-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
1/8
PROCESS INSTRUMENTS
MOISTURE
Technical
Paper
www.ametekpi.com
Analytical Devices for the Measurement of
Water Vapor in the Natural Gas Process
and Transmission Industry
D.R. Potter
AMETEK Process Instruments
2876 Sunridge Way N.E.
Calgary, AB
T1Y 7H9
PRESENTED AT:
GAS2011
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
2/8
9-11 February 2011 Beurs-WTC Rotterdam
ANALYTICAL DEVICES FOR THE MEASUREMENT OF WATER VAPOR IN THE
NATURAL GASPROCESS AND TRANSMISSION INDUSTRY
D.R. PotterAMETEK Process Instruments
2876 Sunridge Way NE, Calgary Alberta
[email protected]
+1-905-634-4401
ABSTRACT
The determination of water vapor (and water dew point) is
crucial in the processing, custody transfer andtransport of natural
gas. High levels of water vapor in a natural gas stream can lead to
a number of problemswhich include the formation of hydrates and the
contribution to freezing and corrosion of plant and equipment.There
are a number of ways of determining the water vapor concentration
in natural gas, including the use ofadvanced, near-infrared
tuneable diode laser absorption spectrometers (TDLAS)
.
This paper will discuss AMETEKs experience with water vapor
measurements in natural gas applications andhighlight the
development of their laser-based instruments for the measurement of
water vapor in stationary andportable applications in the natural
gas and LNG industry.
1 NATURAL GAS AND THE WATERCONNECTION
Natural gas is traditionally recovered fromporous or fractured
sub surface layers of manyvarious geologic formations on Earth. The
recoveryprocess of natural gas generally entails sub
surfacedrilling to extract the gas from these deposits(wells).
Although the composition of natural gasvaries from well to well,
the hydrocarbon content ofnatural gas consists primarily of light,
aliphatic
hydrocarbon components comprised of methane,ethane, propane and
butanes. The balance includeslower concentrations of heavier
hydrocarbons andvarious gaseous non-hydrocarbons such asnitrogen,
carbon dioxide, hydrogen sulfide, helium,elemental sulfur and
mercury.
Natural gas at the well head is typicallysaturated with water
under natural conditions, andproducers generally remove any
condensibles at thewellhead to reduce the likelihood of liquid drop
outin the pipeline system responsible for transportingthe gas to a
processing facility for further treatment.
1.1 The Removal of Impurities in Natural GasNatural gas
generally requires several
processing steps to remove or significantly reduce
the non-hydrocarbon constituents present in thegas. Of
particular importance to the producers andtransporters of natural
gas is the removal of the acidgas components, which consist
primarily of carbondioxide (CO2) and hydrogen sulfide (H2S).
Theremoval of the acid gas components reduces thecorrosivity and
toxicity of the gas, which contributesto consistent quality of the
final product. While it isnot in the scope of this paper to discuss
the removalof all potential impurities present in natural gas,
theremoval of the acid gas components warrantsparticular mention,
as the processes generallyemployed to remove these impurities can
re-
introduce high concentrations of water vapor intothe process
stream.
1.2. Water Content in Natural GasWater, many times in
combination with other
impurities and the hydrocarbons present in the gasstream, has
the potential to severely damage anatural gas processing and
delivery system. Sincethe delivery system in the natural gas
industryconsists primarily of high pressure pipeline, anypotential
for damage to the delivery system must be
minimized. In addition to reducing the water contentin natural
gas pipeline transmission systems,cryogenic hydrocarbon processing
requires aneven further reduction of the water content ofnatural
gas.
A major source of trouble in natural gaspipelines is the
formation of a gas hydrate. Ahydrate is a physical combination of
water and othersmall molecules to produce a solid which has an
icelike appearance but possesses a different structurethan ice [1].
Figures 1 shows a nearly fullyobstructed pipeline as a result of
hydrate formation.
Figure1: A Natural Gas Hydrate
In addition to being a major contributor to theformation of
hydrates, water reduces the overall
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
3/8
9-11 February 2011 Beurs-WTC Rotterdam
combustion quality of the gas, further increasing therequirement
to remove as much of it as possible.And finally, free water in
combination with any of the
acid gases present in natural gas contributes tocorrosion and
cracking of materials typically used innatural gas processing and
transmission lines.
2. WATER MEASUREMENT TECHNOLOGIES
For measurement of water content, water vaporor water dew point
in natural gas, there aregenerally two classes of measurement
devices: theprimary measurement devices and those thatmeasure
concentrations. The measurementrequirement and customer choice
generallydetermines which class of measurement device ischosen.
