Embed Size (px)
Citation preview
Glass is our Passion
2 3
Our mission: Efficiency and high qualityfor your glass production
MISSION
Our success is not a coincidence.
Experienced and highly motivated EME specialists work together with
our customers in the development and implementation of world-class
plant concepts tailored to meet individual requirements – an invest-
ment for your future.
Reinhold Wenig
Managing Director
High-quality glass products require top quality machines
and systems, as supplied by EME.
The Company has been involved in plant engineering and construc-
tion for many decades and glass manufacturers in the container, flat
and special glass industries can depend on the reliability and efficiency
of our machines and systems.
Jens Rosenthal
Managing Director
WORKING FOR THE FUTURE: EME
BATCH PLANTS / BATCH HOUSES
CULLET TREATMENT PLANTS
BATCH-CHARGING TECHNOLOGY
PREHEATERS
RECYCLING PROCESSES
SPECIAL APPLICATIONS
AUTOMATION
SERVICES
SPARE PARTS
EME location Lohr am Main (see above) and location Erkelenz (see below)
4 5 6
Benefit from a dynamic group. Worldwide
SORG GROUP
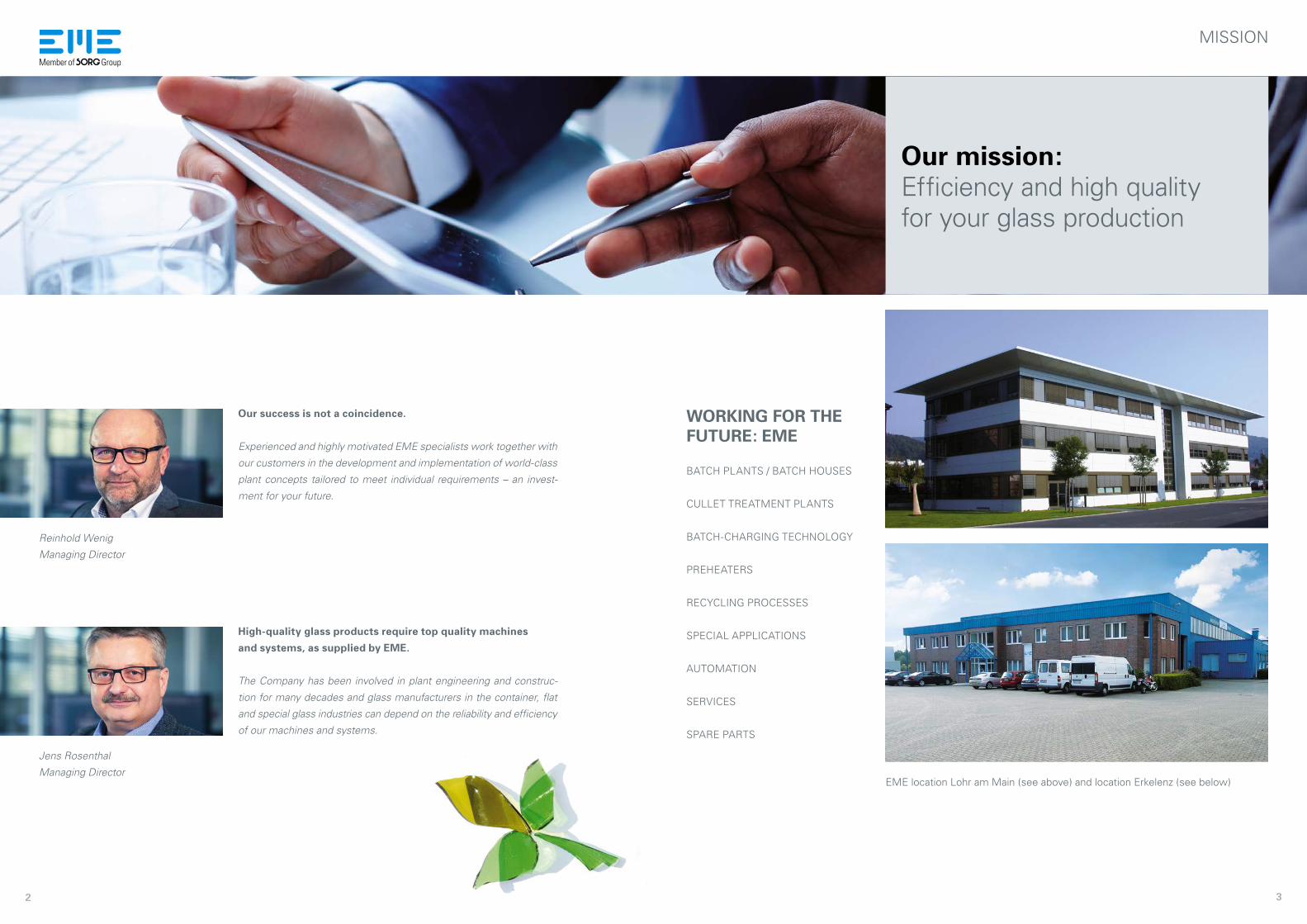
The name SORG stands for a group of
companies whose capabilities and ex-
perience complement each other to pro-
vide an unrivalled range of products and
services for the glass industry. SORG
group technology covers the complete
melting and conditioning process, be-
ginning with the arrival of raw materials
and continuing until the molten glass is
supplied to the forming process.
