ogen
ic
bact
eria
Feed
is
path
o-ge
n-fre
e
Supp
lier
prov
ides
ce
rtific
ate
or re
sults
fro
m
third
-par
ty
lab
show
-in
g fe
ed
is pa
tho-
gen-
free
Visu
al
insp
ectio
n of
feed
an
d fe
ed
reco
rds
Each
lot
QA
man
ager
Reje
ct lo
t of f
eed
if m
icro
bial
load
ou
t of s
pec
Revi
ew su
pply
ch
ain
prog
ram
Prov
ide
appr
opri-
ate
stora
ge fo
r fee
dEv
alua
te p
est
cont
rol s
yste
m to
re
duce
risk
of c
on-
tam
inat
ion
from
pe
stsCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Trea
t wat
er to
re
gain
mic
robi
al
cont
rol
Reco
rds r
evie
wRe
view
of f
eed
labe
lPe
riodi
c te
sting
of
feed
for p
atho
gens
(m
onth
ly)
Perio
dic
testi
ng
of fi
sh a
nd w
ater
(m
onth
ly)
Lab
resu
lts fo
r w
ater
Lab
resu
lts fo
r fe
ed
Lab
resu
lts fo
r fish
Path
ogen
ic
bact
eria
Wat
er is
safe
fo
r int
ende
d us
e
Wat
er is
no
t con
-ta
min
ated
Wat
er
treat
men
t sy
stem
fu
nctio
ning
pr
oper
ly
Ope
ratio
n of
wat
er
treat
men
t sy
stem
; vi
sual
, ar
oma,
an
d pH
of
wat
er
Dai
lyQ
A m
anag
erD
iscon
tinue
use
of
cont
amin
ated
feed
an
d re
view
supp
ly
chai
n pr
ogra
mCo
nsid
er n
ew
supp
liers
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Wee
kly
wat
er te
st-in
g fo
r mic
robe
sRe
cord
s rev
iew
for
wat
er q
ualit
y, c
ali-
brat
ion,
and
mic
ro
lab
resu
lts
Wat
er tr
eatm
ent
syste
m o
pera
tion
reco
rdW
ater
qua
lity
pH, t
empe
ratu
re
reco
rds
Instr
umen
t cal
ibra
-tio
n re
cord
sTe
sting
reco
rds f
or
mon
thly
wel
l tes
t re
sults
Tabl
e 10
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
cou
pled
aqu
apon
ics
syst
em. (
cont
.)
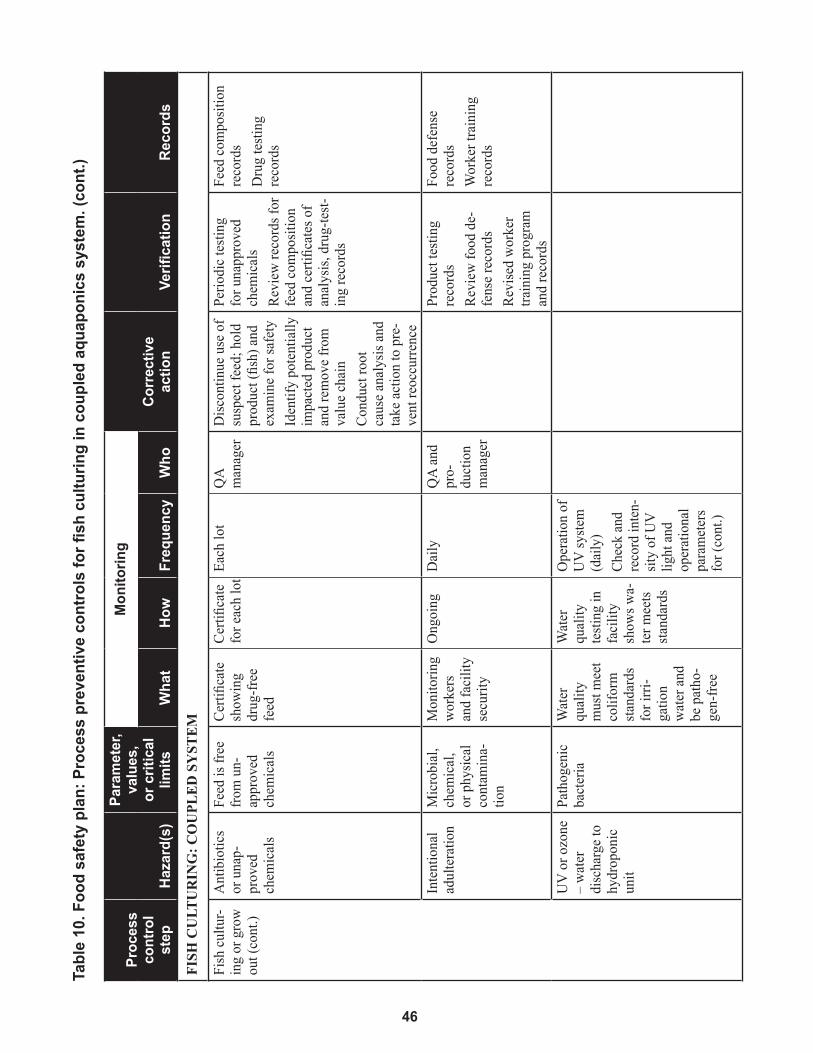
46
Tabl
e 10
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
cou
pled
aqu
apon
ics
syst
em. (
cont
.)
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: C
OU
PLED
SY
STEM
Fish
cul
tur-
ing
or g
row
ou
t (co
nt.)
Ant
ibio
tics
or u
nap-
prov
ed
chem
ical
s
Feed
is fr
ee
from
un-
appr
oved
ch
emic
als
Certi
ficat
e sh
owin
g dr
ug-fr
ee
feed
Certi
ficat
e fo
r eac
h lo
tEa
ch lo
tQ
A m
anag
erD
iscon
tinue
use
of
susp
ect f
eed;
hol
d pr
oduc
t (fis
h) a
nd
exam
ine
for s
afet
yId
entif
y po
tent
ially
im
pact
ed p
rodu
ct
and
rem
ove
from
va
lue
chai
nCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Perio
dic
testi
ng
for u
napp
rove
d ch
emic
als
Revi
ew re
cord
s for
fe
ed c
ompo
sitio
n an
d ce
rtific
ates
of
anal
ysis,
dru
g-te
st-in
g re
cord
s
Feed
com
posit
ion
reco
rds
Dru
g te
sting
re
cord
s
Inte
ntio
nal
adul
tera
tion
Mic
robi
al,
chem
ical
, or
phy
sical
co
ntam
ina-
tion
Mon
itorin
g w
orke
rs
and
faci
lity
secu
rity
Ong
oing
Dai
lyQ
A an
d pr
o-du
ctio
n m
anag
er
Prod
uct t
estin
g re
cord
sRe
view
food
de-
fens
e re
cord
sRe
vise
d w
orke
r tra
inin
g pr
ogra
m
and
reco
rds
Food
def
ense
re
cord
sW
orke
r tra
inin
g re
cord
s
UV
or o
zone
–
wat
er
disc
harg
e to
hy
drop
onic
un
it
Path
ogen
ic
bact
eria
Wat
er
qual
ity
mus
t mee
t co
lifor
m
stand
ards
fo
r irri
-ga
tion
wat
er a
nd
be p
atho
-ge
n-fre
e
Wat
er
qual
ity
testi
ng in
fa
cilit
y sh
ows w
a-te
r mee
ts sta
ndar
ds
Ope
ratio
n of
U
V sy
stem
(d
aily
)Ch
eck
and
reco
rd in
ten-
sity
of U
V
light
and
op
erat
iona
l pa
ram
eter
s fo
r (co
nt.)
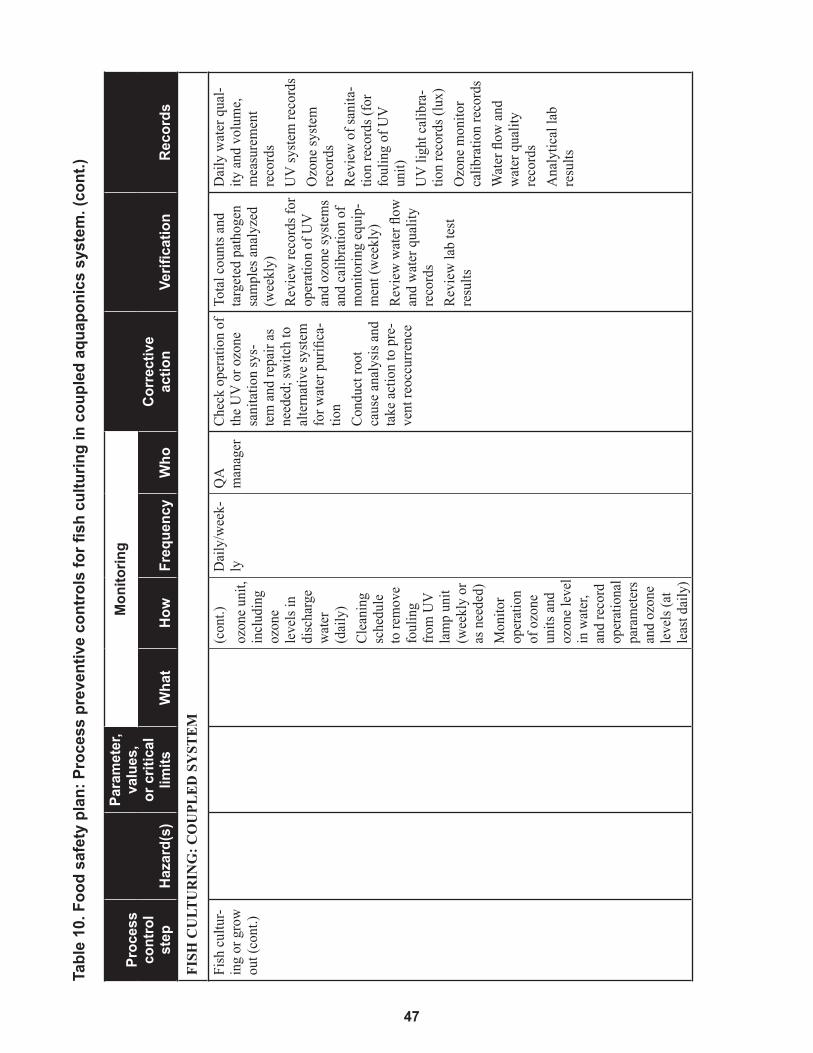
47
Tabl
e 10
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
cou
pled
aqu
apon
ics
syst
em. (
cont
.)
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: C
OU
PLED
SY
STEM
Fish
cul
tur-
ing
or g
row
ou
t (co
nt.)
(con
t.)oz
one
unit,
in
clud
ing
ozon
e le
vels
in
disc
harg
e w
ater
(d
aily
)Cl
eani
ng
sche
dule
to
rem
ove
foul
ing
from
UV
la
mp
unit
(wee
kly
or
as n
eede
d)M
onito
r op
erat
ion
of o
zone
un
its a
nd
ozon
e le
vel
in w
ater
, an
d re
cord
op
erat
iona
l pa
ram
eter
s an
d oz
one
leve
ls (a
t le
ast d
aily
)
Dai
ly/w
eek-
lyQ
A m
anag
erCh
eck
oper
atio
n of
th
e U
V o
r ozo
ne
sani
tatio
n sy
s-te
m a
nd re
pair
as
need
ed; s
witc
h to
al
tern
ativ
e sy
stem
fo
r wat
er p
urifi
ca-
tion
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Tota
l cou
nts a
nd
targ
eted
pat
hoge
n sa
mpl
es a
naly
zed
(wee
kly)
Revi
ew re
cord
s for
op
erat
ion
of U
V
and
ozon
e sy
stem
s an
d ca
libra
tion
of
mon
itorin
g eq
uip-
men
t (w
eekl
y)Re
view
wat
er fl
ow
and
wat
er q
ualit
y re
cord
sRe
view
lab
test
resu
lts
Dai
ly w
ater
qua
l-ity
and
vol
ume,
m
easu
rem
ent
reco
rds
UV
syste
m re
cord
sO
zone
syste
m
reco
rds
Revi
ew o
f san
ita-
tion
reco
rds (
for
foul
ing
of U
V
unit)
UV
ligh
t cal
ibra
-tio
n re
cord
s (lu
x)O
zone
mon
itor
calib
ratio
n re
cord
sW
ater
flow
and
w
ater
qua
lity
reco
rds
Ana
lytic
al la
b re
sults
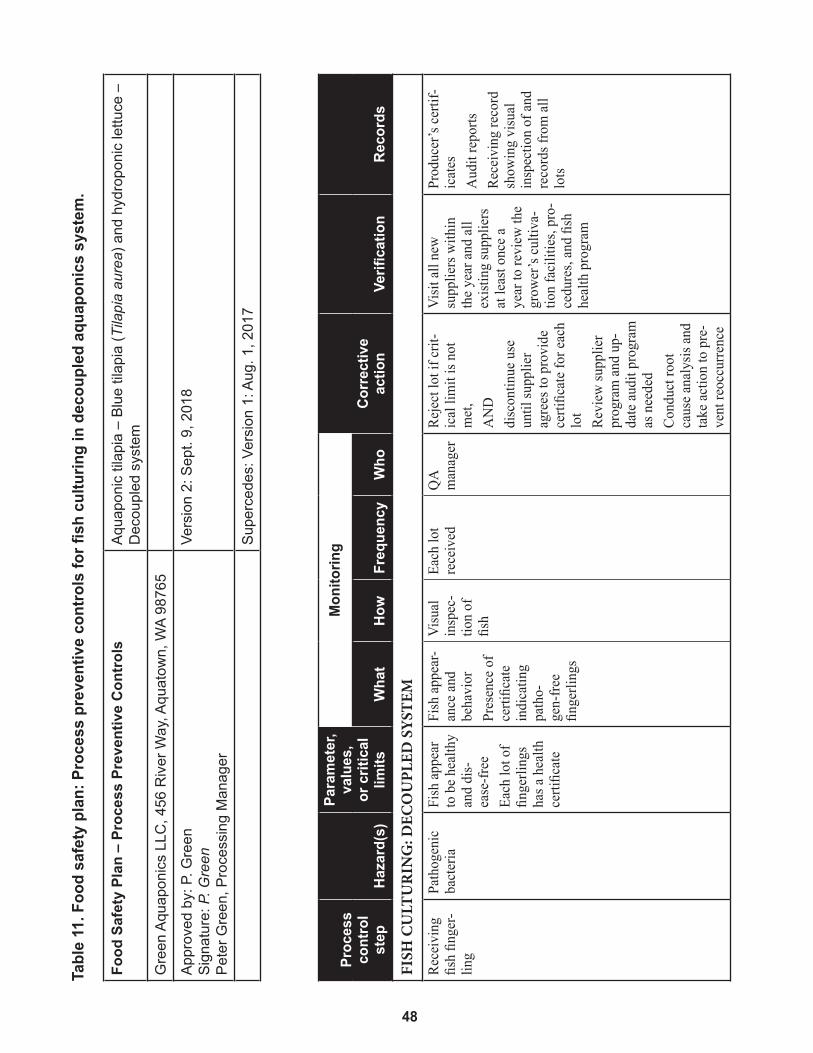
48
Tabl
e 11
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
dec
oupl
ed a
quap
onic
s sy
stem
.
Food
Saf
ety
Plan
– P
roce
ss P
reve
ntiv
e C
ontr
ols
Aqu
apon
ic ti
lapi
a –
Blu
e til
apia
(Tila
pia
aure
a) a
nd h
ydro
poni
c le
ttuce
–
Dec
oupl
ed s
yste
m
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
App
rove
d by
: P. G
reen
S
igna
ture
: P. G
reen
P
eter
Gre
en, P
roce
ssin
g M
anag
er
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: D
ECO
UPL
ED S
YSTE
M
Rece
ivin
g fis
h fin
ger-
ling
Path
ogen
ic
bact
eria
Fish
app
ear
to b
e he
alth
y an
d di
s-ea
se-fr
eeEa
ch lo
t of
finge
rling
s ha
s a h
ealth
ce
rtific
ate
Fish
app
ear-
ance
and
be
havi
orPr
esen
ce o
f ce
rtific
ate
indi
catin
g pa
tho-
gen-
free
finge
rling
s
Visu
al
insp
ec-
tion
of
fish
Each
lot
rece
ived
QA
man
ager
Reje
ct lo
t if c
rit-
ical
lim
it is
not
met
,A
ND
disc
ontin
ue u
se
until
supp
lier
agre
es to
pro
vide
ce
rtific
ate
for e
ach
lot
Revi
ew su
pplie
r pr
ogra
m a
nd u
p-da
te a
udit
prog
ram
as
nee
ded
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Visit
all
new
su
pplie
rs w
ithin
th
e ye
ar a
nd a
ll ex
istin
g su
pplie
rs
at le
ast o
nce
a ye
ar to
revi
ew th
e gr
ower
’s cu
ltiva
-tio
n fa
cilit
ies,
pro-
cedu
res,
and
fish
heal
th p
rogr
am
Prod
ucer
’s ce
rtif-
icat
esA
udit
repo
rtsRe
ceiv
ing
reco
rd
show
ing
visu
al
insp
ectio
n of
and
re
cord
s fro
m a
ll lo
ts
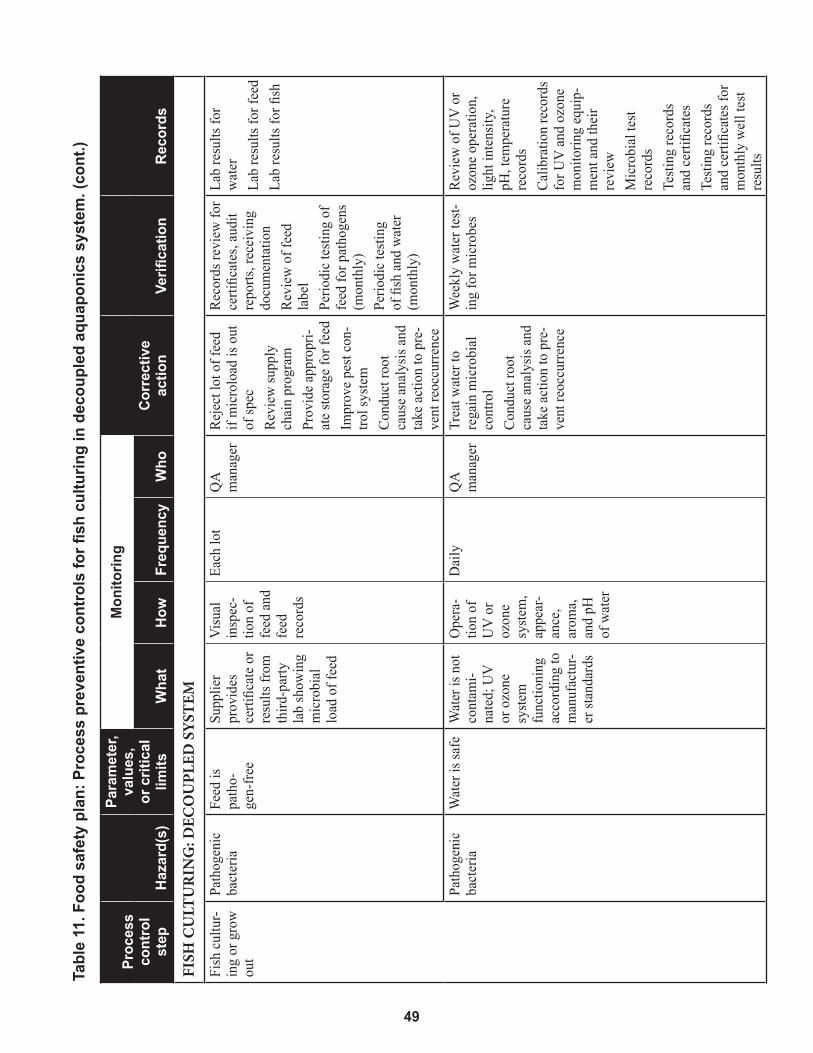
49
Tabl
e 11
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
dec
oupl
ed a
quap
onic
s sy
stem
. (co
nt.)
