Embed Size (px)
Citation preview
Lathe Manual – JH compilation 3.3.06 1
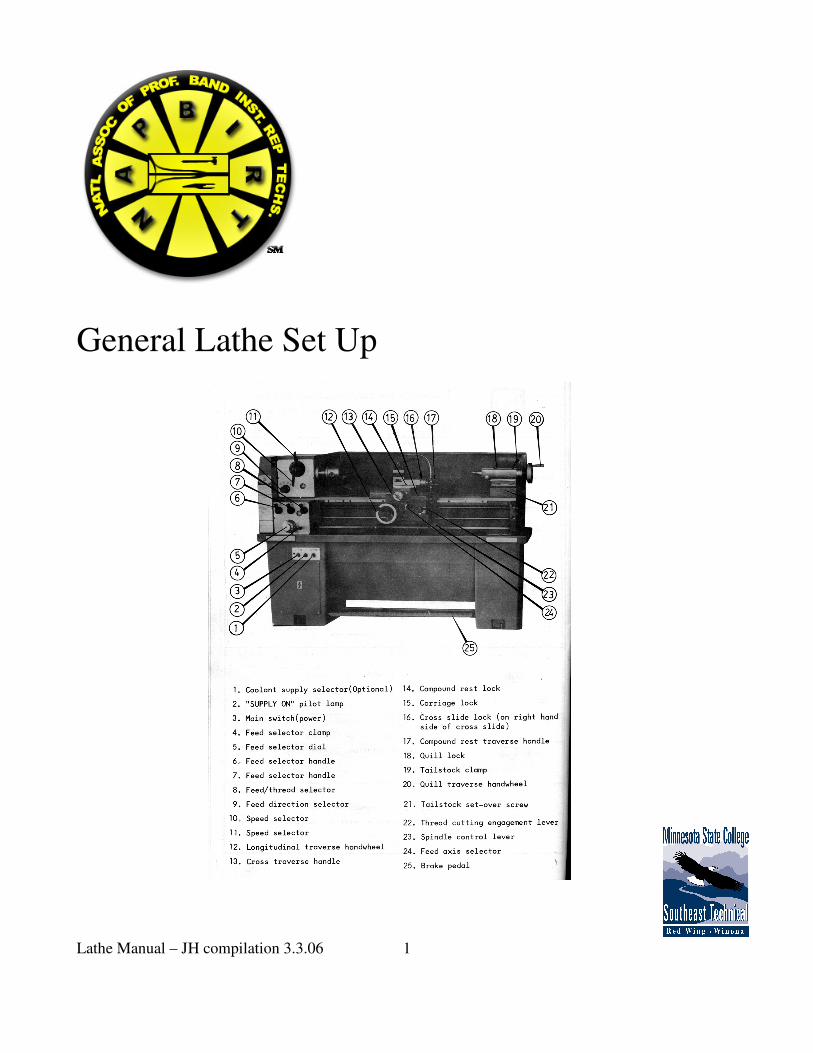
General Lathe Set Up
Lathe Manual – JH compilation 3.3.06 2
Machine Shop Safety............................................................................................................................ 2
General Lathe Set-Up ............................................................................................................................... 4 Facing, Turning, and Shouldering: ................................................................................................... 4 Three things matter with your tool bit position: ............................................................................... 5 1. Height, 2. Front clearance and 3. Side clearance. See below. .................................................... 5
Identifying a Quality Tool-bit Set-up ....................................................................................................... 6 The complete set-up.......................................................................................................................... 7 Facing: .............................................................................................................................................. 8 Turning and Shouldering .................................................................................................................. 8 Centerdrill/Countersink: ................................................................................................................. 10 Tapping on a Lathe: ........................................................................................................................ 10 Lathe Speeds and Other Rules........................................................................................................ 13
