Embed Size (px)
Citation preview

Construction and Building Materials 56 (2014) 113–127
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Review
Geopolymer foam concrete: An emerging material for sustainableconstruction
http://dx.doi.org/10.1016/j.conbuildmat.2014.01.0810950-0618/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author. Tel.: +61 402340468.E-mail addresses: [email protected] (Z. Zhang), [email protected] (J.L. Provis), [email protected] (A. Reid), [email protected] (H. W
Zuhua Zhang a, John L. Provis b, Andrew Reid c, Hao Wang a,⇑a Centre of Excellence in Engineered Fibre Composites (CEEFC), Faculty of Engineering and Surveying, Faculty of Health, Engineering and Science, University of Southern Queensland,Toowoomba, Australiab Department of Materials Science and Engineering, The University of Sheffield, Sir Robert Hadfield Building, Mappin St, Sheffield S1 3JD, United Kingdomc Halok Engineering Co. Ltd., Brisbane, Australia
h i g h l i g h t s
� A comprehensive review of current foam concrete technology and geopolymer technology.� A concept of developing geopolymer foam concrete with great environmental benefits.� A concrete with low cost, high strength/weight ratio and potential fire resistance.
a r t i c l e i n f o
Article history:Received 20 August 2013Received in revised form 25 January 2014Accepted 27 January 2014Available online 21 February 2014
Keywords:SustainabilityGeopolymerFoam concreteFire resistanceEfflorescence
a b s t r a c t
The development of sustainable construction and building materials with reduced environmental foot-print in both manufacturing and operational phases of the material lifecycle is attracting increased inter-est in the housing and construction industry worldwide. Recent innovations have led to the developmentof geopolymer foam concrete, which combines the performance benefits and operational energy savingsachievable through the use of lightweight foam concrete, with the cradle-to-gate emissions reductionsobtained through the use of a geopolymer binder derived from fly ash. To bring a better understandingof the properties and potential large-scale benefits associated with the use of geopolymer foam concretes,this paper addresses some of the sustainability questions currently facing the cement and concrete indus-try, in the context of the utilisation of foam concretes based either on ordinary Portland cement (OPC) oron geopolymer binders. The potential of geopolymer binders to provide enhanced fire resistance is alsosignificant, and the aluminosilicate basis of the geopolymer binding phases is important in bringing hightemperature stability. The standardisation (quality control) of feedstocks and the control of efflorescenceare two challenges facing the development of commercially mature geopolymer foam concrete technol-ogy, requiring more detailed exploration of the chemistry of raw materials and the microstructural devel-opment of geopolymers.
� 2014 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1142. Sustainability in the cement and concrete industry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
2.1. Current status of sustainable development efforts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1142.2. Geopolymers – alternative binders to Portland cement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
3. Foam concrete technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
3.1. Composition of foam concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1163.1.1. Binder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1163.1.2. Voids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1163.1.3. Water and others . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
ang).

114 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
3.2. Properties of foam concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
3.2.1. Void features induced by different foaming methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1173.2.2. Thermal insulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1173.2.3. Mechanical properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1173.2.4. Shrinkage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1174. Development of geopolymer foam concrete. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
4.1. Geopolymerization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1184.2. Important issues in geopolymer synthesis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1184.2.1. Aluminosilicate precursors: metakaolin or fly ash . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1184.2.2. Curing conditions: room temperature or hydrothermal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
4.3. Geopolymer foam concrete technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
4.3.1. High temperature processing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1204.3.2. Low temperature mixing method . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1204.3.2.1. Chemical foaming technique. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1204.3.2.2. Silica fume in situ foaming technique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1204.3.2.3. Mechanical pre-foaming technique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1214.4. Perspectives for of geopolymer foam concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
4.4.1. Environmental footprint of production and operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1214.4.2. Strength after exposure to high temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1225. Challenges in developing geopolymer foam concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
5.1. Understanding of feedstock physics and chemistry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1245.2. Differences between solid and foamed geopolymers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1245.3. Efflorescence potential . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1246. Concluding remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124Acknowledgments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
1. Introduction
Over the past century, Portland cement-based concrete has be-come the highest-volume manufactured product on Earth, due tothe versatility and generally highly reliable performance of thismaterial, and also the widespread availability and comparativelylow cost of the necessary raw materials and processing technology.However, since the widespread adoption of ‘sustainability’ as a keycriterion for the assessment of materials by both the engineeringcommunity and the general public, the construction materialsindustry is facing increased pressure as Portland cement productionis becoming perceived as unsustainable. Although the embodied en-ergy intensity per functional unit remains lower than most otheravailable building materials [1], the very large production volumesrequired to meet global demand lead to high sector-wide consump-tion of raw materials and energy, emission of greenhouse gases(GHGs), and dust pollution [2]. Thus, the development of sustainableconstruction and building materials with reduced environmentalfootprint through both manufacturing and operational phases is cur-rently a key focus in the global housing and construction industry.
This paper discusses the concept of geopolymer foam concreteas one potential aspect of the global solution to this issue. As abasis for this, the current status of foam concrete technology andsome fundamental physico-chemical aspects of geopolymer for-mation are reviewed. A geopolymer is an aluminosilicate binderformed by alkaline activation of solid alumina- and silica-contain-ing precursor materials at or slightly above room temperature. Thisclass of materials has emerged as one of the key alternatives to or-dinary Portland cement (OPC) as a binder for concrete productionin the last decades [3]. Although considerable research has beenconducted on many aspects of geopolymer technology, applicationof this technology is not yet widespread, for both technical andnon-technical reasons [4,5]. This review highlights some of theseissues in the specific context of foamed lightweight geopolymerconcrete production, and outlines the importance of developingdeeper and more comprehensive understanding of factors includ-
ing feedstock materials chemistry, microstructure, and control ofengineering properties, as part of the process of broadening the up-take of this technology.
2. Sustainability in the cement and concrete industry
2.1. Current status of sustainable development efforts
As published by the World Commission on Environment andDevelopment (WCED) [6], the concept of sustainable developmentis defined as: ‘the ability to meet our current needs without compro-mising the ability of future generation to meet theirs’. This definitionrequires consideration across all aspects of a specific industry,through raw materials supply, energy consumption and environ-mental impact of a material, component or structure in manufac-ture and in service, as well as end-of-life processing andpotential reuse or recycling.
A potential future shortage of low-cost raw materials is the firstaspect which should be considered in the context of the cementand concrete industry, because of its huge consumption of conven-tional limestone-based materials. Fig. 1 summarises the global vol-umes of cement production and distribution in the first decade ofthe 21st century.
In the year 2011, the world cement production was around3.6 billion tonnes [8]. This required more than 3 billion tonnes oflimestone for clinker manufacturing, if considering a global aver-age clinker factor of 0.77 [11]. Limestone is not inexhaustible be-cause the transportation distance is limited for this low profitproduct. An example of this is the statistic given in the report Ce-ment Production in Vertical Shaft Kilns in China – Status and Oppor-tunities for Improvement [12], which reads: ‘‘1326 limestonequarries are currently known in China containing approximately56,120 million tonnes of limestone. Taking into account future growthof cement production these deposits can only maintain the need formanufacturing of cement for 59 years (other industry exploitationnot taken into account)’’.

2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 20110
1000
2000
3000
4000C
emen
t pro
duct
ion
(Mt)
Year
Others EU27 USA India China
Fig. 1. Global cement production and distribution (data from [7–10]).
Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 115
A more challenging factor related to the sustainability of thisindustry is its considerable energy consumption. Energy isrequired for clinker calcination (usually at 1400–1450 �C) andgrinding of raw materials, coal and clinker. The energy needed inconverting raw materials to clinker accounts for the major energyrequirement of the process. This strongly depends on the manufac-turing plant type: inefficient long rotary kilns burning wet rawmaterials typically operate at a heat consumption rate of about6 GJ/ton clinker, while a typical modern rotary kiln needs 3.1 GJ/tonclinker. A realistic world average specific heat consumption isestimated around 3.8 GJ/ton clinker [13]. The additional energyrequired for cement production (crushing and grinding) is about100 kW h/ton cement [11]. From clinker to cement product, thetotal energy consumption is about 3.2 GJ/t cement, again assumingan average 0.77 clinker factor [11].
Associated with the high energy requirements of the processare high emissions. The average emission resulting from manufac-turing each tonne of clinker is around 0.9 t of CO2, in which 0.53 tderives from raw materials decomposition and 0.37 t from fuelcombustion [2]. The total CO2 emissions attributed to cement pro-duction contribute around 8% of global CO2 emissions according tothe most recent available data [14]. Portland cement productionrepresents 74–81% of the overall CO2 emissions of concrete, whileaggregate production represents 13–20% [15], so the total emis-sions of the cement and concrete industry, as a whole sector,may contribute as much as 10% of global anthropogenic CO2
emissions.It is quite obvious that the current cement and concrete manu-
facturing has heavy impacts on the environment. However, in thenext decades, cement and concrete production is expected to con-tinue to show growth [11]. Demand for cement in industrializednations is increasing slowly if at all, but in developing countriesand regions such as India, other developing parts of Asia, the Mid-dle East, South America and Africa it will continually increase dueto the fast urbanization and associated infrastructure develop-ment. Although the per-unit CO2 emissions will decrease, the sec-tor-wide totals will grow, with major technological advancesrequired simply to hold total emissions at current levels. Therefore,the environmental issues associated with CO2 emission, limitationson natural resources, and high energy consumption will play aleading role in the sustainable development of the cement andconcrete industry in the coming century.
The cement and concrete industry has been fully aware of thechallenges, and has keenly focused on many positive activities overa long period toward sustainable development:
� Saving energy/resources and reducing emissions from cementmanufacturing plants by improving the energy efficiency[16], using bio-fuels [13] and replacing limestone with otherhigh-calcium industrial by-products [17].
� Reducing clinker content in cement and concrete by usingmore supplementary materials, such as blast furnace slag(BFS), fly ash, natural pozzolans and silica fume [18,19].
� More precise design and use of concrete by selecting the cor-rect concretes for specific applications [20], recycling construc-tion and demolition wastes to produce recycled aggregates[21,22] and improving the durability of concretes [23].
� Applying new technology to make non-OPC concretes byusing alternatives, including partially pre-hydrated C–S–Hbinders, belite-rich cements, magnesium oxy-carbonatecements, magnesium silicate cements, calcium carbonatecements, supersulfated slag cements, calcium aluminate/sul-foaluminate cements, and geopolymers [11,24,25].
The approaches described above will undoubtedly improve thesustainability of the concrete industry as a whole. Moreover, theconstruction industry is paying increasing attention to the wholelife-cycle aspects of construction materials as one component ofthe life-cycle impact of a building [26]. This is because the embod-ied energy of construction materials is only a small fraction of thetotal energy consumption of a building during its lifespan. Analysisof Australian housing stocks and the operational energy require-ments per m2 of building area shows that 9.9 GJ (19.5%) is neededfor manufacturing, 0.4 GJ (0.8%) is needed for construction and40.5 GJ (79.7%) is needed for operational energy over a 50y time-frame [27]. However, as operational energy is being greatly re-duced in some countries, the percentage of embodied energy inthe total energy of the buildings becomes increasingly prevalent.A recent study by Pacheco-Torgal et al. [28] indicated that if thebuildings were in the AA+ energy class, the embodied energy couldbe almost 4 times the operational energy for a service life of50 years. Therefore, saving energy and reducing CO2 emissions byusing appropriately-selected concretes (or other materials) duringthe operational phase is critically important.
2.2. Geopolymers – alternative binders to Portland cement
The term geopolymer was introduced in the 1970s by JosephDavidovits to describe a family of alkali activated aluminosilicatebinders, and later became popular to describe a larger variety ofalkali activated binders [29]. The development of geopolymershas shifted from the original applications related to fire-resistance,toward utilization in more general construction applications, andthe research and application cases have been well reviewed inthe literature [5,30,31].
Geopolymers are composed of tetrahedral silicate and alumi-nate units linked in a three-dimensional structure by covalentbonds, with the negative charges associated with tetrahedral Al(III)charge-balanced by alkali cations. The raw materials include twoparts: reactive aluminosilicate solids, such as fly ash and calcinedclays, and an alkaline activating solution, usually an alkali metalhydroxide or silicate solution. There is also interest in developmentof one-part geopolymer precursors [32–34], but the materials thathave been developed to date tend to have strengths which are nothigh enough for most construction purposes [35].
Geopolymers are generally reported to be much more sustain-able than Portland cement, in terms of reduced production energyrequirement and lower CO2 emissions [25,36,37]. Fly ash and cal-cined clay are the most two common raw materials in geopolymersynthesis for construction applications. Fly ash is an industrialwaste or by-product, generated through coal-fired electricity gen-eration. It is almost 100% profitably used in many European

