Embed Size (px)
Citation preview

Revista Latinoamericana de Metalurgia y Materiales, Vol. 2, N° 2, 1982
COMUNICACION BREVE / SHORT COMMUNICATION
Graphite Degeneracies in Commercial Ductile Iron
Ornar H. Quintero, Sonia Ramírez" and Roraima Sornes**
Escuela de Ingeniería Metalúrgica y Cienciade los Materiales Universidad Central de Venezuela, Apdo. 51717,Caracas, Venezuela y Departamento de Ciencia de los Materiales, Universidad Simón Bolívar. Caracas,Venezuela.
Actually: * CONICIT and ** General Motors de Venezuela,
Commercial cast irons consist of many phasesbased on the iron-carbon-silicon system. These al-loys usually contain impurity levels of certain reac-tive elements. The general conditions under whichthe eutectic liquid solidifies primary determine thesize and distribution of the graphite phase which, inturn, is a major factor controlling mechanical pro-pierties. Addition of small amounts of magnesiumand/or ceríum to the technícal cast iron melts duringsolidification causes graphite to form lamellae tospheroidal shape, leading to the well known spheruli-tic cast iron or nodular cast iron or ductile iron.
Solidification of spherulitic cast iron is a processsimilar to the solidification of gray iron, except forconsiderable controversy over the forces that causethe nuclei of ductile iron to grow in a different crys-tallographic direction to obtain a different final mor-phology. Magnesium, which has a high affinity forsulfur and oxigen, forms stable compounds in addi-tion to desulfurizing and refining effects on the melt.Subsequently, during the solidification of cast ironand the nucleation and growth of the graphite phase,free magnesium atoms are preferentially adsorbedby the growing graphite inclusions, producing sphe-roidization. Graphite spheroids initially grow directfrom the melt in the direction of the graphite basalpole with the basal plane in contact with the liquid,but may be surrounded soon after formation by anaustenite shell. Further growth occurs by. diffusionof carbon atoms throuh the austenite shell [1].
The graphite nodule co.mmonly observed inductile iron is considered to be a perfect cluster ofpyramidal grains with a common apex and the no-dule-ferrite boundary will then be composed ofbasalplanes of the hexagonal lattice. The spherulite inspite of this, has a high degree of crystallinity, whichmeans, its carbon has a graphite crystal structure andthere is no amorphous carbon present [2]. Some ofthe impurity atoms, the so-called subversive ele-ments, can interfere with graphite shape formation.These elements influence the interfacial energiesbetween graphite and the melt and also affect thekinetics of graphite morphology. The adsorption offoreign atoms onto the prism faces, reduces the in-
terfacial energy with the melt to a value below that ofthe basal plane [1]. When this occurs, the growth rateis along the prism pole [3] and a nodular morphologyresults. This change of the surface tension of the pris-matic face of the graphite is due to high anisotropy ofthe graphite lattice [4]. However, kinetic effects playa key role in npdule formation. Then, it is possible toconclude that a high surface tension of the melt isindeed a necessary, but not sufficient, condition fornodular graphite formation [2]. Factors affectinggraphite spherulite formatíon from the melt aresummarized as: Chemical composition, CoolingRate, Undercooling and Solidifícatíon Time. Theformer will be the only factor to be consídered in pre-sent study because the complete thermal history ofthe Y-shaped ASTM standard block from the melt inthe manufacture of castings is unknown.
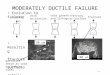
The chemical analysis of the used material is:C= 3.24%; Mn= 0.27%; Si= 1.60%; P= 0.019%;S= 0.012%andMg= 0.018%. 3% Nitaletchedspeci-mens were scanned [5, 6] iri one optical microscopeand photomicrographies to record the most impor-tant details are shown in Figs. 1 and 2. Fig, 1 is repre-sentative of the externa! section of the standardblock. It is easy to see the graphite nodules surroun-
Fig. 1.
