-
Generation of deposition paths and quadrilateral meshes in
Additive Manufacturing
Wang Rui1*, Zhang Haiou1, Wang Guilan2, Tang Shangyong2, Li
Runsheng1
1State Key Laboratory of Digital Manufacturing Equipment and
Technology, Huazhong University of Science and Technology, Wuhan
430074, PR China
2State Key Laboratory of Materials Processing and Die &
Mould Technology, Huazhong University of Science and Technology,
Wuhan 430074,PR China
Abstract
In wire arc welding Additive Manufacturing (WAAM), filling paths
have a strong influence on the deformation of fabricated part. Many
researchers employ FEM to analyze the effects of different filling
strategies. However, they mainly majored in regular simple path
(e.g. line and circle).This paper presents the method to generate
meshes in deposition region of complicated path which can be used
in FEM. First, the contour offset path and skeleton path is
introduced. Then, the deposition region of each path is created by
offsetting the paths inward and outward. Afterwards, quadrilateral
meshes are constructed within each region. Deposition region is
approximated by meshes. Keyword: deposition path, deposition
region, quadrilateral meshes
Introduction
Additive Manufacturing (AM), or Rapid Prototyping (RP), has
rapidly been developed in recent decades. Different from the
traditional material subtract manufacturing method, it fabricates
part layer by layer. In AM field, Wire and arc based Additive
manufacturing has attracted more and more attention of researchers
and institutions. Compared to AM with powder as feed stock material
[Sing[1], Ding[2], Ding[3]] or laser as energy source [Ding[4]],
the wire and arc AM has a lot of advantages, such as high material
utilization, simple and inexpensive equipment and high production
efficiency[Gu [5], Wang[6]]. The filling path plays an important
role in AM process. It directly influences the geometric accuracy
and mechanical property of fabricated part. There are two major
basic filling patterns: raster scanning path and equal distance
contour offset path [Ding D[7]]. Raster scanning path generation
algorithm is very simple and efficient. But it scans in the same
direction that would cause stress concentration leading to warping.
Furthermore, the tool needs to cross the cavity frequently for part
with holes. And the contour has a low accuracy because the raster
path starts and ends in contour. Equal distance offset path
generation algorithm iteratively offsets the outer contour of layer
polygon by a fixed distance until filling the whole interior
domain. This method change filling direction gradually (but still
same in segment part) in each path which
972
Solid Freeform Fabrication 2017: Proceedings of the 28th Annual
International Solid Freeform Fabrication Symposium – An Additive
Manufacturing Conference
Reviewed Paper
-
can decrease stress concentration. Contrast to raster path, the
offset path is continuous in contour that it can improve the
surface accuracy. However, the contour offset algorithm is very
complex and time consuming. G.Q. Jin [8] combines the two type of
path. In the contour, the contour offset path is adopted to ensure
the accuracy, and the zigzag raster path with the best slope degree
is employed in the interior to achieve minimum manufacture time. Y
Yang [9] gets the contour offset path through the interior
recognition and complex self-intersection and sharp corner
treatment. DS Kim [10] generates contour offset path based on
Voronoi Diagram which do not needs self-intersection treatment.
Y.Ding [Ding [11]] mapped the revolved overhanging structures to a
plane base and filled the contours by offsetting the medial axis
until the whole contour is covered. This method initially provided
a solution for AM building overhanging structures in 8-axis system.
Apart from the pattern of filling path, the deposition sequence
determined by the paths also affects the part property in
fabrication process. Sattari-Far I [12] studied the welding
distortions in pipe-pipe joints of AISI stainless-steel type caused
by different deposition sequence. A.H. Nickel [13] investigated two
different deposition direction of raster pattern and two different
deposition sequence of offset pattern. The FE analysis of four
deposition sequence of multi-pass single-layer was performed by M P
Mughal [14]. In the thermal analysis of welding process using FEM
analysis software (e.g. ANSYS), the “birth and death” method is a
key point because the activate order of elements represents the
real deposition sequence. In many researches, only a few simple
paths, such as segment, rectangle and circle, are considered and
the activate order is decided manually. However, it is hard to do
so for complex paths and elements.
Generation of deposition region
In production of complex thin wall parts, the wire arc welding
additive manufacturing (WAAM) technology can substantially improve
manufacturing efficiency. Contour offset paths, a common type of
deposition path used in WAAM, are simple polygons derived from
slice contours by inward offsetting. The method proposed in this
study uses Voronoi diagram to create a contour offset path. For a
given set of points and edges in a plane, a Voronoi diagram
partitions the plane into regions, with each region including one
point or one edge in its interior [Aurenhammer [15]]. These points
and edges are called point sites or edge sites, and the regions are
called Voronoi cells. For any point in a cell, its distance to the
site associated with it is shorter than its distance to any other
site. The boundaries of the Voronoi cells, i.e. the lines
separating the regions, are referred to as Voronoi edges. For
planar slice contours, sites are vertices and edges of polygons,
and cell boundaries are made up of vertex angle bisectors,
perpendiculars to edges at their endpoints, lines lying equidistant
between parallel edges, and parabolas between points and segments.
