-
GEITA GOLD MINE
SAG MILL
UPGRADE
Johann J van Rensburg
Engineering Manager Met. Plants
-
AGENDAGeita Mine Profile
Mill Detail
Mill Damage and History
Gearbox History
Upgrade Scope
ManufacturingManufacturing
Installation Planning
Key Dates
Installation
Conclusion
-
GEITA GOLD MINE PROFILE
-
GEITA GOLD MINE PROFILEGEITA GOLD MINE PROFILE
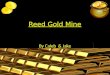
357
494485
502 502 502 502
520
500 505516
528539
550
400
500
600
10% Improvement on Base Ounces
10%
308
327
264272
357
286
0
100
200
300
2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016
ko
z p
a
GGM History GGM Budget Incremental GGM 5yr Target GGM Actual
YTD
GGM 5yr Delivery Target Improvement Rate is 10% from Base Year
2011
Geita
-
ANGLOGOLDASHANTI GLOBAL
Trans Siberian GoldfieldsRussia
-
GEITA GOLD MINE PROFILE
Geita positions
itself for
success!
The recent turnaround at Continental Africa Region’s Geita Gold
Mine is undoubtedly one of the greatest success stories in AGA.
Geita was once again an outstanding performer during the 4th
quarter, delivering 144,000oz at $486/oz despite repairs undertaken
to the SAG mill gearbox.
Gary Davies and his team delivered 494,000oz at $536/oz for the
year, making it the second-largest contributor in the group and
generating significant free cash flow for AGA.
This performance is the culmination of ongoing efforts to turn
Geita around and position it as one of the most reliable and lowest
cost producers in AGA. the most reliable and lowest cost producers
in AGA.
In 2008, Geita’s production dropped to 264,000 oz and costs
ended the year at $921/oz. In order to improve this, AGA launched a
turnaround plan which has delivered remarkable results.
Evidence of this can be seen in the steady growth in production
to 272, 000oz in 2009 – 357, 000oz in 2010 – 494, 000oz in 2011
with the corresponding reduction in cost per ounce. All this was
achieved with minimal capital investment.
Even though we’ve had the benefit from improved grade throughout
this period, it is the improvement in operating performance that’s
given Geita the biggest lift. Amongst some of the most notable
improvement projects that assisted Geita in improving its results
are the productivity improvements in heavy mobile equipment,
throughout improvements in the processing plant, reduction in ore
loss & dilution and improvements in gravity gold recovery.
A mine does not operate itself, and its success is owed the
people and teams who have committed themselves in helping Geita
turn it around! Well done to Gary and the Geita Team, we look
forward to seeing more
-
MILL DETAILMILL DETAIL
-
MILL DETAIL
� Shell supported mill with 4 Slipper Pads on each side
� 9.14 m diameter and 5,5 m long
� 600t/h Capacity
� Double drive with 2 off kW 4500, 11 kV Induction Motors�
Double drive with 2 off kW 4500, 11 kV Induction Motors
� Girth and Pinion configuration for interchangeability.
� Induction Motor with fixed coupling.
-
MILL END DAMAGEMILL END DAMAGE
and
HISTORY
-
MILL END DAMAGE and HISTORY
� 2000 - Commissioning shortfalls.
� 2003 - Tanzania drought resulted in water shortage and Mill
ran dry
� Oct 2008 - Feed End crack and repaired with designed
clamps
� Feb 2009 - Discharge End crack
� June 2009 - Replaced Discharge End that was ordered for Feed
End
� Aug 2010 - Collapsed of the Feed End (42 Day repair)
� Gearbox failures (9 months to 4 months)
� Nov 2011 – Gearbox Failure Analysis
-
MILL END DAMAGE
Cold joint repair / clamps Major crack repairs
Broken Mill end flange Visible balls due to wash
-
MILL END DAMAGE
Broken Mill end flange Mill end spigot damage
Mill end spigot damage Shell end MPI
-
MILL END DAMAGE
Mill end removal Halve end removed
Damaged Spigot (end) Damaged Spigot (shell)
-
MILL END DAMAGE
Identified Cracks Welded shell end surface
Machined shell end surface Spider Jacks
-
MILL END DAMAGE
Spider installation Spider completion
Journal joint repair Final repair stages
-
MILL END DAMAGE
Surface Grinding Run-out Measurements
New Mill end
-
GEARBOX HISTORYGEARBOX HISTORY
-
GEARBOX HISTORY
� Gearbox failures (deteriorated from 9 months to 4 months)
� Nov 2011 - Gearbox Failure Analysis
� Dec 2011- Assessment Results
� Gear-mesh and Casing frequencies in close range
� Thrust system totally under sized
� Casing stiffing inadequate
-
GEARBOX FAILURE ANALYSIS
Y
X
ZZ
ACCELEROMETERS
STRAIN GAUGES
-
UPGRADE SCOPEUPGRADE SCOPE
-
Upgrade scope
� Shell sections – PSP (Czech Republic)
� Gearboxes – Siemens (Germany)
� Disengagement couplings – Siemens (Germany)
� Drive train couplings – Moventas (Finland)
� Gear guard top half and sealing arrangement – Zenfer (RSA)
� Trunnion bearing housing top half and sealing arrangement –
Zenfer� Trunnion bearing housing top half and sealing arrangement –
Zenfer
(RSA)
� Radial & thrust bearing pads – USAB (Sweden)
� Gearbox lubrication system – Hydx (Sweden)
� Head end plates – Siempelkamp (Germany)
-
MANUFACTURINGMANUFACTURING
-
MILL END MANUFACTURER
Siempelkamp. Germany
-
MILL END MANUFACTURER
Mill ends. Siempelkamp
300 mm diam, V 20 Engine Castings
Tropicana Mill end
……….they can
-
MILL END MANUFACTURER
Mill ends. Siempelkamp
Casted end with machining completed (Siempelkamp)
Completed Mill ends (PSP)
-
MILL SHELL MANUFACTURER
PSP Engineering. Prerov – Czech Republic
-
MILL SHELL MANUFACTURER
JANA Hotel. Prerov – Czech Republic
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
From Raw Material…….
