Embed Size (px)
Citation preview

CHAPTER 1 1.1 INTRODUCTION
1.1.1 Cement:
Cement is an extremely good material having adhesive and cohesive properties which
provide a binding medium for discrete ingredients. It is obtained from burning together in a
definite portion a mixture of naturally occurring argillaceous and calcareous material to partial
fusion at high temperature (about 1450ºc) .The product, called Clinker, is cooled and ground to
the required fineness to produce the material known as cement. Depending upon the location of
the cement manufacturing plant available materials are pulverized and mixed in proportions such
that the resulting mixture will have the desired chemical composition. The lime stone, clay are
the basic ingredients, the proportions will be approximately four pats of limestone to one part of
clay. Depending upon the wide variety of raw material used in the manufacturing of cements, the
oxide composition of ordinary Portland cement is as follows:
Table 1: Oxide composition of ordinary Portland cement:
OXIDE PERCENTAGE AVERAGE
Lime, CaO 60-65 63
Silica, SiO2 17-25 20
Alumina,Al2O3 3-8 6
Iron oxide Fe2O3 0.5-6 3
Magnesia MgO 0.5-4 2
Sulpher trioxide, SO3 1-2 1.5
Soda and/or potash Na2O+K2O 0.5-1 1
1.1.2 The various types of cement are:
Rapid-hardening Portland cement
Portland –slag cement
Low heat Portland cement
Portland Pozzolona cement
1

High strength Portland cement
Super Sulphate cement
High alumina cement
Waterproof cement
White Portland cement
Coloured Portland cement
Hydrophobic cement.
1.1.3 Storage of cement bags:
It is often necessary to store cement bags for long period, although cement retains its
quality almost its quality almost indefinitely if moisture is kept away from it. The cement
exposed to air absorbs moisture slowly and this causes its deterioration. Absorption of 1 or 2 %
of water has no appreciable effect but further amount of moisture absorption retards the
Hardening of cement.
Cement in bulk can best be stored in bins of depth 2m or more. Usually a crest of about
5cm thick forms and this must be removed before cement is taken for use. The bagged cement
can also be kept for months, if stored in water proof shed, with non porous walls and floors and
windows being tightly shut. Once the cement has been properly stored it should not be disturbed
until it is to be used.
1.2 Natural Sand:
Sand is a loose, fragmented, naturally-occurring material consisting of very small
particles of decomposed rocks, corals, or shells. Sand is used to provide bulk, strength, and other
properties to construction materials like asphalt and concrete. It is also used as a decorative
material in landscaping. Specific types of sand are used in the manufacture of glass and as a
molding material for metal casting. Sand was used as early as 6000 B.C. to grind and polish
stones to make sharpened tools and other objects. The production of sand for construction
purposes grew significantly with the push for paved roads during World War I and through the
1920s. The housing boom of the late 1940s and early 1950s, coupled with the increased use of
concrete for building construction, provided another boost in production.
2

Today, the processing of sand is a multi-billion dollar business with operations ranging
from very small plants supplying sand and gravel to a few local building contractors to very
large, highly automated plants supplying hundreds of truckloads of sand per day to a wide
variety of customers over a large area.
Sand that is scooped up from the bank of a river and is not washed or sorted in any way is
known as bank-run sand. It is used in general construction and landscaping.
The definition of the size of sand particles varies, but in general sand contains particles
measuring about 0.063-2.0 mm in diameter. Particles which are smaller than this are classified as
silt. Larger particles are either granules or gravel, depending on their size. In the construction
business, all aggregate materials with particles smaller than 6.4 mm are classified as fine
aggregates. This includes sand. Materials with particles from 6.4 mm up to about 15.2 cm are
classified as coarse aggregates.
Sand has a density of 1,538-1,842 kg per cubic meter. The trapped water content between
the sand particles can cause the density to vary substantially. [9]
1.3 Foundry Sand:
Foundry sand is a high-quality silica sand that is used to form moulds for ferrous (iron
and steel) and nonferrous (copper, aluminium, brass, etc.) metal castings. The most common
casting process used in the foundry industry is the sand cast system, in which the sand moulds,
chemically bonded sand cast systems are used. These systems involve the use of one or more
organic binders in conjunction with catalysts and different hardening/setting procedures.
Chemical binders include phenolic, furfuryl alcohol, and other inorganic binders. Foundry sand
makes up about 97 percent of this mixture. Chemically bonded systems are most often used for
"cores" (used to produce cavities that are not practical to produce by normal moulding
operations) and for moulds for nonferrous castings.
Excess foundry sand is typically generated because varying amounts of the previously
mentioned additives must continually be reintroduced to the foundry sand to maintain its desired
properties, resulting in a larger volume of sand than is needed for the foundry process. Addition,
3