All line segments constituting the inner and outer contours offset
within their own Voronoi cells and are joined to each other at
their endpoints. This avoids dealing with
973
-
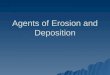
contour intersections and self-intersections and thereby allows
for efficient generation of a contour offset path based on Voronoi
diagram. Figure 1 shows arbitrary slice contours. Figures 2 and 3
show the corresponding VD and contour offset path.
Fig.1. two slice contours
Fig.2. the Voronoi diagram of contours
974
-
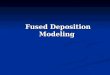
(a) all deposition paths (b) one of the deposition paths
(c) all deposition paths (d) one deposition path Fig.3.
Deposition paths based on Voronoi diagram (purple outer polygons
are
slice contours, the red&yellow inner polygons are deposition
paths) In addition to contour offset path, skeleton is often
extracted from VD as filling
paths, especially for a part whose wall thickness is smaller
than the width of a single weld bead. The skeleton is a part of the
Voronoi diagram. The algorithm proposed in this study provide two
types of skeletons: skeleton derived from a single contour
(bisectors of the edges in one polygon) and the skeleton derived
from different contours (bisectors of edges in two polygons), as
shown in Figure 4.
975
-
Fig.4. skeleton (medium purple) and contours (black)
In WAAM, filling paths determine the position and sequence of
energy input and
thus have a great influence on the deformation and stress state
of fabricated part. The finite element method (FEM) is usually
employed to analyze the distortion, temperature, and stress
experienced a part during deposition. This method requires meshing
of the real deposition region of the path. Deposition region refers
to the ring-shaped region occupied by the material deposited from
the melted wire. In this paper, a given deposition path is used as
the input data, and the Voronoi algorithm is applied again to
offset the path inward and outward separately, in the same manner
as in the path generation process. Then two simple polygons are
created as the outer and inner contours. The offset distance is
half the effective width of a single deposition path, which depends
on actual process parameters. Later, a bounding box is used to
determine the inclusion relation between the outer and inner
contours. The region enclosed by the two contours represents the
effective deposition region. The vertices of the outer contour are
ordered anti-clockwise, while those of the inner contour are
ordered clockwise. Therefore, as the wire moves along the outer
contour, the interior domain is on the left-hand side, while as the
wire moves along the inner contour, the interior domain is on the
right-hand side.
976
-
Fig.5. Path (red polygon) and its deposition region contours
(purple polygons)
As described above, the deposition region of a single path is
defined by two
polygons whose shapes are similar to the path’s. The size of
cells within the deposition region can be modified by adjusting the
lengths of line segments during discretization of the region. In
the method proposed in this study, offset polygons (including paths
and the contours defining the deposition region) are constructed
from line segments and arcs based on VD. The size of cells can be
adjusted by discretization of line segments and arcs and specific
parameters can be input by users.
The proposed method does not directly discretize the deposition
region. Instead,
it discretizes the original path before offsetting so that
discrete deposition contours can be naturally obtained after
offsetting the path inward and outward. In addition, the arcs of
the path need to be discretized into line segments. The purpose is
to convert the path into a simpler polygon and thereby facilitate
VD construction and path offsetting. Line segments can be
discretized into several short segments with a given length or into
a preset number of segments. Arcs can be discretized into segments
with a given arc length or central angle. The vertices in the final
discrete path are classified into three types: original vertices
(0), points on line segments between their endpoints (1), and
points on arcs between their endpoints (2). These vertices are
denoted by V0, V1, or V2, with the integer identifiers (0, 1, and
2) indicating their attributes, i.e. types, as shown in the figure
below.
0
0
0
1 11 2
22
Fig.6. Types of points (0 - end points of line segment or arc, 1
- points in line
segment, 2 - points in arc)
977
-
After discretization of line segments and arcs, the discrete
points on line segments between their endpoints automatically
offset, generating discrete points on the line segments
constituting the deposition contours. Most of the discrete points
on the inner contour are paired with those on the outer contour.
Then any two pairs of points on the contours can form a quadrangle.
The resulting discrete points on the offset contours have the same
attributes as their source points on the original path. These
points are denoted by V0 or V1.
In the VD offset method, an arc will be generated when a convex
vertex of a
polygon offsets outward or a concave vertex offsets inward. In
this study, an offset arc can be generated by offsetting a vertex
V0 or V2. An offset arc generated from a vertex V0 needs to be
discretized; the length of the resulting segments depends on the
discrete length or central angle of the arc. The two endpoints of
the offset arc are designated V0 while other discrete points on it
are designated V2. If an offset arc is derived from a vertex V2, it
is just approximated by a line segment connecting its two
endpoints, which are denoted by V2. As mentioned above, vertices V2
on the path are continuous and form arcs. Offsetting these arcs
also produces arcs approximated by discrete segments. However, it
is necessary to further discretize these arcs in order to obtain
cells with desired sizes. Since these offset arcs are concentric
with their source arcs on the path, the radius of each offset arc
is its source arc’s radius plus the corresponding offset distance.
