Embed Size (px)
Citation preview

Fresh cow’s milk was procured from the students experimental dairy plant (SEDP).
The milk was standardized to 4.5% fat and 8.5% MSNF by adding calculated amount of
fresh cream and or skim milk powder.
3.1.2 Cream
Fresh cow milk was subjected to centrifugal separation using Alfa Laval cream
separator (AE 108) at SEDP. Cream thus obtained testing 65% fat was used for
standardization of milk fat
3.1.3 Skim milk powder (SMP)
Amul spray dried SMP (Sagar brand) was used to standardize the MSNF of milk
during the product development.
3.1.4 Citric acid
Food grade citric acid supplied by E’Merck (India) Ltd, was used as a milk coagulant
in the preparation of paneer spread.
3.1.5 Tri sodium citrate
AR grade Trisodium citrate supplied by E’Merck (India) Ltd, was used as an
emulsifying salt for paneer spread preparation.
3.1.6 Whey protein concentrate (WPC)

WPC was procured from Mahan proteins Ltd Mathura (UP). The specifications of
WPC is as follows:
Physicochemical characteristics
Colour Cr.white
Taste Bland
Bulk density ( gm/ml) 0.41
Sediment, ADPI Disc B
Insolubility Index, ml 1.2
Moisture 3.80
pH( 10 %w/v solution) 6.62
Protein % (on dry matter) 69.25
Fat % as such 4.99
Total minerals % as such 4.57
Microbiological characteristics
Total plate count per gm 700
Coliforms/0.1gm -Ve
Salmonella/100g -Ve
Yeast & mould/gm 10
3.1.7 Sodium caseinate
Mahan proteins Ltd. Mathura (UP) supplied sodium caseinate having the
following specifications
Physicochemical characteristics
Colour Cr.white
Taste Bland
Sediment, ADPI Disc B
Moisture % 4.0
pH (10% w/v solution) 7.02
Protein % on dry matter 88.10
Fat % 2.33
Total minerals % 4.75
3.1.8 Other ingredients
Soy flour, soy oil, sunflower oil, corn oil and groundnut oil. Flavour enhancers
such as Pepper, cinnamon, clove and cheddar cheese were procured from local market
3.1. 9 Chakka
Chakka was prepared according to Rao (1978). The standardized milk was heated
to 85°C for 15 minutes. After cooling to room temperature, the milk was inoculated with
a culture of streptococcus lactis at 2% level, mixed thoroughly then incubated at 30°C for

16-18 hours (generally overnight). The curd obtained was taken in to a clean muslin cloth
and hung from a stand for 8 hours to drain out whey. Thereafter, the muslin cloth was
removed from a stand and remaining semisolid matter called ‘chakka’ was removed from
the cloth to sterile container and used at 20, 30 and 40 per cent levels in the preparation
of paneer spread.
3.1.9 Packaging materials.
The packaging material used for paneer spread for storage studies consisted of
Polylyethyleneterapthalate/polyethylene/metellosin/polyethylene
(PET/PE/Mettalosine/PE)
3.1.11 EQUIPMENTS
3.1.11.1 Vacuum packaging machine
Vacuum packaging machine with following specifications were used in this study
and the schematic of the same is given in the Fig -1:
Type : Batch