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: D
ECO
UPL
ED S
YSTE
M
Fish
cul
tur-
ing
or g
row
ou
t
Path
ogen
ic
bact
eria
Feed
is
path
o-ge
n-fre
e
Supp
lier
prov
ides
ce
rtific
ate
or
resu
lts fr
om
third
-par
ty
lab
show
ing
mic
robi
al
load
of f
eed
Visu
al
insp
ec-
tion
of
feed
and
fe
ed
reco
rds
Each
lot
QA
man
ager
Reje
ct lo
t of f
eed
if m
icro
load
is o
ut
of sp
ecRe
view
supp
ly
chai
n pr
ogra
mPr
ovid
e ap
prop
ri-at
e sto
rage
for f
eed
Impr
ove
pest
con-
trol s
yste
mCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Reco
rds r
evie
w fo
r ce
rtific
ates
, aud
it re
ports
, rec
eivi
ng
docu
men
tatio
nRe
view
of f
eed
labe
lPe
riodi
c te
sting
of
feed
for p
atho
gens
(m
onth
ly)
Perio
dic
testi
ng
of fi
sh a
nd w
ater
(m
onth
ly)
Lab
resu
lts fo
r w
ater
Lab
resu
lts fo
r fee
dLa
b re
sults
for fi
sh
Path
ogen
ic
bact
eria
W
ater
is sa
feW
ater
is n
ot
cont
ami-
nate
d; U
V
or o
zone
sy
stem
fu
nctio
ning
ac
cord
ing
to
man
ufac
tur-
er st
anda
rds
Ope
ra-
tion
of
UV
or
ozon
e sy
stem
, ap
pear
-an
ce,
arom
a,
and
pH
of w
ater
Dai
lyQ
A m
anag
erTr
eat w
ater
to
rega
in m
icro
bial
co
ntro
lCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Wee
kly
wat
er te
st-in
g fo
r mic
robe
sRe
view
of U
V o
r oz
one
oper
atio
n,
light
inte
nsity
, pH
, tem
pera
ture
re
cord
sCa
libra
tion
reco
rds
for U
V a
nd o
zone
m
onito
ring
equi
p-m
ent a
nd th
eir
revi
ewM
icro
bial
test
reco
rds
Testi
ng re
cord
s an
d ce
rtific
ates
Testi
ng re
cord
s an
d ce
rtific
ates
for
mon
thly
wel
l tes
t re
sults
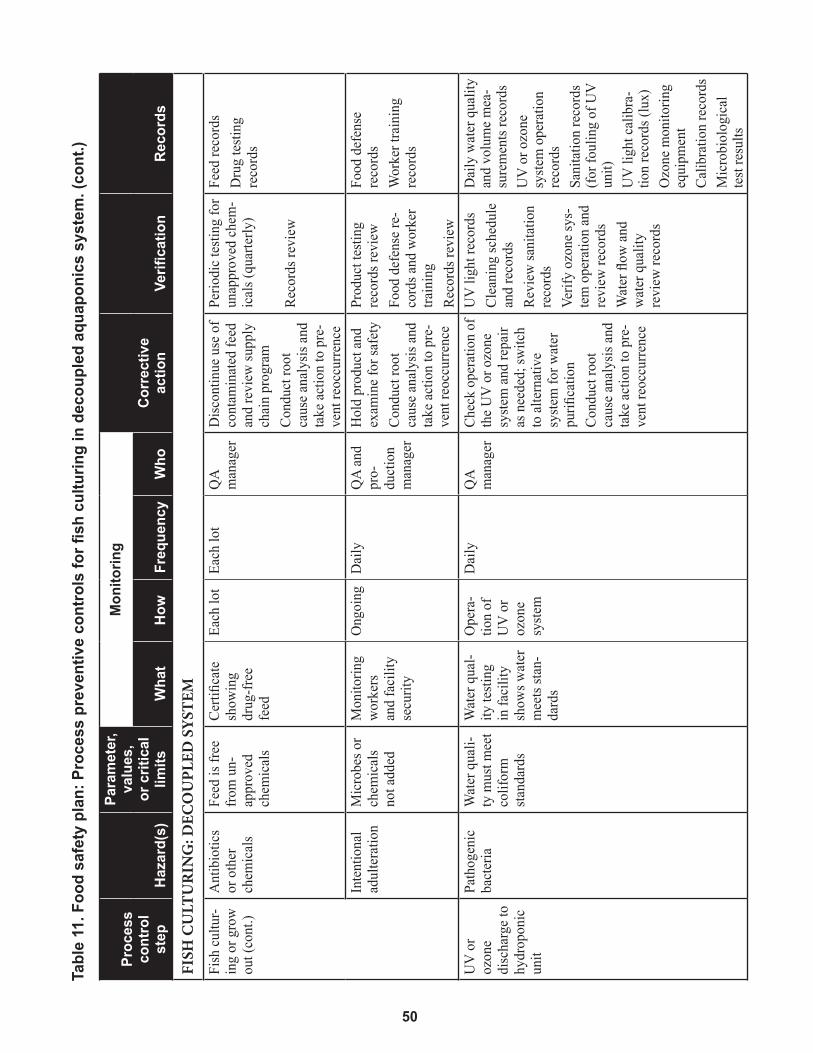
50
Tabl
e 11
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r fish
cul
turin
g in
dec
oupl
ed a
quap
onic
s sy
stem
. (co
nt.)
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FISH
CU
LTU
RIN
G: D
ECO
UPL
ED S
YSTE
M
Fish
cul
tur-
ing
or g
row
ou
t (co
nt.)
Ant
ibio
tics
or o
ther
ch
emic
als
Feed
is fr
ee
from
un-
appr
oved
ch
emic
als
Certi
ficat
e sh
owin
g dr
ug-fr
ee
feed
Each
lot
Each
lot
QA
man
ager
Disc
ontin
ue u
se o
f co
ntam
inat
ed fe
ed
and
revi
ew su
pply
ch
ain
prog
ram
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Perio
dic
testi
ng fo
r un
appr
oved
che
m-
ical
s (qu
arte
rly)
Reco
rds r
evie
w
Feed
reco
rds
Dru
g te
sting
re
cord
s
Inte
ntio
nal
adul
tera
tion
Mic
robe
s or
chem
ical
s no
t add
ed
Mon
itorin
g w
orke
rs
and
faci
lity
secu
rity
Ong
oing
Dai
lyQ
A an
d pr
o-du
ctio
n m
anag
er
Hol
d pr
oduc
t and
ex
amin
e fo
r saf
ety
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Prod
uct t
estin
g re
cord
s rev
iew
Food
def
ense
re-
cord
s and
wor
ker
train
ing
Reco
rds r
evie
w
Food
def
ense
re
cord
sW
orke
r tra
inin
g re
cord
s
UV
or
ozon
e di
scha
rge
to
hydr
opon
ic
unit
Path
ogen
ic
bact
eria
Wat
er q
uali-
ty m
ust m
eet
colif
orm
sta
ndar
ds
Wat
er q
ual-
ity te
sting
in
faci
lity
show
s wat
er
mee
ts sta
n-da
rds
Ope
ra-
tion
of
UV
or
ozon
e sy
stem
Dai
lyQ
A m
anag
erCh
eck
oper
atio
n of
th
e U
V o
r ozo
ne
syste
m a
nd re
pair
as n
eede
d; sw
itch
to a
ltern
ativ
e sy
stem
for w
ater
pu
rifica
tion
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
UV
ligh
t rec
ords
Clea
ning
sche
dule
an
d re
cord
s Re
view
sani
tatio
n re
cord
s Ve
rify
ozon
e sy
s-te
m o
pera
tion
and
revi
ew re
cord
sW
ater
flow
and
w
ater
qua
lity
revi
ew re
cord
s
Dai
ly w
ater
qua
lity
and
volu
me
mea
-su
rem
ents
reco
rds
UV
or o
zone
sy
stem
ope
ratio
n re
cord
sSa
nita
tion
reco
rds
(for f
oulin
g of
UV
un
it)U
V li
ght c
alib
ra-
tion
reco
rds (
lux)
Ozo
ne m
onito
ring
equi
pmen
t Ca
libra
tion
reco
rds
Mic
robi
olog
ical
te
st re
sults
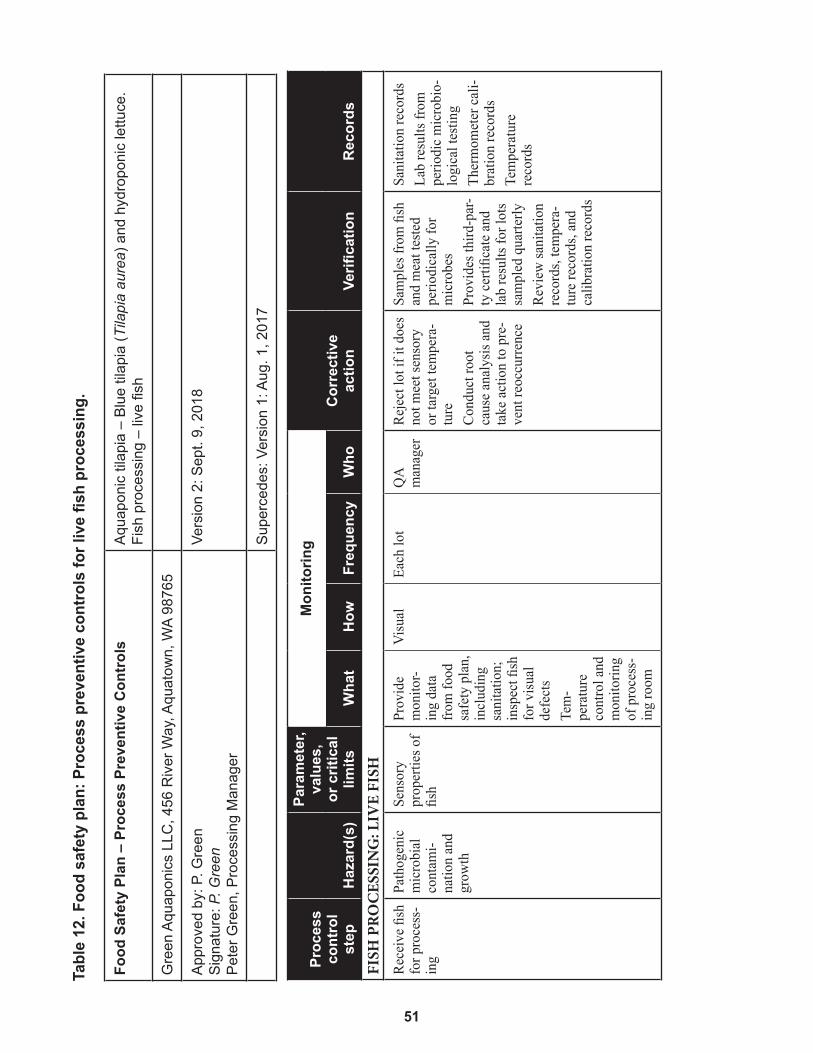
51
Tabl
e 12
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r liv
e fis
h pr
oces
sing
.
Food
Saf
ety
Plan
– P
roce
ss P
reve
ntiv
e C
ontr
ols
Aqu
apon
ic ti
lapi
a –
Blu
e til
apia
(Tila
pia
aure
a) a
nd h
ydro
poni
c le
ttuce
. Fi
sh p
roce
ssin
g –
live
fish
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
App
rove
d by
: P. G
reen
S
igna
ture
: P. G
reen
P
eter
Gre
en, P
roce
ssin
g M
anag
er
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FI
SH P
ROC
ESSI
NG
: LIV
E FI
SHRe
ceiv
e fis
h fo
r pro
cess
-in
g
Path
ogen
ic
mic
robi
al
cont
ami-
natio
n an
d gr
owth
Sens
ory
prop
ertie
s of
fish
Prov
ide
mon
itor-
ing
data
fro
m fo
od
safe
ty p
lan,
in
clud
ing
sani
tatio
n;
insp
ect fi
sh
for v
isual
de
fect
sTe
m-
pera
ture
co
ntro
l and
m
onito
ring
of p
roce
ss-
ing
room
Visu
alEa
ch lo
tQ
A m
anag
erRe
ject
lot i
f it d
oes
not m
eet s
enso
ry
or ta
rget
tem
pera
-tu
reCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Sam
ples
from
fish
an
d m
eat t
este
d pe
riodi
cally
for
mic
robe
sPr
ovid
es th
ird-p
ar-
ty c
ertifi
cate
and
la
b re
sults
for l
ots
sam
pled
qua
rterly
Revi
ew sa
nita
tion
reco
rds,
tem
pera
-tu
re re
cord
s, an
d ca
libra
tion
reco
rds
Sani
tatio
n re
cord
sLa
b re
sults
from
pe
riodi
c m
icro
bio-
logi
cal t
estin
g Th
erm
omet
er c
ali-
brat
ion
reco
rds
Tem
pera
ture
re
cord
s
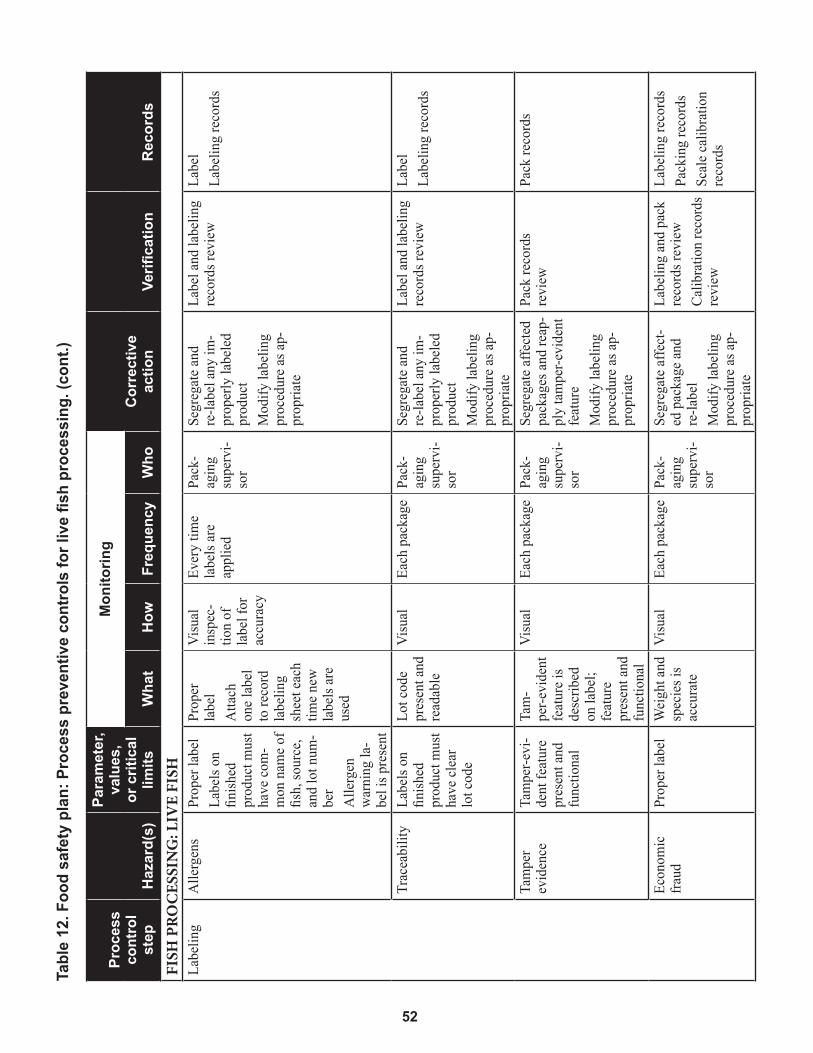
52
Tabl
e 12
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r liv
e fis
h pr
oces
sing
. (co
nt.)