The further discretization is also based on a preset arc length or
central angle
The discretization of original path enables automatic generation
of discrete
points on the contours during offsetting, thereby reducing the
amount of calculation. Most quadrilateral cells in the mesh
generated are obtained by combining triangles without complex
calculation.
Fig.7. Discrete contours
978
-
Quadrilateral mesh in deposition region
This section describes how to generate a finite element mesh in
the effective
deposition region. A mesh normally comprises quadrangles, which
are derived from triangles, and a small number of triangles. Based
on the discrete polygons (offset contours), a Delaunay
triangulation is constructed to mesh the polygons. The triangles in
the triangulation share vertices with the polygons, as shown in the
figure below.
Fig.8. Triangle meshes
Based on attributes of vertices, the triangles in a triangle
mesh can be divided into several types as follows:
(1) For a triangle having vertices V1, V1, and V1, it is
classified as T0 if the three
vertices lie on two contours; if they are distributed on the
same contour, it is classified as T4;
(2) For a triangle having vertices V2, V2, and V2, it is
classified as T1 if its vertices lie on two contours; if they are
on the same contour, the triangle type is T5;
(3) For a triangle having vertices V0, V2, and V2, its type is
T2 if its vertices are distributed on two contours; otherwise, its
type is T6;
(4) Other triangles have their vertices coinciding with the
vertices of the contours and link two line segments, or a line
segment and an arc. These triangles are called link triangles and
denoted by T3
Triangles T0, T1, T2, and T3 all have only two adjacent
angles.
979
-
0
0
2
3
3
Fig.9. triangle types
Next, triangles can be combined into quadrangles using the
method below: (1) Randomly select a triangle with types T0, T1, and
T2 as the start triangle.
Then set the start triangle as _current and set quadrilateral
index, _qidx, as 0; (2) Traverse the adjacent triangles of
_current, and store triangles T0, T1, T2, and
T3 that have not been visited in the candidate triangle
container, _candidates; (3) If _candidates is empty, go to (8); (4)
If the attribute of _current is T2, set _current as degenerate
quadrangle and
store it in the mesh container. Then assign the quadrangle’s
index to corresponding triangles.Set the current triangle as the
combine triangle and go to (7);
(5) Each candidate triangle can combine with _current into a
quadrangle. Find the quadrangle whose interior angles have the
minimum standard error and then set the corresponding candidate
triangle as _combine;
(6) If the attribute of _combine is different from that of
_current, go to (4); otherwise, store this quadrangle in the mesh
container;
(7) Traverse the adjacent triangles of _ combine and set a
triangle T0, T1, T2, or T3 that has not been visited as the new
_current. After that, go to (2); and
(8) Traverse unhandled triangles and find its adjacent
quadrilateral. If the quadrilateral is a triangle (degenerate),
directly merge it with this degenerated quadrilateral. If it is
real quadrilateral, split the quadrilateral into a quadrangle and a
triangle and then combine this two triangle (unhandled one and
split one).
980
-
for each triangle in triangles
classified triangles
START
If the type of unvisited triangle if 0,1,or 2
current = triangle
for each unvisited adjacent triangle of current
store triangle in candidates
If the type of triangle is 0,1,2 or 3
If candidates is empty
If type of current triangle is 2
store current in meshes for each triangle in candidates
select a suitable triangle as a combine triangle
If type of combine triangle is equal to type
of current triangle
merge combine and current to a quadrilateral, and store in
the
meshes
set combine triangle to be current
YES
YES NO
NO
YES
YES
NO
for each unvisited adjacent triangle of combine triangle
If the type of triangle is 0,1,2 or 3
set the triangle as new current triangle
for each unvisited triangles
YES
NO
Merge the triangle into its adjacent quadrilateral END
Fig.10. Flowchart of generating meshes
Fig.11. Quadrilateral meshes (blue) and path
At last, the mesh cells are ordered based on sequence of points
in the path, in
981
-
order to ensure that the sequence of the cells is consistent
with the deposition sequence. Therefore, in the FEM analysis, the
activation sequence of elements can be determined easily without
any calculation.
Conclusion
In this study, the contour offset path and skeleton path are
created for the fabrication of thin wall part using WAAM
technology. On the purpose of learning the deformation and stress
distribution of part caused by the deposition path, the method of
meshing in the real deposition region is introduced. The meshes in
the deposition region mainly consist of quadrilateral meshes and
also there exists little triangles sometimes. In the future work,
the optimization of deposition path based on the FEM analysis is
the primary aim.
References [1] Sing, Swee Leong, et al. "Laser and electron‐beam
powder‐bed additive
manufacturing of metallic implants: A review on processes,
materials and designs." Journal of Orthopaedic Research 34.3
(2016): 369-385.
[2] Ding, Yaoyu, James Warton, and Radovan Kovacevic.
"Development of sensing and control system for robotized
laser-based direct metal addition system." Additive Manufacturing
10 (2016): 24-35.
[3] Ding, Yaoyu, and Radovan Kovacevic. "Feasibility study on
3-d printing of metallic structural materials with robotized
laser-based metal additive manufacturing." JOM 68.7 (2016):
1774-1779.
