Embed Size (px)
Citation preview

Gear Grinding Machines – Diamond and CBN Tools
Reishauer Generating Gear Grinding
© Reishauer AG Industriestrasse 36, 8304 Wallisellen, Switzerland +41 44 832 22 11 [email protected] www.reishauer.com

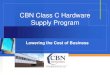
Gear Grinding
Generating Grinding Form Grinding
Di C ti C ti
Generating Grinding Form Grinding
Di C ti C tiDis-Continuous Continuous Dis-Continuous Continuous
© Reishauer AGNovember 2015
Page 2Gear Grinding
Gear Grinding
Generating Grinding Form Grinding
Di C ti C ti
Generating Grinding Form Grinding
Di C ti C tiDis-Continuous Continuous Dis-Continuous Continuous
© Reishauer AGNovember 2015
Page 3Gear Grinding

RZ 410, 2010Flexible
RZ 410, 2010Flexible
RZ 60 / 160 / 260 / 360from 2012 – Automotive, Truck
RZ 60 / 160 / 260 / 360from 2012 – Automotive, Trucko 0 uto ot e, uco 0 uto ot e, uc
RZ 630, 2007Industrial Transm.
RZ 630, 2007Industrial Transm.
RZ 800, 2007Printing Machines
RZ 800, 2007Printing Machines
RZ 1000, 2007Wind Power
RZ 1000, 2007Wind Power
RZ 550, 2010Flexible
RZ 550, 2010Flexible
© Reishauer AGNovember 2015
Page 4Reishauer Gear Grinding
Industrial Transm.Industrial Transm. Printing MachinesPrinting Machines Wind PowerWind PowerFlexibleFlexible
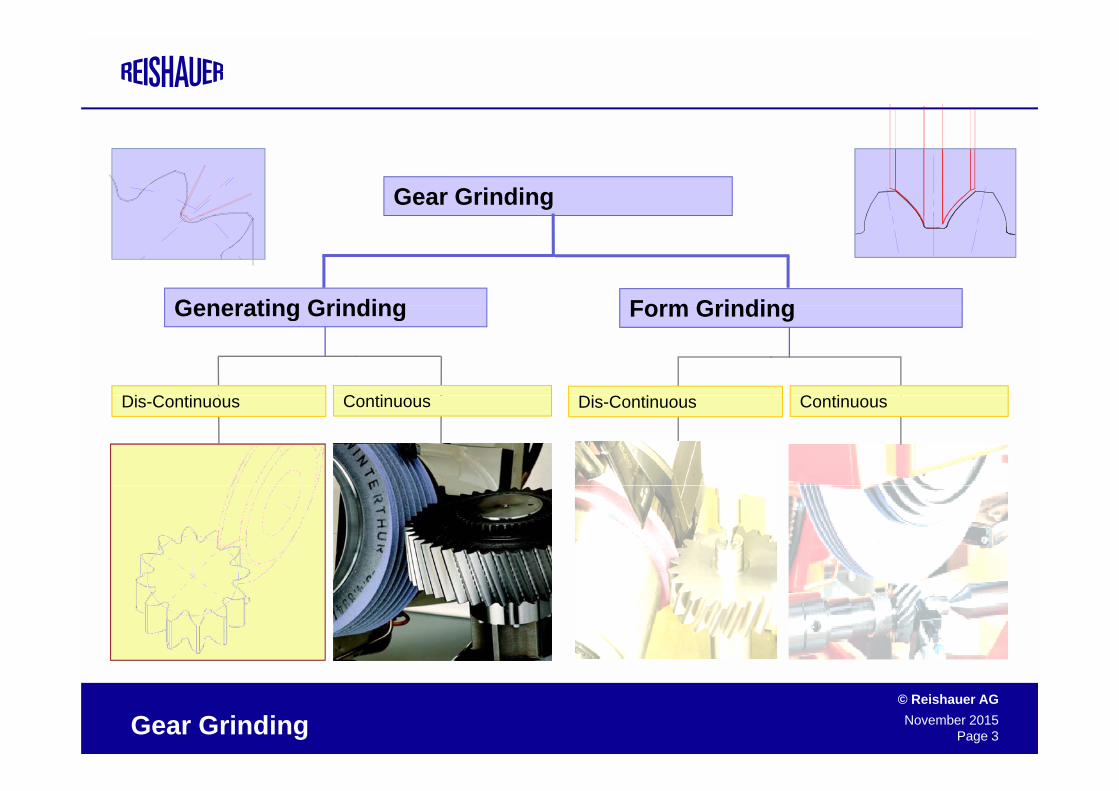
Setup
quick-change of OperatorAutomatic setting of all axis positionsand automatic positioning of the
diamond toolOperator and automatic positioning of thediamond tool, the grinding wheel andthe workpiece.
First automatic dressing of thegrinding wheel and grinding of thefirst workpiece.
© Reishauer AGNovember 2015
Page 5Productivity