For Facing and Turning of Diameter of Soft Metal Stock.................................................................. 13 For Facing and Turning of Diameter of Plastic Stock........................................................................ 13 For Drilling on the Lathe .................................................................................................................... 13 Other Rules of Lathe Use ................................................................................................................... 13
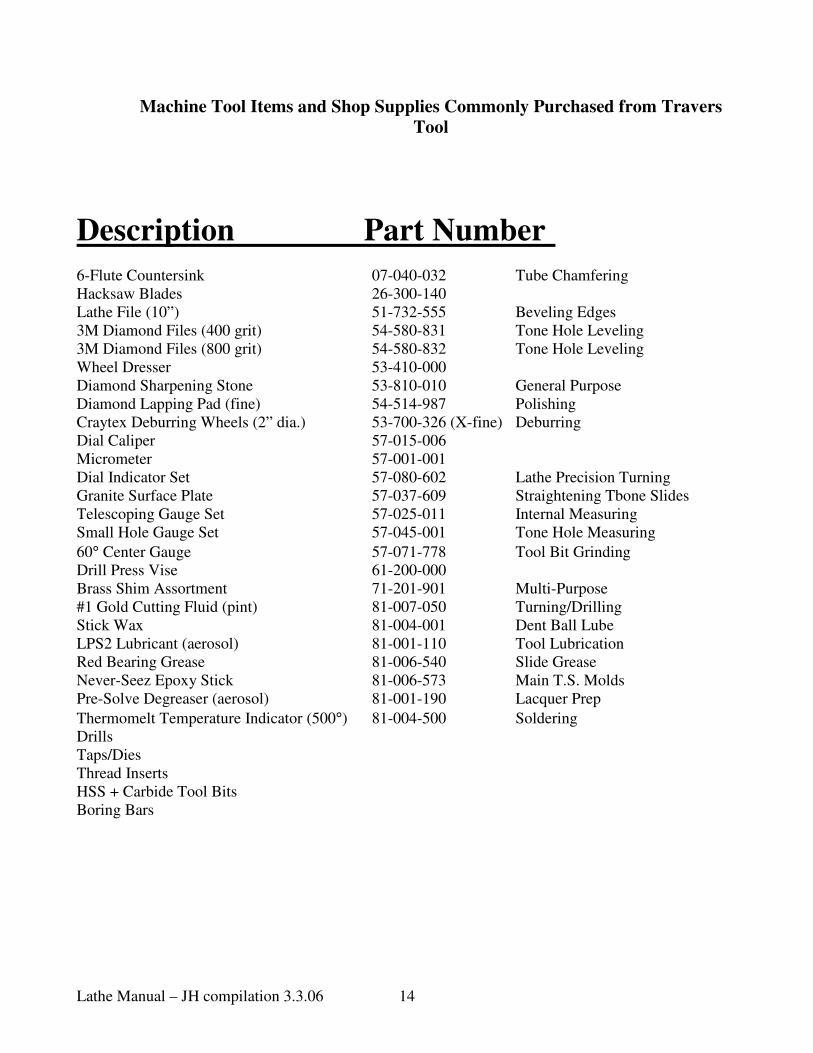
Machine Tool Items and Shop Supplies Commonly Purchased from Travers Tool ...................... 14 Description Part Number.................................................................................................................. 14
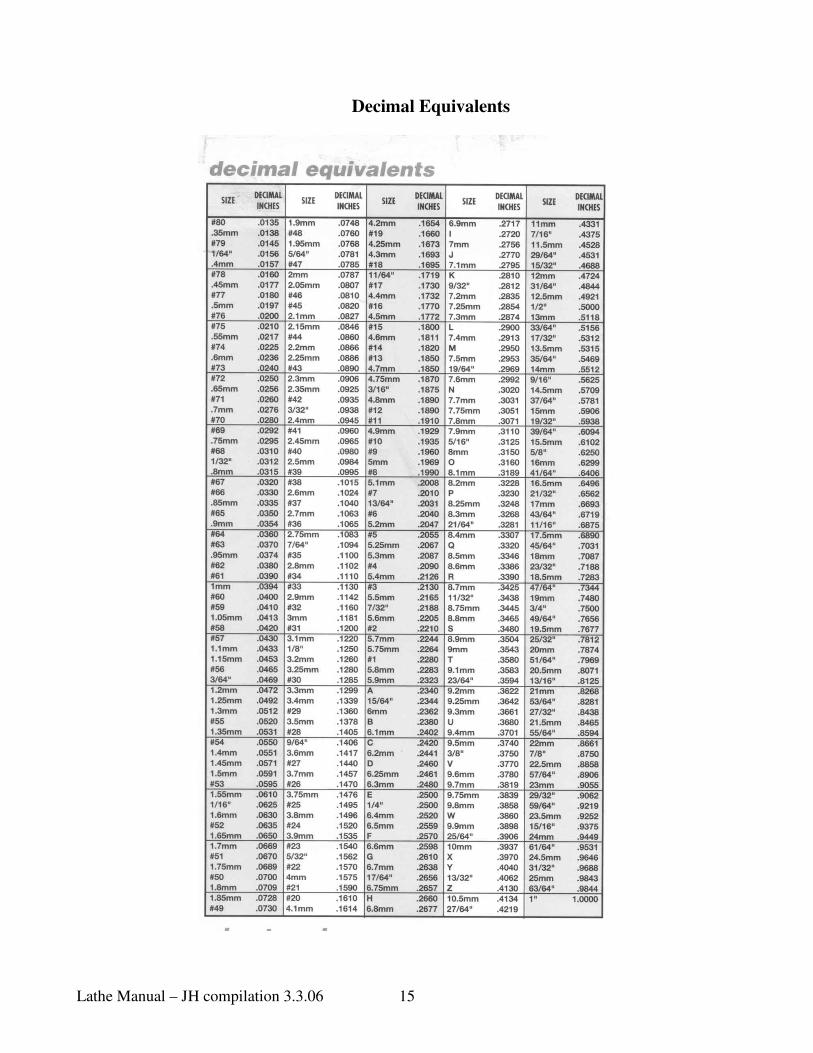
Decimal Equivalents ....................................................................................................................... 15 Tap Drill Size Chart........................................................................................................................ 16
Machine Shop Safety
Lathe Manual – JH compilation 3.3.06 3
• Safety Glasses EVERYONE MUST WEAR SAFETY GLASSES IN THE SHOP. Even when you're not working on a machine, you must wear safety glasses. A chip from a machine someone else is working on could fly into your eye.
