Upload
others
View
0
Download
0
Embed Size (px)
Citation preview
FOURTH AND FINAL REPORT EAA PROJECT 1.A: GCC SPECIFIC CHILLER
Masdar Institute
Research Progress Report for Period ending 31 March 2015
Principal Investigator: Peter Armstrong
Principal Contributors: Hasan Javed, M. Tauha Ali, Omer Sarfraz, Bharath Ambati
Project Start Date: 8 November 2012
Sponsor: Executive Affairs Authority of Abu Dhabi
2 | P a g e
EXECUTIVE SUMMARY
Chillers, like other energy-intensive capital equipment, compete in the market on both first cost (price)
and operating cost. Although life-cycle cost (LCC) may be estimated and considered by some buyers, the
average customer is influenced as much or more by first cost. To reduce the impact of this irrational
behavior and simultaneously transform markets toward higher fleet efficiency, some countries have
adopted minimum performance standards for HVAC equipment. The efficiency targets selected for such
standards generally aim to minimize LCC of a given machine type and size category serving a typical load
profile under prevailing and predicted future electricity rates. It is to be expected that, all else equal, a
more severe climate will require a more stringent performance standard. United Arab Emirates has hot
and humid weather conditions for most of the year, which translates to cooling energy requirements of
40 to 60% of national electricity consumption. In this two-year project, sponsored by the Executive Affairs
Authority of Abu-Dhabi, we have established a life-cycle optimal chiller design for UAE conditions.
Conventional and advanced configurations and components are evaluated. The approach employs a
flexible heat pump model with plug-in sub-models for evaporators, compressors, condensers, motors and
controls so that different designs can be extensively tested and compared over a wide range of boundary
conditions. Annual energy use and life-cycle costs are estimated for a progression of chiller designs from
baseline to high performance.
In the first two quarters we performed an extensive review of chiller literature, extended an existing heat
pump model for application to medium and large chillers, and initiated testing of a typical UAE chiller to
serve as a performance baseline and for model validation.
In the second reporting period (3rd – 4th quarters) testing of the baseline chiller continued with changes
to instrumentation and additional one-time measurements. Test results were used to derive an empirical
compressor model. A detailed condenser model and an empirical evaporator model were developed.
These models were incorporated into the heat pump solver so that performance maps could be
generated.
In third reporting period (5th– 6th quarters) further refinements were made to the baseline chiller
instrumentation, further testing was performed and acceptable heat balance closure was achieved. By
accurately measuring compressor performance over a wide range of speed and pressure ratio during
these tests, we have been able to develop an improved compressor model. In addition, the measured
condenser performance was used to estimate condenser effective area. An improved baseline chiller
performance map was generated using the new compressor and condenser component models.
3 | P a g e
In the fourth reporting period (7h– 8th quarters) the component-based chiller model was used to produce
performance maps for a variety of design changes such as increased condenser area, optimal subcooling,
variable-speed condenser fans, and replacement of the screw compressor by a reciprocating compressor.
An empirical UAE cooling load model was adapted to produce hourly loads, scalable to any buildings, from
TMY weather data. Together with a design-specific chiller performance map, the cooling load model was
then used to estimate annual electricity use for the chiller in question. Chiller and component cost data
were compiled in order to perform life-cycle cost analysis of alternative energy-saving chiller designs. A
UAE chiller manufacturer, SKM (>5% market share) was engaged to verify the cost data and the
manufacturability of alternative design schemes.
Our analysis shows that all of the contemplated air-cooled chiller design improvements are cost effective
and, combined, result in 46% seasonal COP (SCOP) improvement compared to the baseline chiller. The
higher SCOP more than offsets the 22% first-cost increase resulting in 12% lower life-cycle cost. Although
the chosen baseline chiller (Masdar City district cooling plant) was found to have a respectable SCOP of
3.8, the optimal life-cycle design resulted in SCOP = 5.9. Of this 46% improvement, use of a better
compressor (reciprocating vs. screw) accounted for 15 percentage points, larger condenser 15%,
subcooling control 2%, variable speed condenser fan 11%, and high-efficiency compressor motor 3%.
With full market penetration of high-performance chillers a national energy savings of over 10% can be
achieved while lowering life-cycle cooling plant costs. Beyond these benefits to the domestic economy,
by taking a lead in cost-effective high performance chillers UAE could become an exporter to other GCC
countries where climate and electricity production/delivery costs are similar.
To achieve high market penetration with very low administrative costs while retaining maximum flexibility
to manufacturers and consumers, it is recommended that an SCOP of at least 5 be adopted as a national
standard. All air-cooled chillers in the 20 to 500 RT range should be required to meet this minimum
equipment performance standard (MEPS). An existing international performance rating method can be
adopted with minor modification to account for the higher ambient temperature distribution of UAE.
Certification can be easily checked at customs for imported chillers. For domestic producers, monthly
production reports and occasional random-sample performance testing witnessed by a QCC
representative at the factory will provide effective adherence to the standard.
A separate standard for split systems, multi-splits, and unitary equipment should be developed based on
LCC optimal design process similar to the one developed in this project. A standard for large water cooled
chillers, accounting for water as well as electricity costs, should also be developed by such a process. With
full market penetration of MEPS-compliant cooling equipment of all types we may reasonably expect to
achieve a 20% reduction in national energy use.
4 | P a g e
Table of Contents
EXECUTIVE SUMMARY .................................................................................................................................. 2
1. INTRODUCTION ..................................................................................................................................... 6
2. BASELINE CHILLER CHARACTERIZATION SUMMARY ............................................................................ 9
Instrumentation Description ................................................................................................................... 10
Temperature sensors .......................................................................................................................... 11
Pressure sensors ................................................................................................................................. 14
Air Flow Rate ....................................................................................................................................... 15
Electrical power .................................................................................................................................. 17
Energy Balance Verification .................................................................................................................... 17
Compressor ......................................................................................................................................... 17
Oil separator and Flash tank ............................................................................................................... 17
Evaporator........................................................................................................................................... 17
Condenser ........................................................................................................................................... 17
3. CHILLER COMPONENT MODELS .......................................................................................................... 20
Compressor Models ................................................................................................................................ 20
Fully empirical Screw Compressor Model ........................................................................................... 20
Screw Compressor Model ................................................................................................................... 21
Reciprocating compressor Model ....................................................................................................... 24
Screw and Reciprocating Capacity Model ........................................................................................... 26
Condenser Model .................................................................................................................................... 28
Evaporator Model ................................................................................................................................... 30
4. BASELINE CHILLER PERFORMANCE MAP ............................................................................................ 31
5. DESIGN CHANGES TO IMPROVE CHILLER PERFORMANCE .................................................................. 33
Condenser Scale and Controls ................................................................................................................ 33
Reciprocating Compressor ...................................................................................................................... 33
High Performance Motor ........................................................................................................................ 33
5 | P a g e
Evaporatively-cooled condenser ............................................................................................................. 34
6. ANNUAL COOLING LOAD MODEL ....................................................................................................... 35
7. LIFE CYCLE COST ANALYSIS ................................................................................................................. 37
8. OPTIMIZED DESIGNS-GCC ANALYSIS ................................................................................................... 41
GCC Weather Data Description:.............................................................................................................. 41
9. FUTURE TASKS ..................................................................................................................................... 44
10. REFERENCES .................................................................................................................................... 45
APPENDIX-A ................................................................................................................................................ 48
Evaporatively-cooled condenser model ................................................................................................. 48
APPENDIX-B ................................................................................................................................................. 54
Motor model ........................................................................................................................................... 54
APPENDIX-C ................................................................................................................................................. 58
Screw compressor data ........................................................................................................................... 58
Reciprocating compressor data .............................................................................................................. 71
6 | P a g e
1. INTRODUCTION
Chillers, like other energy-intensive capital equipment, compete in the market on both first cost (price)
and operating cost. Although life-cycle cost (LCC) may be estimated and considered by some buyers, the
average customer is influenced more by first cost. To reduce the impact of this irrational behavior and
simultaneously transform markets toward higher fleet efficiency, some countries have adopted minimum
performance standards for HVAC equipment. The efficiency targets selected for such standards generally
aim to minimize LCC of a given machine type and size category serving a typical load profile under
prevailing and predicted future electricity rates. It is to be expected that, all else equal, a more severe
climate will require a more stringent performance standard. United Arab Emirates (UAE) has hot and
humid weather conditions for most of the year, which translates to cooling requirement of 40-55% of
annual electricity consumption (Ali 2011; Friedrich 2013). In this project, sponsored by the Executive
Affairs Authority of Abu-Dhabi, we establish minimum energy performance standards on a rational basis
by exploring various heat pump design options appropriate to UAE conditions. Both conventional and
innovative design configurations are evaluated. Flexible heat pump models with component based sub-
models for evaporators, compressors and condensers are developed so that different designs can be
extensively tested and compared over a wide range of boundary conditions.