© Reishauer AGNovember 2015
Page 6Productivity

Noise ReductionMinimized waivinessin profile direction
Minimized vibration and frequencyin drive system
Specific profile-and lead modification
LNS(Low Noise Shifting)
© Reishauer AGNovember 2015
Page 7Functionality

Noise Reduction
LNSLNS (Low Noise Shifting)
© Reishauer AGNovember 2015
Page 8Functionality

Statistically shortened waviness in axial direction (Low NoiseLow Noise Shifting LNS direction (Low Noise Shifting)
Yesterday: Today:generating grinding without LNS
ial d
irect
ion
Yesterday:
ial d
irect
ion generating grinding with LNS
Yesterday:
Ax
Profile direction
Ax
Profile direction
Today:
and or
generating grinding without LNS Honing generating grinding with LNSHoningHoning
© Reishauer AGNovember 2015
Page 9
9ge e at g g d g t out S Honing generating grinding with LNSHoningHoning
Functionality
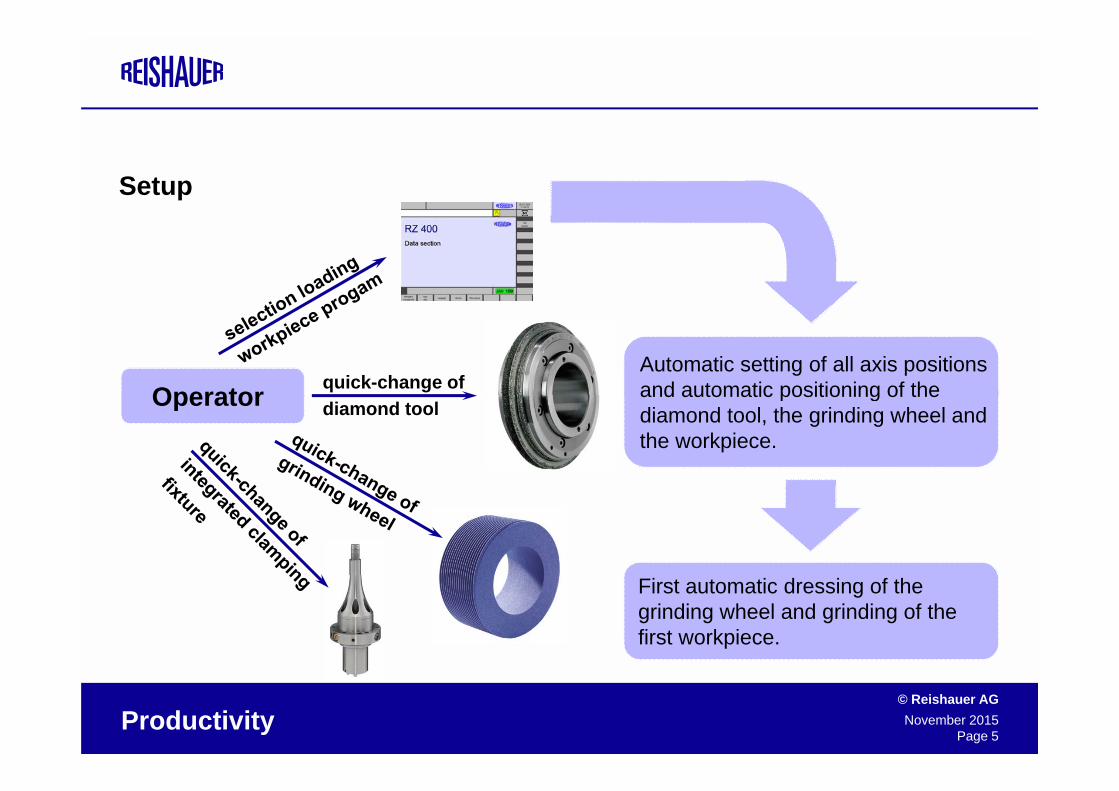