• Clothes and Hair Check your clothes and hair before you walk into the shop. In particular:
o REMOVE JEWELERY o IF YOU HAVE LONG HAIR OR A LONG BEARD, TIE IT UP.
If your hair is caught in spinning machinery, it will be pulled out if you're lucky. If you're unlucky, you will be pulled into the machine.
o NO LOOSE CLOTHING. Ties, scarves, loose sleeves, etc. are prohibited
o NO GLOVES o WEAR APPROPRIATE SHOES
No open toed sandals. Wear shoes that give a sure footing. If you are working with heavy objects, steel toes are recommended.
• Safe Conduct in the Shop Be aware of what's going on around you. For example, be careful not to bump into someone while they're cutting with the bandsaw (they could lose a finger!). Concentrate on what you're doing. If you get tired, leave. Don't hurry. If you catch yourself rushing, slow down. Don't rush speeds and feeds. You'll end up damaging your part, the tools, and maybe the machine itself. Listen to the machine. If something doesn't sound right, turn the machine off. Don't let someone else talk you into doing something dangerous. Don't attempt to measure a part that's moving.
• Machining IF YOU DON'T KNOW HOW TO DO SOMETHING, ASK!
BEFORE YOU START THE MACHINE:
o Study the machine. Know which parts move, which are stationary, and which are sharp. Spin the chuck by hand to insure that all is clear!
o Double check that your workpiece is securely held. o Remove chuck keys and wrenches.
DO NOT LEAVE MACHINES RUNNING UNATTENDED!
CLEAN UP MACHINES AFTER YOU USE THEM! A dirty machine is unsafe and uncomfortable to work on. Do not use compressed air to blow machines clean. This endangers people's eyes and can force dirt into machine bearings.
Courtesy of the U.S. Army
Lathe Manual – JH compilation 3.3.06 4
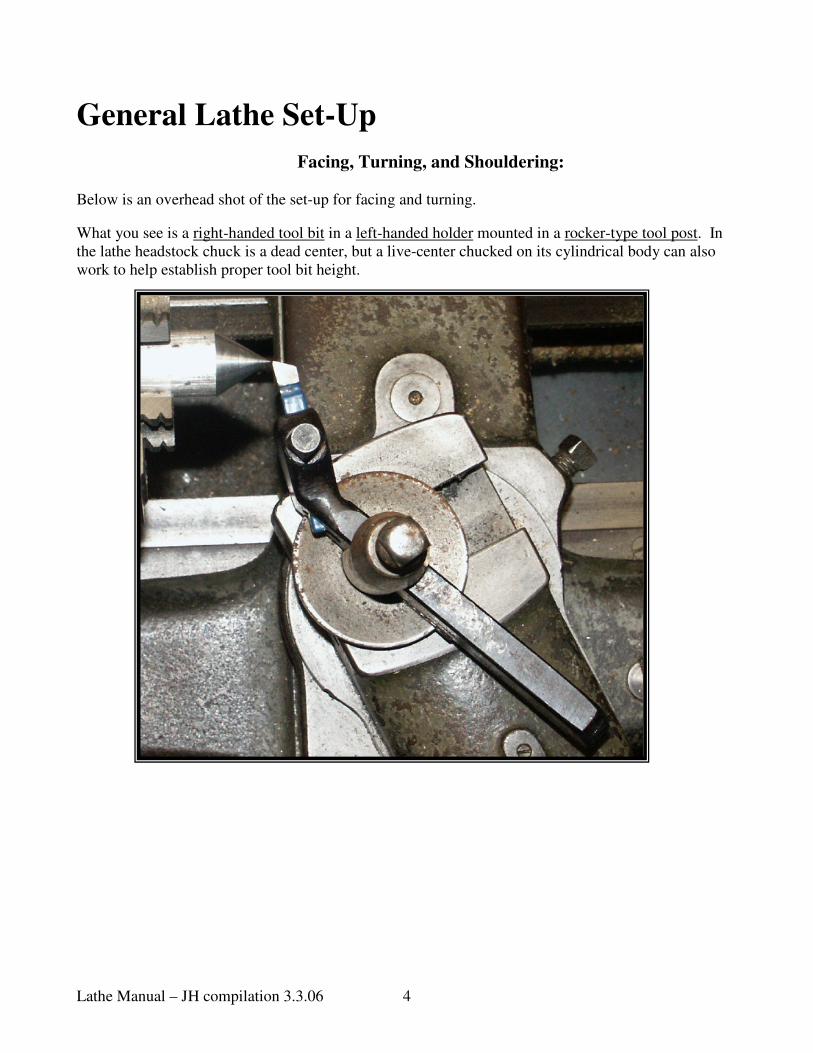
General Lathe Set-Up Facing, Turning, and Shouldering:
Below is an overhead shot of the set-up for facing and turning. What you see is a right-handed tool bit in a left-handed holder mounted in a rocker-type tool post. In the lathe headstock chuck is a dead center, but a live-center chucked on its cylindrical body can also work to help establish proper tool bit height.
