-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 1 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
UOP JOB NO. : G6120 OMV JOB NO. : 3003 OMV TENDER DOC. :
3003-12-00-10-SW-002-00 Nov. 19th 2006
STUDY : KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC
ENGINEERING LOCATION : KADANWARI, PAKISTAN
THIS REPORT IS PART OF THE NON DISCLOSURE AGREEMENT WITH OMV
DATED JANUARY 22ND 1998
COVERING MEMGUARD AND SEPAREX SYSTEMS. THE INFORMATION IS
PROPRIETARY AND SHALL NOT BE
DISCLOSED OUTSIDE YOUR ORGANISATION, NOR SHALL IT BE DUPLICATED,
USED OR DISCLOSED FOR ANY
PURPOSE OTHER THAN AS PERMITTED UNDER WRITTEN AGREEMENT WITH
uop
0 TC Febr. 24th 2007 First Issue TC Basic Engineering Report ID
PROC. PROJ.
REV BY DATE DESCRIPTION CHK'D ISSUE APP'D
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 2 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
1.1 Executive summary
The process scheme selected for the basic engineering is the
result of several rounds of evaluation. First the Kadanwari plant
was benchmarked and all possible options and technologies were
evaluated in a general Emission Reduction Study. From this
evaluation, OMV withheld 3 cases, each comprising of several
technologies and improvements, to be developed in detail in the
FEED study. Based on the more detailed FEED study, OMV has now
selected one scenario comprising of two technologies to be further
developed in the present Basic Engineering. During the Basic
Engineering, a HAZOP review of the subject project was held. The
HAZOP report is included and the PIDs updated. As introduced in the
previous extensive emissions study and FEED study, the selected
scenario, which is the result of an in depth review by OMV and UOP,
is very promising in terms of hydrocarbon recovery and related
emissions.
CO2 - introduction
CO2 emissions are inherent to the objective of the Kadanwari
facility, treating the Kadanwari and Miano gas to pipeline
specification. Reducing the CO2 content from 10.5% to 3% in a
220MMscfd production generates an inherent CO2 stream of 16.5MMscfd
of pure CO2, corresponding to approx 0.35MMt/y of CO2. In addition
CO2 is generated in the combustion of 4-5Mmscfd of fuel gas
(equivalent to 0.09MMt/y CO2). Finally, the separation of natural
gas and CO2 is not a perfect separation and a small fraction of
hydrocarbons is lost. These hydrocarbons contribute to the
emissions when incinerated (0.09MMt/y CO2) or when vented. Venting
hydrocarbons is much less favourable than incinerating the
hydrocarbons in terms of greenhouse effect. The most promising
option to reduce CO2 emissions is to tackle the 0.09MMt/y of
emissions related to the hydrocarbon losses in the vent gas (see
next section). These CO2 emissions represent 0.09MMt/y = 17% of the
total CO2 emissions. For the remaining 83% of the emissions
(=inherent CO2 emission), venting is the more economical option,
unless when a specific incentive exists. Producing a commercial CO2
product (food grade, urea production or EOR) or Reinjecting the CO2
in a depleted well are technical options that were not withheld for
the Kadanwari facility.
Hydrocarbons - introduction Hydrocarbon losses are linked to
Membrane operation: the separation of methane and carbon dioxide
does not have an infinite selectivity. Some hydrocarbons permeate
with the CO2 in the vent gas;
The low pressure gas released when depressurising the MemGuard
unit (combined temperature and pressure swing unit) consists of 80%
methane and is sent to the vent.
UOP has reviewed the current operation in great detail to reduce
the hydrocarbon emissions, resulting in an increased hydrocarbon
recovery (= increased revenue). The most promising options have
resulted in the definition of scenario for the basic
engineering:
Installation of MemGuard after coolers Installation of a UOP PSA
unit
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 3 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Conclusion for CO2 emissions and Hydrocarbons The CO2 emissions
are reduced and at the same time the Hydrocarbon recovery is
increased (Revenue):
Compared to the existing situation (= reference case), the
increase in hydrocarbon recovery (on a fuel excl. basis) is
2.17%.
The hydrocarbons in the vent stream, which are incinerated,
currently represent 0.09MMt/y of CO2 emissions (=17% of the total
CO2 emissions). Recovering these hydrocarbons reduces the CO2
emissions by -15%.
The hydrocarbons currently lost in the vent gas (= reference
case) represent an increased revenue of approximately 5.2 MM$/year
(based on the OMV data of 3.0$/kscf & 220MMscfd feed gas).
H2S emissions - introduction
UOP has reviewed the wide range of sulphur treating technologies
available on the market to treat the H2S in the vent gas to meet
the NEQS levels (10mg/Nm3 H2S = 6.6vppm; 1700mg/Nm3 SOx = 595vppm
in terms of SO2). The vent gas is characterized by a diluted (
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 4 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Table of Contents
1.1 EXECUTIVE SUMMARY
.......................................................................................................2
1.2
SCOPE..............................................................................................................................5
2.0
INTRODUCTION..................................................................................................................6
2.1
POTENTIAL........................................................................................................................6
2.2 REFERENCE CASE
.............................................................................................................6
3.0 MEMGUARD AFTER COOLING USING TRIM
COOLERS..........................................................8
4.0 VENT GAS
PRESSURE......................................................................................................12
5.0 VENT GAS ANALYSIS
.......................................................................................................13
5.1 VALIDATION OF UOP MODEL BASED ON VENT GAS ANALYSIS
...........................................14 6.0 PSA
UNIT........................................................................................................................15
6.1 INLET TEMPERATURE OF THE PSA UNIT
...........................................................................18
7.0 RECOVERING THE DEPRESSURIZATION
GAS......................................................................19
8.0 PSA VENT GAS DATA FOR COMPATIBILITY CHECK WITH
INCINERATOR............................23 8.1 QUANTITAITVE DATA OF
PSA VENT GAS
..........................................................................24
8.2 CONCLUSION ON TAIL GAS DRUM
.....................................................................................24
9.0 PSA FEED GAS COMPRESSOR PACKAGE DESIGN BASIS
................................................25 10.0 CLOSE OUT
OF HAZOP REPORT - FEED
.........................................................................27
11.0 HAZOP REPORT BASIC ENGINEERING
..........................................................................31
Attachment 1: Process Flow Diagram for Kadanwari Plant
Attachment 2: Block Diagram for Kadanwari Emission Overview
Attachment 3: Kadanwari Recycle Compression System Attachment 4:
G6120-002/04 PID integration MemGuard aftercoolers Attachment 5:
G6120-002/01-02-03 PID integration of PSA unit Attachment 6:
H2741-001 Proces Flow Diagram. PSA unit on Vent Gas Attachment 7:
H2741. Proposal for PSA unit on Vent Gas. Rev 1 Attachment 8:
MemGuard after cooler design basis Attachment 9: Solar proposal for
PSA feed compressor with typical PIDs Attachment 10: OMV Kadanwari
PFD & PIDs Attachment 11: HAZOP report
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 5 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
1.2 Scope
OMV Pakistan previously awarded a FEED study to UOP to develop
possible options to reduce the Kadanwari Plant Emission. From the
FEED study the following options were selected by OMV & JV
partners for further development in basic engineering (refer to
Basic engineering Scope 3003-12-00-10-SW-002-00 by OMV dd. November
19th 2006):
Installation of MemGuard after coolers to minimize the T-spike
at the membrane inlet Installation of a PSA unit on Vent Stream to
recover 90% of the HCs from the Vent Gas As the PSA tail gas
enriched in H2S will need to be incinerated, the compatibility of
the
existing incinerator is to be evaluated
Refer to the Basic engineering Scope 3003-12-00-10-SW-002-00 by
OMV, Nov. 19th 2006 The basic engineering has as aim to
1. confirm the design basis 2. define a scope of supply and
process & integration compatibility of supplied items with
the
existing systems. Page 4 of 9:
UOP has suggested to optimize the PSA / PSA feed compressor.