Mi i i d ib tiNoise Reduction
Minimized waivinessin profile direction
Minimized vibration and frequencyin drive system
LNS(Low Noise Shifting)
© Reishauer AGNovember 2015
Page 10Functionality
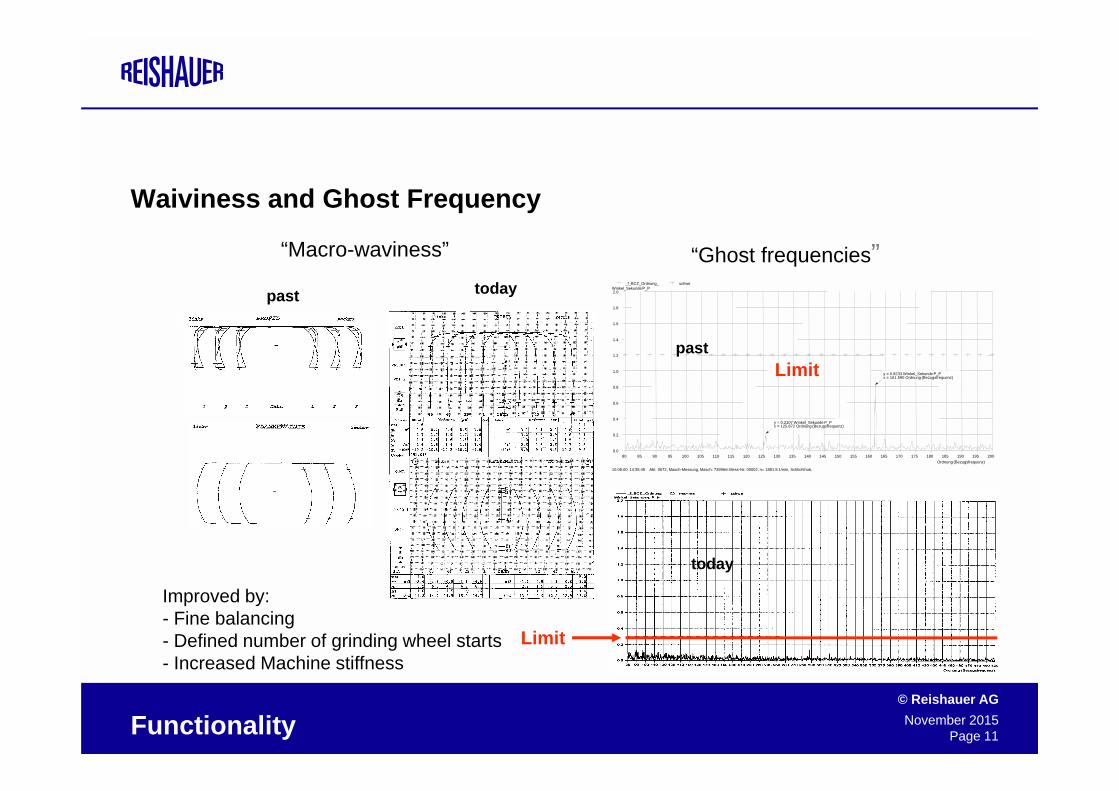
Waiviness and Ghost Frequency
“Macro-waviness” “Ghost frequencies”_f_BCZ_Ordnung_ schwe
2.0Winkel_Sekunde P_P
past today
pastLimit
0.8
1.0
1.2
1.4
1.6
1.8
y = 0.8233 Winkel_Sekunde P_Px = 161.590 Ordnung (Bezugsfrequenz)
0.0
0.2
0.4
0.6
y = 0.2107 Winkel_Sekunde P_Px = 125.872 Ordnung (Bezugsfrequenz)
80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200Ordnung (Bezugsfrequenz)
10.08.00 14:35:45 Abt. 0672, Masch-Messung, Masch: 73996m Mess-Nr: 00002, n= 1881.5 1/min, Schlichthub,
today
Limit
Improved by:- Fine balancing- Defined number of grinding wheel starts- Increased Machine stiffness
© Reishauer AGNovember 2015
Page 11
11- Increased Machine stiffness
Functionality

