Embed Size (px)
Citation preview

11© 2003 John Crane EAA
WelcomeWelcomeDry Running Non-Dry Running Non-Contacting Gas Contacting Gas
SealsSeals3-6 November 20033-6 November 2003
John Crane EAA Training Centre, Manchester, EnglandJohn Crane EAA Training Centre, Manchester, England

22
Introductions
Your name?Your name?
Where do you work?Where do you work?
How many years with your company?How many years with your company?
What do you do?What do you do?
Knowledge of Mechanical Seals?Knowledge of Mechanical Seals?
Any expectations or requirements?Any expectations or requirements?

33
International Customer Training Manager
John BlaberJohn Blaber

Mini-bus will pick us up from hotelMini-bus will pick us up from hotelatat
6.10 pm - 18.106.10 pm - 18.10
Mini-bus will pick us up from hotelMini-bus will pick us up from hotelatat
6.10 pm - 18.106.10 pm - 18.10
Tuesday EveningTuesday Evening

55
Wednesday Evening
Free, but pleased to Free, but pleased to organise something if organise something if
requiredrequired

66
Programme
Smiths & John CraneSmiths & John Crane Wet Seal Design & Wet Seal Design &
PrinciplesPrinciples Dry Gas PrinciplesDry Gas Principles Control and MonitoringControl and Monitoring Seal OperationSeal Operation Seal ConfigurationsSeal Configurations Transportation and Transportation and
StorageStorage Seal RefurbishmentSeal Refurbishment
Installation, Operation and Installation, Operation and
Maintenance ManualMaintenance Manual
Fitting ProcedureFitting Procedure
CommissioningCommissioning
Installing the SealInstalling the Seal
Assembly / DismantlingAssembly / Dismantling
Assessment / Test PaperAssessment / Test Paper
Remedial workRemedial work
Failure AnalysisFailure Analysis

77© 2003 John Crane EAA
Smiths Group Smiths Group plcplc

88
Smiths GroupSmiths Group established 4 established 4thth December December 2000 from merger of 2000 from merger of TI Group (1919)TI Group (1919) and and Smiths Industries (1851)Smiths Industries (1851)
Over 26,000 employees world-wideOver 26,000 employees world-wide
Over 450 manufacturing and customer Over 450 manufacturing and customer facilities in 47 countriesfacilities in 47 countries
Annual sales of £2.629 billionAnnual sales of £2.629 billion
Market Capitalisation Approx. £4.3 billionMarket Capitalisation Approx. £4.3 billion
All quoted figures are from 2003 Financial ReportAll quoted figures are from 2003 Financial Report

Over 12,000 employeesOver 12,000 employees£998 M£998 M
Over 1,500 employeesOver 1,500 employees
Detection Detection SystemsSystems
£273 M£273 M
Over 2,500 employeesOver 2,500 employees
MedicalMedical
£486 M£486 M
Over 10,000 employeesOver 10,000 employees£872 M£872 M
Speciality Speciality EngineeringEngineering
Aerospace
26,000+ Employees26,000+ Employees
- Core Businesses

John Crane International
Over 6,000 employeesOver 6,000 employees
£445 M£445 MMechanical Seals
Sealant Supply Systems
Flexible Couplings
Bearing Protectors
3D Modelling
Mechanical Seals
Sealant Supply Systems
Flexible Couplings
Bearing Protectors
3D Modelling

1111
John Crane International
9000 employees9000 employees
Operating in 47 countriesOperating in 47 countries
Over 1400 Sales & Application EngineersOver 1400 Sales & Application Engineers
Manufacturing in 17 countriesManufacturing in 17 countries
30 manufacturing sites30 manufacturing sites
Over 200 Service Centres.Over 200 Service Centres.

1212
John Crane: Product Size Range
Marine TechnologyMarine Technology8” - 56” / 200 - 1450 mm8” - 56” / 200 - 1450 mm
AutomotiveAutomotive3/8” - 5/8” : 9 - 16 mm3/8” - 5/8” : 9 - 16 mm
Process IndustriesProcess Industries1” - 9” : 25 - 230 mm1” - 9” : 25 - 230 mm

1313
History
John Crane founded in 1917 – Chicago, Illinois, USA
Crane Packing Limited established in Slough, England, UK, in 1923, by Frank Payne - the Company President.
Enlarged Berwick Avenue Works Enlarged Berwick Avenue Works Slough 1936Slough 1936
Frank PayneFrank Payne