[4] Akbari, M., Ding, Y., & Kovacevic, R. (2017, June).
Process Development for a Robotized Laser Wire Additive
Manufacturing. In ASME 2017 12th International Manufacturing
Science and Engineering Conference collocated with the JSME/ASME
2017 6th International Conference on Materials and Processing (pp.
V002T01A015-V002T01A015). American Society of Mechanical
Engineers.
[5] Jianglong Gu, Baoqiang Conga, Jialuo Dinga, et al. WIRE+ARC
ADDITIVE MANUFACTURING OF ALUMINIUM [J].Solid Freeform Fabrication
Proceedings, 2014.
[6] Wang F, Williams S, Colegrove P, et al. Microstructure and
Mechanical Properties of Wire and Arc Additive Manufactured
Ti-6Al-4V[J]. Metallurgical & Materials Transactions Part A,
2013, 44(2):968-977.
[7] Ding D, Pan Z, Cuiuri D, et al. A practical path planning
methodology for wire and arc additive manufacturing of thin-walled
structures[J]. Robotics and Computer-Integrated Manufacturing,
2015, 34(C):8-19.
[8] Jin G Q, Li W D, Gao L. An adaptive process planning
approach of rapid prototyping and manufacturing[J]. Robotics and
Computer-Integrated Manufacturing, 2013, 29(1):23-38.
982
-
[9] Yang Y, Loh H T, Fuh J Y H, et al. Equidistant path
generation for improving scanning efficiency in layered
manufacturing[J]. Rapid Prototyping Journal, 2002, 8(1):30-37.
[10] Kim D S. Polygon offsetting using a Voronoi diagram and two
stacks[J]. Computer-Aided Design, 1998, 30(14):1069-1076.
[11] Ding, Yaoyu, Rajeev Dwivedi, and Radovan Kovacevic.
"Process planning for 8-axis robotized laser-based direct metal
deposition system: A case on building revolved part." Robotics and
Computer-Integrated Manufacturing 44 (2017): 67-76.
[12] Sattari-Far I, Javadi Y. Influence of welding sequence on
welding distortions in pipes[J]. International Journal of Pressure
Vessels & Piping, 2008, 85(4):265-274.
[13] Nickel A H, Barnett D M, Prinz F B. Thermal stresses and
deposition patterns in layered manufacturing[J]. Materials Science
& Engineering A, 2001, 317(1-2):59-64.
[14] Mughal M P, Mufti R A, Fawad H. The mechanical effects of
deposition patterns in welding-based layered manufacturing[J].
Proceedings of the Institution of Mechanical Engineers Part B
Journal of Engineering Manufacture, 2007, 221(10):1499-1509.
[15] Aurenhammer F. Voronoi diagrams—a survey of a fundamental
geometric data structure[C]// ACM COMPUTING SURVEYS.
1991:345-405.
983
WelcomeTitle PagePrefaceOrganizing CommitteePapers to
JournalsTable of ContentsMaterialsScanning Strategies in Electron
Beam Melting to Influence Microstructure DevelopmentRelating
Processing of Selective Laser Melted Structures to Their Material
and Modal PropertiesThermal Property Measurement Methods and
Analysis for Additive Manufacturing Solids and PowdersPrediction of
Fatigue Lives in Additively Manufactured Alloys Based on the
Crack-Growth ConceptFatigue Behavior of Additive Manufactured Parts
in Different Process Chains – An Experimental StudyEffect of
Process Parameter Variation on Microstructure and Mechanical
Properties of Additively Manufactured Ti-6Al-4VOptimal Process
Parameters for In Situ Alloyed Ti15Mo Structures by Laser Powder
Bed FusionEfficient Fabrication of Ti6Al4V Alloy by Means of
Multi-Laser Beam Selective Laser MeltingEffect of Heat Treatment
and Hot Isostatic Pressing on the Morphology and Size of Pores in
Additive Manufactured Ti-6Al-4V PartsEffect of Build Orientation on
Fatigue Performance of Ti-6Al-4V Parts Fabricated via Laser-Based
Powder Bed FusionEffect of Specimen Surface Area Size on Fatigue
Strength of Additively Manufactured Ti-6Al-4V PartsSmall-Scale
Mechanical Properties of Additively Manufactured Ti-6Al-4VDesign
and Fabrication of Functionally Graded Material from Ti to Γ-Tial
by Laser Metal DepositionTailoring Commercially Pure Titanium Using
Mo₂C during Selective Laser MeltingCharacterization of MAR-M247
Deposits Fabricated through Scanning Laser Epitaxy (SLE)Mechanical
Assessment of a LPBF Nickel Superalloy Using the Small Punch Test
MethodEffects of Processing Parameters on the Mechanical Properties
of CMSX-4® Additively Fabricated through Scanning Laser Epitaxy
(SLE)Effect of Heat Treatment on the Microstructures of CMSX-4®
Processed through Scanning Laser Epitaxy (SLE)On the Use of X-Ray
Computed Tomography for Monitoring the Failure of an Inconel 718
Two-Bar Specimen Manufactured by Laser Powder Bed FusionLaser
Powder Bed Fusion Fabrication and Characterization of Crack-Free
Aluminum Alloy 6061 Using In-Process Powder Bed Induction
HeatingPorosity Development and Cracking Behavior of Al-Zn-Mg-Cu