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FI
SH P
ROC
ESSI
NG
: LIV
E FI
SHLa
belin
gA
llerg
ens
Prop
er la
bel
Labe
ls on
fin
ished
pr
oduc
t mus
t ha
ve c
om-
mon
nam
e of
fis
h, so
urce
, an
d lo
t num
-be
rA
llerg
en
war
ning
la-
bel i
s pre
sent
Prop
er
labe
lA
ttach
on
e la
bel
to re
cord
la
belin
g sh
eet e
ach
time
new
la
bels
are
used
Visu
al
insp
ec-
tion
of
labe
l for
ac
cura
cy
Ever
y tim
e la
bels
are
appl
ied
Pack
-ag
ing
supe
rvi-
sor
Segr
egat
e an
d re
-labe
l any
im-
prop
erly
labe
led
prod
uct
Mod
ify la
belin
g pr
oced
ure
as a
p-pr
opria
te
Labe
l and
labe
ling
reco
rds r
evie
wLa
bel
Labe
ling
reco
rds
Trac
eabi
lity
Labe
ls on
fin
ished
pr
oduc
t mus
t ha
ve c
lear
lo
t cod
e
Lot c
ode
pres
ent a
nd
read
able
Visu
alEa
ch p
acka
gePa
ck-
agin
g su
perv
i-so
r
Segr
egat
e an
d re
-labe
l any
im-
prop
erly
labe
led
prod
uct
Mod
ify la
belin
g pr
oced
ure
as a
p-pr
opria
te
Labe
l and
labe
ling
reco
rds r
evie
wLa
bel
Labe
ling
reco
rds
Tam
per
evid
ence
Tam
per-e
vi-
dent
feat
ure
pres
ent a
nd
func
tiona
l
Tam
-pe
r-evi
dent
fe
atur
e is
desc
ribed
on
labe
l; fe
atur
e pr
esen
t and
fu
nctio
nal
Visu
alEa
ch p
acka
gePa
ck-
agin
g su
perv
i-so
r
Segr
egat
e af
fect
ed
pack
ages
and
reap
-pl
y ta
mpe
r-evi
dent
fe
atur
eM
odify
labe
ling
proc
edur
e as
ap-
prop
riate
Pack
reco
rds
revi
ewPa
ck re
cord
s
Econ
omic
fra
udPr
oper
labe
lW
eigh
t and
sp
ecie
s is
accu
rate
Visu
alEa
ch p
acka
gePa
ck-
agin
g su
perv
i-so
r
Segr
egat
e af
fect
-ed
pac
kage
and
re
-labe
lM
odify
labe
ling
proc
edur
e as
ap-
prop
riate
Labe
ling
and
pack
re
cord
s rev
iew
Calib
ratio
n re
cord
s re
view
Labe
ling
reco
rds
Pack
ing
reco
rds
Scal
e ca
libra
tion
reco
rds
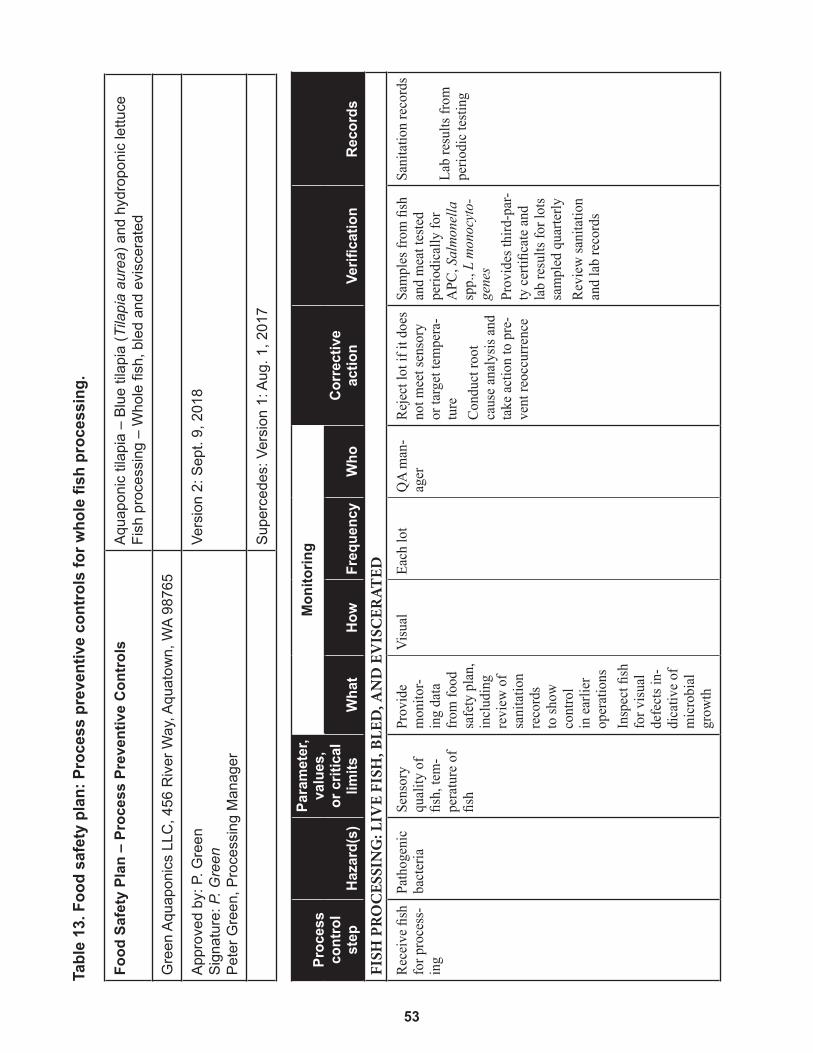
53
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FI
SH P
ROC
ESSI
NG
: LIV
E FI
SH, B
LED
, AN
D E
VIS
CER
ATED
Rece
ive
fish
for p
roce
ss-
ing
Path
ogen
ic
bact
eria
Sens
ory
qual
ity o
f fis
h, te
m-
pera
ture
of
fish
Prov
ide
mon
itor-
ing
data
fro
m fo
od
safe
ty p
lan,
in
clud
ing
revi
ew o
f sa
nita
tion
reco
rds
to sh
ow
cont
rol
in e
arlie
r op
erat
ions
Insp
ect fi
sh
for v
isual
de
fect
s in-
dica
tive
of
mic
robi
al
grow
th
Visu
alEa
ch lo
tQ
A m
an-
ager
Reje
ct lo
t if i
t doe
s no
t mee
t sen
sory
or
targ
et te
mpe
ra-
ture
Co
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Sam
ples
from
fish
an
d m
eat t
este
d pe
riodi
cally
for
APC
, Sal
mon
ella
sp
p., L
mon
ocyt
o-ge
nes
Prov
ides
third
-par
-ty
cer
tifica
te a
nd
lab
resu
lts fo
r lot
s sa
mpl
ed q
uarte
rlyRe
view
sani
tatio
n an
d la
b re
cord
s
Sani
tatio
n re
cord
s
Lab
resu
lts fr
om
perio
dic
testi
ng
Tabl
e 13
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r who
le fi
sh p
roce
ssin
g.
Food
Saf
ety
Plan
– P
roce
ss P
reve
ntiv
e C
ontr
ols
Aqu
apon
ic ti
lapi
a –
Blu
e til
apia
(Tila
pia
aure
a) a
nd h
ydro
poni
c le
ttuce
Fish
pro
cess
ing
– W
hole
fish
, ble
d an
d ev
isce
rate
d
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
App
rove
d by
: P. G
reen
S
igna
ture
: P. G
reen
P
eter
Gre
en, P
roce
ssin
g M
anag
er
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
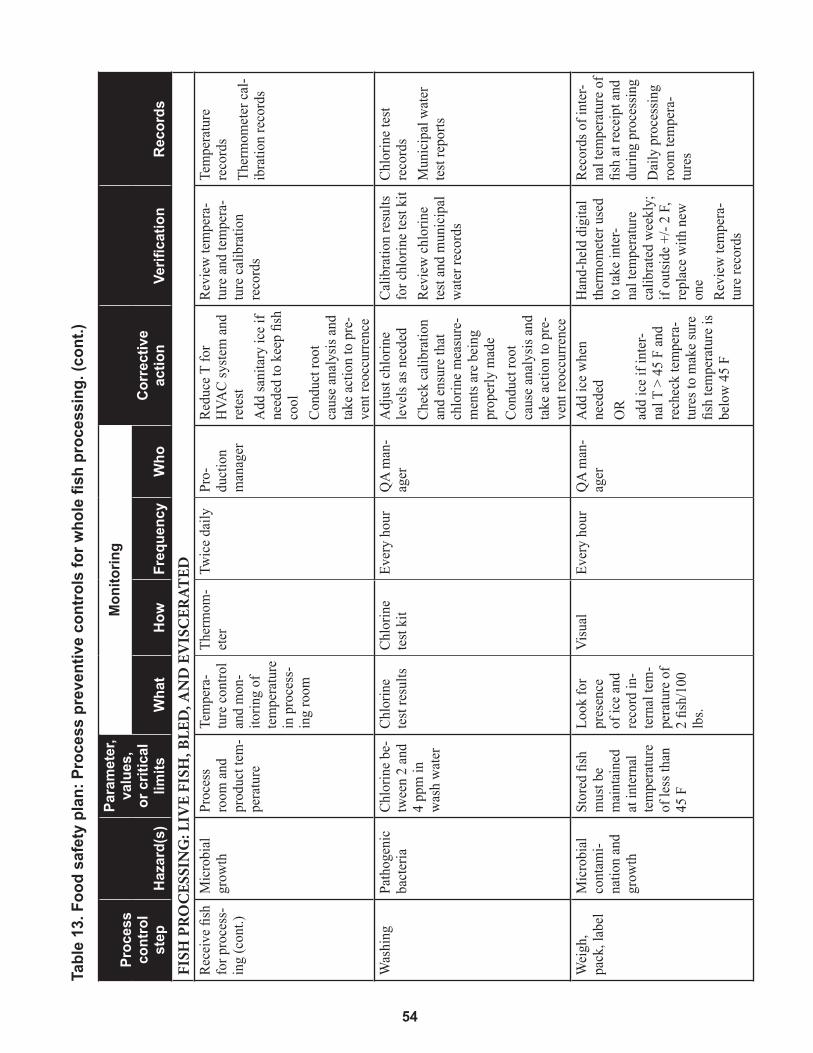
54
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FI
SH P
ROC
ESSI
NG
: LIV
E FI
SH, B
LED
, AN
D E
VIS
CER
ATED
Rece
ive
fish
for p
roce
ss-
ing
(con
t.)
Mic
robi
al
grow
thPr
oces
s ro
om a
nd
prod
uct t
em-
pera
ture
Tem
pera
-tu
re c
ontro
l an
d m
on-
itorin
g of
te
mpe
ratu
re
in p
roce
ss-
ing
room
Ther
mom
-et
erTw
ice
daily
Pro-
duct
ion
man
ager
Redu
ce T
for
HVA
C sy
stem
and
re
test
Add
sani
tary
ice
if ne
eded
to k
eep
fish
cool
Cond
uct r
oot
caus
e an
alys
is an
d ta
ke a
ctio
n to
pre
-ve
nt re
occu
rrenc
e
Revi
ew te
mpe
ra-
ture
and
tem
pera
-tu
re c
alib
ratio
n re
cord
s
Tem
pera
ture
re
cord
sTh
erm
omet
er c
al-
ibra
tion
reco
rds
Was
hing
Path
ogen
ic
bact
eria
Chlo
rine
be-
twee
n 2
and
4 pp
m in
w
ash
wat
er
Chlo
rine
test
resu
ltsCh
lorin
e te
st ki
tEv
ery
hour
QA
man
-ag
erA
djus
t chl
orin
e le
vels
as n
eede
dCh
eck
calib
ratio
n an
d en
sure
that
ch
lorin
e m
easu
re-
men
ts ar
e be
ing
prop
erly
mad
eCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Calib
ratio
n re
sults
fo
r chl
orin
e te
st ki
tRe
view
chl
orin
e te
st an
d m
unic
ipal
w
ater
reco
rds
Chlo
rine
test
reco
rds
Mun
icip
al w
ater
te
st re
ports
Wei
gh,
pack
, lab
elM
icro
bial
co
ntam
i-na
tion
and
grow
th
Stor
ed fi
sh
mus
t be
mai
ntai
ned
at in
tern
al
tem
pera
ture
of
less
than
45
F
Look
for
pres
ence
of
ice
and
reco
rd in
-te
rnal
tem
-pe
ratu
re o
f 2
fish/
100
lbs.
Visu
alEv
ery
hour
QA
man
-ag
erA
dd ic
e w
hen
need
edO
Rad
d ic
e if
inte
r-na
l T >
45
F an
d re
chec
k te
mpe
ra-
ture
s to
mak
e su
re
fish
tem
pera
ture
is
belo
w 4
5 F
Han
d-he
ld d
igita
l th
erm
omet
er u
sed
to ta
ke in
ter-
nal t
empe
ratu
re
calib
rate
d w
eekl
y;
if ou
tside
+/-
2 F,
re
plac
e w
ith n
ew
one
Revi
ew te
mpe
ra-
ture
reco
rds
Reco
rds o
f int
er-
nal t
empe
ratu
re o
f fis
h at
rece
ipt a
nd
durin
g pr
oces
sing
Dai
ly p
roce
ssin
g ro
om te
mpe
ra-
ture
s
Tabl
e 13
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r who
le fi
sh p
roce
ssin
g. (c
ont.)
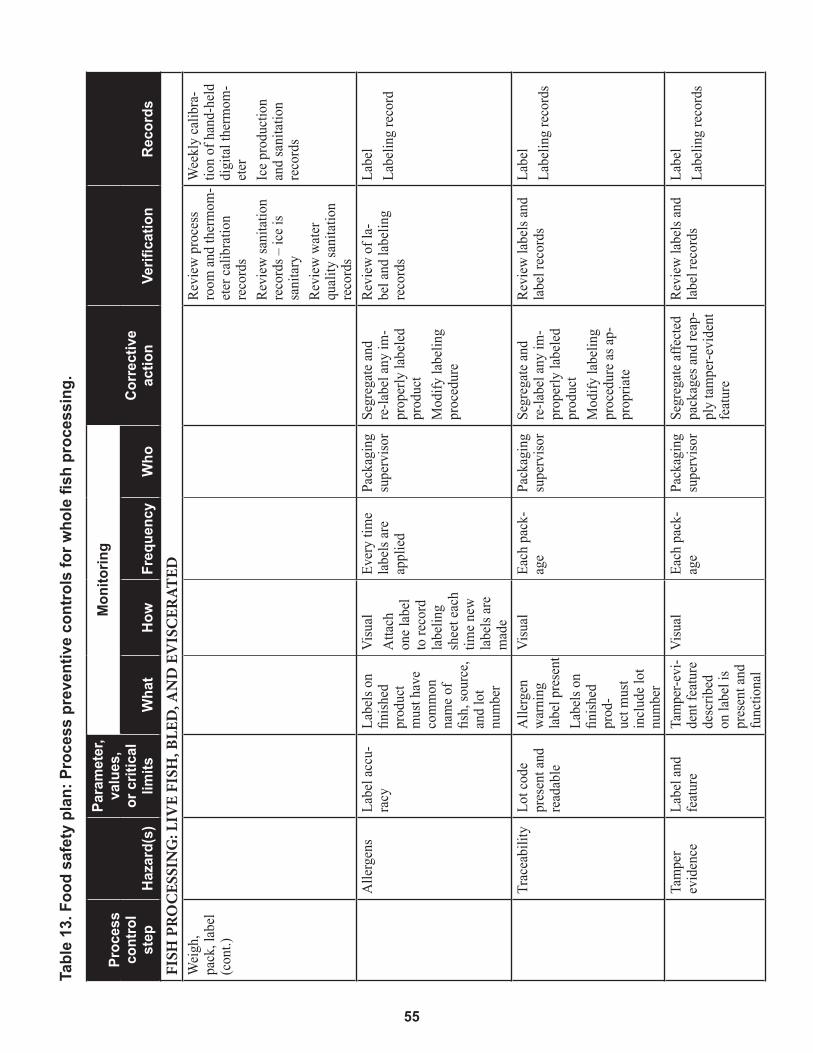
55
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
FI
SH P
ROC
ESSI
NG
: LIV
E FI
SH, B
LED
, AN
D E
VIS
CER
ATED
Wei
gh,
pack
, lab
el
(con
t.)
Revi
ew p
roce
ss
room
and
ther
mom
-et
er c
alib
ratio
n re
cord
sRe
view
sani
tatio
n re
cord
s – ic
e is
sani
tary
Revi
ew w
ater
qu
ality
sani
tatio
n re
cord
s
Wee
kly
calib
ra-
tion
of h
and-
held
di
gita
l the
rmom
-et
erIc
e pr
oduc
tion
and
sani
tatio
n re
cord
s
Alle
rgen
sLa
bel a
ccu-
racy
Labe
ls on
fin
ished
pr
oduc
t m
ust h
ave
com
mon
na
me
of
fish,
sour
ce,
and
lot
num
ber
Visu
alA
ttach
on
e la
bel
to re
cord
la
belin
g sh
eet e
ach
time
new
la
bels
are
mad
e
Ever
y tim
e la
bels
are
appl
ied
Pack
agin
g su
perv
isor
Segr
egat
e an
d re
-labe
l any
im-
prop
erly
labe
led
prod
uct
Mod
ify la
belin
g pr
oced
ure
Revi
ew o
f la-
bel a
nd la
belin
g re
cord
s
Labe
lLa
belin
g re
cord
Trac
eabi
lity
Lot c
ode
pres
ent a
nd
read
able
Alle
rgen
w
arni
ng
labe
l pre
sent
Labe
ls on
fin
ished
pr
od-
uct m
ust
incl
ude
lot
num
ber
Visu
alEa
ch p
ack-
age
Pack
agin
g su
perv
isor
Segr
egat
e an
d re
-labe
l any
im-
prop
erly
labe
led
prod
uct
Mod
ify la
belin
g pr
oced
ure
as a
p-pr
opria
te
Revi
ew la
bels
and
labe
l rec
ords
Labe
lLa
belin
g re
cord
s
Tam
per
evid
ence
Labe
l and
fe
atur
eTa
mpe
r-evi
-de
nt fe
atur
e de
scrib
ed
on la
bel i
s pr
esen
t and
fu
nctio
nal
Visu
alEa
ch p
ack-
age
Pack
agin
g su
perv
isor
Segr
egat
e af
fect
ed
pack
ages
and
reap
-pl
y ta
mpe
r-evi
dent
fe
atur
e
Revi
ew la
bels
and
labe
l rec
ords
Labe
lLa
belin
g re
cord
s
Tabl
e 13
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r who
le fi
sh p
roce
ssin
g.
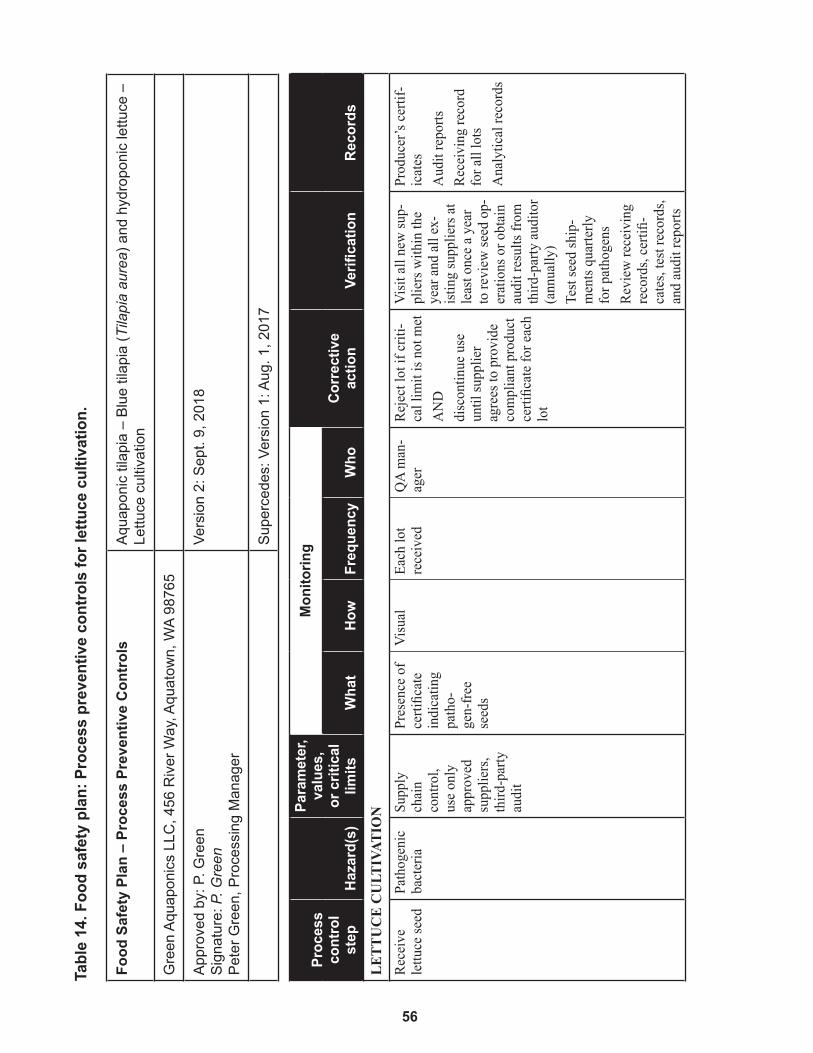
56
Tabl
e 14
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r let
tuce
cul
tivat
ion.
