Embed Size (px)
Citation preview

MMS330S, Spring 2001, Dr. S. Doroudiani 1
Forming Polymers
• Introduction
• Flow properties of polymers
• Solidification of polymers
• Extrusion
• Injection moulding
• Blow moulding
• Other moulding processes

MMS330S, Spring 2001, Dr. S.
Doroudiani
2
Introduction
Most polymers forming processes consist of the following
main steps and operations:
• Heating the polymer into the molten state (or dissolving
it in a solvent);
• pumping the melt (or solution) to the forming unit;
• forming the melt (or solution) into the required shape;
• fixing the shape and solidification by cooling the melt
(or evaporating the solvent)

MMS330S, Spring 2001, Dr. S.
Doroudiani
3
In polymers processing operations some polymer
properties are of interest and some vital points should
be examined:
• Flow properties and behaviour of the liquid polymer,
like: viscosity, strength and their dependence on
temperature, pressure and mechanical conditions;
• Factors controlling the cooling rate, which is often the
rate-determining step in polymers processing;
• Effects of processing parameters on the
microstructure of the final product: residual stress-
strain, crystallinity and morphology.

MMS330S, Spring 2001, Dr. S.
Doroudiani
4
Flow Properties of Polymer Melts
In polymers processing three different behaviours are
important:
• Bulk deformation;
• Elongational flow
• Shear flow
– Flow in a capilary
– Newtonian vs. non-Newtonian flow
– Melt flow index (melt flow rate)
– Parameters affecting viscosity
– The viscoelasticity effects

MMS330S, Spring 2001, Dr. S.
Doroudiani
5
Bulk deformation
Bulk modulus is inverse of compressibility:
K = (V/V) / P = compressibility-1
Bulk modulus of liquid polymers is about 1 GPa and
independent on RMM. It plays an important role in polymer
processing, particularly in moulding.
Example: change in volume of a polymer melt at ~1000 atm.:
V/V = P / K = (1000 * 1.01 * 105)/109 = 0.101 = 10%
means, at 1000 atm pressure the volume decreases about
10%, which raises shear viscosity and fills 10% more
material in the mould.

MMS330S, Spring 2001, Dr. S.
Doroudiani
6
Elongational flow • Elongational flow occurs when the fluid is
under tensile force. It is important in
polymer processing: film processing,
fibre spinning, blow moulding, vacuum
forming. The fluid resists against tensile
force, which results a kind of viscosity,
called “elongational viscosity”. By
balancing forces and applying continuity
equation on a fibre of liquid polymer
pulled continuously elongational
viscosity can be derived, as follows:

MMS330S, Spring 2001, Dr. S.
Doroudiani
7

MMS330S, Spring 2001, Dr. S.
Doroudiani
8
Effect of Polymer Structure on
Elongational Viscosity ()
depends on stress, especially at higher stress: non-Newtonian.
Example:
– increases with stress for BPE (tension-stiffen)
– decreases with stress for LPE (tension-thinning)

MMS330S, Spring 2001, Dr. S.
Doroudiani
9
• Depending on the flow behaviour of the polymer fluid, it can be
drawn without necking:
– Tension-thinning liquids lead to unstable neck;
– Tension-stiffening liquids lead to stable neck, which is critical for a
successful processing (I.e., fibre spinning, film blowing).
• Consequences of elongational flow:
elongational stress in the liquid polymer increases as the
processing speed increases, so it is an important factor
controlling speed of processing. Elongational flow at high speed
spinning leads to failure of product or a distorted product.
• In reality, elongational effects usually present with shear effects,
so their effects should be considered together.

MMS330S, Spring 2001, Dr. S.
Doroudiani
10
Shear flow
Polymer liquids behave non-
Newtonian and have high shear
viscosity.
Pseudoplasticity (shear thinning):
decreases as shear stress
increases. This is an advantage
for processing.
• Measurement of shear viscosity:
by capillary viscometer
(rheometer).

MMS330S, Spring 2001, Dr. S.
Doroudiani
11
Flow in a Capillary

MMS330S, Spring 2001, Dr. S.
Doroudiani
12
Newtonian vs. non-Newtonian Flow
• In a Newtonian fluid, viscosity is
independent of the stress.
Velocity distribution in a laminar flow in a
circular pipe:
Volume flow through the whole cross section:
• In a non-Newtonian fluid, viscosity depends
on the stress.
Power law model:
for shear-thinning polymer fluids: n < 1

MMS330S, Spring 2001, Dr. S.
Doroudiani
13
Melt Flow Index (Melt Flow Rate)
(MFI or MFR)
MFI or MFR is often used to characterize a
polymer melt. The flow rate of polymer
melt is measured using an exrusion
plastomer, according to standard
procedure described in the ASTM D1238.
MFI is obtained by measuring the mass of
extrudates which has flowed through the
orifice in a certain time. Greater MFI is
obtained from polymers with lower
viscosity.
There are several (13) test conditions with T
in the range of 125-275°C and pressure in
the range of 0.045-3.0 MPa for different
polymers.

