Embed Size (px)
DESCRIPTION
Engineering Procedures for Material Selection
Citation preview

Guidance on Practice for Metallic Materials Selection
GP 36-10
BP GROUP ENGINEERING TECHNICAL PRACTICES
Document No. GP 36-10
Applicability Group
Date 23 August 2006

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 2 of 51
Foreword
This revision of Engineering Technical Practice (ETP) BP GP 36-10 consists of updating caustic service requirements in conjunction with the added reference NACE RP0403 and other minor revisions. This Guidance on Practice (GP) is based on parts of heritage documents from the merged BP companies as follows: Additionally, the GP communicates materials selection expertise provided by knowledgeable BP specialists around the world.
Amoco A MM-GEN-00-G Metallic Materials—General—Guide. A MM-GEN-00-E Metallic Materials—General—Selection Specification. A MM-SS-00-P Metallic Materials—Special Services—Procurement Specification. A MM-SS-TS-G Metallic Materials—Type 321, 321H, 347 & 347H SS—Thermal
Stabilization—Guide. A MM-SS-TS-C Metallic Materials—Type 321, 321H, 347 & 347H SS—Thermal
Stabilization—Construction Specification. A MM-TEST-PMI-G Metallic Materials—Test—Positive Material Identification—Guide. A MM-TEST-PMI-S Metallic Materials—Test—Positive Material Identification—
Specification. A MM-TEST-VH-R Metallic Materials—Test—Vickers (Diamond Pyramid) Hardness—
Recommended Testing Procedure. A PN-HF-00-C Piping—Hydrofluoric Acid—Engineering Specification. A PN-HF-00-C Piping—Hydrofluoric Acid—Construction Specification. A PN-HF-VA-A Piping—Hydrofluoric Acid—Valves—Acceptable Supplier
Specification. A PN-HF-VA-A Piping—Hydrofluoric Acid—Valves—Procurement Specification. A PN-PLT-SS-G Piping—Plant—Special Services—Guide. A PN-PLT-SS-E Piping—Plant—Special Services—Engineering Specification. A PN-PLT-SS-C Piping—Plant—Special Services—Fabrication and Installation
Specification.
Arco Design Guidelines Onshore: Guideline 2.0.
BP OUS RP 5-2 Selection of Piping Components and Materials.
Copyright 2006, BP Group. All rights reserved. The information contained in this document is subject to the terms and conditions of the agreement or contract under which the document was supplied to the recipient’s organization. None of the information contained in this document shall be disclosed outside the recipient’s own organization without the prior written permission of Director of Engineering, BP Group, unless the terms of such agreement or contract expressly allow.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 3 of 51
Table of Contents
Page
Foreword ........................................................................................................................................ 2
1. Scope .................................................................................................................................... 6
2. Normative references............................................................................................................. 6
3. Terms and definitions............................................................................................................. 8
4. Symbols and abbreviations .................................................................................................... 8
5. Codes, specifications, and practices ...................................................................................... 9
6. Materials selection criteria...................................................................................................... 9 6.1. General....................................................................................................................... 9 6.2. Safety and environment ............................................................................................ 10 6.3. Cost versus service life (TCO) .................................................................................. 10 6.4. Repairability or fall back position............................................................................... 11 6.5. Product and process contamination .......................................................................... 11 6.6. Miscellaneous considerations ................................................................................... 11
7. General materials considerations......................................................................................... 12 7.1. General..................................................................................................................... 12 7.2. Bolting materials ....................................................................................................... 12 7.3. Integral cladding, weld overlay, strip lining (loose lining), and thermal spray
applications............................................................................................................... 13 7.4. Dissimilar materials................................................................................................... 13 7.5. Erosion, impingement, wear, and galling................................................................... 13 7.6. External corrosion and CUI ....................................................................................... 14 7.7. Fatigue...................................................................................................................... 14 7.8. Corrosion-fatigue ...................................................................................................... 15 7.9. Fracture toughness................................................................................................... 15 7.10. High temperature service for carbon and low alloy steels.......................................... 16 7.11. Low temperature and cryogenic service.................................................................... 17
8. Process and service environments, definitions, and considerations ..................................... 17 8.1. General..................................................................................................................... 17 8.2. Acidizing solutions for wells ...................................................................................... 17 8.3. Amine (process stream with MEA, DEA, or MDEA)................................................... 17 8.4. Ammonia/anhydrous ammonia.................................................................................. 18 8.5. Carbon dioxide (CO2)................................................................................................ 18 8.6. Carbonate solutions .................................................................................................. 18 8.7. Catacarb and Benfield (potassium carbonate scrubbing processes) ......................... 18 8.8. Caustic...................................................................................................................... 19 8.9. Chlorine .................................................................................................................... 23 8.10. Chloride and other halide environments and austenitic and duplex SS alloys ........... 23 8.11. Condensing streams (SO2/SO3, HCl, CO2, etc.) ........................................................ 25

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 4 of 51
8.12. Cyanides................................................................................................................... 26 8.13. Dehydration glycol .................................................................................................... 27 8.14. High temperature H2S/H2 .......................................................................................... 27 8.15. High temperature sulphidic ....................................................................................... 27 8.16. Hydrochloric Acid ...................................................................................................... 28 8.17. Hydrofluoric acid ....................................................................................................... 28 8.18. Hydrogen .................................................................................................................. 29 8.19. Injection water........................................................................................................... 29 8.20. Naphthenic acid ........................................................................................................ 29 8.21. Oxygen ..................................................................................................................... 30 8.22. Phosphoric acid ........................................................................................................ 30 8.23. Polythionic acid and SCC of austenitic materials....................................................... 31 8.24. Produced well fluids .................................................................................................. 32 8.25. Seawater .................................................................................................................. 33 8.26. Slurry service ............................................................................................................ 34 8.27. Sour service.............................................................................................................. 34 8.28. Steam condensate .................................................................................................... 34 8.29. Stimulation acid ........................................................................................................ 34 8.30. Sulphur ..................................................................................................................... 34 8.31. Sulphuric acid ........................................................................................................... 35 8.32. Water treatment chemicals ....................................................................................... 35 8.33. Wet H2S (sour water) ................................................................................................ 35
9. Pressure boundary materials considerations ....................................................................... 37 9.1. General..................................................................................................................... 37 9.2. Carbon steel plate, casting, forging, and pipe ........................................................... 37 9.3. Cast iron and ductile iron .......................................................................................... 39 9.4. Cr-Mo steel ............................................................................................................... 39 9.5. Stainless steels......................................................................................................... 42 9.6. Nickel base alloys ..................................................................................................... 45 9.7. Nickel-copper and copper-nickel alloys ..................................................................... 47 9.8. Refractory alloys (titanium, zirconium, and tantalum) ................................................ 48 9.9. Aluminium................................................................................................................. 48 9.10. Copper alloys............................................................................................................ 49
Bibliography .................................................................................................................................. 51
List of Tables
Table 1 - Pressure boundary materials a ....................................................................................... 50
List of Figures
Figure 1 - SCC limit curve for carbon steel in caustic solutions ..................................................... 20
Figure 2 - Corrosion of type 304 and type 316 in sodium hydroxide solutions – isocorrosion curves in mm/y. ............................................................................................................................... 21
Figure 3 - Chloride stress cracking for austenitic TP304 and TP316 SS ....................................... 25

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 5 of 51
Figure 4 - Dew point temperature for sulphur trioxide in flue gas................................................... 26
Figure 5: Relationship between percentage sulphur in fuel oil and flue gas dew point .................. 26

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 6 of 51
1. Scope
This GP addresses general guidelines for the selection of metallic materials of construction in Upstream and Downstream applications, but is primarily directed toward E&P producing facilities and structures and downstream processing units. The intent of the GP is to provide BP’s minimum and special requirements that are not set by commonly used guides or Codes and/or that would necessarily be known by persons making materials selection. Initial selection of materials remains the responsibility of qualified materials specialists within BP or specified engineering contractor. However, any person involved in specifying or supplying metallic equipment is responsible for insuring these guidelines are met.
Materials selection is a complicated technology that must take into consideration such items as specific environment and/or process stream chemistries and characteristics (including small amounts of stream components and contaminants that do not commonly show up in heat and material balances), mechanical needs, failure mechanisms (such as SCC versus general corrosion), repairability, specific materials properties (some of which are often unique to the specific material), and similar application specific requirements. Materials properties need to be considered for each application and availability and pricing vary considerably. Also, new materials development is ongoing and can offer significant improvement over “common” practice.
Contractors, fabricators, and suppliers, as well as all those involved directly or indirectly in materials selection are encouraged to suggest alternative materials options that will benefit the application.
2. Normative references
The following normative documents contain requirements that, through reference in this text, constitute requirements of this technical practice. For the purpose of this document, only information related to materials selection and application is intended for reference. For dated references, use of subsequent amendments to, or revisions of, any of these publications is preferred. Thus, parties to agreements based on this technical practice shall investigate the availability of recent editions of the normative documents indicated below and shall review these documents for applicability. For undated references, the latest edition of the normative document referred to applies.
BP GP 06-14 Guidance on Practice for Erosion and Erosion Corrosion. GP 06-20 Guidance on Practice for Sour Service Design Guidelines. GP 06-25 Guidance on Practice for Design for the Prevention of Corrosion under
Insulation and Fireproofing (CUI and CUF). GP 06-60 Guidance on Practice for Paints and Coatings. GIS 36-101 Guidance on Industry Standard for Bolting (specific core group to work
on this document is being reviewed). GIS 36-102 Guidance on Industry Standard for Hardness Testing, Post Weld Heat
Treatment, Stress Relief, and Pickling. GIS 36-103 Guidance on Industry Standard for Positive Materials Identification
(PMI) for Pressure Vessels, Piping, and other Components. GIS 36-107 Guidance on Industry Standard for Integral Cladding, Weld Overlay, and
Limited Loose Lining of Pressure Vessels and Components. GP 36-12 Guidance on Practice for Materials for Amine Service.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 7 of 51
GP 36-30 Guidance on Practice for Materials for Hydrofluoric Acid Service (in process).
GP 36 40 Guidance on Practice for Materials for Oxygen Service (in process) (BPOUS RP 5-18-1).
American Petroleum Institute (API) API Spec 5L Specification for Line Pipe. API Spec 6A 718 Specification of Nickel Base Alloy 718 (UNS N07718) for Oil and Gas
Drilling and Production Equipment. API Std 530 Calculation of Heater-Tube Thickness in Petroleum Refineries
(ISO 13704). API Std 560 Fired Heaters for General Refinery Services. API RP 932-B Design, Materials, Fabrication, Operation, and Inspection Guidelines for
Corrosion Control in Hydroprocessing Reactor Effluent Air Cooler (REAC) Systems.
API RP 941 Steels for Hydrogen Service at Elevated Temperatures and Pressures in Petroleum Refineries and Petrochemical Plants.
API RP 934 Materials and Fabrication Requirements for 2 1/4Cr-1Mo and 3Cr-1Mo Steel Heavy Wall Pressure Vessels for High Temperature, High Pressure Hydrogen Service.
API RP 938-C Use of Duplex Stainless Steels in the Oil Refining Industry.
American Society of Mechanical Engineers (ASME) ASME BPVC Boiler and Pressure Vessel Code Section IID Materials, Properties (Customary and Metric). Section VIII Rules for Construction of Pressure Vessels, Division 1. ASME B31.3 Process Piping. ASME Code Case 2235 Use of Ultrasonic Examination in Lieu of Radiography
Section I and Section VIII, Divisions 1 and 2.
International Organisation for Standardisation (ISO) ISO 13704 Petroleum and natural gas industries – Calculation of heater-tube
thickness in petroleum refineries (API Std 530). ISO 15156 Petroleum, petrochemical and natural gas industries – Materials for use in
H2S-containing environments in oil and gas production (same as NACE MR0175).
NACE International (NACE) NACE MR0175 Petroleum, Petrochemical and Natural Gas Industries – Materials for Use
in H2S-containing Environments in Oil and Gas Production (same as ISO 15156).
NACE RP0170 Protection of Austenitic Stainless Steels and Other Austenitic Alloys from Polythionic Acid SCC during Shutdown of Refinery Equipment.
NACE RP0403 Avoiding Caustic Stress Corrosion Cracking of Carbon Steel Refinery Equipment and Piping.
NACE RP0475 Selection of Metallic Materials to be used in All Phases of Water Handling for Injection into Oil-bearing Formations.
NACE Pub 34103 Overview of Sulfidic Corrosion in Petroleum Refining.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 8 of 51
NACE TM0177 Laboratory Testing of Metals for Resistance to Sulphide Stress Cracking in H2S Environments.
NACE No. 12 Joint Standard NACE No. 12/AWS C2.23M/SSPC-CS 23.00 Specification for the Application of Thermal Spray Coatings (Metallizing) of Aluminium, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel.
Engineering Equipment and Materials Users Association (EEMUA) EEMUA Pub No. 194 Guidelines for Materials Selection and Corrosion Control for Subsea Oil
and Gas Production Equipment.
BP Upstream Guidelines S/UTG/023/00 Guidelines for Selecting Downhole Tubular Materials for Oil and Gas
Production Wells. S/UTG/257/01 Best Practice for Selection of Materials for Downhole Equipment. S/UTG/028/03 Selection and Treatment of Acids, Scale Dissolvers and Clear Brines to
Avoid Corrosion Failure. S/UTG/102/99 Erosion Guidelines. BP UTG June 2000 Best Practice for Tubular Materials Selection in Water, Gas and Water
Alternating Gas (WAG) Injection. ESR.96.ER.066 Corrosion Prediction Modelling. ESR.97.ER.005 Selecting Materials for Wealth Creation: A materials selection
philosophy based on life cycle costs; Sunbury Report.
British Standards Institute (BSI) PD 5500 Specification for Unfired Fusion Welds in Pressure Vessels.
3. Terms and definitions
For the purposes of this GP, the following terms and definitions apply:
Weldment Includes base metal (BM), weld metal (WM), and heat affected zone (HAZ).
4. Symbols and abbreviations
For the purpose of this GP, the following symbols and abbreviations apply:
CA corrosion allowance
CE carbon equivalent
CRA corrosion resistant alloy
CUI corrosion under insulation
EFW electric fusion welded
ERW electric resistance welded
HAZ heat affected zone

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 9 of 51
HIC hydrogen induced cracking
HRC hardness Rockwell C
ISBL inside battery limits
MDMT minimum design metal temperature
mpy mils per year (1 mil = 0,001 in)
OSBL outside battery limits
PASCC polythionic acid stress corrosion cracking
PWHT post weld heat treat
SCC stress corrosion cracking
SOHIC stress oriented hydrogen induced cracking
SSC sulphide stress cracking
SS stainless steel
SWC step wise cracking
TAN total acid number
TCO total cost of ownership
TMCP thermo-mechanical controlled process steel
TSA thermal spray applications
5. Codes, specifications, and practices
In this document, reference is often made to specific requirements in codes, standards or practices, particularly ASME, ASTM, ISO, API, etc. In many cases, it may be acceptable to use appropriate local codes, specifications, or practices. Use of these alternatives requires BP approval.
6. Materials selection criteria
6.1. General
Typically, the primary purpose in materials selection is to provide material that ensures structural support and environmental containment to achieve the purpose of an endeavour. Reviewing mechanical property requirements and corrosion resistance is the first step in the selection process. However, there are issues that are not physical properties of the material that also need to be considered. The following strategy, used by qualified specialists, has proven successful for initial selection of materials of construction for process units.
a. The main criteria for materials selection for process plants shall be:
1. Safety and protection of the environment.
2. Optimisation of cost versus projected service life (TCO).