However, OMV has provided input that the feed conditions to the PSA
feed compressor cannot be changed, see secton 4.0 (Vent Gas
Pressure).
With exception of the review with respect to operability of the
PSA unit, the PSA feed compressor, the after coolers and KO
vessels, the review with respect to operability of the system is
not in UOP scope.
UOP will propose the minimum requirements for the MemGuard
aftercooler operation & controls. However, any detail with
respect to the cooling water system is not in UOP scope.
Page 4 of 9, deliverables:
PFD and PID refer to a typical PFD / PID for the MemGuard after
coolers and detailed PID of the PSA unit (as already included in
the PSA technical proposal and reviewed in the preliminary
HAZOP)
Integrated model will not take transient temperature changes
into account Tie-in details are limited to battery limit
connections of PSA, feed compressor, feed
compressor after cooler and MemGuard after coolers Operating
control philosophy is limited to the interface between the PSA and
PSA feed
compressor and the OMV system (including required bypass, how to
SD) and the control loops on the MemGuard after coolers. ESD is out
of UOP scope. Specifically for the bump cooler, UOP will provide
details on
o Requirement of bypass o Control loops o Depressurization rates
o Utilities
Plant hydraulics relates to o Battery limit pipe sizing o
Requirements on low Dp piping outside UOP B.L.
Materials of construction are already detailed in PSA technical
proposal Equipment specs relate to process datasheets for
exchangers / compressor / compressor
aftercooler Instrument specs relate to special requirements on
valves U/S or D/S of UOP B.L. Electrical data sheets is only
relevant in case of electrical motor for compressor Equipment GA
refers to PSA GA. Design Codes and Standards are included in the
PSA technical proposal
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 6 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
2.0 Introduction
2.1 Potential
The installation of a PSA unit will result in an increased
recovery of hydrocarbons o Reference case: 97.47% (HC recovery on
fuel-excl basis) o With PSA unit: 99.64%
90% of the hydrocarbons currently lost in the depressurizing gas
can be recovered in the PSA unit (refer to the previous study).
Based on the OMV supplied number of 3.0$/1000scf, the increased HC
recovery equivalent to approximately 90% x 0.62MMscfd x 3.0 $/kscf
=0.6 MM$/year. Recovering 90% of the hydrocarbons from the current
vent stream would result in a saving of 0.08MMt/y of CO2 emissions
(=15% of the total CO2 emissions) and an additional revenue of
approximately 90% of (20% hydrocarbons x 24MMscfd) x 3.0 $/kscf =
4.6 MM$/year The total potential is
for 220MMscfd throughput: 0.08MMt/y of CO2 emission reduction
(=15% of the total CO2 emissions) 5.2 MM$/year additional revenue
((99.64-97.47%)*220MMscfd*3.0$/kscf)
for 240MMscfd throughput: 0.09MMt/y of CO2 emission reduction
(=15% of the total CO2 emissions) 5.8 MM$/year additional revenue
((99.64-97.47%)*240MMscfd*3.0$/kscf)
2.2 Reference case Simulations are for 240MMscfd raw feed gas
flow in 60/40 ratio (144MMscfd Miano gas and 96MMscfd Kadanwari
gas) The performance of the PSA + MemGuard after coolers is
compared with the reference case as presented below. The reference
case includes an increased feed flow of 240MMscfd the impact of the
depressurization losses is included by sending a time-averaged
MemGuard
product slip stream of 0.62MMscfd into the vent gas the impact
of the non-stationary effects due to the heat bump is not presented
in the material
balance
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 7 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Reference case (UOP Hysys Case 1a)
Raw feed Raw feed MG Feed MG Feed FC liquids FC liquids Mem 1
feed (incl 4N)
Mem 1 feed (incl 4M)
Mem 1 res Mem 1 res Sales gas Mem 1 perm
Mem 1 perm
Recycle compr feed
Mem 2A feed =
9N+9M UOP Stream Name 1N 1Q 1A 1B 20P 20Z 3N 3L 5N 5H 5K 6N 7N
8N compr
outlet Pressure, psia 1290 1290 1269 1269 1282 1282 1248 1248
1232 1226 1219 32 32 32 1330 Pressure, bar_g 87.9 87.9 86.4 86.4
87.3 87.3 85.0 85.0 83.9 83.5 83.0 1.2 1.2 1.2 90.7 Temperature, F
110 110 80 80 81 81 83 83 65 65 100 69 69 69 115 Temperature, C 43
43 27 27 27 27 28 28 18 19 38 21 21 21 46 Molar Flow, lbmole/h
13177 13177 13164 13164 0 0 14511 14511 11710 11741 23452 2801 2770
5571 5571 Molar Flow, MMSCFD 120.0 120.0 119.9 119.9 0.0 0.0 132.2
132.2 106.6 106.9 213.6 25.5 25.2 50.7 50.7 Molar Flow, Nm3/h(gas)
133965 133965 133842 133842 0 0 147534 147534 119057 119375 238431
28477 28159 56636 56635 Mass Density, lb/ft3 4.888 4.888 5.270
5.270 63.022 63.022 5.136 5.136 4.637 4.608 4.103 0.171 0.171 0.171
8.338 Molecular Weight 19.72 19.72 19.72 19.72 18.09 18.09 19.78
19.78 17.40 17.40 17.40 29.72 29.87 29.79 29.79 Composition, Mole
Fraction Water 0.001519 0.001519 0.000656 0.000656 0.997125
0.997125 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000
0.000000 0.000000 0.000000 Hydrogen sulfide 0.000025 0.000025
0.000025 0.000025 0.000002 0.000002 0.000024 0.000024 0.000004
0.000004 0.000004 0.000105 0.000106 0.000105 0.000105 Nitrogen
0.010649 0.010649 0.010659 0.010659 0.000011 0.000011 0.010487
0.010487 0.011689 0.011667 0.011678 0.005456 0.005477 0.005466
0.005467 Carbon dioxide 0.112430 0.112430 0.112527 0.112527
0.002862 0.002862 0.117191 0.117191 0.029499 0.029500 0.029500
0.484156 0.489298 0.486713 0.486720 Methane 0.857372 0.857372
0.858147 0.858147 0.000000 0.000000 0.855687 0.855687 0.939207
0.939383 0.939295 0.506176 0.500532 0.503370 0.503378 Ethane
0.013810 0.013810 0.013822 0.013822 0.000000 0.000000 0.013070
0.013070 0.015330 0.015227 0.015278 0.003611 0.003915 0.003762
0.003762 Propane 0.001910 0.001910 0.001911 0.001911 0.000000
0.000000 0.001805 0.001805 0.002149 0.002114 0.002132 0.000363
0.000493 0.000428 0.000428 i-Butane 0.000621 0.000621 0.000622
0.000622 0.000000 0.000000 0.000575 0.000575 0.000699 0.000692
0.000695 0.000059 0.000080 0.000069 0.000069 n-Butane 0.000312
0.000312 0.000313 0.000313 0.000000 0.000000 0.000289 0.000289
0.000351 0.000348 0.000350 0.000029 0.000040 0.000035 0.000035
Mem 2A res Mem 2B res Mem 2A+2B
perm
Perm gas not used for MG regen.