Alloys Fabricated by Selective Laser MeltingEffect of Optimizing
Particle Size in Laser Metal Deposition with Blown Pre-Mixed
PowdersAluminum Matrix Syntactic Foam Fabricated with Additive
ManufacturingBinderless Jetting: Additive Manufacturing of Metal
Parts via Jetting NanoparticlesCharacterization of Heat-Affected
Powder Generated during the Selective Laser Melting of 304L
Stainless Steel PowderEffects of Area Fraction and Part Spacing on
Degradation of 304L Stainless Steel Powder in Selective Laser
MeltingInfluence of Gage Length on Miniature Tensile
Characterization of Powder Bed Fabricated 304L Stainless SteelStudy
of Selective Laser Melting for Bonding of 304L Stainless Steel to
Grey Cast IronMechanical Performance of Selective Laser Melted 17-4
PH Stainless Steel under Compressive LoadingMicrostructure and
Mechanical Properties Comparison of 316L Parts Produced by
Different Additive Manufacturing ProcessesA Parametric Study on
Grain Structure in Selective Laser Melting Process for Stainless
Steel 316L316L Powder Reuse for Metal Additive
ManufacturingCompeting Influence of Porosity and Microstructure on
the Fatigue Property of Laser Powder Bed Fusion Stainless Steel
316LStudying Chromium and Nickel Equivalency to Identify Viable
Additive Manufacturing Stainless Steel ChemistriesInvestigation of
the Mechanical Properties on Hybrid Deposition and Micro-Rolling of
Bainite SteelProcess – Property Relationships in Additive
Manufacturing of Nylon-Fiberglass Composites Using Taguchi Design
of ExperimentsDigital Light Processing (DLP): Anisotropic Tensile
ConsiderationsDetermining the Complex Young’s Modulus of Polymer
Materials Fabricated with MicrostereolithographyEffect of Process
Parameters and Shot Peening on Mechanical Behavior of ABS Parts
Manufactured by Fused Filament Fabrication (FFF)Expanding Material
Property Space Maps with Functionally Graded Materials for Large
Scale Additive ManufacturingConsidering Machine- and
Process-Specific Influences to Create Custom-Built Specimens for
the Fused Deposition Modeling ProcessRheological Evaluation of High
Temperature Polymers to Identify Successful Extrusion ParametersA
Viscoelastic Model for Evaluating Extrusion-Based Print
ConditionsTowards a Robust Production of FFF End-User Parts with
Improved Tensile PropertiesInvestigating Material Degradation
through the Recycling of PLA in Additively Manufactured
PartsEcoprinting: Investigating the Use of 100% Recycled
Acrylonitrile Butadiene Styrene (ABS) for Additive
ManufacturingMicrowave Measurements of Nylon-12 Powder Ageing for
Additive ManufacturingImprovement of Recycle Rate in Laser
Sintering by Low Temperature ProcessDevelopment of an Experimental
Laser Sintering Machine to Process New Materials like Nylon
6Optimization of Adhesively Joined Laser-Sintered
PartsInvestigating the Impact of Functionally Graded Materials on
Fatigue Life of Material Jetted SpecimensFabrication and
Characterization of Graphite/Nylon 12 Composite via Binder Jetting
Additive Manufacturing ProcessFabricating Zirconia Parts with
Organic Support Material by the Ceramic On-Demand Extrusion
ProcessThe Application of Composite Through-Thickness Assessment to
Additively Manufactured StructuresTensile Mechanical Properties of
Polypropylene Composites Fabricated by Material ExtrusionPneumatic
System Design for Direct Write 3D PrintingCeramic Additive
Manufacturing: A Review of Current Status and
ChallengesRecapitulation on Laser Melting of Ceramics and
Glass-CeramicsA Trade-Off Analysis of Recoating Methods for Vat
Photopolymerization of CeramicsAdditive Manufacturing of
High-Entropy Alloys – A ReviewMicrostructure and Mechanical
Behavior of AlCoCuFeNi High-Entropy Alloy Fabricated by Selective
Laser MeltingSelective Laser Melting of AlCu5MnCdVA: Formability,
Microstructure and Mechanical PropertiesMicrostructure and Crack
Distribution of Fe-Based Amorphous Alloys Manufactured by Selective
Laser MeltingConstruction of Metallic Glass Structures by
Laser-Foil-Printing TechnologyBuilding Zr-Based Metallic Glass Part
on Ti-6Al-4V Substrate by Laser-Foil-Printing Additive
ManufacturingOptimising Thermoplastic Polyurethane for Desktop
Laser Sintering
ModelingReal-Time Process Measurement and Feedback Control for
Exposure Controlled Projection LithographyOptimization of Build
Orientation for Minimum Thermal Distortion in DMLS Metallic
Additive ManufacturingUsing Skeletons for Void Filling in
Large-Scale Additive ManufacturingImplicit Slicing Method for
Additive Manufacturing ProcessesTime-Optimal Scan Path Planning