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 10 of 51
3. Consideration of a fall back or repair position.
4. Effect on product and process contamination.
5. Miscellaneous.
Some examples of miscellaneous are material availability, ability to detect likely damage mechanisms, criticality of service (or consequence of a failure), desired service life, previous experience with materials, comparable service experience, etc.
6.2. Safety and environment
a. The safety of plant personnel, protection of the environment, conservation of resources, and preservation of BP assets shall be key objectives in selecting materials of construction.
b. Materials of construction shall be suitable for the intended service having predictable deterioration rates for the process stream compositions and external environments at design temperature and pressure through the design life of the component.
c. Materials shall be selected to prevent catastrophic failures or major environmental releases. Selected materials shall have low risk of rapid damage mechanisms, such as brittle fracture, SCC, low cycle fatigue, overload, etc., and have predictable mechanical and corrosion performance.
d. For pressure containment, only materials that are approved by BP and included in recognized codes and specifications, such as ISO, ASME and ASTM shall be used.
6.3. Cost versus service life (TCO)
a. Materials of construction should be selected considering the balance between initial capital expenses, operating reliability, and future inspection and maintenance expenses.
High alloy materials generally provide long-term, reliable service with little or no maintenance and low probability of future upgrade or replacement need, but add substantially to initial capital costs. Guidance on TCO approaches is provided in the BP Wealth Creation Document, Sunbury Report No. ESR.97.ER.005. If a TCO approach is to be used, BP will provide guidance as to the preferred calculation mechanism.
b. Materials of construction should be selected to provide desired or reasonable service life and predictable performance on an acceptable cost basis. The selection should minimize the risk of short service life and unexpected shutdowns; review impacts on maintenance, expense costs and repair time; and review any potential effects on product and process contamination.
c. As a minimum, TCO shall consider the following:
1. Specific component material (alloy) costs.
2. Fabrication costs.
3. Weight on offshore structures.
4. Repairability and repair costs, refer to sub-clause �6.4.
5. Maintenance and shutdown costs.
6. Inspection costs.
7. Time constraints on replacement availability.
8. Consequences of materials or equipment failures.
9. Initial investment and rate of return.
10. Degree of novelty/ maturity of the selection and associated risks.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 11 of 51
6.4. Repairability or fall back position
a. Materials of construction shall be capable of being repaired with reasonable effort in an acceptable (minimum) amount of downtime or practical means of altering or bypassing the affected equipment shall be possible until repairs can be made.
Ideally, materials of construction selection should aim for materials maintenance and repairs during scheduled shutdowns and without impact on shutdown schedule.
b. Reparability or fallback position should consider replacement lead times and ease of maintenance, inspection, and repair.
6.5. Product and process contamination
Material selection shall consider the impact of corrosion rates, surface area, recycle stream rates, solubility, effect of corrosion products on corrosion, and other factors on contamination of the process stream.
As materials deteriorate or corrode, elements from the material enter the process stream and can contaminate the product or deactivate catalyst, especially in chemical and refining processes. For example, graphite gaskets can put black particles into the pure white PTA product. Corrosion of SSs can result in iron, chromium, nickel, and molybdenum contamination of process streams and can deactivate catalysts. Corrosion products can build up on catalyst beds causing unacceptable pressure drop.
Corrosion products, such as iron carbonate scale or FeBr3 formation may also become corrosives or influence corrosion behaviours.
6.6. Miscellaneous considerations
a. Manufacturer’s standard materials shall be considered for specialty equipment such as, but not inclusive to, the following:
1. Skid mounted and packaged units.
2. Rotating equipment, such as agitators, compressors, turbines, and pumps.
3. Expansion bellows.
4. Rupture disks.
5. Valve components, such as packing and seats.
6. Instrumentation.
If manufacturer’s standard materials are different than those specified by BP, approval by the BP materials specialist is required for their use.
Because of the extensive variety of corrosives in process streams, operating pressures and temperatures, and mechanical demands, numerous alloys and materials have been developed to provide service life reliability. Some of these materials have very specific application areas and, thus, are not readily available in all product forms or for all equipment applications. Many vendors and suppliers have in-house standards that optimise cost and value; changing these can be very costly and result in replacement delays if necessary in the future. Thus, it is often more cost effective to review the limitations of the supplier's standard materials and plan for periodic maintenance or field upgrade. Sometimes, the supplier's standard is an upgrade that is less costly than the specified material.
b. If specialty materials are used, any specific handling and repair practices shall be defined for the end-user by the fabricator or supplier.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 12 of 51
Specialty materials are often specified to solve a specific component’s need and result in ordering only a limited quantity. This can result in high cost and long lead times for initial projects as well as future replacements and repairs. In-house know-how may be limited and training to maintain and repair these special materials may also be a significant consideration.
7. General materials considerations
7.1. General
Materials of construction for process equipment in plants and topside facilities shall be specified from the list of acceptable material specifications in Table 1. The use of other materials or specifications shall be approved by BP. The following guidelines also apply:
Materials selection for this table was based primarily on manufacturing quality, application temperature, and mechanical requirements. Application specifics such as corrosion and environmental cracking need to be considered and often require alternative selections.
a. Corrosive services may be handled with the use of additional CA, corrosion inhibitors, coatings, suitable CRA, or some combination of these choices, as approved by BP.
The BP ETPs set minimum CAs for most material based on minimum corrosivity appropriate for the specific material. More corrosive environments can be handled as noted above.
b. Process streams containing multiple components and/or phases, such as chemicals, water and hydrocarbons, and/or liquid and vapour phase, shall be reviewed for serviceability of selected materials with each component or phase and their combination.
For example, when corrosive phases, such as HCl and water, occur in a hydrocarbon stream, each component shall be considered separately and then their combined effects considered for the purpose of calculating the corrosive solution concentration.
c. Lines containing corrosive chemicals that are located near uninsulated lines with metal temperature above 66°C (150°F) shall be reviewed for heating effects and potential risks associated with leaks from the hot lines.
Some chemicals become more corrosive, cause SCC, or become unstable with increased temperatures. For instance, caustic stress cracking of carbon steel can occur at temperatures exceeding about 60°C (140°F). Hot bare lines nearby could be at risk if a caustic leak occurred or the caustic line could be at risk if heated above the cracking threshold.
d. Bar stock shall not be used for fabricating components, such as nozzles, nipples, and flanges, for pressure vessels, piping, etc. without specific approval of BP.
During manufacture of bars, insoluble compounds, such as non-metallic inclusions, are elongated in the forming direction. This results in anisotropic mechanical properties. The inclusions can also be a preferred path for corrosion in some environments.
e. Materials for marking, painting, or inspection on SS or nickel base alloys shall not contain chloride, bromide, or other halides, sulphur, zinc, or any low melting alloy metals.
7.2. Bolting materials
Refer to GIS 46-010 clauses 6.3 and 7.7.3 and GP 46-010 Annex Q for bolting materials and requirements until GIS 36-101 is developed.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 13 of 51
7.3. Integral cladding, weld overlay, strip lining (loose lining), and thermal spray applications
a. Integral clad plate and weld overlay may be considered as alternatives to solid alloy construction if they reduce the cost of equipment or provide other benefits, such as localized wear or erosion resistance, for the application. Refer to GIS 36-107 for specific guidelines.
b. Loose linings such as strip and shingle linings are generally not acceptable for new construction.
c. Loose linings do have limited application such as for nozzle liners and repair of existing assets. Applications of loose linings require approval of a BP materials specialist. Refer to GIS 36-107 for specific guidelines.
d. Thermal spray may be considered for corrosion barriers and wear and/or erosion applications, but shall be approved by a BP materials specialist.
e. For clad pipeline applications, refer to GIS 43-316.
7.4. Dissimilar materials
Coupling of dissimilar metals shall be minimised to prevent galvanic corrosion effect, such as hydrogen charging or accelerated general dissolution of the anodic (active) metal. When dissimilar metals are used, consideration shall be given to:
a. Providing a cathode-to-anode area ratio less than one.
b. Conductivity and corrosivity of the solution.
c. Use of a coating on the cathode member to change the cathode-to-anode area ratio and, thus, reduce the concern with dissimilar metal couples.
d. Use of dissimilar metals for tubes and tubesheets in electrically conductive process streams, including cooling water. Use of dissimilar metals requires BP approval.
Reactive metals, such as titanium and zirconium, in contact with carbon steel is a concern from a hydrogen charging mechanism, particularly with reactive metal tubes in heat exchangers with carbon steel tubesheets and/or tube supports.
e. Evaluating the effect of stresses caused by differential expansion.
7.5. Erosion, impingement, wear, and galling
During detail engineering, process streams containing particulates or containing two phases (especially slurry streams and high velocity gas streams with water droplets or particulates), should be reviewed for potential erosion and erosion-corrosion effect on selected materials.
Erosion, impingement, wear, galling, etc. can be related to internal process streams, such as fluid catalytic cracker catalyst or sand in produced fluids, or mechanical components, such as nut/thread galling or pump impellor erosion. Specific guidelines are very difficult to find because of the large number of variables associated with these concerns. Refer to S/UTG/102/99 and GP 06-14 for guidance in determining critical velocities for single- and multi-phase fluid streams in different flow regimes with and without the presence of solids. The guidelines address different materials of construction and the effect of fluid corrosivity. For casing wear during drilling operations, consult a BP Drilling Engineer. BP has experience with multiple casing wear prediction programs.
a. Rotating equipment, such as pumps, agitators, compressors, mixers, rotary valves, conveyor screws, etc., should be reviewed for potential problems.
b. In appropriate streams, velocity limits should be determined and included in project documents.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 14 of 51
c. For threaded connections in casing and tubing, consult a BP Drilling, Completions, or Materials Engineer for specific guidance.
Galling of threaded connections is a significant problem in casing and tubing, particularly with CRA pipe. Common preventative measures include glass bead blasting of pin threads and copper plating of box threads.
7.6. External corrosion and CUI
a. The design and location of equipment, piping, structures, etc. shall consider the potential for external deterioration from atmospheric corrosion, plant environment, corrosion under fireproofing, CUI, and chloride SCC of susceptible SSs.
Plant equipment can be susceptible to external corrosion. The primary contributor to corrosion is chloride, commonly from marine (coastal or offshore locations) environments, cooling tower sprays, wetting by process streams and plant water, contaminated insulation, paints and markers, etc. CUI can be a particular problem because of potential for evaporative concentrating of chlorides, long-term retention of wet conditions, wicking of water into low points, higher temperatures than uninsulated equipment, etc. Contact areas that result in crevices are also of significant concern.
Wet carbon and low alloy steels are primarily susceptible to general corrosion, especially due to oxygen in the air and chloride contamination. The 300 series SSs are susceptible primarily to pitting and SCC.
Locating and repairing external corrosion damage, especially with insulated equipment, is very time consuming and costly.
b. Type of insulation and weatherproofing, specific materials of construction, etc. shall be selected to minimize the potential for external corrosion.
c. Refer to CUI guidelines in GP 06-25 and GP 06-60.
7.7. Fatigue
a. Equipment and components subject to cyclic loading shall incorporate appropriate design and fabrication requirements to minimize the potential for fatigue problems.
Cyclic loading (stressing) of materials can lead to premature failure of components that have not been designed on a fatigue life basis. Equipment most susceptible to fatigue damage is as follows:
• Rotating equipment. • Small branch connections in which process induced vibrations are possible,
such as common vents and drains, small diameter connections in pump areas, components in cyclic pressure or temperature service, etc.
• Above ground pipelines, such as in arctic installations, may be prone to wind-induced fatigue.
• Inadequate flexibility design, especially for large diameter pipe. • Equipment with dissimilar materials and/or those subjected to large thermal
fluctuations. • Flexibles and other offshore equipment, refer to GP 36-XX.
b. For fatigue guidelines for offshore installations from the exploration wellhead through to the production facilities, contact an Upstream materials specialist for appropriate specifications and guidelines.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 15 of 51
c. The use of design enhancements, additional bracing, generous radii at geometry changes, blend grinding, and a TIG wash pass for weld toes should be considered to minimize the potential for fatigue.
Peening, such by the use of shot or needle guns, place a thin layer of the surface into compressive stress that can improve fatigue resistance. However, peening needs to be done correctly, requiring experienced vendors and skilled applicators, to insure proper compressive stresses to all necessary areas. Since with time, corrosive and wear environments, excessive cyclic loading, etc. can deteriorate the compressive surface, applications shall be approved by BP.
d. Finite element analysis and/or fatigue testing should be considered for critical equipment or questionable areas of critical equipment and components.
e. Threaded connections should be avoided for process piping subject to cyclic mechanical loading.
The thread root provides an initiation site for fatigue cracks for the root geometry intensifies any cyclic stress loadings. This is a common problem often resolved by eliminating/banning threaded connections or back welding existing installations to eliminate exposed threads.
For threaded connections, no more than three exposed threads are permitted and these shall be welded over with a filet weld, refer to GIS 42-101 and GP 42-102, unless a variance is approved by BP.
7.8. Corrosion-fatigue
Equipment and components subject to cyclic loading in corrosive environments shall incorporate appropriate requirements in the sub-clause �7.7 and shall also be reviewed for adequacy of the material for corrosion resistance.
Corrosion and fatigue have a synergistic affect on each other often making the combination considerably worse than the sum of each mechanism. Corrective action to take away one or both of the damage mechanisms may have to be implemented, such as use of a CRA, redesign of the component, etc.
7.9. Fracture toughness
Fracture toughness is a measure of a material’s ability to resist catastrophic failure in the presence of flaws, notches, and other similar stress raisers. Materials with high resistance to fracture are said to be tough. Those with low resistance are brittle. A number of different material tests have been devised to measure fracture toughness. The most common of these are the Charpy V-notch impact test, drop weight tear test (DWTT), plane strain critical stress intensity (KIC) test, crack tip opening displacement (CTOD) test, J-integral test and others. Fracture toughness can reference the initiation (start) of an unstable fracture or the propagation (growth) of an unstable fracture.
Fracture toughness depends on many variables including material chemistry, microstructure, thermal history, stress state, exposure temperature, sample configuration, etc. The toughness can also change due to service exposure. In particular, materials with certain metallurgical (crystal) structures, such as carbon and low alloy steels, ferritic and martensitic SSs, and duplex SSs, experience a ductile to brittle toughness transition with decreasing metal temperature. Additionally, the potential for crack initiation, propagation, and growth rates are dependent on defect size and shape.
For most applications, fracture toughness requirements aim to prevent fracture initiation. An extremely useful methodology to determine toughness requirements to preclude fracture initiation in pressurized components is leak-before-break. In

