Embed Size (px)
Citation preview

8 International Microelectronics And Packaging Society
Intl. Journal of Microcircuits and Electronic Packaging
The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
Glob Top Plastic Ball Grid Array PackageEncapsulation Process Development and ItsMoisture Sensitivity StudyL.Y. Yang, E. Padrinao, and Y.C. MuiAdvanced Micro Devices512 Chaichee lane, #03-06 Bedok Industrial EstateSingapore 469028Phone: 65-240-9441Fax: 65-448-2360-14603e-mail: [email protected]
Abstract
Liquid epoxy encapsulation is one of the important processes in the glob top PBGA assembly, which affect other subsequent process andpackage quality. The objective of the encapsulation is to protect the bonding wire and chip from harsh environment and make the device morereliable. In general, the basic concerns for encapsulation in glob top PBGA are encapsulation thickness, surface flatness, encapsulationarea, voids in the encapsulation, and finished encapsulation surface. On the other hand, package reliability under accelerated conditionshould be addressed to assess the encapsulation quality as well as the assembly process reliability.In the encapsulation process development, design of experiment (DOE) is conducted in the first stage to help select the critical factors in theprocess, and then response surface methodology (RSM) is applied to optimize the process parameters. Additionally, statistic process controltools are used to monitor the process parameters and calculate the process capability.Basically, Plastic Ball Grid Arrays packages are known to have a higher moisture absorption rate when exposed to humid ambient condi-tions, so the moisture sensitivity becomes a concern when plastic packages are exposed to a humid environment for a prolonged time and thenprocessed through reflow process. The objective of the moisture sensitivity study is to understand the effect of moisture ingress on the processand assembly reliability. The steam pressure pot test and Level-3 preconditioning test as well as temperature cycling test are used to evaluatethe effects. The experimental result shows that the moisture contents inside the substrate will affect the die attach voids level and size.Moreover, the moisture level does play a part in the formation of delamination at the interface of die/substrate and encapsulation/substrateafter acceleration test. However, there is no correlation between the die top delamination and the moisture contents absorbed by the packagefrom the Level-3 preconditioning test. In addition, there was no delamination found at the die attach area or at the interface between the dieand the substrate even when the package was moisture soaked fully saturated and went through temperature cycling. There is a trend to formmore delamination in the interface of molding compound / solder mask, D/A after steam pressure test if more moisture is absorbed.Finally, it should be emphasized that plasma cleaning is found to have a significant effect on the package integrity for dry packed PBGA andmoisture saturated units. Coupled with the stress test results, it implies that the most important thing in the PBGA assembly is to enhance theinterface adhesion through plasma cleaning apart from the moisture preventing. The detailed experimental results and conclusions areexplained in this paper.
Key words:
Glob Top PBGA, Encapsulation, TAGUCHI, RSM, Moisture,Delamination, Moisture Desorption, Steam Pressure Pot, Tempera-ture Cycling, Adhesion, and Plasma Cleaning.
1. Introduction
The use of area array packages in products is on the rise in thesemiconductor industry. Many assemblers have begun to developthe manufacturing processes to handle area arrays packages in-house.Under the concept of array pattern, Ball Grid Array Packages can beclassified according to the type of material of the carrier substrate.
262

The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
8 International Microelectronics And Packaging Society
Glob Top Plastic Ball Grid Array Package Encapsulation Process Development and Its Moisture Sensitivity Study
The Plastic Ball Grid Array (PBGA) has demonstrated a potential tobecome the leading BGA package type used in relatively high vol-ume products. This fact can be attributed to reasons such as theirability to provide high lead count, high interconnection density, andhigh electrical performance.
In general, the PBGA is based on a glass-filled substrate con-structed of either BT or FR-4, which is usually 0.36 mm to 0.60 mmthick depending on the number of layers used. For the packageswith less than 300 I/Os, the substrate has circuit trace with 150µmline width and spaces. Typically, 300µm vias are used to connect thewirebond pads to the ball pads on the opposite side of the substrate,commonly incorporated in two or four layers. The Integrated circuit(IC), or silicon die, is attached to the substrate using a die attach.The die attach is usually a silver filled epoxy. The IC is thenwirebonded to the substrate using gold wires. To protect the goldwires and the IC, molding compound covers the assembly; this isone of the most sensitive steps in the constructions of PBGA. Thenext step is to attach the solder balls to the opposite side of the sub-strate. The solder balls are 0.76 mm in diameter and are made ofeutectic solder. Finally, the PBGA are cleaned to remove the fluxthat was applied during the ball formation process and routed fromthe array1. In Glob Top PBGA assembly, instead of using moldingtransfer technology, liquid dispensing technology is used to encap-sulate the IC and gold wirebonded on the top of the die. The sche-matic diagram is shown in Figure 1.
Figure 1. Schematic diagram of Glob Top PBGA (courtesy:Asymtek).
For the encapsulation process in Glob Top PBGA assembly, en-capsulation materials and dispensing heating system play a veryimportant and critical role. The epoxy materials should be with rela-tively low viscosity and comparable coefficient of thermal expan-sion (CTE) value, and temperature control plays a major part in thematerial viscosity variation. Most of the encapsulants used in ad-vanced encapsulation applications are two-part epoxies, which aremixed and then frozen at -40 oC before delivery. Any variations ofthe temperature before use can result in a degradation of the prod-uct, premature curing and disastrous dispensing results such as re-jected finished surface. The ideal solution is to slowly thaw thevacuum-sealed encapsulant in an upright position, then take it outfrom vacuum pack when it arrives at room temperature. A thermalheat source built into the dispensing system should be used to bringthe material to a temperature between 80 oC to 100 oC during dis-pensing to achieve lower viscosity to enhance the epoxy flow. Addi-tionally, temperature control will also allow the material to gently
attain its ideal temperature as it flows through the valve assembly inadvance of reaching the dispensing tip. The heat allows the encap-sulant to flow completely around the wirebonds, as well as eliminat-ing trapped air bubbles under wirebonds and creating voids free parts.