Lathe Manual – JH compilation 3.3.06 5
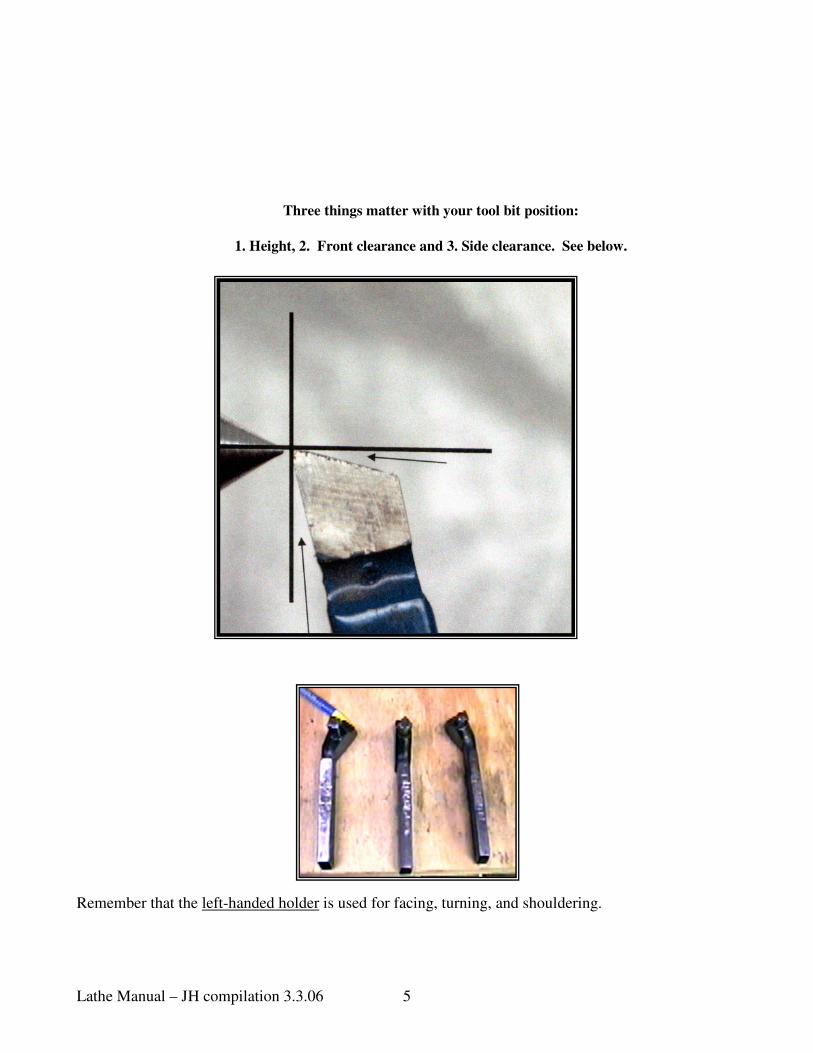
Three things matter with your tool bit position:
1. Height, 2. Front clearance and 3. Side clearance. See below.
Remember that the left-handed holder is used for facing, turning, and shouldering.