1414
Major Historical Events
1917 - John Crane founded in USA1917 - John Crane founded in USA
1923 - John Crane UK subsidiary established1923 - John Crane UK subsidiary established
1947 - John Crane UK acquired by TI Group, UK1947 - John Crane UK acquired by TI Group, UK
1987 - John Crane USA acquired by TI Group, UK1987 - John Crane USA acquired by TI Group, UK
1988 - Ropac join John Crane Group1988 - Ropac join John Crane Group
1998 - Safematic join John Crane Group1998 - Safematic join John Crane Group
1998 - Sealol join John Crane Group1998 - Sealol join John Crane Group
1998 - Flexibox join John Crane Group.1998 - Flexibox join John Crane Group.

1515
Manufacturing Sites
= Dry Gas Seal Manufacturing= Dry Gas Seal Manufacturing and Reconditioningand Reconditioning

1616
Sales & Wet Seal Service Sites

1717
Sales and Service Sites
= New & Planned Dry Gas Seal Repair Centres= New & Planned Dry Gas Seal Repair Centres

1818
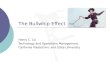
Mechanical Seals Market
John CraneJohn Crane 29%29%
*BW/IP*BW/IP 6%6%
Eagle/NOKEagle/NOK 9%9%
*Durametallic *Durametallic 8%8%
BurgmannBurgmann 6%6%
Chesterton Chesterton 4%4%
John CraneJohn CraneFlexibox 4%Flexibox 4%
OtherOther 14%14%
OtherOtherTechnologiesTechnologies
14%14%
'Others' include:-
Asia M Exacta Seal MerkelBeldam Freudenburg MetaxBestobel Garlock NashBT George Angus NDACanning GPM SafematicCartriseal Hecker Pac-sealLe Carbone Hoftland PetrisealChetra Huhnseal RoplanDae Sung James Walker SepcoDantec Klinger SimraxDepac Korean Seal SealtecDickow Latty TekhnisealErving Lowener Vulcan*Flowserve Group = 14%*Flowserve Group = 14%
John CraneJohn CraneSealol 6%Sealol 6%

1919
Centrifugal Gas Compressor

2020
Centrifugal Pumps

2121
Typical Pump

2222
Typical Pump - Sectioned

2323
Typical Pump - Sectioned

2424
Shaft Turning
Turn shafts of stored & standby equipmentTurn shafts of stored & standby equipment
Bearings - false BrinellingBearings - false Brinelling
Shaft sag - permanent setShaft sag - permanent set
Seal face wringingSeal face wringing

2525
Wringing

2626© 2003 John Crane EAA
Basic Operation Basic Operation
Conventional “Wet” Conventional “Wet” Mechanical SealsMechanical Seals

2727
Basic Mechanical Seal
Loose ring set screwed to the shaftLoose ring set screwed to the shaft

2828
Basic Mechanical Seal
O-ring prevents leakage through the boreO-ring prevents leakage through the bore
Wear here will create leakageWear here will create leakage

2929
Basic Mechanical Seal
Spring ensures automatic adjustmentSpring ensures automatic adjustment
Heat generated hereHeat generated hereLeak pathLeak path
Large componentLarge component

3030
Basic Mechanical Seal
API Plan 2API Plan 2
Gasket or O-ringGasket or O-ring
Inserted stationary componentInserted stationary component

3131
Basic Mechanical Seal
API Plan 2API Plan 2

3232
Basic Mechanical Seal
API Plan 2API Plan 2

3333
Basic Mechanical Seal
API Plan 2API Plan 2

3434
Basic Mechanical Seal
API Plan 11API Plan 11
RecirculationRecirculationfor coolingfor cooling

3535
Seal Failure Analysis

3636
Seal Failure Analysis

3737
Basic Mechanical Seal
Secondary SealSecondary SealPrimary SealPrimary Seal
Tertiary SealTertiary Seal

3838
Basic Mechanical Seal
Spring or Spring ForceSpring or Spring Force Mating Ring or SeatMating Ring or Seat
Primary Ring or FacePrimary Ring or Face

3939
Spring Drive
Left hand or right hand spring?Left hand or right hand spring?

4040© 2003 John Crane EAA
Mechanical Seal Mechanical Seal TheoryTheory
Primary SealPrimary Seal