Closed loop regen make-
up gas
Regen gas (heating)
Regen gas (cooling)
Combined spent regen
gas
Closed loop Spent regen gas recycle
Closed loop Spent regen gas bleed to
vent
Combined vent
PSA feed compressor
suction
PSA feed PSA vent gas
PSA product gas
recycle
UOP Stream Name 11N 13N 15N To Vent 3A 3B Spent Regeneratio
n
8A Combined
Vent
Pressure, psia 1268 1262 50 50 45 49 23 23 Pressure, bar_g 86.4
86.0 2.4 2.4 2.1 2.3 0.6 0.6 Temperature, F 46 55 49 49 550 49 231
198 Temperature, C 8 13 9 9 288 9 111 92 Molar Flow, lbmole/h 3318
2782 2789 461 1164 1164 2354 2883 Molar Flow, MMSCFD 30.2 25.3 25.4
4.2 10.6 10.6 21.4 26.3 Molar Flow, Nm3/h(gas) 33735 28282 28353
4686 11834 11834 23931 29309 Mass Density, lb/ft3 7.412 6.088 0.363
0.363 0.160 0.352 0.121 0.126 Molecular Weight 23.23 20.74 38.82
38.82 38.82 38.82 39.01 38.52 Composition, Mole Fraction Water
0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 0.007339
0.005992 Hydrogen sulfide 0.000026 0.000013 0.000197 0.000197
0.000197 0.000197 0.000195 0.000191 Nitrogen 0.007730 0.008759
0.002183 0.002183 0.002183 0.002183 0.002159 0.002363 Carbon
dioxide 0.249953 0.159998 0.812618 0.812618 0.812618 0.812618
0.803659 0.788773 Methane 0.736193 0.824314 0.183252 0.183252
0.183252 0.183252 0.181233 0.197562 Ethane 0.005194 0.005860
0.001669 0.001669 0.001669 0.001669 0.001651 0.001941 Propane
0.000677 0.000787 0.000070 0.000070 0.000070 0.000070 0.000069
0.000113 i-Butane 0.000113 0.000133 0.000006 0.000006 0.000006
0.000006 0.000006 0.000020 n-Butane 0.000057 0.000067 0.000003
0.000003 0.000003 0.000003 0.000003 0.000010
Note: 8N = 6N + 7N + depressurization gas + PSA product recycle
gas
Simulated hydrocarbon recovery = 97.47% (not accounting for fuel
consumption)
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 8 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
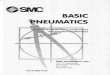
3.0 MemGuard After Cooling using Trim Coolers
The current operation shows a temporary increase in vessel
outlet temperature when a freshly regenerated MemGuard vessel is
brought online (adsorption/transition step). To buffer the increase
in membrane feed temperature, a transition step is designed in the
MemGuard unit, during which, both adsorption vessels of the same
train are online. The readings are based on spot monitoring of data
on 19th Oct 05.
MemGuard train I - Heat bump when fresh vessel is brought
onlineDuring the first 30 min. (transition step), the fresh and old
vessel are both online
0
20
40
60
80
100
120
140
160
8:42:35 8:52:26 9:02:16 time
T (F)
MemGuard vessel on adsorption outlet
MemGuard vessel in transition
Average outlet(adsorption + transition)
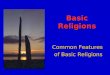
Still, the temperature bump propagates through the system:
The temperature bump reaches the 1st stage membranes, propagates
through the primary membrane residue (sales gas) and exchanges heat
with the raw feed gas in the feed coolers (E-0520/0525), after
which, it again reaches the MemGuard inlet. This recycle causes the
actual temperature bump to be extended in time
The temperature bump reaches the 1st stage membranes, increasing
the permeation rate. As a consequence, the permeate compressors
have to handle more permeate.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 9 of 42 By :
T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Propagation of temperature bump through the system
60
70
80
90
100
110
120
130
140
150
160
8:30:46 8:50:27 9:10:09 9:29:50 9:49:31 10:09:1 10:28:5 10:48:3
11:08:1time
T (F)
MemGuard Train 1 outletMembrane Train 1 inleat (incl recycle
stream) MemGuard Train 1 inlet
The current operation shows a temperature increase at the outlet
of the fresh MemGuard bed (prior to mixing with the outlet of the
2nd bed) during approximately 30minutes with a peak of +45F. In the
transition step, this peak is reduced by half before entering the
membranes. The temperature bump propagates in the sales gas and is
consequently recycled upstream of the MemGuard through cross
exchange in the feed coolers. This further extends the temperature
bump. The raw gas (upstream of the MemGuard), after cross exchange
in the feed coolers, has a temperature increase of 90 minutes with
a peak of +12F.
The permeate compressor flow (combined from Train 1 and Train 2)
varies from 43 to 48MMscfd. 157minutes (half of 315minutes) after
the first train, the next MemGuard train generates a temperature
bump.
Effect of membrane temperature on compressor flow
60
70
80
90
100
110
120
130
140
150
160
8:30:46 8:50:27 9:10:09 9:29:50 9:49:31 10:09:1 10:28:5 10:48:3
11:08:1time
T (F)
0
12
24
36
48
60
Flow (MMscfd)
MemGuard Train 1 outletMembrane Train 1 inleat (incl recycle
stream) MemGuard Train 1 inletPermeate compressor flow
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 10 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Due to the increased permeation on the primary membranes, the
2nd stage residue flow (recorded at recycle skid B outlet)
increases from 20 to 25MMscfd with a corresponding temperature
increase of 4F (from 58 to 62F). The effect starts simultaneously
in 1st and 2nd stage membranes but it lasts for 30 min. in 1st
stage and for 2 hours in 2nd stage membrane system.