Make : Reepack–Packaging machinery supplies,
Denmark
Model : RV 50
Power : 230 V AC (50/60Hz)
Dimension : 47.3 x 39 x 40 cm (L x W x H)
Material : AISI-304 Stainless Steel
Weight : 50.0 kg
Chamber width : 32.5 cm
Chamber depth : 33.0 cm
Chamber height : 16.0 cm
Sealing bar length : 31.0 cm
Vacuum pump : 6 m3/hr
Power consumption : 350 watt
Programmers to record : 9, standard
Super vacuum setting : Standard
Quick vacuum stop : Standard
Sever-seam sealing : Standard
Inert gas flushing system : Optional
Slanted plate : Optional
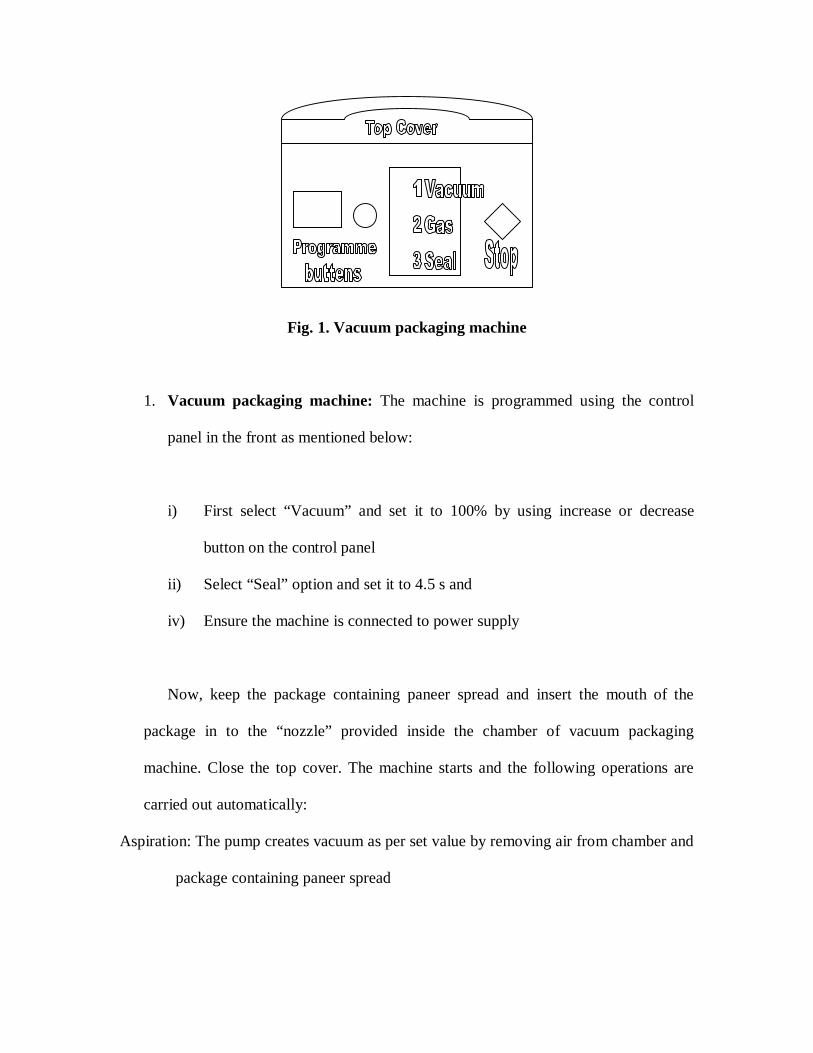
Fig. 1. Vacuum packaging machine
1. Vacuum packaging machine: The machine is programmed using the control
panel in the front as mentioned below:
i) First select “Vacuum” and set it to 100% by using increase or decrease
button on the control panel
ii) Select “Seal” option and set it to 4.5 s and
iv) Ensure the machine is connected to power supply
Now, keep the package containing paneer spread and insert the mouth of the
package in to the “nozzle” provided inside the chamber of vacuum packaging
machine. Close the top cover. The machine starts and the following operations are
carried out automatically:
Aspiration: The pump creates vacuum as per set value by removing air from chamber and
package containing paneer spread

Sealing: Immediately after creation of the vacuum, the sealing bars hermetically seal the
pouch.
Air reentry: The cover reopens automatically and allows the air to the re-enter in to the
chamber.
3.1.11.2 Microwave processor
The continuous type Microwave processor with the following specification was
used to process the paneer spread:
Type : Microwave powered continuous processor
Make : M/s Microwave products (India) Ltd
Model : MPCD/005/2003-04
Input power : 6 kW
No. of magnetrons :3
Microwave power : 3 kW
Power of each magnetron : 1 kW
Microwave frequency : 2450 MHz
Power supply : 415 V AC, 3 phase
Conveyor type : Teflon belt
Length of conveyor : 3 m
Speed of conveyor : 0-6 m/min
Dimension of equipment : 3.2 x 0.6 x 1.4 m (L x W x H)