4141
Primary Seal
Higher pressure on outside diameterHigher pressure on outside diameterHigher pressure holds faces closedHigher pressure holds faces closed
Fluid is forced between faces to lubricateFluid is forced between faces to lubricate Springs keep faces closed when no pressureSprings keep faces closed when no pressure
Mating Mating RingRing
Primary Primary RingRing
Springs

4242
Primary Seal
Faces lapped flat to within 1 - 3 light bandsFaces lapped flat to within 1 - 3 light bands

4343
Primary Seal
Fluid film thickness is very importantFluid film thickness is very important too thin - wear, causing early seal failuretoo thin - wear, causing early seal failure too thick - visible leakagetoo thick - visible leakage
Must be:Must be: present - present - beware dry runningbeware dry running stablestable clean - clean - beware abrasive wear symptomsbeware abrasive wear symptoms reasonable viscosityreasonable viscosity temperature controlledtemperature controlled acceptable pressure.acceptable pressure.

4444
Abrasive Wear
..

4545
Is this abrasive wear?
..

4646
Primary Seal - Abrasives

4747
Primary Seal - Abrasives

4848
Cyclone Separator
From pump dischargeFrom pump discharge
To mechanical sealTo mechanical seal
To pump suctionTo pump suction

4949
Stable Fluid Film

5050
Coning Out – Positive Rotation

5151
Coning Out – Positive Rotation

5252
Coning In – Negative Rotation

5454
CStedy
Type 48 Refinery SealType 48 Refinery SealCStedy simulation.CStedy simulation.
Type48.aas
Click hereto run…

5555
Type 48 Primary Rings
Type 48LPType 48LPType 48MPType 48MP

5656
Type 48 / Type 28 Primary Rings

5757
Primary Seal
If faces are not flat, contact generates heatIf faces are not flat, contact generates heatExcessive wear = short lifeExcessive wear = short life
1 light band = 0.00001181 inch or 0.0003 mm1 light band = 0.00001181 inch or 0.0003 mm

5858
Lapping

5959
Lapping

6060
Lapping

6161
Flatness Checking - Tools

6262
Flatness Checking

6363
Flatness Checking

6464
Flatness Checking
Distance between dark bands only affected by angle
of Optical Flat

6565
Flatness Checking

6666
Flatness Checking

6767
Flatness Checking
Dry Gas SealDry Gas Seal faces are faces are notnot lapped flat lapped flat
Primary Ring / Face is Primary Ring / Face is convexconvex
Mating Ring / Seat is Mating Ring / Seat is groovedgrooved

6868
Flatness Checking

6969
Primary Seal – Wet Seals
Primary Ring (Narrow - Softer) MaterialsPrimary Ring (Narrow - Softer) Materials Carbon-graphiteCarbon-graphite
resin impregnatedresin impregnated antimony impregnatedantimony impregnated
Carbon converted to Silicon CarbideCarbon converted to Silicon Carbide resin impregnatedresin impregnated

7070
Primary Seal – Wet Seals
Carbon converted toCarbon converted toSilicon CarbideSilicon Carbide

7171
Solid Silicon CarbideSolid Silicon Carbide pure sinteredpure sintered reaction bondedreaction bonded
Tungsten CarbideTungsten Carbide nickel or cobalt nickel or cobalt bondedbonded
Primary Seal – Wet Seals
Primary Ring (Narrow - Softer) MaterialsPrimary Ring (Narrow - Softer) Materials Carbon-graphiteCarbon-graphite
resin impregnatedresin impregnated antimony impregnatedantimony impregnated
Carbon converted to Silicon CarbideCarbon converted to Silicon Carbide resin impregnatedresin impregnated

7272
Primary Seal – Wet Seals
Mating Ring (Wide - Harder) MaterialsMating Ring (Wide - Harder) Materials CeramicCeramic
99.5% aluminium oxide99.5% aluminium oxide

7373
Mating Rings: Ceramic
..

7474
Mating Rings: Ceramic
..

7575
Primary Seal – Wet Seals
Mating Ring (Wide - Harder) MaterialsMating Ring (Wide - Harder) Materials CeramicCeramic
99.5% aluminium oxide99.5% aluminium oxide
Silicon CarbideSilicon Carbide pure sintered or reaction bondedpure sintered or reaction bonded
Tungsten CarbideTungsten Carbide cobalt or nickel bondedcobalt or nickel bonded