116 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
countries, but in many rapidly developing countries, which areconsuming increasing amounts of cement as discussed above, thegeneration of fly ash is much higher than the current utilizationrate. The utilization of fly ash as a solid raw material does notrequire a major additional energy input – transportation shouldbe considered, but little additional processing is generally needed.Calcination of clay needs a high temperature process (�750 �C),but this takes place at a much lower temperature than Portlandcement clinker production (�1400–1450 �C), and is less energy-intensive. The most critical ingredient in terms of the environmen-tal footprint of a geopolymer material is the alkali activator. Theproduction of alkalis is an energy-intensive process; for example,the embodied energy of sodium hydroxide (dry) is 14.9 GJ/t [38],and it is 5.4 GJ/t for sodium silicate (solution with Na2O�2SiO2 con-tent 48% by mass) [39]. The exact energy requirements, associatedwith CO2 emission, may vary depending on the specific productionmethods. However, as the content of activator is usually kept aslow as possible in formulating a geopolymer, and is generally lessthan 10% of the total mix design, the environmental benefits ofmaking geopolymers can appear very attractive. The CO2 emissiondue to production of geopolymers is generally reported to be 60–80% less than cement clinker [25,36,37]. In terms of concrete pro-duction, however, other authors [40,41] reported a lower carbonfootprint advantage.
A recent innovation, geopolymer foam concrete, combines theadvantages of foam concrete and geopolymer technology, and pro-vides the opportunity to reduce the environmental footprint ofconstruction materials in terms of raw materials, embodied CO2
and operational energy in service. Before detailing the propertiesof this new material, it is worth to introduce the state of the artwith regard to development of conventional foam concrete.
3. Foam concrete technology
Foam concrete is generally defined as a type of lightweight con-crete that consists of a cementitious binder with a high degree ofvoid space, with or without the addition of fine aggregate. Foamconcrete was patented by Aylsworth and Dyer in 1914 and laterby Bayer and Erikkson in 1923 [42], but its application as a light-weight building material has become much more popular in thelast few decades [20], as building energy efficiency has become amore widespread concern. In this paper, the term foam concreteis applied to all types of cellular concretes, regardless of the foam-ing and/or aeration method. The use of porous aggregates is an-other method which introduces air voids to improve the thermalinsulation properties of the material, but falls beyond the scopeof this review, which is instead focused predominantly on thedevelopment of lightweight binders.
3.1. Composition of foam concrete
3.1.1. BinderThe binder used for foam concrete is most commonly an OPC-
based binder, alone or in combination with other components, giv-ing binder types such as cement-sand, cement-lime, and rapidhardening Portland cement [20]. Fly ash and GBFS are usually usedas secondary cementitious components to partially replace cement[44–46], and air-cooled slag also shows some beneficial properties[45].
Non-cementitious fine fillers such as granitic limestone and sil-ica fines can also be used to reduce cost, and materials such as saw-dust, diatomite, and bentonite can be used as fillers to improve theworkability of the fresh paste, and/or its final strength [47]. It hasalso been disclosed that ground recycled glass is a good filler to re-duce the cost of the products and to improve the stability of the
paste [48]. Expanded polystyrene granules and expanded perlite(not necessary but usually in fine particles) are popular lighteningfillers in foamed concrete [49,50]. The amount of such non-cemen-titious fillers should not be higher than 50% as suggested by Spin-ney [51], and particularly in the case of organic-based materialssuch as polystyrene, the lack of adhesion between the cementpaste and the filler can give a tendency towards segregation [52].
3.1.2. VoidsControlling the nature, size and distribution of voids is the most
critical step in production of a foam concrete, as the voids deter-mine the density and strength of the foam concrete. Voids can beproduced by two main methods: either (1) by endogenous gas gen-eration, which can be achieved by mixing gas-releasing agentssuch as H2O2 or fine aluminium or zinc powders in cement pasteor mortar, or (2) by introducing a very large volume fraction ofair bubbles, usually through the use of an organic foaming agent.Different foaming methods, as well as mixture composition andcuring processes, will generate different sizes and distributions ofindividual bubbles in foam concrete, which will further affect theproperties of the foam concrete (this aspect will be discussed inSection 3.2).
Reactive metal powders react with water and hydroxide in analkaline environment, liberating bubbles of hydrogen gas andforming hydrolysed metal complexes. This takes place accordingto a reaction similar to equation (1), which is written for the caseof Al, but other metals such as Zn or Si can also be used, and followanalogous reaction processes:
Al ðsÞ þ 3H2O ðlÞ þ OH� ðaqÞ ! AlðOHÞ�4 ðaqÞ þ 3=2H2 ðgÞ ð1Þ
The bubbles lead to expansion of the cement paste or the mor-tar, which must have a suitable consistency to prevent their escape[53]. The dose and particle size of the metallic powder can be de-signed according to the target density. Autoclaved aerated concrete(AAC) is a typical product made using this method, where alumin-ium powder addition is around 0.05% by mass of all solid materials[46].
The direct introduction of air bubbles can be achieved by a pre-foaming method, or alternatively by mixing a foam concentratewith paste or mortar using a high-shear mixer. The pre-foamingmethod uses foaming agents, either synthetic surfactants [54–56]or protein-based [57–59], to make a wet foam or a dry foam.
3.1.3. Water and othersWater used in mixing of foam concretes, similar to the case of
concretes in general, should be free of deleterious amounts of oil,dissolved electrolytes and/or organic materials, which would ad-versely affect the properties of fresh and hardened foam concretes[60]. The quantity of water needed in a foam concrete depends onthe composition of cementitious materials, filler type and work-ability requirements of the mixture. A common understanding isthat when water absorbing fillers are used, such as expanded per-lite [61], high water content is required to achieve suitable flow-ability. The commonly used water-cement ratios (w/c) rangefrom 0.45 to 0.65, and may be up to 1.25 in cases with little orno superplasticizer [20].
The strength of foam concrete is mainly governed by the in-duced voids and the volume of evaporable water in the binder;which means that reducing w/c is generally beneficial for achievinghigh strength [53]. An appropriate superplasticizer in combinationwith mineral admixtures can decrease the water needed to achievespecified flow properties [62]. Other chemical additives such as la-texes and acrylics may also be used in foam concretes to improvestrength or reduce permeability and absorbance [60]. However, thecompatibility between foaming agents and superplasticisers orother chemical additives should be taken into consideration.

1.2
1.6
2.0
2.4
2.8
3.2 AAC Ref. [70] High shear mixing Ref. [68] AAC Ref. [67] Prefoam mixing (by authors) Prefoam mixing Ref. [71] Prefoam mixing Ref. [59] Solid with rubber filler Ref. [72] Solid with limestone Ref. [73] Sand mortar Ref. [73]
cond
uctiv
ity (W
/mK)
Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 117
Superplasticisers and other additives may contain componentswhich are intended to have an anti-foaming function in normalconcretes. For example, polyalcohol is an anti-foaming admixturethat contains –OH functional groups [63]. Such active componentsor groups are distributed around gas bubbles, displacing foamingagent molecules and causing the breakage or coalescence ofthe bubbles. This means that admixtures designed for use withnon-foamed concretes may have unintended effects if used indis-criminately in foamed concrete mixes.
0 400 800 1200 1600 2000 24000.0
0.4
0.8
Ther
mal
Dry density (kg/m3)
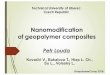
Fig. 2. The thermal conductivity of foam concretes in comparison with solidconcretes. The data by the current authors are measured using the transient planesource (TPS) method; the foam concretes are synthesised with OPC (w/c = 0.5) bymechanical mixing of preformed foam; all the samples are dried in a vacuum ovenat 80 �C for 24 h before measuring. Data from Refs. [59,67,68,70–73].
3.2. Properties of foam concrete
3.2.1. Void features induced by different foaming methodsThe pores in foam concrete, as a system, consist of gel pores,
capillary pores and air voids [64]. The sizes of pores range fromnanometer scale to millimeter scale, where the larger part of thisrange is mainly attributed to the air voids. The foaming methods,as discussed in Section 3.1.2, will influence the void features infoam concrete, including size, volume faction and shape. Typicalvoid features achieved by different foaming methods are shownin Table 1.
It can be seen in Table 1 that the void sizes in foam concreteproduced by mechanical foaming are finer than in chemicallyfoamed concrete. The connectivity of the voids depends on thedensity of the mixture, regardless of the foaming method. If thedensity reaches a level that allows the binder to isolate individualbubbles, the voids formed are closed. Otherwise, the foam concretehas an open cell structure.
3.2.2. Thermal insulationFoam concretes are popular mainly because of their good ther-
mal insulation properties, meaning that buildings can save opera-tional energy, which is the major route to energy consumptionover the full life cycle of a building [27]. The thermal conductivity,as one of the most important parameters affecting thermal insula-tion, has been extensively reported in the literature related tothese materials. This is a complex function of porosity (total frac-tion and size distribution), density, void liquid saturation state,binder composition, and fillers. Fig. 2 plots the thermal conductiv-ities of foam concretes in comparison with three solid concreteswith rubber, limestone and sand as fillers. The measurement ofthermal conductivity must be undertaken at a certain humidityand moisture state for the same batch of samples, as the moisturein samples has a significant influence on the measurement [69].
3.2.3. Mechanical propertiesThe key mechanical properties of interest in the discussion of
foam concretes include compressive strength and modulus of elas-ticity. Parameters affecting the mechanical properties of foam con-crete include the filler type and fraction, w/c, and curing procedure,as well as the size and distribution of air voids. Table 2 presents anoverview of compressive strengths of foam concretes for variousmixtures as reported in the literature. Compressive strength is usu-ally between 1 and 10 MPa in the density range 360–1400 kg/m3,
Table 1Air void features achieved by different foaming methods.
Foaming method Diameter of airvoids (mm)
Volume ofair voids
Sha
Chemical foaming: gas release 0.5–3.0 15–65% SphMechanical foaming: high shear mixing
or pre-foaming0.1–1.0 10–50% Les
while the modulus of elasticity is generally between 1.7 and3.5 GPa [53].
From Table 2, it is evident that regardless of the foaming meth-od and the filler type, the compressive strength of foam concretesdecreases with a reduction in density. This means that the density(or void volume) is critical to the strength of foam concrete, as isthe case for any porous solid material [81]. Several modelexpressions have been developed for relating strength to density,gel-space ratio or porosity [43,74,82].
3.2.4. ShrinkageFoam concrete exhibits much higher shrinkage than normal
weight concrete. The measured drying shrinkage of foam concreteafter 1 year ranges from 0.1% to 0.36% [83], which is 5–10 timeshigher than the typical shrinkage of dense mortar and concretespecimens with aggregate/cement ratios from 3 to 7 [53].
The factors contributing to the high shrinkage include the use oflittle or no aggregate, and/or the microstructure of the hydrationproducts, particularly the pore size and specific surface. Accordingto Neville [53], it is the aggregate that restrains shrinkage. Whenthe sand to cement ratio increases from 1 to 3, the shrinkage offoam concrete decreases from 0.125% to 0.075% [84]. As fly ashor other supplementary cementitious materials are introduced,the hydration products will change in composition and structure.This is very important because the shrinkage properties of thehydrate phases will also be changed according to the gel chemistry,pore structure and specific surface area [85,86]. To minimiseshrinkage, it is suggested to keep the content of fillers such as limeand fly ash at a lower level; in comparison, the dosages of superp-lasticizer, aerating agents and silica fume have been noted to havemuch smaller influence [69].
pe Density (kg/m3) Refs.
erical Typical AAC: 300–800 [63–67]s spherical, with shape factor 1.2–1.4 400–1600 [58,67,68]