Lathe Manual – JH compilation 3.3.06 6
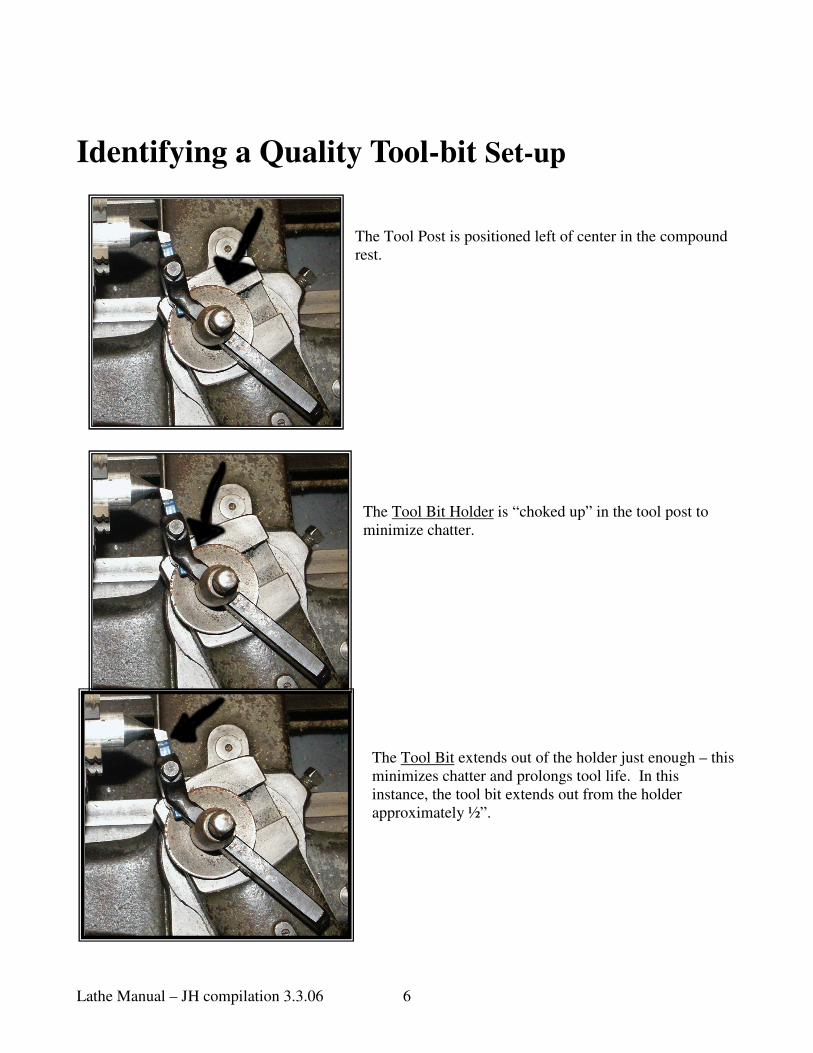
Identifying a Quality Tool-bit Set-up
The Tool Post is positioned left of center in the compound rest.
The Tool Bit Holder is “choked up” in the tool post to minimize chatter.
The Tool Bit extends out of the holder just enough – this minimizes chatter and prolongs tool life. In this instance, the tool bit extends out from the holder approximately ½”.

Lathe Manual – JH compilation 3.3.06 7
The complete set-up
Lathe Manual – JH compilation 3.3.06 8
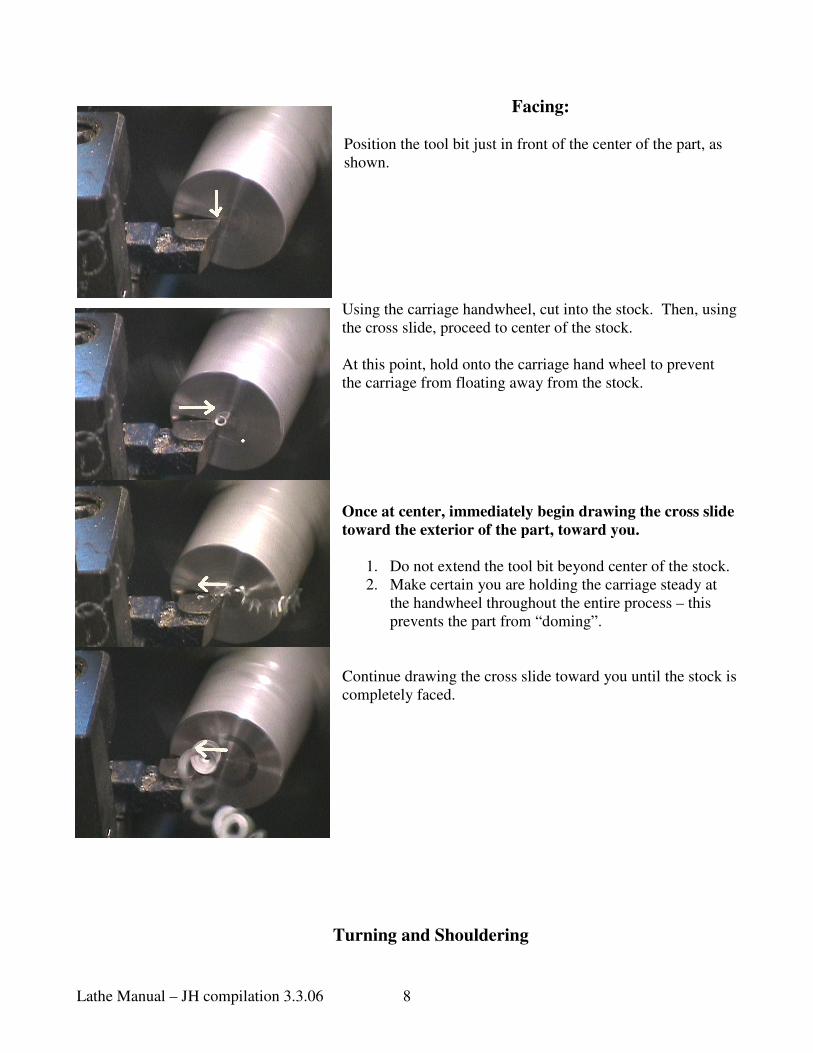
Facing:
Position the tool bit just in front of the center of the part, as shown. Using the carriage handwheel, cut into the stock. Then, using the cross slide, proceed to center of the stock. At this point, hold onto the carriage hand wheel to prevent the carriage from floating away from the stock. Once at center, immediately begin drawing the cross slide toward the exterior of the part, toward you.
