Embed Size (px)
Citation preview

From 2D to 3D: Strain- and elongation-free topologicaltransformations of optoelectronic circuitsDejiu Fana, Byungjun Leea, Caleb Coburnb, and Stephen R. Forresta,b,c,1
aDepartment of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, MI 48109; bDepartment of Physics, University of Michigan,Ann Arbor, MI 48109; and cDepartment of Materials Science and Engineering, University of Michigan, Ann Arbor, MI 48109
This contribution is part of the special series of Inaugural Articles by members of the National Academy of Sciences elected in 2015.
Edited by John A. Rogers, Northwestern University, Evanston, IL, and approved January 18, 2019 (received for review July 31, 2018)
Optoelectronic circuits in 3D shapes with large deformations canoffer additional functionalities inaccessible to conventional planarelectronics based on 2D geometries constrained by conventionalphotolithographic patterning processes. A light-sensing focalplane array (FPA) used in imagers is one example of a system thatcan benefit from fabrication on curved surfaces. By mimicking thehemispherical shape of the retina in the human eye, a hemispher-ical FPA provides a low-aberration image with a wide field ofview. Due to the inherently high value of such applications, in-tensive efforts have been devoted to solving the problem of trans-forming a circuit fabricated on a flat wafer surface to an arbitraryshape without loss of performance or distorting the linear layoutsthat are the natural product of this fabrication paradigm. Here wereport a general approach for fabricating electronic circuits andoptoelectronic devices on nondevelopable surfaces by introducingshear slip of thin-film circuit components relative to the distortingsubstrate. In particular, we demonstrate retina-like imagers thatallow for a topological transformation from a plane to a hemi-sphere without changing the relative positions of the pixels fromthat initially laid out on a planar surface. As a result, the resolutionof the imager, particularly in the foveal region, is not compromisedby stretching or creasing that inevitably results in transforming a2D plane into a 3D geometry. The demonstration provides a gen-eral strategy for realizing high-density integrated circuits on ran-domly shaped, nondevelopable surfaces.
topological transformation | sensor arrays | semiconductor processing
Optoelectronic circuits shaped onto 3D surfaces can offeradditional functionalities inaccessible to conventional planar
electronics based on 2D geometries that are routinely fabricatedby conventional photolithographic patterning processes. A light-sensing focal plane array (FPA) used in imagers is one example ofa system that can benefit from fabrication on curved surfaces. Bymimicking the hemispherical shape of the retina in the human eye,a hemispherical FPA provides a lightweight, compact imagingsystem with a low-aberration image, a low f number, and a widefield of view (1–8). Other examples include head-up and virtual re-ality displays that are often needed on curved or folded surfaces (9),wearable sensing devices (10–12), and conformal light absorptionmodules (13–16). Due to the inherently high value of these appli-cations, intensive efforts have been devoted to solving the problem oftransforming a circuit fabricated on a flat wafer surface into one ofarbitrary shape without loss of performance or distorting the linearlayouts that are the natural product of this fabrication paradigm.Fig. 1A illustrates the deformation of a developable circuit from
a flat to a cylindrical surface, representing a transformation be-tween topologically equivalent surfaces. This transformationmaintains a constant relative distance between two arbitrary fixedpoints on the surface (e.g., points 1 and 2) (17). Optoelectroniccomponents fabricated on flexible substrates can be trivially bentto become functional devices on these developable surfaces (4,18–21). The topological transformation from a developable to anondevelopable surface, however, is a more general type of
distortion that can morph a plane into a random 3D shape. Fig. 1Billustrates circuits fabricated on a stretchable plane (e.g., a de-flated balloon) transformed into a nondevelopable spherical sur-face (an inflated balloon). This topological transformation resultsin a change in the relative distance between two arbitrary fixedpoints on the surface (points 1 and 2 in Fig. 1B) (17). Electroniccomponents fabricated on brittle semiconductors attached to thedeformed surface suffer from strain that may eventually lead tostructural damage (10, 22). Furthermore, the increased distancesbetween points can lead to loss of resolution in pixel arrays locatedon the initially flat surface.One extensively studied system that benefits from being sha-
ped into a nondevelopable hemispherical architecture is theimage-sensing FPA. It offers significant benefits if a retinal shapecan be achieved without changing the interpixel spacing thatresults in loss of image resolution or image distortion. The retinais the nearly hemispherical light-sensitive layer on the back of thehuman eye on which an image is focused by the lens (23). Incontrast to the shape and size of the retina, high-performancephotodetector FPAs employed in modern cameras are flat due tolimitations of conventional photolithographic fabrication. Theimperfect match between planar FPAs and image planes usingonly a single-element convex lens such as that in the human eyeresults in a degraded image with a limited range of focus, anarrow field of view (FOV), and off-axis optical aberrations (2, 3,24, 25). Consequently, additional optical elements are required
Significance
We demonstrate a general method to transform planar elec-tronic and optoelectronic devices fabricated by conventionalphotolithography into a strain-free but topologically differentgeometry. The method is used to demonstrate hemispherical,retina-like imagers whose pixel spacings are unaffected by thetopological transformation. Our approach overcomes the criti-cal limitation of distortion encountered in transforming a pla-nar circuit to a nondevelopable, 3D shape. The process opensup additional possibilities for making a variety of electroniccircuits that conform to randomly shaped surfaces, includinghigh resolution, and large field of view imagers that have theshape and form factor of the human eye.
Author contributions: D.F. and S.R.F. designed research; D.F., B.L., and C.C. performedresearch; D.F., B.L., and S.R.F. analyzed data; and D.F., B.L., C.C., and S.R.F. wrotethe paper.
Conflict of interest statement: Several intellectual property disclosures have been sub-mitted to the University of Michigan’s Office of Technology Transfer over the years thatthis work was carried out. Several of these disclosures have resulted in provisional and USutility patents. No license agreements have been established with third parties.
This article is a PNAS Direct Submission.
Published under the PNAS license.1To whom correspondence should be addressed. Email: [email protected].
This article contains supporting information online at www.pnas.org/lookup/suppl/doi:10.1073/pnas.1813001116/-/DCSupplemental.
www.pnas.org/cgi/doi/10.1073/pnas.1813001116 PNAS Latest Articles | 1 of 6
ENGINEE
RING
INAUGURA
LART
ICLE
Dow
nloa
ded
by g
uest
on
Aug
ust 2
5, 2
021

to correct these aberrations that increase the complexity, weight,and cost, while often decreasing the functionality of the imagingsystem. Many efforts, therefore, have been made to shape theFPA into a hemisphere (1, 4, 5, 8, 19, 22, 26–29). Fabricatingarrays on retina-like hemispherical surfaces (5, 22, 30, 31), how-ever, introduces significant challenges. For example, thinning anddeforming commercial complementary metal-oxide-semiconductor(CMOS) imagers (1, 31) (with integrated addressing circuits)provide a high pixel count, although the curvature must remainsmall to avoid the significant mechanical strain or distortionssuch as creasing or folding. Changes in pixel separation that mustbe corrected to avoid image artifacts and resolution loss associ-ated with strain are also unavoidable. Larger deformations froma plane to a hemisphere have been achieved by placing bendableand stretchable metal interconnection “bridges” between pixelsthat relieve strain to create both concave (5) and convex (6) imagers.However, the gaps between pixels reserved for the bridges resultin a loss of resolution, particularly near the central “fovea” at thepoint of maximum strain. Recently, origami-inspired hemisphericalFPAs were reported (8, 27, 32) with high deformability and pixelcounts that were achieved by cutting, folding, and mating sectionsto form an approximately hemispherical shape. This process doesnot result in a perfect conformation to a hemisphere, leading toundesirable optical aberrations and image stitching errors.In this work, we overcome these deficiencies by employing
well-established optoelectronics processing techniques to form athin film, GaAs FPA on planar, flexible plastic foils. The hemi-spherical FPA (HFPA) is then achieved by transferring to an
elastomeric handle and then allowing the circuits to shear andslip along the elastomeric surface during distortion, a methodfirst introduced in making organic thin-film detector arrays (22).Specifically, a 15 × 15 thin-film GaAs photodiode FPA wasfabricated on a flexible Kapton foil via cold-weld bonding (33)and subsequently nondestructively epitaxially lifted off (ND-ELO) (34, 35) from its parent (growth) substrate. The flexibleFPA, attached to an elastomeric transfer handle with rows ofdetectors separated by plasma etching, is then deformed into ahemispherical shape that allows for shear slippage between theelastomer and the array surface and then transferred to a matingconcave hemispherical substrate to achieve the HFPA. TheHFPA shows nearly perfect fabrication yield (∼99%) and anexternal quantum efficiency (EQE) >80% between wavelengthsof 650 nm and 900 nm. Moreover, the noise performance anddetectivity are both comparable to those in commercially avail-able charge-coupled detector (CCD) imagers (36). Note that thefabrication strategy is independent of the semiconductor mate-rials choice and can achieve the same high pixel density on al-most any arbitrarily shaped surface with a continuous first andsecond derivative, as on a planar surface.
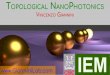
Results and DiscussionFig. 2 illustrates key steps in fabricating the HFPA. In Fig. 2A, apassive matrix, GaAs p-n junction photodiode array is fabricatedon a flexible, 25-μm-thick E-type Kapton substrate. Details of thearray fabrication process are described in ref. 4 and in Methods.Photodiode mesas on the array are connected only in rows, whereasthe column connections are not patterned at this point (see SIAppendix, Fig. S1 for details). An aluminum etch mask with a pat-tern matching the rows of detectors on the mesa surface is formedon the back side of the Kapton substrate. Separately, a 100-μm-thickpoly(dimethylsiloxane) (PDMS) membrane is spun onto a Si handlepretreated with a release agent. The Kapton substrate with thedetectors facing the membrane is then attached to the PDMS (37,38). Next, the Kapton is etched through to the PDMS surface usingO2 plasma, and the Al mask is removed using Cl2 plasma as shownin Fig. 2B. This step removes the Kapton substrate between therows of detectors, i.e., separates a 2D array plane into individual 1Dlines of detectors.The PDMS membrane that supports the array is released from
its Si handle, fixed on its edges, and deformed by a centered,PDMS hemispherical punch, as shown in Fig. 2C. The PDMSmembrane thus undergoes a topological stretching into a non-developable surface (17) despite significant strain (∼7% in thecenter and ∼20% toward the edge; SI Appendix, Fig. S2). Thepixels, however, do not change their spacing during stretching.Fig. 2C, Inset shows cross-sectional views of the array and PDMSmembrane in xz and yz planes. In the xz plane, detectors (gray)together with in-row connections (yellow) and the etched Kapton(brown) move freely along the x direction without longitudinalstrain when the PDMS membrane (blue) is stretched. In the yzdirection, however, the detectors and connections are con-strained by the Kapton film, and hence they shear along thePDMS stretched in the y direction. The shear along the mem-brane surface is allowed without strain due to the weak adhesionat the detector/PDMS interface (SI Appendix, Fig. S3) (22).Shear-slip motion on PDMS has previously been observed and
characterized in both organic (22) and inorganic (39) semi-conductor systems. The governing factor that enables the slip is thatthe strain energy release rate must exceed the interface bondingenergy between the surfaces. For typical inorganic semiconductor/PDMS interfaces, the slip can occur for shear strains >7% (39). Inaddition, due to the high Young’s modulus of the 25-μm-thickKapton film (∼103 times higher than PDMS), the stress along thedetector rows induced by PDMS stretching is well below the yieldstrength, and the strain in the thin film can thus be ignored. Gen-erally, shear-slip motion and nondevelopable deformation are
A B
Fig. 1. Schematic illustration of a developable deformation vs. nondevelopabledeformation process. (A) Circuits fabricated on a flexible plane and deformedinto a developable semicylindrical shape that does not entail a topologicaltransformation. The distance between points 1 and 2 along the surface re-mains the same after the deformation. (B) Circuits fabricated on a stretchableplane (a deflated balloon) and deformed into a nondevelopable, topologicallydistinct spherical shape (an inflated balloon). The distance between points 1and 2 along the surface is dramatically increased after the deformation.
2 of 6 | www.pnas.org/cgi/doi/10.1073/pnas.1813001116 Fan et al.
Dow
nloa
ded
by g
uest
on
Aug
ust 2
5, 2
021

applicable to any circuit structure as long as the shear-induced en-ergy release rate exceeds the interface binding between the circuitand the substrate transfer stamp, and the stress induced by PDMSstretching does not exceed the material yield strength of the circuitmaterials. It is worth mentioning that the relative positions of thetop (light-absorbing) surfaces of detectors on a row do suffer minorshrinkage due to the bending of the Kapton film. More controllablegeometries can be achieved by employing predistortion offsets ofthe pixel spacings during the fabrication on the planar surface toachieve the target pixel spacings after transfer.Next, the deformed array is brought into intimate contact with
a hemispherical concave glass substrate coated with a thin layerof UV-light curable adhesive. The radius of curvature of theglass indentation matches that of the PDMS punch. The adhe-sive is cured, the punch is withdrawn, and the PDMS membrane
is peeled off to complete the transfer (Fig. 2D). The approachdescribed in Fig. 2 transforms the 2D tensile strain introducedduring deformation to a simple separation and 1D bending pro-cess. It maintains the pixel spacing before and after deformation inthe y direction. In the x direction, a second layer of detector rowscan be applied in the same manner to fill in the gaps that ariseduring application of the first layer during stretching. Finally, usingthese same fabrication steps, an array of metalized Kapton pads ispatterned and transferred to the concave substrate to connectrows of detectors and simultaneously form the column connec-tions (see SI Appendix, Fig. S1 for details). The approach de-scribed in Fig. 2 is compatible with batch fabrication of imagers (SIAppendix, Fig. S6) with many high-performance materials in-cluding, but not limited to, Si, GaAs, InGaAs, etc.Fig. 3A shows a GaAs p-n photodiode HFPA fabricated on a
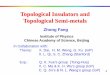
truncated concave hemispherical glass substrate with a radius ofcurvature = 9.2 mm, depth = 2.5 mm, and opening diameter =12.7 mm. The 15 × 15 pixel array is centered within the substratedepression, providing high-resolution foveal imaging capability.A secondary, 4 × 2 pixel array is located along the lip of thedepression that is transferred at the same time as the centralarray. It provides peripheral, but low-resolution vision similar tothat sensed by the human eye. Furthermore, its applicationdemonstrates the ability to transfer devices at angles >43° toprovide a very large FOV (40).The scanning electron microscopic image in Fig. 3B provides a
detailed view of the pixels shown in Fig. 3A. No metal or semi-conductor cracks are observed as typically encountered for free-standing metal films subjected to similarly substantial strain (22, 41,42). Metalized Kapton pads between the pixels form top electricalconnections that enable the column readout of the passive matrixHFPA. Lateral misalignment between rows is due to the asym-metric shear slippage during deformation and transfer. This issuecan be resolved by designing the array with a compensating offsetbetween rows during fabrication before deformation. The one-to-one mapping of the plane onto a hemisphere makes this com-pensation both predictable and accurate.Fig. 3C is a schematic illustration of the photodiode pixel in
the HFPA (Methods). The current-voltage (I-V) characteristicsof a photodiode under dark and 64-nW illumination at a wave-length of λ = 530 nm are shown in Fig. 3D, Inset. The dark currentis 1.3 ± 0.4 nA (corresponding to 7.4 ± 2.1 μA/cm2) at −1 V forthe individual detector. The current under illumination is 18.5 nAat 0 V and 23.3 nA at −1 V. Fig. 3D presents the EQE spectrum ofa photodiode. We observe EQE > 80% at λ > 650 nm, which toour knowledge is above those reported for other hemisphericalimagers (5, 8, 22, 27, 32). The photodetector noise equivalentpower (NEP) is NEP=
ffiffiffiffiffiffiffiffiffiffi2qID
p=RðλÞ under shot-noise–limited
detection at −1 V, where q is the electron charge, ID is the darkcurrent, and RðλÞ is the responsivity at a given wavelength λ. WithEQE = 67.7% at λ = 530 nm, then RðλÞ= 0.29 A=W, andNEP= 7.03× 10−14 W=Hz1=2. The specific detectivity of the de-tector is D* =
ffiffiffiffiffiffiffiffiffiAΔf
p=NEP, where A is its area, and Δf is the
bandwidth, giving D* = 1.89× 1011 cm ·Hz1=2 ·W−1 in a 1-Hzbandwidth. The NEP and D* are at the same order of magni-tude as that of commercially available CCD imagers (36).The normalized dark current map in Fig. 3E, Inset and his-
togram in Fig. 3E indicate the yield of the 15 × 15 photodiodearray is >99% (223/225 photodiodes have a leakage current <40 nAat −1 V). The dark current of the detectors on the array is9.1 ± 7.9 nA at −1 V, which is approximately seven times greaterthan for individual detectors due to sneak reverse currents fromadjacent detectors. This can be eliminated by using a passivepixel sensor address transistor (43) at each pixel that can betransferred simultaneously with the detectors without change orcomplication of the existing process.
A
B
C
D
Fig. 2. Schematic illustration of the key steps of fabricating a hemisphericalphotodiode array. (A) GaAs p-n junction photodiode array connected inrows fabricated on flexible Kapton substrate (brown) with an Al etch mask(light gray) patterned on the backside, is laid flat onto a poly(dimethylsi-loxane) (PDMS) membrane (purple). (B) The Kapton substrate is etchedthrough to the PDMS surface using O2 plasma. The Al etch mask is removedusing Cl2 plasma. (C) The PDMS membrane that supports the array is fixed onits edges and deformed by a centered PDMS hemispherical punch. The arrayis transferred to a matching hemispherical concave glass lens coated with UVcurable adhesive. (C, Inset) Cross-section views from the xz plane and the xyplane during the deformation process. Kapton substrate (brown) supportsAu connection lines (yellow) and photodiode mesas (gray) when the PDMSmembrane (blue) is stretched. Rows of pixels are free to move in the x di-rection and have shear motion with the PDMS membrane in the y direction.(D) Array (connected in rows) transferred to the concave glass lens.
Fan et al. PNAS Latest Articles | 3 of 6
ENGINEE
RING
INAUGURA
LART
ICLE
Dow
nloa
ded
by g
uest
on
Aug
ust 2
5, 2
021

As shown in Fig. 3F, the detector dynamic range is determinedfrom the detector photocurrent (black square) at λ = 850 nm vs.incident optical power. A photocurrent compression of 1 dB fromlinear response (red line) sets the maximum intensity, P1, whereasP0 is the lowest detectable optical power (root-mean-square noisepower). The dynamic range (DR) is DR= 10 logðP1=P0Þ. At 0 V,P0 = 10−4 W/cm2, P1 = 10−1 W/cm2, giving DR = 30 dB, corre-sponding to a 10-bit grayscale resolution. This, too, can be im-proved using passive pixel sensors at each detector in the array.A conventional imaging system based on a planar FPA has a
mismatch with the image plane of a single-element lens. Pro-ducing a high-resolution image thus necessitates additional op-tical elements that increase the complexity, weight, and cost ofthe system, while restricting the FOV. Using an HFPA, however,provides the possibility of using a single plano-convex lens, whoseoptical field curvature is matched with that of the curvature of theFPA to produce high-quality images (2, 3, 25). As shown in Fig.4A, multiple rays illuminated from five point sources (3 cm wide)positioned at the origin can be focused onto the curved plane ofthe HFPA centered at 3.0 cm from the lens at a distance of 10 cm.This image plane has a radius of curvature of R = 9.2 mm in thecenter and gradually increases to 10.1 mm toward the edge asshown by the blue dashed line in Fig. 4B. An HFPA (black con-tour in Fig. 4B) with R = 9.2 mm is positioned coaxially with thelens. The simulated results (SI Appendix, Fig. S4) show a spot sizeof 13.4 μm and 38.3 μm for the images of point sources in thecenter and on the edge, respectively, corresponding to a 1.8× edgedefocusing. In comparison, when a planar FPA is located at thesame position as the HFPA, the simulated spot sizes are 13.4 μmand 73.9 μm, corresponding to a 4.5× edge defocusing.A single-lens imaging system using the fabricated HFPA is
shown in Fig. 4C. The HFPA was mounted on a 3D-printedsubstrate holder. Rows and column electrical contacts are ex-tended to the edge of the substrate holder and connected to a 48-
channel probe card that is interfaced to the readout electronics.The plano-convex lens (diameter = 6 mm, focal length = 24 mm)is mounted on a 3D-printed lens holder and plugged into thesubstrate holder. The resulting system is mounted on a six-axisoptical stage to capture images as shown in Fig. 4D. The diffuseemission from a λ = 525-nm LED illuminates an image formed bya glass slide patterned with 1-cm-wide “O,” “C,” and “M” aper-tures. Applying a leakage (sneak) current threshold of 15.8 nA,the images of these letters are acquired as shown in Fig. 4E. Thelens provides the HFPA with a calculated array angular coverageof ∼15°, and a FOV of ∼112°. This is demonstrated by focusing theLED source (3 mm diameter) to ∼60° from the optical axis of thelens. The edge detectors on the HFPA generate a photocurrenttwo orders of magnitude larger than in the absence of the lightsource with a power of 23.2 nW. This demonstrates the objectdetection ability of the HFPA at a large viewing angle.The resolution of the imaging system is currently limited to
tens of micrometers by the need to manually align the lens withonly a 10-μm alignment tolerance. A smaller pixel spacingof <5 μm is achievable by use of more precise optics. The arraysize is limited to 15 × 15 to minimize sneak currents. Arrays withpixel density and counts similar to those in commercial CMOSimagers are possible if the detectors are integrated with accesstransistors in each cell. Including more circuit elements does notchange the process sequence, since our process uses conventionalplanar semiconductor fabrication methods until the transfer to theshaped surface occurs.
ConclusionWe demonstrate a general strategy to achieve topological trans-formations of optoelectronic devices from a 2D plane into a 3Dsurface by exploiting slippage of the circuits during deformation.We use this process to demonstrate retina-like hemisphericalimagers by starting on a planar substrate and then transferring the
A B C
D E F
Fig. 3. (A) Photograph of a 15 × 15-pixel GaAs p-n junction photodiode array fabricated on a concave hemispherical surface. Additional 4 × 2 peripheralpixels that allow for motion detection at wide angles of view are also shown. (B) Scanning electron microscopic image of a portion of the photodiode array.(C) Schematic of a single pixel in the array. (D) External quantum efficiency (EQE) spectra of the photodiode in the wavelength range from 400 nm to 900 nm.(D, Inset) Current-voltage (I-V) characteristics of the photodiode in the dark (blue line) and under 64-nW, 530-nm light-emitting diode (LED) illumination(orange line). (E) Histogram of dark current of photodiodes on the 15 × 15 FPA. (E, Inset) Normalized dark current maps of the 15 × 15 GaAs FPA on thehemispherical surface. (F) Photocurrent vs. input optical power of a single photodetector in the 15 × 15 FPA. Red line shows a linear fit to the photocurrent atlow-input optical power. The minimum detectable power is about 10−4 W/cm2, and the 1-dB compression point is at 0.1 W/cm2, giving a 30-dB dynamic rangeand a 10-bit grayscale resolution.
4 of 6 | www.pnas.org/cgi/doi/10.1073/pnas.1813001116 Fan et al.
Dow
nloa
ded
by g
uest
on
Aug
ust 2
5, 2
021

array onto a hemispherical surface without loss of array resolution.This process results in defect-free metal interconnections and afixed pixel spacing. The HFPA has an individual detector per-formance comparable to that found in conventional planar CCDimagers. The hemispherical shape enables simplified optical designswith reduced aberrations along with a large FOV. The combinationof features and fabrication strategies demonstrated in this workintroduce processing techniques and performance advantages thatmay lead to additional capabilities of next-generation conformableand foldable optoelectronic devices.
MethodsEpitaxial Growth. The photodiode array employs a 200-nm undoped GaAsbuffer layer, a 25-nm undoped AlAs sacrificial layer, a 25-nm Si-doped (5 ×1018 cm−3) GaAs contact layer, a 25-nm Si-doped (1 × 1018 cm−3) In0.49Ga0.51Pwindow layer, a 150-nm Si-doped (1 × 1018 cm−3) GaAs emitter layer, a2.5-μm Zn-doped (2 × 1017 cm−3) GaAs base layer, a 100-nm Zn-doped (6 ×1017 cm−3) Al0.26Ga0.74As back surface field layer, and a 200-nm C-doped (5 ×1018 cm−3) GaAs contact layer that are consecutively grown on an undoped (100)GaAs substrate using molecular beam epitaxy.
Array Fabrication. Following growth, the surface native oxide is removed inbuffered hydrofluoric acid (HF) for 90 s and rinsed in deionized (DI) water for10 s. A 200-nm Au layer is deposited using e-beam evaporation on the ep-itaxial surface, and 5-nm Ir and 200-nm Au layers are sputtered onto a 25-μmE-type Kapton foil. The GaAs sample with epitaxial layer is bonded to theKapton foil by applying heat (200 °C) and pressure (2 MPa) for 5 min undervacuum (10−4 mTorr) using an EVG 510 wafer bonder (EV Group Inc.). Thebonded sample is then immersed in 17% HF solution maintained at 60 °Cwith 400 rpm (Brewer Science and Cost Effective Equipment, ModelCEE100CB) agitation for 3 h to remove the AlAs sacrificial layer, thereby
separating the epitaxial layers from the parent GaAs wafer using non-destructive epitaxial lift-off (ND-ELO) (35).
The Kapton substrate is fixed to a rigid Si handle to eliminate curling. Alllayers are photolithographically patterned using LOR 3A (MicroChem Corp.)and SPR 220 3.0 (MicroChem Corp.) bilayer photoresist. Photodiode mesas(150 μm diameter, 300 μm pixel pitch) are patterned using inductively cou-pled plasma (ICP) reactive-ion etching (RIE) (Cl2:Ar2:BCl3 = 2:5:10 standardcubic centimeters per minute (sccm), 5 mTorr pressure, 500 W ICP power,100 W forward power, 0 °C stage temperature for 7 min). The back contactlines (50 μm wide) are wet etched using TFA Au etchant (Transene CompanyInc.) to pattern photodiode rows. A 1.2-μm-thick polyimide (PI2610; HDMicrosystem) insulation layer is spin cast and cured at 250 °C for 5 h. Thepolyimide layer is patterned to expose the light detection area and backcontact pads using O2 plasma (O2 = 80 sccm, 800 W ICP power, 300 mTorrpressure, 150 °C stage temperature for 10 min). Next, the Ti (10 nm)/Au (500 nm)top contact ring is deposited onto the photodiode mesas. A TiO2 (49 nm)/MgF2(81 nm) antireflection coating is then patterned on the light detection area.A Ti (10 nm)/Al (200 nm) etch mask is deposited onto the reverse side of theKapton substrate with a pattern that matches the photodiode rows andcontact lines on the front substrate surface.
A 100-μm PDMS (Sylgard 184, base to curing agent weight ratio = 10: 1)membrane is spun (800 rpm) (Brewer Science and Cost Effective Equip-ment, Model CEE100CB) on a Si handle pretreated with a release agent(tridecafluoro-1,1,2,2-tetrahydrooctyl trichlorosilane) and cured at 100 °C for3 h. The Kapton substrate is placed detector side down on the PDMSmembrane. The Kapton area not covered by the Al mask is removed toseparate photodiode rows, using O2 plasma (O2 = 20 sccm, 6 mTorr pressure,500 W ICP power, 100 W forward power, 0 °C stage temperature for 25 min).The Al mask is then removed using Cl2 plasma (H2:Cl2:Ar = 12:9:5 sccm, 10 mTorrpressure, 500 W ICP power, 100 W forward power, 0 °C stage temperature for2 min). A thin layer of NOA 84 optical adhesive (4,000 rpm; Norland Products)(Brewer Science and Cost Effective Equipment, Model CEE100CB) is spincoated and precured using UV light. The PDMS membrane is peeled from theSi handle and attached to the bottom of a 3D-printed holder (0.5-mm-thick,4-cm × 4-cm square shape with a 2-cm diameter clear aperture in the centerfor device transfer). The same uncured PDMS is also poured into a plano-concave lens (LC4942; 12.7 mm diameter, 9.2 mm surface curvature, 4.4 mmedge thickness, 2.0 mm center thickness; Thorlabs), and cured at 100 °C for 3 hto form a hemispherical transfer punch. The plano-concave lens (LC4942;Thorlabs) is deformed to match the curvature of the PDMS membrane andcured (0.15 W/cm2, 1 cm from the sample surface, 5 min), after which the lensand PDMS membrane are separated. Photodiode rows are transferred fromthe membrane to the lens. The residual adhesive is removed from the con-cave lens surface using O2 plasma (O2 = 80 sccm, 800 W ICP power, 300 mTorrpressure, 150 °C stage temperature for 40 min). Sputter a layer of Ti (5 nm)/Al(100 nm). The Kapton column connection pads are transferred to the array toconnect rows of detectors using the same techniques as described above.Residual adhesive is removed using O2 plasma (O2 = 80 sccm, 800 W ICPpower, 300 mTorr pressure, 150 °C stage temperature for 40 min) and Al areathat is not covered by Kapton pads is removed using Cl2 plasma (H2:Cl2:Ar =12:9:5 sccm, 10 mTorr pressure, 500 W ICP power, 20 W forward power, 0 °Cstage temperature for 8 min) to finish the fabrication of the HFPA.
Pixel Dimension. Each 150-μm diameter photodiode is connected in rows withadjacent pixels (300-μm center-to-center spacing) through the 50-μm-widebottom contact lines supported by the 60-μm-wide Kapton foil strips. Topcontact rings are extended out of the photodetection area with 150-μm ×20-μm contact pads and connected to adjacent units through a separatelytransferred layer of 80-μm × 60-μm column connection pads. An antireflec-tion coating (ARC) is deposited on the top to enhance the optical absorptionin the visible spectrum.
Characterization. The current-voltage characteristics under dark and 64 nWillumination at λ = 530 nm are measured using a Keithley 2400 SourceMeasuring Unit (SMU). External quantum efficiency is measured usingmonochromatic illumination chopped at 200 Hz and coupled into anFG050LGA optical fiber oriented normal to the photodiode using a LightwaveProbe (Cascade Microtech). The output signal is collected by an SR830 lock-inamplifier. The light illumination power is calibrated using a reference 818-UV/DB Si detector (Newport). Dark current mapping and object imaging aremeasured using a 48-channel probe card (AccuProbe) interfaced with aKeithley 2400 SMU and a Keithley 2700 + Keithley 7705 switching unit. Acustomized LabView graphic user interface is programmed to collectoutput signals. A schematic of the signal collection mechanism is providedin SI Appendix, Fig. S5.
A B
C D
E
Fig. 4. (A) Ray-tracing simulation result of an object (3 cm wide) located10 cm from a plano-convex lens (black contour). Rays from the object are fo-cused by the lens onto the FPA surface (orange curve, 3.0 cm from the lens). (B)Magnified view around the hemispherical imager (black contour). The simu-lated lens focal surface (blue dashed line) has good overlap with the concaveFPA surface (front curve of the black contour). (C) Photograph of the hemi-spherical FPA mounted on a 3D-printed substrate holder integrated with a 3D-printed lens holder. Also presented is a 48-channel probe card used to readcurrents generated by all pixels on the hemispherical FPA simultaneously. (D)Side view of the experimental setup for imaging acquisition. (E) Normalizedphotocurrent map on the 15 × 15 FPA showing images of letters “O,” “C,” and“M.” A leakage current threshold of 15.8 nA is applied to minimize obscura-tion of the images by the background sneak currents.
Fan et al. PNAS Latest Articles | 5 of 6
ENGINEE
RING
INAUGURA
LART
ICLE
Dow
nloa
ded
by g
uest
on
Aug
ust 2
5, 2
021

ACKNOWLEDGMENTS. We thank Pilar Herrera-Fierro for assistance withfabrication and the Army Research Laboratory Micro Autonomous Systemsand Technology program for partial financial support. This work was
performed in part at the Lurie Nanofabrication Facility, a member of theNational Nanotechnology Infrastructure Network, which is supported inpart by the National Science Foundation.
1. Guenter B, et al. (2017) Highly curved image sensors: A practical approach for im-proved optical performance. Opt Express 25:13010–13023.
2. Dinyari R, Rim S-B, Huang K, Catrysse PB, Peumans P (2008) Curving monolithic siliconfor nonplanar focal plane array applications. Appl Phys Lett 92:091114.
3. Rim S-B, Catrysse PB, Dinyari R, Huang K, Peumans P (2008) The optical advantages ofcurved focal plane arrays. Opt Express 16:4965–4971.
4. Fan D, Lee K, Forrest SR (2016) Flexible thin-film InGaAs photodiode focal plane array.ACS Photonics 3:670–676.
5. Ko HC, et al. (2008) A hemispherical electronic eye camera based on compressiblesilicon optoelectronics. Nature 454:748–753.
6. Song YM, et al. (2013) Digital cameras with designs inspired by the arthropod eye.Nature 497:95–99.
7. Lee W, et al. (2018) Two-dimensional materials in functional three-dimensional ar-chitectures with applications in photodetection and imaging. Nat Commun 9:1417.
8. Zhang K, et al. (2017) Origami silicon optoelectronics for hemispherical electronic eyesystems. Nat Commun 8:1782.
9. Richards E (2017) Curved electronic display element. Available at appft1.uspto.gov/netacgi/nph-Parser?Sect1=PTO1&Sect2=HITOFF&d=PG01&p=1&u=/netahtml/PTO/srchnum.html&r=1&f=G&l=50&s1=20170343732.PGNR. Accessed January 29, 2019..
10. Miyamoto A, et al. (2017) Inflammation-free, gas-permeable, lightweight, stretchableon-skin electronics with nanomeshes. Nat Nanotechnol 12:907–913.
11. Someya T, et al. (2004) A large-area, flexible pressure sensor matrix with organic field-effect transistors for artificial skin applications. Proc Natl Acad Sci USA 101:9966–9970.
12. Someya T, et al. (2005) Conformable, flexible, large-area networks of pressure andthermal sensors with organic transistor active matrixes. Proc Natl Acad Sci USA 102:12321–12325.
13. Xu X, et al. (2018) Thermally stable, highly efficient, ultraflexible organic photovol-taics. Proc Natl Acad Sci USA 115:4589–4594.