Heat pump and chiller equipment models are extensively described in the literature. Available resources
and expertise allow manufactures to use complex and computationally expensive models for design and
modeling purposes. Comprehensive air-to-air models for heat pumps were developed by Hiller (1976),
Rice (2006), Zakula et al (2011) and Javed et al (2014). Due to lack of information on design parameters of
heat pumps in the open literature, first principles and semi-empirical models must often be developed for
heat pump components. Braun et al (1987) developed a simple model to evaluate performance of a water
cooled chiller plant and verified his model using supervisory control and data acquisition (SCADA) values
for both constant and variable speed control. Armstrong et al (2009) optimized the compressor and fan
speeds to achieve minimal power for any given cooling rate, zone and ambient temperatures using a set
of coupled first principles component models. Zakula et al (2011) further developed this model by
introducing pressure drop on refrigerant side, suction superheat, variable heat transfer coefficients and
sub-cooling on the condenser side. Savings of magnitude 25-35% are possible by the use of a variable
speed compressors instead of fixed speed compressors according to Qureshi (2013). These savings are
mainly due to decrease in condenser pressure and increase in evaporator pressure at part load. An
evaporatively-cooled condenser is considered as an additional design option for this project to improve
performance by reducing condenser pressure under hot ambient conditions. Lower compressor exit
7 | P a g e
temperatures generally lead to further benefits in terms of increased compressor life, which is common
operational failure in this part of the world. Literature on design and analysis of evaporatively-cooled
condensers is limited because the net benefit is small in temperate climates unles one considers very large
chiller plants that use cooling towers. Evaporatively-cooled condenser analysis is similar to the cooling
tower analysis because both entail latent and sensible heat transfer between air and water streams.
Webb (1984) developed a unified theory for the evaporative condenser analysis. In his work, he adopted
heat and mass transfer coefficients from water to air side developed on experimental basis for specific
geometries. His theory provides the basis for the development of computer based algorithms for
evaporative condensers. Threlkeld (1970) developed basic cooling coil models for wet surface case with
both heat and mass transfer using the approximately linear relationship between saturated air enthalpy
and both coil surface temperature and condensing (or evaporating) refrigerant temperature.- Elmahdy
(1977) found good agreement between Threlkeld’s theoretical model and experimental results. Threlkeld
used log mean enthalpy difference method between the entering and leaving air and fluid streams. This
method is useful if entering and leaving conditions are specified and heat exchanger parameters are to be
determined. However, when only entering conditions are specified along with the heat exchanger’s
geometrical parameters and leaving fluid conditions need to be computed, the method based on
effectiveness by Braun (1989) is very useful. In this paper, the evaporatively-cooled condenser model is
developed using Threlkeld model for wet coil with Braun effectiveness approach for evaluating fluid
conditions at the outlet.
Compressor type has a significant chiller performance impact. Under- and over-compression are described
in the literature for screw compressors in terms of isentropic work (power law) functions, but are not well
described in terms of a polynomial function of reasonably low order. Development of compressor maps
is central to compressor modelling. Such maps may be based on engineering descriptions of the physical
processes, or on empirical or semi-empirical models (Armstrong 2009; Popovic 1995).
Sjoholm (1986) and Brasz (2010) present some of the earlier work related to variable volume ratio and
capacity control in screw compressors. Le (2005) developed a screw chiller compressor model based on
simple efficiency loss calculation. Fujiwara (2004) developed empirical relations for flow and heat transfer
characteristics of a screw compressor; including the effects of oil on gas leakage and cooling. Stosic (1999)
developed a thermodynamic performance simulation model which accounts for detailed modelling of oil
injection in a screw compressor. Reciprocating compressors are also extensively described in the
literature, both simple and detailed models. The Air Conditioning and Refrigeration Institute adopted
Stoecker’s (1982) bi-quadratic empirical model to represent mass flow rate and compressor power for
8 | P a g e
fixed speed compressors. Such models may not be applied beyond the domain of training data conditions.
Reciprocating compressor models proposed by Popovic et al, Jahnig et al and Armstrong et al represent
efforts to cover wider ranges of conditions and are based on volumetric efficiency models that account
re-expansion in the clearance volume and various semi-empirical models to account for thermodynamic
losses.
In this final report we review all the of the main tasks as follows
Chapter 2 describes instrumentation of a 415 KW air cooled chiller with a variable speed screw
compressor. This chiller has better part load efficiency than many others UAE chillers of a similar size
because of its variable speed compressor. However to make conservative estimates of potential MEPS
impacts we take this as the baseline chiller.
Chapter 3 develops chiller component models used in baseline and advanced chiller designs.
Chapter 4 describes how the performance of a given chiller design is modelled and solved for a given set
of boundary conditions. To make hour-by-hour simulations more computationally efficient a tri-cubic is
fit to the performance model results obtained over a wide range of the three boundary conditions.
Chapter 5 describes the design changes implemented in the chiller model and subjected to life-cycle cost
analysis in Chapter 8.
Chapter 6 describes the annual cooling load model adapted from the Abu Dhabi cooling load analysis of
Ali (2011). Chapter 7 presents the life-cycle cost analysis parameters and method. Conclusions are
presented in Chapter 9.
Evaporatively cooled condenser and compressor motor models are developed in Appendixes A and B.
Compressor data used to develop screw and reciprocating compressor models are presented in App. C.
9 | P a g e
2. BASELINE CHILLER CHARACTERIZATION SUMMARY
An air-cooled chiller of 826kW capacity was selected to represent the typical cooling equipment used in
Gulf Cooperation Council (GCC) countries to satisfy cooling load of commercial buildings. The chiller
consists of two variable speed economized screw compressors in two separate refrigeration circuits. Each
refrigeration circuit consists of a compressor, an oil separator, an air cooled condenser with six single-
speed fans running in three pairs, a filter drier and a flash tank. The two refrigeration circuits feed a single
shell and tube heat exchanger with two direct expansion evaporator circuits which provide cooling to the
chilled water (CHW) circuit. The flash tank serves the dual purpose of providing additional cooling to the
refrigerant going to the expansion valve and provides intermediate cool vapor injection to the
compressor.
The chiller is controlled by a built-in controller which selects the number of compressors to operate,
compressor speeds, number of condenser fans to run, flash tank liquid level and degree of evaporator
superheating. Two compressors are connected in parallel powered by a single variable speed drive (VSD).
Cooling of the VSD in the chiller’s electrical panel is provided by a propylene glycol circuit which rejects
VSD heat to both of the two air-cooled condensers. The compressor motor is cooled by suction gas and
(ISO VG120) Polyol Ester Oil (POE) which also serves to lubricate the compressor screws. The oil is
separated from compressor discharge vapor using an oil separator and cooled in the air-cooled condenser
connected with respective compressor as shown in Figure 1.
Figure 1: Baseline Chiller Schematic and Sensors Locations
10 | P a g e
Instrumentation Description
System 1 of 413kW capacity is selected to characterize the performance of the chiller components. The
built-in instrumentation necessary for safe and efficient operation of chiller does not provide the data at
the inlet and outlet of each component and the parameters needed to compute the system energy
balance. The system energy balance is needed to provide verification of instrumentation accuracy and
calculation of refrigerant mass flow rate. Therefore additional sensors are needed to verify and train the
individual chiller component models described in (H. Javed et al. 2014). The location and accuracy details
of the instrumentation equipment are shown in Figure 1 and in Table 1.
Table 1: Instrumentation Technical Details
Equipment Type Technical Specification Function
Sealed Gauge Resistive Pressure Sensor
Accuracy: ±0.5%FS or ±0.1% BFLS
Measurement of discharge, condenser outlet and suction pressures
Special Limits of Error (SLE) Type T Thermocouple
Accuracy: ±0.5°C or ±0.4% of reading[1] (whichever is greater) (E230-ASTM)
Measurement of inlet and outlet temperatures of chiller components
Clamp-on Ultrasonic Flow Meter
Accuracy: ±0.5% of reading
Repeatability: ±0.15% of reading
Measurement of chilled water flow rate
Current Sensor Accuracy: ±1% of reading
Measurement of three phase currents of IGBT inlet and condenser fan and VSD output frequency
Power Meter Accuracy: ±0.5% of reading Measurement of IGBT inlet and condenser fan power
Analog Multiplexer with an isothermal metal bar
Reference temperature accuracy: ±0.4°C[2]
Measurement of thermocouples voltage
Data Logger with regulated 5V power supply and electrical noise rejection capability
Analog Inputs accuracy: ±0.18% of reading
5V Power Supply accuracy: ±4%[3]
Measurement, averaging and compilation of sensors data
[1] Realized accuracy is determined by logger’s analog input accuracy which is ±0.18% of reading [2] Measurements indicate better than ±0.1°C [3] Measurements indicate better than ±0.5%
11 | P a g e
Temperature sensors
Refrigerant Temperatures Installation
Type T thermocouples of #24 American Wire Gauge (AWG) were installed on the surface of the refrigerant
copper piping at the locations shown in Figure 2. Surface temperatures are biased by conduction from
fluid to ambient and by thermocouple stem error. Sensors were attached by epoxy to the copper pipe
surfaces to bond an approximately 2cm thermocouple junction along with an approximately 6cm length
of thermocouple lead wire at the sensor location. Two turns of thermocouple wire were made on the
copper pipe at the sensor location and the whole assembly was wrapped by pre-tensioned silicon tape to
ensure firm contact with the copper piping as shown in Figure 2. 10cm wide x 3cm thick closed cell foam
rubber insulation was then wrapped on the sensor location to thermally insulate it from the surroundings.
Figure 2: Thermocouples Surface Installation
Stem error is mitigated by providing large area of contact and long lead wire length in the area of contact
as thermocouples measure temperature by generating a potential difference at the junction which is
conducted along the thermocouple wire (Richard M. Park 2010). Any large thermal gradient near the
sensor location and at the termination point can affect thermocouple measurement accuracy.