Table 1 highlights the various water contentor dew point
specifications found in selectedcountries.
Table 1: Typical Water Dew Point/ContentSpecifications
Analyzers capable of measuring the dew-pointtemperature directly
are based on chilled mirrortechnology and are sometimes referred to
as firstprinciple or primary devices. Expressing water
content in terms of dew-point originates from thisfirst
principle device tracing its history back to theearly dates of the
natural gas industry when theU.S. Bureau of Mines developed the
manual chilledmirror instrument. Chilled mirror devices are theonly
instruments to actually measure the dew-pointtemperature of a
sample [2].
The second class of analyzers measuresconcentration (e.g., ppmv,
ppmw, lbs/mmft
3, and
mg/Nm3) or partial pressure. For measuring water
content the technologies commonly used in thenatural gas
industry include: quartz-crystalmicrobalance (QCM), electrolytic
cells, capacitance-based sensors (aluminum oxide or
thin-filmtechnology), fibre optic hygrometry and more
recently the development of near-infrared (IR)spectrometers. All
of these techniques provide anindirect measure of the sample
dew-point, which iscalculated from compositional information.
While it is well beyond the scope of this paper toprovide a
detailed description of the varioustechnologies capable of
determining the watercontent or dew point temperature in natural
gas, it isworth highlighting the general moisturemeasurement
capabilities and accuracyspecficiations provided by the various
technologies.
The performance specifications of the mostcommonly used
techniques is provided in Table 2.
Table 2: Accuracy Specifications of VariousMoisture Measurement
Devices
For devices which measure water vapor orconcentration, the
accepted method of conversionbetween concentration and dew-point is
based onempirical data from the original research of theInstitute
of Gas Technology (IGT). This work waspublished in the 1950s in
IGTs Bulletin no. 8. Thiswork is republished in the American
Society forTesting and Materials (ASTM) standard D 1142(latest
revision) [2]. While this work is the acceptedstandard in the
natural gas industry in NorthAmerica and many other regions, it has
somesignificant limitations. Chief among these is
thelower-temperature limit of 40C; use of this methodbelow 40C is
an extrapolation. More recently, aEuropean calculation adopted by
the European GasResearch Group (GERG) and published by the
International Organization for StandardizationSociety (ISO) as
method ISO 18453:2004 specifiesa method to provide users with a
reliablemathematical relationship between water contentand water
dew point in natural gas, taking intoaccount the restrictions or
limitations of previouslypublished data [3].
A second issue is that these data correspond todew-point values,
and many instrumentmanufacturers have designed their products
toreport the frost-point. While this second point is nota problem,
it does add to the level of confusionregarding dew/frost-point
measurements. Forconvenience, most electronic instruments
includeprovisions for displaying their readings in both
dew/frost-point and concentration. However, itmust be remembered
that these instrumentsare converting between the
compositional(concentration) and physical
(dew/frost-point)information.
3. SPECTROSCOPIC TECHNIQUES FOR THEMEASUREMENT OF WATER VAPOR
INNATURAL GAS
The measurement of water vapor using thisoptical (or
spectroscopic) technique has receivedvery favorable response from
the natural gas
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
4/8
9-11 February 2011 Beurs-WTC Rotterdam
precess and transmission industry. The use of non-contact
spectroscopic methods used for determiningthe water vapor
concentration offer several key
benefits, chief among them being that non-contactsensors do not
suffer from fouling, depletion orcontamination which plagues the
chemical sensorstraditionally used for the measurement of
watervapor in industrial process applications.
3.1 Tunable Diode Laser-Based TechnologyThe use of near-infrared
based Tuneable Diode
Laser Absorption Spectroscopy (TDLAS) for theidentification and
quantification of water vapor innatural gas process and
transmission applicationshas been widely accepted.
TDLAS-based spectrometers offer severalimportant attributes:
- High specificity for the analyte (component)of interest
- High sensitivity- Fast response speed- Multi-component
capability (e.g. CO2/CH4)
To further expand on the above mentionedpoints, the emission
bandwidths of tunable diodelasers are on the order of 10 -4 to 10-5
cm-1 , givingthe TDLAS technique extremely high spectralresolution,
which results in the ability to isolate asingle
rotational-vibrational line of the analytespecies [4]. Figure 2
provides an illustration of thetypical bandwidth of a conventional
IR sourceversus the TDLAS. The ability of the TDLAS toproduce a
near monochromatic light sourceenables it to provide high
specificity and spectral
resolution for the component of interest.
