Embed Size (px)
Citation preview

Goldex, the GRG Jewel
F. Robichaud, G. Belzil1, and M. Fullam2
1Agnico-Eagle Mines Ltd, Goldex Division 1953, 3e Avenue Ouest
Val-d’Or, Québec, Canada, J9P4N9 email: [email protected]; [email protected]
2FLSmidth Knelson 19855 98th Ave
Langley, BC, Canada V1M 2X5 email: [email protected];
ABSTRACT
The Goldex mining and milling complex is operated by Agnico-Eagle and is located in the Abitibi greenstone belt of northwest Quebec, Canada. The mill operates presently at a throughput of 8250 tpd with gold grade varying between 1.8 and 2.2 g/t. The ore is very high in gravity recoverable gold (GRG) at about 92% and as such a significant emphasis was placed on the gravity circuit. Commercial production started in 2008. Average gold recovery is 93.5% with about 68% of gold recovery coming from the gravity circuit.
Over the course of the first several years of production, several gravity audits were carried out. In 2009, a complete gravity audit was completed, including ore, classification, Knelson Concentrators, and the gold room. In 2011, an audit was undertaken of the flotation circuit to determine the efficiency by which GRG is floated. Large samples of flotation feed and tails were collected and process for GRG content. This allowed a link between gravity and overall recovery to be made. This paper presents results of the audits and the development of a model linking gravity and overall gold recovery, and outlines improvements made to increase gravity performance and reduce operating costs.
KEYWORDS
GRG, gravity, gravity recovery, gold recovery

INTRODUCTION
Agnico-Eagle is a Canadian-based gold producer with mines and exploration properties in Canada, Finland, Mexico, and the United States. The Goldex property is an underground mine and processing plant located in Val d’Or, some 60 kilometres East of Agnico-Eagle’s flagship Laronde mine. Goldex had initial gold in reserves of 1.6 million ounces (24.7 million tonnes at 2.1g/t). The mineralization remains open at depth. The Goldex mill began production in April 2008 at an operating tonnage of approximately 7,000 tpd and since that time production has increased on average to 8,250 tpd with peaks at 9,500 tpd. Milling operating cost is 8.30$C/mt. Life of Mine total operating costs are very low at 21$C/mt or 318$C/ounce gold and Goldex is one of the lowest-cost underground hard-rock mines in the world. During design, a large emphasis was placed on gravity recovery, as the Goldex ores are unusually high in Gravity Recoverable Gold (GRG).
PROCESS FLOWSHEET
The gold is mined using an innovative but simple high-volume bulk mining method combining
block caving and long hole stoping and shrinking. The broken muck is crushed underground by jaw crusher and then hoisted to the surface. Most of the gold at Goldex occurs as liberated particles recoverable by the gravity circuit. The balance of the gold occurs as finer particles associated with pyrite. The processing methods chosen to recover the gold take advantage of its coarse native character and its association with pyrite.
The Goldex processing facilities include secondary crushing, grinding, a gravity circuit to recover coarse liberated gold, sulphide flotation, a flotation concentrate handling facility and a gold room to transform gravity concentrate into gold ingots. Gravity circuit particles range in size up to 800 microns while the flotation concentrate contains gold particles in the range of 10 to 100 microns. The flotation concentrate is trucked to the Laronde facility and is fed to a dedicated leach extraction circuit where gold is leached from the sulphide concentrate by an oxygen/cyanide circuit and recovered by carbon in pulp. Overall gold recovery (gravity and flotation plus leach) averages 93.5% with 68% gold recovery to the gravity circuit and 25.5% of the gold recovered in the flotation/leach circuits. Overall recovery is expected to reach 95% after commissioning of an ISAMILL regrind station at the leaching facilities in mid-2012. About 92% of the Goldex ore is typically GRG, and is quite coarse so a high gravity effort was designed into the gravity circuit so as to recovery about 2/3 of the GRG.
The milling circuit consists of a single open circuit SAG mill with a single ball mill closed with cyclones. Ball mill discharge is pumped to the gravity circuit. Cyclone overflow reports to a conditioning tank. Collector (PAX) is added at the SAG mill discharge pump box, second rougher cell and first scavenger cell. Weak frother (MIBC) is added at the conditioning tank discharge, second rougher cell and first scavenger cell while a stronger frother (UNIFROTH 250) is added at the conditioning tank discharge. The first mechanical cell produces a bulk gold-pyrite concentrate which is pumped directly in the final concentrate thickener. The rest of the 5 mechanical cells produce a scavenging concentrate which is further upgraded in a column cell. Column tails return to the rougher feed. Flotation tails are thickened in an E-CAT thickener before being pumped to a tails storage pond.
Gravity Circuit
As the Goldex ore is high in GRG, a large gravity effort is used to recover a substantial portion of the GRG in the grinding circuit. 97% of the ball mill discharge is pumped to the gravity circuit where three Sizetec feed screens remove the +2 mm oversize, with the undersize reporting to the three Knelson KC-XD48’s. The concentrate from each Knelson KC-XD48 is stored in a concentrate storage hopper and tabled on 3 Gemeni GT 1000 shaking tables, each with an Eriez magnetic drum separator. The combined table tails are screened passing 1.1mm stainless steel wire mesh type Sizetec ISS 153, with screen undersize reporting to a Knelson CD-12 VG.