heat and mechanical abrasion eventually render the sand unsuitable for use in casting moulds,
and a portion of the sand is continuously removed and replaced with fresh unused sand. The
spent sand is either recycled in a non-foundry application or land filled. Of the 6 to 10 million
tons of spent foundry sand generated annually, less than 15 percent is recycled. Thus in order to
reuse this foundry sand, attempts have been made in using this foundry sand in replace to the
natural sand in the concrete technology for the reasons such like,Concrete is a mixture comprised
of cement (10-15 percent), coarse and fine aggregates (60-75 percent) and water (15-20 percent)
by volume. Foundry sand can be used as a fine aggregate substitute in concrete. Fine
aggregates are generally smaller, while coarse aggregates are in diameter. Foundry sand meets
two of the critical requirements for concrete aggregates as it is uniformly graded, and is strong,
hard, and durable.
A foundry is a manufacturing facility that produces metal castings by pouring molten
metal into a preformed mold to yield the resulting hardened cast. The primary metals cast include
iron and steel from the ferrous family and aluminum, copper, brass and bronze from the
nonferrous family. [1]
1.3.1 Manufacturing of Foundry Sand:
Foundry sand is high quality silica sand that is a byproduct from the production of both
ferrous and nonferrous metal castings. The physical and chemical characteristics of foundry sand
will depend in great part on the type of casting process and the industry sector from which it
originates.
Foundries purchase high quality size-specific silica sands for use in their molding and
casting operations. The raw sand is normally of a higher quality than the typical bank run or
natural sands used in fill construction sites. The sands form the outer shape of the mould cavity.
These sands normally rely upon a small amount of Bentonite clay to act as the binder material.
Chemical binders are also used to create sand “cores”. Depending upon the geometry of the
casting, sands cores are inserted into the mold cavity to form internal passages for the molten
metal. Once the metal has solidified, the casting is separated from the molding and core sands in
the shakeout process.
In the casting process, molding sands are recycled and reused multiple times. Eventually,
4

the recycled sand degrades to the point that it can no longer be reused in the casting process. At
that point, the old sand is displaced from the cycle as byproduct, new sand is introduced, and the
cycle begins again.
.
1.3.2 Types of foundry sands:
Two general types of binder systems are used in metal casting depending upon which the
foundry sands are classified as: clay bonded systems (Green sand) and chemically bonded
systems. Both types of sands are suitable for beneficial use but they have different physical and
environmental characteristics.
Green sand moulds are used to produce about 90% of casting volume. Green sand is
composed of naturally occurring materials which are blended together; high quality silica sand
(85-95%), betonies clay (4-10%) as a binder, a carbonaceous additive (2-10%) to improve the
casting surface finish and water (2-5%). Green sand is the most commonly used recycled
foundry sand for beneficial reuse. It is black in color, due to carbon content, has a clay content
that results in percentage of material that passes a 200µ sieve and adheres together due to clay
and water.
Chemically bonded sands are used both in core making where high strengths are
necessary to withstand the heat of molten metal, and in mould making. Most chemical binder
systems consist of an organic binder that is activated by a catalyst although some systems use
inorganic binders. Chemically bonded sands are generally light in color and in texture than clay
bonded sand. Foundries produce Recycled Foundry Sand (RFS) generally in their overall
production volume although there are different sand to metal ratios employed in different
casting processes and products. Most foundries have two sand systems one feeding the external
moulding lines and the other feeding the internal core lines. After the metal is poured and the
part is cooling, green sand is literally shaken off the castings, recovered and reconditioned for
continual reuse. Used cores are also captured during this cooling and shake out process; these
break down and are crushed and reintroduced into green sand systems to replace a portion of
sand lost in the process. Broken cores are cores, which do not break down, are discarded.
Depending on the projected end use, it may be important to segregate sand streams at the
foundry as each stream can have different characteristics. Additionally some sand is typically
unrecoverable during shake off and finishing processes. These sands may be contaminated with
5

metals or very large chunks of burnt cores and will need to undergo some type of segregation,
crushing and screening before recycling.
1.3.3 Properties of foundry:
1.3.3.1 Physical Properties:
Typical physical properties of waste foundry sand from green sand systems are given in
Table-10. The grain size distribution of waste foundry sand is very uniform, with approximately
85 to 95 percent of the material between 0.6 mm and 0.15 mm (No. 30 and No. 100) sieve sizes.
5 to 12 percent of foundry sand can be expected to be smaller than 0.075 mm (No. 200 sieve).
The particle shape is typically sub angular to round. Waste foundry sand gradations have been
found to be too fine to satisfy some specifications for fine aggregate. Waste foundry sand has
low absorption and is non plastic. Reported values of absorption were found to vary widely,
which can also be attributed to the presence of binders and additives. The content of organic
impurities (particularly from coal binder systems) can vary widely and can be quite high. This
may preclude its use in applications where organic impurities could be important (e.g., Portland
cement concrete aggregate). The specific gravity of foundry sand has been found to vary from
2.39 to 2.55. This variability has been attributed to the variability in fines and additive contents
in different samples. In general, foundry sands are dry, with moisture contents less than 2
percent. A large fraction of clay lumps and friable particles have been reported, which are
attributed to the lumps associated with the moulded sand, which are easily disintegrated in the
test procedure. The variation in permeability, listed in Table-10, is a direct result of the fraction
of fines in the samples collected.
Durability of the foundry sand depends on how the sand was used at the foundry.
Successive moulding can cause the foundry sand to weaken due to temperature shock. At later
stages of mould use, this can lead to the accelerated deterioration of the original sand particles.
However, in civil engineering uses, the foundry sand will not normally be subjected to such
severe conditions.
1.3.3.2 Chemical Composition:
6