Food
Saf
ety
Plan
– P
roce
ss P
reve
ntiv
e C
ontr
ols
Aqu
apon
ic ti
lapi
a –
Blu
e til
apia
(Tila
pia
aure
a) a
nd h
ydro
poni
c le
ttuce
–
Lettu
ce c
ultiv
atio
n
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
App
rove
d by
: P. G
reen
S
igna
ture
: P. G
reen
P
eter
Gre
en, P
roce
ssin
g M
anag
er
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
LETT
UC
E C
ULT
IVAT
ION
Rece
ive
lettu
ce se
edPa
thog
enic
ba
cter
iaSu
pply
ch
ain
cont
rol,
use
only
ap
prov
ed
supp
liers
, th
ird-p
arty
au
dit
Pres
ence
of
certi
ficat
e in
dica
ting
path
o-ge
n-fre
e se
eds
Visu
alEa
ch lo
t re
ceiv
edQ
A m
an-
ager
Reje
ct lo
t if c
riti-
cal l
imit
is no
t met
AN
Ddi
scon
tinue
use
un
til su
pplie
r ag
rees
to p
rovi
de
com
plia
nt p
rodu
ct
certi
ficat
e fo
r eac
h lo
t
Visit
all
new
sup-
plie
rs w
ithin
the
year
and
all
ex-
istin
g su
pplie
rs a
t le
ast o
nce
a ye
ar
to re
view
seed
op-
erat
ions
or o
btai
n au
dit r
esul
ts fro
m
third
-par
ty a
udito
r (a
nnua
lly)
Test
seed
ship
-m
ents
quar
terly
fo
r pat
hoge
nsRe
view
rece
ivin
g re
cord
s, ce
rtifi-
cate
s, te
st re
cord
s, an
d au
dit r
epor
ts
Prod
ucer
’s ce
rtif-
icat
esA
udit
repo
rtsRe
ceiv
ing
reco
rd
for a
ll lo
tsA
naly
tical
reco
rds
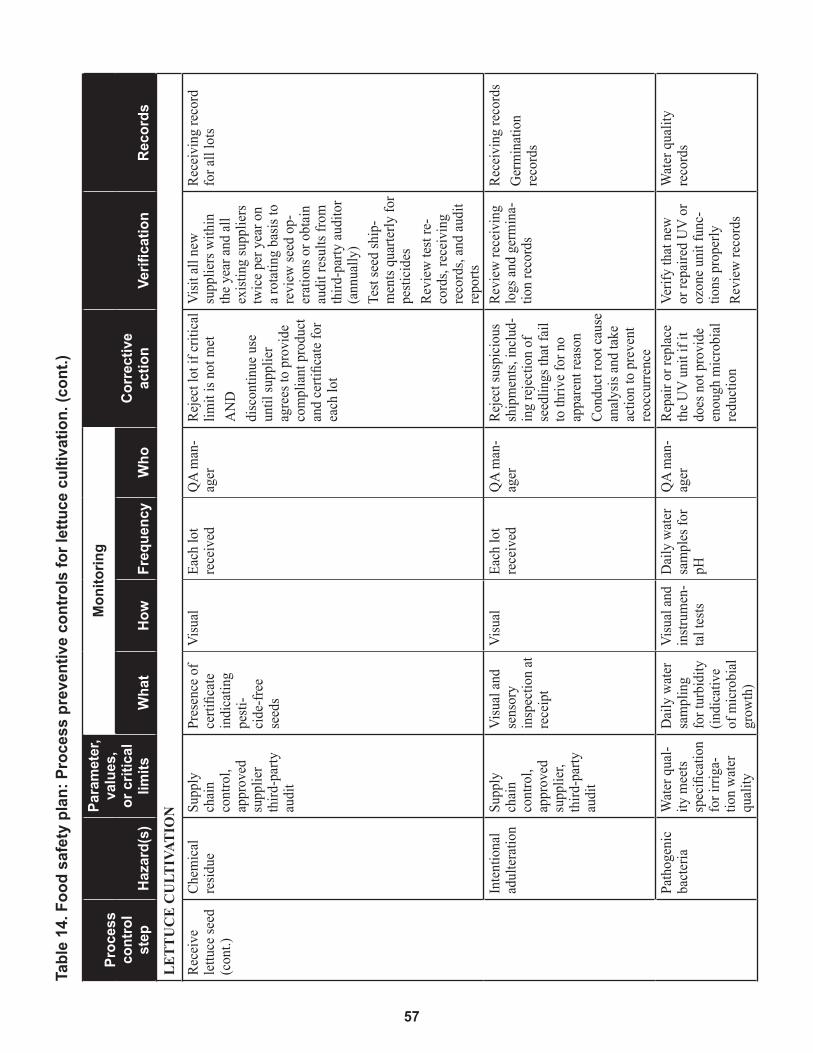
57
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
LETT
UC
E C
ULT
IVAT
ION
Rece
ive
lettu
ce se
ed
(con
t.)
Chem
ical
re
sidue
Supp
ly
chai
n co
ntro
l, ap
prov
ed
supp
lier
third
-par
ty
audi
t
Pres
ence
of
certi
ficat
e in
dica
ting
pesti
-ci
de-fr
ee
seed
s
Visu
alEa
ch lo
t re
ceiv
edQ
A m
an-
ager
Reje
ct lo
t if c
ritic
al
limit
is no
t met
AN
Ddi
scon
tinue
use
un
til su
pplie
r ag
rees
to p
rovi
de
com
plia
nt p
rodu
ct
and
certi
ficat
e fo
r ea
ch lo
t
Visit
all
new
su
pplie
rs w
ithin
th
e ye
ar a
nd a
ll ex
istin
g su
pplie
rs
twic
e pe
r yea
r on
a ro
tatin
g ba
sis to
re
view
seed
op-
erat
ions
or o
btai
n au
dit r
esul
ts fro
m
third
-par
ty a
udito
r (a
nnua
lly)
Test
seed
ship
-m
ents
quar
terly
for
pesti
cide
sRe
view
test
re-
cord
s, re
ceiv
ing
reco
rds,
and
audi
t re
ports
Rece
ivin
g re
cord
fo
r all
lots
Inte
ntio
nal
adul
tera
tion
Supp
ly
chai
n co
ntro
l, ap
prov
ed
supp
lier,
third
-par
ty
audi
t
Visu
al a
nd
sens
ory
insp
ectio
n at
re
ceip
t
Visu
alEa
ch lo
t re
ceiv
edQ
A m
an-
ager
Reje
ct su
spic
ious
sh
ipm
ents,
incl
ud-
ing
reje
ctio
n of
se
edlin
gs th
at fa
il to
thriv
e fo
r no
appa
rent
reas
onCo
nduc
t roo
t cau
se
anal
ysis
and
take
ac
tion
to p
reve
nt
reoc
curre
nce
Revi
ew re
ceiv
ing
logs
and
ger
min
a-tio
n re
cord
s
Rece
ivin
g re
cord
sG
erm
inat
ion
reco
rds
Path
ogen
ic
bact
eria
W
ater
qua
l-ity
mee
ts sp
ecifi
catio
n fo
r irri
ga-
tion
wat
er
qual
ity
Dai
ly w
ater
sa
mpl
ing
for t
urbi
dity
(in
dica
tive
of m
icro
bial
gr
owth
)
Visu
al a
nd
instr
umen
-ta
l tes
ts
Dai
ly w
ater
sa
mpl
es fo
r pH
QA
man
-ag
erRe
pair
or re
plac
e th
e U
V u
nit i
f it
does
not
pro
vide
en
ough
mic
robi
al
redu
ctio
n
Verif
y th
at n
ew
or re
paire
d U
V o
r oz
one
unit
func
-tio
ns p
rope
rlyRe
view
reco
rds
Wat
er q
ualit
y re
cord
s
Tabl
e 14
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r let
tuce
cul
tivat
ion.
(con
t.)
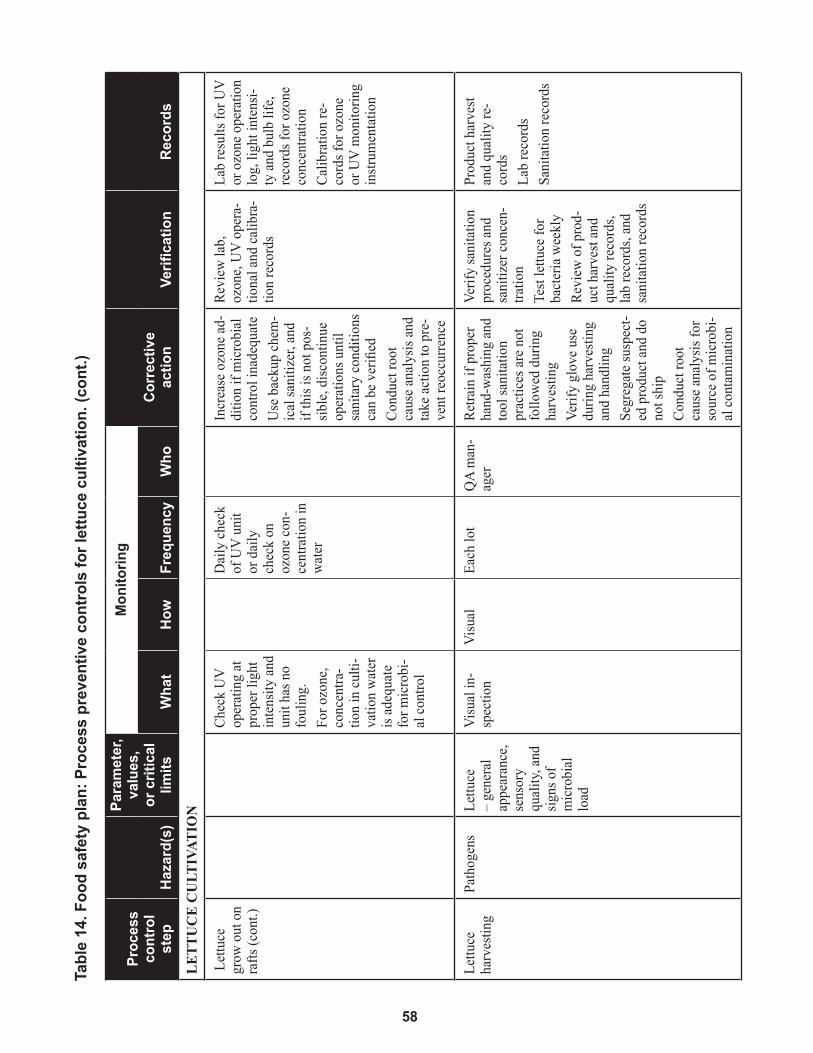
58
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
ncy
Who
LETT
UC
E C
ULT
IVAT
ION
Let
tuce
gr
ow o
ut o
n ra
fts (c
ont.)
Chec
k U
V
oper
atin
g at
pr
oper
ligh
t in
tens
ity a
nd
unit
has n
o fo
ulin
g.Fo
r ozo
ne,
conc
entra
-tio
n in
cul
ti-va
tion
wat
er
is ad
equa
te
for m
icro
bi-
al c
ontro
l
Dai
ly c
heck
of
UV
uni
t or
dai
ly
chec
k on
oz
one
con-
cent
ratio
n in
w
ater
Incr
ease
ozo
ne a
d-di
tion
if m
icro
bial
co
ntro
l ina
dequ
ate
Use
bac
kup
chem
-ic
al sa
nitiz
er, a
nd
if th
is is
not p
os-
sible
, disc
ontin
ue
oper
atio
ns u
ntil
sani
tary
con
ditio
ns
can
be v
erifi
edCo
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce
Revi
ew la
b,
ozon
e, U
V o
pera
-tio
nal a
nd c
alib
ra-
tion
reco
rds
Lab
resu
lts fo
r UV
or
ozo
ne o
pera
tion
log,
ligh
t int
ensi-
ty a
nd b
ulb
life,
re
cord
s for
ozo
ne
conc
entra
tion
Calib
ratio
n re
-co
rds f
or o
zone
or
UV
mon
itorin
g in
strum
enta
tion
Lettu
ce
harv
estin
gPa
thog
ens
Lettu
ce
– ge
nera
l ap
pear
ance
, se
nsor
y qu
ality
, and
sig
ns o
f m
icro
bial
lo
ad
Visu
al in
-sp
ectio
nVi
sual
Each
lot
QA
man
-ag
erRe
train
if p
rope
r ha
nd-w
ashi
ng a
nd
tool
sani
tatio
n pr
actic
es a
re n
ot
follo
wed
dur
ing
harv
estin
gVe
rify
glov
e us
e du
ring
harv
estin
g an
d ha
ndlin
gSe
greg
ate
susp
ect-
ed p
rodu
ct a
nd d
o no
t shi
pCo
nduc
t roo
t ca
use
anal
ysis
for
sour
ce o
f mic
robi
-al
con
tam
inat
ion
Verif
y sa
nita
tion
proc
edur
es a
nd
sani
tizer
con
cen-
tratio
nTe
st le
ttuce
for
bact
eria
wee
kly
Revi
ew o
f pro
d-uc
t har
vest
and
qual
ity re
cord
s, la
b re
cord
s, an
d sa
nita
tion
reco
rds
Prod
uct h
arve
st an
d qu
ality
re-
cord
sLa
b re
cord
sSa
nita
tion
reco
rds
Tabl
e 14
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r let
tuce
cul
tivat
ion.
(con
t.)
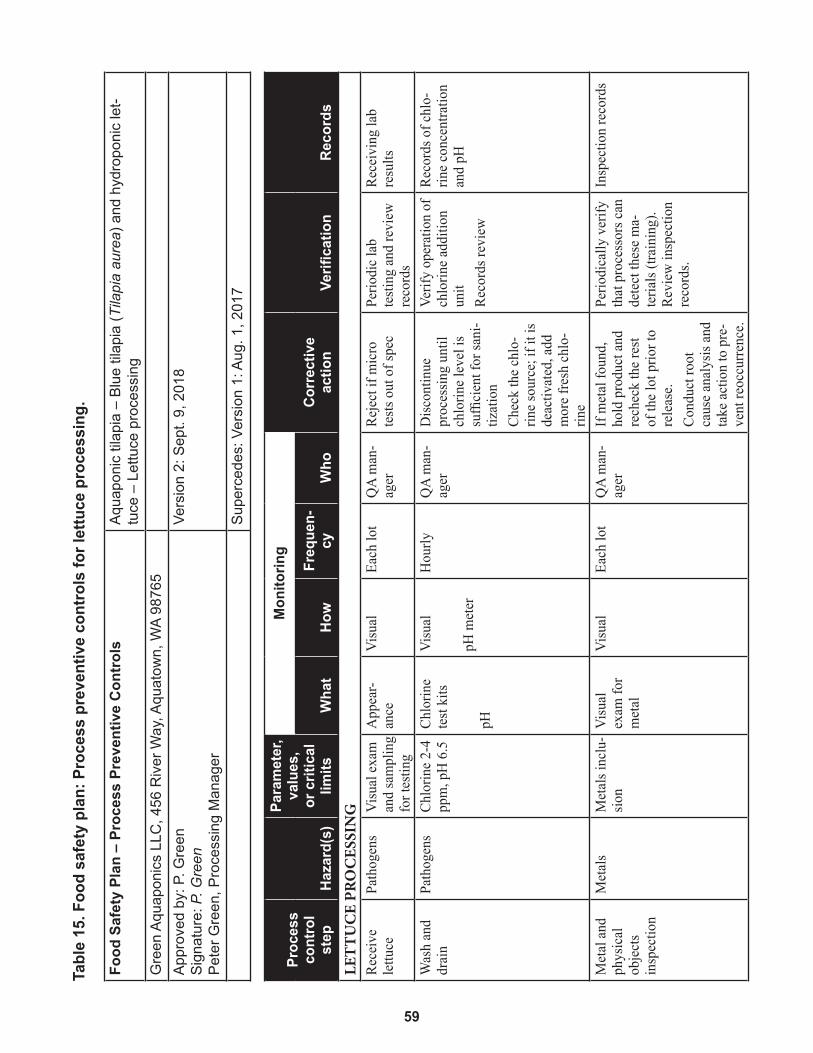
59
Tabl
e 15
. Foo
d sa
fety
pla
n: P
roce
ss p
reve
ntiv
e co
ntro
ls fo
r let
tuce
pro
cess
ing.
Food
Saf
ety
Plan
– P
roce
ss P
reve
ntiv
e C
ontr
ols
Aqu
apon
ic ti
lapi
a –
Blu
e til
apia
(Tila
pia
aure
a) a
nd h
ydro
poni
c le
t-tu
ce –
Let
tuce
pro
cess
ing
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
App
rove
d by
: P. G
reen
S
igna
ture
: P. G
reen
P
eter
Gre
en, P
roce
ssin
g M
anag
er
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
Proc
ess
cont
rol
step
Haz
ard(
s)
Para
met
er,
valu
es,
or c
ritic
al
limits
Mon
itorin
g
Cor
rect
ive
actio
nVe
rifica
tion
Rec
ords
Wha
tH
owFr
eque
n-cy
Who
LE
TTU
CE
PRO
CES
SIN
GRe
ceiv
e le
ttuce
Path
ogen
sVi
sual
exa
m
and
sam
plin
g fo
r tes
ting
App
ear-
ance
Visu
alEa
ch lo
tQ
A m
an-
ager
Reje
ct if
mic
ro
tests
out
of s
pec
Perio
dic
lab
testi
ng a
nd re
view
re
cord
s
Rece
ivin
g la
b re
sults
Was
h an
d dr
ain
Path
ogen
sCh
lorin
e 2-
4 pp
m, p
H 6
.5Ch
lorin
e te
st ki
ts
pH
Visu
al
pH m
eter
Hou
rlyQ
A m
an-
ager
Disc
ontin
ue
proc
essin
g un
til
chlo
rine
leve
l is
suffi
cien
t for
sani
-tiz
atio
nCh
eck
the
chlo
-rin
e so
urce
; if i
t is
deac
tivat
ed, a
dd
mor
e fre
sh c
hlo-
rine
Verif
y op
erat
ion
of
chlo
rine
addi
tion
unit
Reco
rds r
evie
w
Reco
rds o
f chl
o-rin
e co
ncen
tratio
n an
d pH
Met
al a
nd
phys
ical
ob
ject
s in
spec
tion
Met
als
Met
als i
nclu
-sio
nVi
sual
ex
am fo
r m
etal
Visu
alEa
ch lo
tQ
A m
an-
ager
If m
etal
foun
d,
hold
pro
duct
and
re
chec
k th
e re
st of
the
lot p
rior t
o re
leas
e.Co
nduc
t roo
t ca
use
anal
ysis
and
take
act
ion
to p
re-
vent
reoc
curre
nce.
Perio
dica
lly v
erify
th
at p
roce
ssor
s can
de
tect
thes
e m
a-te
rials
(trai
ning
). Re
view
insp
ectio
n re
cord
s.