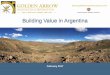
The KC-CD12 concentrates are then stored and tabled separately on a fourth Gemeni GT 1000. Final table concentrates are smelted into dore bars. The simplified flowsheet is presented in Figure 1.
SAG MILL24 ft x 12¼ ft EGL
(13½ ft F/F)4 500 HP - VFD
GRINDING & GRAVITY
FLOTATION
CYANIDATION and CIP(TCGO and Lapa)
REFINERY
To Manitou Pond23 km PipelineTo Laronde Site
BALL MILL16½ ft x 27 ft(27.6 ft total)
4 500 HP
HYDROCYCLONES4 x 26 in
VIBRATING SCREENS6 ft x 16 ft2 x 7.5 HP
KNELSON CONCENTRATORS
48 in60 HP
GEMINI TABLESGT1000
INDUCTION FURNACE
500 lb - 75 kW
Dore
APRON FEEDERS48 in x 16 ft20 HP - VFD
ORE PILE7,000 tm (live)
25,000 tm (total)
ROUGHER CELLS3 x 38m3, 75 HP
CONDITIONING TANK3.5m dia x 4.5m
40 m3
FLOTATION COLUMN
2.4m dia x 9m30 m3
CONCENTRATE THICKENER
Hi-Rate, 7m dia
HOLDING TANK4.6m dia x 9m
150 m3
TRUCK-LOADING TANK25 m3
ORE HANDLING
HOLDING TANK6.25m dia x 7m
200 m3
CYANIDATION TANKS4m dia x 4.5m
5 x 50 m3
CONCENTRATE THICKENING AND
HANDLING
Process Water
O2
TAILINGS THICKENER
E-CAT, 12m dia
Recirculated process water
LOW PRESSURE BLOWERS
2 x 3600 ACFM, 150 HP
F
SAMPLER
T
SAMPLER
c SAMPLER
F
SAMPLER
AGNICO-EAGLE MINES LTD – GOLDEX MILLING FLOWSHEET
To grinding circuit or concentrate thickener
Process Water
(as required)
To Auxilliary Pond6 km Pipeline
Fresh or recirculated water
Collector / Frother
Anti-Froth
Flocculant
Fluxes / Oxidants
GAS SCRUBBER
MILL FEED CONVEYOR
42 in x 1190 ft75 HP
TAILINGS PUMPS5 x 8/6 (3xSAHP-CCCG & 2xSYFCAHPP-CCCG)
200 HP - VFD’S……….
STOCKPILE FEED CONVEYOR42 in x 230 ft
100 HP
Ore from U/G
STOCKPILE ENCLOSURE
200 ft dia x 100 ft
Metal Detector
Collector / Frother
c
Collector
SCAVENGER CELLS3 x 38m3, 75 HP
Lime
Lime
Flocculant
Lime
NaCN
Anti-Froth
WEIGH SCALE
LAMELLAR DECANTERLGS 570/55
Flocculant
CRUSHERSTD. HEAD CONE
HP 800
Leaching & CIPAcid Wash & Strip Column
Electrowinning CellInduction Furnace
Water from Pond 3B
T
SAMPLER
SAMPLER
Anti-Scale
O2 T
Lapa LeachingTank#2
Lapa CIPTank#3
Lime
To Tailings PondLaronde
Lapa Mill
TCGO Mill
O2
Figure 1 – Goldex Simplified Flowsheet
GOLDEX PLANT DESIGN AND COMMISSIONING
McGill GRG Test Results
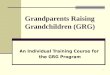
Three samples of Goldex ore were tested by McGill University (Laplante 2003, 2006a, 2006b) for GRG content. The GRG of the samples was unusually high, at between 92.4-95% GRG. In addition, the GRG was coarse, and much of it was liberated in the first stage of the test. At the time, McGill was developing the simplified one stage GRG test, and this was also carried out on a set of sub-samples. A drop of about 7% in GRG content was found using the simple test versus the full three stage GRG test. This suggested early on in the project that interaction between the GRG and gangue can take place during grinding, and that gravity recovery will be an important consideration in the Goldex circuit. The results of the 3 GRG tests carried out by McGill are presented in Figure 2.