Figure 2: Conventional IR and TDLAS Bandwidth[6]
In addition to providing a fast speed of response,diode lasers
operate at room temperature, are verysmall, operate at very low
power (making thedevices suitable for operation as stationary
andportable instruments) and have a long operationallife. Careful
selection of additional diode lasers mayallow a single TDLAS
platform to perform multi-component capabiity, of specific interest
in thenatural gas industry are the measurement of CO2,H2S, and
methane (CH4). Figure 3 shows aschematic diagram of a dual TDLAS
instrument
capable of providing water vapor and carbondioxide measurements,
configured with dual lasers,dual reference cells and single cell
design.
Figure 3: Dual Laser TDLAS Analyzer with SingleCell, Dual Lasers
and Dual Reference Cells [9]
3.2 Wavelength Modulation Spectroscopy (WMS)In addition to
providing superior spectral
resolution, TDLAS spectrometers typically employenhanced
detection techniques, known asWavelength Modulation Spectroscopy
(WMS). InWMS, the wavelength of the optical source (thediode laser)
is modulated at very high frequencies,so that a small region of the
absorption spectrum ofthe analyte (e.g. water molecule), containing
adistinct absorption peak, is repetitively scanned. Asthe
wavelength of the source scans through thespectral feature of
interest the relative attenuation ofthe source power is varied.
This produces a time-
varying signal at the detector, and coupled withphase sensitive
detection techniques produces anoutput signal representing the
presence andquantity of the analyte of interest [4].
This type of modulation spectroscopy provides azero background
technique and can provide a 10 100 times increase in sensitivity
over conventionalabsorption spectroscopy technologies.
3.3. Making Water Vapor Measurement in aHydrocarbon
Background
As described in the previous section, diodelasers have the
ability to effectively isolate a singleabsorption line of the
component of interest.However, making relatively low
concentrationmeasurements of water vapor in the background of
high concentrations of primarily methane in naturalgas presents
a challenge. Specifically, methane willcontribute a small amount of
backgroundinterference to the measurement which, ifuncorrected,
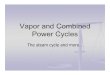
will produce a bias in the measurement[4]. Figure 4 shows recorded
water vapor spectra inthe presence of bulk natural gas components
in thebackground.
ELectronicsUnit
Temperature
Control
Current
Control
MirrorGRIN Lens
Photodiode
GRIN Lens
Sample cell
H2O Reference Cell
Photodiode
GRIN Lens
1854 nmLaser Diode
2004 nmLaser Diode
ELectronicsUnit
Temperature
Control
Current
Control
MirrorGRIN Lens
Photodiode
Beam Splitter
Sample cell
ELectronicsUnit
Temperature
Control
CurrentControl
MirrorGRIN Lens
Photodiode
Beam Splitter
Sample cell
1854 nmLaser Diode
2004 nmLaser Diode
ELectronicsUnit
Temperature
Control
CurrentControl
1854 nmLaser Diode
2004 nmLaser Diode
ElectronicsUnit
Temperature
Control
CurrentControl
1854 nmLaser Diode
2004 nmLaser Diode
Photodiode
CO2 Reference Cell
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
5/8
9-11 February 2011 Beurs-WTC Rotterdam
Figure 4: Absorption Spectra of Water Vapor (1%),methane,
ethane, propane (100%)
To eliminate or reduce as much (or most) of thepotential
background interference, wavelengths arechosen which provide the
least amount ofinterference from the background gas.
In addition to the careful selection of theappropriate
wavelength, enhanced digital signalprocessing capability available
with the AMETEKProcess Instruments advanced line of TDLASanalyzers
provide the capability of recording thespectrum around the selected
water vapor peak,enabling an accurate measurement andcompensation
of the methane present in thebackground gas. This type of design
providesdistinct performance enhancement over traditionalanalog
implementation of TDLAS technology, aswell as providing for the
additional measurement ofmethane with a single laser.
It should also be noted at this point thatregardless of the
careful selection of wavelengthand enhanced detection capability,
TDLASanalyzers have minimum full scale range limitationsin natural
gas backgrounds.
This is of particular importance when dealingwith natural gas
processing and LNG recoveryoperations, where the nominal water
vaporconcentrations typically measured at the outlet ofmolecular
sieve driers are below 1 ppm. Sensor-based technologies, such as
Quartz-Crystal-Microbalance (QCM) devices provide superioraccuracy
and lower limits of detection currently notachievable using
traditional near-infrared TDLAStechnology.