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 16 of 51
essence, this methodology estimates critical flaw size required for catastrophic crack growth for a material and its service conditions. Using this information, a prediction can be made as to whether the material’s fracture toughness is such that a crack or flaw that just penetrates the wall thickness will go into immediate catastrophic crack growth rate, or continue to grow at an acceptable growth rate for a period of time. Therefore, the crack creates a detectable leak instead of a sudden unexpected catastrophic failure even before a leak occurs. In practice, the methodology typically relies on crack shape and growth assumptions to ease the necessary calculations. As such, the resulting fracture toughness requirements may not guarantee leak-before-break behaviour in reality and that any ductile fractures that do initiate are properly arrested.
Refer to API 579 for guidance to preventing brittle fracture.
a. Materials of construction for equipment shall have a minimum allowable metal temperature at or below the specified MDMT. The impact test exemption curves defined in ASME Section VIII, Division I UCS-66, ASME Section VIII, Division II Figure AM-218.1, ASME B31.3 Figure 323.2.2, PD 5500 Appendix D, and BS EN 13445 Annex B shall be used as applicable to the equipment type.
These curves identify the temperature below which impact testing is required versus thickness for a family of material specifications. Thus, if the impact test exemption temperature for the material type and thickness is below the MDMT, the material is believed to inherently have adequate toughness to resist brittle fracture.
b. For other applications, because of the complexities involved with establishing fracture toughness requirements for materials and components, consult a BP materials specialist.
c. Line pipe shall posses sufficient fracture toughness to arrest a propagating ductile fracture. If that is not possible, then the pipeline design shall include suitable crack arrestors located appropriately along the length of the line. Agreement on fracture toughness level shall be obtained from BP before ordering pipe.
Fracture propagation is especially important in gas pipeline installations. The tremendous amount of energy stored in the gas compressed inside a pipeline provides a significant driving force to extend an initiated fracture down the length of a pipeline. History has shown that brittle fractures can extend for miles in gas pipelines. Even ductile fractures can travel hundreds to thousands of metres (feet). This is particularly true for carbon dioxide pipelines and pipelines containing rich hydrocarbon gas (hydrocarbon liquids can condense upon rapid decompression). In light of these considerations, fracture control for gas pipelines involves ensuring that no brittle fractures can initiate.
7.10. High temperature service for carbon and low alloy steels
a. Carbon steels with a design temperature above 426°C (800°F) shall be reviewed for potential creep and graphitization.
b. Low alloy steels, such as C-½Mo, 1¼Cr–½Mo, 2¼Cr-1Mo, 5Cr-½Mo, 9Cr-1Mo, etc., with a design temperature above 510°C (950°F) shall be reviewed for creep.
c. For 1¼Cr-½Mo alloys with a design temperature above 482°C (900°F), the minimum PWHT temperature shall be 718°C (1 325°F). Refer to sub-clause �9.4.1 for further details.
d. For pressure boundary components, the temperature limits defined by the appropriate code, for example ASME Section IID, ASME B31.3, PD 5500 , BS EN 1345 Annex A shall be followed for the applicable material.
e. For furnace tubes, the maximum temperature and allowable stresses defined by API 530 should be used for the applicable material.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 17 of 51
f. When 2¼Cr–1Mo and 3Cr-1Mo materials, including controlled chemistry and vanadium enhanced versions, are used for pressure vessels and piping above 371°C (700°F), it shall be designed for temper embrittlement resistance. For specific requirements, refer to sub-clause �9.4.
7.11. Low temperature and cryogenic service
Refer to �7.9.a for references which provide guidelines for determining acceptable design temperatures based on plant location and operating conditions, whether verification testing is required, and specific requirements. They also provide testing exemptions curves for the most common carbon steels for pressure vessels applications.
a. Refer to discussion of fracture toughness in sub-clause �7.9.
b. Table 1 provides acceptable materials for common temperature ranges.
8. Process and service environments, definitions, and considerations
8.1. General
a. This section defines common process environments, their associated deterioration mechanisms, and special materials selection considerations to help avoid deterioration that can reduce equipment reliability. Refer to appropriate GP 06 documents for further discussion of relevant corrosion mechanisms.
b. Specific process service environments shall be defined by the process design team, project engineers, and/or engineering contractor. Process stream compositions shall be indicated on appropriate P&IDs, equipment data sheets, and other project and purchase documents as appropriate to ensure awareness to the considerations and compliance in procurement.
c. Process environments needing either special materials of construction or special fabrication requirements that are not defined in this GP may be obtained from previous specifications for the same service or obtained from BP process engineers or material specialists.
8.2. Acidizing solutions for wells
Refer to sub-clause �8.29.
8.3. Amine (process stream with MEA, DEA, or MDEA)
Amine service is defined as any process environment or equipment containing greater than 0,2 wt% amine associated with a scrubbing process, most typically the removal of CO2 and/or H2S from gas streams. Materials selection concerns include corrosion in the hot regeneration section of the unit and internal SCC at welds.
a. Refer to GP 36-12 for amine service materials and requirements.
b. Refer to GIS 36-102 for specific PWHT requirements.
c. Overhead drums on amine absorber towers shall be considered amine service.
Overhead drums typically experience carryover of liquids from the absorber tower making this equipment subject to a similar process environment.
d. Process environments in which amine or similar material is added for either corrosion inhibition or for pH control shall not be considered amine service.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 18 of 51
8.4. Ammonia/anhydrous ammonia
Process environment containing aqueous or vapour ammonia with more than 10 ppm of ammonia is an ammonia environment.
a. Ammonia with less than 0,2wt % water shall be considered anhydrous ammonia.
Carbon steel is the primary material of construction for ammonia service. Field experience and laboratory tests have shown that carbon steel can SCC in ammonia with less than about 0,1 % water. Thus, any ammonia service with less than 0,2 % water is considered anhydrous ammonia and SCC needs to be addressed.
b. Carbon steel equipment in anhydrous ammonia shall be given a PWHT. Refer to GIS 36-102 for requirements.
c. Aluminium and brass shall not be used for ammonia or anhydrous ammonia environments.
The high pH of ammonia can cause rapid corrosion of aluminium and its alloys. Ammonia causes SCC of brass materials.
8.5. Carbon dioxide (CO2)
a. In upstream operations: A process stream containing CO2 in the presence of liquid water or with a relative humidity over 50%. Refer to Sub-clause �8.24 for specific materials selection guidance.
b. In downstream operations: CO2 can be present as part of a process operation, such as Catacarb or Benfield, refer to sub-clause �8.7, or a contaminate, such as in steam condensate, refer to sub-clause �8.11.
8.6. Carbonate solutions
Refinery process environments in which carbonate containing solutions are present.
These environments are typically located in the FCC unit at the main fractionator overhead condensing and reflux systems, downstream of the gas compression system, and the associated sour water systems. Carbonate solutions may also exist in the CO2 removal section of hydrogen manufacturing units.
a. Carbon steel may be susceptible to carbonate SCC under the following conditions:
1. Potential = –500 to –600mV vs. SCE and pH>9 and CO3–2 >100ppm.
2. Potential = –500 to –600mV vs. SCE and pH8-9 and CO3–2 >400ppm.
b. If the process or localized or transient condition is predicted or measured to be in ranges in “a”, then carbon steel shall receive a PWHT, including any external attachment welds, to prevent carbonate SCC if the environment meets the criteria in “a” above. Refer to GIS 36-102 for PWHT guidelines.
Carbonate SCC is a form of alkaline SCC similar to caustic. As such, PWHT of welds and locations subject to high residual stresses prevents cracking. For new equipment, normally predicted pH and concentration of carbonate determine the need for PWHT.
8.7. Catacarb and Benfield (potassium carbonate scrubbing processes)
a. Catacarb and Benfield are proprietary processes using potassium carbonate for CO2 removal from gas streams. H2S can also be present in the gas stream.
A high ratio of H2S makes these systems corrosive because the H2S reduces the oxidation potential of the inhibitors (normally V+5). When these systems get corrosive, they can corrode at over 100 mm/y (over 4 000 mpy).

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 19 of 51
b. Carbon steel shall not be used for dump packing or other high surface area tower internals: polypropylene or 304 SS is the preferred material.
The surface area of dump packing is very large. Even very low corrosion rates generate large amounts of iron carbonate that plugs the packed beds.
c. Carbon steel shall be the primary material of construction:
1. 304L or dual certified 304 SS shall be used for tubes in the regenerator reboiler.
2. Carbon steel used for the absorber tower, regenerator tower, and/or regenerator reboiler shall be PWHT. Some carbon steel piping also requires PWHT. Refer to GIS 36-102 for PWHT guidelines.
3. Discussion on service corrosivity and need for upgrading materials for some equipment and components shall be agreed upon with BP before materials selection is finalized.
Corrosion has occurred with carbon steel in some units. In these cases, solid 304L SS or 304L SS clad carbon steel has been used for select equipment and piping.
8.8. Caustic
Process stream with sodium hydroxide (NaOH) or potassium hydroxide (KOH) caustic in concentrations exceeding 0,2 wt % or 0,3 Baume or if concentrating to this level can occur.
Caustic is commonly used as scrubbing solutions, neutralizers, cleaning solutions, etc. Carbon steels and SSs are susceptible to SCC in caustic or alkaline service.
Carbon steel is the most common material of construction used for caustic service. Depending on concentration and temperature, whether or not the equipment is heat traced, and if practicable, PWHT of carbon steel welds, including external attachment welds, is often performed to minimize the potential for caustic SCC. PWHT does not eliminate caustic SCC, but it does significantly extend the temperature of use. Carbon steel experiences increased corrosion rates at temperatures above about 93°C (200°F).
Depending on caustic concentration and temperature, austenitic SSs may be an economical alternative to PWHT carbon steel because the SS may be thinner wall and does not require PWHT. In severe conditions, alloys containing increase nickel concentration (20% or higher) may be needed.
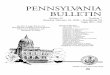
a. Materials selection and the need for PWHT for carbon steel shall be based on predicted corrosion rates and the following limit curves:
1. Guidelines and cautions provided in NACE RP0403 shall be followed.
2. In locations where temperatures can be above the limit curves in Figures 1 and 2, socket welded and/or threaded fittings shall not be used without approval of BP.
Crevices and high stress filet welds in socket welded fittings and crevices and highly stressed threads in threaded connections can lead to concentrating effects and/or excessive residual stresses that would otherwise be considered below susceptible conditions.
3. Figure 1 is limit curves for carbon steels to determine if stress relief is needed.
If conditions are in area “C” for continuous service, the corrosion rates are likely too high and a material upgrade is necessary.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 20 of 51
Figure 1 - SCC limit curve for carbon steel in caustic solutions
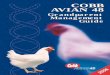
4. Figure 2 is limit curves for 300 series stainless steels in caustic service.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 21 of 51
Figure 2 - Corrosion of type 304 and type 316 in sodium hydroxide solutions – isocorrosion curves in mm/y.
From NiDi Publication No. 10 019: Alloy Selection for Caustic Soda Service.
b. If PWHT of carbon steel is required, refer to GIS 36-102.
c. The need for freeze protection shall be reviewed and provided if necessary.
d. Carbon steel with heat tracing shall require PWHT, unless BP approves a waiver.
e. If heat tracing is used with 300 series SS, electric tracing is preferred. Other heating media shall be approved by BP.
Heat tracing of SS can raise metal temperatures to above SCC limits or result in evaporative concentrating of caustic to above SCC limits. This is especially a problem if the equipment is in intermittent service (resulting in stagnant conditions) or heat tracing is left on during shutdowns or other no flow periods and caustic remains in the equipment or piping. Steam tracing is generally manually controlled and is often left on during short unit outages and when it is not actually needed for freeze protection. These circumstances increase the risk of overheating. Electric heat tracing elements are typically controlled by thermostats that control on/off periods based on service or atmospheric temperature. Thus, there is considerably reduced potential for overheating.
When heat tracing is used, external damage by chlorides can be an increased concern due to CUI. If chlorides are present, heat tracing can increase metal temperature and accelerate evaporative concentrating on equipment and piping outside surfaces. The limited control of steam tracing compared to electric tracing can worsen the problem.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 22 of 51
f. If steam tracing is used, the lowest possible saturated steam pressures/temperatures are desired.
g. For 300 series SS applications in which there is a risk of caustic SCC, corrosion rates are likely too high and a material upgrade to specialty SS or nickel base alloys shall be reviewed with BP. However, if stress relief is chosen instead of upgrading, heat-treating shall be per GIS 36-102 and of the entire piece/s of equipment.
PWHT of welds is not typically used as a means of reducing SCC concerns with 300 series SSs in caustic service because of high heating temperature and possible loss of localized corrosion resistance if only welds are PWHT.
h. For 300 series SSs in caustic service or exposed to caustic solutions, the chloride contamination of the caustic shall be limited to a maximum of 200 ppm for most services. For services with heat tracing or if evaporative concentrating can occur, the chloride limit shall be 50 ppm. These limits should be included in caustic purchase documents.
Chloride contamination can lead to chloride SCC. Chloride contamination can be from the process, dilution water, or the caustic supply. Chloride content in fresh caustic is often dependent on the specific process used for caustic manufacture and quality controls of the process.
i. Caustic applications shall be reviewed for unexpected potential for materials to exceed the limit curves. Appropriate materials upgrading or process alterations shall be undertaken to correct the situation. Some areas of concern include but are not limited to the following:
This can be a significant issue if there is heat tracing, no flow conditions, or if the service is intermittent.
1. Evaporative concentrating mechanisms that can increase metal temperatures or bulk or localized caustic concentrations and chloride concentrations.
2. Upset and downtime conditions in which caustic remains in piping or equipment, especially, if heat tracing can remain on or if solar heating, etc. can occur.
3. During steaming out operations.
4. If residual caustic can remain in equipment after cleaning operations and the equipment is heated during start-up.
j. Even low concentration residual caustic needs to be removed (thoroughly rinsed) from equipment after caustic exposure because it can go through evaporative concentrating and heating during start-up. Type 300 series SSs may be an alternative to carbon steel if iron from corrosion of carbon steel caustic lines can cause product contamination in some process streams.
k. The following guidelines shall be applied to valves; alternatives shall be approved by BP:
1. Carbon steel ball valves shall have austenitic SS ball and trim. Carbon steel valves in environments requiring PWHT and with caustic concentration greater than 30% shall have Alloy 400 (UNS N04400) trim.
2. If PWHT is required for the service, carbon steel valves with welds that have not received PWHT, such as weld-on flanges, welded bonnets, and welded-in seat rings, shall not be used.
3. For valve packing, TFE multi-filament yarn and graphite filament with TFE suspension shall be used.
4. For valves using a body-to-bonnet O-ring and cap screws, O-ring shall be of Viton and cap screws shall be of Alloy 17-7 PH with proven resistance to caustic attack. Alternative materials shall be approved by BP.
5. Lubricated plug valves shall not be used.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 23 of 51
6. Gaskets shall be Type 316 or 347 SS spiral-wound with flexible graphite filler. Sheet gasket, 25% or less filled TFE or PTFE, may be used if approved by BP.
l. Aluminium, tin, lead, zinc, silicon iron, brass, bronze, and copper shall not be used in caustic piping systems or other equipment, unless approved by BP.
m. If carbon steel or 300 series SSs can not be used, alloys containing higher nickel (greater than 20%), such as 6% Mo alloys or alloys 400, 600, 625, C276, Ni 200, etc. shall be considered.
8.9. Chlorine
Chlorine in BP facilities is generally dry gaseous chlorine at temperature below 66°C (150°F). Thus, this stream basis is used for comments concerning facilities handling dry gaseous chlorine. Materials selection for other chlorine streams shall be discussed with BP.
Liquid chlorine and wet gaseous chlorine are very corrosive and materials of construction for them require special consideration. Plastic, ceramic, and rubber-lined materials are among materials offering the most corrosion resistance.
a. Piping shall have as few fittings and joints as practicable.
b. Threaded connections shall not be used unless approved by BP.
c. Ball valves shall be purchased for chlorine service and shall be assembled dry.
1. Valves shall have Alloy C276 trim.
Alloy 400 (UNS N04400) has been considered for this application. However, somewhere on the stems there will be moist air in contact with chlorine and rapid pitting/ corrosion of Alloy 400 results. Alloy 400 shall only be used with BP approval.
2. Flange gaskets shall be spiral wound with PTFE filler.
3. Silicone grease shall not be used.
d. Isolation valve shall be installed every 60 to 90 m (200 to 300 ft) of piping run between chlorine container and vaporizer.
e. If piping ties into a process system, a check valve shall be installed in the liquid line just upstream of the vaporizer.
f. Liquid chlorine piping runs exceeding 60 to 90 m (200 to 300 ft) shall include a remotely activated shut-off valve just downstream of the chlorine container.
g. Expansion chamber having a capacity of at least 20% of line volume shall be provided, at highest point of the line if practical. Expansion chamber shall be isolated from the line by a rupture disc.
8.10. Chloride and other halide environments and austenitic and duplex SS alloys
a. Any environment, including process streams, cooling water, hydrotest water, additives, external environment, etc., that contains halides, especially chlorides and bromides, can be a risk to austenitic materials, particularly the 300 series austenitic SSs, or duplex SSs, and to a lesser degree to the super austenitic and super duplex SSs and the chromium-nickel alloys, such as Alloy 800. Thus, each application shall be reviewed with BP for the possibility of pitting, crevice attack, and/or SCC.
Austenitic and duplex SSs and Cr-Mo alloys are used extensively in environments with halides present. The halides may be intentionally added or be contaminants on the inside or outside of the components or equipment. Susceptibility of materials to pitting and chloride SCC varies considerably dependent on variables such as the specific material, material’s strength, residual stress state (from welding and cold