151

Latin Anu-rir.,» .1,ulI'IltIl o/ Met,,/lur¡;v "lid ,~1ateri(/lr, Vol. 2, N° 2, 19R2
Fil'. 2.
ded by ferrite envelopes; same time, we also see bothappreciable amounts of degenerated and non-en-capsulated graphite. Some spheroidal nodules withragged exterior and nori-uniforrnity in nodule sizeare displayed in this microstructure which shows [5]35% ferrite, 48% pearlite and 17% graphite. Ofcourse, in commercial ductil e irons nodule surfacesare not smooth but exh ib it numerous protuberancesas shown in the upper big spheroid of graphite. In-complete graphite nodules are present in the lowerleft of this micrograph and incipient flake-nodulehybrids are seen in the lower left to right síde. Fig. 2[5], is typical of the interior of the standard block.Variety in the shape of the graphite aggregates, ran-ging between few amounts ofboth nodular and flake-nodule hibrid graphite, appreciable amounts of ,branched undercooled graphite and abundant non-encapsulated graphite in a ferrite-pearlite matrix.[6].
Graphite hybrids are due to undertreatmentwith magnesium [7], which is explained as follows:from the chemistry of our material we find that theamounts of silicon and manganese are very low; theminimum amount of required manganese to neutra-líze sulfur as MnS is 0.33%, then there exists a diffe-rerice [6] of -0.06% Mn. This indicates the presence
offree sulfurwhich will reactwith magnesium to pro-oduce MgS [8], reducing the nodularizer effect of mag-nesium. This sulfur evaporates magnesium due tothe low vapor pressure of magnesium sulfide [4,9].Free sulfur comes back to the liquid as a powerfulsurface-actíve element [4,9] easily segregated ontothe graphite crystallographic planes of higher in ter-facial graphite-rnelt energy [10]. This in turn produ-ces a decrease of the surface energy of prismaticsurfaces B,4,9-11], and leads to the change of morp-hology from initially nodular to laminar graphite.
The extremely low amount of silicon indicates[10] a very poor post-inoculation treatment effect,probably due to very low post-spheroidal graphitegrowth. Breakdown of graphite lamellae is typical oflow sulfur ir o n melts. Coarsening of graphite is dueto the undercooling lowering effect of sulfur [12].
The presence of non-encapsulated graphite indi-cates the existance of trace elements which can pre-vent envelope formation. These trace e1ementsenrich the graphite-matrix interface, modifying theatomic attachment kinetics of carbon onto graphite[13]. These elements are segregated in a thin layer ofthe interface boundaries where they prevent thenodules acting as carbon sinks [14]. The resultingmicrosegregation is due to [15] the limited extenddissolution in the matrix, even at very low trace ele-ments concentration.
REFERENCES
1. R. H. McSwain and C. E. Bates: The Metallurgy ofCast Tron,Edit. Georgi (1978) pp.423-442.
2. B. Lu x: AFS Cast Met. Res.)., 8(1972) 25
3. l. Minkoff, Personal Co m mu nica r ion (1980).
4. l. Selcuk: The Metallurgy of Casr Iron, Edit. Georgi,(1975) pp. 409-422.
5. S. Ramírez y R. Sornes: Trabajo especial de Grado, I ngenie-ría de Materiales, Universidad Simón Bolívar, Caracas(1980).
6. O. H. Quintero: M. Se. Thesis, University 01' Utah, USA.(1980).
7. 1. C. H. HlIghes: AFS-D1S Conf. Proc., Sect. 19(1975)259.
8. H. Geilenb er g: Recent Research on Casr I ron, Gordon andBreach (1968) pp. 195-213.
9. B. Lux: Recent Research o n Cast lron, Gordon and Breach,(1968) pp. 241·280.
10. H. D. Merchant: Recent Research on Cast l ro n , Gordonand Breach (l96B) pp. 1-100.
11. 1. Minkoffand B. Lux: Thc Mcrallurgv OfCISt l ro n , Edit.Georgi (1975) pp. 473-493.
12. W. Oldfield: Recent Reseurch on Cast l ro n, Go rdo n andBreach (1968) pp. 2Bl-403.
13. B. Lux , F. Mollard and I. MinkofT: Thc Mcrallurny of CasrIron, Edit. Georgi, 371-403(197').
14. W. C. Johnson and B. V. KOV¡ICS: l\1et. Trans. 0A(197B)
219.
15. S. r. Serkhovets; A. 1\1.Petrochenko: 1\1.V. Moz ha rov a nd S.B. Vukclich: Russian Me talluruy (Meru llv). 3(197X) 76.
152