From the raw material delivery until the forming process – the Sorg Group

8 97
More than 250 Referencesall over the world
REFERENCES
Benefit from a dynamic group. Worldwide
SORG GROUP
Installations all over the globe
EME has expanded it‘s global footprint
after taking shares in the China-based
Shanghai Precision. Not only is EME
now well placed to serve the Asian mar-
ket, we jointly offer very competitive
global solutions.
As a leading supplier for batch plants
and cullet return systems in the glass
industry, EME and Shanghai Precision
have delivered into more than 250 glass
works.
Most major glass producers in container
and fiber glass are trust in our techno-
logy. Furthermore, EME and Shanghai
Precision have supplied many batching
systems for the flat glass industry. In
particular, thin glass manufacturers rely
on our experience.
From component supply up to
turnkey batch plants – everything
is possible
From just single components like batch
chargers, cullet crushers or scraper con-
veyors up to a complete batch plant and
Our success is not a coincidence
EME Maschinenfabrik Clasen GmbH
is a leading supplier of batch and cullet
handling systems and specialized equip-
ment for the glass industry. The compa-
ny has been involved in plant engineer-
ing and construction for many decades
and glass manufacturers in the contain-
er, flat and special glass industries can
depend on the reliability and efficiency
of our machines and systems.
Experienced and highly motivated
EME specialists work together with
our customers in the development and
implementation of world-class plant
concepts tailored to meet individual re-
quirements.
After completion of a project, continu-
ous operation of the equipment is en-
sured by round-the-clock customer sup-
port provided by the EME service team.
High-quality glass products require top
quality machines and systems, as sup-
plied by EME. Our success is not a co-
incidence.
Uniquely combined competence for your
ultimate added value. From delivery of
the raw materials through to the prepa-
ration of the melted glass for the forming
process – a strong Group.
Over 140 years of glass expertise
The group is owned and managed by the
4th and 5th generations of the SORG fam-
ily and the Group currently has over 450
full-time employees. The companies
work solely within the glass industry.
Nikolaus Sorg supplies engineering and
equipment for furnaces, distributors
and forehearths. SKS offers a variety
of installation, maintenance and repair
services for refractories on and around
furnaces and forehearths, including
specialist skills for hot or dangerous
environments.
AGC, Brasil
Float glass
Industria Vidreira do Nordeste (IVN), Brasil
Container glass
Vicrila, Mexico
Tableware
Gallo Glass Company, USA
Container glass
Encirc, England
Container glass AGC, Russia
Float glass
Jushi, China
Fiber glass
Cedar Glass, Egypt
Tableware
Consol Glass, South Africa
Container glass
cullet return systems including building
supply and erection as well as installa-
tion services – everything can be pro-
vided by EME.

10 11
Tailor-made batch plants – just as you need them
BATCH PLANTS / BATCH HOUSES
We design efficient and sophisticated
plant concepts according to the require-
ments of our customers taking into con-
sideration local conditions. An optimum
system concept is developed regardless
whether it is a tower concept with trans-
port mainly by gravity or an inline con-
cept that uses conveyor belts.
Tower concept
The tower concept is frequently used
for batch plants with a limited number
of raw materials or for production lines
with lower melting capacities. The raw
materials are flowing from the scales to
the mixers by gravity (see below).