The second task involves the dispensing techniques, includingthe dispensing machine set-up and dispensing parameters selection.Basically, a syringe of epoxy is pressurized to force the fluid througha small needle, the pressure pulse is timed to dispense the properamount of epoxy. The disadvantage of syringe dispensing is that theamount of epoxy applied will vary with the epoxy’s viscosity. Asthe temperature of environment changes, the quantity of epoxy dis-pensed also changes. Any material variables that cause the viscosityto change over the shelf life of the glue affect the dot sizes and dis-pensing volume. Therefore, there is a tight requirement for epoxymanufacturers, their manufacturing process should be highly repeat-able and the viscosity should be a stable value with a very littlevariation. In this evaluation, a positive displacement pump is usedto accurately control the amount of epoxy being dispensed. The dis-pensing repeatability is better than 1%.
Similar to other processes, there are a plenty of dispensing fac-tors affecting liquid dispensing process. For the Glob Top encapsu-lation process, volume and void control are two very important re-sponses, since they affect the encapsulation appearance and quality.In the experience of the researchers, void levels can be controlledand eliminated by varying the dispensing patterns, thus in this study,the focus of process development is volume control. Based on theliterature review and information from vendors, some importantparameters identified to influence the volume are air pressure, dis-pensing valve, needle size, height of the needle above the die, needledispensing speed, and fill routines. The objective of the processstudy is to obtain optimized parameters for Glob Top PBGA assem-bly. For Glob Top encapsulation process, the most widely acceptedmethod of encapsulation is the two-step encapsulation, shown inFigure 2, which guarantees successful encapsulations.
Figure 2. Two step encapsulation (courtesy: Asymtek).
First, the dispensing needle creates a dam around the die to beencapsulated. The dam holds all other material within the dispens-
263

8 International Microelectronics And Packaging Society
Intl. Journal of Microcircuits and Electronic Packaging
The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
ing area for a neat, and accurate encapsulation, at the same time, itsboundary covers a whole via, not half a via. Second, the needledispenses a spiral fill routine to secure that the encapsulant pen-etrates around and under all wirebonds.
This paper will address design of experiment (DOE) and statisticprocess control (SPC)’s application in the process development toobtain a Robust Design\Process. The encapsulation materials usedare Hysol CB-013 for filling and Hysol CB011-1R liquid epoxiesfor damming. The dispensing machine used is CAMALOT 5000system. Due to the plastic materials in the package composition andpackage structures that include too many interfaces inside the pack-ages, one of the characteristics that must be taken into account whendealing with PBGAs is their moisture absorbing abilities. This facthas required assemblers to take proper precautions to prevent delami-nation and/or cracking from becoming a serious problem. Reflowinduced package cracking, more commonly known as “popcorn”delamination, is a major concern for manufacturers assemblingPBGAs.
Popcorning is usually caused by the rapid vaporization of themoisture absorbed inside the component into water vapor steam.The vaporization happens in the reflow process during the rapidincrease in temperature. The rapid expansion of the vapor causesthe package to crack. The failure regions are usually concentratedunder the die in the die attach area, either in the boundary betweenthe die attach and the package substrate, or in the boundary betweenthe die attach and the back of the die. This failure can also go furtherto the interface at the molding compound/BT substrate. It is alsobelieved that the extent of the delamination is a function of the adhe-sion strength between the die pad, the mold compound, the soldermask, and the die attach. Normally, scanning acoustic microscopy(SAM) can be used for detecting internal defects from popcorndelamination.
The phenomenon of moisture ingress and its detrimental effectson the assembly characteristics of surface mount plastic IC deviceshas been an active research topic since it was first reported byFukuzawa et al.2. Moisture ingress in plastic molded ICs has be-come a generic reliability wide problem. Treated simply, the mecha-nism of moisture induced damage has been shown to be caused bythe phase change and expansion if internally condensed moisture inthe plastic during exposure to solder reflow temperatures. Rapidexpansion of the confined vapor and the super-imposed reduction instrength of the molding compound as the temperature rises can ulti-mately result in package damage. A critical crossover point occurswhen the strength of the plastic can no longer sustain the rising in-ternal stresses generated by the expanding vapor and the resultanteffect.
In 1985, Fukuzawa et al.2 analyzed the mechanism of cracking inplastic IC packages during reflow soldering and established a modelfor crack occurrence. Fukuzawa suggested that during solder reflowprocess, owing to the differences between the coefficients of ther-mal expansion (CTE) of the different materials constituting the ICpackage, high thermal stress is induced especially at the interfacebetween the die pad and the encapsulant, causing delamination tooccur. Moisture which has previously absorbed into the plastic en-capsulant during the molding process, then begin to diffuse into thedelaminated interface, creating a high vapor pressure in this area.