The UOP MemGuard modeling shows that the temperature spike is
not a result of residual heat (incomplete cooling) in the
regenerated MemGuard vessel, but is inherent to the adsorption
process itself. It is important however to minimize the temperature
bump and eliminate the propagation of this effect which affects the
operation during a period of almost 1.5 hours.
UOP suggests to install heat exchangers (MemGuard After Coolers)
upstream of the existing primary membrane skids, as was already
proposed in the 300MMscfd expansion project (E-0531 and E-0536). If
a compact (Heatric) type exchanger is used (as already used in the
pre-treatment skids), the installation between the particle filters
and the membrane skid is fairly easy. Initially gas-gas cross
exchangers were suggested using the sales gas (200MMscfd) as a
cooling medium. However, to avoid the possible nuisance of a
varying temperature at the inlet of the sales gas compressors, OMV
has selected water trim coolers instead. 1. Simulation The
temperature spike in the MemGuard unit is a transient process that
is not reflected in the overall material balance. 2. Process
Benefits (in terms of emission and/or hydrocarbon recovery)
Eliminates the fluctuations on the permeate compressor
(5MMscfd). These fluctuations translate into a temporary increased
power demand, increased difficulty in controlling the plant and
limit the possibilities to use the spare compression capacity in
other improvement schemes. Without taking into account other
improvement schemes, the net saving is a power saving with a fuel
decrease of 0.3MMscfd * 30min/157min = 0.06MMscfd.
No significant impact on the overall hydrocarbon recovery, as
long as the recycle compressor has sufficient capacity to handle
the variations in permeate flow. In case of shortage in compression
power (e.g. With increasing feed gas flow rates to 240MMscfd or
after implementation the PSA unit), the impact on the hydrocarbon
recovery becomes very important, as excess permeate gas will have
to be flared.
Eliminates the fluctuations on the membranes. This facilitates a
more accurate adjustment to 3.0% CO2 in the sales gas.
3. Sizing / Duty The Cooling water at Kadanwari is specified
as:
Supply temperature Return temperature Wet bulb temperature Dry
bulb temperature
90 0F 110 0F
84F 119F
As the cooling tower has been upgraded taken in view of 3rd
train addition, a lot of room is available to bear more heat load.
At current operation, the supply temperature is around 85 0F and
return temperature is 97 0F.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 11 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Each cooler (one per train) should be able to cool 120MMscfd of
feed gas by 25F from 125F to 100F. This corresponds to a net duty
of 3.76MMBTU/hr (per train) Notes:
The sizing (Attachment 8) is for one cooler. Two coolers are
required (Train I & II) The attached sizing does not include
design margin (typical 10% on flow and duty) Each cooler will
operate intermittendly for about 30 minutes in a 315minutes cycle.
As
such: o The maximum flow of cooling water required for both
coolers combined is the
cooling water flow for one single heater. o The maximum duty of
cooling water required for both coolers combined is the
cooling water duty for one single heater. o The averaged duty =
2*30min/315min * max duty = 0.19 * max duty
The PID is shown in Attachment 4 Suggested changes on the
PID
Addition of TIT on The datasheet is shown in Attachment 8
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 12 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
4.0 Vent Gas pressure
In order to recover the vent gas in a PSA unit, the low pressure
vent gas (20psia) needs to be recompressed. In order to reduce the
PSA feed compressor duty, UOP has suggested to increase the
membrane permeate pressure. It is expected that the impact on the
membrane operation and MemGuard regeneration would be minor. a.
Increase of Membrane permeate pressure to 80psia
MemGuard regeneration gas at 80psia Vent at 50psia
b. PSA unit operating at PSA feed at 120psia PSA feed
Compression from 45psia to 135psia (note: the compression ratio
is
selected to fit in a single To verify impact, UOP asked to
perform a plant test run to generate the following operating data
at 17, 37 & 57 Psia vent header pressure:
Plant Feed Composition Recycle Compressor Feed Composition Gas
Composition of Vent Gas outside the depressurization step Gas
Composition of Vent Gas during the depressurization step.
OMV informed that they were not able to generate and collect
data from the site with respect to increased 2nd stage permeate
pressure as discussed in the meeting with OMV. OMV will go-ahead
with the option of base case having 50 psia as 2nd stage permeate
pressure and 17 psia vent pressure which requires approximately 4
MW PSA feed compressor as this option will have least affect on the
existing plant operation instead of selecting a lower 2 MW
compressor but compromising to a certain extent on the plant
operating conditions. OMV lists several reasons including the Plant
operations team is not fully convinced to run the plant now or even
later under these conditions as it is believed this may cause:
Overloading of the 2nd stage permeate compressor to a certain
extent MemGuard regeneration loop can be affected Less degree of
freedom to operate the 2nd stage membrane skids due to increase
in
permeate pressure Consequently overall membrane performance
could be affected
Conclusion: definition of design basis (= Alternative case 4
from the FEED study)
Current membrane permeate pressure o Membrane permeate pressure
50psia o Vent gas at 20 psia
PSA unit operating at o PSA feed at 120psia o PSA feed
Compression from 17 psia to 135psia
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 13 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
5.0 Vent Gas Analysis
The analysis report shows the Gas samples collected during
Memguard Depressurization step. Depressurization step was from 1425
HRS to 1450 HRS. of V1205A (samples at 1430, 1437 & 1445
HRS).
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 14 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
As the flow rate of the depressurization gas is not measured at
site, OMV agreed to use the number of 3.88Mmscfd average
depressurization flow rate previously calculated in the study The
permeate and vent analysis shows three times 78% and one time 80%
CO2. No errors in analysis were suspected by OMV and as such it is
proposed to use the average value of both measurements.