Insp
ectio
n re
cord
s
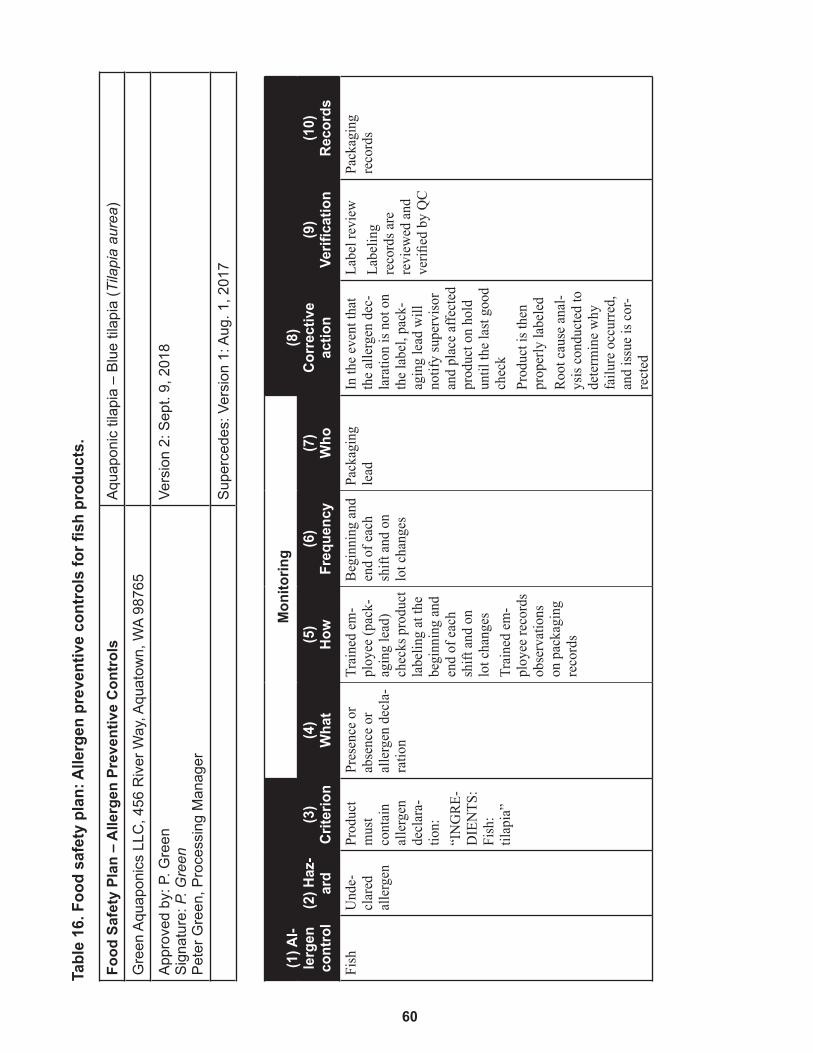
60
Tabl
e 16
. Foo
d sa
fety
pla
n: A
llerg
en p
reve
ntiv
e co
ntro
ls fo
r fish
pro
duct
s.
Food
Saf
ety
Plan
– A
llerg
en P
reve
ntiv
e C
ontr
ols
Aqu
apon
ic ti
lapi
a –
Blu
e til
apia
(Tila
pia
aure
a)
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, Aqu
atow
n, W
A 98
765
App
rove
d by
: P. G
reen
S
igna
ture
: P. G
reen
Pet
er G
reen
, Pro
cess
ing
Man
ager
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
(1) A
l-le
rgen
co
ntro
l(2
) Haz
-ar
d(3
) C
riter
ion
Mon
itorin
g(8
) C
orre
ctiv
e ac
tion
(9)
Verifi
catio
n(1
0)
Rec
ords
(4)
Wha
t(5
) H
ow(6
) Fr
eque
ncy
(7)
Who
Fi
shU
nde-
clar
ed
alle
rgen
Prod
uct
mus
t co
ntai
n al
lerg
en
decl
ara-
tion:
“IN
GRE
-D
IEN
TS:
Fish
: til
apia
”
Pres
ence
or
abse
nce
or
alle
rgen
dec
la-
ratio
n
Trai
ned
em-
ploy
ee (p
ack-
agin
g le
ad)
chec
ks p
rodu
ct
labe
ling
at th
e be
ginn
ing
and
end
of e
ach
shift
and
on
lot c
hang
esTr
aine
d em
-pl
oyee
reco
rds
obse
rvat
ions
on
pac
kagi
ng
reco
rds
Begi
nnin
g an
d en
d of
eac
h sh
ift a
nd o
n lo
t cha
nges
Pack
agin
g le
adIn
the
even
t tha
t th
e al
lerg
en d
ec-
lara
tion
is no
t on
the
labe
l, pa
ck-
agin
g le
ad w
ill
notif
y su
perv
isor
and
plac
e af
fect
ed
prod
uct o
n ho
ld
until
the
last
good
ch
eck
Prod
uct i
s the
n pr
oper
ly la
bele
dRo
ot c
ause
ana
l-ys
is co
nduc
ted
to
dete
rmin
e w
hy
failu
re o
ccur
red,
an
d iss
ue is
cor
-re
cted
Labe
l rev
iew
Labe
ling
reco
rds a
re
revi
ewed
and
ve
rified
by
QC
Pack
agin
g re
cord
s
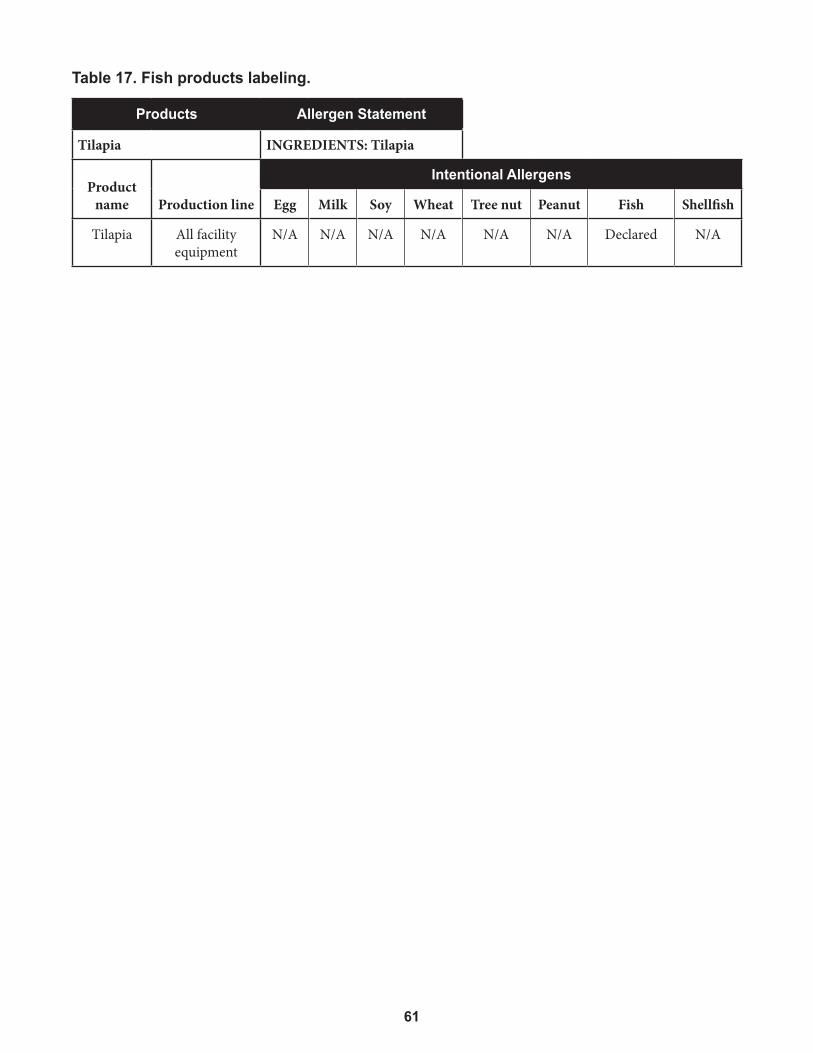
61
Table 17. Fish products labeling.
Products Allergen Statement
Tilapia INGREDIENTS: Tilapia
Product name Production line
Intentional Allergens
Egg Milk Soy Wheat Tree nut Peanut Fish Shellfish
Tilapia All facility equipment
N/A N/A N/A N/A N/A N/A Declared N/A
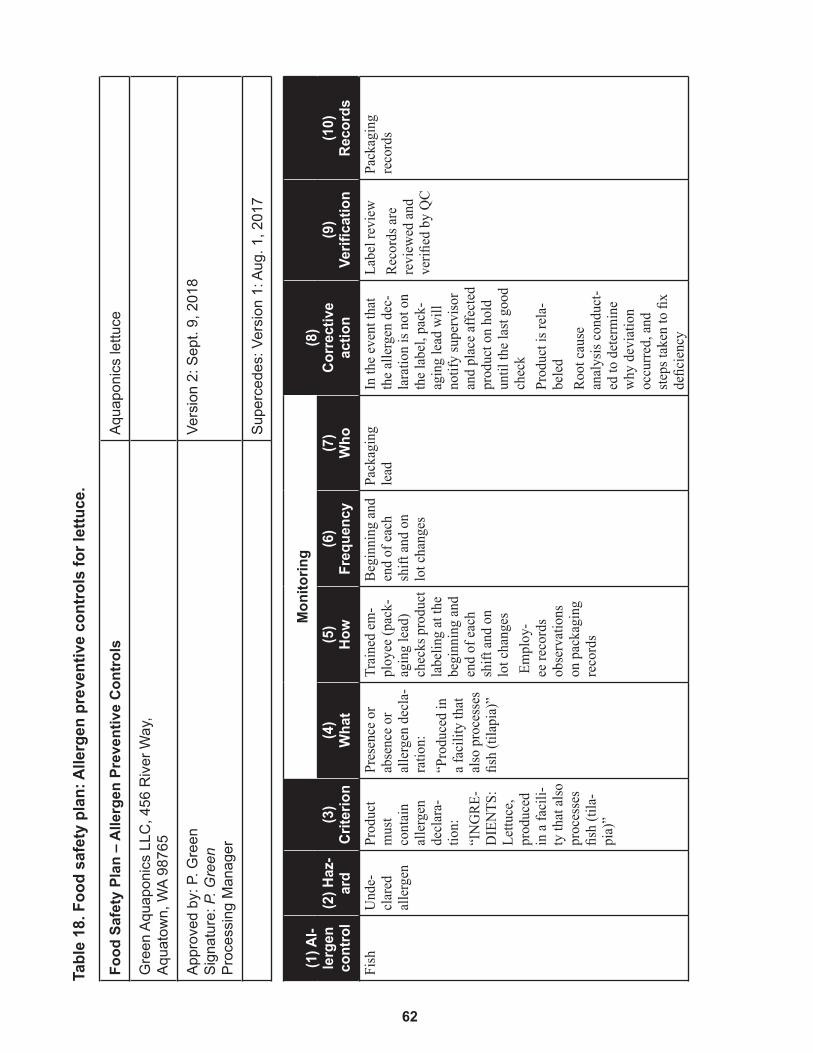
62
Tabl
e 18
. Foo
d sa
fety
pla
n: A
llerg
en p
reve
ntiv
e co
ntro
ls fo
r let
tuce
.
Food
Saf
ety
Plan
– A
llerg
en P
reve
ntiv
e C
ontr
ols
Aqu
apon
ics
lettu
ce
Gre
en A
quap
onic
s LL
C, 4
56 R
iver
Way
, A
quat
own,
WA
9876
5
App
rove
d by
: P. G
reen
Sig
natu
re: P
. Gre
en
Pro
cess
ing
Man
ager
Vers
ion
2: S
ept.
9, 2
018
Sup
erce
des:
Ver
sion
1: A
ug. 1
, 201
7
(1) A
l-le
rgen
co
ntro
l(2
) Haz
-ar
d(3
) C
riter
ion
Mon
itorin
g(8
) C
orre
ctiv
e ac
tion
(9)
Verifi
catio
n(1
0)
Rec
ords
(4)
Wha
t(5
) H
ow(6
) Fr
eque
ncy
(7)
Who
Fi
shU
nde-
clar
ed
alle
rgen
Prod
uct
mus
t co
ntai
n al
lerg
en
decl
ara-
tion:
“I
NG
RE-
DIE
NTS
: Le
ttuce
, pr
oduc
ed
in a
faci
li-ty
that
also
pr
oces
ses
fish
(tila
-pi
a)”
Pres
ence
or
abse
nce
or
alle
rgen
dec
la-
ratio
n:
“Pro
duce
d in
a
faci
lity
that
al
so p
roce
sses
fis
h (ti
lapi
a)”
Trai
ned
em-
ploy
ee (p
ack-
agin
g le
ad)
chec
ks p
rodu
ct
labe
ling
at th
e be
ginn
ing
and
end
of e
ach
shift
and
on
lot c
hang
es E
mpl
oy-
ee re
cord
s ob
serv
atio
ns
on p
acka
ging
re
cord
s
Begi
nnin
g an
d en
d of
eac
h sh
ift a
nd o
n lo
t cha
nges
Pack
agin
g le
adIn
the
even
t tha
t th
e al
lerg
en d
ec-
lara
tion
is no
t on
the
labe
l, pa
ck-
agin
g le
ad w
ill
notif
y su
perv
isor
and
plac
e af
fect
ed
prod
uct o
n ho
ld
until
the
last
good
ch
eck
Prod
uct i
s rel
a-be
led
Root
cau
se
anal
ysis
cond
uct-
ed to
det
erm
ine
why
dev
iatio
n oc
curre
d, a
nd
steps
take
n to
fix
defic
ienc
y
Labe
l rev
iew
Reco
rds a
re
revi
ewed
and
ve
rified
by
QC
Pack
agin
g re
cord
s
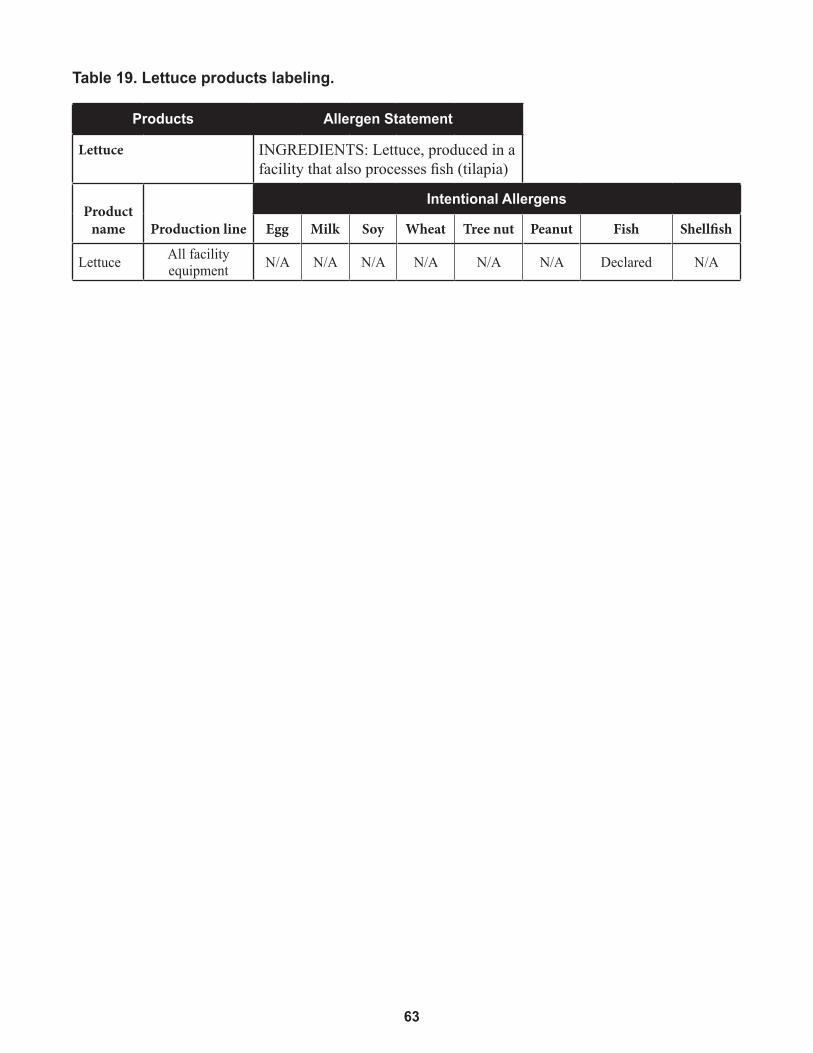
63
Table 19. Lettuce products labeling.
Products Allergen Statement
Lettuce INGREDIENTS: Lettuce, produced in a facility that also processes fish (tilapia)
Product name Production line
Intentional Allergens
Egg Milk Soy Wheat Tree nut Peanut Fish Shellfish
Lettuce All facility equipment N/A N/A N/A N/A N/A N/A Declared N/A

64
Tabl
e 20
. San
itatio
n pr
even
tive
cont
rol:
Faci
lity
sani
tatio
n m
onito
ring
mas
ter l
ist.
Equi
pmen
tPr
oces
s m
onito
rSO
P/fo
rmM
onito
ring
freq
uenc
yA
ctio
n lim
itC
orre
ctio
nR
ecor
ds/
loca
tion
Pers
on re
-sp
onsi
ble
Mon
itor-
ing
reco
rd
revi
ewPe
rson
re-
spon
sibl
e
Prod
uct c
on-
tact
surfa
ces
Visu
al in
-sp
ectio
nD
aily
pre
-op
insp
ectio
n lo
gD
aily
Visib
le so
ilRe
clea
n an
d re
sani
tize
un-
til v
isibl
e so
il is
rem
oved
QC
offic
eD
epar
tmen
t m
anag
erD
aily
pre
-op
insp
ectio
n lo
gQ
C m
anag
er
Non
prod
uct
cont
act s
ur-
face
s
Visu
al in
-sp
ectio
nM
aste
r san
i-ta
tion
sche
d-ul
e
As d
eter
-m
ined
on
sche
dule
As d
eter
-m
ined
on
sche
dule
Recl
ean
and
resa
nitiz
e un
til v
isual
ly
clea
n
QC
offic
ePr
oduc
tion
empl
oyee
sM
aste
r san
i-ta
tion
sche
d-ul
e
QC
or d
epar
t-m
ent m
an-
ager
Tabl
e 21
. San
itatio
n pr
even
tive
cont
rols
: Fac
ility
san
itatio
n ve
rifica
tion
activ
ities
.