Such a pressure induces a bending stress in the package.Tay et al.3 investigated the pressure exerting on the delaminated
die pad/encapsulant interface by employing the Finite Element simu-lation of heat and the moisture diffusion process that occur simulta-neously. It established that stress developed in the encapsulant couldcause cracking to occur. The paper also concluded that the primaryeffect of the moisture in “popcorn” cracking is the reduction of theadhesion of the die pad-encapsulated interface and not much on theincreasing of the stress due to the moisture vaporizing in the delami-nated interface.
Kazuhiro et al.4 studied the effect of molding compound on pack-age reliability especially cracking and delamination, one great prob-lem in the reliability of plastic packages during reflow soldering.One of the techniques used is to lower the Tg in order to decreasethe absorbed moisture content of a compound. The technique oflowering Tg of a molding compound is very effective for improve-ment of the package crack resistance, since the properties of lowmoisture absorption as well as high adhesion strength for a moldingcompound can be realized.
Moore and Kelsall5 evaluated the impact of delamination on stress-induced and contamination-related failure in surface mount ICs. Inthis paper, a temperature cycle evaluation is reported of a large die132 pin plastic quad flat pack process. The effect of contaminationand moisture exposure on bond pad integrity in 68 pin leaded chipcarriers damaged during solder reflow is also examined. The studyresults revealed that after 1000 temperature cycles, the corners ofthe die show significant amounts of delamination and it has beenshown that this delamination will continue to spread from the shearstress maximum at the die corners towards the die center and willproduce wirebond degradation and damage to the device surface.Additionally, the delamination results after moisture / vapor phasereflow showed that every unit from the high moisture group showedsubstantial delamination of mold compound from the die pad back-side, the die surface, and the top-side of the lead-frame around thedie. The two lower moisture groups showed little delamination andno visual or acoustic evidence of package cracks.
Shook6 presented effective characterization of moisture induceddamage of plastic surface mount devices has been achieved throughthe use of C-mode SAM. The results revealed that the sensitivity tomoisture ingress can vary significantly from device to device, thedegree of sensitivity is clearly not just a function of total pin count.Also, the potential susceptibility of a plastic surface mount device tomoisture damage has been shown to depend greatly on the gradientof moisture content in the plastic. The level of ingress moisture atthe die paddle/plastic interface was shown to be the dominant factorin inducing damage.
Therefore, it can be seen that delamination at interfaces betweenthe different materials within the package is a major cause of mois-ture ingress and subsequent premature package failure. Especially,when such packages are experiencing sudden temperature change.For PBGA packages, this moisture-induced failure will be more stan-dard-out due to their materials used and structure applied.
In this paper, the impact of moisture absorption on the packageintegrity was studied in detail, in addition, the right conclusion toprevent the damage from moisture ingress were obtained. This studywas very beneficial for achieving a proper assembly process for the
264

The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
8 International Microelectronics And Packaging Society
Glob Top Plastic Ball Grid Array Package Encapsulation Process Development and Its Moisture Sensitivity Study
Glob Top Plastic Ball Grid Array Packages.
2. Process Development andExperiment Implementation ForMoisture Sensitivity Study
2.1. Encapsulation Process Development
The intention of the encapsulation process study is to understandthe process characteristics, define critical process parameters andoptimize these parameters. Since the dispensing pattern has beendefined prior to this study, factors that affect dispensing volume arethe focus of this study. In this study, TAGUCHI method is used toevaluate the effect of different factors on encapsulation responseand select the critical parameters, and then response surface meth-odology (RSM) techniques are applied to optimize those param-eters.
2.2. Critical Process Parameter EvaluationUsing TAGUCHI Method
TAGUCHI method is developed based on a number of existingstatistical methods, it basically constructs a special set of orthogonalarrays (OAs) to layout this experiment. By combining the orthogo-nal Latin squares in a unique manner, it can prepare a new set ofstandard OAs to be used for a number of experimental situations. Inthis paper, TAGUCHI method is applied in two processes, calleddamming process and filling process (explained in the introductionpart).
a. Damming ProcessThe requirement of dam in the Glob Top is to constrain the pot-
ting material and then achieve a fixed encapsulation area and flatencapsulation area. Dispensing needle height from the substrate,dispensing head transverse speed, dispensing needle size, air pres-sure, dispensing work holder temperature, environmental factors,and other machine settings all play parts in the process. However,the task of controlling all possible input factors of a process is im-practical concerning time and cost. Therefore, only some criticalparameters are selected for these parameters optimization.
In the experiment, four factors are selected and L8 orthogonalarray is used to conduct the experiment. The experiment response isdispensing dam height and dispensing volume. Two replicates areused for this experiment and the sample size is 6 units. A total of 12units were built for each run. The dam height is measured on theLitematic stylus measurement system. The dispensing weight wasmeasured on 4 digit weighting machine. The results were processedfollowing the standard TAGUCHI ANOVA style and showed thesignificant factors that affect the dam height are the factors A, B andC (Table 1) at a = 0.05 level of significance.
b. Potting ProcessPotting process, known also as filling, is the more critical pro-
cess in Glob Top PBGA encapsulation process. Since it affects theencapsulation surface, the height of the encapsulation materials, andthe flatness of the surface. It involves more process parameters andhas a bigger effect on the reliability of units as well such as voids.The experimental parameters and levels are shown in Table 1. Theexperimental responses are dispensing volume. Experimental repli-cate is 2 and 6 units for each run. The results show that needletransverse speed, needle heating temperature, and air pressure allhave significant influence on the filling process at a = 0.05 level ofsignificance.
Table 1. Experimental setting conditions.