Table 2Overview of fillers and foam contents used in foam concretes, and the resulting density and compressive strengths.
Filler type Foaming w/c Density (kg/m3) Compressive strength (MPa) Refs.
Methoda Volume/m3/m3b
SandFine sand M-P 0.39–0.11 0.6–0.8 1300–1900 1.8–16.7 [74]Sand M-PD 0.47–0.25 0.3–0.4 800–1320 2–10 [75]Sand C-Al Moist-cured 7.4–7.9 [76]
Autoclaved 12–14Sand M-PD 0.25–0.17 0.5 1000–1400 1–12 [77]Sand M-PW 0.69–0.26 0.7 430–1490 1.5–9.9 [62]Sand M-P 1670 12.1 [61]
Fly ash (FA)FA C-Al Moist-cured 5.5–7.5 [76]
Autoclaved 7.9–9.3FA M-PD 0.4–0.1 0.4–0.6 650–1224 2–17.8 [78]Low lime FA M-PD 0.18–0.07 1.1–1.5 1000–1400 3.9–7.3 [77]
OthersFine sand + FA (1:1) M-PD 0.42–0.15 0.4–0.6 800–1250 2–14 [78]Sand + FA(3:7) C-Al + H 0.6–0.3 �0.7 1074–1141 �6 [79]Sand + slag + SFc + FA M-PW 0.63–0.30 0.3 710–1520 4.2–23.7 [62]EPSd M-PD 275–1400 0.1–0.8 [49]Expanded clay M-P 0.3–0.1 700–1200 5–30 [71]None M-PD 0.5–0.2 0.3–0.4 787–1318 1.2–10.7 [78]None C-Al 0.4–0.6 450–1100 2–16 [80]
a M-P = mechanical mixing of preformed foam (whether wet or dry is unknown); M-PD = mechanical mixing of preformed foam by dry method; M-PW = mechanicalmixing of preformed foam by wet method; C-Al = chemical foaming by alumina powder; C-Al + H = chemical foaming by alumina powder and hydrogen peroxide.
b Ranges of values are written in corresponding directions for each sample, so that the first and last values quoted for each property are each referring to the same mixes.c SF = silica fume.d EPS = expanded polystyrene particles.
QQQQ
Q
Q
MM
M
M
MM
M
M
Fly ash
--
KaoliniteQuartz
KQ
M Mullite-(a)
118 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
4. Development of geopolymer foam concrete
In the following sections, only some basic mechanisms inaluminosilicate based geopolymer formation are reviewed; theprimary focus is the development of geopolymer foam concretederived from aluminosilicate precursors such as fly ash andmetakaolin.
10 20 30 40 50 60 70
2θ ( o)
K
K KQ
Q
K Metakaolin
20
30
40
t evo
lutio
n ra
te/g
sol
id m
ater
ial)
(b)
4.1. Geopolymerization
Many chemical and physical analysis techniques, as well ascomputational modelling, have been applied in examining geopo-lymerization mechanisms and the structure of the reaction prod-ucts [87–96]. A generalized mechanism is that: (1) thealuminosilicate solids dissolve into the strongly alkaline aqueousphase; (2) the dissolved Al and Si species, and any silicate initiallysupplied by the activator, interact to form oligomers; (3) the super-saturated system begins precipitation to form gels; (4) geopolymergel grows and bonds with the residual precursor particles to form asolidified binder; (5) gels continue the transformation to a moreordered state, usually towards zeolite-like phases. This reactionmechanism is now relatively well understood, and is controllableby manipulation of a number of different mix design and reactioncondition parameters.
0 4 8 12 16 20 240
10
Fly ash
H
ea (m
W
Time (h)
Metakaolin
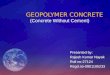
Fig. 3. (a) XRD patterns of metakaolin and fly ash, and (b) their alkali activationheat evolution as measured by isothermal calorimetry. Activator has SiO2/Na2Oratio of 1.4, total dissolved solids concentration of 40%; the BET surface areas ofmetakaolin and fly ash are 14 and 0.9 m2/g, respectively.
4.2. Important issues in geopolymer synthesis
4.2.1. Aluminosilicate precursors: metakaolin or fly ashApart from the alkali activators, which are key components
affecting the properties of geopolymers [97], selection of rawmaterials is the most critical issue in achieving desired perfor-mance. Two common raw materials used for geopolymer synthe-sis are metakaolin and fly ash, both of which containconsiderable amounts of reactive amorphous Al and Si. Metaka-olin was a typical raw material in early geopolymer synthesis

Table 3Typical curing produces used in fly ash (FA) based-geopolymer preparation in the laboratory.
Materials(mass %)
Curing procedures Property description Refs.
100% FA 85 �C � (5 h–7 d) Prolonged curing time improves strength [120]Sealed curing prevents initial carbonation and is helpful for high strength
100% FA I: 25 �C � (16–676 h) Reaction extent increases with curing time, 85 �C � 6 h reaches a extent similar to25 �C � 100 h
[121]
II: 40 �C � (72–168 h) Strength of K-based geopolymer decreased as curing temperature increasesIII: 60 �C � (16–120 h)IV: 85 �C � (1–6 h)
100% FA I: 20 �C � 21 d Using milled FA greatly improves strength [116,122]II: 70 �C � 24 h + 20oC � 7 d The strength of products by method I is lower than that by method II
85% FA + 15%Kaolin
(30/50/70 �C) � (6–48 h) Increasing temperature is helpful [111]
Prolonging curing from 6 to 24 h gives strength increase48 h Curing at elevated T is too long
FA + silica fume I: 95 �C covered � 8 h I: 50–102 MPa [123]II: 95 �C � 2 h covered + 150 �C � 6 h dryoven
II: 28–57 MPa
III: 95 �C � 2 h covered + 95 �C � 6 hsteam
III: 36–76 MPa
FA + ground slag I: 27 �C � 28 d Increasing slag content from 0% to 50% results in higher strength [124]II: 27 �C � 48 h + 60 �C � 4 h Strength of geopolymer containing 50% slag increases from 30 MPa (method I) to 45 MPa
(method II)
Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 119
studies [98,99], while currently fly ash is becoming more popularas the applications focus has changed towards constructionpurposes.
Metakaolin is a dehydration product of kaolinite clay (Al4[Si4
O10](OH)8) at 500–900 �C [100]. Metakaolin powder consists ofplate-like particles, is c-axis disordered in its residual crystal lat-tice, and contains 4-coordinated Si and a range of Al coordinationenvironments [101,102]. It generally has a specific surface area of9–20 m2/g as measured by N2 sorption. In comparison, fly ash iscomprised of fine, spherical, mostly glassy particles, and the sur-face area is only 0.6–4.2 m2/g, depending on the fly ash source[103].
This morphological difference leads to a much higher liquidrequirement in metakaolin-based geopolymer paste than in flyash-based geopolymer paste [104]. Metakaolin paste usually re-quires a liquid/metakaolin ratio >0.6 by mass [94,105], and mortarsneed �1.0 [106,107]. A lower liquid ratio can also be made to work,but needs a high pressure compaction process [108], which wouldnot be suitable for normal concrete production. In comparison, flyash geopolymer paste requires a liquid/ash ratio between 0.30 and0.65 [109], and the concrete needs 0.40–0.96 [110], depending onthe fly ash properties and activator type. More liquid is requiredto wet the surface and inter-layer area of metakaolin particles toachieve a good workability, which can be quantified by the yieldstress of the binder [111].
The second difference is the high reaction rate of metakao-lin-based geopolymers and the faster strength developmentthan in fly ash-based geopolymer, particularly at low tempera-ture. Fig. 3 shows the results of X-ray diffraction (XRD) analysisof metakaolin and fly ash, and their reaction heat release at20 �C as measured by isothermal conduction calorimetry. Itshould be noted here that for metakaolin, the secondary miner-als present in original kaolinite clay [112,113], the surface areaof particles, and the reaction temperature [114,115] all havesignificant influences on the reaction rate and strength develop-ment. Similarly, the source of fly ash [109], surface area[116,117] and reaction temperature are all important. A generaltrend is that geopolymers derived from fly ash and metakaolinwith higher surface area exhibit faster strength development.The effect of temperature is more complicated, and will bediscussed in Section 4.2.2.
The third and most important difference is the structural stabil-ity of geopolymers, which will affect their potential applications.Geopolymers with Si/Al <3.8 derived from metakaolin can exhibita trend of transformation from amorphous to zeolite-likecrystalline structure under continuous curing conditions (moistureand warmth) [118]. A systematic ageing study and an extensivereview of accelerated aging of geopolymers were presented byLloyd [119], who concluded that amorphous geopolymer gelssynthesized from metakaolin form crystalline zeolites uponhydrothermal ageing (95 �C), accompanied by major restructuringof the gel and loss of compressive strength. In comparison, muchless of the gel in a geopolymer derived from fly ash is convertedto zeolite phases during ageing, corresponding with negligiblestrength loss. For these reasons, as Lloyd [119] suggested,‘geopolymers based on metakaolin must be considered unsuitable forconstruction purposes’.
4.2.2. Curing conditions: room temperature or hydrothermalThe curing conditions used in geopolymer synthesis include
ambient conditions (20–25 �C) and mildly elevated temperatureconditions (30–150 �C). High pressure [108] and high vacuum[98] conditions have been introduced, but are not widely used.
A study on the effects of curing temperature (10–80 �C) andtime (1–4 h) shows that the treatment of fresh alkali-metakaolinmixture at elevated temperatures accelerates the strength devel-opment, but that the 28 day strengths of heat-treated binders arelower than in mixtures that are treated at ambient or slightly de-creased temperature [106]. This is probably because of the limitedreaction extent of metakaolin at high temperature. A recent studyof the reaction kinetics and thermochemistry of geopolymerisationshows that elevating reaction temperature from 20 �C to 40 �Caccelerates the reaction rate, however, the final reaction extent ishigher at 20 �C, particularly for low alkali systems [115]. On theother hand, elevated temperature curing is preferred for fly ash-based geopolymers due to the relatively lower reactivity of mostfly ashes compared with metakaolin as discussed above. Table 3lists some typical curing procedures used in laboratory preparationof fly ash-based geopolymers. It should be highlighted that curingunder sealed and covered conditions appears critical for highstrength achievement.

