Embed Size (px)
Citation preview

Competence in Aluminium
Formatvorlage des Bonding pretreatment for usinggUntertitelmasters durch
Bonding pretreatment for using high-strength aluminium alloys in
Klicken bearbeiteng g y
lightweight engineering
Dipl.-Ing. Torsten Grohmann, MBAAMAG Rolling GmbH
Bad Nauheim, 17.04.2012

AMAG value chain
Raw materials, inputs (alumina, pet coke etc.) CustomersSmelting Primary-
aluminium( p )
Casting Recycling-foundry alloys Customers
aluminium
Scrap Recycling
Flat rolledfinished products CustomersCasting / rolling
heat treatment
Sept-Îles, Canada Ranshofen, Austria
2

Quality supplier of primary aluminium, foundry alloys and special flat rolled products of aluminiumOverview Business activities
• Leading Producer of aluminium cast- and flat-rolled products
• Metal Division: Interface to raw materialCasting Division Rolling DivisionMetal Division
• Metal Division: Interface to raw material market, stake in the smelter Alouette
• Casting Division: high quality recycling foundry alloys
Alouette20%
y y
• Rolling Division: high quality flat-rolled products
Key figures 2011• Employees: 1,422 employees1)
Sales813 mEUR
Key figures 2011
EBITDA150 mEUR
External shipments322,700 tons
1) Full time equivalent including leasing personnel, without apprentices, including the percentage personnel share out of the 20% participation in smelter Alouette (average) 3

Alouette: Hydro Power and Energy Efficiency lead to Low Carbon EmissionLow Carbon Emission
15,3 – 17,3
CO2-emissions of aluminium smelters by power source (in kg CO2/kg Aluminium)
Smelting processPower generation
6,3 – 7,7
Alouette
Hydro power Gas Coal
1,5 – 2,2
Additionally AMAG‘s average of scrap input in rolling slabs is in the range of 75-80%, which wellexceeds the industry average of 25-30%. As one of the largest aluminium recyclers in Europe AMAGprocesses approx. 200,000 tons recycling material into high quality aluminium products per year.
44
Source: CRU, Feb. 2011

AMAG rolled products Percentages refer to shipments in tonsin 2011
Shate & Plate- Transport- MechanicalEngineering
Foilstock- Packaging industry
Treadplate- Transport- Mechanical Engineering
AMAG TopGrip® AMAG TopPlate®
g ee gg ee g- Construction- Decoration
17 % 17 % 29 %
Bright products- Lighting industry- Cosmetics- Automotive(t i )
Clad brazingproducts- Coolers- Heat Exchangers
High-strengthAlloys- Ski- and SportsindustryS i l d t
AMAG Titanal®MultiClad®AMAG TopBright® AMAG MultiClad®
AMAG TopClad®
(trims) - Special products
12 % 8 % 3 %
AircraftAlloys
AutomotiveAlloys
CathodeElements- Zinc electrolysis
AMAG ProCath®AMAG TopForm®
7 % 3 % 4 %
AMAG – world wide unique ability to produce
13-15 %
OEM
Total
all families of aluminum alloys (1xxx to 8xxx) on a single site
5

High Strength 7xxx Series Alloysg g yMaterial properties compared to common 5xxx / 6xxx
+ High specific dent resistance and energy-absorption
+ Very high specific tensile strength
+ Unlimited shelf life in temper T6
o Specific stiffness not improved (E/ρ ~ const.)
M iti t i ff t- More sensitive to corrosion effects
- Not suitable for conventional welding
+/- Limited cold formability, but suitable for warm forming
6

AMAG 7xxx Series AlloysyHigh strength alloys for automotive applications
• Temper T6: solution heat-treated and artificially aged (precipitation hardening)(precipitation hardening)
Rm Rp0,2 A50[MPa] [MPa) [%]
AMAG TopForm UHS (AlZn5,5MgCu) ≥ 540 ≥ 470 ≥ 7
guideline values for temper T6 575 510 12guideline values for temper T6 575 510 12
7020 (AlZn4,5Mg1) ≥ 350 ≥ 280 ≥ 8
guideline values for temper T6 380 335 12g p
7021 (AlZn5,5Mg1) ≥ 400 ≥ 350 ≥ 7
guideline values for temper T6 425 390 11
7