Noise ReductionMinimized waivinessin profile direction
Minimized vibration and frequencyin drive system
Specific profile-and lead modification
LNS(Low Noise Shifting)
© Reishauer AGNovember 2015
Page 12Functionality

Profile modification
Profile with tip relief
© Reishauer AGNovember 2015
Page 13
13Functionality

Option:Line Dressing
© Reishauer AGNovember 2015
Page 14Line Dressing

Topological Dressing of Profile
crowning tip and root reliefprofile angle
© Reishauer AGNovember 2015
Page 15Line Dressing

Diamond ToolsDiamond ToolsDiamond Roll Set 1-start Diamond Profile Roll
Di d F ll P fil R ll Di d D bl T Di k
Module 1.5 - 5 Module 1.0 – 5 (10)
Diamond Full Profile Roll Diamond Double Taper Disk
Diamond Radius Form RollDiamond Dressing Tools
O t di t 123
Module 0.5 – 1.5 Module 1.0 – 5 (10)
Outer diameter 123 mmOuter diameter 160 mmBore diameter 52 mm
© Reishauer AGNovember 2015
Page 16Dressing

Change of pressure angle modifications and corrections separate for:
left flank rigth flank
© Reishauer AGNovember 2015
Page 17
17Dressing
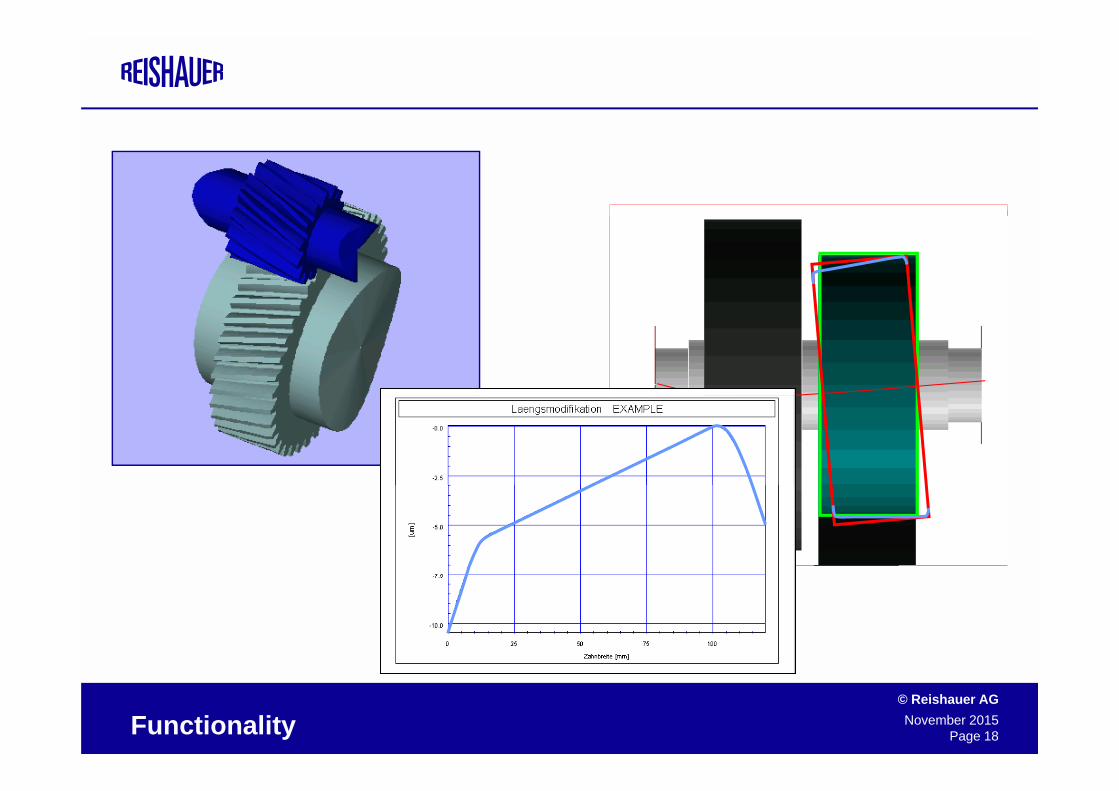
Lead modification
© Reishauer AGNovember 2015
Page 18
18Functionality