1. Do not extend the tool bit beyond center of the stock. 2. Make certain you are holding the carriage steady at
the handwheel throughout the entire process – this prevents the part from “doming”.
Continue drawing the cross slide toward you until the stock is completely faced.
Turning and Shouldering
Lathe Manual – JH compilation 3.3.06 9
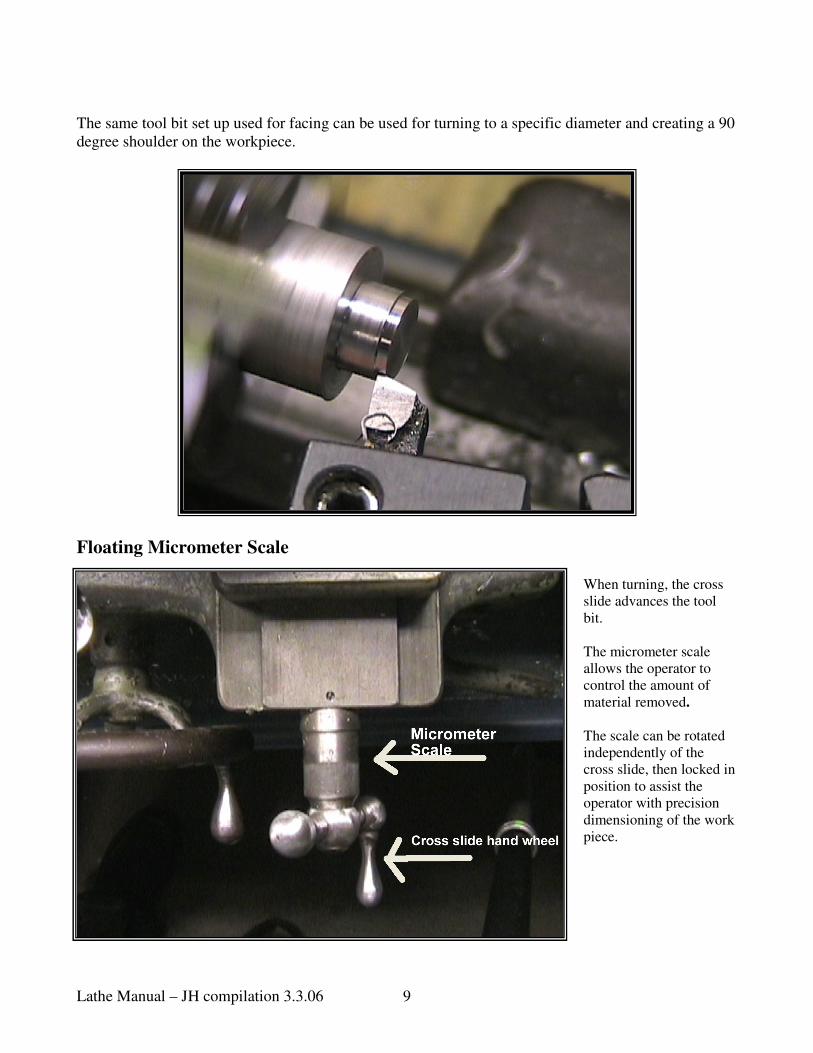
The same tool bit set up used for facing can be used for turning to a specific diameter and creating a 90 degree shoulder on the workpiece. Floating Micrometer Scale
When turning, the cross slide advances the tool bit. The micrometer scale allows the operator to control the amount of material removed. The scale can be rotated independently of the cross slide, then locked in position to assist the operator with precision dimensioning of the work piece.