Equi
pmen
t/re
cord
Verifi
catio
n ac
tivity
SOP/
form
Freq
uenc
yA
ctio
n lim
itPe
rson
re-
spon
sibl
eC
orre
ctiv
e ac
tion
Impl
emen
tPe
rson
re-
spon
sibl
eR
ecor
ds/
loca
tion
Prod
uct c
on-
tact
surfa
ces
Ade
nosin
e tri
phos
phat
e (A
TP) s
wab
-bi
ng
SSO
P AT
P sw
abs
Dai
ly0-
10RL
U:
Pass
11-3
0 RL
U:
Caut
ion
31 R
LU <
: Fa
ilCh
eck
the
kit
man
ufac
ture
r m
anua
ls fo
r in
struc
tion
and
actio
n lim
its
Prod
uctio
n em
ploy
eeRe
clea
n an
d re
sani
tize
un-
til A
TP re
sults
m
eet a
ctio
n lim
it
N/A
QC
man
ager
QC
offic
e
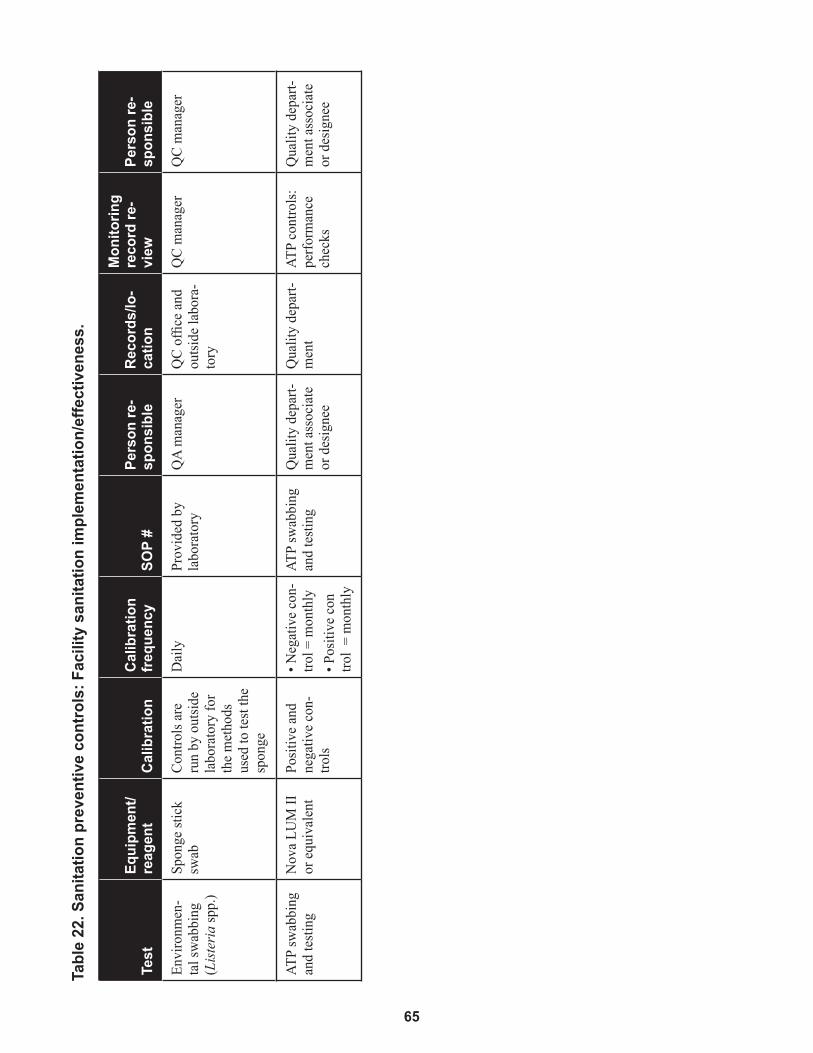
65
Tabl
e 22
. San
itatio
n pr
even
tive
cont
rols
: Fac
ility
san
itatio
n im
plem
enta
tion/
effe
ctiv
enes
s.
Test
Equi
pmen
t/ re
agen
tC
alib
ratio
nC
alib
ratio
n fr
eque
ncy
SOP
#Pe
rson
re-
spon
sibl
eR
ecor
ds/lo
-ca
tion
Mon
itorin
g re
cord
re-
view
Pers
on re
-sp
onsi
ble
Envi
ronm
en-
tal s
wab
bing
(L
ister
ia sp
p.)
Spon
ge st
ick
swab
Cont
rols
are
run
by o
utsid
e la
bora
tory
for
the
met
hods
us
ed to
test
the
spon
ge
Dai
lyPr
ovid
ed b
y la
bora
tory
QA
man
ager
QC
offic
e an
d ou
tside
labo
ra-
tory
QC
man
ager
QC
man
ager
ATP
swab
bing
an
d te
sting
Nov
a LU
M II
or
equ
ival
ent
Posit
ive
and
nega
tive
con-
trols
• Neg
ativ
e co
n-tro
l = m
onth
ly• P
ositi
ve c
on
trol
= m
onth
ly
ATP
swab
bing
an
d te
sting
Qua
lity
depa
rt-m
ent a
ssoc
iate
or
des
igne
e
Qua
lity
depa
rt-m
ent
ATP
cont
rols:
pe
rform
ance
ch
ecks
Qua
lity
depa
rt-m
ent a
ssoc
iate
or
des
igne
e
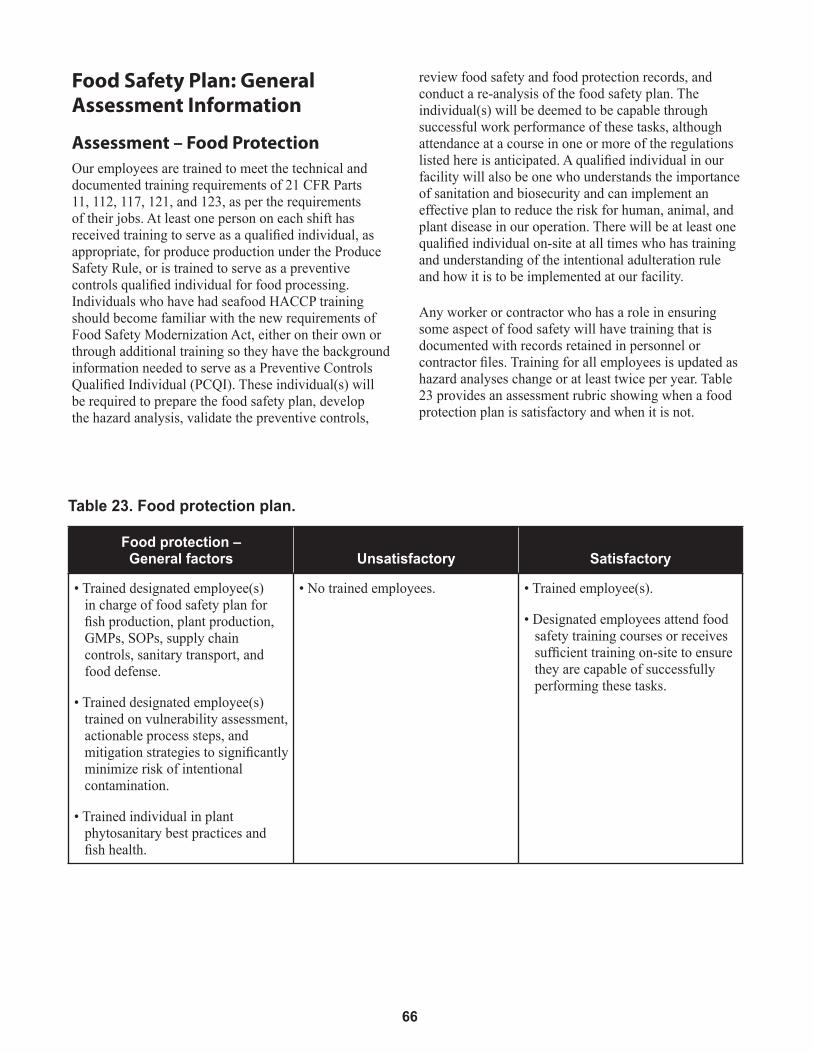
66
Table 23. Food protection plan.
Food protection – General factors Unsatisfactory Satisfactory
• Trained designated employee(s) in charge of food safety plan for fish production, plant production, GMPs, SOPs, supply chain controls, sanitary transport, and food defense.
• Trained designated employee(s) trained on vulnerability assessment, actionable process steps, and mitigation strategies to significantly minimize risk of intentional contamination.
• Trained individual in plant phytosanitary best practices and fish health.
• No trained employees. • Trained employee(s).
• Designated employees attend food safety training courses or receives sufficient training on-site to ensure they are capable of successfully performing these tasks.
Food Safety Plan: General Assessment Information
Assessment – Food Protection Our employees are trained to meet the technical and documented training requirements of 21 CFR Parts 11, 112, 117, 121, and 123, as per the requirements of their jobs. At least one person on each shift has received training to serve as a qualified individual, as appropriate, for produce production under the Produce Safety Rule, or is trained to serve as a preventive controls qualified individual for food processing. Individuals who have had seafood HACCP training should become familiar with the new requirements of Food Safety Modernization Act, either on their own or through additional training so they have the background information needed to serve as a Preventive Controls Qualified Individual (PCQI). These individual(s) will be required to prepare the food safety plan, develop the hazard analysis, validate the preventive controls,
review food safety and food protection records, and conduct a re-analysis of the food safety plan. The individual(s) will be deemed to be capable through successful work performance of these tasks, although attendance at a course in one or more of the regulations listed here is anticipated. A qualified individual in our facility will also be one who understands the importance of sanitation and biosecurity and can implement an effective plan to reduce the risk for human, animal, and plant disease in our operation. There will be at least one qualified individual on-site at all times who has training and understanding of the intentional adulteration rule and how it is to be implemented at our facility.
Any worker or contractor who has a role in ensuring some aspect of food safety will have training that is documented with records retained in personnel or contractor files. Training for all employees is updated as hazard analyses change or at least twice per year. Table 23 provides an assessment rubric showing when a food protection plan is satisfactory and when it is not.
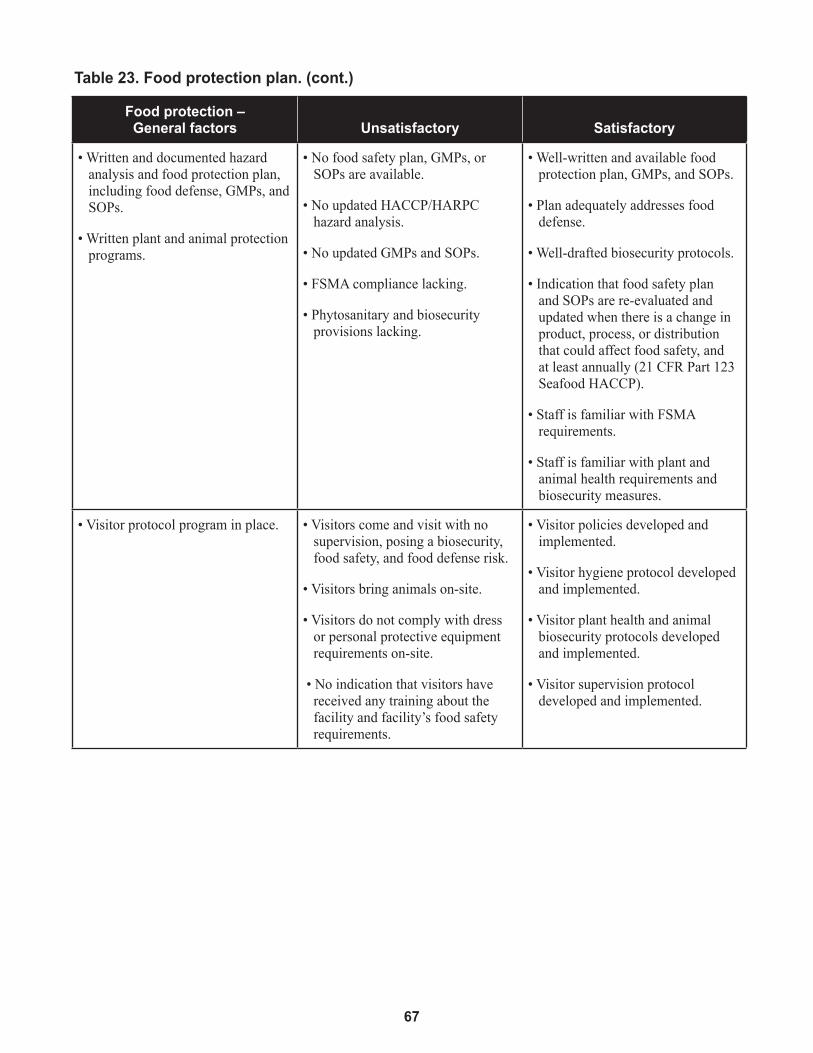
67
Food protection – General factors Unsatisfactory Satisfactory
• Written and documented hazard analysis and food protection plan, including food defense, GMPs, and SOPs.
• Written plant and animal protection programs.
• No food safety plan, GMPs, or SOPs are available.
• No updated HACCP/HARPC hazard analysis.
• No updated GMPs and SOPs.
• FSMA compliance lacking.
• Phytosanitary and biosecurity provisions lacking.
• Well-written and available food protection plan, GMPs, and SOPs.
• Plan adequately addresses food defense.
• Well-drafted biosecurity protocols.
• Indication that food safety plan and SOPs are re-evaluated and updated when there is a change in product, process, or distribution that could affect food safety, and at least annually (21 CFR Part 123 Seafood HACCP).
• Staff is familiar with FSMA requirements.
• Staff is familiar with plant and animal health requirements and biosecurity measures.
• Visitor protocol program in place. • Visitors come and visit with no supervision, posing a biosecurity, food safety, and food defense risk.
• Visitors bring animals on-site.
• Visitors do not comply with dress or personal protective equipment requirements on-site.
• No indication that visitors have received any training about the facility and facility’s food safety requirements.
• Visitor policies developed and implemented.
• Visitor hygiene protocol developed and implemented.
• Visitor plant health and animal biosecurity protocols developed and implemented.
• Visitor supervision protocol developed and implemented.
Table 23. Food protection plan. (cont.)

68
Food protection – General factors Unsatisfactory Satisfactory
• Written pest control program.
• Written domestic animal policies.
• Pests (insects, rodents, birds) have access to production, processing, and material storage areas.
• Animal waste near production or processing areas; improper waste management could attract pests.
• Improper feed storage; feed not isolated and protected, giving pests access to food and transmission of pathogens (viruses, Salmonella spp., E. coli, etc.).
• Third-party pest control with regu-lar checking.
• Proper feed storage.
• Feed kept in designated storage room, isolated from other dry goods and packaging.
• Warm-blooded animals kept out of facility.
• Any domestic animals are away from production and processing areas, preferably at the edge of property (for guard animals).
• Employees trained about possible sources of cross-contamination when moving between fish pro-duction site and lettuce production unit.
• Required use of boot sanitation stations outside the fish production and processing sites and the lettuce production and processing units.
• Proper maintenance of boot sanita-tions stations and footwear, includ-ing footwear storage; dedicated footwear for use at the facility.
• Hand-sanitizer units outside fish and lettuce production areas and outside processing areas.
• Properly constructed and main-tained restrooms.
• Regular grass and brush removal on-site to decrease the number of pests in the environment, including birds, and rodents.
• Removal of standing water (in-sects).
• Garbage removed from site at least weekly. Garbage receptacles are covered and the area around them kept clean.
• Fish processing waste is covered and refrigerated until disposed of.
Table 23. Food protection plan. (cont.)
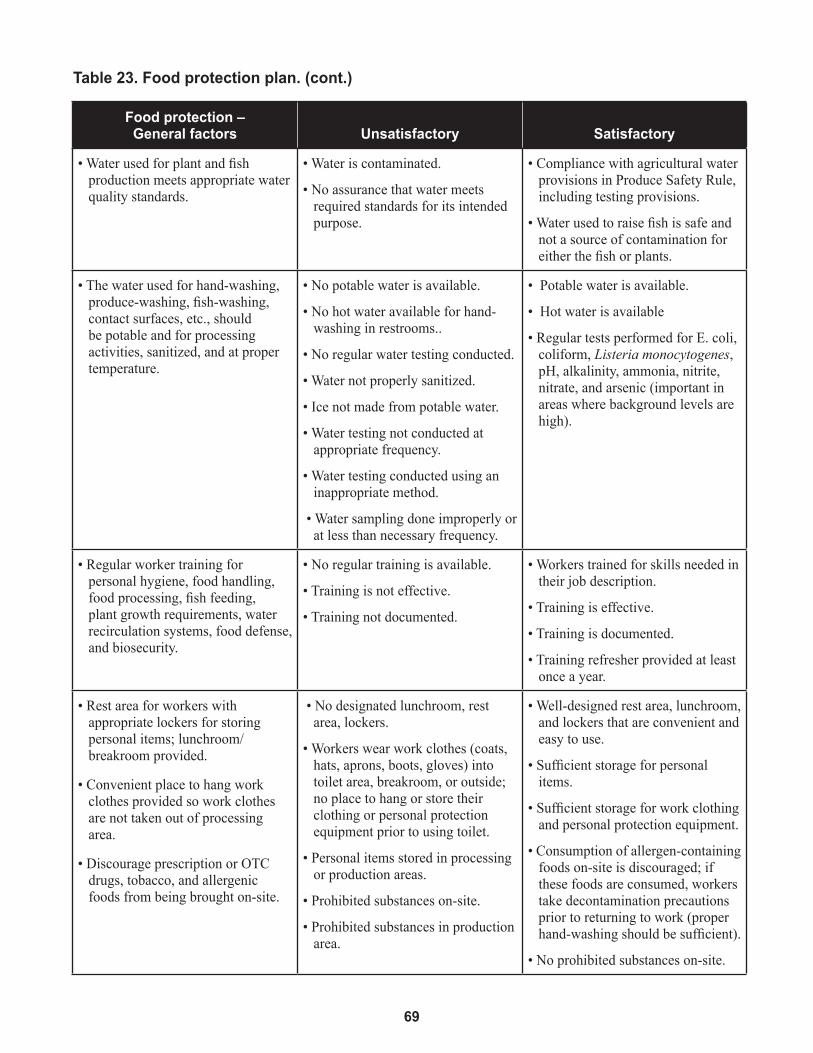
69
Food protection – General factors Unsatisfactory Satisfactory
• Water used for plant and fish production meets appropriate water quality standards.
• Water is contaminated.
• No assurance that water meets required standards for its intended purpose.
• Compliance with agricultural water provisions in Produce Safety Rule, including testing provisions.
• Water used to raise fish is safe and not a source of contamination for either the fish or plants.
• The water used for hand-washing, produce-washing, fish-washing, contact surfaces, etc., should be potable and for processing activities, sanitized, and at proper temperature.
• No potable water is available.
• No hot water available for hand-washing in restrooms..
• No regular water testing conducted.
• Water not properly sanitized.
• Ice not made from potable water.
• Water testing not conducted at appropriate frequency.
• Water testing conducted using an inappropriate method.
• Water sampling done improperly or at less than necessary frequency.
• Potable water is available.
• Hot water is available
• Regular tests performed for E. coli, coliform, Listeria monocytogenes, pH, alkalinity, ammonia, nitrite, nitrate, and arsenic (important in areas where background levels are high).
• Regular worker training for personal hygiene, food handling, food processing, fish feeding, plant growth requirements, water recirculation systems, food defense, and biosecurity.
• No regular training is available.
• Training is not effective.
• Training not documented.
• Workers trained for skills needed in their job description.
• Training is effective.
• Training is documented.
• Training refresher provided at least once a year.
• Rest area for workers with appropriate lockers for storing personal items; lunchroom/breakroom provided.
• Convenient place to hang work clothes provided so work clothes are not taken out of processing area.
• Discourage prescription or OTC drugs, tobacco, and allergenic foods from being brought on-site.
• No designated lunchroom, rest area, lockers.
• Workers wear work clothes (coats, hats, aprons, boots, gloves) into toilet area, breakroom, or outside; no place to hang or store their clothing or personal protection equipment prior to using toilet.
• Personal items stored in processing or production areas.
• Prohibited substances on-site.
• Prohibited substances in production area.
• Well-designed rest area, lunchroom, and lockers that are convenient and easy to use.
• Sufficient storage for personal items.
• Sufficient storage for work clothing and personal protection equipment.
• Consumption of allergen-containing foods on-site is discouraged; if these foods are consumed, workers take decontamination precautions prior to returning to work (proper hand-washing should be sufficient).
• No prohibited substances on-site.
Table 23. Food protection plan. (cont.)