This concept is characterized by a small
footprint and it is quite easy to avoid
dust due to the closed transport system.
This concept is often used in glass
works where the batch plant provides
only one melting furnace with batch.
Inline concept
The most common solution is the inline
concept. For this system, the silos are
arranged in one row one after another.
One scale can be dedicated to one raw
material or one single scale can be used
for several raw materials.
The most efficient and sophisticated solution will be realized according to the local
conditions, either a combination of concrete or steel silos (see above) or a com-
pletely cladded batch plant with just steel silos (see below).
Conveyor belts are located below the
scales (see below). The raw materials
are transported by means of the conveyor
belt from the scales into the mixer/s.
Due to the transport by conveyor belt,
the inline system has a slightly longer
cycle time. It is technically more de-
manding to avoid dust – due to the
transport on a belt conveyor.
This concept is perfect for glass produc-
tion lines with several furnaces and a
larger number of raw materials. It is easy
to extend the batch plant at a later stage.
“We always try to find the optimum
concept and design tailor-made solu-
tions for the specific applications of
our customers”
Michael August,
Mechanical Engineering
12 13
AC
88
SILO01
SILO02
SILO03
SILO04
startläuft
Stö-rung
Start
Stop
QuittSILO05
SILO06
SILO07
SILO08
AC
M M
ENV
ENV
ENV
ENV ENV
SILO01
SILO02
SILO03
SILO04
startläuft
Stö-rung
Start
Stop
QuittSILO05
SILO06
MM
SILO01
SILO02
SILO03
SILO04
startläuft
Stö-rung
Start
Stop
Quitt SILO05
SILO06
T
88
Silo 03Sand
Silo 07Limestone
Silo 06Soda
RC
RC
FM
AX
FM
IN
FM
AX
FM
IN
FM
AX
FM
IN
FM
AX
FM
IN
FM
AX
FM
IN
FM
AX
FM
IN
Scale 01 Scale 02
EMV 5/32xLS
EMV 4/2 EMV 4/2
FIC
2xRSW
Mixer 024500 ltr.
PTCSSWEMV 5/3 AC 230V2xLS
Scale 10
EMV 4/2
Silo 04Sand
Silo 05Soda