7676
Primary Seal - Dry Gas Seals
Primary Ring MaterialsPrimary Ring Materials
Carbon-graphiteCarbon-graphite
antimony impregnatedantimony impregnated
resin impregnated (e.g., Hresin impregnated (e.g., H22S > 1%)S > 1%)
Cranite 2000 (e.g., high pressure – T28EXP)Cranite 2000 (e.g., high pressure – T28EXP) Carbon-graphite/silicon carbide composite materialCarbon-graphite/silicon carbide composite material
Note: In Type 28 Series Dry Gas Seals the Note: In Type 28 Series Dry Gas Seals the Primary Ring is Primary Ring is alwaysalways the the stationarystationary component component

7777
Primary Seal - Dry Gas Seals
Mating Ring Materials (Rotating in Type 28)Mating Ring Materials (Rotating in Type 28) Tungsten CarbideTungsten Carbide
Cobalt bondedCobalt bonded Nickel bonded (Optional)Nickel bonded (Optional)
Silicon CarbideSilicon Carbide Pure sinteredPure sintered Liquid phase sintered - high pressure (XP/EXP) Liquid phase sintered - high pressure (XP/EXP)
““Ductile” Mating RingDuctile” Mating Ring Tungsten carbide plating on stainless steelTungsten carbide plating on stainless steel

7878
Mating Ring Material Selection Tungsten Carbide (Cobalt bonded)Tungsten Carbide (Cobalt bonded)
ToughTough High strengthHigh strength Best slow roll performanceBest slow roll performance Cobalt binder can be chemically attackedCobalt binder can be chemically attacked Nickel bonded is available - better Nickel bonded is available - better
resistanceresistance Silicon CarbideSilicon Carbide
Highly corrosion resistanceHighly corrosion resistance Good slow roll performanceGood slow roll performance Very brittle – easily chippedVery brittle – easily chipped

7979
Mating Rings
Chloride attack on Chloride attack on Tungsten CarbideTungsten Carbide

8080
Mating Ring Material Selection
Ductile Mating Ring MaterialDuctile Mating Ring Material Ni/Cr tungsten carbide on stainless steelNi/Cr tungsten carbide on stainless steel
E.g., 410 SS; 17/4 PH; Duplex SSE.g., 410 SS; 17/4 PH; Duplex SS Ideal for outboard sealIdeal for outboard seal Virtually indestructible – will not shatterVirtually indestructible – will not shatter Lower costLower cost Low thermal conductivityLow thermal conductivity Maximum differential pressure 50 barMaximum differential pressure 50 bar Higher leakage due to distortionHigher leakage due to distortion Minimum ΔP of 1 bar required – note O/BMinimum ΔP of 1 bar required – note O/B

8181
Materials
Material
JC Code
Vickers Hardness
Thermal Conductivity W/m°C@20°C
Expansion Coefficient
X 10-6/°C
Thermal Shock
000’s W/m
Density 000’s kg/m3
Silicon Carbide Pure Alpha Sintered 277 2500 125 4.0 24 3.1
Silicon Carbide +10% Si. Reaction Bonded 088 2500
+ softer Silicon 150 4.6 35 3.1
Converted Silicon Carbide/ Carbon 121 2500
+ softer carbon 50 4.0 30 2.0
Tungsten Carbide +6% Cobalt 025 1500-1600 100 5.2 48 14.7
Tungsten Carbide +6% Nickel 005 1300-1500 80 5.6 43 14.7
Aluminium Oxide 99.5% Alumina 059 1500+ 26 6.9 6 3.9
Austenitic Cast Iron 13% Ni, 6% Cu 007 200 40 19.3 - 7.3
Carbon-Graphite Resin Impregnated 171 90
(estimated) 12 3.7 10 1.8

8282© 2003 John Crane EAA
Mechanical Seal Mechanical Seal TheoryTheory
Secondary SealSecondary Seal

8383
Secondary Seal

8484
Secondary Seal Three basic formsThree basic forms
O-ringsO-rings PTFE sealing ringsPTFE sealing rings
WedgesWedges ChevronsChevrons ‘‘C’ ringsC’ rings Sleeved o-ringsSleeved o-rings
BellowsBellows ElastomerElastomer MetalMetal
formedformed edge weldededge welded
PTFEPTFE
Two groupsTwo groups PusherPusher
Sliding o-ringsSliding o-rings PTFE sealing ringsPTFE sealing rings
Non-pusherNon-pusher BellowsBellows