0
10
20
30
40
50
60
70
80
90
100
10 100 1000
Cumulative 3 Stage
GRG (%
)
Particle Size (microns)
McGill 1
McGill 2
McGill 3
Figure 2 – Three Stage GRG Content as a Function of Particle Size
Gravity Circuit Design
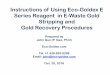
The gravity circuit design presented in Figure 3 used best practices available within the plant constraints in order to maximise gravity recovery, that is, treat the majority of the circulating load, and use a more complex gold room to minimise upgrade losses. Due to site permitting and supply issues, intensive cyanidation of the gravity concentrate was not pursued. Modeling of the circuit suggested that using three Knelson KC-XD48’s would not provide a large incremental benefit versus two units, but due to the importance of gravity, the extra insurance of the third unit was warranted. Relatively large (6’ by 16’) Sizetec screens were selected to provide feed preparation.
The gold room was given special consideration in design, with a concentrate storage hopper and Gemeni shaking table dedicated to each Knelson KC-XD48. Ahead of each table was a drum magnet to remove steel scats. The combined table tails were then screened and scavenged in a small 12” Knelson. The concentrate from the 12” Knelson was stored separately, and re-tabled. The gold room design followed best practices where intensive leaching was not possible (Laplante, A.R., Huang, L., & Harris, B., 1999)
Goldex Concentrator Commissioning
Due to the importance of the gravity circuit, the equipment was water tested after installation to prove out the plant supplied automation. In addition, process and maintenance training was carried out by Knelson in both the classroom and in the plant ahead of slurry commissioning. The goal was a trouble free gravity circuit start-up. This goal was achieved, with gravity recovery of 63% in the first month of operation, and almost no un-planned gravity circuit downtime in the first year of operation.

SAG MILL24 ft x 12¼ ft EGL
(13½ ft F/F)4 500 HP - VFD
GRINDING & GRAVITY
REFINERY
BALL MILL16½ ft x 27 ft(27.6 ft total)
4 500 HP
HYDROCYCLONES4 x 26 in
VIBRATING SCREENS6 ft x 16 ft2 x 7.5 HP
KNELSON CONCENTRATORS
48 in60 HP
GEMINI TABLESGT1000
INDUCTION FURNACE
500 lb - 75 kW
Dore
A
SAMPLER
To grinding circuit or concentrate thickener
Fresh or recirculated water
Fluxes / Oxidants
GAS SCRUBBER
Collector
Process water
HP800 secondary
crusher
To Flotation Circuit (Conditioning Tank)
Figure 3 – Goldex Gravity Flowsheet
GRAVITY CIRCUIT AUDIT
In September, 2009, Knelson and Goldex personnel carried out a gravity circuit audit. The goal was to identify areas where gravity recovery could be improved, and to provide data to use develop a calibrated gravity circuit model. The GRG content of the ore, classification, the Knelson unit recovery, and the gold room recovery were all measured.
Ore GRG Content
A sample of SAG discharge was collected and processed for GRG content. The GRG results were similar to the earlier McGill results. The size distribution of GRG was slightly finer, which is not surprising considering it was SAG discharge rather than crushed drill core. The GRG results are presented in Figure 4, with the McGill results shown for comparison.