Silo 08Dolomite
Mixer 014500 ltr.
PTCSSWEMV 5/3 AC 230V2xLS
Alarm Warning of start
EMV 4/2
EMV 5/32xLS
Scale 0610 kg ±5 g
EMV 4/22xLS
EMV 4/22xLS
EMV 4/21xLS
FIC
2x EMV 4/24x LS
2x EMV 4/24x LS
Scale 08Water
EMV 5/32xLS
RC
RC
FIC
Supply option for additional Furnaces
FIC
EMV 4/22xLS
EMV 4/2 EMV 4/2
FM
AX
FM
AX
FM
IN
FM
AX
FM
IN
Silo 09Feldspar
Silo 10Sodium sulfate
Silo 01Sand
Silo 02Sand
EMV 4/2
EM
V 2
/2
Scale 0510 kg ±5 g
EMV 4/22xLS
EMV 4/22xLS
EMV 4/21xLS
Warning of start
EBRA
EMV 4/22xLS
EMV 4/2LS
sel. silo full
LSLS LS LSLS
FIC
RC
FIC
EMV 5/32xLS
FACTORY CULLET RETURN FURNACE 01
FM
AX
FM
IN FIC
FM
AX
FM
INFIC
RC 2xRSW
2xRSW RC 2xRSW
2xRSW RC
EMV 5/32xLS
RC
RC
Batch hopper 01Furnace 01
Batch hopper 02Furnace 01
2xRSWRC
FIC
FIC
RC
RC
RCRC
RC
Scale 11
sel. silo is full
EBRAEBRA
EMV 5/32xLS
EMV 4/22xLS
FIC
Silo 18Factory cullet
Silo 17Foreign cullet
FM
AX
MA
X
FM
AX
MA
X
SK
Warning of start
FIC
2xRSW
EMV 4/26xLS
2xRSW Emergencyoutput
RC2xRSW
EMV 2/2
RC
RC
2xRSW RC
EBRARC
FM
AX
FM
AX
SK
2xRSW
Hotbottle
Hotgob
Hotbottle
Hotgob
Hotbottle
Hotgob
Warning of start
FIC FIC
FIC
FIC
LS
FM
IN
FIC
LS
FM
IN
FIC
LS
FM
IN
Silo 11Chromite
Silo 12Carbon
EMV 4/2LS
EMV 4/2LS
FIC
LS
FM
IN
FIC
LS
FM
IN
Silo 15 Silo 16
EMV 4/2LS
EMV 4/2LS
FIC
LS
FM
IN
FIC
LS
FM
IN
Silo 13 Silo 14
5xEMV 4/210xLS
FM
IN
FIC
Scale 07Water
EM
V 2
/2
Furnace 01340 t/d
4xEMV 4/28xLS
RC
EMV 4/2LS
EMV 4/2LS
EMV 4/2LS
EMV 4/2LS
EMV 4/2LS
Scale 04
EMV 5/22xLS
EMV 4/2
EMV 5/22xLS
EMV 4/22xLSEBRA
RSW
EBRA
2xELS5xLS
FIC
sel. silo is full
EMV 4/22xLSEBRA
RSW
2xELS4xLS
Scale 03
EMV 5/32xLS
EBRA
Scale 09
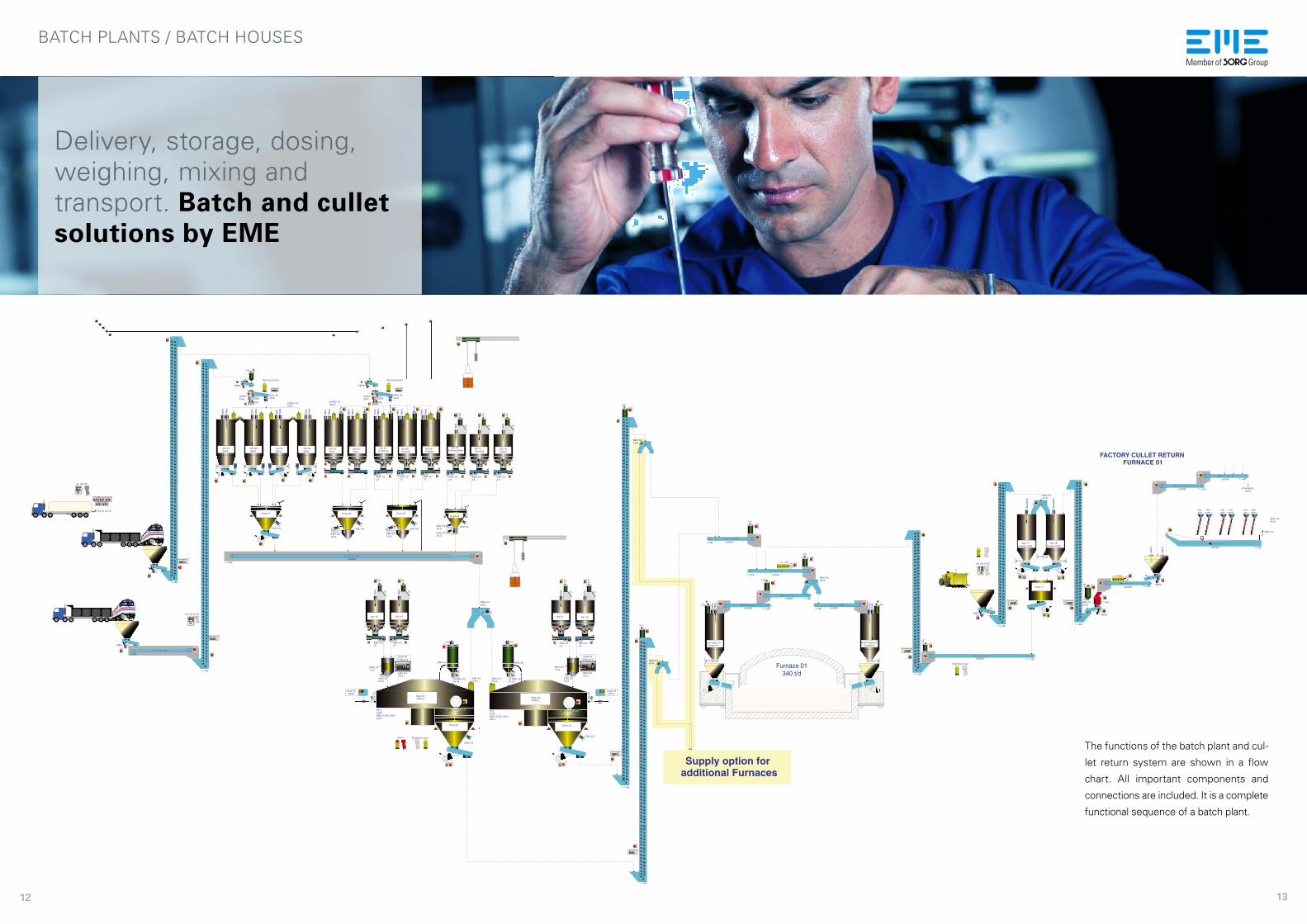
Delivery, storage, dosing, weighing, mixing and transport. Batch and cullet solutions by EME
BATCH PLANTS / BATCH HOUSES
The functions of the batch plant and cul-
let return system are shown in a flow
chart. All important components and
connections are included. It is a complete
functional sequence of a batch plant.