AMAG TopForm UHSpHigh strength alloy for warm forming
• The chemical composition of TopForm UHS complies to EN AW-7075• The alloy is processed with an optimized thermomechanical treatment• The alloy is processed with an optimized thermomechanical treatment
for good formability and a minor loss in strength during warm forming• Warm forming enables combination of highest strength and complex
geometriesgeometries• High plastic strain after warm forming (A50 >10 %)• High strength after final 5-step paint shop heat treatment processg g p p p p• Better shape tolerances after warm forming in comparison to cold
forming• All common mechanical assembling technologies possible• All common mechanical assembling technologies possible• Friction stir welding and „Fronius Delta Spot“ welding possible
8

Warm Forming of AMAG TopForm UHSg pRecommended process flow
AMAG Coil/Sheet Oil Coating Preheating Warm Forming≤ 200°C
≤ 200°Cat AMAG or external
e.g. Zeller‐Gmelin Multidraw PG30 Nano
Rm: 570 MPaRp0,2: 500 MPa
Bonding, Welding, Clinching
Cooling or Cutting
after WF & Cooling: Rm: 510 ‐ 560 MPa R 0 2 430 495 MP
Assembling 5‐Step Paint Shop Heat Treatment
after Paint Shop T6 → T76: Rm: 530 MPa R 0 2 460 MP
9
Rp0,2: 430 ‐ 495 MPa Rp0,2: 460 MPa

Warm Forming of AMAG TopForm UHSg pProcess window
500
600
400 Rp0,2 @ 120°C
Rp0 2 @ 180°Ca]
300
Rp0
,2 [M
Pa] Rp0,2 @ 180 C
Rp0,2 @ 190°C
Rp0,2 @ 200°C
Rp0
,2 [M
Pa
100
200 Rp0,2 @ 240°C
Typical Parameters within thePaint Shop Heat Treatment
Temper T6 → T76
00 10 20 30 40 50 60
Zeit [min]Time [min][ ][ ]
10

Warm Forming of AMAG TopForm UHSg pProcess window – temper T6 → T76
500
600
Rm [MPa] Rp0,2 [MPa]
300
400
500
,2 [M
Pa]
200
300
Rm, Rp0
,
After Warm FormingAfter Warm Forming & 5-Step Heat Treatment
0
100
11

Warm Forming of AMAG TopForm UHSg pVerification simulation vs. forming trials in laboratory
Draw depth until cracks appear: Simulation: 53 mm
Simulation & forming trials showed a very good correlation!
Forming trials: 53,1 mmshowed a very good correlation!
12

AMAG TopForm UHSpForming limit diagram for warm forming
Forming limit diagram 7075 T6 (warm forming) Door beam 7075 T6

Bonding PretreatmentgCleaning / Etching for further treatments
C• Alkaline Cleaning• Removing rolling oil residuals and rolled in particles• Dissolving natural aluminium oxide layer thickened by• Dissolving natural aluminium oxide layer thickened by
thermal treatments (hot rolling, annealing)• Acid Etchingg
• Eliminating the inhomogeneous top layer formed by thermo mechanical loads (Beilby Layer)
Instable due to oxides and precipitates causing different• Instable due to oxides and precipitates causing different electrochemical corrosion potentials
• Dissolving oxides of some alloying elements e.g. M i d iliMagnesium and silicon
• Rinsing with deionized water• Removing etching residuals salts
14
• Removing etching residuals, salts