3.4 TDLAS Performance Issues
While it appears that TDLAS technology is a
nearly perfect solution for the measurement of
water vapor in natural gas, there are limitations with
the technology which should be mentioned.
TDLAS devices operate in the near-infrared region
of the electromagnetic spectrum (EMS), in the band
from 700 2500 nm. In this region, it is the weaker,
less sensitive overtone and combination absorption
bands which are found, making it inherently more
challenging to provide trace level detection of the
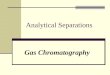
analytes of interest. Figure 5 provides the HiTran
spectrum of water across the near and mid- IR
region of the EMS [5] (the collection of peaks in thefar left
region on the horizontal axis show the
weaker overtone absorption peaks of water found in
the near-infrared region, while the larger peaks in
the center of the horizontal axis represent primary
absorptions found in the mid-IR region of the EMS).
1 2 3 4 5 6 7 8 9 100
0.5
1
1.5
2
2.5
x10-19
Wavelength (microns)
CrossSection(cm2)
Figure 5: HiTran Spectrum of Water Vapor (1 10
micron region)
While it is possible to enhance thesensitivity of TDLAS devices
by employingmulti-pass cells which effectively lengthen theoptical
path of the instruments, relatively weakabsorption bands coupled
with backgroundinterference (from methane present in the
natural gas) limits the effective full scale rangeof TDLAS
devices used in this service.
Another major (but little discussed)negative aspect of measuring
low levels orweakly absorbing compounds with TDLAS isthe difficulty
of ensuring the TDLAS system isadequately and continuously focused
on thevery narrow energy band. The junctiontemperature is critical
to the measurement, aseven small changes in temperature will
shiftthe center wavelength of the emission and canresult in
erroneous measurements caused byloss of line lock [9]Figure 6 shows
the spectral shift of the
fundamental wavelength as a result of atemperature change.
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
6/8
9-11 February 2011 Beurs-WTC Rotterdam
Spectral Index
0 50 100 150 200
2FSignal
-0.01
0.00
0.01
0.02
0.03
27.4C26.8C
25.5C
25.55C
25.54C
Spectral Index
0 50 100 150 200 250
2F
Signal
-0.08
-0.04
0.00
0.04
0.08
0.12
Figure 6: Wavelength Shift with Temperature
To overcome temperature drift issuesassociated with TDLAS
devices, referencecells filled with a known concentration of
therequired analyte(s), as provided with theAMETEK series 5100
TDLAS analyzers, arescanned repeatedly to ensure the laser
knowswhere to focus and minimize loss of line lock ofthe
instruments.Figure 7 shows an AMETEK TDLAS analyzerwith
incorporated sealed reference cellassembly.
Figure 7: Integrated TDLAS Analyzer withReference Cell
4. PERFORMANCE VALIDATION ANDVERIFICATION
It is an accepted requirement that the
performance of an analytical device, fixed or
portable, needs to be validated. The measurements
produced by the instrument need to be tested
against samples that are traceable to recognized
standards (e.g., the National Institute of Standards
and Technology, or NIST). This can be
accomplished by a number of methods: bottled
calibration gases, portable permeation calibrators,
onboard permeation calibrators, sealed reference
cells with a known concentration of analyte in an
inert background gas and factory calibration by
returning the device to the manufacturer for
certifiedcalibration [2].
AMETEK Process Instruments has successfullyused on board
permeation devices as moisturecalibration sources for nearly four
decades.Calibration sources provide the ability to verify and,if
required, calibrate contact sensor devices such asthe AMETEK quartz
crystal microbalance (QCM)line of products. Calibration sources
peridociallyprovide the means to verify the operation of thesensor,
and make necessary adjustment if drift orsensor degradation has
occurred. On boardmoisture calibration devices are calibrated
andtraceable to NIST.
In the case of TDLAS based systems, neitherthe laser source or
the detector element come indirect contact with the process and,
therefore, thereis no change in the system response relative to
thesensor contamination issues described above [4].
However, as described in the previous section, itis still
possible for the TDLAS analyzers to provideerroneous results. Users
of process analyzersystems expect to periodically check or
verifiysystem performance to ensure that the analyticalsystems are
performing properly.
The use of sealed reference cells allows theuser to periodically
check and verify theperformance of the analyzer system. Figure
8shows a TDLAS-based system which provides anon-board sealed
reference cell.