14. Park S, et al. (2018) Ultraflexible near-infrared organic photodetectors for conformalphotoplethysmogram sensors. Adv Mater 30:e1802359.
15. Park S, et al. (2018) Self-powered ultra-flexible electronics via nano-grating-patternedorganic photovoltaics. Nature 561:516–521.
16. Wu Y-L, et al. (2018) Low-power monolithically stacked organic photodiode-blockingdiode imager by turn-on voltage engineering. Adv Electron Mater 4:1800311.
17. Ventsel E, Krauthammer T (2001) Geometry of the middle surface. Thin Plates andShells, ed Clark BJ (Marcel Dekker, New York), pp 303–324.
18. Floreano D, et al. (2013) Miniature curved artificial compound eyes. Proc Natl Acad SciUSA 110:9267–9272.
19. Shen G, Fan Z (2016) Flexible Electronics (World Scientific Publishing Co, Singapore).20. Saito H, Hoshino K, Matsumoto K, Shimoyama I (2005) Compound eye shaped flexible
organic image sensor with a tunable visual field. Proceedings of the 18th IEEE Inter-national Conference on Micro Electro Mechanical Systems (MEMS) (IEEE, Piscataway,NJ), pp 96–99.
21. Yang W, et al. (2010) Large-area InP-based crystalline nanomembrane flexible pho-todetectors. Appl Phys Lett 96:121107.
22. Xu X, Davanco M, Qi X, Forrest SR (2008) Direct transfer patterning on three di-
mensionally deformed surfaces at micrometer resolutions and its application to
hemispherical focal plane detector arrays. Org Electron 9:1122–1127.23. Hecht J (1987) The eye and how it works. Optics, eds Gouvela N, Costello C (Addison-
Wesley, Reading, MA), pp 33–44.24. Brady DJ, et al. (2012) Multiscale gigapixel photography. Nature 486:386–389.25. Lee GJ, NamWI, Song YM (2017) Robustness of an artificially tailored fisheye imaging
system with a curvilinear image surface. Opt Laser Technol 96:50–57.26. Iwert O, Delabre B (2010) The challenge of highly curved monolithic imaging detec-
tors. Proc SPIE 7742:774227–774229.27. Wu T, et al. (2016) Design and fabrication of silicon-tessellated structures for mono-
centric imagers. Microsyst Nanoeng 2:16019.28. Yoon J, et al. (2015) Heterogeneously integrated optoelectronic devices enabled by
micro-transfer printing. Adv Opt Mater 3:1313–1335.29. Wong W, Salleo A (2009) Flexible Electronics: Materials and Applications (Springer,
New York).30. Park SI, et al. (2015) Soft, stretchable, fully implantable miniaturized optoelectronic
systems for wireless optogenetics. Nat Biotechnol 33:1280–1286.31. Swain PK, Channin DJ, Taylor GC, Lipp SA, Mark DS (2004) Curved CCDs and their
application with astronomical telescopes and stereo panoramic cameras. Proc SPIE
5301:109–129.32. Choi C, et al. (2017) Human eye-inspired soft optoelectronic device using high-density
MoS2-graphene curved image sensor array. Nat Commun 8:1664.33. Kim C, Burrows PE, Forrest SR (2000) Micropatterning of organic electronic devices by
cold-welding. Science 288:831–833.34. Konagai M, Sugimoto M, Takahashi K (1978) High efficiency GaAs thin film solar cells
by peeled film technology. J Cryst Growth 45:277–280.35. Lee K, Zimmerman JD, Hughes TW, Forrest SR (2014) Non-destructive wafer recycling
for low-cost thin-film flexible optoelectronics. Adv Funct Mater 24:4284–4291.36. Rogalski A (2012) Progress in focal plane array technologies. Prog Quantum Electron
36:342–473.37. Huang YY, et al. (2005) Stamp collapse in soft lithography. Langmuir 21:8058–8068.38. Meitl MA, et al. (2006) Transfer printing by kinetic control of adhesion to an elas-
tomeric stamp. Nat Mater 5:33–38.39. Carlson A, et al. (2011) Shear-enhanced adhesiveless transfer printing for use in de-
terministic materials assembly. Appl Phys Lett 98:264104.40. Atchison DA, Smith G (2000) Optics of the Human Eye (Butterworth-Heinemann,
Woburn, MA).41. Lacour SP, Jones J, Wagner S, Li T, Suo Z (2005) Stretchable interconnects for elastic
electronic surfaces. Proc IEEE 93:1459–1467.42. Lacour SP, Wagner S, Huang Z, Suo Z (2003) Stretchable gold conductors on elasto-
meric substrates. Appl Phys Lett 82:2404–2406.43. Fossum ER (1997) CMOS image sensors: Electronic camera-on-a-chip. IEEE Trans
Electron Dev 44:1689–1698.
6 of 6 | www.pnas.org/cgi/doi/10.1073/pnas.1813001116 Fan et al.
Dow
nloa
ded
by g
uest
on
Aug
ust 2
5, 2
021