Based on Analysis of Sliced GeometryA Slicer and Simulator for
Cooperative 3D PrintingStudy on STL-Based Slicing Process for 3D
PrintingORNL Slicer 2: A Novel Approach for Additive Manufacturing
Tool Path PlanningComputer Integration for Geometry Generation for
Product Optimization with Additive ManufacturingMulti-Level
Uncertainty Quantification in Additive ManufacturingComputed Axial
Lithography for Rapid Volumetric 3D Additive ManufacturingEfficient
Sampling for Design Optimization of an SLS ProductReview of AM
Simulation Validation TechniquesGeneration of Deposition Paths and
Quadrilateral Meshes in Additive ManufacturingAnalytical and
Experimental Characterization of Anisotropic Mechanical Behaviour
of Infill Building Strategies for Fused Deposition Modelling
ObjectsFlexural Behavior of FDM Parts: Experimental, Analytical and
Numerical StudySimulation of Spot Melting Scan Strategy to Predict
Columnar to Equiaxed Transition in Metal Additive
ManufacturingModelling Nanoparticle Sintering in a Microscale
Selective Laser Sintering Process3-Dimensional Cellular Automata
Simulation of Grain Structure in Metal Additive Manufacturing
ProcessesNumerical Simulation of Solidification in Additive
Manufacturing of Ti Alloy by Multi-Phase Field MethodThe Effect of
Process Parameters and Mechanical Properties Oof Direct Energy
Deposited Stainless Steel 316Thermal Modeling of 304L Stainless
Steel Selective Laser MeltingThe Effect of Polymer Melt Rheology on
Predicted Die Swell and Fiber Orientation in Fused Filament
Fabrication Nozzle FlowSimulation of Planar Deposition Polymer Melt
Flow and Fiber Orientaiton in Fused Filament FabricationNumerical
Investigation of Stiffness Properties of FDM Parts as a Function of
Raster OrientationA Two-Dimensional Simulation of Grain Structure
Growth within Substrate and Fusion Zone during Direct Metal
DepositionNumerical Simulation of Temperature Fields in Powder Bed
Fusion Process by Using Hybrid Heat Source ModelThermal Simulation
and Experiment Validation of Cooldown Phase of Selective Laser
Sintering (SLS)Numerical Modeling of High Resolution
Electrohydrodynamic Jet Printing Using OpenFOAMMesoscopic
Multilayer Simulation of Selective Laser Melting ProcessA Study
into the Effects of Gas Flow Inlet Design of the Renishaw AM250
Laser Powder Bed Fusion Machine Using Computational
ModellingDevelopment of Simulation Tools for Selective Laser
Melting Additive ManufacturingMachine Learning Enabled Powder
Spreading Process Map for Metal Additive Manufacturing (AM)
Process DevelopmentMelt Pool Dimension Measurement in Selective
Laser Melting Using Thermal ImagingIn-Process Condition Monitoring
in Laser Powder Bed Fusion (LPBF)Performance Characterization of
Process Monitoring Sensors on the NIST Additive Manufacturing
Metrology TestbedMicroheater Array Powder Sintering: A Novel
Additive Manufacturing ProcessFabrication and Control of a
Microheater Array for Microheater Array Powder SinteringInitial
Investigation of Selective Laser Sintering Laser Power vs. Part
Porosity Using In-Situ Optical Coherence TomographyThe Effect of
Powder on Cooling Rate and Melt Pool Length Measurements Using In
Situ Thermographic TecniquesMonitoring of Single-Track Degradation
in the Process of Selective Laser MeltingMachine Learning for
Defect Detection for PBFAM Using High Resolution Layerwise Imaging
Coupled with Post-Build CT ScansSelection and Installation of High
Resolution Imaging to Monitor the PBFAM Process, and
Synchronization to Post-Build 3D Computed TomographyMultisystem
Modeling and Optimization of Solar Sintering SystemContinuous Laser
Scan Strategy for Faster Build Speeds in Laser Powder Bed Fusion
SystemInfluence of the Ratio between the Translation and
Contra-Rotating Coating Mechanism on Different Laser Sintering
Materials and Their Packing DensityThermal History Correlation with
Mechanical Properties for Polymer Selective Laser Sintering
(SLS)Post Processing Treatments on Laser Sintered Nylon
12Development of an Experimental Test Setup for In Situ Strain
Evaluation during Selective Laser MeltingIn Situ Melt Pool
Monitoring and the Correlation to Part Density of Inconel® 718 for
Quality Assurance in Selective Laser MeltingInfluence of Process
Time and Geometry on Part Quality of Low Temperature Laser
SinteringIncreasing Process Speed in the Laser Melting Process of
Ti6Al4V and the Reduction of Pores during Hot Isostatic PressingA
Method for Metal AM Support Structure Design to Facilitate
RemovalExpert Survey to Understand and Optimize Part Orientation in
Direct Metal Laser SinteringFabrication of 3D Multi-Material Parts