5.1 Validation of UOP model based on Vent Gas Analysis
The UOP model is validated using the attached analysis report
(Nov 18-22). Operating the plant At 218.88MMscfd Without closed
loop Without mixing depressurizing gas in the vent gas The model
predicts a vent flow characterized by
Simulation Case 60 Stream Name 12b Pressure, psia 17
Temperature, F 82 Molar Flow, MMSCFD 23 Composition, Mole% Water
0.61 Hydrogen sulfide 0.02 Nitrogen 0.22 Carbon dioxide 80.48
Methane 18.28 Ethane 0.17 Propane 0.01 i-Butane 0.00 n-Butane 0.00
Molecular Weight 38.84
The difference between model and site-measurements are :
Simulation Case 60 Nov 18 Nov 22 Stream Name 12b Analysis
Deviation Analysis Deviation Pressure, psia 17 44 17 Temperature, F
82 83 100 Molar Flow, MMSCFD 23 22.5 -2% 22.8 -1% Composition,
Mole% Water 0.61 - - Hydrogen sulfide 0.02 - - Nitrogen 0.22 0.15
0.40 Carbon dioxide 80.48 78.59 -2% 80.37 +0% Methane 18.28 20.73
+13% 18.85 +3% Ethane 0.17 0.35 0.24 Propane 0.01 0.17 0.14
i-Butane 0.00 0.00 0.00 n-Butane 0.00 0.01 0.00 Molecular Weight
38.84 38.14 -2% 38.64 -1%
Conclusion: The site data are in good approximation with the
model. As such the model can be used to estimate the overall
performance of the plant (recovery, compression flows, recycle
flows) in presence of the PSA unit.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 15 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
6.0 PSA unit
A PSA unit can recover >90% of the methane in the vent gas.
The PSA unit operates at a higher pressure and therefore requires
feed compression (to 120psia). The methane recovery in a PSA unit
can be traded off:
lower methane recovery, less recycle compression, with lower CO2
purity in vent gas higher methane recovery, higher recycle
compression, higher CO2 purity in vent gas
The PSA feed compressor can be a centrifugal compressor, a
piston compressor or even a screw compressor. UOP has designed over
800 PSA units including 25 PSA systems with over 40
compressors.
Selection of the recycle point of the recovered
hydrocarbons:
In principle, the hydrocarbons recovered in the PSA product gas
(at medium pressure) can be recycled to an inter-stage pressure of
the permeate compressor to reduce the power consumption of the
permeate compressor. However, OMV has indicated that the PSA
product gas should be mixed with the membrane permeate gas at the
low pressure suction of the permeate compressor. This avoids
operational changes and variations on the permeate compressor. In
this case the operating pressure of the PSA unit is selected
independently for optimum PSA performance and minimum PSA feed gas
compressor power consumption. The optimum PSA feed pressure is
120psia which corresponds to a compressor discharge pressure of
135psia.
Requirement of a tail gas drum:
The typical PSA PFD includes a tail gas drum (= vent gas drum)
to buffer the low pressure tail gas when it is sent to burners. The
requirement of a tail gas drum is discussed in section 8. The
current PSA proposal is exclusive of a tail gas drum.
Typical peripheral flow scheme and controls:
Figure: Peripheral flow scheme for a PSA unit
Note: The actual PSA controls for this project are detailed in
the PID in attachment 5.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 16 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Figure: PSA unit
General note: The simulations are based on the base case as
described in the scope of work. For 200MMscfd this corresponds to a
permeate flow rate of 43MMscfd. When increasing the feed to
240Mmscfd this further increases to 51Mmscfd. As this approaches
the design capacity of the permeate compressor of 60MMscfd, one
could judge that further improvements are not possible. However,
even though some of the presented options indicate compression
flows exceeding 60Mmscfd, one should keep in mind that: the actual
membrane performance is better than reflected in the material
balance (which
assumes end-of-life performance). As such the compression flows
in the simulations are overestimated.
the Kadanwari plant & PSA unit might not be operated at its
design throughput of 240MMscfd
the base case of the PSA unit includes the depressurization gas
which occurs during only 25 minutes per 157minute cycle.
At all times, the PSA operation can be adjusted such that the
combined compression feed stream is matched exactly with the actual
compression capacity. The combined recycle compression stream
consists of: first stage permeate gas recycle of PSA product
gas.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 17 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Methane PSA reference list: Note: UOP has supplied over 800 PSA
units worldwide, the reference mentioned below are for C1 & C2
applications User Country Feed Source Feed Flow Feed Product Flow
Startup Nm3h Barg Nm3h USA Miscellaneous off-gas USA Natural Gas
1973USA Natural Gas 860 13.1 406 1974USA Confidential 94.89 15.17
35 1977Russia Natural Gas 2130 11 900 1979USA Natural Gas 1980USA
Natural Gas 603 13.79 314 1980Russia Natural Gas 2130 11 900
1981Canada Natural Gas 860 16.21 357 1984USA Natural Gas 7691 9.79
3181 1985Saudi Arabia Natural Gas 4375.9 11.59 2333 1985Russia not
defined 2680 10 1165 1987Canada Natural Gas 1172 22.07 558 1988USA
Natural Gas 2478 17.24 1267 1990USA Ethylene off-gas 1529 25.86 643
1991USA Natural Gas 1462 17.59 737 1993USA Natural Gas 4342 21.72
2623 1994USA Natural Gas 2300 24.14 837 1995Belgium Natural Gas
1903 24 1203 1996Saudi Arabia Ethylene off-gas 4420.55 2367
1999Saudi Arabia Natural Gas 2026 20.5 825 2005
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 18 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
6.1 Inlet temperature of the PSA unit
The recycled regeneration gas has to be cooled prior to entering
the regeneration gas compressor. According to the hysys model:
Currently the spent regeneration gas (318F) is cross-exchanged
(cooled to 216F 2.5MMBTU/hr)) in E-1215, air-cooled in E-1210 (124F
2.1MMBTU/hr) and again cross-exchanged in E-1215 (heated to 231F).
This scheme is no longer feasible as the PSA feed compressor cannot
be fed at 231F. The cross-exchange has to be eliminated at
additional cost of air cooling E-1215 (duty 4.7MMBTU/hr) to achieve
a final temperature
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 19 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
7.0 Recovering the depressurization gas
The MemGuard depressurizing gas is characterized as follows
Pressure (start/end) psia 1270-50 Quantity (scf) (Source: UOP
MemGuard model) 67400 Duration (minutes) 25 Estimated Flow
(min/average/max) MMscfd - / 3.88 / - Composition Average: 85.6%
CH4, Average losses (based on average of 315min cycle time):
Q(scf)*24h*60min*2trains/315min
0.62MMscfd of gas with 87% HC,12%CO2
Dep gas composition
00,10,20,30,40,50,60,70,80,9
1
0 0,1 0,2 0,3 0,4 0,5Time, h
mol
frac
tion
0,00
0,02
0,04
0,06
0,08
0,10
CH4CO2H2OC10C9
Figure: Depressurization Gas - composition as function of
time
OMV has selected to mix this gas with the Vent Gas and send it
to the PSA unit. If the depressurization logic is switched to
flow-control (recommended), the depressurization gas introduced
+3.88MMscfd additional PSA feed flow. The depressurization step
takes 25 minutes every 157 minutes. The depressurization gas will
be mixed with the 2nd stage permeate gas and buffered at 50psia.
The PSA will see a flow rate changing from approximately 33.7MMscfd
(no depressurization) to 37.2Mmscfd (depressurization). The
molecular weight varies from 38.9 (no depressurization) to
36.8kg/kmol (depressurization).