14 15
The best technology for every type of glass
The raw materials themselves, their de-
livery, storage, dosing and mixing are
the basis for a high-quality end product.
EME provides custom-designed and ef-
ficient solutions for almost all types of
glass, from float glass to containers and
from fibres to tableware.
Secure, rapid, unambiguous –
Delivery of raw materials
Delivery of raw materials can take place
in a number of ways. Minor ingredients
are supplied in bags, dry components
arrive in tankers by road or rail and moist
materials by open trucks. Mechanical
and pneumatic transport systems are
used. Cullet is added directly from the
production or by means of front end
loaders from the cullet storage area.
Forward thinking – Storage of raw
materials
Most materials are stored either in steel
or concrete silos.
The special geometry of the silos them-
selves and sophisticated discharge de-
vices ensure an even and continuous
material flow in the silo which prevents
the formation of stagnant areas where
material can built-up.
Measurable precision – Dosing
and weighing
The precision with which the raw mate-
rials are fed into the weighing containers
is largely responsible for the accuracy of
the weighing itself. The dosing equip-
ment is specially chosen to suit the spe-
cific flow characteristics of each materi-
al. At the end of the dosing cycle special
dosing screws ensure that the specified
dosing quantity is achieved exactly and
there is no overrun. In most cases the
weighing takes place in containers fitted
with industrial load cells.
The scales themselves are chosen ac-
cording to the quantity of material to be
weighed and the required accuracy.
It depends on the mixture
Effective batch mixing is of vital impor-
tance to the melting process. Best glass
quality can only be achieved in the melter
when the batch has the necessary homo-
geneity. EME offers a wide range of mix-
ing solutions based on specific custom-
er needs. A pneumatic mixer has been
developed for use with very fine raw
materials which makes it possible to ob-
tain excellent homogeneity with these
materials without a dusting problem.
Clean delivery – Batch transport
Conveyor belts, bucket elevators or
gravity feed chutes are normally used
for batch transport. All conveying sys-
tems are designed to minimize segrega-
tion. All transfer points are enclosed and
provided with exhausters to prevent
dust emission to the surroundings.
Bucket elevators feed the silos (above left). Dosing devices for the precise feeding
of scales (above right). Container scales for single or multiple raw materials (below
left). Mixers in different sizes (below right).
„Together with my team I take care
that our high-quality products arrive at
our customers safely and in time.“
Stefan Engels,
Manager of the Logistics Department
BATCH PLANTS / BATCH HOUSES

16 17
Cullet return
It is generally possible to convey the cul-
let to a secundary crusher before being
returned. This ensures the defined grain
size necessary for the melting process.
The produced cullet is carried to the
melting process by means of special
conveyor belts or conveyed to a cullet
storage area or into a cullet silo. Flexo-
well belts with anti-slip profile are used
if there are significant inclines. This al-
lows the cullet to be loaded into a cullet
bin from the top.
Your cullet –our robust machines
CULLET TREATMENT PLANTS
Transport system for the transport of cullet (see above) resp. crusher for edges on
a flat glass production line (see below)
Handling of hot and cold cullet forms
an integral part of every glass production
line. EME offers different types of crush-
ers for nearly all types of glass and glass
cullet.