8585
Secondary Seal: Pusher
Primary ring moves forward to take up wearPrimary ring moves forward to take up wearO-ring moves forward with the primary ringO-ring moves forward with the primary ring
Pushed by the hydraulic and spring pressuresPushed by the hydraulic and spring pressures

8686
Secondary Seal: Pusher
AdvantagesAdvantages sudden failure very unlikelysudden failure very unlikely higher pressure capability - primary ring not stressedhigher pressure capability - primary ring not stressed wide choice of materials for all componentswide choice of materials for all components field repairablefield repairable
DisadvantagesDisadvantages hang-up (not likely where o-ring is well isolated)hang-up (not likely where o-ring is well isolated) permanent set / pressure problems (cause hang-up)permanent set / pressure problems (cause hang-up) excellent shaft surface finish requiredexcellent shaft surface finish required maximum temperature ~260°C.maximum temperature ~260°C.

8787
Pusher Seal: Hang-up
Product leakage solidifies / crystallises / polymerisesProduct leakage solidifies / crystallises / polymerisesPrevents o-ring pushing forward - leakage increasesPrevents o-ring pushing forward - leakage increases
An An external external quench quench will will prevent prevent hang-uphang-up

8888
Pusher Seal: Hang-up
Excessive pressure and / or heat:Excessive pressure and / or heat:permanent set or extrusionpermanent set or extrusion
Or, ensure Or, ensure minimum minimum
clearance hereclearance here

8989
Secondary Seal: O-Rings
Material
Typical Trade/ISO/DIN/
Common names
Minimum temperature
in seals
Maximum temperature
in seals
Comments
Medium Nitrile NBR
Buna N -40°C 100°C General purpose material.
Up to 120°C in hydrocarbons
Chloroprene CR
Neoprene -40°C 100°C Ideal for refrigeration duties. Some specialist applications.
Ethylene Propylene EP; EPR; EPDM
Nordel™ -40°C 135°C Ideal for water up to 150°C.
Avoid oil/hydrocarbons.
Fluorocarbon* FPM
Viton A™ -30°C 200°C Maximum 135°C in water.
Hardens in high temp steam.
Perfluoroelastomer* (High temp. grades)
Isolast HT™ Kalrez™ -20°C 315°C
Wide range of chemical compatibility.
Perfluoroelastomer* (Low temp. grades)
FFKM; Isolast™ Kalrez™ -20°C 215°C
Wide range of chemical compatibility.
* Note: Health and Safety warning!* Note: Health and Safety warning!

9090
Secondary Seal: O-rings
** > 275°C - Hydrogen Fluoride gas is a > 275°C - Hydrogen Fluoride gas is a possibilitypossibility
> 316°C - Hydrogen Fluoride gas is a certainty> 316°C - Hydrogen Fluoride gas is a certainty
Open system - Hydrogen Fluoride vapourOpen system - Hydrogen Fluoride vapour Closed system (e.g., o-ring groove) condenses Closed system (e.g., o-ring groove) condenses to to form liquid form liquid Hydrofluoric AcidHydrofluoric Acid
Wear Neoprene or PVC glovesWear Neoprene or PVC glovesProtect eyesProtect eyesWash parts in Calcium Hydroxide solutionWash parts in Calcium Hydroxide solution
Fluorocarbon

9191
Secondary Seal: O-rings
** > 400°C - Hydrogen Fluoride gas is likely > 400°C - Hydrogen Fluoride gas is likely
Open system - Hydrogen Fluoride vapourOpen system - Hydrogen Fluoride vapour Closed system (e.g., o-ring groove) condenses Closed system (e.g., o-ring groove) condenses to to form liquid form liquid Hydrofluoric AcidHydrofluoric Acid
Perfluoroelastomer
Wear Neoprene or PVC glovesWear Neoprene or PVC glovesProtect eyesProtect eyesWash parts in Calcium Hydroxide solutionWash parts in Calcium Hydroxide solution

9292
Stainless Steel Colour Chart
Straw yellowStraw yellow 370 – 425°C370 – 425°C
BrownBrown 480 – 540°C480 – 540°C
BlueBlue 600°C600°C
BlackBlack 650°C650°C
ALLALL of these are of these are above the danger levelabove the danger level for forFluorocarbon and Perfluoroelastomer materialsFluorocarbon and Perfluoroelastomer materials

9393© 2003 John Crane EAA
Heat / Heat / Temperature Temperature
ControlControlMaintaining a stable Maintaining a stable
fluid filmfluid film