Constant Contact Pattern
© Reishauer AGNovember 2015
Page 19Functionality
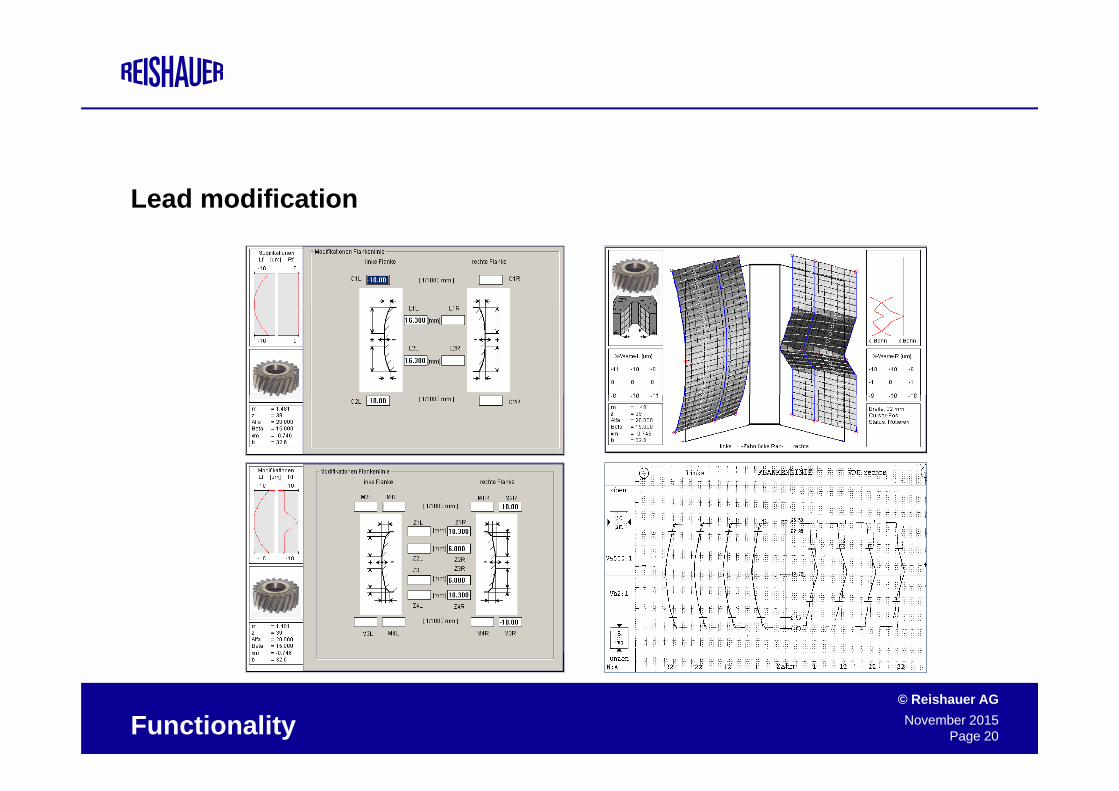
Lead modification
© Reishauer AGNovember 2015
Page 20Functionality

Past:
Lead modification
Today on all Reishauer machines possible,tomorrow requested from R&D
© Reishauer AGNovember 2015
Page 21Functionality

Root and Lead Load Capacity
CompressiveConstant contact Modifications — Compressive residual stress
Constant contact pattern due to accuracy of profile, lead and pitch
Modifications specific to load conditions
lead and pitch
Root load capacityFlank load capacity Root load capacityFlank load capacity
© Reishauer AGNovember 2015
Page 22Functionality

Defined Root Grinding
Not allowed because of Protuberance requires Defined root radius Full form grinding
ae = Stock allowance per flanc St k ll i th t
grinding step excellent pre machining
© Reishauer AGNovember 2015
Page 23
ae = Stock allowance in the root
Functionality

Compressive Residual Stress
Compressive residual stress in tooth flank
Flank
stress in tooth flank
Flank
Compressive residual30 30
Root
Compressive residual stress in tooth root
Root
© Reishauer AGNovember 2015
Page 24Functionality