Lathe Manual – JH compilation 3.3.06 10
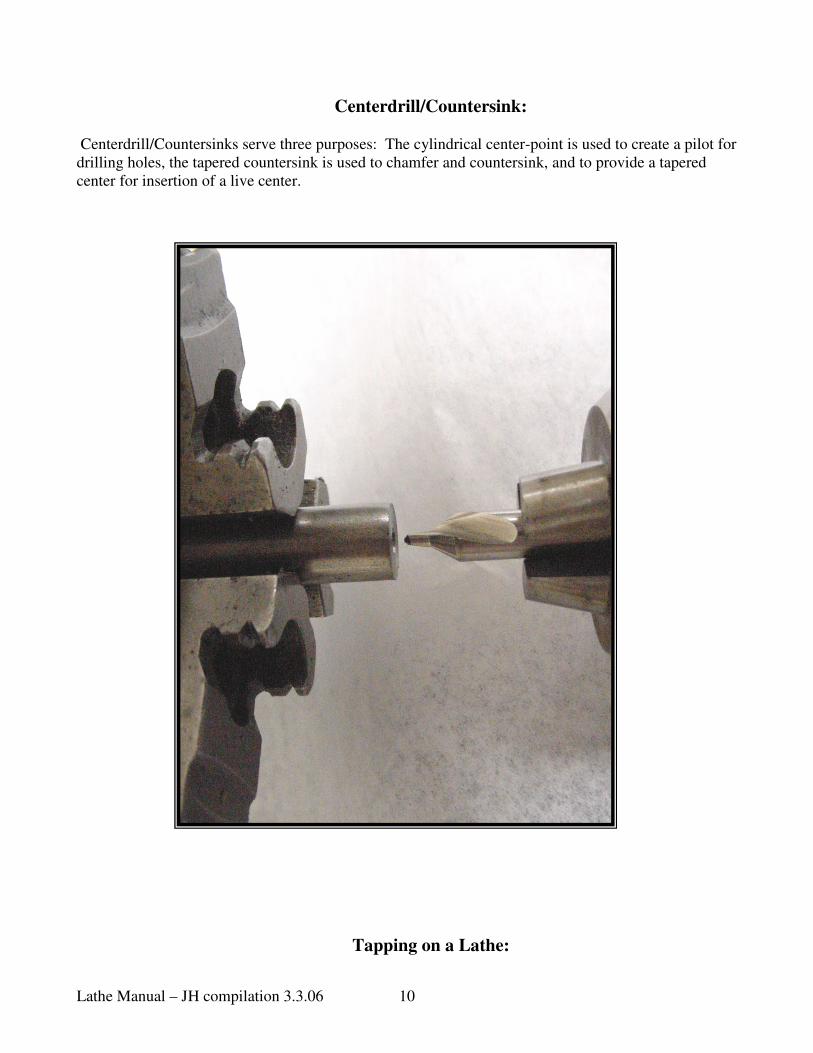
Centerdrill/Countersink:
Centerdrill/Countersinks serve three purposes: The cylindrical center-point is used to create a pilot for drilling holes, the tapered countersink is used to chamfer and countersink, and to provide a tapered center for insertion of a live center.
Tapping on a Lathe:

Lathe Manual – JH compilation 3.3.06 11
To ensure that internal threads are cut square, a live center can be placed in the tailstock to support the tap handle. As the part is threaded, the ram is drawn forward, not to push the tap, but simply to insure that no lateral forces are placed on the tap while threading – a key to reducing tap breakage.
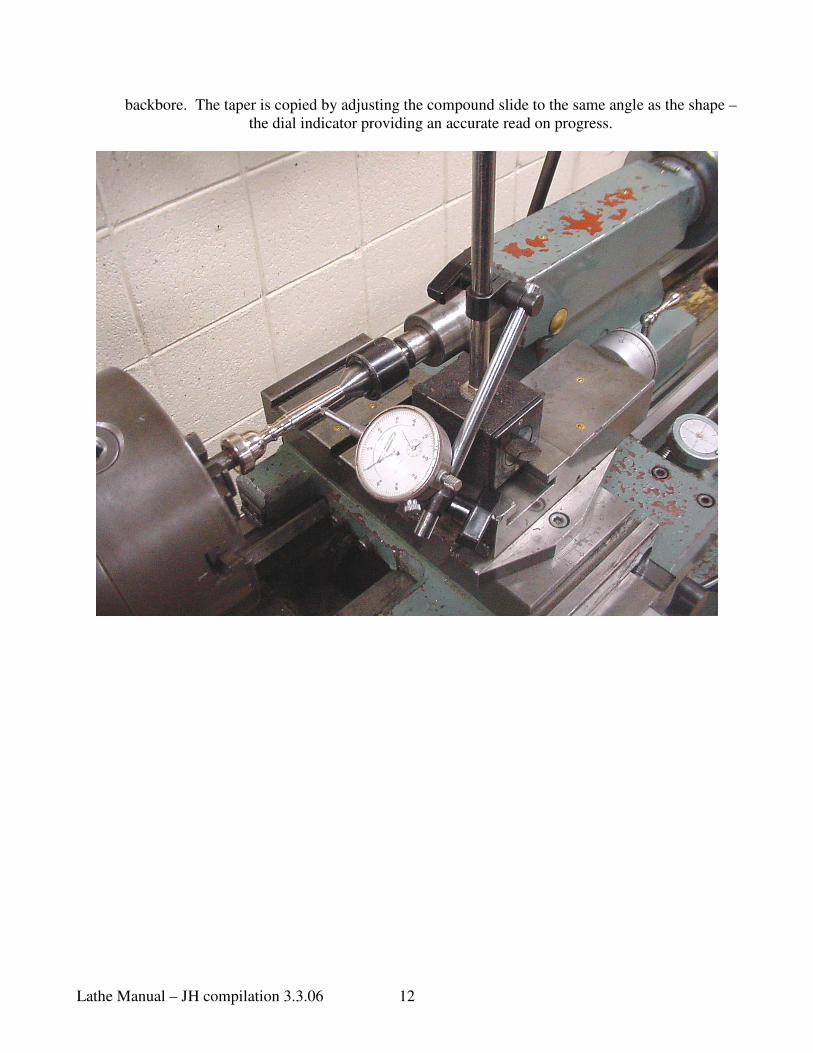
Setting up to copy a mouthpiece taper:
A dial indicator is used when one needs to re-set a mouthpiece taper or adjust the shank. Note the dead-center used to support the mouthpiece in the chuck and the live-center supporting the
Lathe Manual – JH compilation 3.3.06 12
backbore. The taper is copied by adjusting the compound slide to the same angle as the shape – the dial indicator providing an accurate read on progress.
Lathe Manual – JH compilation 3.3.06 13
Lathe Speeds and Other Rules
For Facing and Turning of Diameter of Soft Metal Stock (brass, aluminum, cold-rolled steel, bronze)
300 ÷÷÷÷ diameter of part = chuck speed
examples: chuck speed for a ½” diameter piece should be approximately 600 rpm chuck speed for a 5/8” diameter piece should be approximately 480 rpm chuck speed for a 1” diameter piece should be approximately 300 rpm ***************************************************************
For Facing and Turning of Diameter of Plastic Stock (abs, delrin)
400 ÷÷÷÷ diameter of part = chuck speed
For Drilling on the Lathe
300 ÷ Diameter of Drill Bit
Other Rules of Lathe Use
• Parts should never extend out of the headstock chuck more than 3X the diameter of the part without live center support.