Chemical Composition of the foundry sand relates directly to the metal moulded at the
foundry. This determines the binder that was used, as well as the combustible additives.
Typically, there is some variation in the foundry sand chemical composition from foundry to
foundry. Sands produced by a single foundry, however, will not likely show significant variation
over time.
Foundries often produce consistent sands. The chemical composition of the foundry sand
can impact its performance. Waste foundry sand consists primarily of silica sand, coated with a
thin film of burnt carbon, residual binder (bentonite, coal, resins) and dust. Silica sand is
hydrophilic and consequently attracts water to its surface. This property could lead to moisture-
accelerated damage. Additives may be required to counteract such problems. Depending on the
binder and type of metal cast, the pH of waste foundry sand can vary from approximately 4 to 8.
It has been reported that some spent foundry sands can be corrosive to metals. Because of the
presence of phenols in foundry sand, there is some concern that precipitation percolating through
stockpiles could mobilize leach able fractions, resulting in phenol discharges into surface or
ground water supplies. Foundry sand sources and stockpiles must be monitored to assess the
need to establish controls for potential phenol discharges.
Table 2: Chemical compositions of foundry sand:
Sr.NoProperties
Result (%)
1.Sio2
87.91
2.Al2O3
4.70
3.Fe2O3
0.4
4.CaO
0.14
5.MgO
0.30
7

6.SO3
0.09
7.Na2O3
0.19
8.K2O
0.25
9.TiO2
0.15
10.P2O5
0.00
11.Mn2O3
0.02
12.SrO
0.03
13.LOI
5.17
Total=99.87
1.3.4 How is it produced?
Foundry sand is produced by five different foundry classes. The ferrous foundries (gray
iron, ductile iron and steel) produce the most sand. Aluminum, copper, brass and bronze produce
the rest. The 3,000 foundries in the United States generate 6 million to 10 million tons of foundry
sand per year. While the sand is typically used multiple times within the foundry before it
becomes a byproduct, only 10 percent of the foundry sand was reused elsewhere outside of the
foundry industry in 2001. The sands from the brass, bronze and copper foundries are generally
not reused. While exact numbers are not available, the best estimate is that approximately 10
million tons of foundry sand can beneficially be used annually.
Foundry sand is basically fine aggregate. It can be used in many of the same ways as
natural or manufactured sands. This includes many civil engineering applications such as
8

embankments, flow-able fill, hot mix asphalt (HMA) and Portland Cement Concrete (PCC).
Foundry sands have also been used extensively agriculturally as topsoil.
Currently, approximately 500,000 to 700,000 tons of foundry sand are used annually in
engineering applications. The largest volume of foundry sand is used in geotechnical
applications, such as embankments, site development fills and road bases.
1.3.5 Foundry Waste Sand: A Scenario in India:
The Indian foundry industry is the fifth largest in the world. There are more than 6,000
foundries in India, and they have a combined installed capacity of approximately 7.5 metric
tonnes per annum (MTPA). Most foundries (nearly 95%) in India fall under the small and
medium scale category and are located in clusters. These units produce a wide range of castings
that include automobile parts, agricultural implements, machine tools, diesel engine components,
manhole covers, sewing machine stands, pump-sets, decorative gates and valves.
Table 3: Details of major foundry clusters with major products in India:
As shown in the table, no.3 of foundries in Maharashtra contributes a major role in
production of waste foundry sand, Kolhapur region being one of the major producer. These
foundries produce tonnes of waste foundry sand causing various environmental hazards in the
society. Similar results being observed in Aurangabad region of Marathwada.
9