Compressive Residual Stress
-400
-200
0
s ES
/MPa
-1000
-800
-600
-400
Res
idua
l stre
ss
-400
-300
-200
-100
0
al s
tress
ES
/MPa
10000 0.02 0.04 0.06 0.08 0.1
Distance from surface [mm]
-700
-600
-500
0 0.02 0.04 0.06 0.08 0.1
Distance from surface [mm]
Res
idua
0a
-500
-400
-300
-200
-100
sidu
al s
tress
ES
/MPa
-600
500
0 0.02 0.04 0.06 0.08 0.1
Distance from surface [mm]
Res
© Reishauer AGNovember 2015
Page 25Functionality

© Reishauer AGNovember 2015
Page 26Standard and Polish Ground Gear

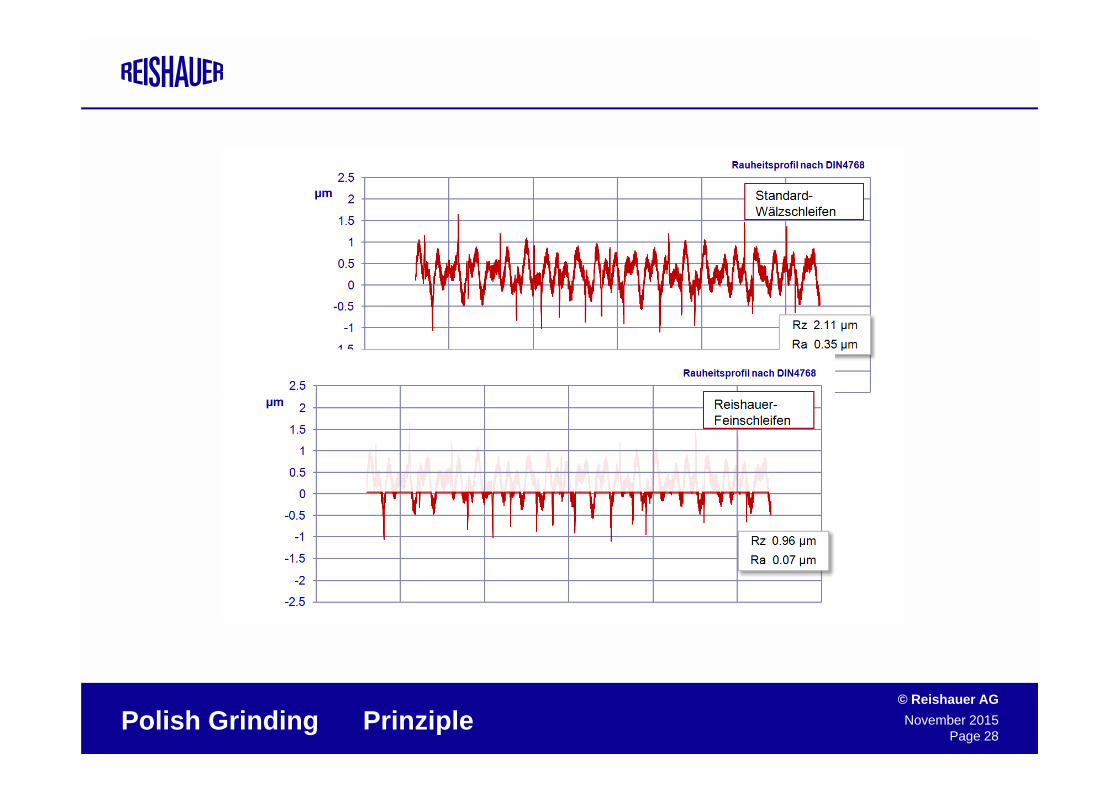
ToolingReishauer Process Development ToolingThe Reishauer-Superfinishing use one grinding worm for the total grinding operation as grinding tool . The grinding wheel is divided in two zones with different specifications.
Reishauer Process Development
The geometry of the grinding wheel isThe geometry of the grinding wheel is done with standard Reishauerdressing tools and the same dressing technology used for generating grinding
© Reishauer AGNovember 2015
Page 27Reishauer-Superfinishing
© Reishauer AGNovember 2015
Page 28Polish Grinding Prinziple

ResultsReishauer Process DevelopmentStandard-generating grinding
Material fraction left flank
ResultsReishauer Process Development
Reishauer-Superfinishing
0.81 µm
1.08 µm
Material fraction right flank
µ
With removal of the material peak the material fraction of the superfinished surface increase.
© Reishauer AGNovember 2015
Page 29
p
Reishauer Polish Grinding