Note: One could argue that in principle it should be possible to
distinguish two parts in the
depressurization step: Part 1: The MemGuard depressurization gas
can be sent directly (through a PCV
set at 150psia) to the PSA feed as long as the MemGuard pressure
is >200psia. This represents a quantity 88% of the complete
depressurization gas with an average flow rate of 3.88MMscfd.
Part 2: As soon as the pressure drops below 200psia, the gas is
sent to the PSA feed gas compressor.
The advantage of this scheme is limited to power saving on the
PSA feed compressor. As the sizing of the compressor is not
affected and to avoid overcomplicating the process scheme, it is
preferred not to choose this scheme and to send the entire
depressurization gas (1270-50psia) to the PSA feed compressor.
In presence of a PSA unit, UOP recommends to send the
depressurization gas to the suction of the PSA feed compressor.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 20 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
The repressurising/depressurising of the MemGuard vessels are
transient processes that are difficult to reflect in the overall
material balance. In reality, there is a slight fluctuation on the
feed gas (at constant sales gas) or in the sales gas (at constant
feed gas flow rates) inherent to the repressurising step of the
MemGuard vessels. The depressurizing stream is complementary to the
repressurising step. The material balance shows a slip stream of
each MemGuard unit that is directed to the PSA unit. Depending on
the final compressor selection, a buffer vessel on the compressor
suction might be recommended to smoothen the feed flow to the PSA
feed compressor. A 100m3 buffer vessel has estimated dimensions
& cost of:
Vessel volume of buffer 100m3 Design pressure (psia) 70psia OD /
TT / Total Height (mm) 3200 / 11500 / 15000 Weight (kg) 17000
Estimated CAPEX 60k (buffer vessel)
PSA unit at constant recovery or PSA unit at constant product
flow
Operating the PSA unit at a constant recovery (90% methane
recovery) results in an increased PSA product flow during the
depressurization step (as the PSA feed flow increases from
33.7MMscfd to 37.2Mmscfd. The PSA product increases 12.4MMScfd
(outside the depressurization step) to 15.5MMscfd. Although
recycling as much of the methane recovered from the vent gas is
favourable, it might exceed the available permeate compression
capacity (~60MMscfd) and cause minor variations of the operating
conditions. The material balance shows the combined permeate
compressor feed to increase to 67.8MMscfd. If the permeate
compressor capacity is exceeded, a slip stream of the vent gas will
be bypassed around the PSA system using a FCV.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 21 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
PSA unit design basis UOP case 61 240MMscfd with PSA No
depressurization step
Raw feed 1N+1Q Combined spent regen gas upstream E-1210
3A+3B
Combined spent regen gas
PSA feed compressor suction
PSA feed PSA vent gas PSA product gas recycle
Stream Name 9 5 Spent Regeneration
12 16 PSA vent PSA product
Pressure, psia 1,290 30 23 17 125
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 22 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
PSA feed compressor design basis
UOP case 62 240MMscfd with PSA Including depressurization
step
Raw feed 1N+1Q Combined spent regen gas
upstream E-1210 3A+3B
Combined spent regen gas
PSA feed compressor suction
PSA feed PSA vent gas PSA product gas recycle
Stream Name 9 5 Spent Regeneration
12 16 PSA vent PSA product
Pressure, psia 1,290 30 23 17 125
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 23 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
8.0 PSA Vent Gas Data for compatibility check with
incinerator
The PSA vent gas (also called tail gas or off gas), is to be
routed to the incinerator to avoid H2S emissions. Any PSA vent gas
will have some fluctuations which our inherent to the PSA process
(batch process). Assuming a constant flow rate (assuming ideal
downstream flow control), the PSA vent gas will have some
fluctuations in composition and as a consequence LHV and Wobbe
(BTU/scf).
No mixing drum (cycle without depressurization gas)
42
43
43
44
44
45
45
46
46
0 20 40 60 80 100 120 time (s)
MW
0
10
20
30
40
50
60
70
80
LHV & Wobbe
MWLHV (BTU/scf)Wobbe
% fluctuation =(max-min)/avg LHV = 27.3%Wobbe = 27.7%MW =
0.84%
In addition to the compositional variations discussed above, two
other variations should be addressed. The PSA vent gas with
properly tuned downstream FCV will fluctuate (assuming a constant
feed stream) with typical 1-3%. For design purposes a fluctuation
of 5% is assumed Because of the addition of the MemGuard
depressurisation gas (30minutes every 157 minutes), the feed flow
to the PSA unit changes. This again induces a compositional
variation as well as a flow variation. This is represented
qualitatively in the chart below. For clarity the following chart
is only qualitative neither absolute numbers nor scale are
shown)
PSA vent gas - Qualitative
25
30
35
40
45
50
55
60
65
70
75
0 20 40 60 80 100 120 time (min)
MWFlow RateLHVWobbe
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 24 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Downstream processes that cannot handle the presented variations
require a so called mixing drum on the vent gas downstream the PSA
unit. This is very common when for example the PSA vent gas is used
as a fuel gas in steam reformers. An example can be seen in the PSA
picture in section 6.0 above. Installing a mixing drum reduces the
compositional variations significantly (roughly by a factor of
three). Compare the qualitative representation below with the one
above.
PSA vent gas - QualitativeWith mixing drum
25
30
35
40
45
50
55
60
65
70
75
0 20 40 60 80 100 120 time (min)
MWFlow RateLHVWobbe
8.1 Quantitaitve data of PSA Vent Gas
Outside depressurisation step Variations without
mix drum Variations with mix drum
PSA Product Flow to permeate compressor (MMscfd)
12.41
PSA Vent Flow (MMscfd) 21.40 5% 5% PSA Vent MW 43.2 0.8% 0.3%
PSA Vent LHV(BTU/scf) 48.0 27% 9% PSA Vent Wobbe (BTU/scf) 43.2 28%
9% During depressurization step, PSA Product Flow to permeate
compressor (MMscfd) 15.53
PSA Vent Flow (MMscfd) 21.85 5% 5% MW 42.7 0.8% 0.3% PSA Vent
LHV(BTU/scf) 63.7 27% 9% PSA Vent Wobbe (BTU/scf) 57.8 28% 9%
During depressurization step, Constant Product Flow to permeate
compressor (MMscfd) 12.41
PSA Flow bypassed through FCV 5.97 PSA Vent Flow (MMscfd) 23.29
5% 5% MW 41.2 0.8% 0.3% PSA Vent LHV(BTU/scf) 113.0 27% 9% PSA Vent
Wobbe (BTU/scf) 104.8 28% 9%
8.2 Conclusion on tail gas drum
OMV recommends not to install a tail gas drum and, instead, to
take into account the above PSA vent gas variations into the design
of the incinerator.