Typically, about 1 ton of foundry sand is required for each ton of iron or steel casting
produced. Thus, 3 to 5 metric tonnes of waste foundry sand is produced in India per year. This
waste foundry sand is dumped on an open ground, thus polluting the ground. Hence it is a
requirement of present era to minimize this pollution caused by foundry sand and similar by-
products generated from foundries.
1.4 Aggregate:
Concrete essentially consists of coarse and fine aggregates used for giving bulk to the
concrete. To increase the density of resulting mix, the aggregates are used in 2 sizes-
1.4.1 Fine aggregates:
It is an aggregate most of which passes through a 4.75 mm IS sieve and contains only so
much coarser material as is permitted by specifications. Sand is generally considered to have
size limit about 0.07mm. The fine aggregate may be one of the following types:
Natural sand the fine aggregate produced by natural disintegration of rock that has been
deposited by stream and glacial agencies.
Crushed stone sand i.e. the fine aggregate produced by crushing hard stone.
Crushed gravel sand i.e. the fine aggregate produced by crushing natural gravel.
1.4.2Coarse aggregates:
The aggregates most of which are retained on the 4.75 mm IS sieve and contains only so
much of fine material permitted by the specifications are termed as coarse aggregate. The coarse
aggregate may be one of the following types:
Crushed gravel or stone obtained by crushing gravel or hard stone
Uncrushed gravel or stone resulting from natural disintegration of rock
Partially crushed gravel or stone obtained as a product of blending of above two types
The graded coarse aggregate is described by its nominal size i.e. 40mm, 20mm, 16mm,
12.5mm etc. Natural sand from Godavari River confirming to IS 383-1970 [46] is used. Various
10

tests such as specific gravity, water absorption, impact strength, crushing strength, sieve analysis
etc. have been conducted on CA & FA to know their quality & grading. The above said test
results are shown in Tables (2) to (5). Crushed black trap basalt rock of aggregate size 20mm
down and 10mm down was used confirming to IS 383-1970.
1.5 Water:
Water is the most important and the least expensive ingredient in concrete. A part of
mixing water is utilized in hydration of cement to form binding matrix in which the aggregates
are held in suspension until the matrix are hardened. The remaining water acts as lubricant
between the fine and coarse aggregate and makes concrete workable.
Generally cement requires 3\10 of the weight for hydration. Hence the minimum water
cement ratio required is 0.35. Concrete containing water in this proportion will be harsh and may
not be workable. For the lubrication of the mix additional water is required and this additional
water must be kept to minimum such that it will not affect strength of concrete. The water used
for mixing and curing of concrete must be free from deleterious materials and dissolve salts.
Portable water is generally considered satisfactory for mixing concrete. [4]
Table 4: Effects of dissolved salts in water on compressive strength:
11

% of salt in water % reduction in compressive strength.
0.5 SO4 4
0.1 SO4 10
5 NaCl 30
CO2 20
The following impurities must not be present in water during mixing of concrete:
Suspended particles
In-organic salts such as salts of Manganese, Tin, Zinc, Copper, and Lead.
Acids and alkalis
Algae.
Sugar
The water must be free from oil contamination and salts.
CHAPTER 2 2.1 HISTORICAL DEVELOPMENT
2.1 Development of concrete:
12

2.1.1Concrete:
The name concrete comes from the Latin "concretus", which means to grow together. This is
a good name for this material, as the chemical hydration process, which mainly occurs over the
time scale of hours and days, causes the material to grow together from a viscoelastic, moldable
liquid into a hard, rigid solid. The Romans were the first to invent the hydraulic cement-based
concrete. They built numerous concrete structures, including the Pantheon in Rome, one of the
finest examples of Roman architecture that survives to this day, which has a 42-meter-diameter-
dome, made of poured concrete. The cement used mostly in today's concrete is called Portland
cement. The process to produce Portland cement was invented by Joseph Aspdin in the early
1800's in England. The name Portland may have been originally a marketing ploy, as Portland
building stone was very popular in England at that time .Cement is the powder that reacts with
water to form cement paste, a hard, solid material that forms the matrix for the concrete
composite. The addition of sand (fine aggregates), that is up to a few millimeters in diameter,
makes mortar, and the addition of rocks (coarse aggregates) of up to a few centimeters in
diameter makes concrete. It has always been known that concrete is a porous material, whose
properties depend on its pore space. There are many different kinds of pores in concrete, ranging
from the air voids that are entrapped in the mixing process, which can be quite large, up to a few
millimeters in diameter, to the capillary pores, which are essentially the space occupied by the
leftover water from mixing, down to the nanometer-scale pores that exist in some of the
hydration products produced by the cement-water chemical reaction. The focus has been on
concrete's compressive strength, which has been mainly related to the overall porosity of the
cement paste matrix and the amount and structure of the aggregates.
It is one of the most common materials used in the construction industry. In the past few
years, many research and modification has been done to produce concrete which has the desired
characteristics. Cementitious materials known as pozzolans are used as concrete constituents, in
addition to Portland cement. There is always a search for concrete with higher strength and
durability. In this matter, blended cement concrete with the incorporation of fibers has been
introduced to suit the current requirements. Plain concrete has good compressive strength but has
low tensile strength, low ductility and low fire resistance. To circumvent these shortcomings,
13