Figure 4 – Cumulative Three Stage GRG Content as a Function of Particle Size
Knelson Unit Recovery
Knelson unit GRG recovery was measured over each of two concentrating cycles. Feed rate to the KC-XD48 varied between 185 mtph and 234 mtph, for an average of 205 mtph. The original design feed rate was 150 mtph per KC-XD48. The average unit GRG recovery was found to be similar to the design estimate, even at the higher feed rate. Results are presented in Figure 5.
0
20
40
60
80
100
10 100 1000
Knelson KC‐XD48 Unit GRG Recovery (%
)
Particle Size (microns)
Design ‐ 150 mtph
Measured ‐ 205 mtph
Figure 5 – Knelson Unit GRG recovery as a Function of Particle Size

The main problem of the uneven split to the feed screens is that the ball mill discharge pump-motor-drive is operating at its design limit, and is unable to create the minimum pressure of 35 kPa in the splitter manifold to allow optimum performance. Not only does this create an un-even split, but it also makes it more difficult to compare the unit performance of downstream equipment. As an example, a higher feed rate will produce a higher grade of concentrate in the KC-XD48 assuming equal concentrating cycle time, and more gold on the table. Obtaining a clear analysis of comparative performance becomes difficult. Another example is tracking KC-XD48 concentrating cone wear, higher tonnage equals higher wear, thus comparative performance can be made more difficult if different cones are being benchmarked.
Gold Room Audit Results
The gold room results identified some areas for improvement, however, not all unit processes were measured in the 2009 audit. The high grade middlings and table tails scavenger KC-CD12 concentrate report to a separate concentrate tank and this is re-tabled on a separate Gemeni GT 1000. The performance of this table was not measured, but on a month by month basis this fourth table accounts for about 30% of the gold production, thus overall gold room recovery can be implied. The gold room balance measured in 2009, prior to re-tabling, is presented in Table 1.
Table 1 – Primary Table Balance
Weight Distribution Grade
(kg) (%) (g/tonne) Weight (g) Dist. (%)
Feed to magsep 1585.0 100.0 1,645 2607.8 100.0
Magsep concentrate 600.2 37.9 534 320.7 12.3
Table feed 984.8 62.1 2,322 2287.0 87.7
Table concentrate 0.9 0.06 590,000 546.9 21.0
Table middlings high grade 0.6 0.03 349,909 192.5 7.4
Table middlings low grade 2.8 0.18 228,357 647.4 24.8
Table tails 980.5 61.9 918 900.3 34.5
STREAMGold
Table 1 shows the distribution of gold as it is tabled. Of the concentrate fed to the table, 37.9% was measured as grinding steel and ball scats, and this magnetic stream also removes over 12% of the gold in the Knelson concentrate. 21% of the gold reports to the table concentrate, with a further 7.4 and 21% reporting to the high and low grade middling streams. Much of this is later recovered, as the high grade middlings are later re-tabled along with the KC-CD12 concentrate, and the low grade middlings report back to the concentrate storage hoppers. 34.5% of the gold reports to table tails, but the during the audit it was found that the KC-CD12 is effective at scavenging over 60% of this value out of the table tails for separate re-tabling. Improvements in the gold room and the table scavenging are discussed later in the paper.
GOLD ROOM IMPROVEMENTS
The gold room audit identified several areas where performance might be improved.
Improved Table Feed System
Several changes were made to improve the feed to the table. At commissioning, the Sizetec 8 decks were all open casted 2.4 mm panels with 35 open area. High feed pressure on the first deck screen panels was allowing coarser particles to report to the KC-XD48’s, and to the downstream tabling circuit, reducing table recovery quite significantly. The first change was to use blank urethane panels at the first

deck where the slurry impacts the deck. This resulted in a loss of about 15% screen area, but by using mixed aperture panels for the rest of the screen decks allowed efficient screening of the pulp. Deck #2, 3 and 4 were changed from original 2.4 mm to injection molded 0.9 mm with 28% opening area while deck #5, 6, 7 and 8 were not changed. In addition, basket screens were added between the KC-XD48 concentrate flush pipes and the concentrate storage hoppers to remove large particles that did pass through the screen. Originally, a pinch valve was used to control the feed to each table, but alternate plugging of the valve, followed by table flooding was causing a loss in recovery. A Clarkson C Valve was trialed, with good results, and was adopted for the feed to all tables. The Clarkson C valve is a muscle valve, with a circular aperture that is reduced in diameter as air pressure in increased, allowing much finer control of the table feed.
Knelson KC-CD12 Improvements
A KC-CD12 is used to scavenge gold from the table tails, which are first screened to remove coarse gangue. The KC-CD12 was originally supplied with a Generation 5 (G5) concentrating cone. Knelson has several types of concentrating cones targeting different applications, and one in particular, the Generation 7 (G7), is more suited to recovery of fine gold. The G7 had never been tested in this duty, so one was fitted in the KC-CD12 and benchmarked against a G5. Overall, unit gold recovery was improved from 65 to 79% and optimum cycle time was found at 4-5 minutes. Results are presented in Table 2.
Table 2 – KC-CD12 G5 and G7 Cone Unit Recovery Results
2 3 4 5 AverageG7 Recovery (%) 87 95 81 53 79G5 Recovery (%) 75 78 69 37 65
Difference (%) 12 17 12 16 14
TEST NUMBER
Overall Gold Room Recovery
The improvements made to the gold room have allowed about 80% of the gold to report to a bar of dore in a single pass through the gold room, as presented in Table 3.
Table 3 – Gold Room Distribution after Improvements
Gold Distribution(%)
Feed to Gold Room 100Magnetics 17.5
Matte 1Gold Dore 80
Ash 0.2KC-CD12 Tails 1.3
100
STREAM
The magnetics and KC-CD12 tails report back to grinding, so some of this is recovered once again by the KC-XD48’s.