Dimension of cavity : 2 x 0.2 x 0.9 m (L x W x H), with suitable
flanges at both ends
Cavity material : Stainless steel-316
Material of construction : AISI-304 Stainless steel
The continuous microwave processor consists of following components. The
schematics of the system is given in Fig – 2
1. Microwave power generator/processor
2. Conveyor mechanism
3. Blower
4. Exhaust vent
5. Control panel
1. Microwave power generator/processor: The processor is provided with three
magnetrons of 1 kW each producing @ 2450 MHz. These magnetrons are located
in a metal housing which forms a continuous tunnel. The three magnetrons are
located adjacent to each other inside the tunnel. The sector of the tunnel where
these magnetrons are located forms the microwave cavity where actually
heating/processing takes place. Each of the magnetrons is controlled by an
independent switch. One, two or all the three could be operated as desired. The
total length of the tunnel is 3.0 m of which 2.0 m forms the cavity where actual
microwave heating takes place. The product travels into the cavity inside the
tunnel over a conveyor.
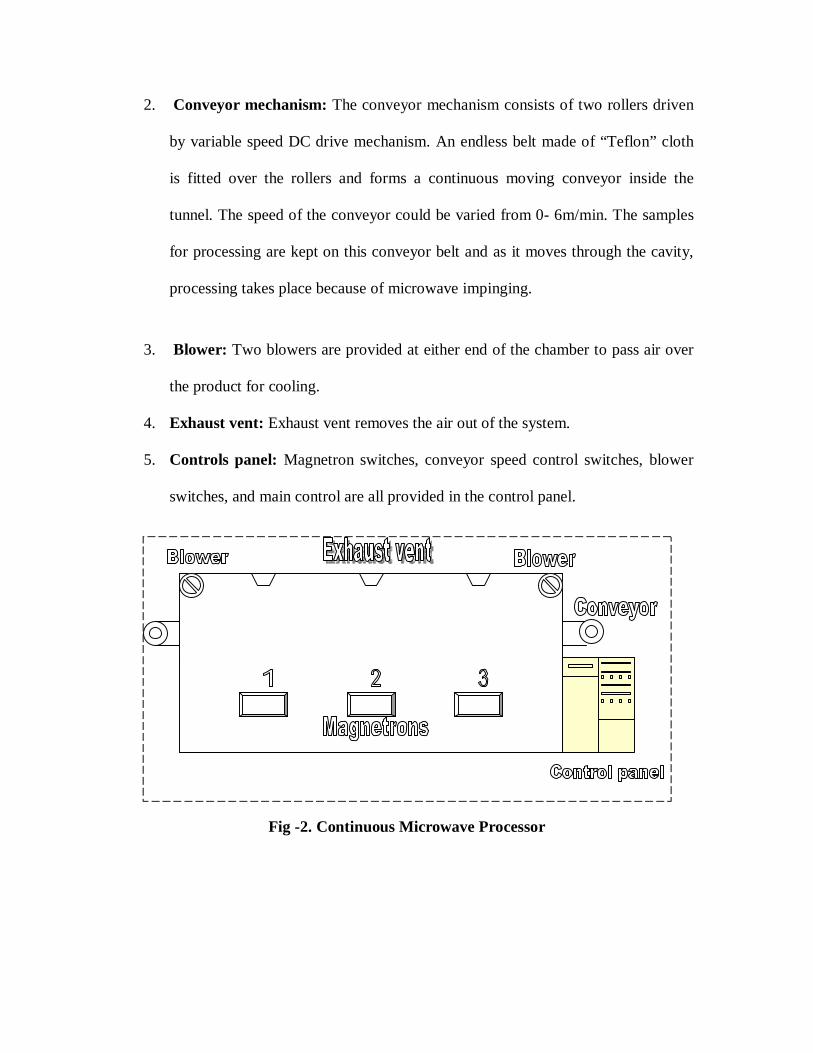
2. Conveyor mechanism: The conveyor mechanism consists of two rollers driven
by variable speed DC drive mechanism. An endless belt made of “Teflon” cloth
is fitted over the rollers and forms a continuous moving conveyor inside the
tunnel. The speed of the conveyor could be varied from 0- 6m/min. The samples
for processing are kept on this conveyor belt and as it moves through the cavity,
processing takes place because of microwave impinging.
3. Blower: Two blowers are provided at either end of the chamber to pass air over
the product for cooling.
4. Exhaust vent: Exhaust vent removes the air out of the system.
5. Controls panel: Magnetron switches, conveyor speed control switches, blower
switches, and main control are all provided in the control panel.
Fig -2. Continuous Microwave Processor

Photo No-1. Continuous microwave processor
Photo No-2. Vacuum package

Photo No-3. Texture analyzer
Photo No-4. Paneer spread on bread

3.1.11.3 Mixer grinder
Maharaja white line mixer grinder was used for mixing/grinding the ingredients to
get smooth, soft and spreadable product.
3.1.11.4 pH meter.
Elico digital pH meter was used for determination of pH of paneer spread.
3.1.11.5 Water bath.
Thermostatically controlled water bath supplied by Sleek Company, Bangalore
was used
3.1.11.6 Incubator
Digital incubators supplied by Serwell Instruments, Bangalore was used in the
study.
3.1.11.7 Homogenizer
Lab model two-stage homogenizer ‘Rannie’ imported from Copenhagen was used
for homogenization of filled milk base for spread preparation.
3.1.11.8. Penetrometer
Cone penetrometer supplied by Associated Instrument Manufacturers (I) Pvt. Ltd.
(AIMIL) was used to measure the firmness of paneer spread samples.

3.2. METHODS.
3.2.1 Optimization of processing parameters
3.2.1.1 Preparation of paneer.
Paneer was prepared as per the method suggested by Bhattacharya et al. (1971) with
slight modifications. The standardized milk (4.5% fat and 8.5% MSNF) was heated to
90°C (No holding) in a stainless steel vessel followed by cooling to 70°C. Then hot
solution (70°C) of one percent citric acid was added to the milk (70°C) with vigorous
agitation initially and gentle stirring later till clear whey was separated out. Then the
coagulum was allowed to settle down for 5 minutes. The whey was drained out through a
muslin cloth and collected paneer curd was used for preparation of paneer-spread.
3.2.1.2. Preparation of paneer spread.
The method suggested by Reddy et al. (2000) for the preparation of chhana butter
spread was adopted for the preparation of paneer spread in the study with slight
modifications. The final procedure is shown in the flow chart-1. About 0.25 kg of freshly
prepared paneer curd was transferred to the mixer jar, various levels of common salt
(NaCl) and tri sodium citrate was added to the paneer curd at the rate of 0.5 per cent.
Then calculated amount of pasteurized potable water was added to adjust the moisture
content of the product to 63.5 per cent (to facilitate proper grinding/mixing process). The
jar contents were subjected grinding to obtain smooth spreadable product. Finally the
Standardized milk
(4.5% fat & 8.5%SNF)
Heating (90oC/No Hold)
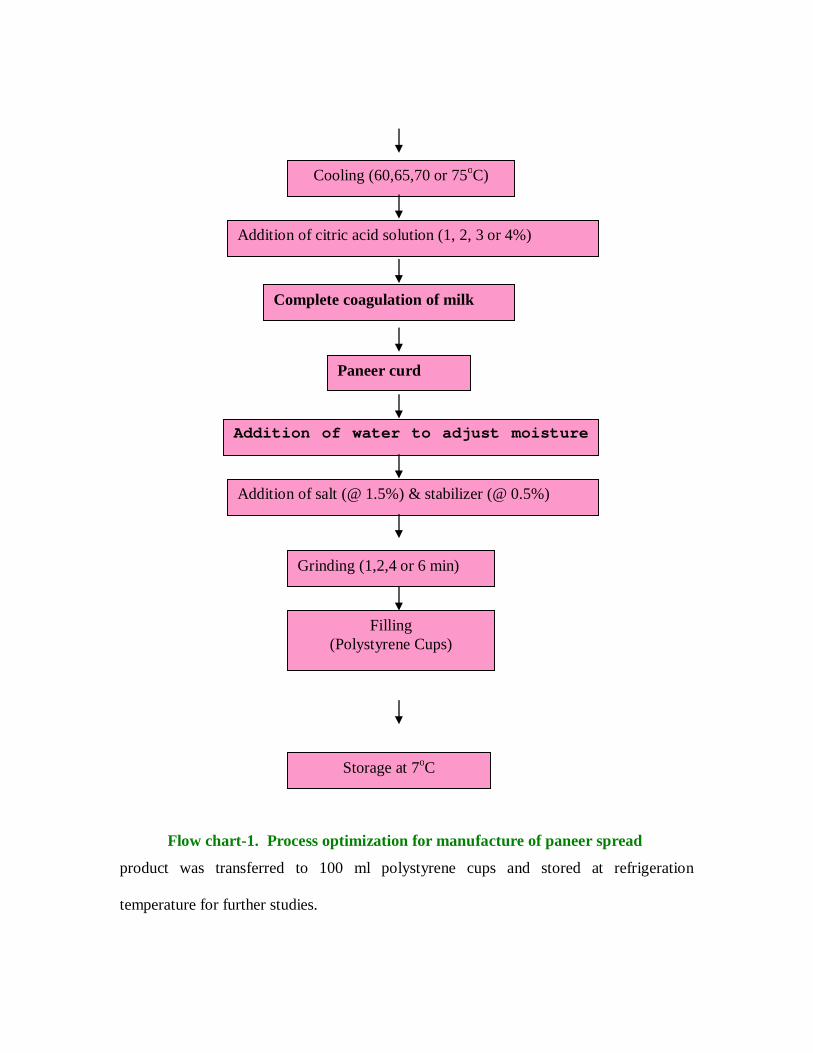
Flow chart-1. Process optimization for manufacture of paneer spread
product was transferred to 100 ml polystyrene cups and stored at refrigeration
temperature for further studies.
Cooling (60,65,70 or 75oC)
Addition of citric acid solution (1, 2, 3 or 4%)
Complete coagulation of milk
Paneer curd
Addition of water to adjust moisture
Addition of salt (@ 1.5%) & stabilizer (@ 0.5%)
Grinding (1,2,4 or 6 min)
Filling (Polystyrene Cups)
Storage at 7oC

3.2.1.3 Optimization of coagulation temperature.
Standardized milk was heated to 90°C and cooled to various temperatures
separately (60,65,70 or 75°C) and added with citric acid solution with respective
temperature of 60,65,70 and 75°C for complete coagulation. Then the paneer spread was
prepared as per the procedure mentioned in the section 3.2.1 to find out the optimum
coagulation temperature (flow chart -1)
3.2.1.4 Optimization of concentration of the coagulant
Various concentration of the citric acid solution such as 1, 2, 3 and 4 per cent
levels were tried during optimization of the concentration of the coagulant
3.2.1.5 Optimization of the grinding duration
Paneer curd was grinded at different durations such as 1, 2, 4 and 6 minutes
during optimization of grinding time
3.2.1.6 Optimization of salt content
Various levels of salt such as 0.5, 1.0, 1.5 or 2.0 per cent was incorporated to
paneer curd during optimization of salt taste to the paneer curd
3.2.2 Incorporation of WPC or sodium caseinate in the development of paneer
spread.

3.2.2.1 Levels of WPC.
The WPC was incorporated into paneer curd at 2, 5, 10 or 15 per cent by weight
of paneer curd. Calculated amount of paneer curd and WPC were heat processed and
transferred to the mixing/grinder along with common salt and tri sodium citrate. Then the
product was prepared as per the procedure mentioned in the section 3.2.1 and flow
diagram-2.
3.2.2.2. Levels of sodium caseinate.
The sodium caseinate was incorporated in to paneer curd at 2, 5, 10 or 15 per cent
by weight of paneer curd. Calculated amount of paneer curd and Sodium caseinate were
transferred to the mixing/grinding jar along with salt and tri sodium citrate and then the
product was prepared as per the procedure mentioned in the section 3.2.1 and flow
diagram-2.
3.2.3 Incorporation of soy flour in paneer spread.
The paneer spread was prepared by incorporating soy flour at 2, 5, 10 or
15 per cent by weight of paneer curd and the product was prepared as per the procedure
of 3.2.1 and flow diagram-3
Fresh Paneer curd
Adding salt @1.5% and stabilizer @0.5%