extensive research by concrete technologist has led them to find a very promising concrete
material called as fiber reinforced concrete.
2.1.2 Fiber Reinforced Concrete:
Fiber reinforced concrete can be defined as a composite material consisting of a cement
matrix containing uniformly or randomly dispersed discrete fibers. The fibers act as crack
arrestors that restrict the growth of cracks in the matrix, controlling them from enlarging which
under stress eventually causes brittle failure.
In the past, attempts have been made to impart improvement in tensile properties of
concrete members by way of using conventional reinforced steel bars and also by applying
restraining techniques. Although both these methods provide tensile strength to the concrete
members, they however, do not increase the inherent tensile strength of concrete itself.
It has been recognized that the addition of small, closely spaced and uniformly dispersed
fibers to concrete would act as crack arrester and would substantially improve its static and
dynamic properties. This type of concrete is known as Fiber Reinforced Concrete. Fiber is a
small piece of reinforcing material possessing certain characteristic properties. They can be
circular or flat. The fiber is often described by a convenient parameter called “aspect ratio”. The
aspect ratio of the Fiber is the ratio of its length to its diameter. Typical aspect ratio ranges from
30 to 150. [7]
2.1.3 Used Foundry Sand in Cement Mortars and Concrete Production:
Used foundry sands represent the highest amount of solid wastes generated by foundries.
Classified by European Union regulations as non hazardous waste, they represent a relevant
source to be reused in several industrial sectors, in building construction primarily.
In present paper, the properties of mortars and concretes containing different dosages of
used foundry sand (UFS) as partial replacement of sand were investigated in both fresh and
hardened conditions. In particular, higher percentages of addition, but lower if referred to the
14

whole aggregate (fine and coarse), were considered in concretes than in mortars. Both mortars
and concretes were evaluated with respect to consistency of the fresh mixture and compressive
strength of the hardened material. Elastic modulus determination of the hardened material was
carried out on concretes. A low (10%) amount of used foundry sand does not change the
mortar‘s performances. In the presence of higher additions a workability decreasing can be
outlined, and then a higher dosage of super plasticizer is required in order to keep it constant.
Mechanical performances lower of about 20-30% than those of the conglomerate without used
foundry sand are observed. The higher penalization it seems to concern to the conglomerates of
better quality (i.e. lower water-cement ratio).
2.1.4 Agricultural Reuse of Foundry Sand:
BILLIE J. LINDSAY and TERRY J. LOGAN found that foundries continually generate
large quantities of excess sand that has the potential to be beneficially reused outside of the
foundry industry with only about 10% of the total reused primarily for construction purposes.
Potential agricultural applications reviewed are as an in situ addition to agricultural soils, use in
greenhouse potting or container mixes, as an ingredient in topsoil blends used for landscaping or
reclamation purposes, or in rooting zones for sports turf applications. Several studies focused on
risk assessment and regulatory guidelines. Use of foundry sand was compared to more
commonly used materials like native soil, and composted yard waste. [11]
.
CHAPTER 3 3.1 PERFORMANCE ANALYSIS
3.1.1Cement:
15

Table 5: Physical Properties of Cement. (Confirming to IS 12269 – 1987):
Sr. No. Description of Test Results
01 Fineness of cement (residue on IS sieve No. 9) 3 %
02 Specific gravity 3.15
03 Standard consistency of cement 29 %
04
Setting time of cement
a) Initial setting time
b) Final setting time
135 minute
288 minute
05 Soundness test of cement (with Le-Chatelier’s mould) 1.5mm
06
Compressive strength of cement:
a) 7 days
b) 28 days
57.8 N/mm2
79.5 N/mm2
3.1.2 Foundry sand:
16

Table 6: Physical properties of waste foundry sand and natural sand:
Properties Natural sand Foundry sand
Specific Gravity 2.64 2.6
Fineness Modules 2.53 2.33
Water absorption (%) 1.2 0.42
Moisture content (%) 0.16 0.11
Material finer than 75 l (%) 0.5 8
Clay lumps and friable particles(
%)
– 0.8
3.1.3 Aggregates:
Table7: Physical Properties of Fine Aggregate (sand):
Sr. No Property Results
1. Particle Shape, Size Round, 4.75mm down
2. Fineness Modulus 3.17
3. Silt Content 2%
4. Specific Gravity 2.63
5. Bulking of Sand 4.16%
6. Bulk Density 1793 Kg/m3
7. Surface Moisture Nil
Table 8: Physical Properties of Coarse Aggregate (20mm)
17

Sr. No Property Results
1. Particle Shape, Size Angular, 20mm,10mm down
2. Fineness Modulus of 20mm aggregates 7.4
3. Fineness Modulus of 10mm aggregates 6.87
4. Specific Gravity 2.77
5. Water Absorption 1.02%
6. Bulk density of 20mm aggregates 1603 Kg/ mm3
7. Bulk density of 10mm aggregates 1585 Kg/mm3
8 Surface Moisture Nil
3.1.4 Test on material:
Table 9: Sieve Analysis of Natural sand:
.
Sieve Aperture Retained(g) Retained (%) Cumulative
Retained (%)
Cumulative
Passing (%)
10mm 0 0 0 100
4.75mm 23.2 2 2 98
2.36mm 116.6 12 14 86
1.18mm 51.9 5 19 81
600 μm 113.3 11 31 70
300 μm 588.9 59 89 11
150 μm 85.6 9 98 2
75 μm 20.5 2 0 0
Total=1000 Total=253
Fineness modulus=253\100=2.53
18