Chilled Water Temperature Difference
Thermocouples were installed initially on chilled water pipe surfaces as was done for refrigerant-side
copper piping. The chilled water pipes are nominal 250mm schedule 40 pipe made of carbon steel. The
resulting energy balance error was large. Two thermocouples were then glued on the tip of the 10mm
diameter RTDs in the thermo-wells used by the chiller built-in water temperature sensors for controlling
compressor speed. The thermo-wells were filled with oil to eliminate air. Later on, 1.5mm sheathed
12 | P a g e
thermocouple probes were inserted in the chilled water supply and return lines and lastly a probe of equal
area spaced five thermocouples were installed on the chilled water supply line to measure the
temperature gradient on the evaporator outlet of the chilled water side (Armstrong, P.R. et al. 1993).
Another 1.5mm probe on Chilled Water Supply (CHWS) was inserted 3.5m downstream of the CHWS line
for comparison.
Figure 3: Chilled Water Temperature Sensors Comparison
Figure 3(a) shows the difference between the differential temperatures measured by the three different
sensor installations and also the difference between the return and supply sensor installations. It can be
seen that the surface differential measurement had an error of 0.5K for majority of the points. The
difference at the Chilled Water Return (CHWR) side between the probe and surface is 0.6K which increases
to 1.1K on average. The thermowell installations on the chilled water side appear to have suffered from
water condensation indicating lack of proper seal of cable glands through which the RTD wire comes out
of the thermowell. This is prominent at the CHWS location. The plateau occurring at CHWS temperature
of 14.01°C is due to condensation as during this period the air dew point temperature varied from 14-
15°C as determined from a weather station located about 1km NW of the chiller yard.
Figure 3(b) presents the difference between the average of the five thermocouple probe measurement
with the individual probes and the probe inserted 3.5m downstream in the CHWS line. It can be seen that
the probes located near the middle of the pipe agree with the average to within 0.02K for majority of the
data points. The difference increases to 0.04K for the probe located near the bottom of the pipe while the
difference at the top of the pipe is greater than 0.1K for majority of the data points. This increase in error
for the probe located near the top can be attributed to presence of air bubbles in the water or thermal
stratification.
13 | P a g e
The probe inserted 3.5m downstream of the CHWS line is located after an elbow. Figure 3(b) shows that
the probe is within 0.01K when the CHWS temperature is closer to ambient. This shows that locating a
single probe in a well-mixed fluid flow is sufficient. However, this error increases to 0.1K on average when
the difference between CHWS temperature and ambient increases which can be attributed to jacket loss.
Condenser Air Side Temperature Difference
Temperature differences across the air cooled condenser were measured using three thermopiles.
Thermopiles placed across fan 1, 4, 5 and 6 consisted of eight thermocouple junction pairs while
thermopile placed across Fan 3 and Fan 4 consisted of twelve thermocouple junction pairs. Each
thermopile covered a condenser face area of 5.42m2. The fan numbering starts from the fan present at
the inlet of the condenser shown in the bottom of Figure 4. The thermopiles were placed across the six
condenser fans which are operated as three pairs as follows: Initially fans 1 and 6 are turned on, then fans
2 and 3 and lastly fans 4 and fan 5 come into operation. The pairs separated by baffles to minimize cross-
flow of air. The voltage generated by the thermopiles was converted to temperature difference using the
procedure described in (Armstrong, P.R. 1983). A verification of the thermopile temperature
measurements was made by placing a high density rake of twenty five thermocouples spaced according
to equal area method on the condenser fan discharge as shown in Figure 4. An experiment was conducted
by placing the rake on each fan and logging the temperature measured by the thermocouple rake. The
temperature difference was then computed taking the difference of inlet air temperature measured by a
thermocouple located in the middle of the condenser beneath the condenser frame.
Figure 4: Condenser Fan Thermopile and Thermocouple Rake Installation
Table 2 shows the difference between the thermopile and condenser rake average of fan pairs on which
the thermopiles are installed. It can be seen that an eight junction thermopile is not sufficient to accurately
measure temperature difference while a twelve junction thermopile had an error of 2%. However, the
14 | P a g e
overall difference across the condenser between the rake and the thermopile differential measurement
remained within 0.6%.
Table 2: Thermopile Temperature Measurement Verification
Fan 1 Fan 2 Fan 3 Fan 4 Fan 5 Fan 6
(dTrake-dTthermopile)
dTrake (%) 14.97 0.08 -3.88 -4.89 -2.76 -0.18
Fan 1 and Fan 6
Average (8 pair)
Fan 2 and Fan 3
Average (12 pair)
Fan 4 and Fan 5
Average (8 pair)
(dTrake-dTthermopile)
dTrake (%) 7.39 -2.00 -3.82
Pressure sensor verification
Pressure sensors of 300psi were installed to measure the pressure across the compressor as well as to
determine refrigerant state at key points in the chiller’s thermodynamic cycle. The stated accuracy was
verified using a dead weight tester prior to their installation using the procedure mentioned in Precision
Pressure Measurement: User Guide to Pressure Measurement (2013). A least squares line was fit on the
experimental data instead of the end-point line used for 0.5-4.5V analog output pressure sensors. It can
be observed from Figure 5(a) that the maximum measurement error in the readings of the transducers
was around 0.6% or more. After calibration these errors are within ±0.16% of span.
Figure 5: (a) Pressure Residuals before Calibration (b) Pressure Residuals after Calibration
15 | P a g e
Air Flow Rate
Air flow rates of condenser fans were measured using a thermal anemometer of an accuracy of
±[0.03m/s+5% of reading]. The thermal anemometer was calibrated in a Particle Image Velocimetry (PIV)-
calibrated bench-top wind tunnel. A least squares line was fitted to the data. It can be observed from
Figure 6(a) that the maximum measurement error in the readings of the anemometer was 5.6%. After
calibration these errors are ±4%.
Figure 6: (a) Air Velocity Residuals before Calibration (b) Air Velocity Residuals after Calibration
There are two condenser inlet faces, front and back, for each fan. The average face velocity over each
inlet surface was estimated by measuring the velocities at each of sixteen points of measurement shown
in Figure 7(b), with four trials for each measurement (Benedict 1984). The thermal anemometer was found
to be very sensitive to wind. Therefore, a screen was erected around the condenser to minimize the effect
of wind as shown in Figure 7(a).
16 | P a g e
Figure 7: (a) Screen for Mitigating Wind Effect (b) Locations of Traverse Airflow Measurements on Each Air-Side Inlet Face Indicated by “X”
Table 3 presents the velocities measured at the locations shown in Figure 7(b) for Fan 1. It can be seen
that air velocity on the back side of the condenser inlet remains uniform with a standard deviation of
0.15m/s with the top three rows having a standard deviation of only 0.03m/s. These rows on the back
side are shielded from the wind effects. However, the air velocity readings on the front have a standard
deviation of 0.22m/s with the top two rows near the edge of the screen indicating 16% higher velocity as
compared to the back side. Therefore, back side average of the air velocity was taken which resulted in a
flow rate of 6.48 m3/s. This flow rate was multiplied by the numbers of fans operating to compute the
condenser air flow rate. This flow rate was found to be 8% higher than the chiller technical data sheet.
Table 3: Average of Four Measurements of Air Velocity on Condenser Inlet
Row Back Side Air Velocity (m/s) Average
(m/s) Front Side Air Velocity (m/s)
Average
(m/s)
Difference[1]
(%)
4th 2.59 2.29 2.33 2.43 2.41 2.66 2.90 2.89 2.81 2.81 16.7
3rd 2.36 2.46 2.40 2.31 2.38 2.80 2.82 2.82 2.76 2.80 17.5
2nd 2.15 2.40 2.42 2.42 2.35 2.49 2.55 2.55 2.45 2.51 7.0
1st 2.09 2.10 2.05 2.07 2.08 2.30 2.44 2.38 2.36 2.37 14.1
Average (m/s) 2.30 Average (m/s) 2.62
[1] Percentage difference between front and back
1’
1’
4’
4’
1st Row
2nd Row
3rd Row
4th Row
(c)
17 | P a g e
Electrical power verification
Power is the product of instantaneous current and voltage. The transducers installed for measuring
current were calibrated to 0.1%FS using a reference current source and a reference current transducer
with an accuracy of ±0.02% for 120:1 ratio of input current (Arbiter Instruments 2008). The power inputs
to the condenser fans and to the compressor’s variable speed drive were measured separately by pulse
output power transducers with 333mVrms current transducer inputs. The response of each power and
current transducer set was verified by one-time simultaneous measurement using a portable power
analyzer of ±1% accuracy (Fluke Corporation 2013). Active power measurements by the two methods
agree to better than 1%.
Energy Balances
The energy balance equation used for verification of instrumentation is given by following equation
* * *cond in outair air air CHW CHW CHWcompin
m Cp dT W m h h
The component energy balance check was carried out for the condenser using the energy conservation
equations for each chiller component which are given by following equations. The VSD efficiency ‘VSD ’ is
taken as 98% which was obtained from one-time measurement of VSD output power at maximum
compressor speed.