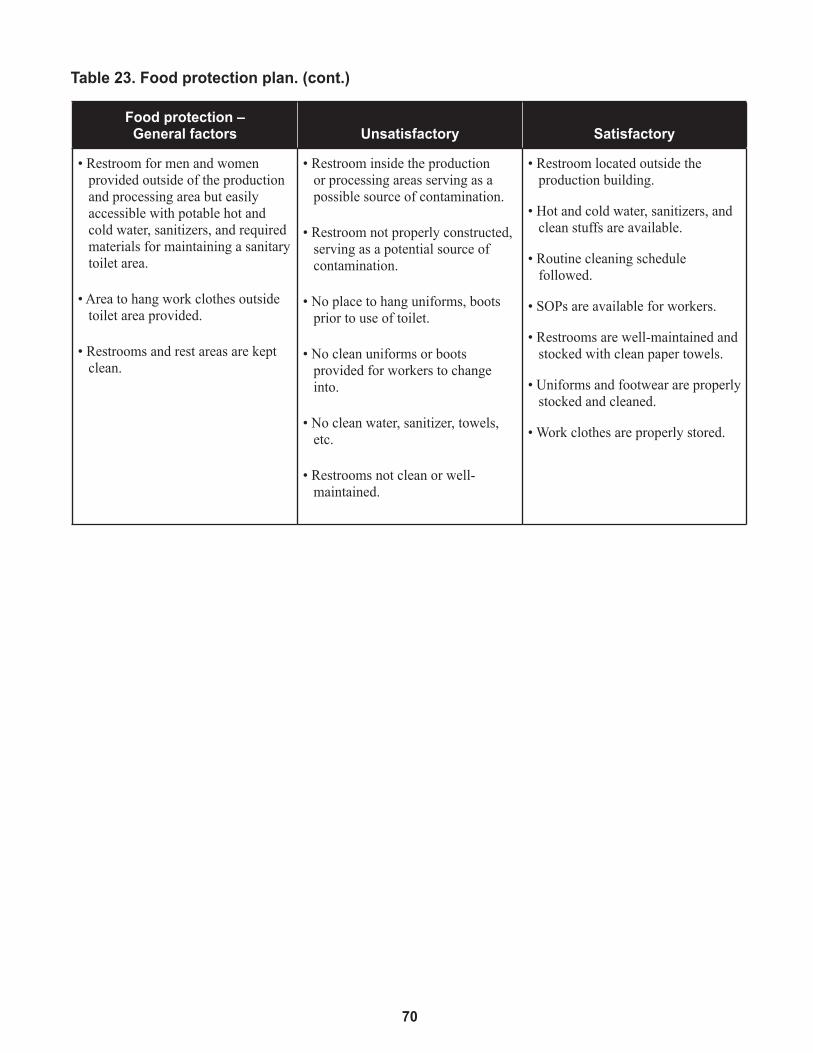
70
Food protection – General factors Unsatisfactory Satisfactory
• Restroom for men and women provided outside of the production and processing area but easily accessible with potable hot and cold water, sanitizers, and required materials for maintaining a sanitary toilet area.
• Area to hang work clothes outside toilet area provided.
• Restrooms and rest areas are kept clean.
• Restroom inside the production or processing areas serving as a possible source of contamination.
• Restroom not properly constructed, serving as a potential source of contamination.
• No place to hang uniforms, boots prior to use of toilet.
• No clean uniforms or boots provided for workers to change into.
• No clean water, sanitizer, towels, etc.
• Restrooms not clean or well-maintained.
• Restroom located outside the production building.
• Hot and cold water, sanitizers, and clean stuffs are available.
• Routine cleaning schedule followed.
• SOPs are available for workers.
• Restrooms are well-maintained and stocked with clean paper towels.
• Uniforms and footwear are properly stocked and cleaned.
• Work clothes are properly stored.
Table 23. Food protection plan. (cont.)
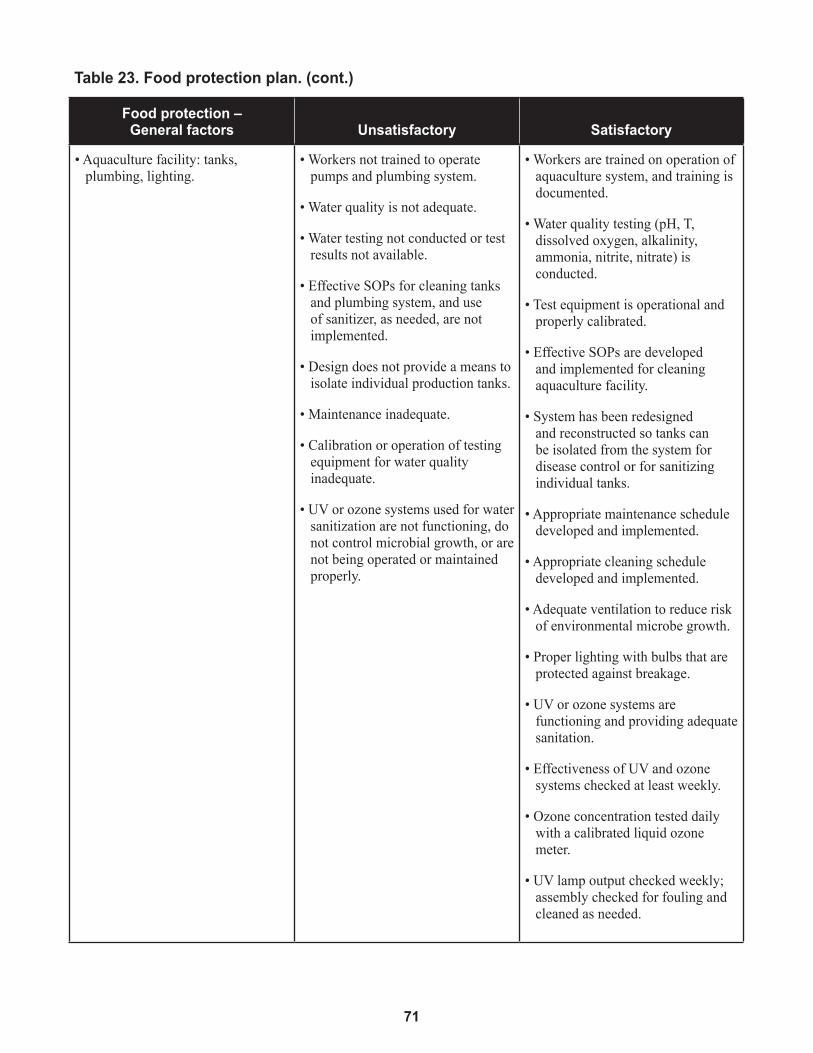
71
Food protection – General factors Unsatisfactory Satisfactory
• Aquaculture facility: tanks, plumbing, lighting.
• Workers not trained to operate pumps and plumbing system.
• Water quality is not adequate.
• Water testing not conducted or test results not available.
• Effective SOPs for cleaning tanks and plumbing system, and use of sanitizer, as needed, are not implemented.
• Design does not provide a means to isolate individual production tanks.
• Maintenance inadequate.
• Calibration or operation of testing equipment for water quality inadequate.
• UV or ozone systems used for water sanitization are not functioning, do not control microbial growth, or are not being operated or maintained properly.
• Workers are trained on operation of aquaculture system, and training is documented.
• Water quality testing (pH, T, dissolved oxygen, alkalinity, ammonia, nitrite, nitrate) is conducted.
• Test equipment is operational and properly calibrated.
• Effective SOPs are developed and implemented for cleaning aquaculture facility.
• System has been redesigned and reconstructed so tanks can be isolated from the system for disease control or for sanitizing individual tanks.
• Appropriate maintenance schedule developed and implemented.
• Appropriate cleaning schedule developed and implemented.
• Adequate ventilation to reduce risk of environmental microbe growth.
• Proper lighting with bulbs that are protected against breakage.
• UV or ozone systems are functioning and providing adequate sanitation.
• Effectiveness of UV and ozone systems checked at least weekly.
• Ozone concentration tested daily with a calibrated liquid ozone meter.
• UV lamp output checked weekly; assembly checked for fouling and cleaned as needed.
Table 23. Food protection plan. (cont.)
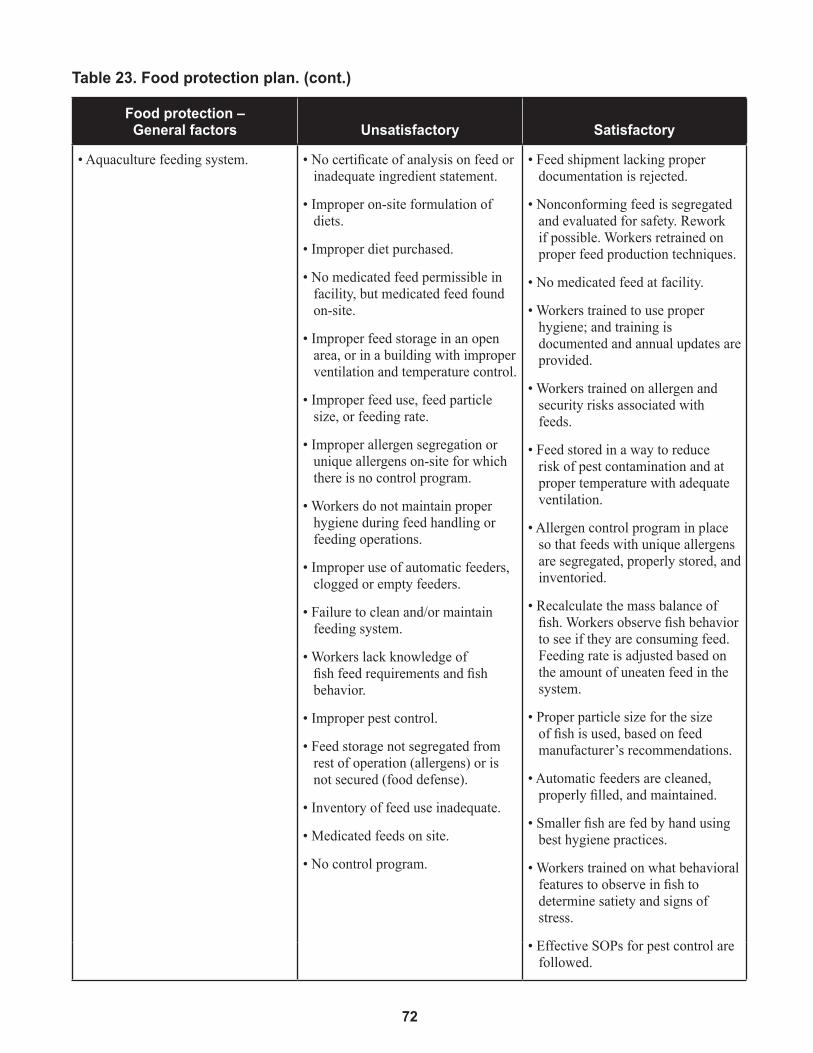
72
Food protection – General factors Unsatisfactory Satisfactory
• Aquaculture feeding system. • No certificate of analysis on feed or inadequate ingredient statement.
• Improper on-site formulation of diets.
• Improper diet purchased.
• No medicated feed permissible in facility, but medicated feed found on-site.
• Improper feed storage in an open area, or in a building with improper ventilation and temperature control.
• Improper feed use, feed particle size, or feeding rate.
• Improper allergen segregation or unique allergens on-site for which there is no control program.
• Workers do not maintain proper hygiene during feed handling or feeding operations.
• Improper use of automatic feeders, clogged or empty feeders.
• Failure to clean and/or maintain feeding system.
• Workers lack knowledge of fish feed requirements and fish behavior.
• Improper pest control.
• Feed storage not segregated from rest of operation (allergens) or is not secured (food defense).
• Inventory of feed use inadequate.
• Medicated feeds on site.
• No control program.
• Feed shipment lacking proper documentation is rejected.
• Nonconforming feed is segregated and evaluated for safety. Rework if possible. Workers retrained on proper feed production techniques.
• No medicated feed at facility.
• Workers trained to use proper hygiene; and training is documented and annual updates are provided.
• Workers trained on allergen and security risks associated with feeds.
• Feed stored in a way to reduce risk of pest contamination and at proper temperature with adequate ventilation.
• Allergen control program in place so that feeds with unique allergens are segregated, properly stored, and inventoried.
• Recalculate the mass balance of fish. Workers observe fish behavior to see if they are consuming feed. Feeding rate is adjusted based on the amount of uneaten feed in the system.
• Proper particle size for the size of fish is used, based on feed manufacturer’s recommendations.
• Automatic feeders are cleaned, properly filled, and maintained.
• Smaller fish are fed by hand using best hygiene practices.
• Workers trained on what behavioral features to observe in fish to determine satiety and signs of stress.
• Effective SOPs for pest control are followed.
Table 23. Food protection plan. (cont.)
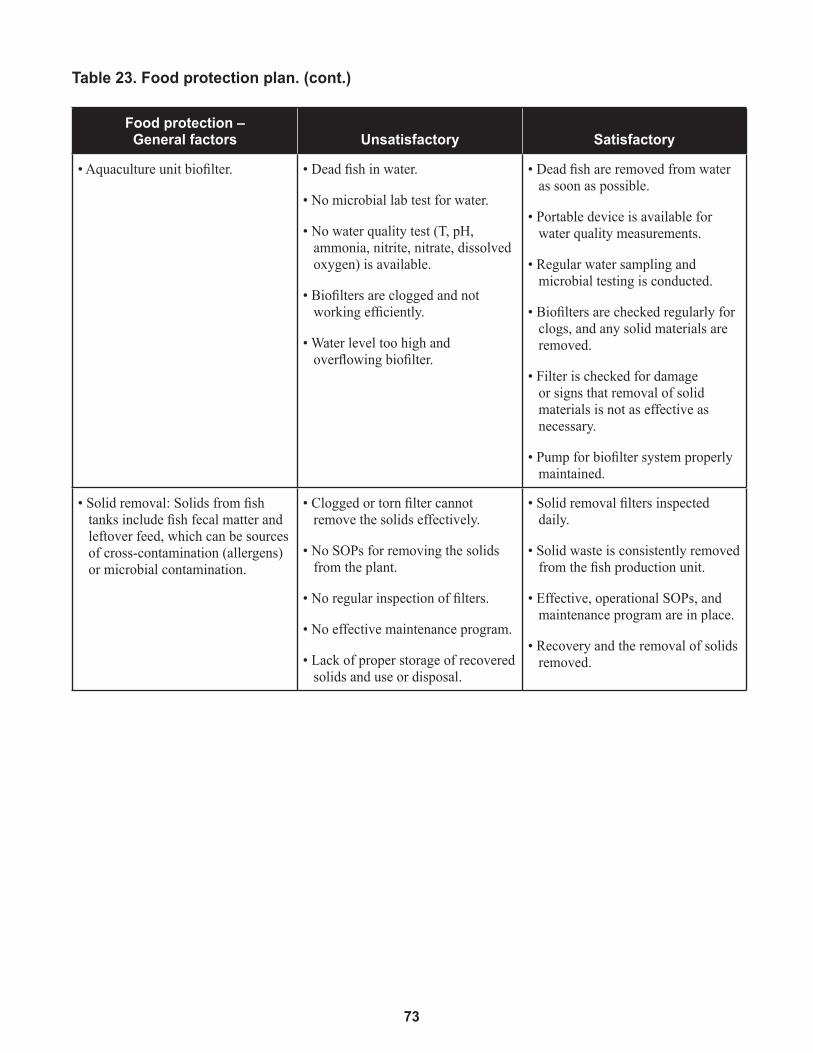
73
Food protection – General factors Unsatisfactory Satisfactory
• Aquaculture feeding system. • No certificate of analysis on feed or inadequate ingredient statement.
• Improper on-site formulation of diets.
• Improper diet purchased.
• No medicated feed permissible in facility, but medicated feed found on-site.
• Improper feed storage in an open area, or in a building with improper ventilation and temperature control.
• Improper feed use, feed particle size, or feeding rate.
• Improper allergen segregation or unique allergens on-site for which there is no control program.
• Workers do not maintain proper hygiene during feed handling or feeding operations.
• Improper use of automatic feeders, clogged or empty feeders.
• Failure to clean and/or maintain feeding system.
• Workers lack knowledge of fish feed requirements and fish behavior.
• Improper pest control.
• Feed storage not segregated from rest of operation (allergens) or is not secured (food defense).
• Inventory of feed use inadequate.
• Medicated feeds on site.
• No control program.
• Feed shipment lacking proper documentation is rejected.
• Nonconforming feed is segregated and evaluated for safety. Rework if possible. Workers retrained on proper feed production techniques.
• No medicated feed at facility.
• Workers trained to use proper hygiene; and training is documented and annual updates are provided.
• Workers trained on allergen and security risks associated with feeds.
• Feed stored in a way to reduce risk of pest contamination and at proper temperature with adequate ventilation.
• Allergen control program in place so that feeds with unique allergens are segregated, properly stored, and inventoried.
• Recalculate the mass balance of fish. Workers observe fish behavior to see if they are consuming feed. Feeding rate is adjusted based on the amount of uneaten feed in the system.
• Proper particle size for the size of fish is used, based on feed manufacturer’s recommendations.
• Automatic feeders are cleaned, properly filled, and maintained.
• Smaller fish are fed by hand using best hygiene practices.
• Workers trained on what behavioral features to observe in fish to determine satiety and signs of stress.
• Effective SOPs for pest control are followed.
Food protection – General factors Unsatisfactory Satisfactory
• Aquaculture unit biofilter. • Dead fish in water.
• No microbial lab test for water.
• No water quality test (T, pH, ammonia, nitrite, nitrate, dissolved oxygen) is available.
• Biofilters are clogged and not working efficiently.
• Water level too high and overflowing biofilter.
• Dead fish are removed from water as soon as possible.
• Portable device is available for water quality measurements.
• Regular water sampling and microbial testing is conducted.
• Biofilters are checked regularly for clogs, and any solid materials are removed.
• Filter is checked for damage or signs that removal of solid materials is not as effective as necessary.
• Pump for biofilter system properly maintained.
• Solid removal: Solids from fish tanks include fish fecal matter and leftover feed, which can be sources of cross-contamination (allergens) or microbial contamination.
• Clogged or torn filter cannot remove the solids effectively.
• No SOPs for removing the solids from the plant.
• No regular inspection of filters.
• No effective maintenance program.
• Lack of proper storage of recovered solids and use or disposal.
• Solid removal filters inspected daily.
• Solid waste is consistently removed from the fish production unit.
• Effective, operational SOPs, and maintenance program are in place.
• Recovery and the removal of solids removed.
Table 23. Food protection plan. (cont.)