9494
Heat in Stuffing Box
Two sources of heatTwo sources of heat heat soak from the productheat soak from the product heat generated by the sealheat generated by the seal

9595
Heat generation - the causes
sizesize speedspeed temperaturetemperature
coolingcooling
product propertiesproduct properties flush or multipleflush or multiple
surface finish - facessurface finish - faces materials of facesmaterials of faces hydraulic pressurehydraulic pressure
Too much heat Too much heat generatedgenerated• dry-runningdry-running• excessive wearexcessive wear• very short seal lifevery short seal life

9696
Hydraulic Balance

9797
Hydraulic Balance

9898
Hydraulic Balance

9999
Hydraulic Balance

103103
Hydraulic Balance - Benefits Reduced heat generationReduced heat generation
Less thermal distortion of the running facesLess thermal distortion of the running faces less heat to be dissipated - less cooling requiredless heat to be dissipated - less cooling required
Reduced wear rateReduced wear rate longer lifelonger life
Reduced power required to drive the sealReduced power required to drive the seal lower running costslower running costs
Increased pressure range for pusher sealsIncreased pressure range for pusher seals this simple modification allows this simple modification allows muchmuch higher higher
pressures to be sealedpressures to be sealed..

104104© 2003 John Crane EAA
Environment of a Environment of a Mechanical SealMechanical Seal
Multiple SealsMultiple Seals

105105
Single seal is not enough
Single seals utilise Single seals utilise process gas or fluid to process gas or fluid to provide the provide the lubricating interface lubricating interface filmfilm
Use multiple seals if:Use multiple seals if: product is toxicproduct is toxic product is flammableproduct is flammable environmentalenvironmental isolation requiredisolation required product changes stateproduct changes state product is not a good product is not a good
lubricant or is abrasivelubricant or is abrasive suction pressure is lowsuction pressure is low expensive productexpensive product critical machinecritical machine

106106
Single seal is not enough
Use multiple seals if:Use multiple seals if: product is toxicproduct is toxic product is flammableproduct is flammable environmentalenvironmental isolation requiredisolation required product changes stateproduct changes state product is not a good product is not a good
lubricant or is abrasivelubricant or is abrasive suction pressure is lowsuction pressure is low expensive productexpensive product critical machinecritical machine
Single seals utilise Single seals utilise process gas or fluid to process gas or fluid to provide the provide the lubricating interface lubricating interface filmfilm

107107
Multiple Seals
Two common arrangementsTwo common arrangements
TandemTandem
low pressure buffer between sealslow pressure buffer between seals
high integrity secondary containmenthigh integrity secondary containment
inboard seal lubricated by processinboard seal lubricated by process
Double (pressurised)Double (pressurised)
pressurised barrier supply requiredpressurised barrier supply required
inboard seal lubricated by the barrier inboard seal lubricated by the barrier
mediummedium

110110
Multiple Seals: TandemMultiple Seals: Tandem
Inboard seal Inboard seal most likely to most likely to fail firstfail first
Buffer fluid Buffer fluid level/pressure level/pressure will risewill rise
Outboard seal Outboard seal acts as acts as secondary secondary containmentcontainment
Process can Process can continue until continue until completedcompletedBasic tandem non-pressurised doubleBasic tandem non-pressurised double
Use API Plan 52Use API Plan 52

111111
Multiple Seals: Tandem
Low Low pressure pressure fluid supplyfluid supply

112112
Multiple Seals: Tandem

113113
Double Seals: Back-to-Back
Basic back-to-back pressurised double sealBasic back-to-back pressurised double seal
Pressurised Pressurised barrier fluid barrier fluid is circulated is circulated round the round the sealsseals
This This lubricates lubricates both sets of both sets of seal facesseal faces
Use API Plan 53Use API Plan 53

114114
Double Seals: Back-to-Back
If outboard If outboard seal fails, seal fails, barrier barrier pressure will pressure will fail and fail and pump must pump must be switched be switched off as off as product will product will leak outleak out
Basic back-to-back pressurised double sealBasic back-to-back pressurised double sealUse API Plan 53Use API Plan 53

115115
Double Seals: Face-to-Face
StationarStationary sealsy seals
Rotating Rotating Mating Mating RingRing
Similar in operation to back-to-back double sealSimilar in operation to back-to-back double sealMuch shorter - only one mating ringMuch shorter - only one mating ring
Simple rotating componentsSimple rotating components

117117© 2003 John Crane EAA
Cartridge SealsCartridge Seals
AdvantagesAdvantages

118118
Cartridge Seals
Cartridge seals - designed to make installation simpleCartridge seals - designed to make installation simple
Seal fully Seal fully assembled in its assembled in its own housing at own housing at factoryfactoryAll screws accessible All screws accessible from outsidefrom outside
Fully pressure tested Fully pressure tested before despatchbefore despatch
Pre-set to working Pre-set to working length - no length - no measuringmeasuringSeal and seat Seal and seat square to shaft axissquare to shaft axis
Lapped faces cannot Lapped faces cannot be damaged. be damaged.

