Embed Size (px)
Citation preview

26 Coal People Magazine www.coalpeople.com
t approximately 3:15 PM CST on Friday, March 13, 2009, Frontier-Kemper’s Drilling Division completed the largest single-pass hole (20 ft. diameter) ever drilled in North America
utilizing the new DHI 240 Blind Drill System at the Oaktown Fuels Mine No. 1 in Oaktown, Indiana. Coincidentally, this event also marked the completion of Frontier-Kemper’s first blind-drilled shaft. After months of hard work and long hours making Frontier-Kemper’s dream of entering the blind drilling market a reality, it was certainly a joyous moment for members of Frontier-Kemper’s Drilling Division. Drilling Superintendent, Charlie Ernst, and Blind Drilling Sales Manager, Alan Zeni, who were both instrumental in taking the DHI 240 from concept to reality, made the call to Rob Brown, Manager of Frontier-Kemper’s Mining Division, to inform him of the good news. By Rob’s account, he answered the phone to hear two grown men cheering; “It’s done! The crew exceeded our expectations, the machine exceeded our expectations. It’s a great day!” After all of the work that went into planning, designing, and marketing the 240-ton capacity rig, it was a great reward to see what this spectacular machine and a skilled drill crew are capable of.
Frontier-Kemper’s Dream Becomes a RealityWith a Crew and Machine that Exceeded Expectations, Frontier-Kemper JoyouslyCompletedIts FirstBlind-Drilled Shaft
A
Charlie Ernst
Alan Zeni

27JUNE Underground/Longwall Mining Issue
Frontier-Kemper Constructors, Inc. (FKCI) chose to enter the blind drilling market for several reasons, the first and foremost being the rather large resurgence that the coal industry has experienced over the past couple of years. The increase in the price of coal continues to drive more production, as well as a tremendous amount of new development work. Much of this development work includes vertical shaft construction for ventilation, access to existing underground operations for men and materials, and new mine development. Coal mine shafts are typically large in diameter and are relatively shallow compared to shaft requirements in
metal mines – where ultra deep shafts may need to reach more than 7,000 ft. in depth. In general, coal mining requires more ventilation because of the gasses and dust that accumulate during production mining. A high production coal mine at a depth of 700–1,000 ft. can sometimes require two or more large ventilation shafts in a typical year. A typical ventilation shaft is 20–30 ft. in diameter with separate compartments for intake and exhaust. Historically, shafts of this size have been sunk conventionally using explosives and the usual pneumatic drilling and mucking equipment. Smaller shafts, 10–20 ft. in diameter, can be drilled mechanically using either a raise bore or blind boring machine and often times provides the
client with an efficient, cost effective alternative to conventional methods.
The blind drilling process is similar to raise boring in that the cutting action of breaking the rock into chips is achieved through the rotation of the cutterhead. However, in blind drilling, thrust is applied using dead weight suspended above the cutterhead and the cuttings are removed by washing/vacuuming them back to the surface. Similarities aside, it is important to note that blind drilling differs from raise boring in several important ways:
• The machine on the surface does not push the cutterhead; rather, the cutterhead must be weighted with a stack of cast
Frontier-Kemper’s Dream Becomes a Reality Frontier-Kemper’s drilling crew at the Oaktown shaft project
continue