120 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
4.3. Geopolymer foam concrete technology
4.3.1. High temperature processingMetakaolin-based geopolymer possesses high shrinkage when
exposed to drying oven conditions [105] or heating [125]. To avoidmicroscopic and macroscopic cracking of geopolymers, so as tomake geopolymer suitable for refractory applications, Bell andKriven [126] developed two geopolymer foams using H2O2 andAl powder as foaming agents respectively. The H2O2 geopolymerfoam was prepared by mixing 0–1.5% H2O2 solution into a metaka-olin-based mixture with composition of K2O�Al2O3�4SiO2�11H2O,which is known to convert to refractory leucite (KAlSi2O6) glass–ceramics on heating above 1000 �C. The Al geopolymer foam wasprepared by adding 3.0–5.0 lm sized spherical Al powder to thegeopolymer paste. Both of these foams were cured at 200 �C, start-ing from a moderate pressure (1.5–4 MPa) and ending at a highpressure (�12 MPa). The results showed that H2O2 geopolymerfoams had high compressive strength (44–77 MPa) but could notbe converted to glass–ceramic since they cracked upon heating(1200 �C for 3 h), while the Al geopolymer foams were successfullyconverted to crack-free ceramics on heating. One issue for the Algeopolymer foams was the high level of Al powder addition (60%by weight of geopolymer binder) and the difficulty in controllingits dissolution at high curing temperature.
Zhao et al. [127] synthesized a geopolymer foam using fly ashand sheet glass powder as solid materials, and a compound of so-dium dodecyl benzene sulfonate and gluten as foaming agent. Thebasic steps for making this geopolymer foam include preparing thefoamed binder, shaping (with a short activation reaction to get ini-tial strength) and drying at 105 �C for 12 h, then sintering at1050 �C for 2 h. The appearance and pore structure of the sinteredgeopolymer foam are shown in Fig. 4. The pore structure seemshomogeneous in a millimeter range. In addition to quartz andmullite phases, anorthite (CaAl2Si2O8) was formed after sintering,which was thought to be the main reason for the high strengthachieved. An example specimen was synthesized with 13% foam,and exhibited 6.76 MPa compressive strength and 0.414 g/cm3
apparent density [127].Several geopolymer foams have been shown in a report by
Davidovits [128] but without detailed foaming or synthetic infor-mation. According to the appearance (white and red colour) andapplication purposes (furnace insulation), those geopolymer foamsmay also be of the high temperature synthesized (sintered) type.Self-foaming or in situ foaming of high silica geopolymer systems(Si/Al >24) was reported due to the removal of the hydration waterat temperatures of 100–300 �C [129]. Geopolymer foam gravelssynthesized by the in-situ foaming method were found to possess
Fig. 4. (a) Digital photograph of sintered geopolymer foam, and (b) an SEM image of tauthors of Ref. [127] and are acknowledged.
much higher strength and water resistance than comparable silicagel foams [130].
4.3.2. Low temperature mixing methodThe high temperature (sintered) geopolymer foams have a rela-
tively homogeneous void structure and high strength/density ratio,but it is more reasonable to describe them as porous ceramicsrather than concrete. These products can feasibly be used as con-struction materials to replacing existing ceramic tiles, clay bricksand blocks, however, for very high-volume construction purposes,ambient temperature or slightly-elevated temperature synthesizedproducts are more energy efficient and cost effective, and thusmore attractive to industry.
4.3.2.1. Chemical foaming technique. Aguilar et al. [131] reportedgeopolymer foam concretes based on metakaolin binders and Alpowder as gas-releasing agent. When blast furnace slag sand wasrequired as aggregate, it was incorporated in a wetted state, andadded at the end of the mixing. Al powder was added at the endof mixing. Two curing conditions were used, 20 �C � 24 h and75 �C � 24 h, followed by continued hardening at 20 �C. The poresin the hardened products are on the millimeter scale. Fig. 5 showsthe thermal conductivity and the compressive strength as a func-tion of density. The high measured thermal conductivity is becausethe measurement was conducted on as-cast samples, not oven-dried. The 28 d compressive strength varies from 1.3 to 14.5 MPawith mixture densities of 600–1200 kg/m3. Replacing metakaolinwith 25% fly ash has some positive influence on strength, whileusing slag particle as aggregate seems negative in this respect[131].
Kamseu et al. [132] also developed metakaolin-based geopoly-mer foams with a liquid/metakaolin ratio of 0.6, and the additionof Al powder foaming agent from 0 to 20 mg per 100 mL of activa-tor, resulting in porosities from 30 to 70 .%. The appearance ofmetakaolin geopolymer foams and solid geopolymer are shownin Fig. 6. An appropriately high Si/Al ratio, >1.79, was required toachieve a fine and homogeneous pore structure [132]. The foamshave much lower thermal conductivity (0.15–0.4 W/m K) thanthe solid geopolymer (0.6 W/m K). The thermal conductivity of so-lid binder was found to increase with increasing Si/Al ratio [133],which is consistent with previous research [134], and is relatedto increased connectivity, reduced porosity and finer pore size dis-tribution as Si/Al ratio increases.
4.3.2.2. Silica fume in situ foaming technique. Recently, Prud’hommeet al. [135] have proposed a low temperature in situ foaming meth-od by adding silica fume into a geopolymer reactant mixture and
he pore structure of sintered product [127]. Original figures were provided by the

400 800 1200 1600 20000.0
0.4
0.8
1.2
1.6
2.0 Thermal conductivity Compressive strength
Density (kg/m3)
Ther
mal
con
duct
ivity
(W/m
⋅K)
0
4
8
12
16
20
Com
pres
sive
stre
ngth
(MPa
)
Fig. 5. The thermal conductivity and compressive strength of metakaolin-basedfoam geopolymers (not oven-dried). Data from [131].
Fig. 6. Geopolymers foamed with different Al powder contents: C1, C2, C3 and C4contain 5, 10, 15 and 20 mg Al powder per 100 mL activator respectively; thebinders contain Si/Al = 2.0; C4 produces about 70 vol.% porosity; the diameter of thecylinder is 18.85 mm. All specimens cured at room temperature [132]. Originalphotographs were provided by the authors of Ref. [132] and are acknowledged.
Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 121
cured at 70 �C. The typical synthesis protocol of the in situ geopoly-mer foams includes alkali activator dissolution, stirring withmetakaolin and silica fume and curing. In the sealed curing period,free silicon from the silica fume will be oxidized by water, releas-ing hydrogen gas, i.e. 4H2O + Si0 ? 2H2 + Si(OH)4. During the peri-od when the geopolymer gels are growing and setting, the releasedgas is trapped and thus high porosity is obtained.
The alkali activator solution type and concentration, clay type,silica fume and curing period will have effects on the foamingefficacy and also the properties of resultant geopolymer foams.For example, increasing K/Al ratio from 0.65 to 1.73 by using moreKOH, the foaming efficiency (final volume/initial volume) increases[135]; geopolymer foam derived from a K+ based activator is moreready to dissolve or degrade compared to that derived from an Na+
based activator [136]. By comparing the infrared spectra beforeand after reaction, and the appearances of the four samples,metakaolin was seen to exhibit a higher reactivity and to resultin a more homogeneous sample than kaolin, illite or montmoril-lonite, which are also able to be used as precursors for in situ geo-polymer foam synthesis [137]. The curing temperature and time
are both very important in pore size control, and thus determinethe homogeneity of the structure as a whole. It was suggested thatcuring at 70 �C � (1–1.5) h followed by 23 �C � 20 d, or 55 �C � 9 d,is helpful to control the pore size in a range around 1 mm [138].However, in comparison with OPC foam concrete and Al-foamedgeopolymers, the pore size and distribution of this kind of foamis too large, and this could be one reason for the low strength(�1 MPa) of these materials [139]. Given that the thermal conduc-tivity is only 0.22–0.24 W/m K (estimated value, as the productwas too heterogeneous to be measured directly), it is possible thatit can be used as a non-structural insulation material [135].
4.3.2.3. Mechanical pre-foaming technique. In addition to the abovecases based on metakaolin, fly ash has been used to make geopoly-mer foam concrete. Zhang et al. [140] reported a geopolymer foamconcrete synthesized using Class F fly ash (CaO content 2.6 wt.%)by mechanical mixing of preformed foam prepared with a dilutedsurfactant solution by a wet method. Fig. 7 shows the foam con-crete and its microstructure. The void sizes are predominantly inthe diameter range 50–400 lm and with an average roundness fac-tor of 0.6. It possesses a dry density of 850–950 kg/m3 and a com-pressive strength of 4–9 MPa depending on the alkali activator. AlBakri Abdullah et al. [141] reported their research on geopolymerfoam concrete based on a Class C fly ash (CaO content 21.6 wt.%),synthesized by mixing pre-formed foam into the geopolymer mix-ture at a 2:1 volume ratio, and cured at two different conditions:room temperature and 60 �C � 24 h + room temperature. Theheat-cured products exhibited higher early strength as expected,but equal density (1650–1667 kg/m3), pore structure and 28 dstrength (18.1–18.2 MPa) compared to those which were notheated.
Overall the development of geopolymer foam concrete is a rel-atively new field. Only limited information has been reportedregarding the relationship between composition, structure andproperties of such new materials.
4.4. Perspectives for of geopolymer foam concrete
4.4.1. Environmental footprint of production and operationThe environmental benefits of geopolymer foam concrete
mainly lie in the sustainability of geopolymer production com-pared to OPC manufacturing, including lower resource and energyrequirements and lower CO2 emissions, as discussed in Section 2.
Apart from the sustainability aspects of the geopolymer binder,the synthesis conditions and foaming agents are also importantfactors affecting the environmental footprint of production. As dis-cussed above, if geopolymer foam is synthesized by a sinteringprocess [126,127], the environmental footprint of the productmay be not comparable to OPC foam concrete, due to the high en-ergy requirements associated with sintering. When alumina pow-der and silica fume are used as foaming agents at high dosages[126,137], much of the environmental benefit will be lost, andthe material may become less ‘green’ than OPC foam concrete,due to the very high embodied energy of these materials. However,if a much lower dose of a metallic foaming agent (e.g. 0–20 mg Alpowder per 100 mL activator [132]), or preformed foam obtainedfrom most widely-used foaming agents [138], is used, the foamingprocess will not have a severe impact on the environmental foot-print of material production. Finally, if the curing process takesplace at room temperature or at a slightly elevated temperature(40–90 �C) for a short time (<24 h), it does not require notablymore energy in comparison with the curing of OPC foam concreteat room temperature, and potentially less than autoclavingconditions (usually �180 �C [53]). Hence, it is suggested to useeither a low dosage of foaming agents, or a preformed foam, to