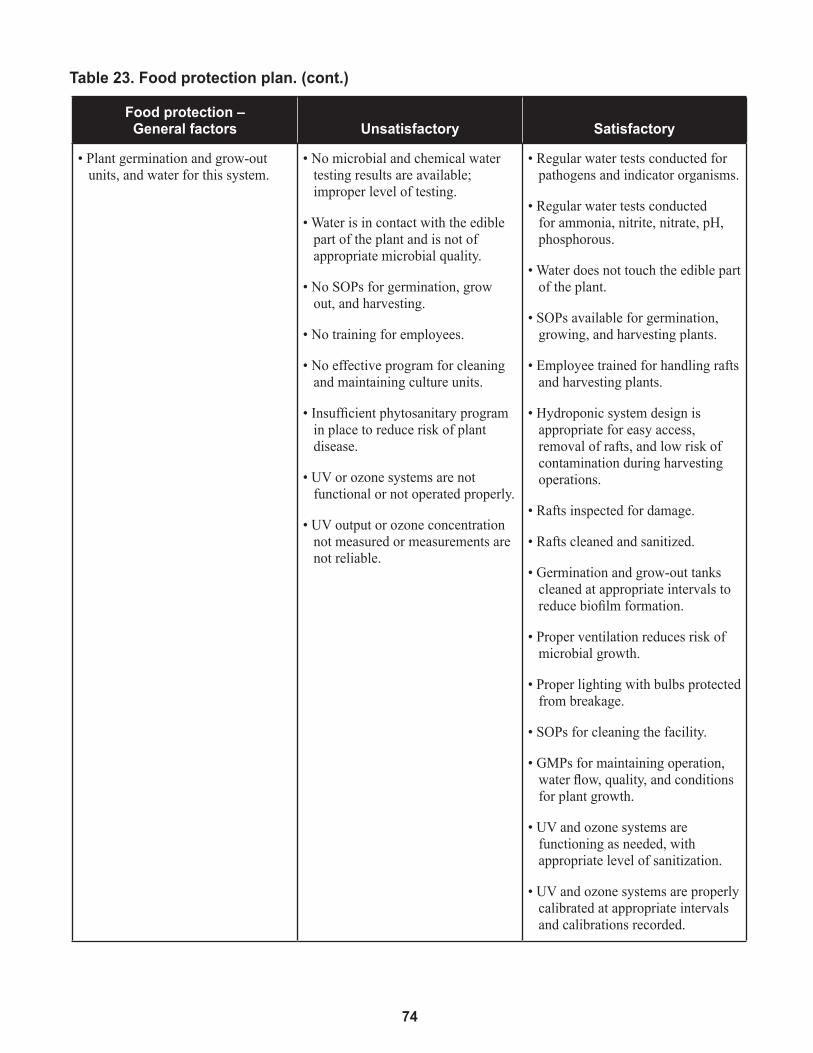
74
Food protection – General factors Unsatisfactory Satisfactory
• Plant germination and grow-out units, and water for this system.
• No microbial and chemical water testing results are available; improper level of testing.
• Water is in contact with the edible part of the plant and is not of appropriate microbial quality.
• No SOPs for germination, grow out, and harvesting.
• No training for employees.
• No effective program for cleaning and maintaining culture units.
• Insufficient phytosanitary program in place to reduce risk of plant disease.
• UV or ozone systems are not functional or not operated properly.
• UV output or ozone concentration not measured or measurements are not reliable.
• Regular water tests conducted for pathogens and indicator organisms.
• Regular water tests conducted for ammonia, nitrite, nitrate, pH, phosphorous.
• Water does not touch the edible part of the plant.
• SOPs available for germination, growing, and harvesting plants.
• Employee trained for handling rafts and harvesting plants.
• Hydroponic system design is appropriate for easy access, removal of rafts, and low risk of contamination during harvesting operations.
• Rafts inspected for damage.
• Rafts cleaned and sanitized.
• Germination and grow-out tanks cleaned at appropriate intervals to reduce biofilm formation.
• Proper ventilation reduces risk of microbial growth.
• Proper lighting with bulbs protected from breakage.
• SOPs for cleaning the facility.
• GMPs for maintaining operation, water flow, quality, and conditions for plant growth.
• UV and ozone systems are functioning as needed, with appropriate level of sanitization.
• UV and ozone systems are properly calibrated at appropriate intervals and calibrations recorded.
Table 23. Food protection plan. (cont.)

75
Food protection – General factors Unsatisfactory Satisfactory
• Cross-contamination: microbes or allergens.
• No training available: microbes, allergens.
• No gloves, sanitizers, hand-washing/sanitizing stations or foot dips are available.
• Poor physical isolation between aquaculture unit and plant grow-out site.
• Facility lacks access controls to reduce risk of intentional contamination.
• Well-documented and routine training is provided for employees.
• Appropriate isolation exists between aquaculture and plant germination and grow-out units. These operations are in separate buildings. Access is controlled into the separate buildings.
• Boot and hand sanitizer stations are available.
• Gloves are available, along with hand-washing stations.
• Workers trained on use of hand and foot washing/sanitizing facilities.
• Facility access is restricted to authorized individuals only.
• No personal items are brought into production area.
• No chemicals stored in processing area, and chemical inventory is tightly monitored and controlled.
• Equipment and utensils. • Production equipment is rusty, broken, cracked, greasy, leaking, etc.
• Production equipment is unsanitary.
• Utensils are unsanitary.
• Utensils are not stored to protect them from contamination.
• Good maintenance program insti-tuted as part of GMPs.
• Effective sanitation SOPs in place. • Broken, rusty, and leaking parts
are replaced; food-grade oils and lubricants are used; the use of metals is controlled, including screw and staples.
• Harvesting methods to reduce risk of cross-contamination.
• No training for workers.
• No sanitation equipment for harvesting tools.
• No protective gloves or clothing for harvesting.
• Cross-contamination from water, hands, ice (if used), utensils, or other food contact surfaces.
• Workers trained in produce safety; training is documented.
• Sanitation equipment provided for tools; workers trained to maintain equipment in a sanitary state.
• Workers wear protective gloves and have clean uniforms.
• Good GMPs ensure no cross-contamination from water to food crop.
Table 23. Food protection plan. (cont.)
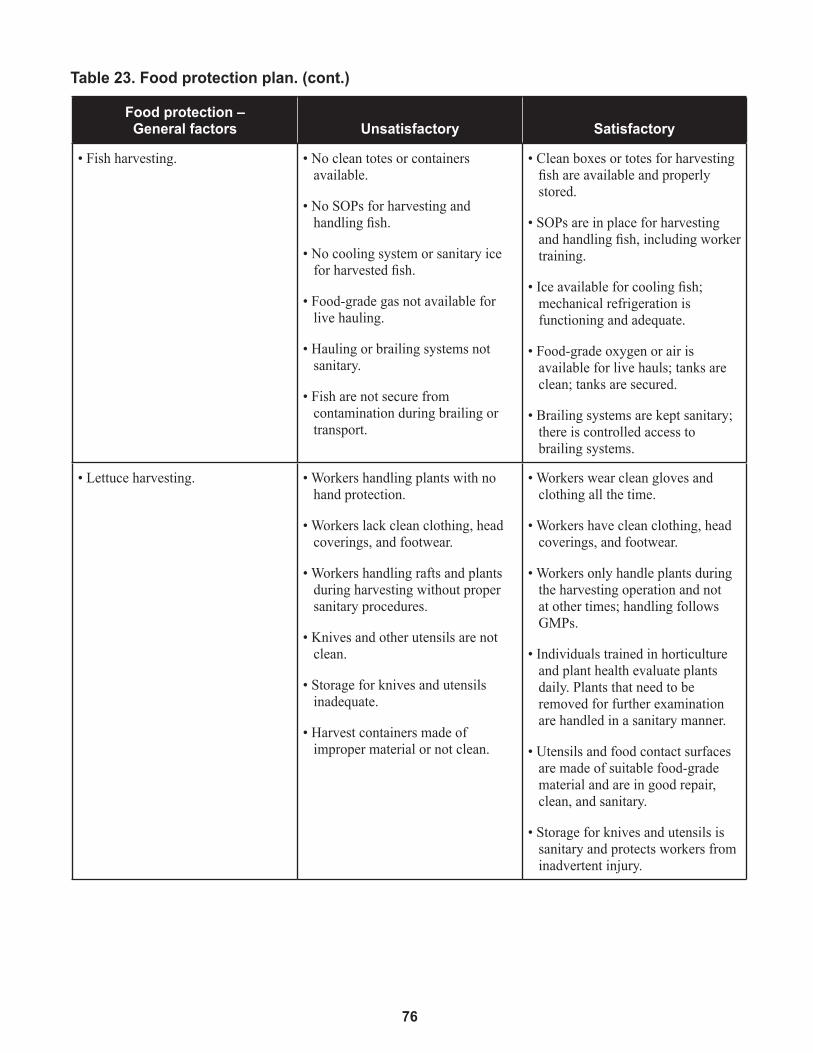
76
Food protection – General factors Unsatisfactory Satisfactory
• Fish harvesting. • No clean totes or containers available.
• No SOPs for harvesting and handling fish.
• No cooling system or sanitary ice for harvested fish.
• Food-grade gas not available for live hauling.
• Hauling or brailing systems not sanitary.
• Fish are not secure from contamination during brailing or transport.
• Clean boxes or totes for harvesting fish are available and properly stored.
• SOPs are in place for harvesting and handling fish, including worker training.
• Ice available for cooling fish; mechanical refrigeration is functioning and adequate.
• Food-grade oxygen or air is available for live hauls; tanks are clean; tanks are secured.
• Brailing systems are kept sanitary; there is controlled access to brailing systems.
• Lettuce harvesting. • Workers handling plants with no hand protection.
• Workers lack clean clothing, head coverings, and footwear.
• Workers handling rafts and plants during harvesting without proper sanitary procedures.
• Knives and other utensils are not clean.
• Storage for knives and utensils inadequate.
• Harvest containers made of improper material or not clean.
• Workers wear clean gloves and clothing all the time.
• Workers have clean clothing, head coverings, and footwear.
• Workers only handle plants during the harvesting operation and not at other times; handling follows GMPs.
• Individuals trained in horticulture and plant health evaluate plants daily. Plants that need to be removed for further examination are handled in a sanitary manner.
• Utensils and food contact surfaces are made of suitable food-grade material and are in good repair, clean, and sanitary.
• Storage for knives and utensils is sanitary and protects workers from inadvertent injury.
Table 23. Food protection plan. (cont.)
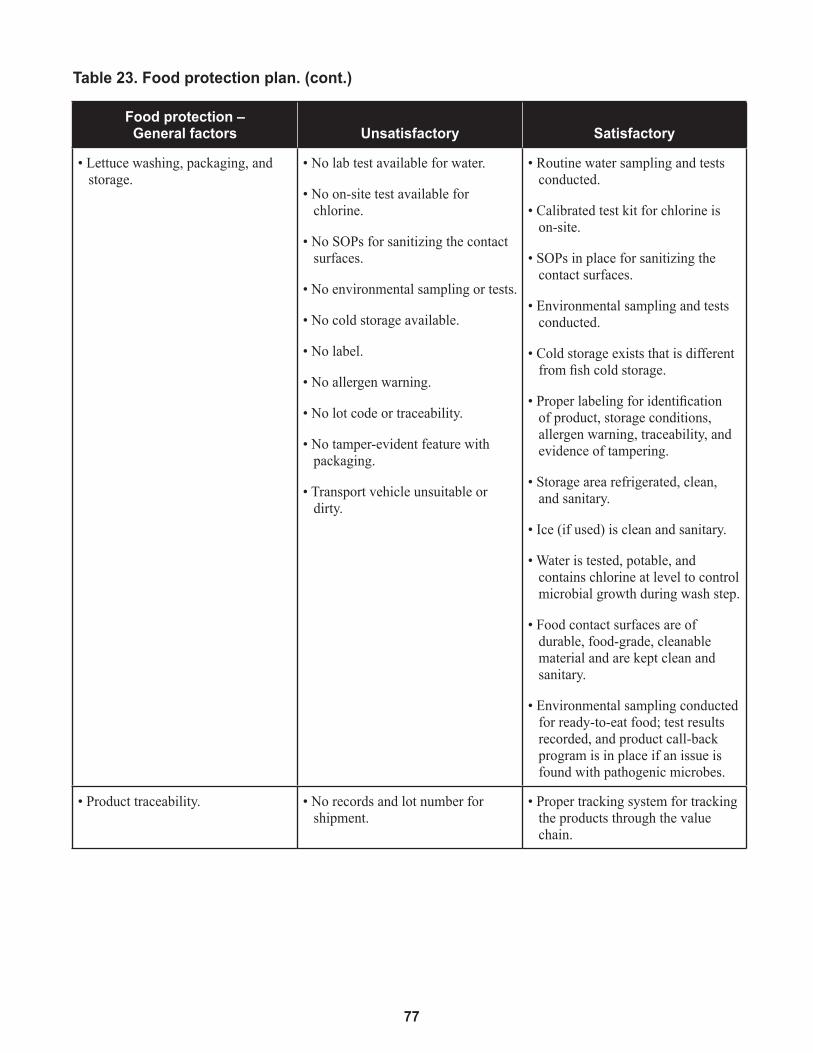
77
Food protection – General factors Unsatisfactory Satisfactory
• Lettuce washing, packaging, and storage.
• No lab test available for water.
• No on-site test available for chlorine.
• No SOPs for sanitizing the contact surfaces.
• No environmental sampling or tests.
• No cold storage available.
• No label.
• No allergen warning.
• No lot code or traceability.
• No tamper-evident feature with packaging.
• Transport vehicle unsuitable or dirty.
• Routine water sampling and tests conducted.
• Calibrated test kit for chlorine is on-site.
• SOPs in place for sanitizing the contact surfaces.
• Environmental sampling and tests conducted.
• Cold storage exists that is different from fish cold storage.
• Proper labeling for identification of product, storage conditions, allergen warning, traceability, and evidence of tampering.
• Storage area refrigerated, clean, and sanitary.
• Ice (if used) is clean and sanitary.
• Water is tested, potable, and contains chlorine at level to control microbial growth during wash step.
• Food contact surfaces are of durable, food-grade, cleanable material and are kept clean and sanitary.
• Environmental sampling conducted for ready-to-eat food; test results recorded, and product call-back program is in place if an issue is found with pathogenic microbes.
• Product traceability. • No records and lot number for shipment.
• Proper tracking system for tracking the products through the value chain.
Table 23. Food protection plan. (cont.)
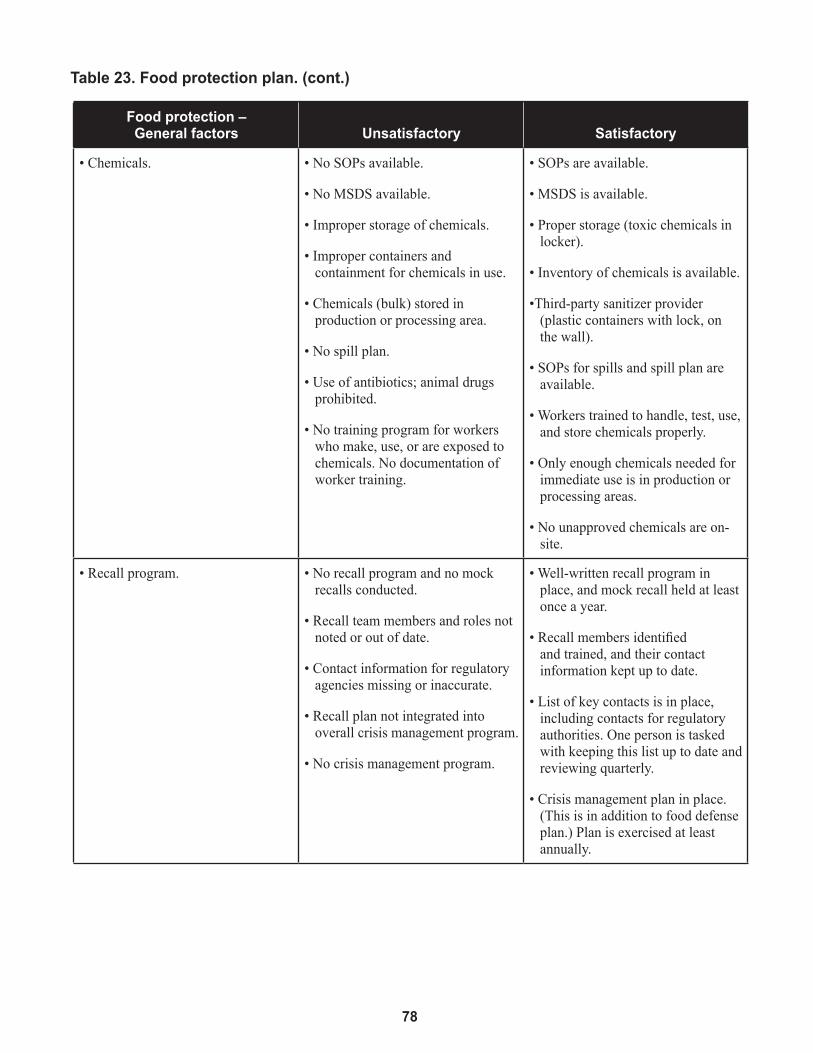
78
Food protection – General factors Unsatisfactory Satisfactory
• Chemicals. • No SOPs available.
• No MSDS available.
• Improper storage of chemicals.
• Improper containers and containment for chemicals in use.
• Chemicals (bulk) stored in production or processing area.
• No spill plan.
• Use of antibiotics; animal drugs prohibited.
• No training program for workers who make, use, or are exposed to chemicals. No documentation of worker training.
• SOPs are available.
• MSDS is available.
• Proper storage (toxic chemicals in locker).
• Inventory of chemicals is available.
•Third-party sanitizer provider (plastic containers with lock, on the wall).
• SOPs for spills and spill plan are available.
• Workers trained to handle, test, use, and store chemicals properly.
• Only enough chemicals needed for immediate use is in production or processing areas.
• No unapproved chemicals are on-site.
• Recall program. • No recall program and no mock recalls conducted.
• Recall team members and roles not noted or out of date.
• Contact information for regulatory agencies missing or inaccurate.
• Recall plan not integrated into overall crisis management program.
• No crisis management program.
• Well-written recall program in place, and mock recall held at least once a year.
• Recall members identified and trained, and their contact information kept up to date.
• List of key contacts is in place, including contacts for regulatory authorities. One person is tasked with keeping this list up to date and reviewing quarterly.
• Crisis management plan in place. (This is in addition to food defense plan.) Plan is exercised at least annually.
Table 23. Food protection plan. (cont.)
79
AcknowledgmentsThis work was supported by the USDA National Institute of Food and Agriculture, Western Regional Center to Enhance Food Safety (USDA NIFA 2015-70020-24398). The authors would like to express their sincere thanks to Dr. Michael Schwarz, Director of Seafood AREC at Virginia Tech. for technical support; Gail Jamison, Seafood AREC, at Virginia Tech. for reviewing the document; and Dr. Nitin Nitin, Professor in the Department of Food Science and Technology/Biological Systems Engineering at UC Davis for his support. The authors would like to thank Amber Nair, Jacob Reynolds, Kate Allen, Estefania Fernandez, Rachael Kozolup, Theresa Klaman, Diane Ducharme, Stelios Viazis, Stephen Hughes, and Brandi McGrady, Food and Drug Administration; Jill Wisehart, Beth Lorence, Lyndsie Wilson, Karen Ullmann, Roger Beekman, and Kelly Hamilton, Washington State Department of Agriculture; Avery Cromwell, California Department of Food and Agriculture; Barbara Hanson, Alaska Department of Environmental Conservation; Angie Nelson, Montana Department of Agriculture; Cristy Dice, Colorado Department of Agriculture; Brian Daily, Rachel Clarke, Rebecca Mills, Ariel Agenbroad, Colette DePhelps, Gregg Small, and Jang Ho Kim, University of Idaho; Bruce Odegaard, Seafood Products Association; Jaclyn Evans and Brigitta Gruenberg, Idaho State Department of Agriculture; Daniel Perpich, Vertical Harvest Hydroponic; Dan Herman, Agribusiness Group, Virginia Department of Corrections; Lindsey Webb, U.S. House of Representatives; Tim Ham, and Stephanie Smith, Washington State University; Donn Sharp, U.S. Global Resources; Ron Johnson and John Colt, National Oceanic and Atmospheric Administration; and Torbjørn Trondsen, University of Tromsø; for their input and discussion during the workshops where this plan was presented and discussed.
80