Crusher for container glass
For crushing bottles and other products
which have been rejected by an inspec-
tion system, twin-roller crushers beside
hammer crushers are frequently used.
The container passes between two ro-
tating drums that have a specially de-
signed low-wear surface structure. This
type of crusher is capable of producing
a defined particle size distribution. As a
result of its particular principle of opera-
tion this type of crusher is less noisy and
produces considerably less dust than a
hammer crusher.
For higher throughputs and incoming
cullet with very different grain sizes,
mostly hammer crushers are used. The
incoming rejected products or cullet are
crushed by means of rotating hammers.
During a job change on a container pro-
duction line, hot gobs or streams must
be handled. The hot glass passes down
the pipe into the scraper conveyor. The
continuously moving chain in the scrap-
er conveyor tank then moves the glass
pieces towards the exit where they are
lifted out of the water and passed to fur-
ther conveyors.
Crusher for flat glass
On flat glass production lines, crushers
are required at several locations. Under
some circumstances, it may be neces-
sary to pass the complete production
through a crusher which uses hammers
attached to a rotating shaft. After cutting
to size reject sheets then also passed
to a sheet crusher. A further crusher is
normally located at the end of the line.
The edge pieces that carry the marks
of the top rollers from the float process
are removed and are normally passed
through a chute to a central longitudinal
hammer crusher.
„We build robust machines and plants
for the glass industry. I take care along
with my colleagues that the quality of
our products is maintained at a con-
stantly high level.“
Leo Schüller,
Manager of the Production Division

18 19
Immediate success for rapid development
BATCH CHARGING TECHNOLOGY
Batch chargers of the EME-NEND
series for container glass
Batch chargers of the EME-NEND se-
ries enable complete sealing of the dog-
house with all the attendant advantag-
es. No unregulated cold air entering the
furnace, reduction of NOx emissions,
reduction of energy consumption as
well as less dust emission.
The batch flows down and is charged
into the furnace by transport screws or
vibratory feeders – the number used
depends on the required charging ca-
pacity. A pusher located in front of the
transporting units splits the batch piles
into even portions and pushes each one
forward into the furnace.
The pusher frequency is also adjustable.
This arrangement gives the best possi-
ble batch distribution in the furnace and
optimises the melting process.
Batch chargers for other
applications
EME offers the suitable charging tech-
nology for a lot of different glass types.
Pusher chargers with vibratory chute
are frequently used for container glass.
Screw chargers are used for furnaces
with low melting rates. Chute chargers
are suitable for medium up to high melt-
ing rates and as special design also for
float glass lines. Oscillating chargers
complete the range of chargers.
PREHEATERS
Greatest opportunities –best results
Overview of different types
of chargers
• EME-NEND charger
• Pusher charger
• Screw charger
• Chute charger
• Float glass charger
• Oscillating charger
Energy efficiency by batch
preheating
The EME / SORG batch preheater is
the result of development work realized
over a number of years. The batch pre-
heater is modular so that the capacity
and throughput can be easily adapted
to suit various furnace sizes. The hot
waste gases from the furnace pass
through the heat exchanger modules of
the preheater and heat is transferred to
the batch as it moves towards the batch
charger. At the same time the heat ex-
changer parts are activated to destroy
any remaining material clumps and en-
sure the free flow of material through the
preheater unit.
The determined percentage energy sav-
ings attributed to the use of the batch
preheater and Batch3 were found to be
in double digits and represent a huge
energy savings potential. Alternatively,
the glass manufacturer can increase the
melting capacity and raise temporarily the
output of the glass production line.
Batch3 concept
The batch preheater is an integral part
of the Batch3 concept, together with
the EME-NEND® batch charger and the
special IRD® Doghouse (Increased Ra-
diation Doghouse). This development is
made possible by the unique combina-
tion of batch and melting know-how.
The Batch3 concept offers a reduction in
energy consumption, lower dusting, less
induced air and an optimal batch distri-
bution in the furnace, all resulting in bet-
ter glass quality.
The IRD® Doghouse design is much wid-
er and has a much higher superstructure
than a conventional doghouse. The heat
loss is lower. The larger opening to the
furnace allows increased radiation into
the doghouse. This ensures that the
material on the surface is glazed before
it enters the melter. This has the consid-
erable advantage that there is much less
dust and carryover.