Compressor
* * * * *flash gaev sap outcompin ref oil dis ref suc ref flash gas oil coVSD nd
W m h m h m h m h
Oil separator and Flash tank
ref oil ref oilm m m
evap flash gasref ref ref
m m m
* * *out flash gas evapref cond ref flash gas ref evap
m h m h m h
Evaporator
* *evap in in outref suc evap CHW CHW CHW
m h h m h h
Condenser
* * * *cond in out in outair air air ref cond cond oil oilcond oilcond
m Cp dT m h h m h h
18 | P a g e
Figure 8: (a) System Energy Balance Check (b) Condenser Energy Balance Check. Lines at ±10% are shown in (a) and at ±5% in (b)
Component sub-model equations are solved simultaneously to obtain the refrigerant and oil flow rates.
The condenser equation is then used to check for energy conservation accuracy. It can be seen from Figure
8(a) and (b) that the energy balance was achieved to within 5% for the system and within 10% for the
condenser. The glycol loop heat input (rectifier and inverter losses) is excluded from the energy balance
which results in a lower heat rate computed on the condenser refrigerant-side.
19 | P a g e
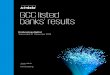
Figure 9: (a) System COP vs Compressor Speed (%) (b) System COP vs Pressure Ratio
Figure 9(a) and (b) present the system COP for a range of compressor speed and pressure ratio of the baseline chiller. The increase in system COP with decreased pressure ratio as shown Figure 9(b) follows a more distinct profile than as a function of speed because COP is a stronger function of pressure ratio.
20 | P a g e
3. CHILLER COMPONENT MODELS
Each chiller component is represented by a standalone model, with the main components being the
condenser, evaporator and compressor. The chiller model solves for the refrigerant mass flow rate and
for the refrigerant state at each component interface. In this section component model details and
verification results are described briefly.
Compressor Models
A complete representation of compressor performance requires two sub-models representing refrigerant
flow rate and input power given compressor speed and pressure ratio. The input power model is based
on the fact that flow losses and internal power dissipation are more-or-less proportional to refrigerant
flow rate and compressor work with an additional loss component proportional to departure from the
built-in volume index. Thus we can expect to get by with low-order models to empirically represent
deviations from the idealized models of (1) flow proportional to speed and (2) constant isentropic
efficiency. Model coefficients are estimated from measured performance observed over the widest
possible range of pressure ratio and speed encountered in chiller operation.
Fully empirical Screw Compressor Model
Capacity and isentropic efficiency models are extensively described in Javed et al., 2014. Data required for
such model training and analysis may be obtained from compressor selection tools1, data used in this
work is listed in Appendix-C. A common isentropic model (Brasz, 2010) formulates compressor isentropic
efficiency as a bi-cubic relation involving pressure ratio(), and compressor speed (𝒇) as shown in figure
10. Bi-cubic regression models are of the form
i ii
y C g X
where, 𝒚 is the dependent variable (isen), �̅� = X̅(f,) the vector of independent variables, 𝒈𝒊(�̅�) is
the ith bi-cubic term, 𝑪𝒊 is the regression coefficient associated with the ith bi-cubic term and is the
error or residual. The coefficients and the fit statistics of the bi-cubic model are given in Table 4.
1 www.bitzer.de/websoftware
21 | P a g e
Figure 10 : Isentropic Efficiency Map for range of Pressure ratios and compressor speed
Table 4 : Bi-cubic relation for isen producing RMS=0.02431 for points shown in Figure 10
Coefficient Term Value t-stat
C1 f3 4.74E-08 4.4284
C2 3 2.32E-02 37.489
C3 f2 -1.59E-05 -3.9376
C4 2 -2.75E-01 -43.762
C5 . f2 -2.79E-06 -7.6101
C6 2. f 5.57E-06 0.4527
C7 . f 9.76E-04 8.3714
C8 f 4.96E-04 0.9961
C9 9.64E-01 45.707
C10 Constant -5.96E-01 -22.130
It is apparent that even with an increase of model order from bi-quadratic to bi-cubic the general
polynomial model does not well represent isentropic efficiency of a screw compressor
Screw Compressor Model
Under- and over-compression (UOC) processes affect the isentropic efficiency of a screw compressor. The
theoretical work in UOC involves a compressor-specific (but sometimes unknown) volume index
parameter and the real gas properties of the refrigerant used. Isentropic efficiency may be estimated
11.5
22.5
33.5
44.5
55.5
4060
80100
120140
160180
200
0
0.1
0.2
0.3
0.4
0.5
0.6
Pressure RatioFrequency
Isentr
opic
Eff
icie
ncy
22 | P a g e
using the quotient of the UOC model and a bi-cubic. The bi-cubic thus accounts for flow, friction and
electrical losses. A smoothing parameter is used to flatten the UOC model peak. The unknown volume
index and bi-cubic coefficients may be identified by curve fitting to minimize root mean square error
(RMSE) and coefficient of variation (COV).
Isentropic work done on the compression pocket before it reaches the discharge port is given by
1
1 n
nrev suc suc extW mP v
where
�̇� =Mass flow rate of refrigerant; Suction Pressure and suction specific volume
𝑃𝑠𝑢𝑐 = Suction Pressure
𝑣𝑠𝑢𝑐 = Suction specific volume
𝑎𝑐𝑡 = Actual pressure ratio, without UOC
The isentropic exponent n is given in Armstrong et al, 2009a for real gas properties), where i and o are
pocket volume at start and end of compression assuming isentropic compression.
0
ln
ln
ext
ivn
v
First we consider an ideal compressor where the only compressor losses are from under or over
compression. The UOC work done when 𝑣𝑖 > 𝑒𝑥𝑡 (over-compression) is
1
1 n
noc suc suc viW mP v
Conversely the UOC work done when 𝑣𝑖 < 𝑒𝑥𝑡 (under compression) is
1 111
1 1 1
nnn n nnext extn
uc suc suc ext vi
vi vi
W mP v
Thus the isentropic efficiency of a hypothetical compressor that suffers only UOC losses is
23 | P a g e
revUOC
UOC
W
W where UOC OC vi extW W
UOC UC vi extW W
The theoretical isentropic efficiency incorporating under and over compression is shown in figure 11.
Design pressure ratio (𝑣𝑖) if unknown, can be obtained empirically by minimizing RMSE
{isen=UOC(𝑣𝑖,f)*bi-quad(𝑒𝑥𝑡,f)} 0.0112. Design pressure ratio of 2.1 is obtained. The Matlab
Smoothing function (moving average) is applied to the UOC model with a span value selected to minimize
RMSE and COV.
Figure 11 : Theoretical Isentropic Efficiency (UOC) Map for Screw compressor, accounting only for UOC loses using best value
of designed pressure ratio vi
Screw Compressor Model Adjusted for Over-Under compression
The model for isentropic efficiency considering all the other losses is therefore of the following form,
shown in Figure 12 based on least squares, coefficients presented in table 5.
isen otherUOC
y
where 𝑖𝑠𝑒𝑛 is the test data and
1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 60.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
External Pressure Ratio
Th
eore
tica
l Is
en
tro
pic
Eff
icie
ncy
24 | P a g e
𝑜𝑡ℎ𝑒𝑟 = 𝑓(𝑒𝑥𝑡 , 𝑓) is a bi-cubic and is the error or residual.
Figure 12 : Isentropic Efficiency Map without UOC losses, Screw Compressor
Table 5: Bi-cubic relation for other= isen/UOC producing RMS=0.01912 for points shown in Figure 12
Coefficient Term Value t-stat
C1 f3 8.98E-08 7.1979
C2 3 -1.37E-02 13.479
C3 f2 -2.85E-05 -6.3965
C4 2 1.78E-01 -15.433
C5 . f2 -5.00E-06 -12.083
C6 2. f -2.95E-05 -6.7629
C7 . f 1.92E-03 17.448
C8 f 6.76E-04 0.5460
C9 -7.25E-01 13.173
C10 Constant 1.31E 00 12.362
Reciprocating compressor Model
Data used for capacity and isentropic model of a representative reciprocating compressor were generated
from the compressor selection tool 2, used by Armstrong et al, 2009(a). The sizing tool output includes
2 http://www.carlylecompressor.com/
11.5
22.5
33.5
44.5
55.5
4060
80100
120140
160180
200
0.5
0.6
0.7
0.8
0.9
1
Pressure RatioFrequency (Hz)
n,o
the
r
25 | P a g e
compressor input power, mass flow rate. Performance is evaluated over the four girds of operating
conditions shown in figure 13 resulting in 5x5x5x4=500 unique conditions.
Table 6 : Grid values of the four variables used to span the full range of operating conditions
Shaft Speed
(RPM)
Condensing Temp (°F) Evaporating Temp (°F) Evaporator
Superheat (°R)
900 80 30 0
1100 90 35 5
1300 100 40 10
1525 110 45 20
1750 130 50
The reciprocating compressor isentropic efficiency model is represented by bi-quadratic relation (Qureshi
2013) involving pressure ratio(), and compressor speed(𝑓) shown in figure 13; coefficients of the model
appear in table 7).
Figure 13: Reciprocating Compressor Isentropic Efficiency Map for range of Pressure ratios and compressor speed
Table 7: Bi-quadratic relation for isen producing RMS = 0.01042 for points shown in Figure 13
Coefficient Term Value t-stat
C1 Constant 1.204E 00 81.13
C2 8.664E-02 15.85
C3 f -4.166E-02 -38.64
C4 2 -8.195E-03 -10.50
1
2
3
4
5
6
15
20
25
30
0.5
0.6
0.7
0.8
0.9
1.0
Pressure RatioFrequency
Ise
ntr
opic
Eff
icie
ncy
26 | P a g e
C5 . f 3.595E-04 -2.77
C6 f2 6.993E-04 30.40
Screw and Reciprocating Capacity Models
A relation is needed between compressor speed and mass flow rate. We model inlet port flow per stroke,
�̇�𝑟𝑒𝑓/𝑓, as a bi-quadratic relation in compressor speed, f, and pressure ratio, .
/ , refV f function f
Where,
/ref ref inV m
Figure 14 : Screw Compressor Capacity Model Map
3.03.5
4.04.5
5.05.5
6.0
50
100
150
2002
4
6
8
10
x 10-4
Pressure RatioFrequency
Refr
igera
nt
Vo
lum
e F
low
rate
/Fre
qu
en
cy
27 | P a g e
Table 8 : Bi-quadratic relation for �̇�𝒓𝒆𝒇/𝒇 producing RMS = 8.997e-05 for points shown in Figure 14
Coefficient Term Value t-stat
C1 Constant -2.094E-04 -1.004
C2 3.694E-04 4.161
C3 f 1.507E-06 1.470
C4 2 -4.153E-05 -3.863
C5 . f -1.009E-07 -0.449
C6 f2 0.000 0.000
Figure 15 : 5F60 Capacity Model Map
Table 9: Bi-quadratic relation for �̇�𝒓𝒆𝒇/𝒇 producing RMS 2.14e-06 for points shown in Figure 15
Coefficient Term Value t-stat
C1 Constant 1.077E-03 353.16
C2 -6.234E-05 -55.54
C3 F -5.772E-06 -26.05
C4 2 - 7.298E-07 -4.55
C5 . f 1.377E-07 5.18
C6 f2 8.228E-08 17.41
1.5
2.5
3.5
4.5
5.56
16
18
20
22
24
26
28
5
6
7
8
9
10
x 10-4
Pressure Ratio
Frequency
Refr
igera
nt
Volu
me F
low
Rate
/F
requency
28 | P a g e
Condenser Model
We model the chiller separately from the evaporator in order to reduce dimension of the boundary
condition vector (Armstrong 2014).
The condenser model is based on Zakula’s (2010) air-cooled condenser in which the refrigerant-side flow
path is divided into three regions: de-superheating, condensing, and sub-cooling. Inputs to the condenser
model include refrigerant mass flow rate �̇�𝑟𝑒𝑓, condenser air flow rate 𝑉𝑥, refrigerant-side inlet
temperature 𝑇𝑐1, fraction of condenser devoted to sub-cooling 𝑥𝑠𝑐, ambient temperature 𝑇𝑥, and
condenser physical parameters.
Outputs from the model are the total heat rejected, positions of, and temperatures and pressures at, the
interfaces between each region; pressure drop in each region; and temperature of the leaving refrigerant
liquid. The total heat rejected is the sum of the heat rejected in the de-superheating, condensing, and
sub-cooling condenser regions
,c total sh cnd scQ Q Q Q
Trial values for the condensing fraction and inlet pressure are passed to the condenser model. Based on
relevant flags (pressure drop and sub-cooling) the model evaluates these phenomena or neglects them.
The condenser de-superheating and subcooling sections are modeled by the standard (Incropera, 2006)
cross flow effectiveness approximation:
max min
min m
0.780. 2
ax
21 exp 1exp NTU TC
CN
C
CU
where NTUi = UiAi/�̇�min is the number of transfer units for the ith section and �̇�min, �̇�max are the thermal
capacitance rates with �̇�min usually found on the refrigerant side while the air side capacitance rate is
proportional to the area of the ith section, Ai.
Two-phase regions are modeled by the single-stream heat-exchanger effectiveness relation:
1 NTUe
Heat transfer coefficients, Ui, are evaluated for each section, i, as the sum of air- and refrigerant-side
resistances, obtained by standard Nusselt vs. Reynolds and Prandtl number correlations, and heat
exchanger wall resistance (Zakula, 2011). The fractions, Ai/j(Aj), of total refrigerant-side surface area
devoted to de-superheating, i = 1, and condensing, i = 2, are determined iteratively based on the points
at which the superheated vapor reaches saturation and the vapor fraction of the condensing refrigerant
29 | P a g e
reaches zero i.e. becomes 100% saturated liquid. If the fraction devoted to subcooling, i = 3, is specified
only one area remains to be solved.
Fluid state and transport properties, including inlet and average values, for each part are evaluated by
NIST REFPROP. Using the -NTU method, heat rejection rates in the three condenser regions are
evaluated in terms of the entering refrigerant temperatures, Tci, by
, 1sh sh sh min c xQ C T T
22 /cnd cnd air tot c xQ C TA TA
, 3sc sc sc min c xQ C T T
Once each state has been determined, the method checks for convergence by the following
2c
c x
c c
QT T Tol
C
1,
shc x
sh sh min
QT T Tol
C
If pressure drops are included in the model, an additional two or three equations will be evaluated using
standard correlations for pressure drop in single phase or multiphase flow. The model iterates until the
convergence criteria are satisfied. Condenser effectiveness is predicted within +20% of measured
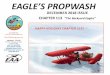
effectiveness as shown in Figure 16.
30 | P a g e
Evaporator Model
The chiller model performs only an evaporator heat balance to return refrigerant mass flow rate assuming
negligible jacket losses and an isenthalpic throttling process at the evaporator inlet:
, , e chW p chWrtn chWsply ref vap out liq inQ m C T T m h h
Figure 16 : Condenser: (a) Qc Predicted vs. Measured (b) Condenser outlet Temperature Predicted vs. Measured (c) effectiveness Predicted vs. Measured (d) Condenser outlet Pressure Predicted vs. Measured
300 350 400 450 500 550 600 650300
350
400
450
500
550
600
650
Measured Qc
Modele
d Q
c
0% Error line
10% Error line
-10% Error line
5 6 7 8 9 10 11 12 13 14 155
6
7
8
9
10
11
12
13
14
15
Measured Tc-Tx
Modele
d T
c-T
x
0% Error line
10% Error line
-10% Error line
0.4 0.5 0.6 0.7 0.8 0.9 10.4
0.5
0.6
0.7
0.8
0.9
1
Measured Effectiveness
Modele
d E
ffectiveness
0% Error line
15% Error line
-15% Error line
800 900 1000 1100 1200 1300 1400800
900
1000
1100
1200
1300
1400
Measured Pcond,out
Modele
d P
cond,o
ut
0% Error line
5% Error line
-5% Error line
31 | P a g e
4. BASELINE CHILLER PERFORMANCE MAP
The chiller model used in this work consists of two component models, compressor and condenser, as
described in previous sections, which are linked within a main solver. The component models are formulated in MATLAB with calls to the properties subroutines of REFPROP. Boundary conditions are Qe,
Te, Tx and ∆Tsh. Initial trial values are required for evaporator inlet enthalpy and compressor discharge
pressure. Refrigerant mass flow rate, evaporator saturated pressure and superheat temperature are the
outputs of the evaporator sub-model, given inputs for cooling load, evaporating temperature, degree of
superheat and trial value of inlet enthalpy. Refrigerant mass flow rates, pressure ratio (based on previous
compressor discharge pressure) are inputs to the compressor model, which returns compressor power,
frequency, discharge temperature and isentropic efficiency. Input to the condenser model includes initial
guesses for fraction and pressure drop of de-superheating, condensation and sub-cooling regions, the
mass flow and inlet temperature for refrigerant entering the condenser, along with mass flow and outdoor
temperature of air entering the condenser. The condenser model provides rejected heat rate, condenser
pressure and temperature of each region, enthalpy at condenser outlet and area fractions of and pressure
drops across, each of the three regions.
The new values of pressure and outlet enthalpy replace the original trial values to make another pass
through the evaporator, compressor and condenser while the fractions and pressure drop values are
carried forward through the iterations. The solver is converged when the calculated condenser pressure
and exit enthalpy at condenser outlet match corresponding pressure and enthalpy from the previous
iteration within a given tolerance.
Example. Figure 17 presents the baseline chiller performance map covering a wide range of evaporating
temperature and outdoor temperature. By decoupling the evaporator from the rest of the system we
have developed performance maps of the main sub-system with two refrigerant-side boundary conditions
i.e. capacity and evaporating temperature, and take external air temperature as a third boundary
condition. Hence compressor and condenser represent a sub-system with capacity Qe, evaporating
temperature, Te, and outdoor temperature, Tx, as boundary conditions and sub-cooling fraction, xsc, and
condenser air flow rates, Vx as a control variables. Figure 17 maps the performance of this sub-system
with ΔTsc fixed at the design value of 3.4K. This performance map serves as the base case for design
optimization. Figure 17 also shows that specific power of the baseline chiller has minimum values between
0.5-0.6 Capacity Fraction (CF). Hence rather than operating two chillers at higher CF (0.8 to 1.0) in summer,
it may be better to operate three chillers (if available) at CF 0.5-0.7.
32 | P a g e
Figure 17 (a) Chiller performance over Te = -1, 1, 3, 5 °C and Tx = 20, 25, 30, 35, 40, 45 °C at ∆Tsc = 3.4°C
Table 10: Curve fit for Baseline case 1/COP=f(CF, Tx, Te)
Coefficient Term Value
C1 CF3 -1.46E-02
C2 Te3 8.22E-04
C3 Tx3 4.27E-03
C4 CF2. Te -6.32E-03
C5 CF2. Tx 1.62E-02
C6 Te 2. CF 1.11E-03
C7 Te 2. Tx 8.12E-04
C8 Tx 2. CF 6.67E-03
C9 Tx 2. Te -3.73E-03
C10 Tx . CF. Te -6.01E-03
C11 CF2 4.57E-02
C12 Te2 1.30E-03
C13 Tx2 1.15E-02
C14 CF. Te -5.36E-03
C15 Te. Tx -7.44E-03
C16 CF. Tx 7.76E-03
C17 CF -2.79E-03
C18 Te -1.29E-02
C19 Tx 4.79E-02
C20 Constant 2.63E-01
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
Capacity Fraction
1/C
OP
(kW
e/k
Wt)
Tx = 45 oC
Tx = 40 oC
Tx = 35 oC
Tx = 30 oC
Tx = 25 oC
Tx = 20 oC
Te = 5 oC
Te = 3 oC
Te = 1 oC
Te = -1 oC
33 | P a g e
5. DESIGN CHANGES TO IMPROVE CHILLER PERFORMANCE
Condenser Size and Controls
The component-based model facilitates evaluation of design changes such as component size (condenser
and evaporator), control (variable-speed compressor, fans and pumps; condenser subcooling),
component technology (reciprocating, scroll, screw, centrifugal) and subtype. When implementing a
combination of alternative design features, one must apply optimal control at all operating points to
assess annual energy use under standard weather and load profiles. To assess annual energy savings we
produce a chiller performance map for each chiller design to be considered. Size changes are effected by
basic scaling rules, e.g. condenser size is changed by increasing its height and number of tubes
proportionately in order to increase heat transfer surface area while decreasing pressure drop. Fan flow
rate is proportional to speed while power is proportional, approximately, to speed cubed and inverter loss
is approximately proportional to power (Zakula 2012). A variable speed fan is assumed to draw the same
power at full speed as the fixed speed fan it replaces.
Reciprocating Compressor
Compressor models may be based on measured or manufacturer-reported performance over the required
range of operating conditions. For the reciprocating compressor design change the capacity and
isentropic efficiency bi-cubic functions described in section 2.1 were fit to manufacturer’s performance
data for a Carrier 6-cylinder open compressor, Carrier model 5F60 (Armstrong 2009). The 5F60
compressor bi-quadratic surfaces are shown in figure 13. Note that, compared to the screw compressor;
capacity is a weaker function of shaft speed and a stronger function of pressure ratio. In contrast,
efficiency is not a strong function of pressure ratio and is highest at low pressure ratio. While the
efficiencies of the two compressors are about equal at a typical rating point (f = fmax and = 4.5), efficiency
of the 5F60 is higher overall and multi-chiller plants can take advantage of the higher part-load efficiencies
by operating a larger number of chillers, each near its optimal capacity fraction, rather than the minimum
number each operating at close to its full capacity. The unique performance map of each candidate chiller
design is determined by the component-based model.
High Performance Motor
The standard efficiency motor supplied with most compressors may be replaced with a high efficiency
motor. Motor efficiency will increase up to 5% by reducting stator/rotor resistance and leakage
impedance to about half the standard motor values. Motor model details are presented in Appendix-B
34 | P a g e
Evaporatively-cooled condenser
Evaporatively-cooled condenser is considered as a potential for this research along with other design
configuration, mainly because of its performance over wide range of hot and humid conditions,
furthermore lower compressor exit temperature is also a potential for increased compressor life, which is
common operational failure in this part of the world. The excessive maintenance cost, lack of expertise
and life cycle cost (LCC) are few areas of concern and uncertainty Cooling tower and heat exchanger are
combined in a single unit in case of evaporatively-cooled condenser. Air is cooled adiabatically before it
enters the condenser and in condenser, heat transfer takes place between the hot refrigerant and the
outside air through a wet water film maintained on the surface of the condenser by the water spray or
gravity flow from a top mounted distribution system. Heat transfer takes place due to latent cooling
mainly which is caused by the evaporation of portion of spray water into the air stream. Sensible heat
transfer takes place due to temperature gradient between water film and air stream.
The effect of evaporation is to decrease the temperature of the condenser surface to approach TWB instead
of TDB. Also, the heat transfer coefficient (HTC) to the water film is greater than the HTC to air. The two
factors lower the condensing temperature and pressure. Thus reducing compressor work (low pressure
ratio). The schematic for an evaporatively cooled condenser is shown in figure 18. Design and
methodology details for evaporatively cooled condenser are presented in Appendix-A.
Figure 18: Evaporatively cooled condenser
35 | P a g e
6. ANNUAL COOLING LOAD MODEL
The impact of a given design decision, is evaluated by hourly simulation using Abu Dhabi TMY weather, a
typical weather-dependent cooling load profile (Ali 2011), and a chiller performance map of the type
shown in Figure 17. To obtain representative hourly chiller electric loads (𝐸𝐿𝐻𝑜𝑢𝑟𝑙𝑦) we use the weather
sensitive part of the Abu Dhabi daily cooling load model of Ali (2011)
1 0 2 0 3 4 5cos sinHourly xEL C T T C w w C DHI C DNI C DNI
where, base temperature, To= 18.5°C, base specific humidity wo = 0.0085 kg/kg, DHI = diffuse horizontal
irradiation (W/m2), DNI = direct normal irradiation (W/m2), = solar zenith angle (radian), cos = ratio of
direct irradiation on a horizontal surface to DNI, and sin = ratio of direct irradiation on a vertical cylinder
to DNI. Regression coefficients are from Ali et al, 2011, based on Model 11’’
Table 11: Coefficients for Electric Load Model
Coefficients Values
C1 33.10
C2 53.60
C3 0.663
C4 0.211
C5 0.310
Hourly Cooling load (𝑄𝑐,𝐻𝑜𝑢𝑟𝑙𝑦) is evaluated by dividing hourly electric load by the baseline COP.
, , , , /c Hourly Hourly BaselineQ EL Tx w DHI DNI COP
Hourly Cooling load (𝑄𝑐,𝐻𝑜𝑢𝑟𝑙𝑦) is scaled down to match the chiller size. The baseline COP is computed at
fixed Evaporating temperature (𝑇𝑒=1°C).Cooling plant power (Ec) is the product of hourly cooling load, Qc,
Hourly, and chiller specific power, 1/COP. Annual cooling energy use is therefore given by
, / , ,c c HourlyE Q COP Tx Te CF
,max
Hourly
Hourly
ELCF
EL
Evaporating temperature 𝑇𝑒, for the cooling load model is evaluated from the following equation
˙
/ e cws C pT T Q mc
here, 𝑇𝑐𝑤𝑠, 𝑈𝐴, �̇� is taken as constant based on selected MI baseline chiller data points from April-March,
2014.
36 | P a g e
Effectiveness is calculated as
1 expp
UA
mc
The forgoing further gives the option to scale the evaporator based on the UA.
Results may be expressed in terms of percent improvement of application SEER (Seasonal Energy
Efficiency Ratio), a measure the efficiency of a cooling system over a standard cooling season, defined as
,
,
, , ,
, , , / , ,
c Hourly
c Hourly
Q Tx w DHI DNISEER
Q Tx w DHI DNI COP Tx Te CF
37 | P a g e
7. LIFE CYCLE COST ANALYSIS
Life cycle cost (LCC) analysis accounts for the costs of acquiring, operating, maintaining, replacing, and
disposing of the packaged chiller. In this project we evaluate LCC over a study period of 20 years, and
discount all costs to present values. The total present value (PV) of all candidate chiller designs can be
compared to the total base-case PV and ranked to find the least LCC design. A discount rate of 5%/year
is used for UPV20 and a fuel escalation of 2%/year is used for ergUPV20 in the analysis. A typical LCC
breakdown is presented in Table 12.
Table 12: Life-cycle cost breakdown for baseline chiller
Cost Items Cost
Element ($)
Year of
Occurrence
Discount Factor Present Value
($)
Initial Investment cost 137597 Base Date - 137597
Residual Cost 4127 20 SPV20=0.3769 1555
Replacement cost 2460 Every 5th SPV5=0.7835 642
Electricity cost 20648 annual erg UPV20=14.959 308888
Non-energy O&M cost 7987 annual UPV20=12.4622 99540
SPV - Single Payment Present Value Factor UPV - Uniform Present Value Factor erg UPV - Modified Uniform Present Value Factor
Estimates of initial investment and Non-Energy Operations & Maintenance (NEO&M) costs are currently
based on linear correlations used in the FEDS software (Dahowski 2008) for the standard efficiency option.
The FEDS correlations for air cooled screw and reciprocating chillers are presented in Table 13.
Table 13: Cost correlation where X is rated capacity in 106 Btu/hr (PNNL-17848)
Air cooled Electric
chiller
Initial Investment ($) O&M Cost ($/yr) First Cost for Baseline
Chiller Capacity (415 KW)
Screw (Standard
efficiency)
24155+40228X 4288X0.6 137597
Reciprocating
(Standard efficiency)
7379+45394X 5186X0.6 157195
For estimating equipment costs of further design variations, a breakdown of component costs is needed.
The component costs of a small packaged unit are presented as percentage share in Table 14.
38 | P a g e
Table 14: Component costs of a small packaged unit
Major Component Share (%) Baseline Cost ($)
Chassis and Panels 14.3 19676
Controls and Electrical (including VFD) 27.6 37977
Compressor(including Motor) 26.5 36463
Condenser and Condenser Fans 12.5 17200
Evaporator 10.7 14723
Piping, Valves, and Fittings 8.4 11558
Life-cycle costs of design options are presented for electricity rate of 0.089$/KWh. The electricity rate is
assumed to rise at 2% per year and a discount rate (cost of money for typical owner) is taken as 5%.
Combinations of design options are evaluated and a range of condenser size is considered for each design.
The LCC for each case is presented in Table 15. With respect to cost and performance, design features are
interactive. From the life-cycle cost results one can see that the scope for cost-effective performance
improvements is substantial.
39 | P a g e
Table 15: Cost and Performance for Chiller Design Options with Electricity Rate=$0.089kWh
3
3 Generic variable-speed motor model is developed and evaluated for standard and high performance cases in App. B.
Scaling Factor
(H,D,No.Tubes)
+ Vx
SEER
SEER
Improvem
ents (%)
LCC ($)Energy Use
(KWh)
USD ($)
Savings/Ye
ar
Equipment
First Cost
COP
(Tx=35,
Te=3,
CF=1)
COP
(Tx=45,
Te=3,
CF=1)
1 3.817 0 548225 232011 0 137598 3.103 2.106
1.1 3.948 3.42 539713 224344 682 139275 3.290 2.324
1.2 4.049 6.08 533990 218719 1183 141020 3.435 2.487
1.4 4.168 9.18 529472 212512 1735 144725 3.628 2.717
1.5 4.229 10.77 527384 209450 2008 146691 3.685 2.801
1.6 4.258 11.53 527549 208019 2135 148738 3.723 2.859
1.7 4.265 11.73 529224 207658 2167 150869 3.746 2.900
Optimized
subcooling4.302 12.70 522609 205863 2327 146691 3.734 2.802
Optimized
Condenser Fan4.412 15.57 517317 200749 2782 148191 3.777 2.813
Optimized
Condenser Fan
and Subcooling
4.586 20.14 507166 193124 3461 148191 3.785 2.816
1 4.403 15.33 526984 201171 2745 157195 3.307 2.471
1.1 4.617 20.94 516253 191836 3576 158872 3.520 2.590
1.2 4.754 24.52 510672 186319 4067 160617 3.694 2.700
1.3 4.869 27.56 506611 181889 4461 162433 3.831 2.798
1.4 4.966 30.09 503803 178346 4776 164322 3.932 2.881
1.5 4.969 30.17 505646 178236 4786 166288 3.985 2.948
Optimized
subcooling5.040 32.02 500339 175744 5008 164322 3.933 2.882
Optimized
Condenser Fan5.367 40.59 487593 165030 5961 165822 3.988 2.894
Optimized
Condenser Fan
and Subcooling
5.464 43.13 483683 162093 6223 165822 4.002 2.895
Optimized
Condenser Fan
and Subcooling-
-High Efficiency
Motor
5.586 46.33 481293 158551 6538 168120 4.111 3.021
Life-Cycle Cost, Screw, R-134a at $0.089/kWh
[email protected] scaling factor
Life-Cycle Cost, Recip, R-134a at $0.089/kWh
[email protected] scaling factor
40 | P a g e
Even with the assumption of no additional cost for evaporatively cooled setup (Spraying mechanism, basin
etc.), the LCC of the optimal evaporatively-cooled design is higher than that of the baseline chiller. Thus
although SEER improvement is greatest for the evaporatively cooled case, water costs make it a non-
feasible option for UAE conditions based on minimum LCC. Nevertheless the evaporatively-cooled design
may have potential in regions with low water tariffs or where treated sewage water is available.
Scaling Factor
(H,D,No.Tubes)
+ Vx
SEER
SEER
Improvem
ents (%)
LCC ($)Energy Use
(KWh)
Water Use
(Liters/yr)
Equipment
First Cost
Optimized
Condenser Fan-
Optimal@ 0.9*
6.836 79.08 557901 129561 2951900 165822
Life-Cycle Cost, Recip,Evp Cooled R-134a at $0.089/kWh
41 | P a g e
8. OPTIMIZED DESIGNS-GCC ANALYSIS
GCC Weather Data Description:
GCC cities Typical Meteorological Year (TMY) weather data is taken from the ASHRAE’s IWEC2 files which
represents the only collection of TMY weather data currently available for the GCC countries. A total of
48 IWEC2 files have been compiled by ASHRAE for the GCC countries. 24 TMY files were chosen based on
the station’s data quality ranking and geographical region covered. The stations with a data quality ranking
of ‘C’ which represents reported measured data of less than 3000 records out of 8760 in a year were not
considered. Table 16 gives the details of the chosen stations along with their weather design data:
Table 16: GCC Stations Information
Country Station Lat Long Elev (m) StdP (kPa)
Evaporation WB/MCDB (°C)
24-Year Max
WB (°C)
24-year Max DB (°C)
Cooling Degree Hours
Base 18.3 °C
Moist Degree
Hours Base 9g/kg WB MCDB Min Max
UAE Abu Dhabi Intl. AP 24.43 54.65 27 101.00 30.5 35.3 33.8 8.4 47.2 83126 41372
UAE Al Ain Intl. AP 24.27 55.60 265 98.18 29.1 36.2 32.5 8.6 47.5 92446 23531
BHR Bahrain Intl. AP 26.27 50.65 2 101.30 31.1 35.5 34.1 9.2 44.2 75052 47093
KWT Kuwait Intl. AP 29.22 47.98 48 100.75 28.5 35.1 32.2 1.4 49.8 83443 5265
OMN Masirah 20.67 58.90 19 101.10 28.6 32.3 34.5 14.5 41.1 69674 59388
OMN Seeb Intl. AP 23.58 58.28 15 101.14 30.4 33.9 34.0 12.8 46.2 70254 57308
OMN Salalah 17.03 54.08 23 101.05 27.9 30.5 29.8 14.8 39.6 85906 50076
OMN Thumrait 17.67 54.02 467 95.84 25.1 33.2 32.3 6.7 44.2 71190 22700
QAT Doha Intl. AP 25.25 51.57 10 101.20 31.1 35.2 33.9 9.3 47.0 82954 38513
SAU Abha 18.23 42.65 2093 78.58 19.8 24.1 25.9 2.8 32.7 20285 13898
SAU Makkah 21.43 39.77 240 98.47 28.9 38.6 32.2 13.2 47.9 47355 4280
SAU Al-Madinah 24.55 39.70 636 93.91 22.1 36.6 27.3 6.1 46.5 57029 237
SAU Tabuk 28.38 36.60 768 92.43 21.1 36.5 29.8 -0.7 42.7 92165 880
SAU Al-Baha 20.30 41.65 1652 82.99 21.3 30.1 29.3 4.6 38.0 77199 1035
SAU Al-Jouf 29.78 40.10 689 93.32 20.5 40.0 23.6 -2.9 44.8 60218 41886
SAU Al-Qaisumah 28.32 46.13 358 97.10 22.8 39.7 29.6 0.1 48.3 59906 259
SAU Al-Wejh 26.20 36.48 24 101.04 29.9 32.9 33.5 9.9 41.9 79073 23557
SAU Dhahran 26.27 50.17 17 101.12 31.1 35.8 36.2 5.4 47.4 104762 85341
SAU Gizan 16.88 42.58 7 101.24 30.5 36.3 34.5 18.2 40.6 85850 48499
SAU Jeddah-KAA Intl. AP 21.70 39.18 17 101.12 29.9 35.0 35.0 13.2 45.5 76369 552
SAU King Khaled Intl. AP 24.93 46.72 614 94.16 21.0 38.1 24.9 0.7 46.3 108620 33420
SAU Sharorah 17.47 47.10 725 92.91 27.5 39.7 32.2 4.7 44.1 90856 3195
SAU Arar 30.90 41.13 549 94.90 23.0 40.2 25.9 -2.3 45.1 51867 353
SAU Yenbo 24.13 38.07 10 101.20 30.5 36.1 33.7 8.9 46.9 81325 36328
42 | P a g e
Figure 19 represents the cooling load on typical GCC chiller, expressed in Full Load Equivalent Operating
Hours (FLEOH). Cooling load is calculated as described in section 6. FLEOH are computed by summing
the simulated hourly cooling loads for each bin, described by the following Equation
8760
,1
,
C Hourlyn
C Hourly max
Q nFLEOH
Q
Figure 19: GCC weather stations FLEOH
Figure 20 and Figure 22, screw and reciprocating compressor respectively ,show SEER value for baseline,
optimal subcooling (case 3), optimal condenser fan speed (case 4) and Optimal subcooling and condenser
fan speed (case 5) against cooling degree hours (CDH). ‘’SAU-ABHA’’ is an exception in the region with
lowest CDH, excluding that from the analysis remaining 23 cities can be divided into cold (CDH: 4.7- 7
*104), medium (CDH: 7- 8.5 *104) and hot climate zones (CDH: 8.5-11 *104). Average SEER value
recommended for establishing MEPS in these climate zones is given in Table 17
43 | P a g e
Figure 20: (a) SEER vs CDH for screw compressor baseline and screw compressor optimized cases; (b) SEER vs GCC weather stations [sorted (ascending) for CDH] - screw compressor
Figure 21: (a) SEER vs CDH for reciprocating compressor baseline and reciprocating compressor optimized cases; (b) SEER vs GCC weather stations [sorted (ascending) for CDH]- reciprocating compressor
Table 17: Recommended Average SEER for selected climate zones
Climate Zone SEER
Cold 6.454
Medium 5.684
Hot 5.409
44 | P a g e
9. Conclusions
A component-based chiller model was used to produce performance maps for a variety of design
changes such as increased condenser area, optimal subcooling, variable-speed condenser fans, and
replacement of the screw compressor by a reciprocating compressor. An empirical UAE cooling load
model was adapted to produce hourly loads, scalable to any buildings, from TMY weather data.
Together with a given chiller performance map, the cooling load model can be used to estimate annual
electricity use and the cost to supply it. Chiller and component cost data were compiled in order to
perform life-cycle cost (LCC) analysis of alternative energy-saving chiller designs.
LCC analysis shows that all of the contemplated design improvements are cost effective and,
combined, result in 46% seasonal COP (SCOP) improvement compared to the baseline chiller. The
higher SCOP more than offsets the 22% first-cost increase resulting in 12% lower in life-cycle cost.
Although the chosen baseline chiller (Masdar City district cooling plant) was found to have a
respectable SCOP of 3.8, the optimal life-cycle design resulted in SCOP = 5.9. Of this 46% improvement
use of a better compressor (reciprocating vs. screw) accounted for 15%, larger condenser 15%,
subcooling control 2%, variable speed condenser fan 11%, and high-efficiency compressor motor 3%.
With full market penetration of high-performance chillers a national energy savings of over 10% can
be achieved while lowering life-cycle cooling plant costs. Beyond these benefits to the domestic
economy, by taking a lead in cost-effective high performance chillers UAE could become an exporter
to other GCC countries where climate and electricity production costs are similar.
To achieve high market penetration with very low administrative costs while retaining maximum
flexibility to manufacturers and consumers, it is recommended that an SCOP of at least 5 be adopted
as a national standard. All air-cooled chillers in the 20 to 500 RT range should be required to meet
this minimum chiller performance standard (MEPS). An existing international performance rating
methods can be adopted with minor modification to account for the higher ambient temperature
distribution of UAE. Certification can be easily checked at customs for imported chillers. For domestic
producers, monthly production reports and occasional random-sample performance testing
witnessed by a QCC representative at the factory will provide effective adherence to the standard.
A separate standard for split systems and unitary equipment should be developed based on LCC
optimal design process similar to the one developed in this project. A standard for large water cooled
chillers, accounting for water as well as electricity costs, should also be developed by such a process.
With full market penetration of MEPS-compliant cooling equipment of all types we may reasonably
expect to achieve a 20% reduction in national energy use.
45 | P a g e
10. REFERENCES
Ackers W. W. and Rosson H. F., Condensation inside a horizontal tube, Chem. Eng. Prog. Symp. Ser., vol.
30, pp. 145–149, 1960.
Afshari,.A C.Nikolopoulou, M.Martin, (2014). Life-Cycle analysis of building retrofits at the urban scale-A
case study in UAE, Sustainability, 6,453-473
Ali, M.T., M.M. Mokhtar, M. Chiesa, P.R. Armstrong, (2011). A cooling change-point model of
community-aggregate electrical load, Energy and Buildings, 43(1):28-37
Ali, M.T, P.R. Armstrong, (2015). First-principles evaporator model for fast solution when coupled to an
outdoor unit performance map, ASHRAE Winter Meeting, Atlanta.
Ali, M.T., H. Javed, P.R. Armstrong (2014). Optimized heat pump design for GCC countries, Part II:
Baseline chiller instrumentation and best practice guidance, Proc. 11th IEA Heat Pump Conference
AMETEK (2013). Precision Pressure Measurement: User Guide to Pressure Measurement.
Arbiter Instruments. (2008). Technical Datasheet. Arbiter Instruments.
ARI. 1999. ANSI/ARI 540-1999(R2002), Positive Displacement Refrigerant Compressors and Compressor
Units, Air Conditioning and Refrigeration Institute.
Armstrong, P., W. Jiang, D.W. Winiarski, S. Katipamula, L.K. Norford, and R.Willingham. (2009). Efficient
low-lift cooling with radiant distribution, thermal storage and variable-speed chiller controls—Part II:
Annual Energy Use and Savings. HVAC&R Research, 15(2):403–433.
Armstrong, P.R. (1983). Instrumentation of solar heating and cooling systems at CSU, FSEC-CR-78-83,
2nd Annual Workshop on Performance Monitoring. Florida Solar Energy Center, fsec.ucf.edu/libpub.
Armstrong, P.R., C.R. Batishko, A.L. Dittmer, D.L. Hadley, and J.L. Stoops. (1993). Mobile Energy
Laboratory Procedures, PNNL-8838.
ASHRAE. 2008. Compressors. ASHRAE Handbook: HVAC Systems and Equipment, Ch. 37.
Benedict, R.P. (1984). Temperature, Pressure, and Air Flow Measurement, 3rd ed. John Wiley & Sons.
Bloch. H.P. A Practical Guide to Compressor Technology, Edition 2, ISBN-13: 978-0471727934
Brasz, J. (2010). A proposed centrifugal refrigeration compressor rating method, ICEC at Purdue.
46 | P a g e
Dahowski RT, and JA Dirks. 2008. FEDS: Facility Energy Decision System User's Guide, Release 6.0. PNNL-
17848, Pacific Northwest National Laboratory, Richland, WA. (http://www.pnl.gov/FEDS)
Gray D. L. and R. L. Webb, “Heat transfer and friction correlation for plate finned-tube heat exchangers
having plain fins, Eighth Int. Heat Transfer Conference. San Francisco, 1986.
E230- Standard Specification and Temperature-Electromotive Force (EMF) Tables for Standardized
Thermocouples. (2003). ASTM International.
Elmahdy,A.H., and Mitalas, G.P. 1977. A simple model for cooling and dehumidifying coils for use in
calculating the energy requirements of buildings, ASHRAE Transactions, Vol. 83, part2, p.103
Fluke Corporation. (2013). “Technical Datasheet”. Fluke Corporation.
Friedrich, L.A. (2013). An Urban Energy Baseline Model for Measurement & Verification of Building
Energy Efficiency Retrofits in Abu-Dhabi, MSESM Thesis, Masdar Institute of Science and Technology.
Fujiwara M, Kasuya K, Matsunaga T, Watanabe M. Computer modeling for performance analysis of
rotary screw compressor, Proceedings of the International Compressor Engineering Conference at
Purdue, USA, pp. 536–43, 1984.
Fujiwara M, Osada Y. Performance analysis of an oil injected screw compressor and its application.
International Journal of Refrigeration 1995; 18(4):220–7.
Hiller, C.C. and L. Glicksman (1977). Heat pump improvement using compressor flow modulation,
ASHRAE Transactions, 83(2).
Jahnig, D.I., D.T. Reindl, and S.A. Klein. 2000. A semi-empirical method for representing domestic
refrigerator/ freezer compressor calorimeter test data. ASHRAE Transactions 106(2).
Jakob M., Heat transfer, Vols. I. 1949, p. 544.
Javed,.H Ali, M.T., P.R. Armstrong (2014). Optimized heat pump design for GCC countries, Part I:
Alogritham, Proc. 11th IEA Heat Pump Conference, Montreal
Le, C.V., Bansal, P.K., Tedford, J.D., 2004. Three-zone system simulation model of a multiple-chiller plant.
Applied Thermal Engineering 24, 1995–2015.
Le, C.V., Bansal, P.K., Tedford, J.D., 2005, Simulation model of a screw liquid chiller for process industries
using local heat transfer integration approach. Proc. IMechE 219 Part E J. Process Mech. Eng., 95–107.
http://www.pnl.gov/FEDS
47 | P a g e
McAdams .W. H., Heat transmission, 3rd Edition. 1954.
Popovic, P., and H.N. Shapiro. 1995. A semi-empirical method for modeling a reciprocating compressor
in refrigeration systems, ASHRAE Transactions 101(2):367-382.
Qureshi, O.A, H.Javed, A.Afshari, P.R. Armstrong, (2013). Optimal model-based control of chiller tower
fan and cooling water pump, ASHRAE Annual Meeting, Seattle.
Richard M. Park. (2010) Thermocouple Fundamentals, Marlin Mfrg. Corp., Cleveland, Ohio, U.S.A.
Sarfraz, O. (2015). Configuration, Design and Control of Ventilation and Air Conditioning for GCC
Conditions, MSME Thesis, Masdar Institute of Science and Technology, UAE.
Sjoholm, L., (1986). Variable volume-ratio and capacity control in twin-screw compressors, International
Compressor Engineering Conference, Purdue University, Paper 548.
Stoecker, W.F. and J.E. Jones (1982). Refrigeration and Air Conditioning, McGraw-Hill, Singapore.
Stosic N, Milutinovic L, Hanjalic K, et al. Investigation of the influence of oil injection upon the screw
compressor working process. International Journal of Refrigeration 1992; 15(4):206–20.
Threlkeld J. L. (19