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 24 of 51
work), exposure temperature, type of halide, halide concentration, and presence of water and other components in the environment. Initial concentration of halide in a stream or feed stream is important, but the possibility of increasing the initial concentration, such as by evaporative concentrating, recycling, or unexpected upsets, as well as other environmental changes, can have a significant effect.
Because of the enormous number of variables, cost factors, and materials available, only guidelines are provided for materials selection. Any questionable applications should be reviewed with competent materials specialists and/or be referred to BP for approval.
b. Austenitic stainless alloys exposed to environments with chloride concentrations above 50 ppm (including environments that can concentrate above 50 ppm) and temperatures above 60°C (140°F) shall be reviewed for susceptibility to chloride SCC. The review for SCC also applies to process streams operating above 149ºC (300ºF) with bromides as part of the process.
Austenitic SS equipment and piping in natural water service suggests that the incidence of SCC rises dramatically when temperatures exceed about 54 – 60°C (130 – 140°F). Cracking susceptibility also increases as chloride concentrations increase above about 50 ppm (some literature uses 100 ppm as the lower limit), especially in an acidified environment. If process fluid oxygen content is below 0,1 ppm, chloride SCC may occur if the operating condition is in the chloride SCC region shown in Figure 3. This figure provides common guidelines for solution annealed 300 Series SS. Deviation from the curve should be approved by BP materials specialist. There are no similar guidelines available for bromides.
c. Type 300 series SS equipment, piping, etc. shall be reviewed for potential chloride SCC from external chloride sources, (e.g. from the local industrial or marine environments or process leaks, particularly if evaporative concentrating can occur and under insulation. Refer to GP 06-25.
d. For duplex alloys, chloride SCC can become a concern as follows:
There are no specific concentration guidelines, such as the 50 ppm guideline used with 300 series SSs.
1. Alloy 2205: at temperatures > 93°C (200°F).
2. Alloy 2507: at temperatures > 121°C (250°F).
e. Evaporative concentrating mechanisms and unexpected heating sources, such as solar heating or heat tracing, shall be considered during materials selection.
Localized corrosion such as pitting, crevice, or bugs can concentrate chloride levels.
f. Use of austenitic and duplex SS alloys in halide containing environments shall be reviewed for the possibility of pitting and crevice corrosion.
These alloys are susceptible to pitting and crevice corrosion in halide containing environments. There are no specific limits for pitting or crevice susceptibility. However, ASTM G48 provides some guidelines for alloy ranking using CPT (critical pitting temperature) and CCT (critical crevice temperature). Other guidelines are available in producer’s literature.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 25 of 51
Figure 3 - Chloride stress cracking for austenitic TP304 and TP316 SS
g. S/UTG/028/03 shall be used for material selection.
h. Alloy vulnerability to both corrosion and SCC shall be considered.
i. Final materials selection shall be reviewed with BP.
These brines are solids-free aqueous solutions of different densities used for completion, workover, packer, and drilling fluids. The solutions are typically mixes of chloride or bromide salts of sodium, calcium, magnesium, and/or zinc. It is common to add oxygen scavengers, biocides, and corrosion inhibitors to these fluids.
Brines can be very corrosive to many common materials, including titanium at temperatures above about 93°C (200°F). The most common mechanisms are pitting and crevice corrosion, especially under deposits. High temperatures and low and high stream velocities are significant contributors to corrosivity. These completion fluids can also cause SCC some materials depending on solution chemistry, component stress state (including applied and residual stresses), and temperature. Numerous industrial and BP specifications are available for guidelines. For additional details, refer to sub-clauses �8.19 and �8.26.
8.11. Condensing streams (SO2/SO3, HCl, CO2, etc.)
Condensation in process streams that can result in corrosive acid conditions shall be reviewed and resistant materials used.
Small concentrations of some components, such as CO2 (in steam condensate and production streams), HCl (in crude atmospheric tower overheads, catalytic reformers effluent stream), and SO2/SO3 (in industrial environments or boilers and furnaces flue gas) can be significantly corrosive even if only small amounts of free water are present or water condensing occurs. Initial condensation is of particular concern because some components readily absorb into the initial condensation resulting in low pH solutions. As additional water condenses, dilution may occur and corrosivity may diminish. This is also important in compressed gas streams.
Some components such as SO2/SO3 that are often present in furnace flue gas or as a contaminant in industrial environments can raise the stream dew point (condensation) well above the commonly expected water dew point. This can lead to unanticipated sulphurous and sulphuric acid corrosion. The following curves provide guidance for designing equipment above the dew point in SO2/SO3 containing environments:
300
250
200
150
100
50
0
Service Temperature
(°F)
1 10 100 1,000 10,000 PPM Cl-
No Chloride Stress Cracking Region
Chloride Stress Cracking Region

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 26 of 51
Figure 4 - Dew point temperature for sulphur trioxide in flue gas
Figure 5: Relationship between percentage sulphur in fuel oil and flue gas dew point
8.12. Cyanides
Refer to �8.33.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 27 of 51
8.13. Dehydration glycol
Process stream of ethylene glycol (EG), methyl ethylene glycol (MEG) or triethylene glycol (TEG) used to remove water vapour from hydrocarbon gas streams.
Rich solutions contain absorbed water vapour while lean solutions contain essentially no water. Acid gas components present in the hydrocarbon vapour are absorbed by the dehydration glycol along with water vapour.
Carbon steel is the common material used for equipment handling both lean and rich glycol with the possible exception of the hot sections of the glycol regeneration equipment. If CRA materials are required upstream of the glycol contactor, then use CRA materials for the vapour wetted sections of the glycol regeneration equipment (for example the vapour space of the reboiler, the still column and the overhead piping). Assess the need for the rich glycol piping and glycol regeneration equipment to be suitable for sour service.
8.14. High temperature H2S/H2
a. Refinery processes in which both corrosive sulphur compounds, such as H2S, and H2 gas are present and temperatures are above about 230°C (450°F).
Process streams containing both H2S and H2 are more corrosive than streams without H2 present at comparable reactive sulphur compound levels. Alloys with from 0 to 9 wt % Cr have about the same corrosion resistance, this is, alloys with up to 9% Cr show no big advantage over plain carbon steel in H2-H2S environments. Reliably low corrosion rates are achieved only through the use of austenitic 18Cr-8Ni alloys (Types 321 or 347 for example) or higher alloys.
b. Isocorrosion curves, such as those by Couper-Gorman, used for materials selection purposes, shall be approved by BP. Refer to NACE publication 34103.
8.15. High temperature sulphidic
a. Isocorrosion curves approved by BP shall be used for materials selection guidelines for carbon steel and alloy steels at elevated temperatures above about 230°C (450°F) for the following groups of reactive sulphur compounds. Refer to NACE publication 34103.
This approach is based on the fact that different sulphur compounds have different reactivities from a corrosion viewpoint. Thus, the concentration of specific compounds needs to be considered as well as the total concentration of sulphur in hydrocarbon stream.
1. Elemental sulphur and polysulphides.
2. Hydrogen sulphide.
3. Aliphatic sulphides.
4. Mercaptans.
5. Aliphatic disulfides.
Thiophene and its homologues are, for all practical purposes, noncorrosive to carbon and alloy steels.
Two methods to predict the corrosivity of refinery process streams include the “modified” McConomy curves and the proprietary curves developed from Exxon technology. The modified McConomy curves are based upon the total sulfur content of the process stream versus temperature and material of construction. The proprietary curves are based upon the reactive sulfur content versus temperature and material of construction and velocity of the stream. In most cases, the reactive sulfur is not known or included in crude oil assays. Total sulfur is more readily