KC-XD48 CONCENTRATE CONE TESTING
Since the 2009 audit, additional audits have been carried out to measure performance of various Knelson concentrating cone styles and feed tube and deflector pad configurations. In particular, Knelson Generation 5 and Generation 6 cone styles have been metallurgically benchmarked (results pending at time of publication) and new cone materials and feed tube geometries have been tested, as described below.
Goldex is a low grade operation and sensitive to operating costs. During design and equipment selection, estimates were provided on expected wear part life for the major KC-XD48 components in contact with the slurry. Once the equipment was commissioned, wear life was less than expected. This was not only for the gravity circuit, but in most high wear applications in the plant. Since wear parts life has a major influence on gravity circuit OPEX, efforts were made to increase wear part life. At the time, Knelson was developing new concentrating cones to extend concentrator cone life, and Goldex received the first cone of this type, called the XR1. The XR1 is available in any Knelson cone style (Generation 4 through 7), and at the current time, Goldex is operating both the standard urethane cones, and the XR1. Initial results suggest wear life will be extended by about 50%, possibly more.
CLASSIFICATION
Logically, GRG that exits grinding is no longer available for gravity recovery in the primary grinding circuit, thus classification is an important consideration in gravity recovery. A relationship exists between gravity recovery and cyclone operating pressure, as presented in Figure 6.
Figure 6 – Influence of Cyclone Pressure on Gravity Recovery
GRINDING MEDIA TESTING
During the 2009 audit, the amount of magnetics in the KC-XD48 concentrate was measured, and found to be almost 38%. This number is below the 2009 average measured ranging from 54 to 65% so the

team agreed to use this 38% as the base case knowing that it is higher in reality. This focused attention in this area and discussions were started with ball suppliers of both the SAG mill (Moly-Cop) and ball mill (Magotteaux). The Goldex operation had been using MOLY-COP Canada’s standard “Super SAG” grinding ball in the SAG mill. To help meet the objective of reducing the amount of scats reporting to the Knelson, Moly-Cop proposed a test of its HT SAG ball. The HT ball is subjected to a different heat treating process than the standard grade SAG ball. The HT ball is slightly softer than the standard SAG ball and is expected to wear marginally faster. However, the higher wear rate is mitigated by the loss of ball mass generated by ball spalling and chipping in high impact milling environments. Moly-Cop through its continuous program is developing the next generation of ball to handle the higher impact environments that are becoming more the norm. Discussions with the ball mill ball supplier would be the next step in 2011. Thermal treatment modification and chromium content would be areas for discussion.
Grinding media size in the ball mills has also been changed, not so much to reduce scats, but to reduce flotation losses in the fine fractions. Makni & Faucher, (2011) studied intensively the Goldex ball charge in 2010 and 2011. Initially, the ball charge was 75% 1.5”, and 25% 2”. Over time, the charge has been changed gradually to 100% 2”. Size reduction of coarse (>0.25”) material was also initially poor, so this change was also made to accommodate the increased throughput. The next step is to assess the introduction of 2.5 and 3.0” balls as a mixed ball charge with 2.0”.
MILL TONNAGE INCREASE
The Goldex circuit was originally commissioned at about 7,000 tpd, but has now increased to 8,250 tpd, an 18% increase, as well as the grind has been coarsened from 106 to 140 microns. Both of these changes would tend to have a negative impact on gravity recovery. In fact, modeling made in 2008 indicated a drop of 3.2% absolute by coarsening the grind and increasing throughput. Despite these changes, gravity recovery has increased from 63% to about 68% over this time due to the continual improvements made to classification, the Knelson’s and the gold room.
LINKING GRAVITY AND OVERALL RECOVERY
Knelson has developed a method to quantify the benefit of a gravity installation and link the gravity recovery with the increase in overall gold recovery. Typically, free gold floats poorly in both very fine (Froehling, Mohns, Rajwani, and Fullam, 2007) and coarse sizes. Minimizing the amount of particles at the very fine, and very coarse ends of the size range will thus have a benefit in minimizing losses of free gold to tailings. Gravity is beneficial in reducing the number of both coarse and fine particles reporting to flotation, due to free gold’s behaviour of GRG and free gold in closed circuit grinding (Fullam, 2010). Gold in Closed Circuit Grinding
Gold is a very malleable metal, and due to its malleability, gold grinds much more slowly than the background gangue in an ore and in fact GRG grinds between 5 and 20 times more slowly (Laplante, 2000). As GRG grinds, most of its progeny are gravity recoverable, in fact the majority remains in the same size class, but a small proportion grinds into particles too fine to be gravity recoverable. This can be called “former” GRG. Many of these particles are less than 10 microns, and have poor flotation recovery, so minimizing their formation would be beneficial.
GRG also reports to cyclone underflow in very high proportion due to its high specific gravity (Laplante, 2000), in effect, it behaves like a much larger particle, and the cut size for gold is much finer than that of the gangue. Because of this, coarser particles of GRG recycle in closed circuit grinding and can produce significant amounts of “over-ground” gold as very fine particles break off during grinding. This very fine free gold is too fine to be classified as GRG, and can be more difficult to float. There are also some coarser particles that exit grinding according to the GRG partition curve of the cyclone, thus

gravity has the dual benefit of reducing the number of coarse GRG particles that exit grinding, and reducing the amount of very fine free gold that is formed as coarse GRG recycles in grinding. Modeling Gravity Recovery
Under any given set of conditions, there is a population of GRG particles entering closed circuit grinding. These particles end up 1) either being recovered by gravity, 2) exiting grinding as GRG according to the GRG partition curve of the cyclone, or 3) will end up as very fine free gold that used to be GRG, and will generally exit grinding very quickly. If no gravity circuit is present, then the population of the latter two will be higher. Since coarse GRG and very fine free gold have lower probability of reporting to a flotation concentrate, then recovery by gravity will provide an overall recovery benefit. Knelson has had modeling programs for more than a decade that can predict the amount of gold recovery by gravity, thus the population balance has existed for some time. By measuring how well particles in each size class float, and by knowing how gravity can change the population balance of particles, the model can now be used to link gravity and overall recovery. Measuring Flotation of GRG
The samples of cyclone overflow and final tails were processed in the Knelson MD 3 to determine the GRG content. The gold and GRG balance of the flotation circuit was calculated, and the unit recovery of gold and GRG in the flotation circuit was determined on a size by size basis. Results are presented in Figure 7.
0
20
40
60
80
100
10 100
Flotation Unit Recovery (%
)
Particle Size (microns)
Gold
GRG
Figure 7 – Unit Gold and GRG Recovery as a Function of Particle Size
The results show a typical flotation response for gold and GRG, that is high recovery in the middle sizes, with lower recovery at both the fine and coarse sizes. Of note is the drop in recovery for the finest size class of gold. Some of this size class is “former GRG”, that is, very small particles of free gold that broke off larger particles of GRG. These are now too small to be recovered by gravity in primary grinding, so are no longer considered GRG. This is particularly important at Goldex, as due to both the abundance of GRG, and its coarseness, a large portion of the GRG would be ground into non GRG if no gravity circuit is present.