Figure 8: TDLAS Design With Sealed ReferenceCell
A small portion of the laser output is split out andpasses
through the reference cell. Data isessentially collected
simultaneously from both thenatural gas stream and the water
reference sampleproviding a real-time confirmation that the laser
is
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
7/8
9-11 February 2011 Beurs-WTC Rotterdam
locked on the moisture absorption line. The waterreference cell
is also used to perform a reliabilitycheck on the quantitative
measurement of the water
measured in the sample cell. [4]. Verification ofwater
concentration is achieved by measuring thetemperature of the
reference cell and using knowncell pressure to calculate the water
content in thereference cell using well established
thermodynamiccalculations. The analyzer can be programmed toprovide
an alarm condition if the measuredconcentration of the reference
cell falls outside ofestablished thresholds of the calculated
referencecell concentration.5. SAMPLE SYSTEM COMPONENTS FORWATER
VAPOR DEVICES
No technical paper on water vapor analysis iscomplete without a
brief discussion on samplesystem design for water vapor analyzers
used in thenatural gas processing and transmission industry.
5.1,. The Water Molecule And Sample SystemSurface
Interaction
Water is a small polar molecule that will stick tomost surfaces.
The adsorption of water ontosurfaces in a sample system can cause
asubstantial decrease in the response speed of asample system. The
lower the moistureconcentration that is to be measured, the
moreserious the role of adsorption becomes. When awet challenge is
introduced into a dry sample line,water molecules from the gas
phase will populate al lof the available surfaces. Those water
moleculesthat are lost to the surface of the sample system are
not measured by the analyzer. Conversely, when adry gas is
introduced to a wet sample line, thesurfaces will desorb water
until equilibrium isreached. Thus, surfaces are responsible
forsubstantial lag times in measuring both increasesand decreases
in the moisture concentration of thesample [2].
5.2. Sample System Material SelectionALL wetted components in
the sample system
(those components which come into direct contactwith the sample
gas) should be chosen to preventexcessive surface oxidation.
Examples of materialswhich should NOT be used include
copper,aluminum and carbon steel. Any material whichpotentially
creates an oxide film and promotes the
adsorption and desorption of water molecules is tobe avoided.
This includes the use of any plastics orteflon.
Acceptable materials of construction include thehighest quality
of stainless steel (e.g. 316L).Applications which require very low
level detectionof water vapor (e.g. the outlet of molecular
sievedriers in cryogenic hydrocarbon processing) shouldbe designed
to incorporate passivated, electro-polished stainless steel as a
minimum. The use ofelectro-polished tubing reduces the surface
areaand roughness of the sample system.
AMETEK generally recommends a samplesystem design which follows
a keep it simpleapproach. Any unnecessary tubing lengths, dead
legs (including unnecessary gauges) should beavoided. Sample
line lengths, certainly required andnecessary when using extractive
analyzer designs,should be kept to a minimum (and heated).
5.3 Sample System TemperatureThe surface coverage (i.e., the
total amount of
water bound to the surfaces) of a sample system isa function of
temperature. Higher temperaturesresult in lower surface coverage.
Insulating andheating sample lines and sample systemcomponents
upstream of any sensor or sample cellis highly recommended (AMETEK
generallyrecommends a temperature of 60C or higher). Toillustrate
this point, a moisture breakthroughcalculation program, developed
by Air Products andChemicals Inc., predicts a 100% difference in
thebreakthrough time for a moisture event whencomparing a simulated
sample line at 0C versusthe same parameters for 60C [7].
While a warm sample system is recommended,it is more important
to maintain a stable temperaturein the sample system, from the
process connectionto the analyzer sample cell (or analyzer
enclosure).Process piping takes up and releases water withambient
temperature changes. A sample line with avarying temperature will
exhibit the same behavior.If maintaining a sample temperature of
60C is notpossible, then care should be taken to ensure
thetemperature is stable, at the very minimum.
5.4 Preventing Contaminat ionNatural gas can be categorized as a
dirtysample. The sample gas generally containscomponents which have
a likelihood of condensing,and most sensor-based and
spectroscopicanalytical technologies presented in this paper
aresimply not designed to operate in the presence ofliquids. To
ensure the sample is kept in the gasphase, temperature control, as
mentioned above,will prevent the natural gas (and any
impuritiespresent in the gas) from condensing in the sample.
Further sample conditioning, using membranefilters are a must,
as the filters prevent liquid slugsfrom entering the sample system
and analyzerduring process upsets. Although liquids havedifferent
effects on the various analytical
technologies, any significant quantities of liquidswhich break
through and reach an analyzer cell orsensor will result in either
damage to the instrument,or require disassembly for maintenance,
meaningthe analyzer will be off line until the system iscleaned or
repaired.