Fig. 7. (a) Geopolymer foam concrete synthesized by mechanical mixing of preformed foam with Class F fly ash geopolymer binder, (b) the top surface of the sample, (c) anoptical micrograph of the pore structure, and (d) an SEM image of the wall between two large voids.
122 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
develop geopolymer foam concrete with optimized environmentaladvantages.
Moreover, using this new material will save operational energydue to its relatively lower thermal conductivity than normalweight concrete, as discussed in the preceding sections. Low ther-mal conductivity can reduce indoor temperature variations, thusreducing the energy requirements associated with heating andcooling. The exact reduction of operational energy is difficult toestimate within the scope of a review such as this because it de-pends on many other factors, for example climate, building design,mode of utilisation (residential, commercial or other), and buildingorientation. However, for insulation or semi-structural applica-tions, low thermal conductivity and low unit weight are generallyconsidered beneficial.
4.4.2. Strength after exposure to high temperatureAn important aspect of the selection of construction materials
for residential and commercial applications is the ability to retainstructural integrity during and after fire exposure. OPC hydrationproducts degrade irreversibly at temperatures higher than 200 �Cdue to the loss of ‘non-evaporable water’ and the decompositionof Ca(OH)2 and other hydrate products, associated with an increasein overall porosity [142]. Therefore, upon exposure to high temper-ature or firing conditions (>600 �C), most OPC products will losestrength dramatically. The residual strength depends on many fac-tors, such as the mixture proportioning [143,144].
Unlike OPC products, geopolymers have been widely demon-strated to show high temperature stability. This aspect has been
well reviewed in the recent literature [145]. Metakaolin-based geo-polymer binders tend to decrease in strength gradually up to800 �C, while increasing in strength after 1000 �C exposure[146,147]; conversely alkali activated slag/metakaolin blend mor-tar and concrete tend to lose strength consistently after heatingfrom 200 to 1000 �C [148]. Volcanic ash-based geopolymer mortarsalso show an increase in compressive strength after heating at900 �C compared to 750 �C [149], and fly ash-based geopolymersexhibit good strength maintenance after fire temperature exposure[146,150]. Fig. 8 shows the variation of compressive strength insome typical metakaolin, metakaolin/slag blend and fly ash-basedgeopolymers after high temperature exposure. It is noted thatthese are all post-cooling strength tests; the actual strength ofthe material during high-temperature exposure is also critical,but much less widely studied for either Portland cement or geo-polymer materials.
The mechanisms governing the strength variation may be dif-ferent for different types of geopolymers. Studies of metakaolin-based geopolymers by using conventional inferred spectroscopyand X-ray diffractometry [151], and more recently by the X-raypair distribution function (PDF) method [152–154], have revealedthe transformation of reaction products from amorphous to crys-talline (usually anhydrous members of the zeolite family) at hightemperatures at an atomic scale. Briefly, amorphous aluminosili-cate gels lose free water below 200–300 �C with negligible changein the structural framework. After heating above 200–300 �C gelsrelease chemically bound T–OH groups and condense to form T–O–T linkages, along with relocation of alkali cations, resulting in

0
10
20
30
40
50
60
II
Binder Binder
0.40.2
Com
pres
sive
stre
ngth
(MPa
)
Slag/(slag+metakaolin)
Non-heated after 600oC after 1000oC
0
Concrete
I
2.0 2.5 3.00
50
100
150
200
250
Com
pres
sive
stre
ngth
(MPa
)
Si/Al ratio
Collie non-heated Collie after 1000oC Eraring non-heated Eraring after 1000oC Tarong non-heated Tarong after 1000oC
(a)
(b)
Fig. 8. Compressive strength of different types of geopolymers before and after hightemperature exposure: (a) metakaolin/slag blend-based binder and concrete (datafrom [147,148]); (b) binders derived from different fly ashes (data from [150]).
10 20 30 40 50 60 70 80
29.5 30.0 30.5 31.0 31.5 32.0 32.5
Δ
Δ
Δ-nepheline
•
•-hematite
• ∇∇∇ ∇∇
∇
♦
∇
∇
∇∇
∇
∇-mullite
∇ ♦
♦
♦
♦-quartz
800oC400oC100oC
Inte
nsity
(cps
)
2-theta (degree)
20oC
♦
Fig. 9. XRD analysis of fly ash-based geopolymer foam synthesised at 20 �C, andheated at 100, 400 and 800 �C for 3 h.
Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 123
increased overall connectivity. The condensed gels start to crystal-lise at a certain onset temperature, which is influenced greatly bythe composition, in particular Si/Al ratio and alkali cation type.Na-aluminosilicate geopolymer gel with Si/Al = 1.15 forms nephe-line upon heating to 650 �C, and at 800 �C with Si/Al = 2.15 [151];K-aluminosilicate geopolymer gels formed tetragonal leucite at1000 �C when starting from an initial composition of KAlSi2O6
�4.78D2O�0.72H2O [154] or 1050 �C with a composition of KAlSi2O6
�5.5H2O [152]; Cs-aluminosilicate geopolymer gels with Si/Al = 2.0form crystalline pollucite above 1000 �C [153]. In combinationwith the findings from thermal shrinkage measurements[155,156], it is proposed that: (1) the large shrinkage along withthe loss of free water could be the main reason for the loss ofstrength; (2) the shrinkage due to the release of chemically bound–OH and gel condensation at high temperature does not affect thestrength to a major extent, and (3) the condensation of the gels toform glass and ceramics after onset temperature is the main reasonfor the post-cooling strength increase. However, this may be asso-ciated with volume variation, and could also result in softeningduring exposure to the high temperature which could compromisein situ (pre-cooling) strength retention properties. The zeolite crys-talline phases present in the geopolymer structure, may contributeto the good post-exposure strength, and the formation of denseglassy binder regions may also be important [146,157,158].
Fly ash-based geopolymers also generally show good retentionof strength after high temperature exposure. The microstructuresof these materials consist of geopolymeric gels, some zeoliticphases, and a large volume fraction of residual fly ash particles
[159]. The intrinsic shrinkage properties of the gels may be similarto those derived from metakaolin; however, the total shrinkage ofthe material is much less due to the lower gel fraction. The linearshrinkage is reported to be �6% to +15% [160,161], which is muchsmaller than in metakaolin-based geopolymer, which may shrinkas much as �20% [155,156]. The residual fly ash particles are hightemperature products, which can remain stable under high tem-perature exposure. The presence of mullite and other thermallystable crystalline phases is believed to be important, as evidencedby the good thermal stability of a model geopolymer synthesisedwith an anorthite filler [162]. The tendency towards being moreready to crystallize, or undergo ceramization, brings some benefi-cial effects related to residual strength, although the higher levelsof iron in some fly ashes can also act as a flux. Fig. 9 shows the for-mation of crystalline nepheline in a fly ash-based geopolymer foammaterial after high temperature exposure. The broadening of thecharacteristic quartz and mullite peaks is probably due to the par-tial amorphization of these phases with formation of alkali-silicateglasses. This geopolymer foam shows good strength retention up to400 �C exposure, and a strength increase after heating at 800 �C. Apotentially similar crystallization-strengthening effect is also ob-served in other studies [163]. Similar to metakaolin-based geo-polymers, there are also many factors influencing the thermalstability of fly ash-based geopolymers, such as Si/Al ratio, alkalitype and the nature of fly ash. Fig. 8(b) shows that the fire resis-tance depends on the fly ash source. The Eraring and Tarong flyashes both contain higher mullite contents than Collie fly ash[150]. The strength loss of Collie geopolymer is probably due tothe high content of iron oxides, which affect the thermal propertiesof the geopolymer by influencing thermal expansion, altering thephase composition, and changing the morphology after heating[160].
The discussion above shows that geopolymers derived from flyashes have particularly high temperature resistance. By selecting asuitable fly ash and optimizing the geopolymer gel Si/Al ratio andother parameters, it is practical to develop geopolymer foam con-cretes. They can be used in construction of buildings which requirehigh temperature or fire resistance properties which organic foamsor OPC foam concretes are not able to meet. The fact that some flyash geopolymer concretes can even increase in strength followinghigh-temperature exposure [164] indicates that geopolymer foamconcretes may have the potential of gaining structural value onceexposed to fire. This unique property will potentially endow geo-polymer foam concrete with applications in new markets.

124 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
5. Challenges in developing geopolymer foam concrete
Bringing geopolymer materials into the market is itself a pro-cess with many technical and industrial barriers, for example, thequestions around durability and the lack of tailored standards[5]. Moreover, fabricating foam geopolymer concretes is not a sim-ple copy of the existing OPC foam concrete production process.There are some existing and potential challenges, as detailedbelow.
5.1. Understanding of feedstock physics and chemistry
Normal OPC foam concrete can be synthesized with Portlandcements or blended cements, which are all standardized products.To synthesize geopolymer foam concrete, a reactive aluminosili-cate material is required. There are many aluminosilicate contain-ing minerals and industrial wastes which can be used as rawmaterials, but none of them is available in large quantities as aclosely quality-controlled, consistent, standard product for geo-polymer production. Clays and fly ashes appear to be two highlypromising source materials. In comparison with clays, fly ash isprobably more technologically suitable as it requires less alkalineactivator while providing good workability. However, fly ashparticles are substantially heterogeneous in physics and chemistry:inter-particle speciation consists of glass-rich spherical particles,iron-rich particles and quartz particles in some cases, while in-tra-particle speciation consists of aluminosilicate glass, mullite,quartz, magnetite and hematite [103,150,165]. As shown inFig. 9(b), the composition and mineralogy of fly ash, for instancethe content of iron oxides [150], have marked effects on the hightemperature performance of geopolymers. Additionally, fly ashesfrom different sources can lead to materials with quite differentsetting behavior [110]. This will affect the pore structure, no mat-ter whether the voids are introduced by gas-releasing agent or pre-formed foam. Unfortunately, there is very limited specificationregarding feedstock utilization in geopolymer synthesis at present.
5.2. Differences between solid and foamed geopolymers
From a chemical perspective, when gas-releasing agents andpre-foaming chemicals are introduced in the geopolymerisationsystems, their influences on the phase evolution of the binder areunknown. For example, Al powder is a commonly used gas-releas-ing agent in OPC foam concrete, and it has also been trialed in geo-polymer foam concrete [130,132]. The dosage and reactivity(fineness, surface treatment) of Al powder will influence on thegeopolymer formation on atomic and nanostructural levels, as itreleases soluble aluminates while evolving H2 gas, and controllingthe timed availability of aluminates is important in successful geo-polymer synthesis [166]. However, the effects of Al powder and itshydrolysis products on geopolymerisation kinetics, and the effectof high Al content on high temperature performance of geopoly-mers, remain to be further studied.
It is also noted that when prefoamed foams formed by anorganic foaming agent are used in a geopolymer binder, a large vol-ume of foam is required [144], as the air bubbles tends to collapsein mixing due to the high viscosity of the paste, which means thefoaming efficiency is not high.
From a microstructural perspective, the difference between so-lid geopolymers and foamed geopolymers is also significant.Although a number of studies have examined the pore structureof OPC foam concrete as well as its influence on the mechanicaland thermal insulation properties of the material, a good under-standing of the effects of pore structure in geopolymer foam con-cretes has not yet been presented. Work aimed at revealing the
phase and microstructural differences between solid and foamedgeopolymers is still necessary.
5.3. Efflorescence potential
Efflorescence is the formation of white salt deposits on or nearthe surface of concrete. For OPC concrete, efflorescence is generallyharmless except for the discolouration. However, for geopolymers,as they contain much higher soluble alkali content than conven-tional cement, efflorescence can be a significant issue when theproducts are exposed to humid air or in contact with water[167]. Najafi Kani et al. [168] proposed two possible solutions toreduce efflorescence: adding alumina-rich admixtures or hydro-thermal curing. In that study, the use of 8% calcium aluminatecement in a natural pozzolan-based geopolymer greatly reducedthe mobility of alkalis, and curing at temperatures P65 �C alsoprovided a significant effect in efflorescence reduction. For geo-polymer foam concrete, however, efflorescence will be amplifieddue to the much higher total porosity and larger pore size.Although geopolymer foam concretes are not predominantly in-tended for structural applications exposed to the weather, efflores-cence is still a potential problem. Further investigations to preventefflorescence, or at least to reduce its rate, are required.
6. Concluding remarks
As a whole, the application of geopolymer materials in the con-struction industry is progressing relatively rapidly in some parts ofthe world, and more gradually in others. Development of geopoly-mer foam concrete may avert some considerations regarding dura-bility aspects of geopolymer concretes, as such materials areusually used for non-structural purposes, and the introduction ofthis new construction material into market will also open newavenues for geopolymer use in niche applications.
The environmental advantages and high temperature strengthof geopolymer foam concrete over OPC foam concrete have beendiscussed in detail in this review. The process of understandingfeedstock mineralogy and chemistry, and thus building up a rele-vant database of specifications/standards, is an important step inenabling consistent formulation of optimal mixture compositionsfrom locally-available materials, so as to control the consistencyand properties of geopolymers. This is important in establishinga dedicated geopolymer feedstock supply chain, for dense as wellas foam geopolymer concretes.
Considering the increasing demand for sustainable concrete intoday’s construction and housing industry, as well as the foresee-able advantages of geopolymer technology, future studies are nec-essary to understand the relationships between properties andstructure of foam geopolymer concrete, and to clarify the mostlikely problems or issues involved in the manufacturing of theseproducts, for example efflorescence and shrinkage. Geopolymerproducts contain much higher soluble alkali content than conven-tional cement products, and different pore structures (from thenano-scale upwards) when compared with hydrated Portlandcement, and efflorescence could be a significant issue when theproducts are exposed to humid air or in contact with water.Shrinkage of alkali activated binders has not been reviewed indetail in this paper, but has been noted in many research studies,and may be another challenge for geopolymer foam concreteproduction.
Acknowledgments
Fundings for this research work from Halok Engineering and theAustralian Research Council, through a linkage Project grant, are

Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 125
acknowledged. The participation of JLP was made possible throughsupport from the University of Sheffield Faculty of Engineering.
References
[1] Purnell P. Material nature versus structural nurture: the embodied carbon offundamental structural elements. Environ Sci Technol 2011;46(1):454–61.
[2] Mehta PK. Sustainable cements and concrete for the climate change era – areview. In: Zachar J, Claisse P, Naik TR, Ganjian E, editors. Proceedings of thesecond international conference on sustainable construction materials andtechnologies, Università Politecnica delle Marche, Ancona, Italy; 2010. p. 1–10.
[3] Juenger MCG, Winnefeld F, Provis JL, Ideker J. Advances in alternativecementitious binders. Cem Concr Res 2011;41(12):1232–43.
[4] van Deventer JSJ, Provis JL, Duxson P, Brice DG. Chemical research and climatechange as drivers in the commercial adoption of alkali activated materials.Waste Biomass Valor 2010;1(1):145–55.
[5] van Deventer JSJ, Provis JL, Duxson P. Technical and commercial progress inthe adoption of geopolymer cement. Miner Eng 2012;29:89–104.
[6] World Commission on Environment and Development. Our Common Future.Chapter 2: Towards sustainable development. Oxford: Oxford UniversityPress; 1987.
[7] Sinoma. China National Development and Reform Commission: cementproduction in 2010 increased by 15.5%. <http://www.sinoma.cn/news/ShowArticle.asp?ArticleID=6595> [accessed 30.01.11].
[8] CEMBUREAU. The European Cement Association, Key Facts & Figures, <http://www.cembureau.eu/about-cement/key-facts-figures>; 2012 [accessed09.04.13].
[9] He Y. The importance of cement grinding aids and concrete admixtures incement and concrete production (in Chinese). <http://tech.sg8.cc/czzn/2010/1130/34639.html> [accessed 30.11.10].
[10] CCM – China Commodity Marketplace, . Policy of China cement industry inthe first year of 12th Five Year Plan. <http://www.chinaccm.com/07/0720/072001/news/20110308/161130.asp>; 2011 [accessed 08.03.11].
[11] Schneider M, Romer M, Tschudin M, Bolio H. Sustainable cement production– present and future. Cem Concr Res 2011;41(7):642–50.
[12] UNIDO. Cement production in Vertical Shaft kilns in China- status andopportunities for improvement. A report to the United Nations IndustrialDevelopment Organization; 2006.
[13] Damtoft JS, Lukasik J, Herfort, Sorrentino D, Gartner EM. Sustainabledevelopment and climate change initiatives. Cem Concr Res 2008;38:115–27.
[14] Olivier JGK, Janssens-Maenhout G, Peters JAHW. Trends in global CO2
emissions; 2012 report. PBL Netherlands Environmental AssessmentAgency, The Hague, Netherlands; 2012.
[15] Flower D, Sanjayan J. Greenhouse gas emissions due to concrete manufacture.Int J Life Cycle Assess 2007;2007(12):282–8.
[16] Sorrentino F. Chemistry and engineering of the production process: State ofthe art. Cem Concr Res 2011;41:616–23.
[17] Pera J, Boumaza R, Ambroise J. Development of a pozzolanic pigment from redmud. Cem Concr Res 1997;27(10):1513–22.
[18] Bleszynski R, Hooton RD, Thomas MDA, Rogers CA. Durability of ternary blendconcrete with silica fume and blast-furnace slag, laboratory and outdoorexposure site studies. ACI Mater J 2002;99(5):499–508.
[19] Hendriks CA, Worrell E, de Jager D, Blok K, Riemer P. Emission reduction ofgreenhouse gases from the cement industry. Proceedings of the 4thInternational Conference on Greenhouse Gas Control Technologies,Interlaken, Austria, August 30–September 2, IEA GHG R&D Programme, UK;1998. <http://www.ieagreen.org.uk/prghgt42.htm>.
[20] Ramamurthy K, Nambiar EKK, Ranjani GIS. A classification of studies onproperties of foam concrete. Cem Concr Compos 2009;31:388–96.
[21] Worrell E, Van Heijningen RJJ, de Castro JFM, Hazewinkel JHO, de Beer JG,Faau APC, et al. New gross energy requirement figures for materialproduction. Energy 1994;19(6):627–40.
[22] Corinaldesi V, Moriconi G. Behaviour of cementitious mortars containingdifferent kinds of recycled aggregate. Constr Build Mater 2009;23(1):289–94.
[23] Tang M. State of art and prospect of cement and concrete industries in China. JSoutheast Uni(Natural Sci Ed) 2006;36(suppl(II)):1–6 (in Chinese).
[24] Gartner EM, Macphee DE. A physico-chemical basis for novel cementitiousbinders. Cem Concr Res 2011;41:736–49.
[25] Duxson P, Provis JL, Lukey GC, Van Deventer JSJ. The role of inorganic polymertechnology in the development of ‘green concrete’. Cem Concr Res2007;37:1590–7.
[26] Fernandez NP. The influence of construction materials on life-cycle energyuse and carbon dioxide emissions of medium size commercial buildings.Masters degree thesis. Victoria University of Wellington; 2008.
[27] Pullen S. Energy used in the construction and operation of houses. Archit SciRev 2000;43(2):87–94.
[28] Pacheco-Torgal F, Faria J, Jalali S. Embodied energy versus operational energy.Showing the shortcomings of the energy performance building directive(EPBD). Mater Sci Forum 2013;730–732:587–91.
[29] Davidovits J. Geopolymer chemistry and applications. Saint-Quentin,France: Institut Géopolymère; 2008.
[30] Shi C, Krivenko PV, Roy DM. Alkali-activated cements and concrete. Abingdon,UK: Taylor & Francis; 2006.
[31] Provis JL, Van Deventer JSJ, Introduction to geopolymers. In: Provis JL, VanDeventer JSJ, editors. Geopolymers: structure, processing, properties andindustrial applications. Woodhead, Cambridge, UK; 2009. p. 1–7.
[32] Hajimohammadi A, Provis JL, Van Deventer JSJ. One-part geopolymer mixesfrom geothermal silica and sodium aluminate. Ind Eng Chem Res2008;47(23):9396–405.
[33] Duxson P, Provis JL. Designing precursors for geopolymer cements. J AmCeram Soc 2008;91(12):3864–9.
[34] Feng D, Provis JL, van Deventer JSJ. Thermal activation of albite for thesynthesis of one-part mix geopolymers. J Am Ceram Soc 2012;95(2):565–72.
[35] Koloušek D, Brus J, Urbanova M, Andertova J, Hulinsky V, Vorel J. Preparation,structure and hydrothermal stability of alternative (sodium silicate-free)geopolymers. J Mater Sci 2007;42(22):9267–75.
[36] Stengel T, Reger J, Heinz D. Life cycle assessment of geopolymer concrete –What is the environmental benefit?’’ Concrete Solutions 09: Proceedings ofthe 24th Biennial Conference of the Concrete Institute of Australia, Sydney;2009.
[37] McLellan BC, Williams RP, Lay J, Van Riessen A, Corder GD. Costs and carbonemissions for geopolymer pastes in comparison to ordinary portland cement.J Cleaner Prod 2011;19:1080–90.
[38] EAEP – Energy and Environmental Profile of the U.S. Chemical Industry.Chapter 6: The Chlor-alkali industry, U.S. Department of Energy Office ofIndustrial Technologies; 1999. p. 175–200.
[39] Fawer M, Concannon M, Rieber W. Life cycle inventories for the production ofsodium silicates. Int J Life Cycle Assess 1999;4:207–12.
[40] Habert G, d’Espinose de Lacaillerie JB, Roussel N. An environmentalevaluation of geopolymer based concrete production: reviewing currentresearch trends. J Clean Prod 2011;11:1229–38.
[41] Tuner LK, Collins FG. Carbon dioxide equivalent (CO2-e) emissions: acomparison between geopolymer and OPC cement concrete. Constr BuildMater 2013;43:125–30.
[42] Valore RC. Foam and gas concrete. In Structural foams, Proceedings of aconference presented as part of the 1960 Fall Conference of the BuildingResearch Institute. National Academy of Sciences – National ResearchCouncil, publication 892, 1961.
[43] Kearsley EP, Wainwright PJ. The effect of high fly ash content on thecompressive strength of foamed concrete. Cem Concr Res 2001;31:105–12.
[44] Jones MR, McCarthy A. Utilising unprocessed low-lime coal fly ash in foamedconcrete. Fuel 2005;84:1398–409.
[45] Wee TH, Babu DS, Tamilselvan T, Lin HS. Air-void systems of foamed concreteand its effect on mechanical properties. ACI Mater J 2006;103(1):45–52.
[46] Mostafa NY. Influence of air-cooled slag on physicochemical properties ofautoclaved aerated concrete. Cem Concr Res 2005;35:1349–57.
[47] Zawada JM, Mont A. Lightweight, waterproof, insulating, cementitiouscomposition. U.S. Patent 5,782,970; 1998.
[48] Shi C. Composition of materials for use in cellular lightweight concrete andmethod thereof. U.S. Patent 6,488,762 B1; 2002.
[49] Laukaitis A, Zurauskas R, Keriene J. The effect of foam polystyrene granules oncement composite properties. Cem Concr Compos 2005;27:41–7.
[50] Bui TH. Lightweight structural concrete provided with various woodproperties. U.S. Patent 7,736,431 B2; 2010.
[51] Spinney SC. Cellular concrete. U.S. Patent, 5,183,505A; 1993.[52] Chen B, Liu J. Properties of lightweight expanded polystyrene concrete
reinforced with steel fiber. Cem Concr Res 2004;34:1259–63.[53] Neville AM. Properties of concrete. 5th ed. London, UK: Pearson; 2011.[54] Bing C, Zhen W, Ning L. Experimental research on properties of high-strength
foamed concrete. J Mater Civil Eng 2012;24(1):113–8.[55] Çolak A. Density and strength characteristics of foamed gypsum. Cem Concr
Compos 2000;22(3):193–200.[56] Huang J, Liu K. Mechanical properties of cement foams in shear. J Mater Sci
2001;36:771–7.[57] Kearsley E, Wainwright P. The effect of porosity on the strength of foamed
concrete. Cem Concr Res 2002;32(2):233–9.[58] Nambiar EKK, Ramamurthy K. Air–void characterisation of foam concrete.
Cem Concr Res 2007;37:221–30.[59] Othuman MA, Wang YC. Elevated-temperature thermal properties of
lightweight foamed concrete. Constr Build Mater 2011;25(2):705–16.[60] Fouad FH. Cellular concrete. In: Lamond JF, Pielert JH, editors. Significance of
tests and properties of concrete and concrete making materials. ASTMInternational; 2006. p. 561–9.
[61] Hunaiti Y. Strength of composite sections with foamed and lightweightaggregate concrete. J Mater Civil Eng 1997;9(2):58–61.
[62] Pan Z, Hiromi F, Tionghuan W. Preparation of high performance foamedconcrete from cement, sand and mineral admixtures. J Wuhan Uni Tech-Mater Sci Ed 2007;22(2):295–8.
[63] Łazniewska-Piekarczyk B, Szwabowski J. Anti-foaming admixture (AFA) andits influences on the properties of a fresh self-compacting concrete mix. J CivilEng Manage 2012;18(2):151–7.
[64] Visagie M, Kearsely EP. Properties of foamed concrete as influenced by air-void parameters. Concrete Beton 2002;101:8–14.
[65] Schober G. Porosity in autoclaved aerated concrete (AAC): a review on porestructure, types of porosity, measurement methods and effects of porosity onproperties. In: 5th International Conference on Autoclaved Aerated Concrete,Bydgoscsz, Poland; 2011. p. 351–9.
[66] Kreft O, Hausmann J, Hubálková J, Aneziris CG, Steaube B, Schoch T. Pore sizedistribution effects on the thermal conductivity of light weight autolaved