Gear load bearing capacity
Gear wear behaviour
© Reishauer AGNovember 2015
Page 30Abbott Material Ratio Curve

Special Profile
© Reishauer AGNovember 2015
Page 31Functionality
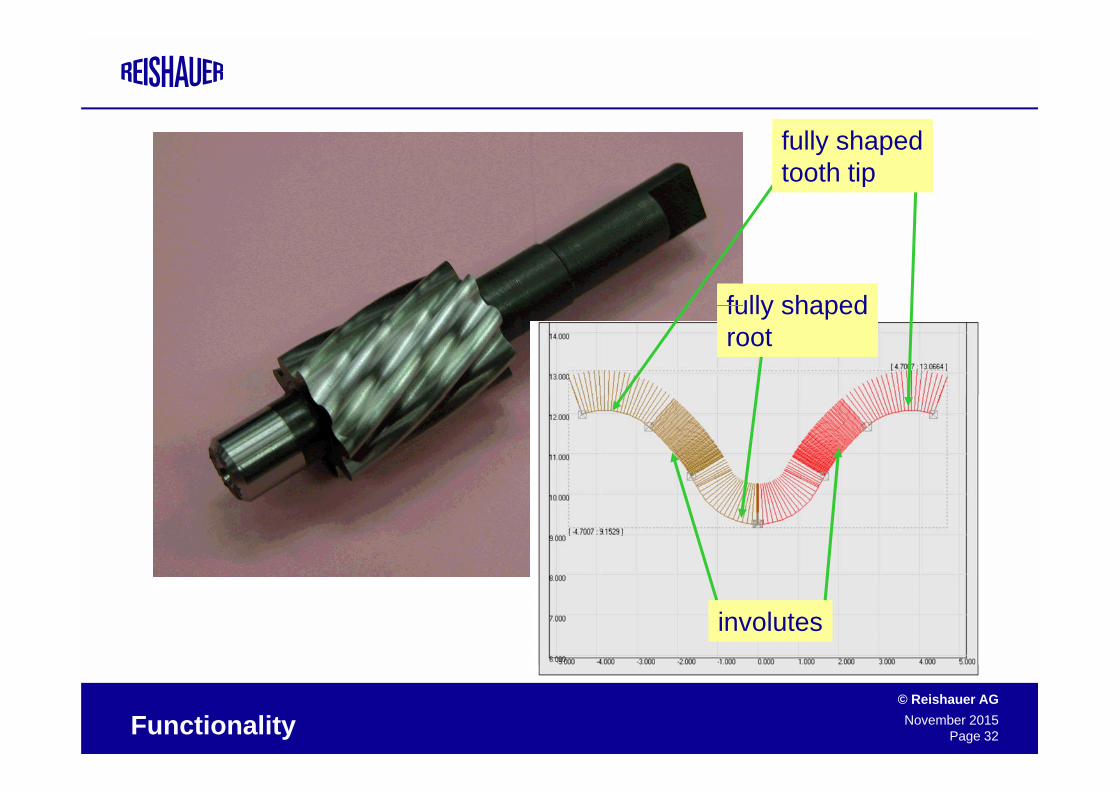
fully shapedtooth tip
fully shapedfully shapedroot
involutes
© Reishauer AGNovember 2015
Page 32Functionality

Inspection offull shape
Inspection ofinvolute area
© Reishauer AGNovember 2015
Page 33Functionality

Special Application
Without negative crowning bad pattern
© Reishauer AGNovember 2015
Page 34Special Application

Profile Grinding
© Reishauer AGNovember 2015
Page 35Special Application

Profile Grinding Dressing Condition
© Reishauer AGNovember 2015
Page 36Special Application

Hardness
Maximum Hardness 62 HRc (740 Hv)Maximum Hardness 62 HRc (740 Hv)
Hardness over HRc 62:
-Difficult / impossible to grindHigh risk for cracks-High risk for cracks
-High risk for burning
© Reishauer AGNovember 2015
Page 37Pre – Work Condition
Quality
P k lit b tt th DIN 10Pre-work quality better then DIN 10
R t d A l t d Pit h E b tt th DIN 9Runout and Accumulated Pitch Error better the DIN 9Fp and Fr less then 100 µm
© Reishauer AGNovember 2015
Page 38Pre – Work Condition

© Reishauer AGNovember 2015
Page 39REISHAUER GENERATING GRINDING