„Batch preheating as an integral part
of Batch3 offers tremendous possibil-
ities to save energy and reduce NOx
emissions.“
Bernd Baunach,
Sales Manager

20 21
Cooling conveyors and cullet pulverisation
Protecting the environment,
saving energy
Recycling glass is an important contri-
bution to saving natural resources and
protecting the environment. The use of
cullet can save up to 30 % of the en-
ergy used in the melting process com-
pared with that needed to melt from
virgin raw materials. The final products
are high-quality glass containers that
have impressive advantages over PET
bottles and other packaging materials.
Less energy and environmental protec-
tion, with an infinite life-cycle.
Cleaning and crushing
The glass for recycling is normally deliv-
ered more or less colour sorted. How-
ever, extensive quantities of organic,
ceramic and metallic contaminants
are still included in the recycled glass.
These contaminants are removed in
several steps and reduced to an accept-
able level. Then the cullet is reduced to
the required size by means of different
crushing units for further treatment.
Protecting the environment, saving energy
RECYCLING PROCESSES SPECIAL APPLICATIONS
Sorting
Afterwards, the treated cullet may be
passed through the various sorting
stages several times. At first, the cullet
is sorted by size. Fine particles are sep-
arated and only the acceptable grain siz-
es pass to the following sorting stage.
In semi-automatic lines, sorting pro-
cesses may sometimes be made man-
ually. Fully automatic lines with a high
output use only automatic sorting ma-
chines.
In this case, cullet is sorted by colour.
This process is generally realized with
fully automatic sorting machines. Cam-
era systems detect the incoming cullet
and control the sorting process. The cul-
let may be passed through the various
sorting stages several times depending
on the level of purity.
Finally, the remaining impurities are
removed and the cullet is suitable for
remelting.
Cooling conveyors for sodium /
potassium silicate glass
The production of water-soluble sodium
silicate (water glass) does not include
a forming process after the melting
phase. The glass must simply be cooled
down in a controlled way. A special
plate conveyor with a heat-resistant sur-
face has been developed for this. The
glass flows onto the plates directly from
the melter and cools as a result of air
convection. It is then crushed to obtain
the necessary grain size. Dissolved in
water, sodium and potassium silicate is
used in many products such as deter-
gents, paint or adhesives.
Cullet pulverisation
Pulverisation is an alternative method
of cullet processing. This involves re-
ducing the grain size to < 0.8 mm in a
horizontal crusher. This results in two
required effects. On the one hand, ce-
ramic contaminants have similar rough
characteristics to glass and are there-
fore also reduced to very small grains.
On the other hand, other contaminants
are elastic enough to retain their origi-
nal size during the pulverisation process
and can therefore easily be sieved out.
Very small ceramic contaminants have
the advantage that they melt out easily
during the normal residence time in the
furnace and therefore do not result in
glass defects.

22 23
Batch control at its best
AUTOMATION
Basic characteristics of EME batch
house control systems
The core of the EME batch house con-
trol concept is a powerful PLC with in-
tegrated weighing units for container
and belt scales. The standard system is
based on Siemens PCS7, however, also
other brands like Rockwell, Schneider
or other PLC´s will be supplied.
The EME system employs modular
hardware and software, so that it is easy
to scale systems up or down in order to
adapt them exactly to the requirements
of each individual installation.
The highlight – the process-based
visualization
The EME visualization concept offers a
clearly laid-out presentation of all pro-
cess steps, coupled with intuitive and
windows-based operation. Important
information is quickly and easily avail-
able to the operator, as is access to the
most important functions. The integrat-
ed language-change function means
that the most widely used languages in
the world are available.
Web-based access to the EME
batch system
Since 2011 EME has provided facilities
for web-based access to our control
systems using any suitable web brows-
er and platform.
It is only necessary to install a Windows
Terminal Server on the operator station.
Web access is possible from all types
of devices, such as Windows or Linux
computers, iPads, Android tablets and
smartphones.
Recipe management
Each individual recipe contains all the
parameters required for a complete
batch, such as dosing set points,
weights for coarse and fine dosing, run-
on correction, dosing speeds, dosing
power monitor and numerous other pa-
rameters. Each recipe is provided with
a specific destination (e.g. furnace num-
ber, mixer) so that the risk of contamina-
tion is eliminated. Any recipe change is
validated and logged with all other oper-
ator stations.