28 Coal People Magazine www.coalpeople.com
iron, or lead filled, rings directly above the cutterhead to force downward motion.
• There is no need for a pilot hole.• There is no need for access at
the shaft bottom.• The drill pipe is not run under
extreme tension and is less likely to fail.
• A larger site is required on the surface for handling the cuttings.
There are also certain advantages that blind drilling can offer coal mines over raise drilling:
• Blind drilling allows the shaft to be constructed before the mining operation reaches the site. When the development section cuts under the shaft, it is ready to be placed online.
• Blind drilling a shaft for fan or escape hoist installations can be done prior to cut through, saving
critical time.• The risk of water leakage into
the mine is reduced with a steel lined blind drilled shaft.
• Raise boring requires underground support, such as scoops and personnel, to be available to remove cuttings; blind drilling does not require underground support.
• Transporting the cuttings from a raise bore operation to the production belt can reduce the flow of coal to the prep plant; with blind drilling, cuttings are removed at the surface.
In the summer of 2007, FKCI made the decision to enter the Blind Drilling market – not only to serve the mining industry, but also to provide services for the heavy civil industry. Alan Zeni and Charlie Ernst joined Frontier-Kemper to help with the process. Alan has over 35 years of ex-perience in the large diameter drilling
industry, having served as President/Vice Present, Director of Operations, and Project Manager for several companies and projects. Charlie has over 30 years of experience in the drilling industry, and has worked in several Field Supervision and Management positions on a variety of shaft drilling projects. To support this new team, Frontier-Kemper, in a joint agreement with Wirth and ACI, designed and fabricated a 240-ton blind drilling rig, model DHI 240 – or Big Blue, as those close to the project refer to the machine.
The creation of Frontier-Kemper’s DHI 240 involved the design and fabrication of several components. Wirth/ACI de-signed and fabricated the drill rig’s drill collars, upper stabilizer, lower stabilizer, cutterhead, rotary table, traveling block, crossover assembly, swivel, and Kelly bar. FKCI took responsibility for the mast, headworks, sliding platform, pipe han-dler, electrical work, hydraulics, and con-trol systems. Throughout late 2007 and early 2008, components were shipped to FKCI’s Shop and Yard facilities from Wirth’s fabrication shop in Germany. In its current configuration, Big Blue is ca-pable of drilling shaft up to 20 ft. in di-ameter and can reach depths in excess of 1,400 ft.
The second quarter of 2008 was quite busy for many employees at the Evans-ville Headquarters Office and Shop/Yard Facilities. In June 2008, the Evansville Shop – along with the support of Frontier-Kemper’s Engineering Department and Drilling Division – took part in the set-up and testing of FKCI’s new DHI 240 Blind Drilling System. As a foundation for this assembly, FKCI placed concrete for the blind drill test pad just outside of Frontier-Kemper’s paint shop. Ron Joyce, Project Superintendent for FKCI’s Mining Divi-
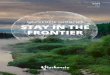
First erection of the DHI 240DHI 240 assembly work in the Evansville yard Lowering down hole tools and stabilizers for the first time

29JUNE Underground/Longwall Mining Issue
sion, was called in briefly to assist with the place-ment of the concrete. The Engineering Department saw many late nights as they worked through design issues. The Shop and Yard Staff worked unsched-uled evenings and weekends during the fabrication and testing of the DHI 240’s components. It was an effort months in the making, with the generous re-ward of seeing the finished product standing tall in all of its glory.
In the meantime, Alan Zeni spent day in and day out on the phone looking for a willing customer. In Oc-tober 2008, FKCI was awarded its first blind drilled shaft contract from Black Panther Mining LLC. The 18 ft. (finished) diameter Return Shaft was construct-ed at Black Panther’s Oaktown Fuels Mine No. 1. It was drilled to a record-setting 20 ft. diameter and then concrete lined to a finished diameter of 18 ft. The final depth of the shaft was approximately 348 VF. As originally planned, the shaft would have been sunk conventionally, but Black Panther Mining ac-cepted an alternate proposal to blind drill the shaft. The drilling crew, led by Drilling Superintendent Charlie Ernst, built a concrete foundation and poured the shaft collar to depth of 40 ft. to support the un-consolidated ground and provide a launch point for the drill. The rig had very few shakedown problems, but some difficulties were experienced with sticky shale and clay. The correct chemical treatment of the circulation fluid, determined with the help of Brock Yordy of Halliburton/Baroid IDP, quickly resolved the issues. The drill cut and removed 11.6 cy of material for every vertical foot of advance. The advance rate was, at times, one foot per hour or better.
The design, testing, and launch of Frontier-Kemper’s Blind Drilling Division was a massive undertaking, but the final payoff made all of the long hours, heavy labor, and complex design work worthwhile. Charlie took great pride in the project, stating “What keeps you going is we’re doing this from scratch, seeing it from concept to reality. We can see a new opera-tion start up from a couple of guys drawing pictures on napkins to actually drilling a 20 ft. diameter shaft. That’s one of the nice things we get to do.”
DHI 240’s stabilizers in the shaft collar
The DHI 240 fully assembled in the Evansville yard
Mine Development • Shaft Construction Slope Construction • Blind Drilling • Raise Boring
VISIT US AT LONGWALL BOOTH NO. 1001www.frontierkemper.com