Table 10: Sieve Analysis of 20 mm Coarse Aggregates:
Sr.
No.Sieve size
Weight
retained (kg)
Cumulative
weight
retained
% cumulative
weight
retained
% passing
01 80mm 0 0 0 100
02 40mm 0 0 0 100
03 20mm 6 6 40 60
04 4.75mm 5 11 73.3 26.7
05 2.36mm 4 15 100 0
06 1.18mm - - 100 0
07 600 µ - - 100 0
08 300 µ - - 100 0
09 150 µ - - 100 0
Total = 15 713.3
Fineness modulus= 713.33\100=7.133
19

Table 11: Sieve Analysis of foundry sand:
Sieve Aperture Weight
Retained(kg)
Cumulative
Retained
weight
Cumulative
Retained
weight (%)
Cumulative
Passing (%)
10mm
4.75mm 0.004 4 0.4 99.6
2.36mm 0.029 33 3.3 96.7
1.18mm 0.031 64 6.4 93.6
600 μm 0.488 552 55.2 44.8
300 μm 0.222 774 77.4 22.6
150 μm 0.132 906 90.6 9.4
Pan 0.94 1000 0 0
Total=1 Total=233.3
Fineness modulus=233.3\100=2.333
3.2 Preparations of Specimen:
1. Measurement of ingredients:
20

All cement, sand (natural or foundry), and coarse aggregate 20mm and 10mm
respectively are measured with the Digital balance. The water is measured with measuring
cylinder of capacity 1 liter and measuring jars of capacity 1000ml.
2. Mixing of concrete:
The ingredients were thoroughly mixed over the floor after sprinkling it with water. The
sand, cement and aggregate were measured accurately with equal mix design proportion, and
were mixed in dry state for normal concrete. The dry concrete mix was then thoroughly and
uniformly mixed till uniform and homogeneous mixing of all the ingredients in dry mix was
observed. The designed quantity of water was then added gradually to the dry mix so that it
gives a plastic mix of the required workability and w/c ratio. According to the specifications the
mix was turned 3 times so that the uniform concrete was obtained.
3 .Workability of concrete:
At every batch of mixing the concrete slump is measured and recorded with slump cone
apparatus as per relevant IS. Workability is measured in terms of slump.
4. Placing of concrete:
The fresh concrete was placed in the moulds by trowel. It was ensured that the
representative volume was filled evenly in all the specimens to avoid segregation, accumulation
of aggregates etc. Before placing concrete, the moulds are cleaned and oiled from inside for
smooth remolding. Concrete is mixed thoroughly and placed in the mould in three layers and
compacted by electrically operated Table vibrator with suitable fixing frame. It is vibrated till
concrete woes out of the mould. The vibration is continued till cement slurry just ooze out on
surface of moulds. Care is taken of cement slurry not to spill over, due to vibration and
segregation.
While placing concretes, the compaction in vertical position was given with the help of
tamping rod to avoid gaps in moulds.
5. Finishing of concrete:
21

After removing from vibrating table, the moulds were kept on ground for finishing and
covering up for any leftover position. The concrete is worked with trowel to give uniform
surface.
Care is taken not to add any extra cement, water or cement mortar for achieving good
surface finish. The additional concrete is chopped off from top surface of the mould for avoiding
over sizes etc. Identification marks are given on the specimens by embossing over the surface
after initial drying.
6. Demoulding and curing of specimens:
The plain cement concrete specimens are demoulded carefully after 24 hours of casting
wet concrete and kept in water tank for curing of 28 days.
3.3 Details of Test Specimens for Tests on Hardened Concrete:
The specimens used were cubes, cylinder and beam. Dimensions of each test specimen
are as under:
Cube: 150mmx150mmx150mm.
Beam:700mmx150mmx150mm
Cylinders: 150mm (diameter) x 300mm (height)
Beam specimens were used to determine flexural strength, and equivalent compressive
strength.
Cubes were used to find the compressive strength.
Cylinders were used to determine the split tensile strength.
3.4 Testing of concrete specimens:
1. Cube specimen:
1. At first the cube is placed properly at the centre in between the two plates of Digital
Compression Testing Machine (DCTM).
2. For the application of the load, the load release valve is tightened in clockwise direction.
3. A gear is provided, to control the speed of loading.
4. When the gradual load is applied on the concrete cube specimen, a point comes when there is
a failure of cube specimen. The digital indicator provided at the top of the DCTM machine
indicates the peak load and peak stress in Mpa.
22