126 Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127
aerated concrete. In: 5th International Conference on Autoclaved AeratedConcrete, Bydgoscsz, Poland; 2011. p. 257–64.
[67] Newman J, Owens P. Properties of lightweight concrete. In: Newman J, ChooRS, editors. Advanced concrete technology Part 3: process. Butterworth-Heinemann Press; 2003. p. 2/7–2/9.
[68] Akthar FK, Evans JRG. High porosity (>90%) cementitious foams. Cem ConcrRes 2010;40:352–8.
[69] Ramamurthy K, Narayanan N. Influence of composition and curing on dryingshrinkage of aerated concrete. Mater Struct 2000;33(4):243–50.
[70] StraubeB, Walther H. AAC with low thermal conductivity. Xella TechnicalReport. <http://www.xella.com/de/docs/SKMBT_C253_12091713140.pdf>.
[71] Weigler H, Karl S. Structural lightweight aggregate concrete with reduceddensity – lightweight aggregate foamed concrete. Int J Cem Compos LightwConcr 1980;2(2):101–4.
[72] Benazzouk A, Douzane O, Mezreb K, Laidoudi B, Quéneudec M. Thermalconductivity of cement composites containing rubber waste particles:experimental study and modeling. Constr Build Mater 2008;22:573–9.
[73] Bentz DP, Peltz MA, Durán-Herrera A, Valdez P, Juárez CA. Thermal propertiesof high-volume fly ash mortars and concretes. J Build Phys 2011;34(3):263–75.
[74] Tam CT, Lim TY, Lee SL. Relationship between strength and volumetriccomposition of moist-cured cellular concrete. Mag Concr Res1987;39(138):12–8.
[75] Nambiar EKK, Ramamurthy K. Models relating mixture composition to thedensity and strength of foam concrete using response surface methodology.Cem Concr Compos 2006;28:752–60.
[76] Narayanan N, Ramamurthy K. Microstructural investigations on aeratedconcrete. Cem Concr Res 2000;30:457–64.
[77] Jones MR, McCarthy A. Preliminary views on the potential of foamed concreteas a structural material. Mag Concr Res 2005;57(1):21–31.
[78] Nambiar EKK, Ramamurthy K. Influence of filler type on the properties offoam concrete. Cem Concr Compos 2006;28:475–80.
[79] Keertana B, Mani SS, Thenmozhi M. Utilization of Ecosand and fly ash inaerated concrete for a richest mix design. Int J Eng Sci Tech2011;3(1):299–304.
[80] Just A, Middendorf B. Microstructure of high-strength foam concrete. MaterCharact 2009;60:741–8.
[81] Mehta PK, Monteiro PJM. Concrete: microstructure, properties and materials.3rd ed. New York: McGraw-Hill; 2006.
[82] Hoff GC. Porosity-strength consideration for cellular concrete. Cem Concr Res1972;2:91–100.
[83] Jones MR, McCarthy MJ, McCarthy A. Moving fly ash utilisation in concreteforward : A UK perspective. International Ash Utilization Symposium, Centerfor Applied Energy Research, University of Kentucky; 2003; Paper#113.
[84] Nambiar EKK, Ramamurthy K. Shrinkage behavior of foam concrete. J MaterCivil Eng 2009;21(11):631–6.
[85] Georgiades A, Ftikos C, Marinos J. Effect of micropore structure on autoclavedaerated concrete shrinkage. Cem Concr Res 1991;21(4):655–62.
[86] Justnes H, Ardoullie B, Hendrix E, Sellevold EJ, van Gemert D. The chemicalshrinkage of pozzolanic reaction products. In: 6th CANMET conference on flyash, silica fume, slag, and natural pozzolans in concrete, Bangkok, Thailand;1998. ACI SP178.
[87] Fernández-Jiménez A, Palomo A, Criado M. Microstructure development ofalkali-activated fly ash cement: a descriptive model. Cem Concr Res2005;35:1204–9.
[88] Fernández-Jiménez A, de la Torre AG, Palomo A, López-Olmo G, Alonso MM,Aranda MAG. Quantitative determination of phases in the alkali activation offly ash. Part I. Potential ash reactivity. Fuel 2006;85:625–34.
[89] Fernández-Jiménez A, de la Torre AG, Palomo A, López-Olmo G, Alonso MM,Aranda MAG. Quantitative determination of phases in the alkaline activationof fly ash. Part II: Degree of reaction. Fuel 2006;85:1960–9.
[90] Rees CA, Provis JL, Lukey GC, Van Deventer JSJ. In situ ATR-FTIR study of theearly stages of fly ash geopolymer gel formation. Langmuir 2007;23:9076–82.
[91] Rees CA, Provis JL, Lukey GC, Van Deventer JSJ. The mechanism of geopolymergel formation investigated through seeded nucleation. Colloids Surf A2008;318:97–105.
[92] Criado M, Fernández-Jiménez A, Palomo A. Alkali activation of fly ash: Effectof the SiO2/Na2O ratio Part I: FTIR study. Microporous Mesoporous Mater2007;106:180–91.
[93] Criado M, Fernández-Jiménez A, Palomo A, Sobrados I, Sanz J. Effect of theSiO2/Na2O ratio on the alkali activation of fly ash. Part II: 29Si MAS-NMRSurvey. Microporous Mesoporous Mater 2008;109:525–34.
[94] Yao X, Zhang Z, Zhu H, Chen Y. Geopolymerization process of alkali-metakaolinite characterized by isothermal calorimetry. Thermochim Acta2009;493:49–54.
[95] Provis JL, Rose V, Winarski RP, Van Deventer JSJ. Hard X-ray nanotomographyof amorphous aluminosilicate cements. Scripta Mater 2011;65(4):316–9.
[96] White CE, Provis JL, Llobet A, Proffen T, Van Deventer JSJ. Evolution of localstructure in geopolymer gels: an in situ neutron pair distribution functionanalysis. J Am Ceram Soc 2011;94(10):3532–9.
[97] Provis JL. Activating solution chemistry for geopolymers. In: Provis JL, VanDeventer JSJ, editors. Geopolymers: structure, processing, properties andindustrial applications. Woodhead, Cambridge, UK; 2009. p. 50–71.
[98] Davidovits J. Mineral polymers and methods of making them, US Patent4,349,386; 1982.
[99] Davidovits J. Geopolymers: inorganic polymeric new materials. J Therm Anal1991;37:1622–56.
[100] Zhang Z, Yao X, Zhu H. Activating process of geopolymer source material:kaolinite. J Wuhan Univ Tech-Mater Sci 2009;24(1):132–6.
[101] Singh P, Trigg M, Burgar I. Geopolymer formation processes at roomtemperature studied by 29Si and 27Al MAS-NMR. Mater Sci Eng A2005;396:392–402.
[102] White CE, Provis JL, Proffen T, Riley DP, Van Deventer JSJ. Combining densityfunctional theory (DFT) and pair distribution function (PDF) analysis to solvethe structure of metastable materials: the case of metakaolin. Phys ChemChem Phys 2010;12:3239–45.
[103] Ward C, French D. Characteristics of Australian fly ashes. Technical note ofthe Cooperative Research Centre for Coal in Sustainable Development;2003.
[104] Provis JL, van Duxson P, Deventer JSJ. The role of particle technology indeveloping sustainable construction materials. Adv Powder Technol2010;21(1):2–7.
[105] Zhang Z, Yao X, Zhu H, Chen Y. Role of water in the synthesis of calcinedkaolin-based geopolymer. Appl Clay Sci 2009;43:218–23.
[106] Rovnaník P. Effect of curing temperature on the development of hardstructure of metakaolin-based geopolymer. Constr Build Mater2010;24(7):1176–83.
[107] Pacheco-Torgal F, Moura D, Ding Y, Jalali S. Composition, strength andworkability of alkali-activated metakaolin based mortars. Constr Build Mater2011;25(9):3732–45.
[108] Zivica V, Balkovic S, Drabik M. Properties of metakaolin geopolymer hardenedpaste prepared by high-pressure compaction. Constr Build Mater2011;25(5):2206–13.
[109] Zhang Z, Wang H, Provis JL. Quantitative study of the reactivity of fly ash ingeopolymerization by FTIR. J Sust Cem-Based Mater 2012;1(4):154–66.
[110] Diaz-Loya EI, Allouche EN, Vaidya S. Mechanical properties of fly-ash-basedgeopolymer concrete. ACI Mater J 2011;108(3):300–6.
[111] Van Jaarsveld JSJ, Van Deventer JSJ, Lukey GC. The effect of composition andtemperature on the properties of fly ash-and kaolinite-based geopolymers.Chem Eng J 2002;89(1–3):63–73.
[112] Zhang Z, Wang H, Yao X, Zhu Y. Effects of halloysite in kaolin on the formationand properties of geopolymers. Cem Concr Compos 2012;34:709–15.
[113] Zibouche F, Kerdjoudj H, d’Espinose de Lacaillerie J-B, Van Damme H.Geopolymers from Algerian metakaolin. Influence of secondary minerals.Appl Clay Sci 2009;43:453–8.
[114] Rahier H, Denayer J, Van Mele B. Low-temperature synthesizedaluminosilicate glasses Part IV Modulated DSC study on the effect ofparticle size of metakaolinite on the production of inorganic polymerglasses. J Mater Sci 2003;38(14):3131–6.
[115] Zhang Z, Wang H, Provis JL, Bullen F, Reid A, Zhu Y. Quantitative kinetic andstructural analysis of geopolymers. Part 1. The activation of metakaolin withsodium hydroxide. Thermochim Acta 2012;539:23–33.
[116] Temuujin J, Williams R, Van Riessen A. Effect of mechanical activation of flyash on the properties of geopolymer cured at ambient temperature. J MaterProc Technol 2009;209:5276–80.
[117] Kumar S, Kumar R. Mechanical activation of fly ash: effect on reaction,structure and properties of resulting geopolymer. Ceram Int 2011;37(2):533–41.
[118] De Silva P, Sagoe-Crentsil K. Medium-term phase stability of Na2O–Al2O3–SiO2–H2O geopolymer systems. Cem Concr Res 2008;38(6):870–6.
[119] Lloyd RR. Accelerated aging of geopolymers. In: Provis JL, van Deventer JSJ,editors. Geopolymers: structure, processing, properties and industrialapplications. Woodhead, Cambridge, UK; 2009. p. 139–66.
[120] Criado M, Palomo A, Fernández-Jiménez A. Alkali activation of fly ashes. Part1: Effect of curing conditions on the carbonation of the reaction products.Fuel 2005;84:2048–54.
[121] Andini S, Cioffi R, Colangelo F, Grieco T, Montagnaro F, Santoro L. Coal fly ashas raw material for the manufacture of geopolymer-based products. WasteManage 2008;28:416–23.
[122] Temuujin J, Van Riessen A, Williams R. Influence of calcium compounds onthe mechanical properties of fly ash geopolymer pastes. J Hazard Mater2009;167:82–8.
[123] Kovalchuk G, Fernández-Jiménez A, Palomo A. Alkali-activated fly ash: effectof thermal curing conditions on mechanical and microstructuraldevelopment. Part II. Fuel 2007;86:315–22.
[124] Kumar S, Kumar R, Mehrotra SP. Influence of granulated blast furnace slag onthe reaction, structure and properties of fly ash based geopolymer. J Mater Sci2010;45:607–15.
[125] Kong DLY, Sanjayan JG, Sagoe-Crentsil K. Comparative performance ofgeopolymers made with metakaolin and fly ash after exposure to elevatedtemperatures. Cem Concr Res 2007;37(12):1583–9.
[126] Bell JL, Kriven WM. Preparation of ceramic foams from metakaolin-basedgeopolymer gels. Ceram Eng Sci Proc 2009;29(10):97–111.
[127] Zhao Y, Ye J, Lu X, Liu M, Lin Y, Gong W, et al. Preparation of sintered foammaterials by alkali-activated coal fly ash. J Hazard Mater 2010;174:108–12.
[128] Davidovits J. 30 Years of successes and failures in geopolymer applications.Market trends and potential breakthroughs. Geopolymer 2002: TurnPotential Into Profit, Melbourne, Australia: Siloxo Pty Ltd., G.C. Lukey, Ed.,CD-ROM Proceedings.
[129] Fletcher RA, MacKenzie KJD, Nicholson CL, Shimada S. The composition rangeof aluminosilicate geopolymers. J Eur Ceram Soc 2005;25(9):1471–7.