Factors LevelsL 1 L 2
A: Air pressure, psi 10 40B: needle transverse speed, mm/s 8 15C: Work holder temp, oC 40 80D: Needle height, mm 1.5 2.3E: Needle heating temp, oC No 45F: Dam height, mm 1 1.2
2.3. Optimization Studies
Once the critical parameters are identified from TAGUCHI imple-mentation, the optimization process using response surface meth-odology will be conducted for both damming and filling processes.In the response surface study, a series of experiments are conductedon the process and data collected are then fitted to a mathematicalmodel that described the relationship between the input variablesand the response. The mathematical model may then be used to de-termine the optimum levels of each input variable that provide ei-ther a maximum or minimum value of the response.
For damming process, based on results from screening experi-ments, three parameters were identified and studied, three levels foreach factor. Table 2 shows the experimental planning. Figures 3, 4and 5 show the estimated dispensing volume response function fromrespective input factors. In Figure 3, the effect of dispensing speedand needle height from the substrate on dispensing volume is dem-onstrated. It is clearly shown that the dispensing volume will besignificantly decreased upon an increase of the needle moving speed,and it seems needle height settings have a little effect on the amountof volume dispensed. The effect of air pressure on the amount ofdispensing volume is clearly shown in Figure 4. It is clear that withthe increase of the air pressure, the volume increased dramatically.When the dispensing air pressure reaches around 40 psi, the responseis very stable. It can be concluded that dispensing air pressure andneedle moving speed influence the amount of volume dispenseddramatically compared to the effect of needle height setting. Figure5 shows the effect of pressure and speed. Furthermore, if one selectfast dispensing speed, then the dispensed volume is relatively stablewithin the air pressure range.
265

8 International Microelectronics And Packaging Society
Intl. Journal of Microcircuits and Electronic Packaging
The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
The normality of the data was also plotted and is shown in Fig-ure 6 (while the normal probablity plot for residuals is demonstratedlater in Figure 10). The straight line indicated that the data con-formed to a normal distribution. Similarly, RSM was conducted onfilling process as well. The experimental factors are shown in Table3. A total of 54 units were built. The substrates are baked for 4hours at 125 oC, the work holder temperature is set at 90 oC and thesyringe is heated at 45 oC. Figures 7, 8 and 9 show the estimatedresponse function when the encapsulated volume is monitored. InFigure 7, with the increase of needle moving speed, the encapsula-tion volume decreases dramatically and the same trend can be foundin Figure 8, compared to the effect of the speed, the effect of thepressure is quite flat. Additionally, the air pressure plays a morecritical role to the volume response compared to the heating tem-perature.
-23 -3 17 37 57
residual var_1 (X 1E-3)
Normal Probability Plot for Residuals
0.1
1
5
20
50
80
95
99
99.9
cum
ulat
ive
perc
ent
Figure 6. Normal probability plot for residuals.
Table 3. RSM experimental setting conditions.
Experimental factors LevelsL 1 L2
A: Air Pressure, psi 10 40B: Needle Transverse Speed, mm/s 8 20C: Work holder Temp, oC 40 80D: Needle Height, mm 1 1.2
Table 2. RSM experimental setting conditions.
Factors Level 1 Level 2 Level 3A: Speed (mm/s) 10 15 20B: Air pressure (psi) 10 25 40C: Needle height (mm) 0.8 1 1.2
7 9 11 13 15 17 19
Speed
6686
106126
146
Height
(X 0.01)
0.24
0.29
0.34
0.39
0.44
0.49
0.54
Vol
ume
Estimated Response Function
Figure 3. 3-D surface plot (Response: Volume).
0 10 20 30 40
Pressure
6686
106126
146
Height
(X 0.01)
0.21
0.24
0.27
0.3
0.33
0.36
Vol
ume
Estimated Response Function
Figure 4. 3-D surface plot (Response: Volume).
7 9 11 13 15 17 19
Speed
010
2030
40
Pressure
0.19
0.29
0.39
0.49
0.59
Vol
ume
Estimated Response Function
Figure 5. 3-D surface plot (Response: Volume).
266

The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
8 International Microelectronics And Packaging Society
Glob Top Plastic Ball Grid Array Package Encapsulation Process Development and Its Moisture Sensitivity Study
Dam process Needle size: 14Air pressure: 40 psiSpeed: 30 mm/sLift gap : 7 milLead screw: 200 milNeedle height: 1.2 mmfiducial point: 2 point on substrate
Fill process Needle size: 14Air pressure: 40 psiSpeed: 22 mm/sNeedle heating temp: 45 deg CLead screw: 200 milNeedle height 2.5 mmLift gap: 14 mil
Figure 9. 3-D surface plot.
Figure 10. Normal probability plot for residuals.
3. Package Moisture Sensitivity Study
In order to understand the moisture sensitivity characteristics ofconcurrently assembled in-house 292 perimeter Plastic Ball GridArray Packages, moisture characteristics as well as the effect ofmoisture on package integrity are studied. C-Mode scanning acous-tic microscopy (CSAM) was used to fully characterize the packageintegrity of plastic BGAs.
3.1. Moisture Absorption and DesorptionCharacterization
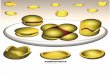
The intention of this evaluation is to understand the moistureabsorption and desorption characteristics. The sample pictures areshown in Figure 11 and the evaluation flow chart is shown in Figure
267
20 24 28 32 36 40
Pressure
810
1214
16
Speed
0.33
0.43
0.53
0.63
0.73
Vol
ume
Estimated Response Function
Figure 7. 3-D surface plot.
30 33 36 39 42 45
Temp
810
1214
16
Speed
0.33
0.43
0.53
0.63
0.73
Vol
ume
Estimated Response Function
Figure 8. 3-D surface plot.
The confirmation runs are conducted for each study and the op-timized process parameters are obtained based on the desired vol-ume and experimental results. Table 4 shows the final optimizedencapsulation process parameters. The confirmation run data showalso that the available process is under process control regarding tothe control chart and CPK.
Table 4. Optimized parameters for dam and fill process.

8 International Microelectronics And Packaging Society
Intl. Journal of Microcircuits and Electronic Packaging
The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
12. Initially, the bare substrates are baked for 24 hours at 125 oC todrive out all the moisture to ensure the initial dry condition, then 42of these substrates were die attached. 21 of 42 die-attached unitswere encapsulated using liquid dispensing epoxy. All preparedsamples were transferred to Level-3 moisture environment (30oC/60% RH) and soaked for the required hours. The moisture weightgains are recorded after different moisture soak hours.
(a) Bare substrate (b) Substrate with die (c) Substrate with die & glob top
Figure 11. Pictures of test samples.
Bare substrate preparation ( 63 )
Bare substrates (21) Substrates for die attach (42)
Encapsulation (21)
Bake for 24 hrs & weight (63)
Cure & weight (42)
Cure and weight (21)
Moisture soak for 0, ,4, 8, 16, 32, 64, 128, 192 hrs & weight (63)
Die attached substrate (21)
Figure 12. Moisture absorption evaluation flow chart.
In the moisture desorption test, dry experimental samples weresoaked in the JEDEC Level-3 condition for longer time to makesure all samples are moisture saturated. The moisture-saturated unitsare then sent to bake oven to drive out the moisture content. Themoisture content was recorded at different time frame and Figure 13shows the evaluation flow chart.
Bare substrates (45)
Substrates bake & weight (45)
Bare substrates (15)Die attachment (30)
Cure & weight (30)
Encapsulation (15)D/A substrates (15)
Cure & weight (15)
Moisture soak (45)
Weight (45)
Bare substrates (15) D/A substrates (15) Encap parts (15)
Bake for 2 , 4, 6, 8, 10 hrs & weight individually (45)
Figure 13. Moisture desorption evaluation flow chart.
3.2. Effect of Moisture Content on DieAttached Quality
The procedure used to evaluate the effect of moisture on die at-tached quality is summarized in Figure 14. In this evaluation, simi-larly, the BT substrates were baked for 24 hours at 125 oC to driveout all moisture and then the dried substrates are transferred to amoisture chamber and soaked for the required hours. The soak con-dition is 30oC/60%RH. After soaking, the silicon chip was attachedon the moisture soaked substrate. The die attach material used inthis case was Hitachi EN4702 and the bonding line thickness (BLT)was set around 1.5 mil, in addition, the curing condition is at 125 oCfor two and half hours. All die-attached samples were then sent toaccelerated stress test chamber, such as thermal shock test and tem-perature test. X -Ray technique was used to detect the voids levelsunder the die in this evaluation. Die grounding technique was ap-plied to observe the presence of the void levels as well.
Substrate preparation (30)
Bake for 24 hrs & weight (30)
Moisture soak for 0, 4, 8, 16,?hrs & weight (30)
Die attachment for all units (30)
Cure & weight, Voids check, (30)
Die shear test (10) Stress test(TS, PRECON+ T/C) (20)
SAM & Die shear, Crosssectioon
Figure 14. Ingress moisture effect on D/A reliability.evaluation flow chart.
268

The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
8 International Microelectronics And Packaging Society
Glob Top Plastic Ball Grid Array Package Encapsulation Process Development and Its Moisture Sensitivity Study
3.3. Effect of Moisture Content onEncapsulated PBGA Units
Due to the special structure of PBGA package, it is doughtfulthat this type package is very moisture sensitive, especially if theinterface strength is not strong enough. In this part, the effect ofmoisture ingress on the Glob Top PBGA packages integrity is stud-ied. Figure 15 shows the evaluation flow chart. The encapsulationmaterials are Hysol CB011-1R for dam and Hysol CB013 for fill,respectively. The encapsulation area is 22 mm x 22 mm. The thick-ness of the encapsulation materials is 1.2 mm. Evaluation samplesare sent for JEDEC Level-3 preconditioning test, temperature cy-cling test (-65oC/145oC) and thermal shock test (-55oC/125oC). Thepackage integrity of units after the stress test is then inspected usingC-SAM technique.
Figure 15. Ingress moisture effect on package integrity.
Generally, based on moisture diffusion theory and PBGA pack-age structure, it was assumed that, in Plastic Ball Grid Array pack-ages, most moisture would be absorbed by the substrate that is com-posed of BT materials and solder mask. At the same time, the die-attach materials and encapsulant will also absorb moisture, althoughthe liquid encapsulant is claimed to have a very good moisture ab-sorption resistance. The moisture accumulated at the interfaces hasa very significant effect on the package integrity.
4. Results and Analysis For MoistureSensitivity Study
4.1. Moisture Absorption Evaluation
Moisture absorption or diffusion is actually similar to heat trans-fer phenomenon. The difference is the thermal diffusion rate is higher
than the moisture diffusion rate. The rate for moisture diffusion de-pends on sample dimensions and environmental humidity condi-tions as well as material properties. In this case, moisture diffusionproblem is taken as one-dimensional problem since the sample hasa very bigger area/thickness ratio.
Figure 16 shows the samples moisture absorption curves. X-axis is the moisture soak time and Y-axis is the moisture weightgain percentage. Three curves are plotted for bare substrates, sub-strates with die attached, and fully encapsulated units. It is clearlyshown that the bare substrates have the biggest moisture weight gainand achieved the saturated state in the fast rate. The substrates withdie attached have less moisture weight gain, and the fully encapsu-lated units have the smallest moisture weight gain and took longertime to get saturated as well. One of the possible reasons is thedifference of the exposed substrate area, since most of the moistureis penetrated to the samples through the substrate surface (soldermask surface as well) instead of the side walls. The results showthat the more exposed substrate area, the higher moisture absorptioncapability. On the other hand, the results also demonstrate that die-attached substrates and encapsulated substrates have less potentialto absorb moisture, that implicit that die-attach materials andencapsulants have higher moisture resistance compared to soldermask and BT substrate. It can be concluded that fully encapsulatedunits have less potential to absorb more moisture, it is more impera-tive to prevent the incoming bare substrates from high humidity en-vironment.
Weight gain vs soak time
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0 50 100 150 200
Soak time, hrs
Wei
ght g
ain,
%
A: Bare substrateB: substarte w D/AC: Encapsulated device
Figure 16. Sample moisture absorption curves (JEDECLevel 3 condition).
4.2. Moisture Desorption Evaluation
Moisture desorption refers to the capability of the package todrive out the moisture through baking. The baking condition used inthis evaluation is 125 oC at which less damage will be induced tosolder mask. Figure 17 shows the moisture desorption curves forbare substrate, substrate with die attached, and fully encapsulatedpackages. In contrast to conventional plastic packages, the moisturedesorption rate for PBGA substrates is very fast, and the saturatedmoisture will be totally driven out by only 1-2 hours baking, a trueresult for all samples. This information will be very useful eventu-ally for the assembly process flow evaluation.
269

8 International Microelectronics And Packaging Society
Intl. Journal of Microcircuits and Electronic Packaging
The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
Effective Baking Evaluation
-20
0
20
40
60
80
100
0 1 2 3 4 7 22 28 47
Baking time, hrs
Moi
stur
e %
D/A unitsEncap unitsSubstrate
Figure 17. Moisture desorption characteristics.
4.3. Moisture Effect on Die Attach Process
It is generally assumed that moisture absorption before die at-tach process will induce more die attach defects. These defects suchas die attach voids will cause subsequent package failures when thepackage goes through some harsh tests. However, this evaluationresults show that the die attach integrity is really depended on othertypical factors, such as die attach materials used, die-attach processparameters settings, and curing conditions, instead of moisture con-tents in the substrate, although the moisture will relatively increasethe die attach voids size and levels.
In this evaluation, die attach voids and die bonding adhesion arethe responses. The die attach material used is Hitachi EN4702 andbonding machine is K&S 6900 die bonder. The optimized BLT fordie-attach process was 1.5 mil. Based on material vendor informa-tion, the curing condition was cure for 2.5 hours at 125 oC. In orderto take a close look at the effect of moisture content on die attachprocess, the bare substrates were soaked for 0, 4, 8, 16, and 128hours at 30 oC/60 % RH condition. The moisture soaked substrateswere then die bonded and cured. The experimental results showedthat the higher moisture weight gain, the more possibility to formthe voids for current setting. Additionally, with the increase of mois-ture content in the substrate, the more and bigger voids formed inthe die attach area for the evaluated die attach materials.
In order to examine package integrity, die shear and die pull testas well as accelerated stress testing are conducted to evaluate the dieattach strength. The die shear machine used is Dage 2400PC and thedie pull test is conducted by INSTRON pull machine. The resultswere very unexpected, all of the die shear strengths are larger than80 kg, whether the units are moisture saturated or not. The pull testresults, shown in Figure 18, similarly implied that there is no rela-tionship between the die shear strength and voids levels or moisturecontents based on the evaluation for current die attach materials andmachine setting. A possible justification can be attributed to the fairlyhigher die bond strength is enough to resist the shear strength. How-ever, the void levels do increase with the increase of moisture weightgain, and moreover, the small voids join together and form biggerirregular voids for higher moisture content substrates. Figure 19shows the comparison of the voids levels and size.
Moisture level Vs. Die pull strength
48
50
52
54
56
58
60
62
64
1 2 3 4 5 6 7 8 9
Sample No.
Die
pul
l str
engt
h, N
0
20
40
60
80
100
Moi
stur
e co
ncen
trat
ion,
%
Pull strength
WT%
Figure 18. Correlation between the die shear and moisturelevels.
(a) Die attach voids with little moisture (b) Die attach voids with more moisture
Void
Void
Figure 19. Comparison of voids levels and size for differentmoisture weight gain.
Die attach voids will affect the package integrity if the packagegoes through stress test, especially for larger size voids. The voidsin the die attach area will help absorb moisture and accumulate thecontamination as well. During the stressing tests, the accumulatedmoisture will evaporate and the vaporized pressure will cause thedie attach delamination or cracks, if the die attach adhesion and /oradhesion between the solder mask and copper clad are not strongenough.