Analysis of production data
The batch and consumption analysis
module provides a complete and de-
tailed analysis of the glass batch pro-
duction. The batches produced can be
listed on the basis of melting furnace,
recipe or furnace bunker, whilst toler-
ances and out-of-specification batches
can also be called up.
High-performance batching
Batch house installations that must sup-
ply several melting furnaces simulta-
neously require a control system with
particular intelligence. EME has devel-
oped the High-performance Batching
system expressly for this purpose.
High-redundancy systems
If there are particular reasons why a
higher level of operational security is
needed for a batch house, various levels
of redundancy can be introduced, ac-
cording to the level of security required.
This can involve the use of redundant
processors (CPUs), bus system or re-
mote stations.
Raw material feed with silo mass balance and Radio Frequency Identification (RFID)
with PCS7 APL connection to a Siwarex FTA material delivery scale (see above)
Dosing diagram for a single component (see below)
“We developed our software in
house over decades. With our simula-
tion package, we make sure that only
tested and functioning programs will
be installed in the field.”
Thomas Klee,
Software and Commissioning Engineer

24 25
EME-Service: Your Investment in the future
SERVICES
*Invoicing according to time and cost expenditure tailor-made solutions are also available
After Sales Services
The mission of EME is to be a sustain-
able and long-term partner to our cus-
tomers. This does not end with the ac-
ceptance of a batch plant but continues
throughout the entire product life cycle.
Keeping in mind the challenges glass
producers are facing, EME has devel-
oped a new extended range of After
Sales Services offers.
Remote Access
Our Service includes remote access
to the control system but can also be
on-site interventions. Planned services
are functional checks, audits, upgrades,
health & safety checks and last but not
least other preventive maintenance.
The services may be combined and are
completed with preferential pricing on
spare parts.
Service is a key factor
The maintenance of a plant plays a
key role in all considerations. Produc-
tion and raw materials losses are not
tolerable. The same applies to com-
plete breakdowns or even equipment
damage due to poor maintenance. In
addition, health and safety standards
are getting more rigid and exposure of
workers to dust can only be minimized
by regular maintenance.
Maintance and training
EME has developed a structured main-
tenance plan over several quarters in
order to achieve the customer’s goals.
The result is a cleaner and more reliable
installation. In addition, the operational
staff receives additional training and
latest knowledge for maintenance and
operation of the Plant.
ON DEMAND SERVICES PLANNED SERVICES
COMFORT PREMIUM MAINTENANCE CHECK AUDIT UPGRADES HEALTH & SAFETY TRAINING
* *
Technical support during business hours
Technical support 24/7 with call back 4h/8h
Technical support 24/7 with call back 2h/4h
VPN Remote Access
Inspection of machines and control system according to checklist
Cleaning, conservation and lubrication
Repair and functional check
Scale calibration
PC Backups, restore
PC Upgrades
PLC changes
Raw material check (humidity, density, etc.)
Dust measurement
Noise measurement (crusher, etc.)
Consulting for energy consumption and emissions
Safety check
Training for maintenance
Training for operators
Training for control system
Inspection report and recommendation of service and parts
Extension of warranty period
Special conditions for spare parts

EME GmbH
Wockerather Weg 4541812 Erkelenz
Postfach 145641804 Erkelenz
Telephone: +49 (0) 2431 9618 0Fax: +49 (0) 2431 7468 7
E-Mail: [email protected]
Stoltestraße 2397816 Lohr am Main
Postfach 152097805 Lohr am Main
Telephone: +49 (0) 9352 507 500Fax: +49 (0) 9352 507 193
www.eme.de
NIKOLAUS SORG GmbH & Co KG
Stoltestr.2397816 Lohr am Main, Germany
Telephone: +49 (0) 9352 507 0E-Mail: [email protected]
Sorg Keramik Service GmbH
Stoltestr. 2397816 Lohr am Main, Germany Telephone: +49 (0) 9352 508 100E-Mail: [email protected]
Shanghai Precision Dosing & Weighing System Co., Ltd
A-4F, Guanghua RD Shanghai 201108, China
Telephone: +86 - 21 - 64891607Fax: +86 - 21 - 64422772E-Mail: [email protected]
More information:www.eme.de
In cooperation with: