Embed Size (px)
Citation preview

5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demanda Francisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación 33
ABSTRACT• Nowadays there are different structures
of supply chain management based on collaboration among the companies which belong to the same chain. This work deeply analyzes the advantages and disadvantages of using these structures, in particular, Vendor Managed Inventory(VMI) and Electronic Point of Sales (EPOS) compared to the Traditional Supply Chain. Moreover, it devises several models of Supply Chain Management, developed using the Dynamic Systems Methodology, where the structures are shaped and simulated by the Vensim© software.These models are an effi cient tool to recreate different management backgrounds, which fi t a greater or lesser extent with business objectives (tactical or operational) as proposed.In that way, analyzing the variations of the Bullwhip effect, as the main causes of instabilities in the demand process management along the supply chain, will be possible.
• Keywords: logistics, Bullwhip effect, Systems Dynamics, Supply Chain Management , Vendor Managed Inventory (VMI), Electronic Point of Sales (EPOS).
Cadenas de suministro Cadenas de suministro tradicionales y colaborativastradicionales y colaborativas
Análisis de su infl uencia en la gestión de la Análisis de su infl uencia en la gestión de la variabilidad de la demandavariabilidad de la demanda
RESUMENEn la actualidad existen
diferentes estructuras de gestión de Cadena de Suministro basadas en la colaboración entre los integrantes de la misma. Para este trabajo se analizan las ventajas y desventajas de la utilización de cada una de estas estructuras, en particular Vendor Managed Inventory (VMI) y Electronic Point of Sales (EPOS) en la gestión de la variabilidad de la demanda con respecto a la Cadena Tradicional. Además se utilizan varios modelos de Gestión de Cadena de Suministro, construidos usando la Metodología de la Dinámica de Sistemas, en los que se modelan y simulan con el programa informático Vensim© las estructuras mencionadas.
Estos modelos constituyen una herramienta eficaz que permite recrear diferentes escenarios, que se ajusten, en mayor o menor medida, con los objetivos empresariales (tácticos u operativos) propuestos. Con esta base será posible posteriormente analizar la variación del efecto látigo (también conocido como efecto Bullwhip) como uno
de los principales causantes de las inestabilidades en el proceso de gestión de demanda que se producen a lo largo de la Cadena de Suministro.
Palabras clave: logística, efecto Bullwhip, dinámica de Sistemas, gestión de la Cadena de Suministro, Vendor Managed Inventory (VMI), Electronic Point of Sales (EPOS).
1. INTRODUCCIÓN La extrema competitividad que
existe en la economía actual, unida a los efectos de la globalización, obligan a la industria a encontrar nuevas vías para interactuar y satisfacer a los clientes. En una Cadena de Suministro, los fabricantes, intermediarios comerciales, transportistas, proveedores y organismos oficiales colaboran para entregar la mercancía de forma rápida y eficaz de modo que el dinero fluya a través de la economía. Una Cadena de Suministro optimizada, supone mejoras de eficiencia que pueden reducir las necesidades de
Francisco Campuzano Bolarín*Eva Martínez Caro *Lorenzo Ros McDonell** Universidad Politécnica de Cartagena. Dpto. Economía
de la Empresa. Tfno: 968326475. [email protected].
Recibido: 15/12/2009 • Aceptado: 11/01/2010Traditional and collaborative supply chains. Analysis of its infl uence on the demand variability management
5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demandaFrancisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación34
inventario, ahorrar costes de transporte y otros gastos de distribución, y optimizar el time to market.
Forrester (1958), analizando una Cadena de Suministro Tradicional, observó que un pequeño cambio en el patrón de demanda de un cliente se magnificaba según fluía a través de los procesos de distribución, producción y aprovisionamiento. En cada nivel de la cadena, esta desviación se amplificaba aguas arriba de la misma en forma de órdenes de reabastecimiento. Esa amplificación se debía, según Forrester, a los problemas derivados de la existencia de tiempos de suministro (“non-zero lead times”), y la inexactitud de las previsiones realizadas por los diferentes miembros de la cadena ante la variabilidad de la demanda. Más tarde, Lee et al (1997) identifican que la distorsión de la demanda con respecto a las ventas debida al efecto Forrester se amplifica aún más debido a los siguientes efectos que pueden darse incluso de forma simultanea en la Cadena de Suministro: la lotificación de pedidos, la fluctuación de los precios de los productos, y el racionamiento y escasez de productos terminados. Se denomina efecto Látigo (o efecto Bullwhip) a la amplificación de la varianza en la demanda de productos, producida por la combinación de estos 4 elementos; amplificación que va aumentando según nos separamos del consumidor final y nos adentramos en la Cadena de Suministro.
Alguna de las causas del efecto Bullwhip pueden atribuirse a la desconfianza entre los miembros de la Cadena de Suministro que genera una escasez de información dando lugar a la aparición de problemas de gestión (como pueden ser los excesos de inventarios, demanda insatisfecha, tiempos de suministro elevados, etc.): esos se repercuten negativamente en el objetivo principal de la Cadena de Suministro, que es conseguir la máxima satisfacción del cliente final (Hosoda y Disney, 2005).
Disney et al. (2004) comentan el interés que tendría para el análisis de la variabilidad de la demanda (efecto Bullwhip), la utilización de nuevas estructuras de Cadena de Suministro, tales como EPOS (Electronic Point of Sales), VMI (Vendor Management Inventory), ambas basadas en estrategias colaborativas entre los miembros que la forman, Reducida y E-shopping. La particularidad de la cadena Reducida es que se eliminan algunos miembros respecto a lo que puede ser una Cadena de Suministro Tradicional. Esto reduce los tiempos de suministro totales y las órdenes de reabastecimiento, lo que suaviza el efecto Bullwhipp. La cadena e-shopping (o de compra electrónica) se caracteriza por estar formada por dos miembros, fabricante y consumidor final (por ejemplo la venta de ordenadores Dell).
En este trabajo se analizan las ventajas y desventajas de la utilización de las estructuras Tradicional y las colaborativas EPOS (Electronic Point of Sales), VMI (Vendor Management Inventory) en la gestión de la variabilidad de la demanda a lo largo de una Cadena de Suministro multinivel. Dichas estructuras de Gestión de Cadena de Suministro se han modelado (Campuzano et al., 2008a y 2008b) usando la Metodología de la Dinámica de Sistemas. Posteriormente
se simulan con el programa informático Vensim©. Estos modelos constituyen una herramienta eficaz que permiten al investigador o al responsable de producción decidir, mediante la recreación de diferentes escenarios, qué estructura se ajusta en mayor o menor medida con los objetivos empresariales (tácticos u operativos) propuestos.
2. JUSTIFICACIÓN DE LA METODOLOGÍA UTILIZADA La metodología utilizada para el modelado y análisis en
esta investigación es la Dinámica de Sistemas, metodología creada por Forrester (1961).
El objetivo de la Dinámica de Sistemas es examinar la interacción que existe entre varias funciones (procesos físicos, flujos de información, políticas de gestión, etc.) dentro de un sistema, con el fin de facilitar la comprensión del mismo y mejorar la interacción de los componentes de dicho sistema. Los pasos a seguir a la hora de crear el modelo propuesto utilizando esta metodología se dividen en dos etapas. La primera es la creación del diagrama causal y la segunda, la creación del diagrama de flujos. La Dinámica de Sistemas utiliza el diagrama causal para representar la estructura de un sistema. Los diagramas causales se construyen con variables que se conectan por medio de flechas que representan las relaciones de causa-efecto o influencia entre éstas. A cada relación causa-efecto se le asigna una polaridad que puede ser positiva (+) o negativa (-), y que indica la influencia de la variable dependiente sobre la independiente. El diagrama de Forrester o de flujo es una traducción del diagrama causal a una terminología que permite simular el comportamiento del sistema creado en un ordenador. El programa utilizado para realizar las simulaciones de los modelos utilizados para este trabajo será Vensim®. La anterior consideración lleva a una clasificación (Aracil, 1997) de las distintas variables que aparecen en un diagrama de flujos en tres grupos: variables de nivel o estado, variables de flujo y variables auxiliares.
Las variables de nivel reflejan acumulaciones (por ejemplo, inventario en curso, almacén de productos, pedidos pendientes). Son normalmente las variables más importantes y muestran en cada instante la situación del modelo. Asociada a cada variable de nivel se encuentran una o varias variables de flujo (por ejemplo, entrada de productos al almacén, entrega de productos, entrega de productos pendientes) que determinan su variación a lo largo del tiempo. Por último, las variables auxiliares son el resto de las variables que aparecen en el diagrama (por ejemplo, pedidos en firme o demanda de cliente), y representan pasos intermedios para la determinación de las variables de flujo a partir de las variables de nivel. A las variables de nivel y de flujo se asocian unos iconos (gráficos). Así a la variable de nivel se asocia un rectángulo mientras que a la de flujo se asocia un icono que recuerda a una válvula, cuya apertura se regula precisamente mediante el flujo que representa esa variable. Las variables auxiliares suelen representarse mediante círculos, aunque no es necesario. Ver Figura 1.
5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demanda Francisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación 35
2.1. CONSTRUCCIÓN DEL MODELO CAUSAL DE UN SISTEMA
El conjunto de los elementos que tienen relación con nuestro problema y permiten en principio explicar el comportamiento observado, junto con las relaciones entre ellos, en muchos casos de retroalimentación (cadena cerrada de relaciones causales), forman el Sistema a modelar. El Diagrama Causal es un diagrama que recoge los elementos clave del Sistema y las relaciones entre ellos.
Una vez conocidas globalmente las variables del sistema y las hipotéticas relaciones causales existentes entre ellas, se pasa a la representación gráfica de las mismas. En este diagrama, las diferentes relaciones están representadas por flechas entre las variables afectadas por ellas.
2.2 ESTRUCTURA DEL MODELO CAUSAL PROPUESTO PARA UNA CADENA DE SUMINISTRO TRADICIONAL
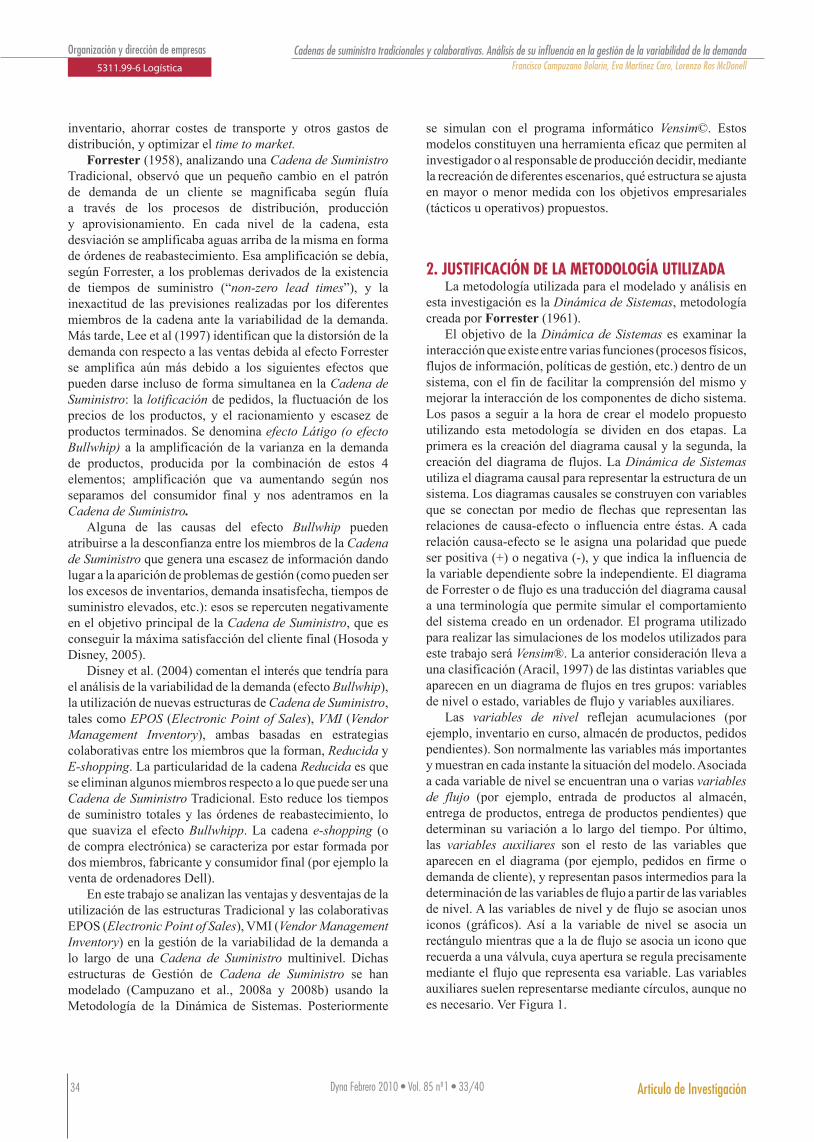
Figura 1: Ejemplo de Cadena de Suministro Tradicional
El modelo base a crear, se realizará a partir de una Cadena de Suministro Tradicional de estructura lineal, formada por los niveles Cliente Final, Minorista, Mayorista y Fabricante (ver un ejemplo de la posible estructura de una Cadena de Suministro Tradicional en la figura 1). Los pasos seguidos para determinar el diagrama causal en el caso concreto de la Cadena de Suministro Tradicional se basan en las propuestas de Aracil y Gordillo (1997), Pérez Ríos (1993) y Sterman (2000), y son los siguientes:
1) En primer lugar se realiza una descripción del problema que se desea estudiar.
En este caso, con el análisis de las causas de la variabilidad de la demanda a lo largo de una Cadena de Suministro multinivel, estudiamos el funcionamiento de Cadena de Suministro en torno a la gestión de la demanda que realiza cada uno de los niveles de la misma. El efecto de la variabilidad de la demanda se observará en los niveles de servicio, costes de inventario (pedido, almacén) y costes por pedidos no servidos a tiempo.
2) En segundo lugar se sitúan los elementos que tienen
influencia con el problema que se quiere estudiar.Para la creación del diagrama causal de la Cadena de
Suministro tradicional propuesta, se ha utilizado como modelo de referencia el APIOBPCS (Automatic Pipeline, Inventory and Order-Based Production Control System) (Jhon et al, 1994). Según Berry (1994) el modelo APIOBPCS representa adecuadamente el proceso industrial de gestión de demanda, presenta interesantes características dinámicas, y las fases de su funcionamiento son bastante transparentes (ver figura 2). Los estudios realizados sobre el efecto Bullwhip utilizando este modelo, son los más cercanos a la investigación que se propone, aunque para acercar el modelo a la realidad se han agregado dos elementos a las variables que propone el modelo APIOBPCS, que son las restricciones de capacidad y el proceso de gestión de pedidos pendientes.
Los elementos considerados para llevar a cabo el diagrama causal de la Cadena de Suministro elegida, en base al modelo APIOBPCS, son los siguientes:
La demanda del cliente final y demanda de un nivel - hacia el situado inmediatamente aguas arriba Los pedidos en firme - (tanto para Minorista, Mayorista y Fabricante): los pedidos en firme constarán de la demanda enviada por el nivel inmediatamente aguas abajo del que se esté considerando y los pedidos pendientes del miembro de la cadena que se trate. Es decir si el subíndice “i” se corresponde con el nivel de la cadena que se esté tratando, D
i-1 a la demanda del nivel inmediatamente
aguas abajo, y Ppi a los pedidos pendientes del nivel que se esté considerando, los pedidos en firme serán:
Pedidos en firme i= Di-1
+Ppi
Los pedidos pendientes - (tanto para Minorista, Mayorista y Fabricante) El inventario disponible - (tanto para Minorista, Mayorista y Fabricante): puede encontrarse dentro del almacén y la cantidad disponible del mismo nunca puede ser negativa. Esta cantidad es relevante, ya que permite determinar si la demanda de un determinado cliente puede ser satisfecha directamente desde el almacén.
CLIENTE FINAL
MINORISTA MAYORISTA FACTORIA
FLUJO DE INFORMACIÓN AGUAS
ARRIBA
FLUJO DE MATERIALES AGUAS ABAJO
5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demandaFrancisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación36
La previsión de demanda - (tanto para Minorista, Mayorista y Fabricante): se ha realizado utilizando alisado exponencial simple. El estado de Inventario - (tanto para Minorista, Mayorista y Fabricante): se define por la siguiente relación (Silver et al , 1998):
Estado inventario = Inventario disponible+Inventario pendiente de recibir(o productos en curso)-pedidos pendientes.
Las órdenes de reabastecimiento - (tanto para Minorista como Mayorista) y las órdenes a fábrica (nivel de Fabricante): tanto las órdenes de reabastecimiento como las órdenes a fábrica se confeccionarán según la política de inventario que se elija para gestionar la demanda. Independientemente de la política que se siga, para el lanzamiento de las mismas se tendrán en cuenta las variables Previsión de demanda, Estado de inventario, y Tiempos de suministro o fabricación. La política de control de inventario utilizada en este trabajo es la Order up to level S (Silver et al 1998). Esta política se basa en mantener el estado de inventario dentro de un nivel S. Las órdenes de reabastecimiento o fabricación se enviarán siempre que el estado inventario caiga por debajo del nivel S. Como ejemplo se puede hacer S igual a la previsión de demanda durante el tiempo de suministro más la desviación típica de la demanda durante el tiempo de suministro multiplicada por un factor de servicio K (Silver et al 1998). Así la orden de reabastecimiento será:
.L L
t ttO D k σΛ Λ
= + −Estado de inventariot
El tiempo de suministro - (Mayorista y Fabricante). Los productos en curso - (tanto para Minorista, Mayorista y Fabricante): los constituyen, por una parte, aquel inventario que ha sido servido y que no llegará a estar disponible hasta que se cumpla el tiempo de suministro estipulado y, por otra, el inventario que estará disponible en el almacén, tras completarse el proceso de fabricación. La capacidad de fabricación - (nivel del Fabricante): se expresará como el número de unidades que pueden realizarse durante un periodo.
Fabricación- (nivel del Fabricante). Tiempo de fabricación - (nivel de Fabricante). Niveles de servicio - (tanto para Minorista, Mayorista y Fabricante): el cociente entre número de unidades expedidas a los clientes sin retraso y el número total de unidades demandadas por los mismos. Costes de inventario- (almacenamiento y pedido, tanto para Minorista, Mayorista y Fabricante) y rotura de stocks (generados por no servir a tiempo un pedido).
Lógicamente estos elementos variarán en función del tipo de Cadena de Suministro que se esté modelando. En el caso de las Cadenas de Suministro con estructuras colaborativas VMI y EPOS se añadirán nuevas variables que se exponen en los apartados 2.4 y 2.5.
3) Se definen, concretamente se dibujan, las relaciones o influencias que existen entre ellos.
Una vez conocidas globalmente las variables del sistema y las hipotéticas relaciones causales existentes entre ellas, se pasa a la representación gráfica de las mismas. En este diagrama, las diferentes relaciones están representadas por flechas entre las variables afectadas por ellas.
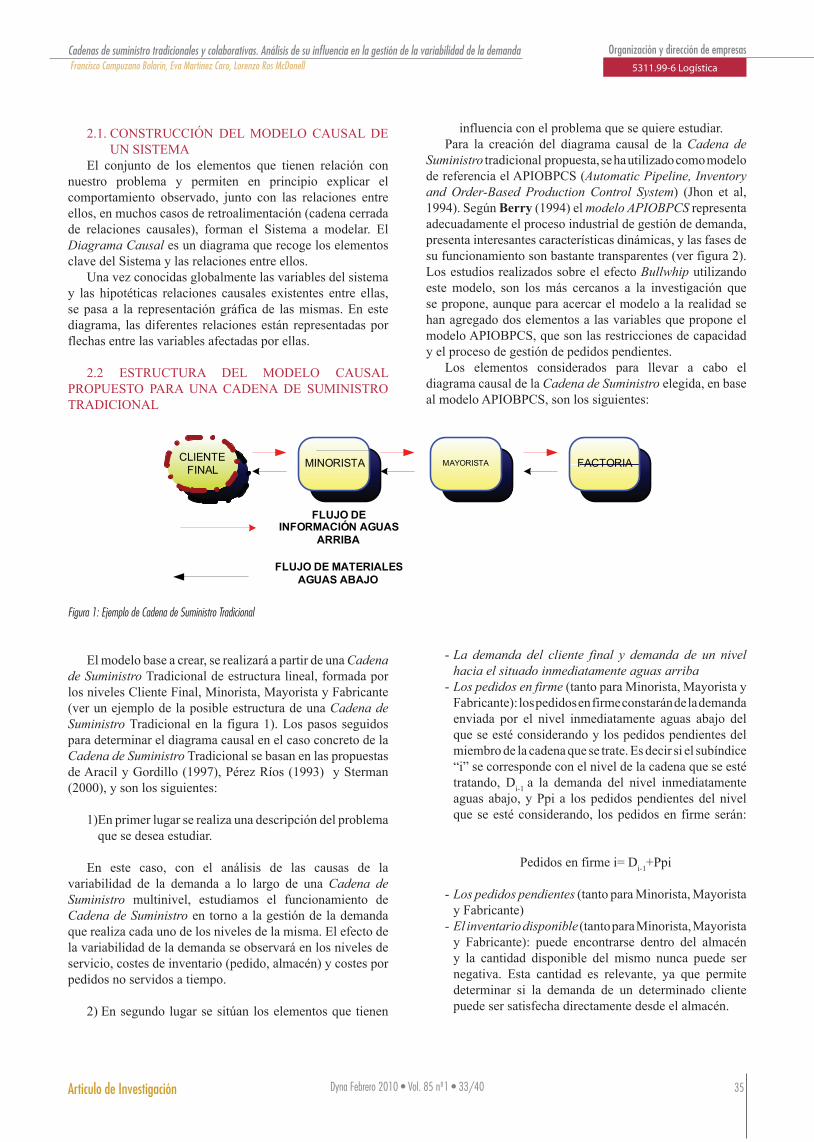
Esas flechas van acompañadas de un signo (+ o -) que indica el tipo de influencia ejercida por una variable sobre la otra. Un signo “+” quiere decir que un cambio en la variable origen de la flecha producirá un cambio del mismo sentido en la variable destino. El signo “-” simboliza que el efecto producido será en sentido contrario. A continuación se presenta el diagrama causal del nivel del minorista para la Cadena de Suministro Tradicional (Figura 2).
Figura 2: Diagrama causal del nivel del minorista para la Cadena de Suministro Tradicional considerada
INVENTARIO DISPONIBLE MINORISTA
PEDIDOS PENDIENTES MINORISTA
PEDIDOS EN FIRME
MINORISTA
DEMANDA CLIENTE FINAL
PREVISIÓN DE DEMANDA MINORISTA
ORDENES DE REABASTECIMIENTO
MINORISTA
ESTADO DE INVENTARIO MINORISTA
PRODUCTOS EN CURSO MINORISTA
TIEMPO SUMINISTRO MAYORISTA
+
-
+
+
+-
+
-
+
+
+
-
CLIENTE FINAL
+
+
-
5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demanda Francisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación 37
En la figura anterior se ha representado el diagrama causal del nivel del minorista de la Cadena de Suministro tradicional considerada. Por razones de espacio no se ha representado el diagrama causal de la totalidad de la cadena, es decir, los niveles minorista, mayorista y fabricante. Este diagrama puede realizarse con cualquier software de dibujo para ordenador o simplemente “a mano alzada”.
2.3 TRANSFORMACIÓN DEL DIAGRAMA CAUSAL AL DIAGRAMA DE FORRESTER
Como ya se expuso anteriormente, el diagrama de Forrester es una traducción del Diagrama Causal a una terminología que permite simular el comportamiento del sistema creado en un ordenador. El soporte informático utilizado para realizar las simulaciones del modelo creado es Vensim®.
2.4 MODELADO DE LA CADENA DE SUMINISTRO EPOS
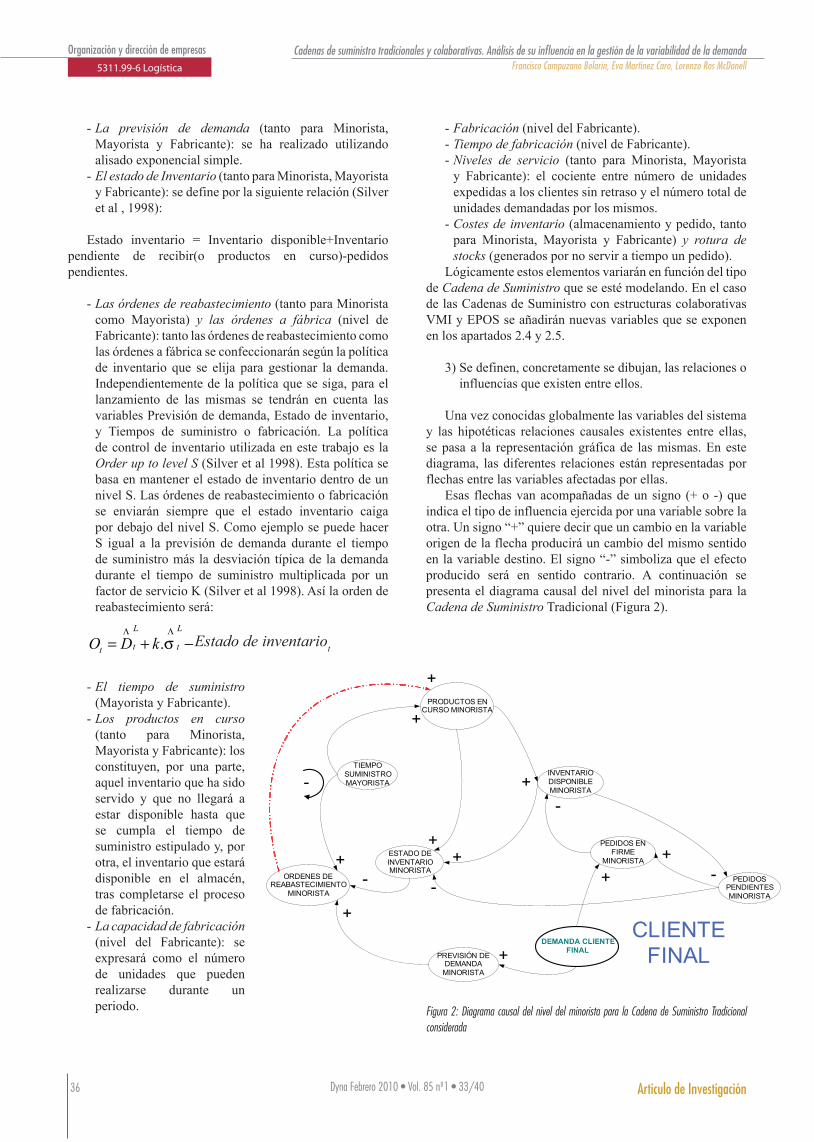
La característica principal de las cadenas de suministro en las que se utiliza el sistema EPOS es que la información de las ventas al cliente final es enviada a cada uno de los miembros de la Cadena de Suministro (ver figura 3). Así cada miembro conocerá la demanda real de productos que el cliente final solicita en cada periodo. De todas maneras, los diferentes métodos en la realización de pronósticos, así como el aprovechar oportunidades para la compra de materias primas a precios bajos, pueden conducir a colocar extrañas ordenes que desvirtúen la información y conduzcan a producir el efecto Bullwhip (Dejonckheere et al. 2004).
La diferencia principal entre la estructura EPOS y la tradicional a la hora de modelarlas estriba en que en la primera la información de las ventas del minorista al consumidor final se envía a cada uno de los miembros de la cadena, lo que mejora las previsiones de demanda de éstos, ya que se eliminan periodos de falta de información que desvirtúan el correcto funcionamiento de las técnicas de previsión utilizadas.
No se añade en este caso el diagrama causal de la Cadena de Suministro EPOS, ya que es bastante semejante al propuesto para la Cadena de Suministro Tradicional. La diferencia entre éstos se basa principalmente en la representación de las conexiones desde el cliente final hasta cada uno de los miembros de la Cadena de Suministro. Dichas conexiones representan la información de las ventas al cliente final en cada periodo.
2.5 MODELADO DE LA CADENA DE SUMINISTRO VMI
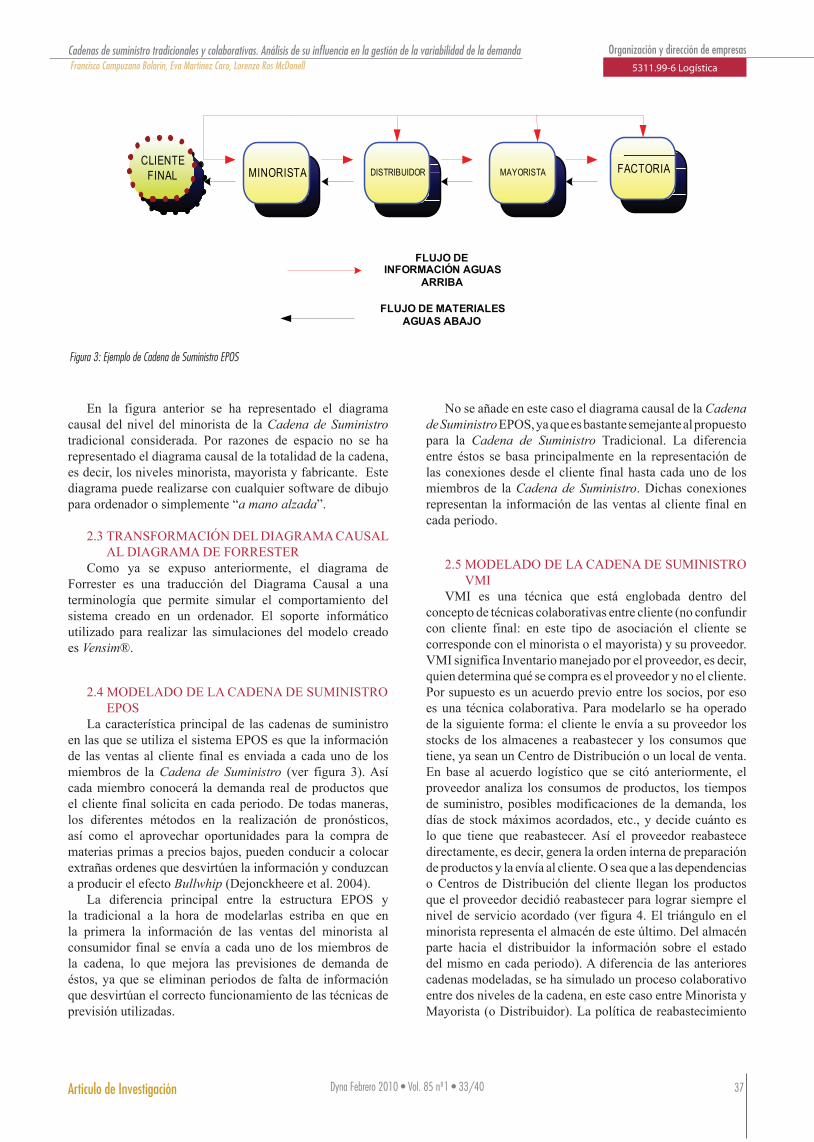
VMI es una técnica que está englobada dentro del concepto de técnicas colaborativas entre cliente (no confundir con cliente final: en este tipo de asociación el cliente se corresponde con el minorista o el mayorista) y su proveedor. VMI significa Inventario manejado por el proveedor, es decir, quien determina qué se compra es el proveedor y no el cliente. Por supuesto es un acuerdo previo entre los socios, por eso es una técnica colaborativa. Para modelarlo se ha operado de la siguiente forma: el cliente le envía a su proveedor los stocks de los almacenes a reabastecer y los consumos que tiene, ya sean un Centro de Distribución o un local de venta. En base al acuerdo logístico que se citó anteriormente, el proveedor analiza los consumos de productos, los tiempos de suministro, posibles modificaciones de la demanda, los días de stock máximos acordados, etc., y decide cuánto es lo que tiene que reabastecer. Así el proveedor reabastece directamente, es decir, genera la orden interna de preparación de productos y la envía al cliente. O sea que a las dependencias o Centros de Distribución del cliente llegan los productos que el proveedor decidió reabastecer para lograr siempre el nivel de servicio acordado (ver figura 4. El triángulo en el minorista representa el almacén de este último. Del almacén parte hacia el distribuidor la información sobre el estado del mismo en cada periodo). A diferencia de las anteriores cadenas modeladas, se ha simulado un proceso colaborativo entre dos niveles de la cadena, en este caso entre Minorista y Mayorista (o Distribuidor). La política de reabastecimiento
CLIENTEFINAL MINORISTA DISTRIBUIDOR MAYORISTA FACTORIA
FLUJO DE INFORMACIÓN AGUAS
ARRIBA
FLUJO DE MATERIALES AGUAS ABAJO
Figura 3: Ejemplo de Cadena de Suministro EPOS

5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demandaFrancisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación38
utilizada en esta estructura por el mayorista para atender la demanda del minorista es la Order Up to level (S,s) (Disney et al 2003). Al utilizar esta política de control de inventario las órdenes de reabastecimiento se ejecutan con la intención de llevar el estado del inventario a un nivel S, siempre que éste alcance o esté por debajo del punto de pedido s. Se ha denominado de esta forma, porque cuando el nivel inventario alcanza una cantidad definida previamente se lanza el pedido de reabastecimiento o fabricación.
Éste es uno de los datos más comúnmente compartido entre minoristas y proveedores. El acceso al estado de inventario por parte de los proveedores y minoristas contribuye a bajar el inventario total de la cadena. Esto significa que si los proveedores pueden tener visibilidad del inventario de sus productos en tiendas y almacenes del minorista, podrán realizar una mejor gestión sobre éstos, mejorando la reposición hacia los almacenes y, principalmente, hacia las tiendas. Esto último generará beneficios para el proveedor y el minorista, evitando las roturas de stock y mejorando la
disponibilidad comercial. Por su parte, el minorista tendrá que dar acceso al proveedor a los sistemas de información necesarios, o bien podrá dejar la información en Internet, para que éste acceda a ella. Aquí es clave la oportunidad de la información, es decir, deben acordarse los momentos en los que se actualizarán los inventarios y los momentos en los que se compartirá esta información.
En la práctica, la forma de compartir la información de los inventarios se puede implementar de diferentes formas. Existen iniciativas a nivel de grandes minoristas y grandes proveedores, los cuales promueven modelos de negocios, tales como: CRP (Continous Replenishment Programs, Programas de Reposición Continua) y VMI (Vendor-Managed Inventory, Inventario Manejado por el Proveedor).
La evolución de la Cadena de Suministro tradicional hasta el VMI supone la utilización de las nuevas tecnologías de la información y el intercambio electrónico de datos entre los integrantes de la Cadena de Suministro.
El VMI es un proceso en el que el proveedor genera órdenes para su cliente basadas en la información de
demanda enviada por este último. Durante este proceso el proveedor es guiado para cumplir con los objetivos de los niveles del inventario y costes de transacción. Se trata pues de un sistema de aprovisionamiento basado en el intercambio de información (Internet/EDI (Electronic Data Interchange). El proveedor es capaz de controlar y gestionar el stock de su empresa cliente, ya que existe un constante intercambio de información en este sentido. De esta forma, será el mismo proveedor el que decida los aprovisionamientos hacia su cliente. Éste además de delegar en su proveedor el control del inventario y la realización de pedidos, podrá ver reducido y ajustado el nivel del stock en su almacén.
VMI evoluciona a lo que actualmente se llama Collaborative Planning, Forecasting and Replenishment (CPFR). El CPFR es una técnica colaborativa por lo que los integrantes de la cadena realizan un intercambio de información, compartiéndola y discutiéndola para poder planificar mejor el servicio al cliente final. Esta técnica propicia el intercambio, discusión y trabajo en común de
los pronósticos de demanda ítem por ítem. En función de este trabajo en común, se realiza el reabastecimiento de productos, no sólo en función de los históricos de ventas suministrados por el minorista, sino que adicionalmente se suman las previsiones de demanda y la planificación de promociones, que en el caso de productos de gran consumo son muy importantes, ya que la demanda crece o disminuye abruptamente con la aparición o desaparición de una promoción, generando la mayoría de las veces las indeseables roturas de stock.
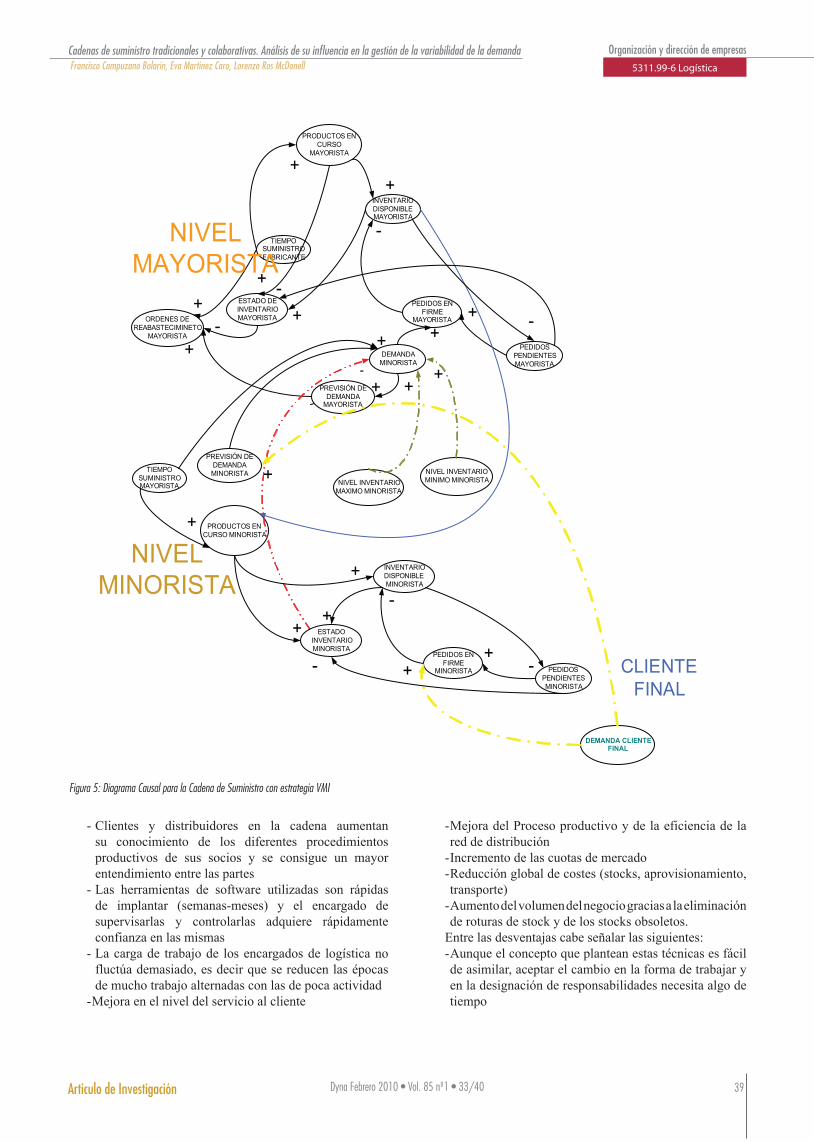
La representación del diagrama causal para la asociación VMI se contempla en la siguiente figura (Figura 5):
La implantación de VMI o CPFR conlleva mejoras en la gestión de la cadena, pero también diversos inconvenientes descritos por Gustafsson y Norrman (2001).
Entre las ventajas se pueden destacar las siguientes: Los primeros beneficios de la implantación del sistema - se obtienen a corto plazo (meses) La amortización de la inversión realizada se recupera - rápidamente (meses)
CLIENTE
FINALMINORISTA
DISTRIBUIDOR MAYORISTA FACTORIA
FLUJO DE INFORMACIÓN AGUAS
ARRIBA
FLUJO DE MATERIALES AGUAS ABAJO
Figura 4: Cadena de Suministro VMI
5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demanda Francisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación 39
Clientes y distribuidores en la cadena aumentan - su conocimiento de los diferentes procedimientos productivos de sus socios y se consigue un mayor entendimiento entre las partes Las herramientas de software utilizadas son rápidas - de implantar (semanas-meses) y el encargado de supervisarlas y controlarlas adquiere rápidamente confianza en las mismas La carga de trabajo de los encargados de logística no - fluctúa demasiado, es decir que se reducen las épocas de mucho trabajo alternadas con las de poca actividad Mejora en el nivel del servicio al cliente-
Mejora del Proceso productivo y de la eficiencia de la - red de distribución Incremento de las cuotas de mercado- Reducción global de costes (stocks, aprovisionamiento, - transporte) Aumento del volumen del negocio gracias a la eliminación - de roturas de stock y de los stocks obsoletos.
Entre las desventajas cabe señalar las siguientes: Aunque el concepto que plantean estas técnicas es fácil - de asimilar, aceptar el cambio en la forma de trabajar y en la designación de responsabilidades necesita algo de tiempo
NIVEL MINORISTA
INVENTARIO DISPONIBLE MINORISTA
PEDIDOS PENDIENTES MINORISTA
PEDIDOS EN FIRME
MINORISTA
DEMANDA CLIENTE FINAL
PRODUCTOS EN CURSO MINORISTA
TIEMPO SUMINISTRO MAYORISTA
+
-
+
+
INVENTARIO DISPONIBLE MAYORISTA
PEDIDOS PENDIENTES MAYORISTA
PEDIDOS EN FIRME
MAYORISTA
DEMANDA MINORISTA
PREVISIÓN DE DEMANDA
MAYORISTA
ORDENES DE REABASTECIMINETO
MAYORISTA
ESTADO DE INVENTARIO MAYORISTA
PRODUCTOS EN CURSO
MAYORISTA
TIEMPO SUMINISTRO FABRICANTE
-+
-
+
+
++
-+
++
NIVEL MAYORISTA
-
- CLIENTE FINAL
+
+
NIVEL INVENTARIO MAXIMO MINORISTA
NIVEL INVENTARIO MINIMO MINORISTA
+
+
ESTADO INVENTARIO MINORISTA
-
++
PREVISIÓN DE DEMANDA MINORISTA
-
+
+
Figura 5: Diagrama Causal para la Cadena de Suministro con estrategia VMI

5311.99-6 Logística
Organización y dirección de empresas
Dyna Febrero 2010 • Vol. 85 nº1 • 33/40
Cadenas de suministro tradicionales y colaborativas. Análisis de su infl uencia en la gestión de la variabilidad de la demandaFrancisco Campuzano Bolarín, Eva Martínez Caro, Lorenzo Ros McDonell
Articulo de Investigación40
Los Interfaces utilizados para integrar los diferentes - ERP de las empresas participantes necesitan de una gran cantidad de tiempo y trabajo El software utilizado no funciona bien cuando la cadena - realiza contratos de suministro de muy corta duración.
3. CONCLUSIONESExisten diferentes paquetes de software en el mercado
actual que permiten implantar la metodología VMI con interesantes resultados estratégicos y financieros. Entre algunas empresas que implantan software VMI se encuentran Nestlé (uno de los minoristas con los que establece esta relación son los supermercados TESCO del Reino Unido), Marie Brizard o Cadbury.
En la Industria Española estas estrategias colaborativas se aplican en multitud de empresas que consiguen resultados semejantes a los obtenidos en las simulaciones realizadas. Los siguientes casos prácticos y otros semejantes pueden encontrarse en el libro de Urzelai (2006). Coca Cola alcanzó en el verano de 2003, el más caluroso de los últimos 45 años, el 98% de nivel de servicio en los supermercados con los que establecía estrategias VMI.
El grupo Eroski de la mano de AEOC (Asociación Española de Codificación Comercial) comenzó a funcionar en VMI con dos de sus proveedores más importantes, concretamente Henkel y Procter & Gamble. La operativa del sistema consiste en las siguientes etapas:
1. El Grupo Eroski pasa diariamente (a las 00h) al proveedor (vía mensaje EDI) información acerca de las referencias de éste en la plataforma de aquél: niveles de stock, salidas, faltantes, etc.
2. El proveedor calcula las necesidades de grupo Eroski (pedido teórico) y le incorpora una demanda adicional acorde a las ofertas comerciales programadas.
3. El propio proveedor emite el pedido para grupo Eroski y se lo envía por mensaje EDI-orders. Durante los dos primeros meses de funcionamiento en VMI, el proveedor sugería el pedido para que el Grupo Eroski diera su visto bueno, pero hoy en día, el nivel de colaboración y confianza mutua es total.
4. El proveedor envía el producto en camión completo.En cuanto a los beneficios reales obtenidos a través de
esta experiencia, concretamente en la relación Procter & Gamble-Grupo Eroski, se podrían destacar:
A los cuatro meses de implantar el proyecto, el stock 1. de Procter & Gamble en la plataforma de Elorrio del Grupo Eroski se había reducido un 35% (de 10 días a 8 días de cobertura) y los stocks faltantes (pedidos pendientes) a tiendas habían disminuido en un 45% (de un 3% a un 1%).A los 12 meses de implantar el proyecto, el stock de 2. Procter & Gamble en la plataforma de Elorrio del Grupo Eroski se había reducido un 45% (de 10 días a 6 días de cobertura) y los stocks faltantes (pedidos pendientes) a
tiendas habían disminuido en un 90% (de un 3% a un 0,3%).
4. BIBLIOGRAFÍA- Aracil J, Gordillo F. Dinámica de Sistemas. Madrid: Alianza
Universidad Textos, 1997.
- Berry D. “The analysis, modelling and simulation of a re-engineered
PC supply chain”. PhD Thesis. University of Wales, Cardiff, 1994.
- Campuzano Bolarín F, Mcdonnel Ros L, Lario Esteban, FC. “Bullwhip
Effect Consequences according to Different Supply Chain
Management Strategies: Modelling and Simulation”. Journal of
Quantitative Methods for Economics and Business Administration,
2008a, Vol. 5, p.49-66.
- Campuzano Bolarín, F.,Mcdonnel Ros, L. “Reducing the Impact of
Demand Process Variability within a Multi-Echelon Supply Chain” .
(2008b)The Icfai Journal of Supply Chain Management, Vol. V, No.
2, pp. 7-21
- Disney SM, Towill DR. “Vendor Managed Inventory and Bullwhip
reduction in a Two level supply Chain”. International Journal of
Operations & Production Management, 2003a, Vol. 23-6, p. 625-
651.
- Disney SM, Naim MM, Potter A. “Assessing the impact of e-business
on supply chain dynamics”. International Journal of Production
Economics, 2004, Vol. 89-2, p. 109-118.
- Dejonckheere J, Disney SM, Lambrecht MR, Towill DR. “The impact
of information enrichment on the bullwhip effect in supply chains:
A control engineering perspective”. European Journal of Operational
Research, 2004, Vol. 153-3, p. 727-750.
- Forrester JW. Industrial Dynamics. Cambridge, MA: MIT Press,
1961.
- Gustafsson, J and Norman A ., “Network managed supply-execution
of real-time replenishment in supply networks” , Proceedings of
International Syposium of Logistics , Salzburg , Austria ,8-10 July
2001, pp 77-82
- Hosoda T, Disney SM. “On variance amplifi cation in a three-echelon
supply chain with minimum mean square error forecasting”. Omega,
The International Journal of Management Science. 2005, Vol. 34, p.
344-358.
- John S, Naim MM, Towill DR. “Dynamic analysis of a WIP
compensated decision support system”, International Journal of
Manufacturing Systems Design, 1994, Vol. 1-4, p.283–297.
- Lee HL, Padmanabhan V, Whang S. “The Bullwhip Effect in supply
chains”. Sloan Management Review, 1997, Vol. 38-3, p. 93–102.
- Pérez Ríos J. “Análisis estructural de la empresa, su modelado y
silmulación”. Revista Internacional de Sistemas, 1993 Vol 4 nº 1-3
Madrid
- Silver EA, Pyke DF, Peterson R. Inventory Management and
Production Planning and Scheduling. New York: Wiley, 1998.
- Sterman JD. Business Dynamics: Systems Thinking and Modeling
for a Complex World. New York: McGraw-Hill Higher Education,
2000
- Urzelai Inza, A. “Manual Básico de logística Integral “. 2006. Editorial
Díaz de Santos.
[email protected] España
Gestión de la logística y
cadenas de suministro
con modelos de
simulación
curso intensivo online
Distribuidor
Oficial Vensim
[email protected] España
APLICACIONES PRACTICAS
Los responsables y técnicos de planificación de la logística de la
empresa deben definir reglas de funcionamiento que faciliten la
los procesos productivos de la empresa. Los modelos de
simulación permiten, trabajando con hipótesis realistas, elaborar
políticas de gestión flexibles, claras y eficientes.
En una cadena de suministro los fabricantes, intermediarios
comerciales, transportistas, proveedores y organismos oficiales
deberán participar y colaborar con el objeto de entregar los
productos de forma rápida y eficaz de modo que el dinero fluya a
través de la economía. Una cadena de suministro optimizada,
supone mejoras de eficiencia que pueden reducir las necesidades
de inventario, ahorrar costes de transporte y de distribución,
acelerar el flujo de caja y reforzar la gestión de cobros.
Uno de los principales causantes de las inestabilidades en el
proceso de gestión de demanda que se producen a lo largo de la
cadena de suministro El efecto Bullwhip. Las consecuencias de
dicho efecto son, entre otras, capacidad insuficiente o excesiva
en planta(infrautilización de la maquinaria , que no cubre los
gastos de amortización de la misma), bajos niveles de servicio al
cliente debido a la falta de productos disponibles,Niveles de
inventario excesivos o Calidad de producto insatisfactoria
En este curso el alumno construye y utiliza un modelo de
simulación capaz de recrear diferentes escenarios para la gestión
de demanda en una cadena de suministro, con independencia del
número de niveles definidos en la cadena de suministro.
El modelo, realizado utilizando la metodología de la dinámica de
sistemas, incorpora las variables necesarias para simular dicho
proceso de gestión de demanda, como por ejemplo: niveles de
inventario, órdenes de abastecimiento, fabricación y previsiones.