Using Laser-Based Powder Bed FusionMelt Pool Image Process
Acceleration Using General Purpose Computing on Graphics Processing
UnitsBlown Powder Laser Cladding with Novel Processing Parameters
for Isotropic Material PropertiesThe Effect of Arc-Based Direct
Metal Energy Deposition on PBF Maraging SteelFiber-Fed Laser-Heated
Process for Printing Transparent GlassReducing Mechanical
Anisotropy in Extrusion-Based Printed PartsExploring the
Manufacturability and Resistivity of Conductive Filament Used in
Material Extrusion Additive ManufacturingActive - Z Printing: A New
Approach to Increasing 3D Printed Part StrengthA Mobile 3D Printer
for Cooperative 3D PrintingA Floor Power Module for Cooperative 3D
PrintingChanging Print Resolution on BAAM via Selectable
NozzlesPredicting Sharkskin Instability in Extrusion Additive
Manufacturing of Reinforced ThermoplasticsDesign of a Desktop
Wire-Feed Prototyping MachineProcess Modeling and In-Situ
Monitoring of Photopolymerization for Exposure Controlled
Projection Lithography (ECPL)Effect of Constrained Surface
Texturing on Separation Force in Projection
StereolithographyModeling of Low One-Photon Polymerization for 3D
Printing of UV-Curable SiliconesEffect of Process Parameters and
Shot Peening on the Tensile Strength and Deflection of Polymer
Parts Made Using Mask Image Projection Stereolithography
(MIP-SLA)Additive Manufacturing Utilizing Stock Ultraviolet Curable
SiliconeTemperature and Humidity Variation Effect on Process
Behavior in Electrohydrodynamic Jet Printing of a Class of Optical
AdhesivesReactive Inkjet Printing Approach towards 3D Silcione
Elastomeric Structures FabricationMagnetohydrodynamic
Drop-On-Demand Liquid Metal 3D PrintingSelective Separation Shaping
of Polymeric PartsSelective Separation Shaping (SSS) – Large-Scale
Fabrication PotentialsMechanical Properties of 304L Metal Parts
Made by Laser-Foil-Printing ProcessInvestigation of Build
Strategies for a Hybrid Manufacturing Process Progress on
Ti-6Al-4VDirect Additive Subtractive Hybrid Manufacturing (DASH) –
An Out of Envelope MethodMetallic Components Repair Strategies
Using the Hybrid Manufacturing ProcessRapid Prototyping of EPS
Pattern for Complicated Casting5-Axis Slicing Methods for Additive
Manufacturing ProcessA Hybrid Method for Additive Manufacturing of
Silicone StructuresAnalysis of Hybrid Manufacturing Systems Based
on Additive Manufacturing TechnologyFabrication and
Characterization of Ti6Al4V by Selective Electron Beam and Laser
Hybrid MeltingDevelopment of a Hybrid Manufacturing Process for
Precision Metal PartsDefects Classification of Laser Metal
Deposition Using Acoustic Emission SensorAn Online Surface Defects
Detection System for AWAM Based on Deep LearningDevelopment of
Automatic Smoothing Station Based on Solvent Vapour Attack for Low
Cost 3D PrintersCasting - Forging - Milling Composite Additive
Manufacturing ThechnologyDesign and Development of a Multi-Tool
Additive Manufacturing SystemChallenges in Making Complex Metal
Large-Scale Parts for Additive Manufacturing: A Case Study Based on
the Additive Manufacturing ExcavatorVisual Sensing and Image
Processing for Error Detection in Laser Metal Wire Deposition
ApplicationsEmbedding of Liquids into Water Soluble Materials
via Additive Manufacturing for Timed ReleasePrediction of the
Elastic Response of TPMS Cellular Lattice Structures Using Finite
Element MethodMultiscale Analysis of Cellular Solids Fabricated by
EBMAn Investigation of Anisotropy of 3D Periodic Cellular Structure
DesignsModeling of Crack Propagation in 2D Brittle Finite Lattice
Structures Assisted by Additive ManufacturingEstimating Strength of
Lattice Structure Using Material Extrusion Based on Deposition
Modeling and Fracture MechanicsControlling Thermal Expansion with
Lattice Structures Using Laser Powder Bed FusionDetermination of a
Shape and Size Independent Material Modulus for Honeycomb
Structures in Additive ManufacturingAdditively Manufactured
Conformal Negative Stiffness HoneycombsA Framework for the Design
of Biomimetic Cellular Materials for Additive ManufacturingA
Post-Processing Procedure for Level Set Based Topology
OptimizationMulti-Material Structural Topology Optimization under
Uncertainty via a Stochastic Reduced Order Model ApproachTopology
Optimization for 3D Material Distribution and Orientation in
Additive ManufacturingTopological Optimization and Methodology for
Fabricating Additively Manufactured Lightweight Metallic
MirrorsTopology Optimization of an Additively Manufactured