Coalescing filters may be required to removeadditional
impurities such as particulate matter,which may be present in
pipeline operations, or dustwhich may be seen at the outlet of a
molecularsieve dryer in natural gas processing.
-
7/30/2019 GAS 2011 Analytical Devices for the Measure of Water
Vapor in the Natural Gas Process and Transmission Industry
8/8
9-11 February 2011 Beurs-WTC Rotterdam
5.5. Pressure Reduction and Joule-ThomsonCooling
Most analytical technologies designed to monitor
the water vapor concentration in natural gassamples require
pressure reduction and control.This is of particular importance for
laser-basedsystems, which operate at near atmosphericpressures.
Sample pressure should be kept as low aspossible while
maintaining the correct flow. Samplepressure should be reduced as
close as possible tothe source of sample extraction. Volumetric
turns(i.e. higher sample flow rates) are desired to keepsweeping
through the sample line. Surface effectscannot be eliminated, but
by keeping volumetric flowhigh, their magnitude can be reduced.
Figure 9 provides an example of a typicalsample system designed
for a natural gas service.
Figure 9: Properly Designed Sample System forNatural Gas
Moisture Analyzer
And finally, sample system design shouldincorporate design to
reduce the effect of Joule
Thomson cooling in natural gas samples.Regulators surrounded by
a soccer ball size ball ofice have often been observed in the
field. This ball,although dramatic, is not the problem but is a
goodindicator. Water molecules stick to cold surfacesbetter than to
hot surfaces. Heated, insulatedpressure reduction stages (single or
mutli-stage,dpending upon pressure drop requirements),
oralternatively using membrane pressure regulatingprobes are
required when large pressure drops arerequired to operate water
vapor analyzersdownstream of the sample system.
6 SUMMARY
The measurement of water vapor in the naturalgas processing and
transmission industry is animportant quality control parameter to
ensurenatural gas meets strict pipeline specifications toreduce
hazards and maintain pipeline integrity.Among the many analytical
technologies availableto determine the water vapour concentration,
near-infrared TDLAS devices have found wideacceptance in the
industry. Understanding thetechnology, its practical limitations
and capabilityhas allowed for the design of sophisticated,
reliableand accurate instruments capable of providing
fastresponding single, and multi-component
measurement capability.
7. ACKNOWLDEGEMENTS
The author wishes to acknowledge Dr.SamLangridge, TDLAS Product
Manager, AMETEKProces Instruments for his invaluable
contributionand assistance in writing of his paper.
8. REFERENCES
1. Carroll, J.J. : Natural Gas Hydrates: A Guidefor Engineers
Gulf Professional Publishing(2003)
2. Hauer, R., Potter D. Instruments for MeasuringWater and
Hydrocarbon Dew Points in NaturalGas. Canadian School of
HydrocarbonMeasurement (2004)
3. Potter D. Analytical Devices for theMeasurement of Water
Vapor and HydrocarbonDew Point in Natural Gas, Proceedings of
the3
rdNatural Gas Sampling Technology
Conference NGSTECH (2011)
4. Amerov, A., Fiore, R., Fuller, M. An InternalVerification
Approach for On-Line MoistureAnalysis in Hydrocarbon Gas Streams
UsingLaser Spectroscopy. Proceedings of the ISA53
rdAnnual Analysis Division Symposium
(2008)
5. Rothman, L et al, The HITRAN 2004 MolecularSpectroscopy
Database Ed. 2004, Journal ofQuantitative Spectroscopy &
RadioactiveTransfer 96, 139-201 (2005)
6. Langridge, S. On-Line Measurement ofOxygen: Review and New
Developments.Proceedings of the ISA 55
thAnnual Analysis
Division Symposium (2010)
7. Zatko, D; Estimate of Time for Breakthrough ofMoisture in SS
EP Tubing version 2.5,copyright Air Products Inc. (1997)
8. Bear, R.; and Blakemore C.; "Reducing the
Detection Limits for a Process MoistureAnalyzer, Proceedings of
the 46
thAnnual ISA
Analysis Division Symposium, Volume 34(2001)
9. Amerov, A., Fiore, R., Langridge, S.: ProcessGas Analyzer for
the Measurement of Waterand Carbon Dioxide
Concentrations,Proceedings of the ISA 54
thAnnual Analysis
Division Symposium (2009)