……sections of the shell
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Slipper pad bearing journal
Sand Submerge arc-welding
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Slipper pad bearing journal
Flange support in journal
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Continuous heat treatment
Shell Flanges
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Shell half jointed
Spider Supported
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Flanged shell halve
Shell halve inside
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Slipper pad bearing journal welded to shell
Flanged Joint
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Completed halve with transport cradle
Other halves completed
-
MILL SHELL MANUFACTURER
Mill Shell. PSP
Shell loading
Ready for the long road………..
PSP
-
MILL SHELL MANUFACTURER
Improved sealing arrangements
Girth Sealing arrangements
Bearing Sealing arrangements
-
GEARBOX MANUFACTURER
FLENDER / SIEMENS. Hern, Bocholt, Voerder - Germany
-
GEARBOX MANUFACTURER
Gearbox. Siemens/Flender
Load Running tests
Running tests
-
GEARBOX MANUFACTURER
Gearbox. Siemens/Flender
Gearbox assessment
Dimensional verification
Lubrication Spray
-
LUBRICATION SYSTEM
Hyd-X. Ystad - Sweden
-
LUBRICATION SYSTEM
Lubrication System. Hyd-X
Completed system-Example
Geita system installed Geita system installed
-
TRANSPORTTRANSPORT
-
TRANSPORT
EUROPEAN LEG – 25 065 kmFinal Europe dispatched
destination-Ostrava
Three flights from Ostrava (Czech Republic) to Geita via
Ciaro, Nairobi and Mwanza - 7650 km each
Shell sections
PSP, Prerov - 95 km(Czech Republic)
Head end plates
Siempelkamp,Krefeld - 1129 km. (Germany)
Gearboxes
Siemens,Bochum - 986 km (Germany)
SA LEG – 46 656 km
72 000 km
SA LEG – 46 656 kmFinal SA dispatched destination-
Goteborg/Durban - 17500km
Antwerp/Durban – 15200 km
Durban/Geita - 5478km
Drive train couplings
Moventas - 1693 km(Finland)
Radial & thrust bearing pads
USAB,Morghadshammer - 1636km (Sweden)
Gearbox lubrication system
Hydx, Ystad - 1017km (Sweden)
-
TRANSPORT
Russian ANTANOV 124 Cargo Carrier. Ostrava-Czech Republic.
-
Transport
Nose open with platform opening up
Front view with nose open
-
Transport
Inside fuselage/loading surface
Ramp with sliders in progress
-
Transport
Shell halve approaching
Shell on ramp OSTRAVA
-
Transport
Load fully tied down
Pre-designed anchor points
-
Planning Process
-
PLANNING PROCESS
• 17 variations of installation planning plans
• 47 days cut down to 32
• 3 x Geita site visits
• Installation review in Australia
• 220 line item activities
• Product break down structure
• Detailed labour, tools, special tools and consumable
planning
• Site Layout plan
• Installation Organogram
-
Step by Step Installation
-
Step by Step Installation
Step by Step installation procedure
-
Key Dates
-
Upgrade scope
• Final completion of all components 16 November 2012
• Last arrival of freight to Nairobi 4 December 2012
• Outotec crew on site from 7 December 2012 – Pre-work start
• Last arrival of freight to Geita 12 December 2012
• Final invoice date 14 December 2012
• Outotec arrive on site 07 January 2013
• Geita shut down mill on 13 January 2013
• Outotec hand over mill to Geita for liner installation 20 Feb
2013
• Final Commission to start 25 Feb 2013
• Start mill 26 Feb 2013
• Planned mill running at day 44 (Excluding final commissioning
and hand over 8 days)
-
Installation
-
Installation
New Bearing pad and base
New Gearbox in position
-
Installation
Removal of Old Gearbox
Old Discharge-end
-
Installation
Feed-end bearing pad base
Bearing pads in position
-
Installation
Graveyard……..
Storage area
-
Installation
Start of first lift
Hold on………
-
Installation
Lower Feed-end in transit
Lower Feed-end in vertical
-
Installation
Almost in position
Discharge-end in position
-
Installation
Mill assembled
Mill assembled
-
Installation
Girth gear joint
Self-disengagement System
-
Installation
Mill in finalising stages
-
Installation
New Re-lining machine
Slinging process
-
Installation
Head post inside Mill
Main Frame supporterd
-
ConclusionConclusion
-
Conclusion
SOME INTERESTING FACTS
• Total distance of equipment travel – 72 000 km.
• Total weight of equipment travel in excess of 300 ton.
• Equipment sourced from 8 Companies in 5 Countries.
• Welding in excess of 12 ton.• Welding in excess of 12 ton.
• During dis-assembly and assembly
• Approximately 700 ton handled
• About 1000 bolts handled
• Approximately 50 000 man hours worked.
• Project Estimated Cost – R 125 mil.
-
Completed Mill
-
?