This is the fifth site where Knelson has measured the flotation unit recovery of GRG. The results from Goldex and considerably higher than those measured at other sites. One of the sites was a polymetallic massive sulphide ore, and zinc depression in the rougher circuit also likely depressed gold. One site was a copper porphyry, so the circuit was optimized for copper rather than gold recovery, and two others were copper regrind circuits, where pyrite depression was required to achieve copper grade at the expense of gold recovery. Goldex is the only “gold only” site audited thus far. Modeling Recovery With and Without Gravity
Since the amount of GRG by size class reporting to flotation can be simulated with and without gravity, overall recovery of GRG by gravity and flotation combined can also be simulated with and without gravity operating. The GRG Balances are presented in Tables 1 and 2. The model over-estimated the gravity recovery at Goldex by about 6%, likely due to incorrect gold grinding kinetics in the coarser size fractions. The grinding kinetics used for gravity gold modeling (Banisi, Laplante, and Marois, 1999) were developed at one site (Hemlo) in Ontario, in a relatively small mill, and to Knelson’s knowledge, this work has not been repeated anywhere. If we increase the gold kinetics only slightly, the model matches up well with current gravity recovery. This is somewhat speculative, but work is ongoing to quantify this. Using the calibrated model from the audit, slightly adjusted grinding kinetics and plant operating data taken at the time the flotation efficiency of gold and GRG was measured, gravity recovery and overall gold recovery was modeled, and compared to actual plant operating results. Results are presented in Table 4.
Table 4 – Modeled and Measured Gravity and overall Gold Recovery
Modeled Measured Modeled Measured
(%) (%) (%) (%)
Gravity Recovery 65 65 - -
Overall Gold Recovery 93 94.1 82 -
Benefit of Gravity 11 - - -
With Gravity With No Gravity
Typically, the benefit of gravity recovery to overall gold recovery when flotation is the
downstream process varies between 1-10%, but values as high as 20% have been reported (Espinosa, 2011). Goldex is at the very high end of the normal range at 11% due to the very high and very coarse nature of the GRG.
SUMMARY
Goldex is an unusual orebody in that 92% of the ore is gravity recoverable. As such, a large emphasis was placed on the design, commissioning and ongoing operation of the gravity circuit. Gravity recovery upon commissioning was 63%, at the original tonnage of 7,000 tpd. Plant tonnage has increased since then by over 18% to 8,250 tpd, and the grind has been coarsened. Even with these changes, which normally negatively impact gravity recovery, continual measurement and performance improvements to the gravity circuit have allowed an increase in average gravity recovery from 63% to 68% and standard deviation reduced from 2.7 to 1.4% absolute during this time period, and maintain overall gold recovery between 93 and 94%. The benefit of gravity recovery to overall gold recovery has been determined by mathematical modeling to be about 11%.
REFERENCES
Laplante, A.R., (2003). Characterization of Gravity Recoverable Gold in a Sample of Goldex Mill Feed, 2003, April

Laplante, A.R., (2006). Assessment of Gravity Recoverable Gold in a Second Sample of Goldex Ore (Goldex 2), 2006, January Laplante, A.R., (2006). Assessment of Gravity Recoverable Gold in a Third Sample of Goldex Ore (Goldex 3), 2006, January Laplante, A.R., Huang, L, and Harris, B., (1999, January). The Upgrading of Primary Gold Gravity Concentrates, Proceedings of the 31st Annual Meeting of the Canadian Mineral Processors, Ottawa, Ontario, Paper 14, pp. 211-226 Makni, S., & Faucher, A. (2011, July). Balls charge optimization at the Goldex Ball Mill. TR-122 report, COREM, Québec, Canada. Froehling, M., Mohns, C., Rajwani, and Fullam, M., (2007, January). Reduction of Free Gold Losses in the Cleaner Circuit with the Installation of a Gravity Circuit at the Kemess Min, Proceedings of the 39tth Annual Meeting of the Canadian Mineral Processors, Ottawa, Ontario, Paper 14, pp. 211-229 Fullam, M., (2010, September). Predicting the Benefit of Gravity Recovery Prior to Flotation, Proceedings of Gravity Gold 2010, Ballarat, Victoria, pp. 97-99 Laplante, A.R., (2000) Ten Do’s and Don’ts of Gold Gravity Recovery, Randol Gold Silver Forum 2000, Randol International Limited. Banisi, s., and Laplante, A.R., and Marois, J., (1991, January). The Behaviour of Gold in Hemlo Mines Ltd. Grinding Circuit, CIM Bulletin, Volume 84, No.955, pp.72-78, Nov-Dec.1991 Espinosa, R., (2011, January). Operating Practices at Penoles Concentrators - Mexico, Proceedings of the 43rd Annual Meeting of the Canadian Mineral Processors, Ottawa, Ontario, Paper 6, pp. 91-105