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 25 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
9.0 PSA Feed Gas Compressor Package design basis
The PSA Feed Gas compressor package includes PSA Feed Gas
Compressor Compressor Driver (Gas Motor or Gas Tubine) Compressor
inlet KO drum (if required) Compressor intercooler(s) Compressor
after cooler + KO drum (process gas outlet 135F)
Fuel gas specification
Site Conditions: Ambient conditions: Maximum Temperature :
Minimum Air Temperature: Site Elevation: Average Humidity: Average
Rain Fall: Earth Quake Zone: Wind Velocity (max):
131 0F 25 0F 170 ft above sea level 25% 50-75mm (Usually in
Jul/Aug) 2 160 Km/hr
Cooling water: Supply temperature Return temperature Wet bulb
temperature Dry bulb temperature
90 0F110 0F84F
119F
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 26 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Design basis
UOP case 62 240MMscfd with PSA Including depressurization
step
PSA feed compressor
suction
PSA feed
Stream Name 12 16 Pressure, psia 17 125 Pressure, bar_g 0.2 7.6
Temperature, F 86 135 Temperature, C 30 57 Molar Flow, lbmole/h
4,104 4,104 Molar Flow, MMSCFD 37.4 37.4 Molar Flow, Nm3/h(gas)
41,728 41,728 Mass Density, lb/ft3 0.112 0.742 Molecular Weight
36.81 36.81 Composition, Mole Fraction Water 0.004209 0.004209
Hydrogen sulfide 0.000142 0.000142 Nitrogen 0.003173 0.003173
Carbon dioxide 0.733698 0.733698 Methane 0.254334 0.254334 Ethane
0.002551 0.002551 Propane 0.000244 0.000244 i-Butane 0.000068
0.000068 n-Butane 0.000034 0.000034 C5-C20 0.001544 0.001544
Note: pressure of 125psia is downstream the compressor after
cooler Check case
UOP case 61 240MMscfd with PSA No depressurization step
PSA feed compressor
suction
PSA feed
Stream Name 12 16 Pressure, psia 17 125 Pressure, bar_g 0.2 7.9
Temperature, F 86 135 Temperature, C 30 57 Molar Flow, lbmole/h
3,709 3,709 Molar Flow, MMSCFD 33.8 33.8 Molar Flow, Nm3/h(gas)
37,710 37,710 Mass Density, lb/ft3 0.117 0.819 Molecular Weight
38.97 38.97 Composition, Mole Fraction Water 0.004657 0.004657
Hydrogen sulfide 0.000157 0.000157 Nitrogen 0.002235 0.002235
Carbon dioxide 0.811649 0.811649 Methane 0.178294 0.178294 Ethane
0.001344 0.001344 Propane 0.000055 0.000055 i-Butane 0.000005
0.000005 n-Butane 0.000002 0.000002 C5-C20 0.001532 0.001532
Note: pressure of 125psia is downstream the compressor after
cooler
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 27 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
10.0 Close out of HAZOP report - FEED
PRELIMINARY HAZOP OUTSTANDING ITEMS FOR UOP DOC. NUM BER
B060-ILFM-AD-0001-HAZOP STUDY POLYBED PSA Node 1: Feed Tie-in (PSA
Feed)
Action item 1 : Review options for pressure control of product
stream. A PIC on the PSA product line will be installed to maintain
the PSA adsorption pressure.
closed
Action item 2 : Consider by-pass of PSA unit upstream of
compressor FCV is installed to bypass compressor+PSA directly to
incinerator to bypass excess feed flow. QO XV is installed to
bypass compressor+PSA directly to cold vent.
closed
Action item 3 : PIC not available in existing plan PCV installed
on compressor discharge and on PSA product line to cold flare.
closed
Action item 4 : PSV between compressor and PSA not installed yet
PSV sized for full PSA feed flow installed on compressor discharge
line downstream of discharge KO drum.
closed
Action item 5 : Consider position indicators for bypass valve As
the FCV is a control valve, it will be equipped with a position
transmitter internal in the valve positioner. SDV to be equipped
with limit switches.
closed
Action item 6 : Check impact on MemGuard bed Upon trip of PSA
compressor, the quick opening XV to cold vent will open and relief
to cold vent. So there is no possibility to create significant
pressure increase in the upstream system that could lift the
MemGuard adsorber beds.
closed
Action item 7 : Shutdown system PSH/PSHH/ESD valves to be
defined during basic engineering HH trips and ESD valve will be
according to current plant philosophy.
closed
Action item 8 : Define location of piping class spec break All
piping is 150 lbs class.
closed
Action item 9 : Impact (of PSV failure) on product gas
composition to verified during basic engineering Expected
variations in PSA product gas and PSA tail gas MW are negligible
compared to the variations intrinsic to the normal PSA operation
and addition of depressurisation gas. See basic engineering study
8.0. (Note: failure of PSV is failure of a safety device and not
condidered in Hazop. Leakages through PSV are considered here, not
failure)
closed
Action item 10/11 : TSHH not available TSHH installed on
compressor discharge downstream of discharge KO drum. TSHH linked
to PSA unit shutdown logic. Also TSHH on compressor discharge
linked to compressor shutdown logic.
closed
Action item 12 : KO drum not yet available
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 28 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
KO drums installed on compressor suction and discharge.
closed
Action item 13 : PSA design to be reviewed in FEED study
Addition of MemGuard depressurisation gas is included in the PSA
design.
closed
Action item 14 : Corrosion of valves, erosion, to be defined
during FEED study Preventive maintenance on PSA valves to be done
per maintenance instructions. This includes regular valve seat
replacement, tightening and/or replacement of gland packing in case
of detection of valve leakages. Corrosion from H2S or CO2 is not
expected as long as condensation does not occur. Feed and off-gas
line are traced to prevent condensation. No condensation possible
in product line.
closed
Action item 15 : SDVs and BDVs to be defined as per existing
isolation concept BDVs installed on PSA adsorbers, to open on
ESD-1.
closed
Node 2: Product Tie-in (PSA Product gas to recycle
compressor)
Action item 1 : Review the anti-surge control system (of recycle
compressor) Recycle compressor can handle sudden drop in feed flow
by 12 MMSCFD, anti-surge valve may open.
closed
Action item 2 : Review the capacity of recycle compressor
Recycle compressor can handle small reduction in feed flow due to
lower recovery in 5-bed operation. Install flow measurement with
high flow override to kick open PCV to cold vent.
closed
Action item 3 : Consider NRV and SDV SDV installed on PSA
product line downstream of product PCV. NRV installed in between
PCV and SDV on product line.
closed
Node 3: Tail Gas Tie-in (PSA Tail or Vent gas to
Incinerator)
Action item 1 : Review requirement for PIC on tail gas in
overall context with water seal pot on tail gas system PSV sized
for full feed flow is installed. No need to install a water seal
pot. PCV to cold vent is installed.
closed
Action item 2 : PSV design to be reviewed during basic /
detailed design with respect to superimposed back pressure PSV is
sized for full PSA feed gas flow to cover the scenario of a
simultaneous failure of a feed and off-gas valve on the same
adsorber within the PSA skid. PSV type shall depend on the ratio
set pressure / superimposed back pressure to select pilot operated
or balanced bellows type. OMV to recommend on maximum superimposed
back pressure after detailed design of relief system has been done.