El alumno analiza la utilidad del modelo creado comparando los
resultados que ofrecen los diferentes escenarios generados. Esto
se consigue utilizando Vensim, que es un software que facilita la
construcción de los modelos y la realización de simulaciones.
Al finalizar el curso el alumno es capaz de: 1. Hacer un diagrama causal que recoja su estructura logística. 2. Crear un modelo de simulación de la logística de una cadena de suministro formada por fabricante y minorista. 3. Analizar el efecto Bullwhip en una cadena de suministro y diseñar las políticas de gestión más eficaces para reducirlo.
[email protected] España
ORGANIZACION
Los cursos online son una excelente oportunidad para acceder a
la formación que se imparte, ya que ahorran al alumno los
desplazamientos y la pérdida de horas de trabajo.
Además, este curso ofrece unos excelentes resultados formativos
en su modalidad online, ya que el alumno es tutorizado de una
forma muy personal en el dominio del software de modelado y
simulación.
El alumno recibe la documentación del curso y el software de
creación de modelos Vensim PLE y, a medida que progresa,
recibe por email las indicaciones sobre los ejercicios y casos que
debe realizar. El alumno envía por email al profesor los modelos
que crea, y éste le da toda la ayuda que puede necesitar hasta
que los completa.
La evaluación del alumno en la resolución de los ejercicios y
casos propuestos es continuada, ya que la relación alumno-
profesor es muy personal.
Los alumnos disponen de la Web del Alumno para consultar
estudios y trabajos de su área de interés, contactar con otros
alumnos o con los profesores, bibliografia, etc
TUTORIA
El alumno dispone de un tutor personal con una amplia
experiencia docente y profesional con esta herramienta, que le
va indicando los pasos a seguir, y atiende sus dudas y consultas
en todo momento.
DURACION
Tres meses desde la fecha de inicio. Es posible realizar alguna
pausa si el alumno lo justifica por motivos profesionales.
[email protected] España
PROGRAMA DEL CURSO
En primer lugar se estudian las estructuras básicas de los sistemas en la empresa, las dinámicas que se pueden presentar, y se estudian las etapas de la construcción de un modelo. A continuación, en los casos prácticos, se aprende a crear y utilizar los modelos de simulación para analizar diferentes alternativas.
• TEORIA Diagramas causales
- Diagramas causales.
- Sistemas estables, inestables y oscilantes.
- Dinámicas a medio plazo.
• TEORIA Construcción de un modelo
- Diagramas de flujos.
- Etapas en la construcción de un modelo.
- Simulaciones en el ordenador.
• EJERCICIOS PRACTICOS Modelos de simulación
- Dinámica de un depósito
- Gestión dinámica de las existencias
- Gestión dinámica de un proyecto
- Dinamica de precios, demanda y producción
• EJERCICIOS PRACTICOS Logística de un Almacén.
- Teoría
- Ejercicio 1 Logística de un almacén sin pedidos pendientes
- Ejercicio 2 Logística de un almacén con pedidos pendientes
- Ejercicio 3. Gestión de un almacén de productos perecederos
sin previsión de la demanda
- Ejercicio 4. Gestión de un almacén de productos perecederos
con previsión de la demanda
• EJERCICIOS PRACTICOS Cadena de suministro
- Teoría
- Ejercicio 1. Modelo del nivel de Fabricante
- Ejercicio 2. Modelo del nivel de Minorista
- Ejercicio 3. Cadena de Suministro completa
• EJERCICIOS PRACTICOS Medición del efecto Bullwhip
- Teoría
- Ejercicio 12. Modelo del efecto Bullwhip
[email protected] España
FECHA DE INICIO
Inicio inmediato al hacer la matrícula. Esto es posible porque
cada alumno recibe una tutoría personal, que le guía paso a paso
en su aprendizaje de forma personal.
PROFESORES
Juan Martín García es Doctor Ingeniero Industrial en
Organización de Empresas por la UPC (España), y diplomado en
Business Dynamics por la Sloan School of Management del
Massachusetts Institute of Technology (MIT-USA). Imparte
clases de construcción de modelos de simulación en varias
universidades españolas y extranjeras desde hace más de 30
años.
Francisco Campuzano Bolarín es Doctor Ingeniero Industrial
por la Universidad Politécnica de Valencia. Su Tesis Doctoral fue
Galardonada en el año 2007 con el Premio a la investigación por
el Centro Español de Logística (CEL). Es Ingeniero de
Organización Industrial por la Universidad Politécnica de
Valencia. En la actualidad es docente en la Universidad
Politécnica de Cartagena, como Profesor del Departamento de
Economía de la Empresa.
MATERIALES Y SOFTWARE
Se facilita al alumno en formato pdf los ejercicios del curso y
documentos de apoyo a medida que progresa. Además dispone
de lecturas auxiliares en el Aula Virtual. El alumno recibe una
licencia de Vensim PLE. Por último, junto al certificado final el
alumno recibe un CD con lecturas adicionales seleccionadas.
+ +
Vensim ®
[email protected] España
COSTE
El coste total del curso es de 400 euros. Incluye todos los
conceptos, matrícula, tutorías, envío del diploma final, etc. no
hay gastos adicionales.
CONOCIMIENTOS PREVIOS
El uso de Vensim no requiere conocimientos previos
matemáticos o informáticos. El alumno aprende cómo trasladar
sus propios conocimientos de un tema a un modelo de
simulación a través la realización de los ejercicios planificados en
el programa del curso.
AULA VIRTUAL
Los alumnos disponen del Aula Virtual donde tienen disponible de
una forma estructurada todos los ejercicios del curso. Además
contiene una selección de trabajos que muestran las aplicaciones
de este software en diferentes ámbitos. Estas lecturas
complementarias seleccionadas son utilidad una vez que el
alumno ha completado el programa del curso, ya que le permite
conocer aplicaciones prácticas reales de este software en su
ámbito de interés.
CERTIFICADO
Emitido por ATC-Innova al completar los ejercicios, se envía en
formato papel a la dirección del alumno junto a un CD con
lecturas adicionales.
[email protected] España
INSCRIPCIÓN
1. Descargue el impreso de inscripción y coloque sus datos personales.
2. Realice el pago con tarjeta de crédito, sin costes.
3. Una vez completado el pago envíe el documento de inscripción con sus datos personales y copia de un documento de identidad oficial a: [email protected]
Tan pronto se complete el pago el profesor se pondrá en contacto con usted para comenzar de inmediato el programa del curso.
información en http://atc-innova.com/curso_logistica.htm














![FRECUENCIAS NATURALES DE PÓRTICOS PLANOS UTILIZANDO …tem2/Proceedings_TEMM2018/data/papers/7317.pdf · En el artículo [9] se analizan las características de vibración de un](https://img.pdfslide.us/doc/110x75/5e34d6ec396a4d7e575fc7f0/frecuencias-naturales-de-prticos-planos-utilizando-tem2proceedingstemm2018datapapers7317pdf.jpg)









![[Alfonso de Julios-Campuzano] La Globalizacion Ilu(BookFi.org)](https://img.pdfslide.us/doc/110x75/55cf861b550346484b9452fc/alfonso-de-julios-campuzano-la-globalizacion-ilubookfiorg.jpg)