5. After the failure the valve is released in anticlockwise direction.
6. The specimen is kept aside for the further requirements.
2. Cylinder specimen:
1. Firstly mark the centers of cylinders on the top and bottom face of cylinder.
2. Place the cylinder on movable cross head in the transverse direction. For applying point load
to the cylinder, place two bars one exactly above the marked center of cylinder and one exactly
below the marked centers of the cylinder.
3. After this experimental setup switch on the UTM machine.
4. With the help of range regulator arrange the movable frame and movable cross head, with
above experimental setup of cylinder in required height.
5. Now for applying the load, tight load regulator in clock wise direction.
6. After applying load gradually, on the cylinder a point comes when the cylinder fails, at that
point digital indicator shows peak load and peak values.
Release the load regulator in anti-clock wise direction.
3. Beam specimen:
1. Firstly mark the markings from both ends of the beam at 20cm distance on top of the beam.
2. Now, place the beam on movable cross head such that the marked ends should be exactly on
the two ends of the movable cross head.
3. After this experimental setup switch on the UTM machine.
4. With the help of range regulator arrange the movable frame and movable cross head, with
above experimental setup of beam in required height.
5. Now for applying the load, tight load regulator in clock wise direction
6. After applying load gradually, on the cylinder a point comes when the beam fails at that point
digital indicator shows peak load and peak stress values.
7. Release the load regulator in anti-clock wise direction.
3.5 Compressive test on concrete:
Compressive strength test on cube:
23

A cube compression test was performed on standard cubes of size 150x150x150 after 28
days of immersion in water for curing. The compressive strength of specimen was calculated by
the following formula:
fcu = Pc /A
where,
Pc = Failure load in compression, KN
A = Loaded area of cube, mm2
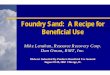
Table 12: Compressive Strength Test on Cube (150mm x 150mm):
SR NO FOUNDRY SAND (M20) NATURAL SAND (M20)
STRESS
(Mpa)
AVG
(Mpa)
STRESS
(Mpa)AVG(Mpa)
1. 18.5
21.56
54
46.932. 23 54.4
3. 23.2 32.4
Table13: Compressive Strength Test on Cube (150mm x 150mm):
SR NO FOUNDRY SAND (M30) NATURAL SAND (M30)
STRESS
(MPa) AVG
(MPa)
STRESS
(MPa)
AVG
(Mpa)
1. 40.8
37.267
37.5
57.032. 37.9 62.7
3. 33.1 70.9
24

18 20 22 24 26 28 30 320
10
20
30
40
50
60
COMPRESSIVE STRENGTH
foundrynatural
GRADE OF CONCRETE
STR
ESS
(MP
a)
Fig 1: Comparison between Compressive Strength of Natural and Foundry Sand
3.6 Split Tensile Test on cylinder:
The split tensile test is well known indirect test used to determine the tensile strength of
concrete. Due to difficulties involved in conducting the direct tension test, a number of indirect
methods have been developed to determine the tensile strength of concrete. In these tests, in
general a compressive force is applied to a concrete specimen in such a way that the specimen
fails due to tensile stresses induced in the specimen.
25

P
150mm diameter concrete cylinder
Cylinder Split Tensile Test Setup:
The tensile strength at which failure occurs is the tensile strength of concrete. In this
investigation, the test is carried out on cylinder by splitting along its middle plane parallel to the
edges by applying the compressive load to opposite edges. The arrangement for the test is shown
in photo with the pattern of failure. The split tensile strength of cylinder is calculated by the
following formula.
ft = 2Pl /LD
where,
ft = Tensile strength, MPa
Pl = Load at failure, N
L = Length of cylinder, mm
D = Diameter of cylinder, mm
26

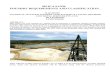
Table 14: Split Tensile Strength on Concrete Cylinder:
SR NO FOUNDRY SAND (M20) NATURAL SAND (M20)
STRESS
(MPa) AVG (Mpa)
STRESS
(MPa) AVG(Mpa)
1. 1.92
1.997
2.40
2.4962. 2.12 2.65
3. 1.952 2.44
Table 15: Silt Tensile strength on concrete cylinder:
SR NO FOUNDRY SAND (M30) NATURAL SAND (M30)
STRESS
(MPa)
AVG(Mpa) STRESS
(MPa)
AVG(Mpa)
1. 2.144
2.285
2.68
2.8562. 2.344 2.93
3. 2.368 2.96
18 20 22 24 26 28 30 320
0.5
1
1.5
2
2.5
3
SPLIT TENSILE STRENGTH
foundrynatural
GRADE CONCRETE
STR
ES
(MP
a)
Fig: 2 Comparison between Split Tensile Strength of Natural and Foundry Sand
27