See recommendation 14 of Hazop Feb 07.
closed
Action item 3 : Compatibility of PSA tail into incinerator gas
to be reviewed by vendor Zeeco Design material balances will be
supplied by UOP. Worst case scenario with 10% - 15% lower recovery
will be included.
Out-standing
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 29 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
Node 4: Utilities
Action item 1 UOP to confirm O2 and CO2 content as well as
dew-point of N2 used for purging 4% O2 content is rather high to
reach below explosion limit values. Long purging may be required
before levels below 5% O2 are reached. The plant can produce N2 of
higher purity in O2 content at lower capacity; this would be
preferable if it can be accommodated during PSA start-up if other
unit demands allow for it. Dew point is rather high, water content
may adsorb irreversibly onto PSA adsorbent and cause minor
adsorbent deactivation. Dew-point of -40 C is recommended. It is
confirmed by site that -40 C can be reached under optimum operating
conditions.
To be included in operations manual
Action item 2 OMV operations to confirm availability of N2
Operations confirm during meeting of Feb 7th that the demand can be
met.
Closed
Action item 3 OMV operations to confirm availability of
Instrument air Operations confirm during meeting of Feb 7th that
the demand can be met.
Closed
Action item 4 UOP to confirm electrical power consumption For
PSA control cabinet including skid instrumentation and auxiliaries,
2 kW is sufficient. For tracing on feed and tail gas lines, approx
5 kW (to be confirmed) is required.
Closed
Action item 5 OMV operations to confirm availability of required
electrical power Operations confirm during meeting of Feb 7th that
the demand can be met.
Closed
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 30 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
MEMGUARD AFTERCOOLER UNIT Node 1:
Action 1 - Heat exchanger sizing to be addressed during basic
engineering See section 3.0
closed
Action 2 Detail exchanger type and design to be defined during
basic engineering See section 3.0 and detailed engineering
phase
detailed engineering phase
Action 3 Review NRV locations during basic engineering NRVs have
been reviewed during the HAZOP (section 11). Refer to PID in
attachment 4.
closed
Action 4 Heat exchanger design to be addressed during basic
engineering, fouling to be addressed properly See section 3.0,
section 11 and detailed engineering phase. Replaced by Action 15
& 16 from the HAZOP meeting in Feb 2007.
Closed
Action 5 - Heat exchanger design to be addressed during basic
engineering Same as action 2
Closed, Replaced by action 2
Action 6 Access and chemical cleaning requirements to be
addressed during detailed engineering outstanding
detailed engineering phase
Action 7 Ops to review free cooling water capacity, system
bottlenecks Outstanding, see data in section 3.0
By OMV
Action 8 CW demand to be defined during basic engineering See
section 3.0
Closed
COSMAX UNIT Node 1: The COSMAX option is no longer considered by
OMV Node 2: The COSMAX option is no longer considered by OMV Node
3: The COSMAX option is no longer considered by OMV
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 31 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
11.0 HAZOP report Basic Engineering
A HAZOP meeting was held on 6-7 February, attended by OMV
engineering, operations & maintenance and UOP. The HAZOP report
is attached in attachment 11. The PIDs are attached separately in
Attachment 4 & 5 The action list is repeated below with a
suggested responsibility for the next phase. The following
responsibilities are considered 1. OMV (operations) 2. Detailed
design 3. Compressor detailed design
Recommendations Place(s) Used Suggested Responsibility
1. provide level alarm in CCR in order to detect seal break
Causes: 1.1.1 OMV
2. check pressure levels between inlet PSA compressor and tail
gas outlet line PSA unit
Causes: 1.2.1 Detailed design
3. design compressor so that suction pressure will not go below
17 psia
Causes: 1.2.1 Compressor detailed design
4. compressor to shut down on failure of capacity control (high
flow) Causes: 1.2.3 Detailed design
5. PSA compressor supplier to consider check valve at suction
Causes: 1.4.2 Compressor detailed design
6. design compressor so that creation of vacuum due to
compressor operation is not possible
Causes: 1.6.3 Compressor detailed design
7. PSA compressor should be capable to take into account the
composition and MW variation
Causes: 1.11.1 Compressor detailed design
8. current philosophy of PCV to vent and FCV to incinerator is
to be changed as it has been moved downstream PSA unit
Causes: 1.17.1 OMV
9. compressor aftercooler should be air cooler Causes: 2.15.4
Compressor detailed design
10. start-up procedure of PSA product should be integrated in
recycle compressor turn-up procedure
Causes: 4.12.1 OMV
11. verify if incinerator will trip or go into safe mode
operation upon FSLL
Causes: 5.1.1 OMV
12. verify if incinerator can cater slight variations in flow
and composition
Causes: 5.2.1, 5.11.3
OMV
13. evaluate installation of check valves (opening of check
valves in low pressure service)
Causes: 5.4.1 Detailed design
14. review of superimposed back pressure during basic / detail
design Causes: 5.5.3 Detailed design
15. fouling to be addressed during detailed engineering Causes:
6.7.3 OMV
16. access and chemical cleaning requirements to be addressed
during detailed engineering
Causes: 6.14.1 OMV
17. provision of corrosion coupons (CC) / probes Causes: 6.14.2
OMV
18. OMV to review available cooling water capacity, system
bottlenecks
Causes: 6.15.1 OMV
19. evaluate selection procedure for PSV in order to avoid
popping problems eg PSV seat material selection
Causes: 8.1.1 OMV
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 32 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 1
Process Flow Diagram for Kadanwari Plant
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 33 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 2
Block Diagram for Kadanwari Emission Overview
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 34 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 3
Kadanwari
Recycle Compression System
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 35 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 4 G6120-002/04
PID integration of MemGuard after coolers
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 36 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 5 G6120-002/01 G6120-002/02 G6120-002/03
PID integration of PSA unit
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 37 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 6 H2741-001 Proces Flow Diagram
PSA unit on Vent Gas
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 38 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 7 H2741
Proposal for PSA unit on Vent Gas
Rev 1
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 39 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 8 MemGuard after cooler design basis
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 40 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 9
Solar proposal for PSA feed compressor with typical PIDs
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 41 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 10
OMV Kadanwari PFD & PIDs
-
uop UOP N.V., Noorderlaan 147, B-2030 Antwerp, Belgium
PROJECT SPECIFICATION Number Rev. E-G6120 0 Sheet : 42 of 42 By
: T Cnop
KADANWARI PLANT EMISSION REDUCTION PROJECT BASIC ENGINEERING
ATTACHMENT 11
HAZOP report