In the following, thermal shock test and preconditioning test wereconducted to evaluate these effects using the substrate with die at-tached only.
a. Thermal Shock Test for Die Attached UnitsThe main purpose for this test is to evaluate the effect of die bond
strength for different level moisture soaked units before die attach.Surprisingly, after 100 cycles and 200 cycles, there was no die at-tach failures found through the SAM pictures. One possible reasonis that the vapor pressure could find its way out of the die attach areadue to the short of barrier materials such as encapsulation materials.On the other hand, it demonstrates that die attach strength is strongenough to overcome applied stress.
b. Preconditioning Test Plus T/C TestSimilar phenomenon is observed in preconditioning and tem-
perature cycling test for the samples. Level-3 preconditioning test
270

The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
8 International Microelectronics And Packaging Society
Glob Top Plastic Ball Grid Array Package Encapsulation Process Development and Its Moisture Sensitivity Study
and standard reflow temperature is applied and the results showedgood integrity for the test samples. There is no delamination andother failures found even after 500 temperature cycle. It can be con-cluded that the adhesion of die to substrate is strong enough to over-come the stresses induced by the accelerated test under the test sec-tion although the samples are with different level and size of dieattach voids. This conclusion actually implied that it is not neces-sary to bake the substrate if die attach integrity is the concern only inthis current Glob Top PBGA package, although the moisture ab-sorbed in the substrate does increase the die attach voids numbersand size. However, from the whole package point of view, it mightbe a different alterative. In the following test, the effect of moistureon encapsulation adhesion will be evaluated and it is disclosed thatbaking is a necessary step.
4.4. Moisture Effect on Fully EncapsulatedUnits
Above, the researchers have evaluated the moisture absorption,moisture desorption as well as the effect of moisture on die attachprocess, in this section, the effect of moisture on the whole packageintegrity will be studied.
For Plastic Ball Grid Array Packages, the encapsulation materi-als and some interfaces are potentially easy for moisture ingress andaccumulation as well. The moisture concentration in the interfacewill cause not only a decrease of the adhesion but also popcorningif the package goes through the stress test.
In the evaluation process, the samples are soaked in 30oC/60%RH environment for different time right after die-attach process (samematerials and process parameters), therefore, there will be differentlevel moisture contents in the substrate, then liquid epoxy was dis-pensed to cover the die and substrate. The encapsulation area is22mm by 22mm, and then went through curing. The curing condi-tion is 110 oC for 1 hour and 165 oC for 2 hours. When the units arefully cured, some destructive adhesion tests and stress tests are con-ducted; the detail results were discussed in the following part A, B,and C.
a. Pull TestINSTRON pull test was conducted to evaluate the adhesion of
the encapsulant/solder mask interface. Figure 20 shows the relation-ship of moisture levels and encapsulation pull test strength. As shownin Figure 21, the failure mode of the pull test is between the soldermask and BT core for all tested samples, which did not go throughthe stress test such as SPP test as well as temperature cycling test.
Moisture levels Vs. Encap pull strength
0
50
100
150
200
250
300
1 2 3 4 5 6 7 8 9 10
Sample No
Enc
ap p
ull s
tren
gth,
N
01020304050
60708090100
Moi
stur
e w
t%
Pull strength
WT%
Figure 20. Pull strength vs. moisture levels.
fibre exposed,copper pull off .
Figure 21. Failure mode for the pull test.
The results suggested that the adhesion between the solder maskand the encapsulant was strong enough to withstand the pull strength,even through the moisture content is very high in the substrate be-fore encapsulation. It is also contributed that Hysol CB013 materialcan achieve a good adhesion with Taiyo solder mask. Additionally,there is no plasma cleaning conducted prior to encapsulation.
However, when the units went through the SPP test, the delami-nation observed at the interface of the solder mask and copper traceand the pull strength was a lot smaller too. It can be partially con-tributed to the decrease of adhesion at the interface between the sol-der mask and the copper trace due to the high temperature and highhumidity environment. However, there is no failure mode observedat the interface of encapsulation and solder mask for SPP tested units,even after preconditioning and temperature cycling test.
b. SPP Stress TestSPP test is very useful to evaluate the delamination of substrate
and encapsulation materials. Usually, SPP test condition is 121oCtemperature, 15 psi pressure, and 100% humidity. During SPP test,the ingress moisture will try to evaporate due to the higher tempera-
271

8 International Microelectronics And Packaging Society
Intl. Journal of Microcircuits and Electronic Packaging
The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
ing test. Moreover, the die attach integrity was evaluated to be verywell.
(a) top scan (b) Through scan
Figure 24. SAM pictures after level 3 preconditioning test(a: top scan b: bottom scan).
It should be addressed that there is no die top delamination ob-served any more after plasma cleaning, which was conducted justbefore encapsulation, even if there were moisture absorbed in theinterface before plasma cleaning. This fact indicated that plasmacleaning could effectively reduce the potential for the die top delami-nation in the liquid dispensing whether the substrates were baked ornot. Consequently, this conclusion means interface adhesion is amore critical control factor than moisture.
After preconditioning test, the subsequent temperature cyclingtest was conducted. The C-SAMs were evaluated for those unitsafter 200 cycles and 500 cycles. From the data, the researchersobtained after temperature cycling tests, there was no delaminationin the interface of die and substrate. Also, it seems there is nocorrelationship between the moisture levels and package integrityfailures during the temperature cycling test, however, plasma clean-ing does help prevent the die top from delamination even after mois-ture soak.
5. Conclusions
5.1. Encapsulation Process Development
Encapsulation process is a very critical process for the Glob TopPBGA assembly. First, dispensing equipment should be evaluatedfollowed by the encapsulation materials. Second, several DOE studieshave been conducted and the critical parameters are identified andthe optimized parameters are selected. Some important conclusionsare as follows,
1. For damming process, the speed and air pressure play veryimportant role. Their value will affect the dispensing volume andachieved dam height.
2. For filling process, similarily, the speed and air pressure aswell as needle heating temperature also influence the dispensingvolume result significantly. Additionally, the dispensing pattern, to-gether with speed and needle heating temperature also affect thedispensing quality such as voids formed in the encapsulation pro-cess.
ture and the vaporization pressure will cause the interface delamina-tion if the interface adhesion strength is not strong enough. Figure22 shows the SAM pictures after SPP test. From the top-scan SAMpictures, there is no die top delamination observed at the interface ofdie/encapsulants, however, delamination is observed in the inter-face of solder mask and encapsulation or BT core/solder mask asshown in Figure 23.
Moisture %:95%-100%
Moisture %:40-50%
Delamination Delamination
1 2
Figure 22. SAM pictures for 168 hrs SPP test results.
Moisture:60%
Moisture:95%
Delamination(die attach area)
Figure 23. SAM pictures shown die attach delamination fordifferent moisture levels.
Figure 23 also shows that there are some delamination in the dieattach area. Most likely, the delamination started at the edge of thedie and propagated into the middle. Again, it seemed that with theincrease of the moisture levels, a more delamination was observedunder the die in the die attach area after the SPP test. The reasonmay be explained as follows, during moisture soak, moisture willalso accumulate in the voids under the die attach and the moisturewill try to evaporate and expand and then induce higher residualstress left after cure. It becomes easier to fail if these units wereundergoing the SPP test.
c. Preconditioning Test + Temperature Cycling TestAnother very important test for the evaluation is Level-3 precon-
ditioning test plus temperature cycling test. The temperature cy-cling condition is –45 oC/ 165 oC, dwell time is 15 minutes at eachstage. The SAM pictures, shown in Figure 24, obtained after pre-conditioning test, illustrated that there is heavy die top delaminationin the packages. However, there was no delamination at the inter-face of the encapsulation and the substrate at all after precondition-
Delamination Delamination
272

The International Journal of Microcircuits and Electronic Packaging, Volume 21, Number 3, Third Quarter 1998 (ISSN 1063-1674)
8 International Microelectronics And Packaging Society
Glob Top Plastic Ball Grid Array Package Encapsulation Process Development and Its Moisture Sensitivity Study
3. Substrate heating is required.
5.2. Moisture Sensitivity Study
In this paper, the moisture absorption, the desorption as well asthe effect of moisture on die attach/encapsulation integrity were evalu-ated and a wealth of very important information were obtained. First,for the BT bare substrate, they are vary liable to absorb moisture inthe high humidity environment and easy to drive them off too. Inaddition, most of the moisture absorbed in the PBGA packages wereby BT and solder materials, the die attach materials as well as en-capsulation materials, as the supplier claimed, do not absorb muchmoisture.
As the effect of moisture on the die attach and encapsulationintegrity, it can be concluded as follows:
1) Substrate bake before die-attach can reduce the voids numberand voids size.
2) The higher moisture levels in the substrate before encapsula-tion can cause more delamination in the interface between the en-capsulant/substrate. If the wedge bonding is weak, there will be somefailures.
3) The higher levels moisture absorbed in the die attach materi-als, there will be a potential to cause more die attach delaminationafter SPP test.
4) There seems no relation between the die top delaminationafter preconditioning and moisture levels. In addition, plasma clean-ing which enhance adhesion strength is an effective way to preventdie top delamination when the package goes through precondition-ing test.
5) Using current materials and structure, the die shear strengthand encapsulation strength are very strong. However, more power-ful encapsulation materials are needed to prevent the delaminationat the interface of encapsulant / substrate.
References
1. Jennie. S Hwang, “Ball Grid Array & Fine Pitch PeripheralInterconnections: A Handbook of Technology & Applicationsfor Microelectronics/Electronics Manufacturing”, Electro-chemical Publications LTD, 1995.
2. Fukuzawa, S. Ishiguro, and S. Nambu, “Moisture ResistanceDegradation of Plastic LSIs by Reflow Soldering”, Proceed-ings of the 23rd International Reliability Physics Symposium,pp.192-197, 1985.
3. Andrew A. O. Tay and Tingyu Lin, “Moisture Diffusion andHeat Transfer in Plastic IC Packages,” IEEE Transactions onComponents, Packaging, and Manufacturing Technology,CPMT-Part A, Vol. 19, No. 2, June 1996.
4. Kazuhiro Tada, Masakazu Murayama, Hirofumi Fujioka, andHirozoh Kanegae, “Properties of Molding Compounds to Im-prove Package Reliability of SMDs”, IMC 1994 Proceedings,Omiya, Japan, pp. 162-166, April 20-22, 1994.
5. T. Moore and S. Kelshall, “The Impact of Delamination onStress-Induced and Contamination-Related Failures in SurfaceMount ICs,” Proceedings of the 30th International ReliabilityPhysics Symposium, pp. 169-176, 1992.
6. Richard L. Shook, “Moisture Sensitivity Characterization ofPlastic Surface Mount Devices Using Scanning Acoustic Mi-croscopy”, IEEE/IRPS, pp. 157-168, 1992.
About the author
L.Y. Yang received a B.E. Degree and M.E. Degree in Power andEnergy Engineering from Xi’an Jiaotong University in 1991, and1994, respectively. In 1996, he obtained another M.E. Degree inThermal Engineering from Nanyang Technological University. Cur-rently, he is working as an engineer at Advance Micro Devices Inc.His research areas cover thermal management for IC packages andprocess development for new advanced packages.
273