Example: The maximum extension for a 5/8” diameter piece chucked in the headstock chuck should be 2 ½” before live center support is required.
• Rams should be extended 1” on their body rule before inserting any tailstock accessory.
• Inspect compound slides to ensure they are in the middle of their travel stroke before any lathe is used.
• Tool bit height is set at center, whether facing or turning.
Lathe Manual – JH compilation 3.3.06 14
Machine Tool Items and Shop Supplies Commonly Purchased from Travers Tool
Description Part Number 6-Flute Countersink 07-040-032 Tube Chamfering Hacksaw Blades 26-300-140 Lathe File (10”) 51-732-555 Beveling Edges 3M Diamond Files (400 grit) 54-580-831 Tone Hole Leveling 3M Diamond Files (800 grit) 54-580-832 Tone Hole Leveling Wheel Dresser 53-410-000 Diamond Sharpening Stone 53-810-010 General Purpose Diamond Lapping Pad (fine) 54-514-987 Polishing Craytex Deburring Wheels (2” dia.) 53-700-326 (X-fine) Deburring Dial Caliper 57-015-006 Micrometer 57-001-001 Dial Indicator Set 57-080-602 Lathe Precision Turning Granite Surface Plate 57-037-609 Straightening Tbone Slides Telescoping Gauge Set 57-025-011 Internal Measuring Small Hole Gauge Set 57-045-001 Tone Hole Measuring 60° Center Gauge 57-071-778 Tool Bit Grinding Drill Press Vise 61-200-000 Brass Shim Assortment 71-201-901 Multi-Purpose #1 Gold Cutting Fluid (pint) 81-007-050 Turning/Drilling Stick Wax 81-004-001 Dent Ball Lube LPS2 Lubricant (aerosol) 81-001-110 Tool Lubrication Red Bearing Grease 81-006-540 Slide Grease Never-Seez Epoxy Stick 81-006-573 Main T.S. Molds Pre-Solve Degreaser (aerosol) 81-001-190 Lacquer Prep Thermomelt Temperature Indicator (500°) 81-004-500 Soldering Drills Taps/Dies Thread Inserts HSS + Carbide Tool Bits Boring Bars
Lathe Manual – JH compilation 3.3.06 15
Decimal Equivalents

Lathe Manual – JH compilation 3.3.06 16
Tap Drill Size Chart