MMS330S, Spring 2001, Dr. S.
Doroudiani
14
Parameters Affecting Viscosity • Temperature: strongly influences
apparent viscosity. The shear thinning characteristics of the curves are the same and the curves are shifted vertically. The Arrhenius equation is a good fit: = A exp (E/RT)
where A is a constant and E is activation energy for viscous flow
• RMM: is the most effective parameter affecting viscosity. In log-log plot of vs. Mw, beyond a critical value (Mc) the viscosity rises more rapidly. 0= K MW
3.4-3.5
where 0 is the zero shear rate viscosity.
• Combined equation:

MMS330S, Spring 2001, Dr. S.
Doroudiani
15
Viscoelasticity Effects
• Die swell: occurs as a result of
elastic effect of polymer melts.
Dtotal = DHE + Dvisc
Dtotal, DHE and Dvisc are total, high elastic
and viscous flow deformations.
Preventing die swell: processing at
higher temperature, using lower
RMM polymer
• Orientation (in injection moulding)
• Anisotropy (in injection moulding)
• Warping (in injection moulding)

MMS330S, Spring 2001, Dr. S.
Doroudiani
16
Cooling and Solidification • Cooling and solidification are limiting the production rate in polymer
processing. Internal heat conduction is the limiting process.
• Polymers are poor conductors of heat:
Typical values of thermal conductivity (W / m K)
HDPE PA6.6 PMMA POM PP PTFE Copper
0.43 0.33 0.18 0.31 0.21 0.25 390
• Variation of temperature (T) within a polymer
with thermal concuctivity k, density and
specific heat capacity of cp:
T/ t =(1/ cp) (k T / z)/ z
k is relatively independent of temperature, so:
T/ t = 2T / z2 where = k / cp

MMS330S, Spring 2001, Dr. S.
Doroudiani
17
In polymers processing, solidification and
cooling is the rate determining step, so to
make the process competitive it is
necessary to evaluate the cooling time
and to make it shorter. Solving this
equation gives a good stimation of
cooling progress. Considering this, the
cooling time is found in the order of 10-
100 sec.
Thermal stresses are generated during
cooling, as a result of contraction. These
stresses may cause warp or even
formation of voids, so they should be
prevented as much as possible. This can
be achieved at the cost of longer
manufacturing time. A compromise
between these conflicting factors is a
must.

MMS330S, Spring 2001, Dr. S.
Doroudiani
18
Extrusion
Extrusion produces an endless product with constant cross section.
Products: fibres, monofilaments, pipe, tubing, film, sheet, …
• Main sections of an extruder:
– Feed hopper
– Barrel
– Screw
– Heater
– Perforated breaker plate and filter screen
– Die and calibration equipment

MMS330S, Spring 2001, Dr. S.
Doroudiani
19
Extruder Barrel
• Barrel must be extremely strong.
• Size: length-to-diameter ratio; L / D = 5 - 34
shorter extruders are used for elastomers and longer ones for
thermoplastics.
• Feeding: from “feed hopper” by gravity or a rotating helical shaft.
Feed throat is cooled by circulating water, to prevent blocking the
flow.
• Heating : by electrical heaters and controlled by thermocouples.
• Cooling: might be necessary because of additional heat generated
by working screw

MMS330S, Spring 2001, Dr. S.
Doroudiani
20
Extruder Screw
• Screw should:
– transport solid feedstock;
– compress and melt the solid polymer;
– homogenize, meter and pump the melt to the die.
• Aparent volume of the polymer decreases as it goes forward. The
screw channel cross sectional area must decreas gradually to keep
the mass flow along the screww constant.
• Compression ratio of screw: the ratio of the largest channel depth
(the first channel) to the smallest one (the last channel).

MMS330S, Spring 2001, Dr. S.
Doroudiani
21
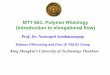
Screw Design
Design of screw mainly depends on properties of the polymer
(morphology, …) and flow behaviour (rheology) of its melt.
Crystalline polymers (like, PA6.6) show sharp melting, while
amorphous polymers melt slowly.