Flow chart-2. Preparation of paneer spread incorporated with WPC/ Sodium caseinate
Heating 80°C/No Hold
Grinding
Filling (Polystyrene cups)
Storage at 7°C
Addition of WPC or Sodium caseinate (2,5,10 or 15% level)
Fresh Paneer curd

Flow chart-3. Preparation of paneer spread incorporated with soy flour
3.2.4 Preparation of filled paneer spreaed.
Addition of salt (1.5%) and stabilizer (0.5%)
Addition of soy flour at the rate of 2, 5, 10 or 15% level
Heating to 80°C /No hold
Grinding
Cup Filling (Polystyrene cups)
Storage at 7°C
Blending

The filled paneer spread was prepared by replacing milk fat with vegetable oil or soy
flour at the following levels.
3.2.4.1 Replacement of milk fat with vegetable oil
Milk fat was replaced with sunflower oils at 0, 25, 50 or 75 per cent levels to
prepare four different lots of base mix for manufacture filled paneer spread. The base mix
was subjected to two stage homogenization and the spread was manufactures as
mentioned in the section 3.2.1 and Flow chart-4. Similarly, corn oil and soy oil were also
used to replace milk fat as mentioned above to obtain filled paneer spread lots.
3.2.4 Incorporation of flavour enhancers in paneer spread.
Various flavour enhancers were used in paneer-spread preparation to study the
effect of on acceptability of the product.
3.2.4.1 Cheese.
Cheddar Cheese was mixed with paneer curd at 20, 30 or 40 per cent levels. Then the
product was prepared as per the procedure mentioned in the section 3.2.1.
3.2.4.2 Chakka
Chakka was mixed with paneer curd at 10, 20, 30 and 40 per cent levels. The
product was prepared as per the procedure outlined in the section 3.2.1.
Skim milk
Adding cream and vegetable oils (Replacement of milk fat with vegetable oil at 25,50,75% level)

Flow chart-4. Preparation of filled paneer spread. 3.2.4.2 Spices
Various spices were used at different levels as mentioned below:
Sunflower oil Corn oil Soy oil
Blending and pre heating to 65oC
Homogenization
Heating at 90oC/No holding, cooling to 65oC and coagulation
Whey separation
Paneer curd
Grinding
Storage at 7oC
Filling (Polystyrene Cups)
Addition of salt @ (1.5%) and
trisodium citrate @ (0.5%)

3.2.4.2.1 Spice powder
Pepper powder was used at 0.5, 1, 1.5 and 2 per cent levels by weight of paneer
curd. The paneer spread production was carried out as per the procedure given in the
section 3.2.1. The incorporation of spice powder was done at the time of grinding
processes. Similarly, other spices such as clove, cinnamon and their combinations like
pepper and clove, clove and cinnamon and cinnamon and pepper powder were tried
during the development of spiced paneer spread.(Flow chart-5)
3.2.4.2.2 Spice extract
Pepper powder at 0.5, 1, 1.5 and 2 per cent by weight of paneer curd was soaked
in little quantity of boiling water, then the filtered extract was incorporated at the time of
grinding processes of paneer spread production (Section 3.2.1.). Similarly, other spice
extracts such as clove, cinnamon and their combinations like pepper and clove, clove and
cinnamon, cinnamon and pepper were tried for the manufacture of spiced paneer spread
(flow chart-5)
Fresh Paneer curd
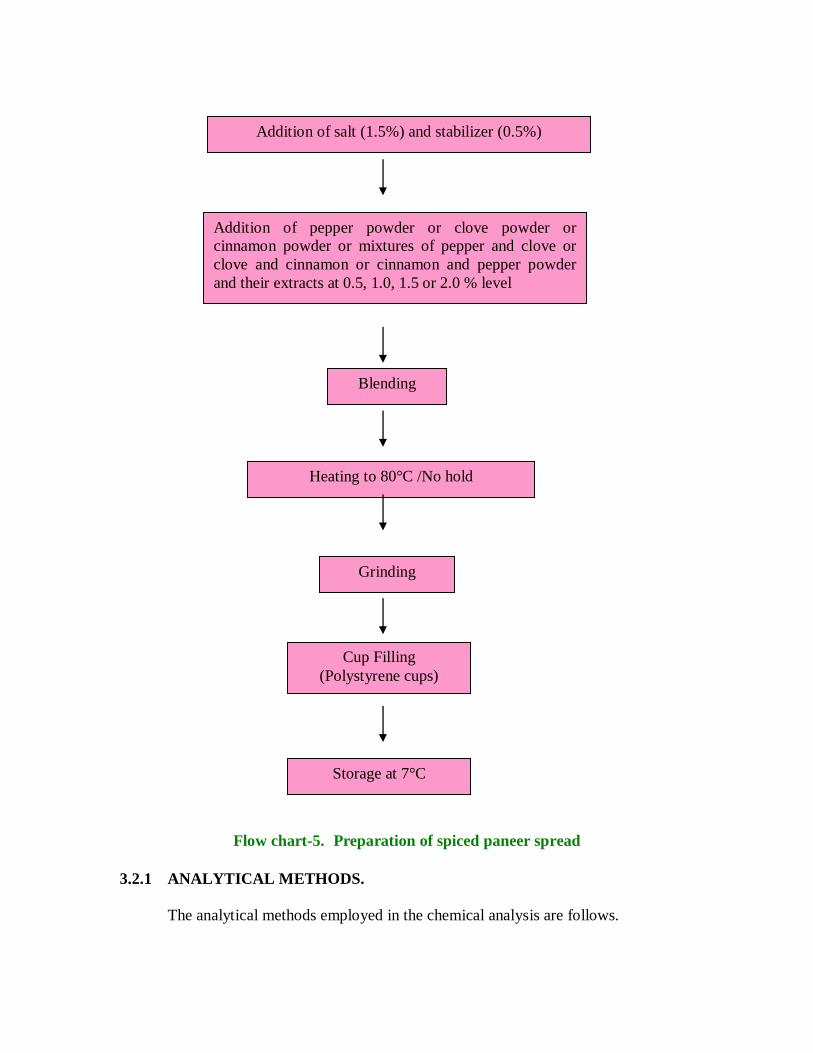
Flow chart-5. Preparation of spiced paneer spread 3.2.1 ANALYTICAL METHODS.
The analytical methods employed in the chemical analysis are follows.
Addition of salt (1.5%) and stabilizer (0.5%)
Addition of pepper powder or clove powder or cinnamon powder or mixtures of pepper and clove or clove and cinnamon or cinnamon and pepper powder and their extracts at 0.5, 1.0, 1.5 or 2.0 % level
Heating to 80°C /No hold
Grinding
Cup Filling (Polystyrene cups)
Storage at 7°C
Blending

3.2.1.1 Milk
3.2.1.1.1 Fat
Fat content of milk, skim milk and cream was determined by Gerber method as
IS: 1479 (part I) 1981.
3.2.1.1.2 Milk solids not fat (MSNF)
The MSNF content of milk and skim milk was estimated by as per IS: 1479 part II
(1981) procedure.
3.2.1.1.3 Acidity
The titratable acidity of milk was determined as per the method given in IS: 1479,
(part 1), 1981.
3.2.1.2 Paneer spread
3.2.1.2.1. pH
pH of paneer spread sample was determined by blending 10g of paneer spread
with 10 ml of glass distilled water and dipping the electrode directly into the slurry as per
the procedure followed by O’ Keeffee et al. (1976).
3.2.1.2.2. Moisture
Moisture content of paneer spread was estimated as per IS: SP18 (Part XI) 1981
procedure.

3.2.1.2.3 Acidity
The titratable acidity of paneer spread was determined as per the procedure of
AOAC (33.7.14; 920.124, 1995).
3.2.1.2.4. Protein
The protein content of paneer spread was determined as per the procedure
mentioned in IS; SP18 (Part XI), 1981.
3.2.1.2.5 Soluble nitrogen
The soluble nitrogen content was determined as per Association of Official
Analytical Chemists (AOAC. 33.2.12; 991.21, 1995) procedure
3.2.1.2.6. Fat
Fat content of paneer spread was determined by Mojonnier fat extraction method
as per the procedure of IS: SP18 (Part XI) 1981.
3.2.1.2.7 Free fatty acid (FFA)
The free fatty acid (FFA) content of paneer spread was estimated using the
procedure mentioned by Deeth et al. (1975). One gram of sample was transferred into a
35 ml screw cap test tube, mixed with 10 ml of extraction mixture (Iso-propanol:
petroleum ether: 4N H2SO4 :: 40: 10 :1) , further 6 ml of petroleum ether and 4 ml of
distilled water were also added. The test tube was shaken vigorously for 15 s and two

layers are allowed to settle. An aliquot of the upper layer is withdrawn and transferred in
to a 50 ml conical flask. Six drops of 1 per cent methanolic phenolphthalein was added
and the solution was titrated against 0.02N methonolic KOH. A blank reading was
carried out using distilled water in place of paneer spread. The FFA content of paneer
spread was obtained using the following formula:
Free Fatty Acids ( equl./g) = TxNx103
PxG
Where:
T= Net titration volume
N=Normality of methanolic KOH
P=Proportion of upper layer titrated (i.e. volume of aliquot withdrawn/ total
volume of upper layer)
G=Weight of the sample
3.2.2 Microbiological quality
The paneer spread samples were analyzed for total count (TC), coliform count,
yeast and mould count using various agar medium (Hi-media Laboratories Pvt. Ltd.
Bombay)
3.2.2.1 Total count
The total count was estimated on plate count agar (PCA) medium as per the
procedure given in (IS : 1224 part I and Part II, 1981)

3.2.2.2 Coliform count
Coliform count was carried out on dehydrated violet red bile agar (VRBA)
medium (IS : 1224 : part I and Part II, 1981)
3.2.2.3 Yeast and mould count
Yeast and mould count was determined using malt extract agar (MEA) medium
using the procedure given in (IS : 1224 part I and II, 1981). The MEA pH was adjusted to
3.5 by adding sterilized lactic acid (10 %) solution aseptically to the molten medium
immediately before pouring into the plates
3.2.3 Rheology of paneer spread
Spreadability, Firmness, Adhesiveness and Stickiness were determined by using
Texture Analyzer ( Model - TA-XT2) at National Dairy Research Institute (NDRI),
Audugodi, Bangalore.
Texture analyzer with the following specifications was used to determine the
rheological characteristics of paneer-spread samples:
Make Stable micro-system
Model TA-XT2
No. of compression Two stage
Load cell 25 kg
Power 230 V AC (2.2 KVA)

Standard settings of Texture Analyzer (TA) are as follows:
Caption Value/unit
Test mode Compression
Pre-test speed 1 mm/s
Test speed 2 mm/s
Post test speed 10 mm/s
Target mode Distance
Distance 5 mm
Trigger type Auto (force)
Trigger force 5 g
Break mode Off
Stop plot at Start position
Tare mode Auto
Advanced caption On
Control oven Disabled
3.2.3.1 Texture profile analysis
Texture profile analysis (TPA) parameters were determined by using the Stable
Micro-Systems TA-XT2 Texture Analyser (UK) fitted with 25 kg load cell was used for
two-stage liner compression of paneer spread samples. A cone type probe was attached to
the moving cross-head. Various textural parameters determined include firmness,
stickness, spreadability and adhesiveness . The hardness/ firmness is the maximum peak
force (F) during the first compression cycle (first bite) and the unit is Newton. The
stickiness is the negative peak force (F) during the second compression cycle (second
bite) and the unit is Newton. The spreadability is the area of positive curve (Area 1:2)
and the adhesiveness is the area of negative curve (Area 3:4). The unit of spreadability
and adhesiveness is Newton/s (Appendix-III).
3.2.4 Penetration measurement
The penetration measurements were made using cone and test rod (probe)
weighing 35g . The cone was allowed to penetrate the sample for a fixed time of 5 s. For
the same sample, reading was recorded at different spots and the average value was
recorded as mm/5 s of penetration.
3.2.5 Sensory evaluation.
A panel of 5 Judges evaluated the organoleptic quality of paneer spread. Each
judge was provided with a score card (Appendix 1 or 2) and bread slice along with
paneer spread to assess the quality of product with respect to various attributes such as
colour and appearance, body and texture, flavour, spreadability and overall acceptability.