3.7 Flexural strength on concrete:
Standard beams of size 700 x 150 x 150mm were supported symmetrically over a span of
400mm and subjected two points loading till failure of the specimen. The deflection at the center
of the beam is measured with sensitive dial gauge on UTM. The two broken pieces (prisms) of
flexure test were further used for equivalent cube compressive strength.
Two Point Loading Setup in Flexure Test
(All Dimensions are in mm)
The flexural strength was determined by the formula
= Pf L / bd2
Where,
= Flexural strength, MPa
Pf = Central load through two point loading system, N
L = Span of beam, mm
b = Width of beam, mm
d = Depth of beam, mm
28

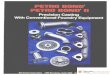
Table 16: Flexure Strength Test On Beam
SR NO FOUNDRY SAND (M20) NATURAL SAND (M20)
STRESS
(MPa) AVG(Mpa)
STRESS
(MPa) AVG(Mpa)
1. 4.176
4.425
4.64
4.9162. 4.464 4.96
3. 4.635 5.15
Table 17: Flexure Strength Test On Beam
SR NO FOUNDRY SAND (M30) NATURAL SAND (M30)
STRESS
(MPa)
AVG(Mpa) STRESS
(MPa)
AVG(Mpa)
1. 4.824
5.502
5.36
6.1132. 5.544 6.16
3. 6.138 6.82
29

18 20 22 24 26 28 30 320
1
2
3
4
5
6
7
FLEXURAL STRENGTH
foundrynatural
MIX CONCRETE
STRE
SS (M
Pa)
Fig: 3 Comparison between Flexural Strength of Natural and Foundry Sand
30

CHAPTER 4 CONCLUSION
The key motivating factor for reusing foundry sand is cost savings. Without reuse,
foundries must pay for disposal of their sand.
As it is true for any recycling opportunity, the success of recycling of spent foundry sand is
dependent upon economics - the issues will be cost, availability of supply, and consistent quality
of the feedstock. The Successful resolution of these issues will enable not only to keep spent
foundry sand out of the landfill, but also to increase the competitiveness of both the foundries.
Further conclusions after performing experiments were
The water content required for the foundry sand was more than that of the natural.
The Compressive, Split Tensile and the Flexural strength of foundry is less than that of
natural sand when mixed completely in replacement of it.
As the water absorption content is high as compared to the natural sand it directly affects
the workability of concrete mix.
Concrete can be produced using discarded foundry sands as a partial replacement of
regular concrete sand, about 25% to 30% of discarded foundry sand may be used with the
proper admixtures to the concrete for obtaining the desired strength.
5. Future scope:
The research carried out so far is only the initial stage of this project. Durability studies have
not been done on concrete containing used foundry sand. Therefore the durability properties like
alkali-silica reaction, freeze-thaw, chloride ion permeability, interaction with air-entraining
agents, fatigue strength, etc., of concrete made with used foundry sand concrete, can be
experimented. The present project has a wide future scope in experimenting the foundry sand
with its partial replacement in the concrete.
31

CHAPTER-5 REFERENCES
1. Winkler E, Bol’shakov AA. Characterization of foundry sand waste. Chelsea Center for
Recycling and Economic Development, University of Massachusetts; 2000 Report nr 31.
2. I.S 516-1987,”Method of Test for Strength of Concrete”,Bureau of Indian Standard ,New
Deldi,1988.
3. I.S.10262-1982,”Indian Standard Recommended Guidelines for Concrete Mix Design”,Bureau
of Indian Standard,New Delhi,1983
4. Shetty M.S,”Concrete Technology,Theory and Practise”,S.Chand and compony Ltd,New
Dehli,2003.
5. Foundry Sand For Engineers, (80 pp, 265K, about PDF) – Federal Highway Administration’s
report providing technical information about the potential civil engineering applications of
foundry sand
6. Foundry Sand – Chapter in the Federal Highway Administration’s,” User Guidelines for
Waste and Byproduct Materials in Pavement Construction “
7. Job Thomas and Ananth Ramaswamy,”Mechanical Properties of Steel Fiber-Reinforced
Concrete,”Journal of Materials in Civil Engineering , Vol 19, no.5, May1, 2007, pp.385-389.
8. Grover, Jennifer E., Bob Drake, and Steven Prokopy. "100 Years of Rock Products, History of
an Industry: 1896-1996." Rock Products, July 1996, pp. 29.
9. Mack, Walter N. and Elizabeth A. Leistikow. "Sands of the World." Scientific American,
August 1996, pp. 62-67.
10. Miller, Russell V. "Changes in Construction Aggregate Availability in Major Urban Areas of
California Between the Early 1980s and the Early 1990s." California Geology, January/February
1997, pp. 3-17.
11. Saveria Monosi, Daniela Sani and Francesca Tittarelli, “Used Foundry Sand in Cement
Mortars and Concrete Production”, The Open Waste Management Journal, 2010, 3, 18-25.
32