MMS330S, Spring 2001, Dr. S.
Doroudiani
22
(A) a 3-zone screw, constant flight depth, a compression and a metering
zones;
(B) a 3-zone screw, with a venting section to evacuate gases;
(C) a typical screw design for amorphous polymers (PVC, PS);
(D) a typical screw design for crystalline polymers with sharp melting (nylon);

MMS330S, Spring 2001, Dr. S.
Doroudiani
23
Modification of Screw Design
• To improve the performance of the extruder and the homogenity
of the melt, screw design should be modified. This is particularly
important in filled polymers and polymer alloys.
• Addition of some mixing elements to screw enhances mixing. In
this way the melt is subjected to intensive shear stress, which
breaks down granules and agglomerates and improves melting
by distributive mixing.

MMS330S, Spring 2001, Dr. S.
Doroudiani
24
Twin Screw Extruders (TSE)
• The are two screws in TSE, which turn either in the same (co-
rotating) or opposite direction (counter-rotating). TSE is useful for
difficult mixing processes, like compounding and processing rigid
PVC.
• Co-rotating, intermeshing TSE is the most common system for
compounding polymers.

MMS330S, Spring 2001, Dr. S.
Doroudiani
25
Die and Calibration Equipment
• Die is shaping section at the end of the extruder. There are a
breaker plate and/or filter screen between mould and screw to
break the rotational flow and direct flow along the axis and clean
the melt.
• Die swell: due to viscoelastic character of the melt. The size is
corrected by pulling the extrudate.

MMS330S, Spring 2001, Dr. S.
Doroudiani
26

MMS330S, Spring 2001, Dr. S.
Doroudiani
27
Injection Moulding
Reciprocating screw injection moulding (RSIM) is the most popular
IM system. The duties of screw in RSIM are:
– Plasticizing the polymer;
– forming a metered volume of homogeneous melt;
– acting as a ram and injecting the melt into the mould.

MMS330S, Spring 2001, Dr. S.
Doroudiani
28
RSIM Cycle
(a) Screw has been pushed forward injecting the
melt into the mould. The screw remains forward
to keep melt pressure on the moulding as it
starts to cool and shrink. When the gates have
frozen, the screw starts to rotate, which pushes
melt toward the front of screw but it cannot
leave the barrel. Back pressure pushes screw
to the right.
(b) When sufficient melt has been plasticized for
the next shot, the screw stops rotating. During
the screw-back period the moulding will have
been cooling in the mould. When it is solid, the
mould opens and the part is ejected.
(c) The mould then closes and the screw pushes
forward to inject melt into the mould.
(d) The screw maintains pressure until the gates
freeze and then screw-back starts. The cycle is
repeated.

MMS330S, Spring 2001, Dr. S.
Doroudiani
29
Mould
• Comprises two halves: fixed and moving.
• The impression (cavity) is formed between two halves.
• Single impression mould: polymer melt flows from nozzle, passing
through sprue, fills the mould.
• Multi-impression mould: polymer melt flows from nozzle, passing
through sprue, runner and gate, fills the mould

MMS330S, Spring 2001, Dr. S.
Doroudiani
30
Mould Details

MMS330S, Spring 2001, Dr. S.
Doroudiani
31
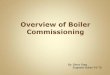
Mould Shrinkage (Contraction)
- Stage A-B: T constant, P increases; leads to a major decrease in V.
- Stage B-C: P constant (at high), T decreases; leads to a major
decrease in V.
- Stage C-D: V constant (no further filling at C due to freezing over the
gate), T decreases; leads to decrease in P to atmospheric pressure.
- Stage D-E: P constant, T decreases; leads to a minor decrease in V.
1-vE/vA ~ 10% 1-vE/vD ~ 1%

MMS330S, Spring 2001, Dr. S.
Doroudiani
32
Mould Design Considerations
• Hot-runner mould: is a kind of modified mould in which the polymer melt is heated up to the gate. In cooling the mould, the gate freezes but the melt in the runners does not freeze.
• Gate: is important in mould design. It increases T and decreases , so enhances mould filling; improves control on the melt flow; insulating the mould from the barrel by freezing.
• Weld line (a source of weakness in the product) is a result of incorrect design.
• Product design vs. mould design

MMS330S, Spring 2001, Dr. S.
Doroudiani
33
Blow Moulding (a) Extrusion-blow moulding
(b) Injection-blow moulding
(c) Stretch-blow moulding

MMS330S, Spring 2001, Dr. S.
Doroudiani
34
Thermoforming

MMS330S, Spring 2001, Dr. S.
Doroudiani
35
Compression and Transfer
Moulding

MMS330S, Spring 2001, Dr. S.
Doroudiani
36
Transfer Moulding