119119
Conventional Seals
Fitting Conventional Mechanical SealsMark position of face of stuffing box on shaftDismantle pumpLubricate tertiary sealFit seat in end cover - ensure fully home and squareCheck seat is correctly located on anti-rotation pinMeasure distance from front of end cover gasket to seat ('X') taking care not to scratch lapped faceLook up seal working length in fitting instructions (L3)Add 'X' to L3 (or subtract depending on pump design) and note dimension ('Y')Measure 'Y' from mark on shaft towards impellerMark shaft in this positionMeasure from this mark to end of shaft, or nearest step towards impeller and note dimension ('Z')Carefully wipe lapped face of seat perfectly cleanPlace end cover on shaft taking care not to damage seatLightly lubricate shaft and secondary sealSlide seal unit on to shaft, ensuring it is the right way roundWipe lapped face of seal perfectly clean, taking care not to damage the surfaceFit seal 'Z' from end of shaft or shaft step, ensuring it is perfectly square to axis of shaftEvenly tighten grubscrewsAssemble pump taking care not to damage rotating seal unitOffer end cover to face of stuffing box. Check gap before compressing seal with 'A' dimension in fitting instructionsIf incorrect, dismantle pump and start againIf correct, tighten nuts on gland studsCross fingers
Fitting Conventional Mechanical SealsMark position of face of stuffing box on shaftDismantle pumpLubricate tertiary sealFit seat in end cover - ensure fully home and squareCheck seat is correctly located on anti-rotation pinMeasure distance from front of end cover gasket to seat ('X') taking care not to scratch lapped faceLook up seal working length in fitting instructions (L3)Add 'X' to L3 (or subtract depending on pump design) and note dimension ('Y')Measure 'Y' from mark on shaft towards impellerMark shaft in this positionMeasure from this mark to end of shaft, or nearest step towards impeller and note dimension ('Z')Carefully wipe lapped face of seat perfectly cleanPlace end cover on shaft taking care not to damage seatLightly lubricate shaft and secondary sealSlide seal unit on to shaft, ensuring it is the right way roundWipe lapped face of seal perfectly clean, taking care not to damage the surfaceFit seal 'Z' from end of shaft or shaft step, ensuring it is perfectly square to axis of shaftEvenly tighten grubscrewsAssemble pump taking care not to damage rotating seal unitOffer end cover to face of stuffing box. Check gap before compressing seal with 'A' dimension in fitting instructionsIf incorrect, dismantle pump and start againIf correct, tighten nuts on gland studsCross fingers

120120
Conventional Seals
Fitting Conventional Mechanical SealsMark position of face of stuffing box on shaftDismantle pumpLubricate tertiary sealFit seat in end cover - ensure fully home and squareCheck seat is correctly located on anti-rotation pinMeasure distance from front of end cover gasket to seat ('X') taking care not to scratch lapped faceLook up seal working length in fitting instructions (L3)Add 'X' to L3 (or subtract depending on pump design) and note dimension ('Y')Measure 'Y' from mark on shaft towards impellerMark shaft in this positionMeasure from this mark to end of shaft, or nearest step towards impeller and note dimension ('Z')Carefully wipe lapped face of seat perfectly cleanPlace end cover on shaft taking care not to damage seatLightly lubricate shaft and secondary sealSlide seal unit on to shaft, ensuring it is the right way roundWipe lapped face of seal perfectly clean, taking care not to damage the surfaceFit seal 'Z' from end of shaft or shaft step, ensuring it is perfectly square to axis of shaftEvenly tighten grubscrewsAssemble pump taking care not to damage rotating seal unitOffer end cover to face of stuffing box. Check gap before compressing seal with 'A' dimension in fitting instructionsIf incorrect, dismantle pump and start againIf correct, tighten nuts on gland studsCross fingers
Common questions:Common questions: was it clean?was it clean? did I look up the correct seal?did I look up the correct seal? did I look up the correct size?did I look up the correct size? is the seat square?is the seat square? did I measure accurately and correctly?did I measure accurately and correctly? will it work?will it work? for how long?for how long? ..