BeamQuantifying Accuracy of Metal Additive Processes through a
Standardized Test ArtifactIntegrating Interactive Design and
Simulation for Mass Customized 3D-Printed Objects – A Cup Holder
ExampleHigh-Resolution Electrohydrodynamic Jet Printing of Molten
Polycaprolactone3D Bioprinting of Scaffold Structure Using
Micro-Extrusion TechnologyFracture Mechanism Analysis of Schoen
Gyroid Cellular Structures Manufactured by Selective Laser
MeltingAn Investigation of Build Orientation on Shrinkage in
Sintered Bioceramic Parts Fabricated by Vat
PhotopolymerizationHypervelocity Impact of Additively Manufactured
A356/316L Interpenetrating Phase CompositesUnderstanding and
Engineering of Natural Surfaces with Additive ManufacturingAdditive
Fabrication of Polymer-Ceramic Composite for Bone Tissue
EngineeringBinder Jet Additive Manufacturing of Stainless Steel -
Tricalcium Phosphate Biocomposite for Bone Scaffold and Implant
ApplicationsSelective Laser Melting of Novel Titanium-Tantalum
Alloy as Orthopedic BiomaterialDevelopment of Virtual Surgical
Planning Models and a Patient Specific Surgical Resection Guide for
Treatment of a Distal Radius Osteosarcoma Using Medical 3D
Modelling and Additive Manufacturing ProcessesDesign Optimisation
of a Thermoplastic SplintReverse Engineering a Transhumeral
Prosthetic Design for Additive ManufacturingBig Area Additive
Manufacturing Application in Wind Turbine MoldsDesign, Fabrication,
and Qualification of a 3D Printed Metal Quadruped Body: Combination
Hydraulic Manifold, Structure and Mechanical InterfaceSmart Parts
Fabrication Using Powder Bed Fusion Additive Manufacturing
TechnologiesDesign for Protection: Systematic Approach to Prevent
Product Piracy during Product Development Using AMThe Use of
Electropolishing Surface Treatment on IN718 Parts Fabricated by
Laser Powder Bed Fusion ProcessTowards Defect Detection in Metal
SLM Parts Using Modal Analysis “Fingerprinting”Electrochemical
Enhancement of the Surface Morphology and the Fatigue Performance
of Ti-6Al-4V Parts Manufactured by Laser Beam MeltingFabrication of
Metallic Multi-Material Components Using Laser Metal DepositionA
Modified Inherent Strain Method for Fast Prediction of Residual
Deformation in Additive Manufacturing of Metal Parts 2539Effects of
Scanning Strategy on Residual Stress Formation in Additively
Manufactured Ti-6Al-4V PartsHow Significant Is the Cost Impact of
Part Consolidation within AM Adoption?Method for the Evaluation of
Economic Efficiency of Additive and Conventional
ManufacturingIntegrating AM into Existing Companies - Selection of
Existing Parts for Increase of AcceptanceRamp-Up-Management in
Additive Manufacturing – Technology Integration in Existing
Business ProcessesRational Decision-Making for the Beneficial
Application of Additive ManufacturingApproaching Rectangular
Extrudate in 3D Printing for Building and Construction by
Experimental Iteration of Nozzle DesignAreal Surface
Characterization of Laser Sintered Parts for Various Process
ParametersDesign and Process Considerations for Effective Additive
Manufacturing of Heat ExchangersDesign and Additive Manufacturing
of a Composite Crossflow Heat ExchangerFabrication and Quality
Assessment of Thin Fins Built Using Metal Powder Bed Fusion
Additive ManufacturingA Mobile Robot Gripper for Cooperative 3D
PrintingTechnological Challenges for Automotive Series Production
in Laser Beam MeltingQualification Challenges with Additive
Manufacturing in Space ApplicationsMaterial Selection on Laser
Sintered Stab Resistance Body ArmorInvestigation of Optical
Coherence Tomography Imaging in Nylon 12 PowderPowder Bed Fusion
Metrology for Additive Manufacturing Design GuidanceGeometrical
Accuracy of Holes and Cylinders Manufactured with Fused Deposition
ModelingNew Filament Deposition Technique for High Strength,
Ductile 3D Printed PartsApplied Solvent-Based Slurry
Stereolithography Process to Fabricate High-Performance Ceramic
Earrings with Exquisite DetailsDesign and Preliminary Evaluation of
a Deployable Mobile Makerspace for Informal Additive Manufacturing
EducationComparative Costs of Additive Manufacturing vs. Machining:
The Case Study of the Production of Forming Dies for Tube
Bending
Attendee ListAuthor IndexPrintSearch














![Fibrinogen Deposition without Thrombin Generation in ...(CANCER RESEARCH 51. 349-353. January I. 1991] Fibrinogen Deposition without Thrombin Generation in Primary Human Breast Cancer](https://img.pdfslide.us/doc/110x75/5fc43f1bd194cb7b1e78fb5f/fibrinogen-deposition-without-thrombin-generation-in-cancer-research-51-349-353.jpg)