Z. Zhang et al. / Construction and Building Materials 56 (2014) 113–127 127
[130] Buchwald A, Oesterheld R, Hilbig H. Incorporation of aluminate into silicategels and its effect on the foamability and water resistance. J Am Ceram Soc2010;93(10):3370–6.
[131] Aguilar RA, Díaz OB, García JIE. Lightweight concretes of activatedmetakaolin-fly ash binders, with blast furnace slag aggregates. Constr BuildMater 2010;24:1166–75.
[132] Kamseu E, Nait-Ali B, Bignozzi MC, Leonelli C, Rossignol S, Smith DS. Bulkcomposition and microstructure dependence of effective thermalconductivity of porous inorganic polymer cements. J Eur Ceram Soc2012;32(8):1593–603.
[133] Kamseu E, Ceron B, Tobias H, Leonelli E, Bignozzi MC, Muscio A, et al.Insulating behavior of metakaolin-based geopolymer materials assess withheat flux meter and laser flash techniques. J Therm Anal Calorim2011;108(3):1189–99.
[134] Duxson P, Lukey GC, van Deventer JSJ. Thermal conductivity of metakaolingeopolymers used as a first approximation for determining gelinterconnectivity. Ind Eng Chem Res 2006;45(23):7781–8.
[135] Prud’homme E, Michaud P. Silica fume as porogent agent in geo-materials atlow temperature. J Eur Ceram Soc 2010;30:1641–8.
[136] Delair S, Prud’homme É, Peyratout C, Smith A, Michaud P, Eloy L, et al.Durability of inorganic foam in solution: the role of alkali elements in thegeopolymer network. Corros Sci 2012;59:213–21.
[137] Prud’homme E, Michaud P, Joussein E, Peyratout C, Smith A, Rossignol S. Insitu inorganic foams prepared from various clays at low temperature. ApplClay Sci 2011;51(1–2):15–22.
[138] Henon J, Alzina A, Absi J, Smith D, Rossignol S. Porosity control of coldconsolidated geomaterial foam: temperature effect. Ceram Int 2012;38:77–84.
[139] Gouny F, Fouchal F, Maillard P, Rossignol S. A geopolymer mortar for woodand earth structures. Constr Build Mater 2012;36:188–95.
[140] Zhang Z, Wang H, Reid A, Aravinthan T. Effects of fly ash source and curingprocedure on strength development of geopolymers. In: incorporatingsustainable practice in mechanics of structures and materials, ACMSM 21,Melbourne, Australia; 2010. CRC Press, Taylor & Francis Group.
[141] Al Bakri Abdullah MM, Hussin K, Bnhussain M, Ismail KN, Yahya Z, Razak RA.Fly ash-based geopolymer lightweight concrete using foaming agent. Int JMol Sci 2012;13(6):7186–98.
[142] Piasta J, Sawicz Z, Rudzinski L. Changes in the structure of hardenedcement paste due to high temperature. Mater Struct 1984;17(4):291–6.
[143] Chan YN, Luo X, Sun W. Compressive strength and pore structure of high-performance concrete after exposure to high temperature up to 800 �C. CemConcr Res 2000;30:247–51.
[144] Aydın S, Baradan B. Effect of pumice and fly ash incorporation on hightemperature resistance of cement based mortars. Cem Concr Res 2007;37(6):988–95.
[145] Pacheco-Torgal F, Abdollahnejad Z, Camões AF, Jamshidi M, Ding Y. Durabilityof alkali-activated binders: A clear advantage over Portland cement or anunproven issue? Constr Build Mater 2012;30:400–5.
[146] Kovalchuk G, Krivenko PV. Producing fire- and heat-resistant geopolymers.In: Provis JL, Van Deventer JSJ, editors. Geopolymers: structure, processing,properties and industrial applications. Woodhead, Cambridge, UK; 2009. p.227–66.
[147] Bernal SA, Rodríguez ED, Mejía de Gutiérrez R, Gordillo M, Provis JL.Mechanical and thermal characterisation of geopolymers based on silicate-activated metakaolin/slag blends. J Mater Sci 2011;46(16):5477–86.
[148] Bernal SA, Mejía de Gutiérrez R, Ruiz F, Quiñones H, Provis JL. Desempeño atemperaturas altas de morteros y hormigones basados en mezclas de escoria/metacaolín activadas alcalinamente (High-temperature performance of
mortars and concretes based on alkali-activated slag/metakaolin blends).Mater Constr 2012;308(62):471–88.
[149] Lemougna PN, MacKenzie KJD, Melo UFC. Synthesis and thermal properties ofinorganic polymers (geopolymers) for structural and refractory applicationsfrom volcanic ash. Ceram Int 2011;37(8):3011–8.
[150] Rickard WDA, Williams R, Temuujin J, Van Riessen A. Assessing the suitabilityof three Australian fly ashes as an aluminosilicate source for geopolymers inhigh temperature applications. Mater Sci Eng A 2011;528(9):3390–7.
[151] Duxson P, Lukey GC, van Deventer JSJ. Evolution of gel structure duringthermal processing of Na-geopolymer gels. Langmuir 2006;22(21):8750–7.
[152] Bell JL, Sarin P, Provis JL, Haggerty RP, Driemeyer PE, Chupas PJ, et al. Atomicstructure of a cesium aluminosilicate geopolymer: a pair distributionfunction study. Chem Mater 2008;20(14):4768–76.
[153] Bell JL, Sarin P, Driemeyer PE, Haggerty RP, Chupas PJ, Kriven W. X-ray pairdistribution function analysis of a metakaolin-based, KAlSi2O6�5.5H2Oinorganic polymer (geopolymer). J Mater Chem 2008;18:5974–81.
[154] White CE, Provis JL, Proffen T, van Deventer JSJ. The effects of temperature onthe local structure of metakaolin-based geopolymer binder: a neutron pairdistribution function investigation. J Am Ceram Soc 2010;93(10):3486–92.
[155] Duxson P, Lukey GC, van Deventer JSJ. Thermal evolution of metakaolingeopolymers: Part 1 – Physical evolution. J Non-Cryst Solids 2006;352(52–54):5541–55.
[156] Duxson P, Lukey GC, van Deventer JSJ. The thermal evolution of metakaolingeopolymers: Part 2 – Phase stability and structural development. J Non-Cryst Solids 2007;353(22–23):2186–200.
[157] Kong DLY, Sanjayan JG, Sagoe-Crentsil K. Factors affecting the performance ofmetakaolin geopolymers exposed to elevated temperatures. J Mater Sci2008;43(3):824–31.
[158] Rahier H, Wastiels J, Biesemans M. Reaction mechanism, kinetics and hightemperature transformations of geopolymers. J Mater Sci 2007;42:2982–96.
[159] Criado M, Fernández-Jiménez A, De la Torre A, Aranda M, Palomo A. An XRDstudy of the effect of the SiO2/Na2O ratio on the alkali activation of fly ash.Cem Concr Res 2007;37(5):671–9.
[160] Rickard WDA, Riessen A, Walls P. Thermal character of geopolymerssynthesized from Class F fly ash containing high concentrations of iron andalpha-quartz. Int J Appl Ceram Tech 2010;7(1):81–8.
[161] Provis JL, Harrex RM, Bernal SA, Duxson P, van Deventer JSJ. Dilatometry ofgeopolymers as a means of selecting desirable fly ash sources. J Non-CrystSolids 2012;358(16):1930–7.
[162] Nair BG, Zhao Q, Cooper RF. Geopolymer matrices with improvedhydrothermal corrosion resistance for high-temperature applications. JMater Sci 2007;42:3083–91.
[163] Rashad AM, Zeedan SR. The effect of activator concentration on the residualstrength of alkali-activated fly ash pastes subjected to thermal load. ConstrBuild Mater 2011;25(7):3098–107.
[164] Fernández-Jiménez A, Palomo A, Pastor J, Martín A. New cementitiousmaterials based on alkali-activated fly ash: performance at hightemperatures. J Am Ceram Soc 2008;91(10):3308–14.
[165] Keyte L. What’s wrong with Tarong? The importance of coal fly ash glasschemistry in inorganic polymer synthesis. PhD thesis. The University ofMelbourne; 2008.
[166] Hajimohammadi A, Provis JL, Van Deventer JSJ. Effect of alumina release rateon the mechanism of geopolymer gel formation. Chem Mater 2010;22(18):5199–208.
[167] Škvára F, Kopecky L, Šmilauer V, Alberovská L, Vinšová L. Aluminosilicatepolymers – influence of elevated temperatures, efflorescence. Ceram-Silikaty2009;53:276–82.
[168] Najafi Kani E, Allahverdi A, Provis JL. Efflorescence control in geopolymerbinders based on natural pozzolan. Cem Concr Compos 2011;34:25–33.











![HempCreate: the art of hemp based Geopolymer extrusion. · The material aspect Extrude [print] buildings Necessary to; understand Geopolymer chemistry discover a suitable Geopolymer](https://img.pdfslide.us/doc/110x75/5f6499b949fcf85d37753e59/hempcreate-the-art-of-hemp-based-geopolymer-the-material-aspect-extrude-print.jpg)