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 28 of 51
measured and more commonly reported. Therefore, the modified McConomy Curves are often used as a basis for materials selection.
b. If carbon steel is specified in a high temperature sulphidic corrosion environment above 230°C (450°F), the steels shall contain a minimum of 0,10% silicon content.
Carbon steel with lower silicon content can corrode several times faster than high silicon content materials due to types of passive scales formed.
1. Choosing a silicon-killed steel should achieve adequate silicon content.
2. ASTM A106 pipe should be specified instead of ASTM A53 or API Spec 5L. Fittings also need to he made of silicon-killed steels with 0,10 wt % Si minimum.
3. The silicon-killed steels have little advantage above about 315°C (600°F) and 5Cr-½Mo or 9Cr-1Mo should be considered in these services.
8.16. Hydrochloric Acid
Process environments and streams that intentionally contain quantities of hydrochloric acid (HCl).
Some processes are designed to be in HCl service, for example HCl isomerization, water treatment facilities, acid treatment of wells, and additions for pH control. HCl occurs unintentionally in some services, such as atmospheric crude still overheads and catalytic reforming operations in refining, refer to sub-clause �8.11. HCl is also extensively used as a chemical cleaning solution, usually inhibited to reduce metal corrosion.
HCL is very corrosive to most common metals. It is typically handled in very high alloy metals, such as the nickel-molybdenum alloys or tantalum, or nonmetallic materials, such as fibre reinforced plastics or solid polymers, or carbon steel with elastomeric, such as natural rubber, or polymer linings, such as polypropylene, TFE, or PTFE. Numerous industrial technical resources, such as NACE documents, are available for guidance on materials selection.
a. Materials choices shall be submitted for reviewed by a BP materials specialist.
b. If HCl is injected into equipment, piping, etc., the equipment, particularly at the injection area, shall be reviewed for corrosion effects by the HCl. The results shall be submitted for reviewed by a BP materials specialist.
8.17. Hydrofluoric acid
Process environment containing > 1 ppm or more concentration of hydrofluoric acid (HF).
a. Process streams shall be reviewed for presence of free water even during upsets or downtimes.
Process streams with even trace HF in the ppm range can be corrosive if the stream contains free water or if free water can be present during upsets or downtimes. In general, carbon steel with high CAs is adequate, but Alloy 400 (UNS N04400) may be required for wet HF with higher concentrations and at higher temperatures.
b. Special handling requirements shall be provided and neutralization facilities considered to reduce HF handling hazards.
c. Determining the percentage of HF shall be by weight and shall consider only water and HF to be present. Presence of hydrocarbons in the fluid does not lower the concentration for the purpose of this guidance.
d. Refer to GP 36-30 for specific materials selection and additional requirements.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 29 of 51
8.18. Hydrogen
a. Process environment with operating conditions satisfying one or more of the following:
Partial pressure is the pressure exerted by a specific component in a mixture of gases. Typically this is calculated multiplying the fractional volume of the component times the total pressure.
1. Hydrogen partial pressure is above 7 000 kPa absolute (1 000 psia).
2. Hydrogen partial pressure is above 525 kPa abs (75 psia) and temperature is above 230°C (450°F).
3. Hydrogen partial pressure-temperature combination is at or above operating limit curve for carbon steel in API RP 941.
b. When selecting materials of construction for hydrogen service, a minimum of 14°C (25°F) and 170 kPa (25 psia) partial pressure of H2 shall be added to the maximum operating temperature and H2 partial pressure before choosing a material grade using limit curves in API RP 941.
Industrial data and experience have shown that if a process stream contains hydrogen above specific pressure and/or temperature limits, hydrogen attack can occur. The attack causes material deterioration by reacting with carbon to form methane and damages the structure by forming voids, fissures, and cracking. Pressure boundary materials for process streams containing hydrogen should be carefully selected.
c. C-½Mo shall not be used in hydrogen service for new construction.
d. PMI shall be conducted on 100% of low alloy steels used in hydrogen service. Refer to GIS 36-103.
e. Plugs in air-fin exchanger headers in hydrogen or in H2S service shall be heat treated for the appropriate materials per GIS 36-102.
8.19. Injection water
a. In Upstream applications, water pumped down a well and injected into a formation for disposal purposes or to enhance/maintain hydrocarbon production. The injected water may be separated produced water, seawater, or a commingled stream of produced water and seawater.
b. Materials selection for water injection equipment shall comply with the requirements of NACE MR0175/ISO 15156 or NACE RP0475, whichever applies. For fully liquid systems, refer to the guidance in Annex C of part 2 of NACE MR0175/ISO 15156 to determine if the system is sour. Additional guidance can be found in:
1. S/UTG/257/01.
2. S/UTG/023/00.
8.20. Naphthenic acid
a. Refinery process environments that contain naphthenic acids in a concentration defined by a TAN > 0,5 and temperature exceeding 450°F (230°C).
Common crude unit (topping unit) environments in which naphthenic acid corrosion is observed include the crude feed preheat, the hot sections and side cuts from both the atmospheric and vacuum distillation columns. Additionally, the hot sections of the downstream units that use side cut feeds may also be susceptible, such as a coker unit or visbreaker unit.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 30 of 51
b. Materials of construction shall be selected based upon the concentration of naphthenic acids, the concentration of corrosive sulphur species, and operating temperature. Type 317L SS is considered necessary to resist naphthenic acid corrosion in aggressive environments, however, refer to a materials specialist for final selection.
Corrosion resistance to naphthenic acid improves with increasing alloy content such that Type 410 SS and Type 304 SS are more resistant than carbon steel. However, the reason for this is improved resistance to sulphidic corrosion. Increasing molybdenum content is needed to improve resistance to naphthenic acid corrosion, such that a minimum of 2,5% Mo is preferred for aggressive conditions. In severe cases, even higher Mo content is required.
Special consideration is required for units processing naphthenic crudes containing low sulphur concentrations. Experience has shown that the sulphide scale inhibits corrosion from naphthenic acid, such that high sulphur containing process environments can operate at greater TAN and exhibit minimal corrosion. Conversely, low sulphur operating environments having relatively low TAN have corroded far more aggressively than would be predicted from sulphur concentration and TAN.
8.21. Oxygen
a. Oxygen service refers primarily to pure or very high concentrations of oxygen.
b. Oxygen is typically not corrosive to many construction materials if the streams are totally free of water condensation, i.e. 100% dry.
c. However, oxygen is highly reactive and readily combusts most engineering materials if a metal fire should be ignited.
1. This is especially true for reactive metals such as aluminium, titanium, and zirconium.
2. Contamination, such as dirt, oil, and lubricants, shall be eliminated on components’ surfaces directly in contact with pure oxygen.
3. If process steam has greater than 25% oxygen, the approach for materials of construction and fabrication shall be reviewed with the equipment owner before starting the selection process.
Some BP organizations require streams with greater than 25% oxygen to be treated the same as pure oxygen.
d. Materials of construction and fabrication requirements are defined in GP 36-40.
8.22. Phosphoric acid
Process environments containing phosphoric acid at concentrations between 30% - 50% (by weight) and temperatures up to 70°C (160°F).
a. Seamless or welded ASTM A312, TP316L pipe shall be used. PVC pipe may be used in areas in which traffic is not a concern.
b. Gate, globe, and check valves shall be Type 316, flanged, or 316L, welded, SS.
c. Carbon steel lap joint flanges may be used with Type 316L piping.
d. Fittings shall be ASTM A403, Grade WP 316L for butt-welding construction and Class 3000, ASTM A182, Grade F316L for socket-welding construction.
e. Threaded connections shall not be used.
f. Gaskets shall be Type 316 or 347 SS spiral wound with flexible graphite filler.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 31 of 51
8.23. Polythionic acid and SCC of austenitic materials
Environments that can produce H2SxO6 (where X = 3 to 5), primarily from sulphide scale.
Polythionic acid can cause SCC of sensitised austenitic metals, especially 300 series SSs and some nickel base materials, such as Alloys 600, 800, 825, and others. PASCC typically occurs during downtimes and can occur internally or externally (for example on heater tubes) when specific conditions exist.
The most common source of sulphide scales that lead to polythionic acid is in moderate to high temperature processes containing sulphur, such as hydrodesulphurizer units and furnaces firing sulphur containing fuels and operating in a lean air environment. However, any environment that produces a sulphide scale on SS should be reviewed for PASCC.
PASCC may occur when the following conditions occur simultaneously:
• Polythionic acid is present or forms during shut down and exposure of sulphide scales to air and water.
• Austenitic SSs and similar alloys are in a sensitised condition by manufacturing or fabrication processes or by service exposure. Sensitisation is the formation of a continuous or near continuous network of chromium carbides in the grain boundaries of metals with an austenitic crystal structure, such as 300 series SS, specialty SSs, chromium nickel alloys, such as alloy 800 and 600. Sensitisation typically occurs in the temperature range of 398 – 815°C (750 – 1 500°F). Sensitisation is time, alloy, carbon content, and temperature dependent.
• Tensile stress (residual or applied) exists in the metal.
a. For components operating at temperatures below the sensitising range, about 398°C (750°F), and for components that are welded and have no further thermal treatment, “L” grades (such as 304L and 316L) or stabilized grades, such as 321 or 347, are preferred. Dual certified grades meet the requirements of “L” grades.
b. For components operating at temperatures above the sensitising range, about 398°C (750°F), the preferred method to minimize the risk of PASCC is thermal stabilization of type 321, 321H, 347, or 347H SS per GIS 36-102: before thermal stabilization, the SS shall be supplied in a solution annealed condition from the steel mill.
1. For high carbon grades (H or dual certified for H), the effect of heating in the thermal stabilization range shall be reviewed to ensure that long-term high temperature properties are still adequate for the service.
Heating in the high temperature range can result in some reduction of stress rupture strength. Since H grades are intended for high temperature applications, this loss of strength needs to be reviewed to ensure adequate properties are maintained.
2. Components receiving thermal stabilization shall be documented and a list supplied to the BP project team for forwarding to the plant inspection group receiving the component/s.
After long-term service of 20-30 years, even thermally stabilized grades of Type 321 and Type 347 may sensitise and require precautions to prevent PASCC. Thus, plant inspection teams need to be aware of components that need to be reviewed for potential future risks.
c. For existing SS installations that may be susceptible to PASCC, refer to NACE RP0170 for precautions to minimize the potential for cracking during downtime.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 32 of 51
8.24. Produced well fluids
a. A complex upstream environment consisting of the various liquid and gas phases produced from a formation in an oil or gas well.
Key constituents include hydrocarbon liquid and vapour, water liquid and vapour, carbon dioxide, hydrogen sulphide and formation (and/or stimulation treatment) solids. The amount and characteristics of each phase in the fluids change as the flow progresses up the well and through whatever surface equipment systems are in place. Therefore, the capacity of the environment to damage equipment, and the methods needed to preclude or minimize the damage, must be assessed for each piece of equipment in the system – from the bottom of the well to the final delivery or custody transfer point. Major concerns include erosion, corrosion, erosion-corrosion, and environmentally assisted cracking.
The major factors that influence the corrosivity of the produced fluids include total pressure, carbon dioxide content, temperature, water content, water chemistry, pH, and flow characteristics. Hydrogen sulphide may add to the corrosivity of the system, but creates more concern with environmentally assisted cracking in susceptible materials. Likewise, the chloride ions present in the water phase can also cause environmentally assisted cracking in susceptible materials.
b. Refer to EEMUA Publication No. 194 for additional guidelines.
c. For downhole tubulars, suitable materials of construction shall be determined as directed by S/UTG/023/00. For materials selections for associated downhole equipment (jewellery), including tubing hangers, the guidance in S/UTG/257/01 shall be followed.
d. Appropriate materials for surface pipelines and flow lines and for treating/processing facilities shall be selected with the approach outlined below.
The recommended approach addresses both the corrosivity of the environment and its ability to cause sulphide stress cracking (SSC) in susceptible materials.
1. Assess the corrosivity of the system per ESR.96.ER.066.
This methodology uses the Cassandra software program to predict the corrosion rate of carbon steel based on the applicable environmental conditions in the system. It is necessary to evaluate the corrosivity of the environment throughout the entire system. Particular attention must be given to low spots, dead legs, water zones, vapour spaces and turbulent flow areas. Use the predicted corrosion rate along with the wall thickness, including CA, to determine if carbon steel is a suitable material for the intended life of the equipment. Typically, a predicted corrosion rate less than or equal to about 0,1 mm/y (4 mils per year) indicates that unprotected carbon steel with an appropriate CA is probably acceptable for 20 to 30 year life. Up to a maximum temperature of about 100°C (212°F) carbon steel may still be an acceptable materials choice at predicted corrosion rates up to about 10 mm/y (400 mils per year). In such cases, the carbon steel must be protected with an effective corrosion inhibition program. At higher predicted corrosion rates, or for produced fluid flows that contain solids or turbulent flow conditions, CRA may be necessary. Seek support from a BP Materials or Corrosion Engineer.
2. Potential of the environment to cause SSC in susceptible materials shall be assessed. Determine the maximum hydrogen sulphide content expected in the produced fluids over the life of the project. Use that value and ISO 15156 to ensure that the materials selected on the basis of predicted corrosion rate will not experience SSC over the life of the project. Adjust the technical requirements for the materials as necessary to preclude the occurrence of SSC. Refer to GP 06-20 for sour service.
e. The maximum expected hydrogen sulphide content shall be obtained from reservoir souring predictions (for water flooded reservoirs), from historical data from nearby

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 33 of 51
analogue fields or from some other source of reservoir information. Contact the pertinent Project or Reservoir Engineer for further guidance.
f. For longitudinally welded carbon steel line pipe and for pressure vessels made from rolled steel plate in service in any measurable hydrogen sulphide content, a BP Materials Engineer shall be contacted to determine necessary additional materials requirements.
g. If HIC and SWC are concerns, restrictions on the chemical composition of the plate are needed as well as specialized non-destructive and cracking susceptibility tests. Refer to GP 06-20 for sour service.
Line pipe and pressure vessels made from rolled steel plate may be susceptible to another form of cracking in hydrogen-containing environments known as HIC or SWC. The hydrogen sulphide content of the produced fluids that can lead to HIC/SWC can be below that needed for SSC.
8.25. Seawater
a. Materials for seawater applications shall be reviewed with BP materials specialist for approval.
Raw seawater is typically very corrosive to unprotected carbon steel. Other materials are especially prone to pitting and crevice corrosion damage in raw seawater. Additionally, seawater can cause SCC susceptible materials, such as 300 series austenitic SSs, duplex SSs, and other specialty materials, such at 6% Mo alloys. These factors make the selection of materials for raw seawater duty particularly difficult, especially for offshore applications in which weight and fire resistance are likely to be additional important factors.
b. Some typical acceptable materials for use in seawater are as follows:
PREN or PRE (pitting resistance equivalent number) is defined as %Cr + 3,3 x %Mo + 16 x% N. A PREN of about 40 or higher is typical of super austenitic and duplex SSs and, thus, predicts good resistance to seawater.
Subject to their fire rating, some non-metallic materials may also be suitable, such as fibreglass (FRP/GRP) composites: see GP 36-XX.
1. PIPING: 90-10 CuNi, Ni-Al bronze, cement lined carbon steel, 6%Mo super austenitics, 2507 super duplex SS with minimum PREN 40, nickel-base alloys such as Alloy 625, and grade titanium, such as grades 2 and 7. Actual materials selection should be based on specific application and the costs of the various options.
Aluminium bronzes are very difficult to repair due to their hot short tendencies during welding or brazing.
2. VESSELS: carbon steel lined with suitable internal coatings and further protected by supplemental cathodic protection systems, if appropriate.
3. MACHINERY and MANUFACTURED EQUIPMENT: machinery, such as pumps, shafts, and manufactured equipment, such at valves, should generally follow the manufacturer’s recommendations.
For particularly critical applications, upgrading to superior metallurgy should be considered.
4. HEAT EXCHANGER TUBING: shall be made from a CRA.
The specific material depends on the temperature of the water and can range from copper alloys (brasses, bronzes, cupronickels), nickel-copper alloys (Alloy 400) SSs (superferritic, super austenitic or super duplex), Ni-Cr-Mo alloys to titanium, including pitting/crevice corrosion resistant grades.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 34 of 51
c. For equipment permanently immersed in seawater, materials selection should follow the principles described in EEMUA 194 and GP 06-XX (offshore document).
d. Coupling of different materials shall be reviewed for galvanic problems.
Many materials can suffer adverse galvanic coupling problems, such as accelerated corrosion rates of the anodic component or hydrogen charging of the cathodic component, such as in the case of carbon steel in direct contact with titanium.
8.26. Slurry service
a. Process streams containing solid particles in which erosion, erosion corrosion, or product damage may be a concern.
Erosion or erosion-corrosion can occur in process environments such as in catalytic crackers and cokers. Product damage, such as crystal breakage in the PTA process can occur during some operating conditions and effect product quality.
b. Slurry service shall be determined by BP. Appropriate designs with velocity restrictions, use of long radius bends, etc. shall be followed.
c. For additional guidelines, refer to GP 06-14.
8.27. Sour service
“Sour service” is a term often used to refer to environments that contain wet H2S. Refer to sub-clause �8.33 and GP 06-20 for sour service.
8.28. Steam condensate
Condensed steam environments that can contain dissolved CO2 particularly in condensate return lines. Refer to �8.11.
8.29. Stimulation acid
a. Upstream service environment consisting of various mixtures of HF, HCl, and/or acetic acid used to enhance production from oil or gas well. Included are the fresh acid mixtures pumped down the well and injected into the formation as well as the resulting spent mixture flowing back from the formation and produced up through the well.
b. Guidelines provided in S/UTG/028/03 shall be used.
8.30. Sulphur
a. Environments containing molten or elemental sulphur.
b. For sulphur plants, materials of construction shall be:
1. Carbon steel.
2. Polypropylene, Kynar, or Teflon lined piping may be used if approved by BP.
3. SS tubing shall be used for steam tracing sulphur piping.
4. Copper tubing shall not be used.
5. Flanged or threaded crosses shall be used in place of elbows in lines. The number and location of crosses and tees shall be reviewed with BP.
The crosses provide access to the line in the event they must be cleaned due to sulphur solidifying.
c. Deep sour wells shall be reviewed for the presence of elemental sulphur and CRA shall be provided as appropriate.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 35 of 51
In deep hot gas wells, the presence of elemental sulphur may dictate a need for nickel-based alloys, such as Alloy C276.
d. Shutdown and upsets scenarios should be reviewed to ensure wet conditions do not create problems.
Sulphur streams are generally non-corrosive. However, if moisture or free water is present, residual SO2/SO3 results in the formation of sulphuric acid that is very corrosive to many materials used in sulphur plant equipment. This is a considerable problem during shutdowns and upsets.
8.31. Sulphuric acid
Corrosion rates of typical materials vary considerably based on sulphuric acid concentration, temperature, and whether air (oxygen) is present. Predictive iso-corrosion curves can be found in manufacture’s literature as well as numerous technical publications The guidelines in this section are conservative and intended to provide materials choices that have a high probability of success if used below the stated limits. Closer scrutiny of available data broadens the materials use envelopes if specific process conditions are defined.
Process stream with sulphuric acid concentration of 71% to 104,5% (by weight).
a. Material for pipe, valves, flanges, fittings, and other piping components shall be:
1. Carbon steel for concentrations of 80 to 99,5% and temperatures 21°C (70°F) or less.
2. Type 316L SS for concentrations 80 to 104,5% and temperatures range to 21°C (70°F).
3. Alloy 20 for concentrations greater than 70% and temperatures 38°C (100°F) or less.
4. Teflon lined for concentrations and temperatures up to 121°C (250°F).
b. Piping components that are most susceptible to erosion, such as valves, elbows and tees should be solid Alloy 20 material wherever economic (TCO) considerations dictate.
c. Approval of piping components for sulphuric acid concentrations and temperatures outside above ranges shall be obtained from BP.
d. Flow velocities in piping shall be 1 m/s (3 ft/sec) or less. Carbon steel often has a minimum velocity of 0,3 m/s (1 ft/sec) to avoid hydrogen tracking – corrosion caused by hydrogen bubbles moving along the surface. Alternative design velocities shall be approved by BP.
8.32. Water treatment chemicals
Chemical solutions, such as lime, phosphate, soda ash, proprietary chemicals, and acids used for treating water, such as for cooling water, boiler feed water, waste water, and demineralised water resin beds. Specific guidelines and approval for their use shall be obtained from BP for each application.
8.33. Wet H2S (sour water)
Each stream uses slightly different definitions for wet H2S service. Downstream is typically more conservative based on field experience with cracking in carbon steel equipment. Factors affecting the cracking susceptibility of a material exposed to wet H2S include the composition, hardness, cold work, microstructure of the alloy; the H2S partial pressure or concentration, chloride concentration and pH of the water phase; as well as temperature and applied stress.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 36 of 51
8.33.1. Upstream
NACE MR0175/ISO 15156 shall be used if the partial pressure of H2S is above 0,3 kPa (0,05 psi). For additional information and guidelines refer to GP 06-20.
Exposure to oilfield environments that contain H2S can cause cracking of materials. Generally, for environments with a partial pressure of H2S below 0,3 kPa (0,05 psi) no special precautions are required for the selection of materials to avoid SSC.
8.33.2. Downstream
a. For equipment in refineries and chemical plants, wet H2S is defined as any of the following:
1. Any environments containing more than 50 ppm H2S in a free water phase.
2. Any environments with H2S and cyanides.
Cyanides in the process stream cause hydrogen entry into steels to occur more easily.
3. Process environments containing ammonium bisulfide, NH4HS.
b. Determination of H2S concentrations shall consider the possibility for evaporative concentrating and downtime exposure.
c. Carbon steel materials of construction with chemistry control as defined in �9.2. Carbon steel plate shall be specified for pressure vessel plate.
d. PWHT of carbon steel pressure vessels is required in H2S service environments. Refer to GIS 36-102 for guidelines.
PWHT is often specified for wet H2S service, but PWHT is not effective in preventing HIC and SWC because these are hydrogen entrapment concerns rather than hydrogen cracking mechanisms. PWHT is effective in lowering weld area hardness and preventing SSC in carbon steels. Refer to GP 06-20 for guidelines for materials for improved resistance to HIC and SWC.
e. For pressure vessels, WFMT shall be required for internal weld surfaces and HAZs, including internal attachment welds: Testing shall be after the final hydrostatic test.
f. SS clad or weld overlaid pressure vessels shall be considered as an alternative to carbon steel. Refer to GIS 36-107.
SS clad or weld overlaid pressure vessels may be more economic over the life of the equipment compared to the carbon steel vessel with the heat treatment and initial and periodic WFMT costs. Further, consider the future need for internal WFMT inspections in the cost analysis.
g. Limit maximum bulk fluid velocity in streams with greater than 2 wt% ammonium bisulfide in carbon steel piping to 6 m/s (20 ft/sec). Refer to API RP 932-B for additional requirements on materials of construction and design considerations.
h. EFW pipe may be used ISBL only if approval is obtained from BP. Carbon steel plate used to fabricate large diameter welded pipe shall be subject to the same requirements as pressure vessel plate and PWHT of longitudinal and circumferential weld seams.
i. ERW and EFW pipe may be used OSBL if pipe either has CE < 0,4. (CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15), or is heat treated at 593°C (1 100°F) minimum, for two hours.
j. Piping components having a CE < 0,45 and circumferential welds made from ID to OD with at least 2 passes shall not require PWHT.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 37 of 51
k. If single pass is used or piping component has CE > 0,45 or CE is unknown, welds shall have PWHT at 635°C+/–14°C (1 175°F+/–25°F) for 2 hours, minimum, and 5% random hardness test of welds.
l. Bolting for flanges that are buried, insulated, equipped with flange protectors, or otherwise denied direct atmospheric exposure shall be in accordance with ASTM A193, Grade B7M (552 MPa (80 000 psi) minimum yield strength and 22 HRC maximum). Nuts shall be in accordance with ASTM A194, Grade 2HM (22 HRC maximum).
9. Pressure boundary materials considerations
9.1. General
a. This section provides guidelines and requirements for typical materials used in Upstream and Downstream equipment and process units.
b. Materials have unique properties that shall be considered if the material is exposed in specific environments.
c. The more common concerns are noted in this section and often, specific guidelines are provided. However, sometimes only the concern is noted and the contractor/specifier shall review the details of the application to determine what specific actions, such as contacting a materials specialist, need to be taken to insure materials integrity.
Throughout this section, specific ASTM/ASME materials are often referenced. There are often equivalent materials available in other specifications, such as ISO, BS, DIN, JIS, etc., that are acceptable and are used for fabrication. The comments are pertinent to all of these materials.
9.2. Carbon steel plate, casting, forging, and pipe
a. Minimum CA, unless otherwise noted, shall be:
1. Pressure vessels: 3 mm (1/8 in).
2. Piping: 2,5 mm (1/10 in).
3. Higher CA shall be set by multiplying corrosion rate per year times the desired design life. CA greater than 6 mm (1/4 in) shall not be specified without specific BP approval.
Minimum CAs are typically set consistent with industry practice and are chosen based on low corrosivity process environments/streams. Higher CA is often used if corrosion is expected to be uniform and the additional CA provides desired economical service life for carbon steel so upgrading to high cost alloys is not needed. For example: if the general corrosion rate is predicted to be 0,25 mm/y (10 mpy), 3 mm (1/8 in) is acceptable for a 12,5 year design life, but 6 mm (¼ in) CA would be needed for >20 year design life. If pitting, crevice corrosion, or SCC is anticipated as the main corrosion damage mechanism, the use of higher CA would provide only marginal design life improvement: this should be approved by BP.
b. Carbon steels are susceptible to the following damage mechanisms (see appropriate requirements in this GP). These should be considered for all applications:
1. Brittle fracture: For carbon and low alloy steel vessels, the following ASME Section VIII Code paragraphs shall not be used for design purposes without BP approval:
a) UG-20 (f) on impact test exemption for carbon steel.
b) UCS-66 (b) on impact exemption for low design stress.
c) UCS-68-c on 17°C (30°F) reduction in impact exemption for PWHT vessels.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 38 of 51
Note: Similar exemptions in other Codes such as BSI PD 5500 and BS EN 13445 shall be approved by BP.
2. Environmental cracking: PWHT may be required in the following environments to prevent or minimize SCC:
a) Wet H2S, (including HIC, SOHIC, hydrogen blistering, SSC).
b) Caustic.
c) Anhydrous ammonia (less than 0,2% water).
d) Nitrates.
e) Carbonates (such as Catacarb and Benfield processes, many FCCU Fractionator overheads, and some soils).
f) Amines
3. High temperature hydrogen attack.
a) For new construction, carbon steel shall not be used for conditions that exceed the curves defined in API RP 941 with appropriate safety factors: 15°C and 0,15 MPa (25°F and 2 psia) partial pressure are typically added to the operating temperature as a safety factor.
b) For existing installations, carbon steel exposed to conditions that exceed the curves in API RP 941 shall be evaluated for suitability for service.
c) Short-term excursions may not damage the steel. However, longer-term operation intentionally above the Nelson Curve shall not be permitted under any circumstances.
4. High temperature creep and stress rupture: carbon steel operating above 426°C (800°F) shall be evaluated for creep and stress rupture mechanisms.
5. Graphitisation: Carbon steel operating above 426°C (800°F) shall be evaluated for potential for graphitization.
Carbon steel with aluminium, such as aluminium-killed steels, is more prone to graphitization than steel with low aluminium.
c. Specific grades of carbon steel for pressure boundary materials for pressure vessels and heat exchangers shall be selected from Table 1 with additional requirements as specified below. Materials not listed in Table 1 may be specified only with approval from BP.
1. ASTM A515 and other coarse grain carbon steels shall not be used.
2. Materials shall be made only by the steel making processes listed in ASME SA-20, paragraph 5.1.
3. ASME SA-302 material shall be normalized before forming.
4. For amine, hydrofluoric acid, sour water, and wet H2S services:
a) Pressure boundary materials for pressure vessels and heat exchangers shall be ASME SA-516, Grade 55, 60, 65, or 70. ASME SA-106 Grade B seamless pipe may be used for small diameter pressure vessels and heat exchanger shells.
b) Conventional plate material (0,12 < % carbon < 0,25) shall have the following chemistry restrictions:

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 39 of 51
Plate Thickness CE Limit (Maximum) Micro alloying Content (%Maximum)
T < 25 mm (1 in) 0,43 Nb < 0,025 T = 25-50 mm (1-2 in) 0,45 V < 0,02
T > 50 mm (2 in) 0,45 Nb + V < 0,03 CE= %C + %Mn/6 + (%Cr + %Mo + %V)/5 + (%Ni + %Cu)/15
c) Pipe shall have a maximum CE of 0,45
d) Piping fittings, flanges, valve bodies, valve bonnets, nozzles and pump cases shall have a maximum CE of 0,45
e) Flange forgings shall be ASME SA-105 material.
f) Pressure boundary carbon steel plate materials for amine or wet H2S service shall be HIC resistant as follows: 1. Have 0,006 wt. percent maximum sulphur plus sulphide shape control or 0,002 wt. percent maximum sulphur without sulphide shape control. 2. Be in a normalized condition.
g) For additional guidelines, refer to sub-clause �8.33, GIS 36-102, and GP 06-20.
5. TMCP plate material (% carbon < 0,12) shall have the following chemistry restrictions:
Plate Thickness CE Limit (Maximum) Micro alloying Content (%Maximum) All 0,38 Nb < 0,04
V < 0,04 Nb + V < 0,07
6. Cast steels are generally acceptable for ISBL and OSBL services.
Cast steels have carbon content and properties similar to their equivalent wrought steels. Thus, they are generally acceptable for critical applications, such as pumps, valves, etc.
9.3. Cast iron and ductile iron
Cast irons have high carbon content that leads to low ductility and toughness through their entire temperature use range and, therefore, are susceptible to brittle fracture. Cast iron is not permitted ISBL for hazardous duties because of potential for catastrophic failure during service and heating during a fire followed by sudden cooling from firewater could cause catastrophic failure.
a. Cast irons shall not be used in service in which impact loading is possible.
b. Cast irons shall not be used ISBL unless otherwise approved by BP.
c. Cast irons may be acceptable OSBL with BP approval.
d. Ductile iron pipe may be used in firewater and underground cooling water services. Material shall be suitable for 862 kPag (125 psig) working and 1 034 kPag (150 psig) design pressures.
9.4. Cr-Mo steel
Chromium-molybdenum low alloy steels, typically the 1% – 9% chromium grades, are air hardenable, meaning they experience high hardness when cooled in ambient air from above their lower transition temperatures. The high hardness makes them susceptible to SSC and hydrogen cracking in environments that can produce hydrogen from corrosion, especially in wet H2S and Sour Water environments. The high hardness also lowers their ductility and toughness, making them susceptible to brittle fracture. There is a lower transition temperature specific to each grade of

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 40 of 51
alloy, but it is usually in the 700 – 760°C (1 300 – 1 400°F) range. This temperature is typically exceeded during welding and some upset conditions, particularly if exposed to fires during service. These low alloy steels typically need to be heat treated after welding to reduce hardness to acceptable levels. Applicable Codes generally specify adequate requirements. However, additional definition and requirements are needed for some materials and applications. These are provided in the following sub-clauses.
Some of these alloys are also susceptible to delayed cracking after welding due to hydrogen pick up during welding. Thus, these alloys often need hydrogen bake out after welding and often before welding if they have been in services that could allow hydrogen entry into the steel. Refer to sub-clause �7.10 for concerns with high temperature exposures.
9.4.1. 1 1/4Cr-1/2Mo
For high temperature applications, use only class 1 materials, as there is no strength benefit to class 2 materials at high temperatures. Refer to Code allowable stress tables for guidance.
a. The following special requirements shall be used for pressure vessels of 1 1/4Cr-1/2Mo steels:
1. When used above the temper embrittlement temperature of 371ºC (700°F), they shall meet the X-bar and J-factor chemistry requirements of API RP 934.
X-bar and J-factor chemistry limits were developed for 2 1/4Cr-1/2Mo materials to control temper embrittlement. The 1 1/4Cr-1/2Mo alloys are borderline for temper embrittlement and don’t typically experience problems. However, applying X-bar and J-factor chemistry control does not burden quality supplies, so these alloys are also required to have chemistry control to insure that there are no risks.
2. If PWHT is required for pressure vessels with a design temperature above 440ºC (825ºF), a temperature of 718ºC +/–15ºC (1 325°F +/–25°F) shall be used.
In high temperature exposures, this alloy is susceptible to a loss of creep ductility if PWHT is done at lower temperatures. Reduced creep ductility is a decrease in rupture ductility, i.e. rupture elongation, in the creep rupture regime. This can result in cracking at high temperature when ductile creep elongation would be expected. This phenomenon is more prone in the weld metal and HAZ, but can decrease fracture toughness of the base metal.
API Publication 938 provides an in depth study of causes and repair of cracking in 1 1/4Cr-1/2Mo steels.
9.4.2. 2 1/4Cr-1Mo, 3Cr-1Mo, and enhanced Cr-Mo versions
In addition to creep considerations, upon prolonged exposure to temperature above 371°C (700°F), these materials are susceptible to temper embrittlement characterized by loss of ductility and toughness at ambient temperature. For piping plates, and forgings, not including flanges and blind flanges, controlling the material’s chemistry is required. Verification testing is also required.
a. Material applications and Code requirements for these Cr-Mo steels shall be reviewed with BP.
b. The following special requirements shall be used for pipe and pressure vessels of 2 1/4Cr-1Mo and 3Cr-1Mo steels, including their chemistry controlled and enhance versions, when they are used above a temperature of 371ºC (700°F).
The enhanced versions typically have vanadium added and include 2¼Cr 1Mo ¼V and 3Cr 1Mo ¼V.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 41 of 51
For applications that are on the low temperature side for temper embrittlement or applications in which only short-term excursions in the temper embrittlement range occur, controlling the chemistry and waiving the verification testing, may be sufficient to avoid the problem. These cases should be reviewed with the BP materials specialist.
The need for mechanical testing of thin wall pipe should be reviewed with a BP materials specialist to determine if it can be waived.
1. Guidelines and recommendations in the latest edition of API RP 934 are mandatory.
a) ASME Section VIII Division 2 Appendix 26 shall be used with materials listed in that appendix. These are typically enhanced versions of the 2 1/4Cr-1Mo and 3Cr-1Mo steels.
b) Appropriate material listings in BSI PD 5500 and BS EN 1344 shall also apply.
2. PWHT shall be at 690°C +/–15°C (1 275°F +/–25°F).
3. For plate, pipe, forgings (except flange forgings purchased to ASME B16.5 and B16.47) of a thickness greater than 50 mm (2 in) elevated temperature tensile tests shall be performed as described in API RP 934.
a) The tests shall be done in the maximum PWHT condition.
b) The maximum time shall include two PWHT cycles for future needs.
c) The data are for information only, so no limits are set.
d) Test samples shall be at the same locations as room temperature test samples.
4. Charpy V-notch testing shall be done at the lower of the MDMT as defined in ASME Section VIII or the requirements in API RP 934. Test values shall meet RP 934 requirements.
5. Material test coupons representing the steel from which the vessel is fabricated shall be sent with and installed in the vessel for subsequent mechanical testing after service. Each sample shall include all of the following requirements.
a) The test coupon shall: - represent steel used in the vessel - be from a heat of steel used in the fabrication - contain a weld made with the same consumable and process as used in vessel.
If more than one heat is used for a vessel, agreement on the number of test samples and from which specific heat the coupon/s are made shall be in agreement with the BP materials specialist.
b) The test coupon shall be heat-treated the same as the vessel, that is, it shall have the same thermal history as was used during fabrication of the vessel.
c) The size of the test coupon shall be large enough to allow at least five sets of eight standard sized Charpy V-notch specimens to be removed.
d) The test coupon shall be protected from corrosion by covering it with stainless steel overlay of the same specification as used on the actual vessel. Some variation of this may be allowed if approved by the BP materials specialist.
The purpose of the test coupon/s is to permit evaluation of embrittlement that may have occurred in service. The plant materials specialist decides when sections from the test coupon are removed after some period of service to assess how the transition temperature may have shifted due to embrittlement.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 42 of 51
6. Reactors/pressure vessels shall have a determination made of the ductile-to-brittle transition temperature curve as the basis for setting the minimum pressurization temperature (MPT).
7. For heavy wall pressure vessels, the use of ultrasonic examination may be considered in lieu of radiography.
a) This alternative must be reviewed and approved by BP.
b) If approved, ASME Code Case 2235 shall be used.
9.5. Stainless steels
SSs have a very wide range of applications, properties, and concerns. Specific classes of SSs have unique properties and liabilities. Specific applications need to be carefully reviewed. The following list provides the main classes of SSs with many of their concerns.
For additional guidelines for use of SSs in applications in which chlorides are present, refer to sub-clause �8.10. The following shall be considered for application of these alloys:
a. 400 series: primarily straight chromium alloys with ferritic (405, 409, 430, 434, 446) or martensitic (403, 410, 416, 422) crystal structures.
1. Many of these alloys are air-hardenable. They are difficult to weld because of cracking due to the high hardness and typically require PWHT. It is rare that these materials are used for pressure boundaries in pressure vessels or piping.
2. Many of these alloys, especially 405, 409 and 430, are susceptible to “885°F embrittlement” (low ductility and toughness at room temperature) in the range of about 370 – 540°C (700 – 1 000°F). Maximum temperature use should be below 343°C (650°F) unless approved by BP.
3. The higher chromium alloys, such as 446, are susceptible to embrittlement by sigma formation above about 565°C (1 050°F).
4. If hardness is above about HRC 22 or there is cold work, they are susceptible to sulphide SCC.
5. The 13Cr alloys can be susceptible to H2S SSC even below HRC 22 under severe sour conditions. Thus, NACE MR0175/ISO 15156 limits use to 0,1 bar H2S (1,5 psi).
6. “12Cr” castings (CA15), typically ordered per ASME SA-743, are common in refining pump applications. These are acceptable, but can be difficult to weld repair. Alloy CA-6NM (13Cr-4Ni) is a preferred material.
b. Specialty Ferritic SS (18Cr-2Mo/444, 29-4C, 26Cr-1Mo): These alloys are used primarily for corrosion resistance applications.
1. These are especially susceptible to sigma formation above about 565°C (1 050°F) and to 885°F embrittlement.
2. Applications above 315ºC (600°F) shall be approved by BP.
c. Austenitic SS (300 series): These are the most common SSs and most extensively used. Some of the more common concerns are as follows:
1. Dual grade austenitic materials, such as 304/304L and 316/316L, are acceptable if either “L” or standard grades are specified.
Austenitic SSs are typically made by an AOD (argon-oxygen-decarburising) steel making process. Carbon content of AOD SS generally meets the requirements of both L and standard grade specifications. Manufacturers typically take advantage of this by qualifying a product so it meets code requirements of both grades. This

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 43 of 51
allows them to stock a single grade and supply it as either grade. ASME Section IID allows use of standard grade allowable stresses for dual grade products up to 538°C (1 000°F): Refer to exception notes in ASME Section IID. Thus, dual grade products are preferred to “L” grade products. Similar acceptance criteria may be contained in other Codes such as PD 5500 and BS EN 1344.
2. Halide SCC, especially in chloride, fluoride, and bromide– environments.
SS are strictly prohibited in HF Alkylation units, refer to GP 36-30.
3. Low chloride insulation shall be required for most 300 series equipment requiring insulation.
In marine, seacoast, and other plant environments in which airborne (or other sources) chlorides are potentially high, SS piping is often painted or wrapped with aluminium foil to prevent external SCC under insulation, refer to GP 06-25.
4. Caustic SCC.
5. Sensitisation (chromium carbide precipitation in grain boundaries) in the 398 – 815°C (750 – 1 500°F) temperature range can result in susceptibility to:
a) Intergranular corrosion.
b) SCC in polythionic acid.
6. Pitting and crevice attack due to breakdown of passive layer, especially in presence of halides.
7. Heat tint from welding can significantly reduce corrosion resistance due to chromium depletion immediately under the heat tint oxide scale. Either protective inert gas shielding during welding or picking/passivation after welding may be required.
8. Molybdenum (Mo) containing alloys experience Mo segregation during solidification in castings and weld metal, reducing corrosion resistance.
9. Mo containing alloys are susceptible to catastrophic oxidation above 871°C (1 600°F) during service or furnace heat-treating.
Molybdenum can form non-protective, relatively low meting oxide scales, such as MoO3, when exposed to oxygen at elevated temperature, such as during service or heat treatment. These scales can become volatile or form liquids that act as a flux and result in very rapid corrosion of the metal. Precautions include:
• Not operating above the temperature limit. • Providing good airflow and minimum contact areas within a furnace during heat
treatment. This prevents local concentration of molybdenum oxides in stagnant areas, such as under supports.
• If needed, parts should be abrasive blasted to remove contamination scales or other contamination before heat treatment.
10. Susceptible to liquid metal embrittlement (LME), especially with zinc, above about 750°C (1 380°F) even during very short exposure time, such as HAZ during welding and in very small quantities, such as surface contamination from zinc ore dust or by scratching with galvanized components. Contact with inorganic Zn coatings, zinc containing dusts, and galvanizing shall be avoided.
11. Cold work increases susceptibility to halide and caustic SCC. Severe cold work can result in formation of martensite and result in susceptibility to wet H2S SCC.
12. If stress relief is desired, a thermal stabilization treatment is required, unless a different treatment is approved by BP. Refer to GIS 36-102.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 44 of 51
13. Many of these alloys are susceptible to sigma phase embrittlement in high temperature service.
14. Ferrite in castings and weld metal can lead to 885 embrittlement as well as inaccuracies if eddy current testing is used, such as with heat exchanger tubing.
15. Ferrite in castings and weld metal can affect toughness properties at very low temperatures. Codes often require impact testing for the weld procedure below certain temperatures.
16. These alloys are highly susceptible to galling in rotating or rubbing contact parts, such as bushings and bolts/nuts.
d. Specialty austenitic SS (such as 904L, Alloy 20Cb3, and 6% Mo alloys):
1. During prolonged exposure, these can embrittle above about 343°C (650°F) due to limited thermal stability.
2. Susceptible to reduced corrosion resistance due to Mo segregation in castings and weld metal.
3. Susceptible to catastrophic oxidation during heat treat above 898°C (1 600°F).
Refer to comments in sub-clause �c.9.
4. Susceptible to halide and caustic SCC in severe environments.
5. Heat tint from welding can significantly reduce corrosion resistance due to chromium depletion immediately under the heat tint oxide scale. Either protective inert gas shielding during welding or pickling/passivation after welding may be required.
6. Cold work increases susceptibility to halide and caustic SCC. Severe cold work can result in formation of martensite and result in susceptibility to wet H2S SCC.
7. These alloys are highly susceptible to galling in rotating or rubbing contact parts such as bushings, bolts/nuts, etc.
e. Duplex SS (LDX2101, 2304, 2205, 2507, Feron 100): The following shall be considered for application of these alloys: Refer to API RP 938-C for guidelines.
Duplex SSs combine beneficial properties of austenitic and ferritic SSs. The preferred microstructure phase balance for the base metal is approximately equal amounts of ferrite and austenite. For welding, the preferred range is about 40-60%. Phase balance outside these parameters can result in a significant loss of corrosion resistance in some environments and increased susceptibility to some SCC mechanisms. Verifying phase balance after welding is very difficult. Thus, strict adherence to weld procedure parameters is critical during fabrication.
1. Phase balance is critical to optimise corrosion resistance. Review of specific alloys is needed for each application.
2. Welding parameters shall be well defined and consistently applied to maintain phase balance.
3. The ferrite phase is susceptible to 885 embrittlement. Maximum use temperature is about 287°C (550°F).
4. The ferrite phase is susceptible to wet H2S SCC.
5. The austenitic phase is susceptible to halide and caustic SCC in moderate to severe environments.
f. Precipitation Hardening SS: These alloys are susceptible to SSC. Refer to MR0175/ISO 15156 and GP 06-20.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 45 of 51
The precipitation hardening alloys are susceptible to various types of HIC due to hydrogen absorption, such as in wet H2S environments, corrosion in halide environments, and other hydrogen environments. Higher strength levels (low tempering temperatures) are considerably more susceptible than those with lower strength levels (high tempering temperatures). The alloy classes are as follows:
• Martensitic: such as alloy 450, 455, 15-5PH, 17-4PH, PH13-8MO. • Semi austenitic: such as 17-7PH, PH17-7MO, AM 350 and 355.
1. Martensitic precipitation-hardened alloys, such as 17-4 PH (UNS S17400) and Custom 450 (UNS S45000) shall not be used for the following applications unless specifically approved by BP:
a) Valve stems in hydrogen, sour water, or wet H2S services.
b) Wellhead equipment components wetted by the produced fluids, unless test data is provided indicating threshold stress levels in NACE TM0177 are not exceeded.
2. If allowed, Alloy 17-4 PH (UNS S17400) shall be heat treated per NACE MR0175/ISO 15156.
9.6. Nickel base alloys
Nickel base alloys (and alloys with nickel as a primary element) typically have very good corrosion resistance, high to excellent resistance to SCC, and high strength. General alloy classes are as follows:
• Ni-Cr-Fe (Alloys 330, 800, 800H, 800HT, 825, 600, 601). • Ni-Cr-Mo (Alloy 625, Hastelloy C22, Alloy C276, Haynes C2000, Inco 686,
VDM Alloy 59). • Ni-Mo (B alloys). • Ni (Alloy 200). • High strength/high temperature alloys (Alloys 706, 718, Incoloy 725, and Alloy
625Plus).
Because of patent time limits, many of the nickel base alloys have registered trademarks as well as generic names. The above list represents examples of various classifications, but by no means the complete selection.
The following shall be considered for application of these alloys:
a. Alloys with less than about 35% Ni have variable resistance, from good to moderate, to SCC in halides. Thus, review of applications, especially evaporative concentrating conditions, is needed. Above about 35% Ni, materials are generally immune to SCC, but there are some exceptions, especially in the highly cold worked condition.
Laboratory testing of cold worked austenitic SS wires in magnesium chloride solution showed these steels to have their lowest resistance to SCC at about 8-10% nickel content. This data is commonly presented in the Copson curve plotting nickel % versus time to failure. This testing, suggests that the most commonly used SSs, such as 304, 316, 317, 321, and, 347, generally have the highest risk to SCC in many halide environments. As nickel content increases SCC cracking improves with immunity or near immunity above bout 35% Ni. Testing and experience have shown that many specialty austenitic SSs with nickel contents above about 20% have very good halide SCC resistance in many moderate to moderately severe environments. These more resistant materials include alloys such as the Ni-Cr-Fe and super austenitic alloys.
Alloy materials with nickel less than about 2% also have immunity to halide SCC.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 46 of 51
b. One of the main concerns is with loss of corrosion resistance in some environments and possible embrittlement if exposed in the temperature range of about 537 – 926°C (1 000 – 1 700°F). This is due to precipitation of undesirable phases, typically associated with minor alloying additions. This is a particular concern in the HAZ during welding.
1. Typically, stringer bead welding is preferred to weave passes that keep the HAZ in the undesirable temperature range for an extended period.
2. Recommended interpass temperatures are typically relatively low to minimize high temperature exposure time.
c. Alloys 330, 333, and 800 type shall be PWHT if used above a design temperature of 537°C (1 000°F). PWHT shall either be a re-solution anneal or a 913°C +–15°C (1 675 +/–25°F) stabilization treatment per GIS 36-102.
Alloys 330, 333, and 800 type generally have the best resistance to thermal instability, but the alloy 800H and HT (titanium and aluminium additions) do embrittle with long-term high temperature exposure, primarily due to sensitisation and/or gamma prime precipitation. ASME Section VIII requires PWHT for 800, 800H, and 800HT for design temperatures above 537°C (1 000°F). Other Codes such as PD 5500 and BS EN 1344 may have similar requirements for PWHT.
d. Weld overlaying with nickel base alloys can create dilution problems that result in loss of corrosion resistance and/or thermal stability.
1. A minimum of two layers of overlay is generally required.
2. Cladding and weld overlay are susceptible to thermal stability concerns if the base metal, usually carbon steel, requires heat treated.
3. In the case of weld overlay, it is often preferred that the second overlay layer be done after PWHT: this shall be reviewed with BP.
4. These applications should be reviewed with BP for approval.
e. Alloy C22 and C276 should be in the solution annealed condition when received from the supplier. Critical applications require confirmation by requiring ASTM G28 Procedure B with corrosion rate less than 1,9 mm/y (75 mpy) for C276 and 0,5 mm/y (20 mpy) for C22.
ASTM and similar standards generally require these alloys be supplied in the solution annealed condition. This provides optimum corrosion resistance. However, there has been an unacceptable amount supplied with substandard solution annealing. For critical applications, proper solution annealing can be confirmed by the ASTM G28B test.
f. Hot induction forming may result in Alloy C276 piping becoming susceptible to cracking due to sensitisation during heating. The following guidelines can be used for bending:
1. Before beginning, each heat of pipe shall be tested to ASTM G28 Procedure B and shall have less than 1,9 mm/y (75 mpy) corrosion rate.
2. Forming temperature shall not be allowed over 1 148°C (2 100°F).
3. OD surface shall be liquid penetrant tested for cracks.
g. The “B” class alloys are susceptible to intergranular corrosion and SCC in the HAZ and weld metal in some highly corrosive environments.
This is caused by strain age cracking due to precipitation of Ni4Mo in grain boundaries in about the 600 – 800°C (1 112 – 1 472°F) temperature range during welding, heat-treating, or service exposure. Unlike most nickel base alloy embrittlement, this material is brittle at the operating temperature. Even with good welding practice, precipitation is difficult to completely eliminate. Some precautions

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 47 of 51
include resolution annealing after weld completion and use of only stringer bead (no weave passes) welding during fabrication.
h. Alloys 718 and 725 are susceptible to liquation cracking during casting, welding, forging, and cooling. Vendor procedures and qualifications should be reviewed before placing order.
i. API Specification 6A 718 shall be used for Alloy 718 in Upstream applications. Due to the potential for serious intergranular cracking problems, the following additional requirements shall be followed:
1. Alloy 718 shall be provided only by mills approved by BP.
2. Alloy 718 shall be melted, homogenized, and forged by the Alloy 718 producing mill. Subcontract forging is not permitted. Subcontract heat treatment, if required, shall be approved in writing by BP before processing.
3. Full traceability of rolled bar and forgings shall be maintained with respect to the following, as applicable:
a) Final vacuum arc melting (VAM) or electro slag remelt (ESR) ingot number.
b) Solution anneal and age hardening heat treat lot number.
4. Minimum total hot work reduction ratio shall be 4:1.
5. Detailed quality plans shall be in place for forging, heat treatment, NDT, and machining.
a) The forging plans shall indicate the soak temperature and times, forging temperature ranges, minimum forging temperature, and when and how the material temperatures will be monitored during forging.
b) Furnace calibrations shall be reviewed.
c) NDT plans shall be reviewed to insure that both longitudinal cracking and radial cracking will be detected. Full NDT on the rough machined forging shall be done following completion of the final heat treatment. Full surface NDT using fluorescent DPI shall be applied to accessible surfaces.
d) For forgings are longer than a metre (1,1 ft) a mechanical test sample prolongation shall be taken from each end and tested to insure that both ends have received the correct heat treatment.
e) If there are any through thickness holes in the central regions of the forging, e.g. production outlet, then samples for metallography shall be taken from the inside wall at this point during the machining operation.
9.7. Nickel-copper and copper-nickel alloys
a. Nickel-copper alloys, such as Alloys 400/UNS N04400, 405/N044405, and 500/N05500), in wet sulphide environments, such as wet H2S, shall be limited to service in temperature less than 150°C (300°F). Refer to GP 06-20 and NACE MR0175/ISO 15156, Part 3.
Sulphides, especially H2S, can reduce the corrosion resistance of these alloys in environments that would normally be acceptable.
b. Copper-nickel alloys, such as 90-10 and 70-30 Cu-Ni, shall be reviewed for process stream contamination and scaling possibility in cooling water services.
Cu-Ni alloys are commonly used in cooling water service, including on ocean going vessels that use seawater. These alloys have good corrosion resistance to clean seawater, but can experience rapid corrosion in sulphide contaminated seawater, such as in ports.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 48 of 51
These alloys also experience accelerated corrosion under deposits and scales.
Copper-nickel alloys shall not be used in sour water and wet H2S services or where this type contamination is possible.
9.8. Refractory alloys (titanium, zirconium, and tantalum)
These alloys typically have outstanding corrosion resistance in many process applications. Titanium (Ti) and zirconium (Zr) are considered together. Typically, tantalum (Ta) experiences similar characteristics to Ti and Zr, but Ta is used infrequently.
a. Tantalum applications shall be approved by BP.
b. The following limitations and concerns shall be considered in the application of Ti and Zr:
1. They have limited ASME Code allowable temperature limits, typically 315°C (600°F) for Ti and 371°C (700°F) for Zr.
2. Commercially pure Ti is susceptible to crevice corrosion in seawater and brine at temperatures above about 93°C (200°F). Use of Pd and Ru grades should be considered above this temperature.
3. Adequate resistance to crevice corrosion in severe chemical environments needs to be verified.
4. They are susceptible to hydride embrittlement in some corrosion and hydrogen environments, especially in crevice areas.
5. They are susceptible to exothermic reactions in powder and thin sheet forms that can result in very intense metal fires.
6. The presence of iron oxides promotes thermite reactions. These reactions can occur online, during shutdown periods, or during maintenance, especially if flame cutting, etc. is used.
7. They are highly susceptible to oxygen and nitrogen absorption at temperatures near or above the melting point, such as during welding.
a) This can result in severe loss of ductility and mechanical embrittlement. Thus, fabrication knowledge is critical, limiting qualified fabricators.
b) Fabricators shall be approved for reactive metal work.
Zr is moderately more reactive than Ti.
8. Methanol is not permitted for degreasing.
Titanium and zirconium are susceptible to SCC in pure methanol:
9. They are susceptible to galvanic corrosion when coupled with carbon steel and other ferritic materials. Refer to EEMUA Publication No. 194 for guidance.
10. Large diameter shafts often need to be heat treated for dimensional stability. Refer to GIS 36-102 for guidance.
9.9. Aluminium
a. Applications of aluminium shall be subject to BP approval, except TSA (Thermal Spray Aluminium). The following are some of the limitations with aluminium. These should be reviewed before requesting approval:
1. It has relatively low strength and limited high temperature strength.
2. It has low melting point and is generally not allowed for pressure components ISBL because it can fail in a fire and contribute to the fire.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 49 of 51
3. It is used in cryogenic applications, but is susceptible to mercury (Hg) SCC during ambient temperature exposures when water is present.
4. It is very difficult to weld, making field repairs very difficult.
5. It is highly susceptible to pitting and crevice corrosion.
6. It can be used OSBL, in transportation applications, fins for air cooled exchangers, cryogenic applications, and similar applications with BP approval.
7. For TSA applications, refer to NACE 12.
b. Proposed applications of vapour defused aluminium, such as Alonizing, into metals shall be reviewed with BP materials specialists.
Alonizing was popular for improving oxidation and sulphidation corrosion resistance, such as with carbon steels and low chromium alloy furnace tubes in sulphidation and H2/H2S services, in refining. Because of high costs, it is not used often currently. However, it is a viable alternative in some applications. These technologies require special processing and handling. This information is generally provided by the supplier for BP review. An Amoco heritage specification for Alonizing is available from refining, but would likely need updating before use.
9.10. Copper alloys
Copper and its alloys have some limitations in process units and production applications, especially pressure boundary applications. Some of the restrictions listed here can be waived with BP approval.
a. Copper, brasses, and bronzes generally shall not be used in process streams containing acetylene, caustic amines, ammonia, sour water, or wet H2S, or in applications exposed to atmospheric H2S. Specific limitations are as follows:
1. Ammonia: Alloys with a copper content greater than 50% shall not be used in ammonia service or in aqueous solutions containing ammonia where the pH exceeds 8,5.
2. Caustic and alkaline: Alloys with a copper content less than 85% shall not be used.
3. Acetylene: Alloys with a copper content greater than 50% shall not be used in services in which acetylene in a wet environment is present.
In the presence of moisture and acetylene, potentially explosive copper acetylides compounds can form. Specific conditions and limits are difficult to define. Unless there is strong economic incentive and very low risk, copper and its alloys should not be used. Applications should be reviewed with BP.
4. Aluminium bronze (UNS C61300) and inhibited admiralty brass (UNS C44300) may be used for wet H2S service if amine or ammonia is not present and BP approves.
The use limits for these materials is dependent on temperature and H2S concentration.
b. For cooling water exchanger tube applications, the possibility of water scaling or other deposits shall be reviewed. The possibility shall be eliminated or these materials shall not be used.
These alloys are highly susceptible to under deposit corrosion and dezincification, in the case of admiralty brass. Manufacturer’s and other published technical literature provide velocity guidelines for various water services to reduce susceptibility.
c. Copper and its alloys shall not be used for pressure boundary vessels or components in flammable service.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 50 of 51
Table 1 - Pressure boundary materials a
Plate Pipe Forgings b Wrought Pipe Fittings
Design Temp. °°°°C (°°°°F)
Thickness Including
Corr. Allow. mm (in)
Spec No.d
Grade
Spec No.
Grade
Spec No.
Grade
Spec No.
Grade
–196 (–320) to
All SA-240 304 SA-312 TP304 SA-182 SA-336
F304 SA-403 WP304
–102 (–151) Over 13 (½) to 50 (2)
SA-353 8 SA-522 I WPL8
–101 (–150) to
–47 (–51)
All SA-203 D, E SA-333 3 LF3 SA-420 WPL3
–46 (–50) to
–30 (–21)
SA-333 SA-334
1, 6 1, 6
SA-350 LF2 WPL6
–29 (–20) to
18 (65)
All SA-516 55, 60 65, 70
SA-106 SA-53
B B
SA-105 SA-266
1, 2 SA-234c WPB
19 (66) to
19 (¾) & under
SA-285 C
427 (800) All SA-516 55, 60 65, 70
428 (801) to
482 (900)
All SA-204 SA-302
A, B A, B
SA-335 SA-106 SA-53
P1 B B
SA-266 1, 2 WP1 WPB
483 (901) to
649 (1 200)
All SA-387 Norm. & Temp.
11, 12, 22
SA-335 P11, P12, P22
SA-182 SA-336
F12, F11, F22
WP11 WP12 WP22
650 (1 201) to
816 (1 500)
All SA-240 304H SA-312 TP304H F304H SA-403 WP304H
a. Alternative materials, such as ISO, DIN, JIS, BS, etc., may be used with BP approval. b. Forged carbon steel valves, flanges, and fittings shall be in accordance with ASTM A105, including Supplemental
Requirement S9, and shall be heat-treated by manufacturer. Quenching followed by tempering is not acceptable. c. Carbon steel fittings made from plate shall be made with SA-516 material. d. If carbon steel is specified, SA-106 Grade B seamless pipe may be used for small diameter pressure vessels and heat
exchanger shells.

23 August 2006 GP 36-10 Guidance on Practice for Metallic Materials Selection
Downloaded Date: 6/17/2008 10:54:36 PM The latest update of this document is located in the BP ETP and Projects Library
Page 51 of 51
Bibliography
American Petroleum Institute (API) [1] API 579 Fitness-for-Service.
[2] API Publication 938 An Experimental Study of the Causes and Repair of Cracking of 1 1/4Cr-1/2Mo Steel Equipment, May 1996.
BP [3] GP 36-XX Guidance on Practice for Non-metallic Materials Selection (in process).