121121
Cartridge SealsFitting Conventional Mechanical Seals
Mark position of face of stuffing box on shaftDismantle pumpLubricate tertiary sealFit seat in end cover - ensure fully home and squareCheck seat is correctly located on anti-rotation pinMeasure distance from front of end cover gasket to seat ('X') taking care not to scratch lapped faceLook up seal working length in fitting instructions (L3)Add 'X' to L3 (or subtract depending on pump design) and note dimension ('Y')Measure 'Y' from mark on shaft towards impellerMark shaft in this positionMeasure from this mark to end of shaft, or nearest step towards impeller and note dimension ('Z')Carefully wipe lapped face of seat perfectly cleanPlace end cover on shaft taking care not to damage seatLightly lubricate shaft and secondary sealSlide seal unit on to shaft, ensuring it is the right way roundWipe lapped face of seal perfectly clean, taking care not to damage the surfaceFit seal 'Z' from end of shaft or shaft step, ensuring it is perfectly square to axis of shaftEvenly tighten grubscrewsAssemble pump taking care not to damage rotating seal unitOffer end cover to face of stuffing box. Check gap before compressing seal with 'A' dimension in fitting instructionsIf incorrect, dismantle pump and start againIf correct, tighten nuts on gland studsCross fingers
Fitting Cartridge SealsFitting Cartridge Seals
Lubricate the sleeve o-ringLubricate the sleeve o-ringSlide cartridge onto shaftSlide cartridge onto shaftAssemble the pumpAssemble the pumpTighten nuts on gland studsTighten nuts on gland studsTighten set screwsTighten set screwsRemove setting clip screws.Remove setting clip screws.
Fitting Cartridge SealsFitting Cartridge Seals
Lubricate the sleeve o-ringLubricate the sleeve o-ringSlide cartridge onto shaftSlide cartridge onto shaftAssemble the pumpAssemble the pumpTighten nuts on gland studsTighten nuts on gland studsTighten set screwsTighten set screwsRemove setting clip screws.Remove setting clip screws.

122122
Cartridge SealsFitting Conventional Mechanical Seals
Mark position of face of stuffing box on shaftDismantle pumpLubricate tertiary sealFit seat in end cover - ensure fully home and squareCheck seat is correctly located on anti-rotation pinMeasure distance from front of end cover gasket to seat ('X') taking care not to scratch lapped faceLook up seal working length in fitting instructions (L3)Add 'X' to L3 (or subtract depending on pump design) and note dimension ('Y')Measure 'Y' from mark on shaft towards impellerMark shaft in this positionMeasure from this mark to end of shaft, or nearest step towards impeller and note dimension ('Z')Carefully wipe lapped face of seat perfectly cleanPlace end cover on shaft taking care not to damage seatLightly lubricate shaft and secondary sealSlide seal unit on to shaft, ensuring it is the right way roundWipe lapped face of seal perfectly clean, taking care not to damage the surfaceFit seal 'Z' from end of shaft or shaft step, ensuring it is perfectly square to axis of shaftEvenly tighten grubscrewsAssemble pump taking care not to damage rotating seal unitOffer end cover to face of stuffing box. Check gap before compressing seal with 'A' dimension in fitting instructionsIf incorrect, dismantle pump and start againIf correct, tighten nuts on gland studsCross fingers
Fitting Cartridge Seals
Lubricate the sleeve o-ringSlide cartridge onto shaftAssemble the pumpTighten nuts on gland studsTighten set screwsRemove setting clips.
Fitting Cartridge Seals
Lubricate the sleeve o-ringSlide cartridge onto shaftAssemble the pumpTighten nuts on gland studsTighten set screwsRemove setting clips.
Common knowledge:Common knowledge: the faces are perfectly cleanthe faces are perfectly clean the seal is set to the correct working lengththe seal is set to the correct working length the seal is square on the shaftthe seal is square on the shaft the seat is correctly fitted and located on pinthe seat is correctly fitted and located on pin the seal has been fully pressure tested, sothe seal has been fully pressure tested, so you know it will workyou know it will work no premature failures due to installation no premature failures due to installation
problemsproblems Fitted faster than any conventional seal.Fitted faster than any conventional seal.