Bonding PretreatmentgPretreatments considered in this work
• Three pretreatment classes:
• Etch Passivation with commercial pretreatment systems• Phosphate or silica as film builder
He afl orotitanic resp he afl oro irkonic acid• Hexafluorotitanic resp. hexafluorozirkonic acid
• Sol Gel Treatment with new recipesSol Gel Treatment with new recipes• Silica or zirkonia based with different types of precursor
• Anodizing Procedures derived from Aerospace• Phosphoric Acid Anodizing (PAA)
T t i S lf i A id A di i (TSA)
15
• Tartaric Sulfuric Acid Anodizing (TSA)
PassivationBasics
St d d i th l i i lli i d t• Standard process in the aluminium rolling industry• Ti / Zr pretreatment established in automotive• Still significant share of trivalent chromium in food / beverage
S f f• Still significant share of hexavalent chromium in building• Objective
• Covering the active surface after etching to prevent growing of the t l id lnatural oxide layer
• Homogeneous coating with good adhesive properties• Corrosion protection for slow degrading adhesive joints
E h i t ldi• Enhancing spot welding• Quality Assurance
• Film weight measurement in terms of Ti Si i th i ti l i EDXRFor Si in the passivation layer using EDXRF
• Welding Resistivity according to DVS 2929• Assuring removal of oxide and deformation
layer
16
layer
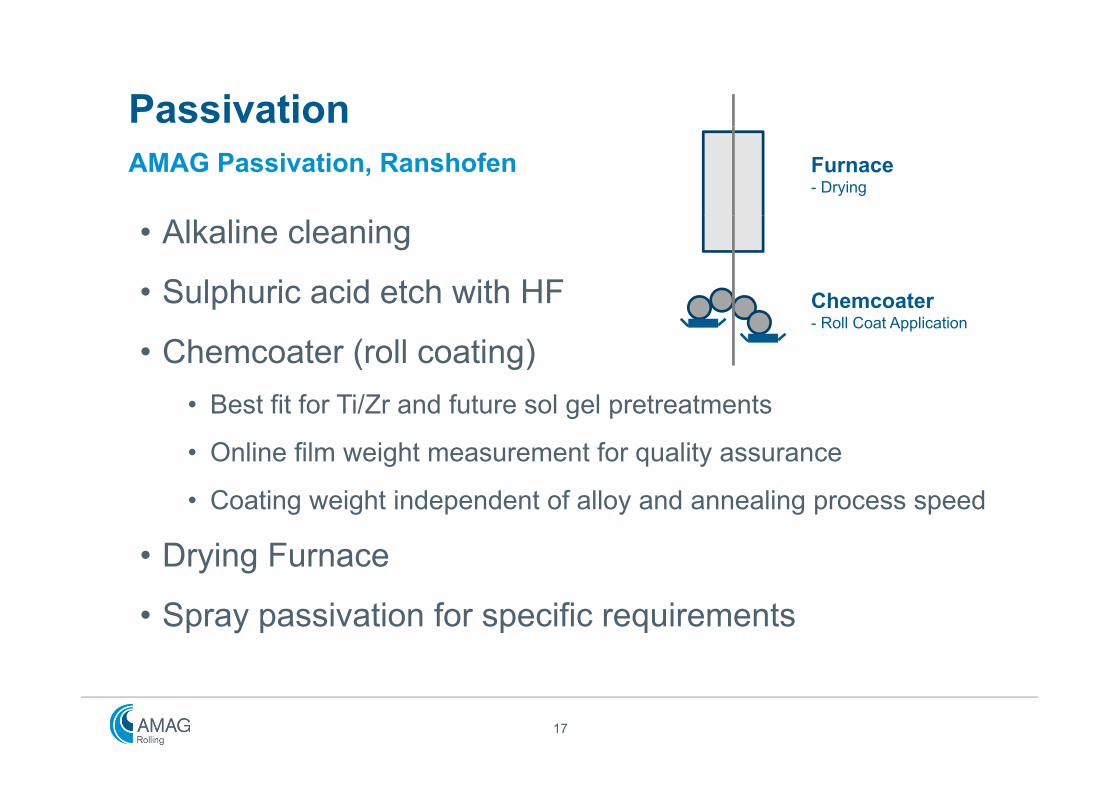
PassivationAMAG Passivation, Ranshofen Furnace
- Drying
• Alkaline cleaning
• Sulphuric acid etch with HF Chemcoaterp
• Chemcoater (roll coating)B t fit f Ti/Z d f t l l t t t
Chemcoater- Roll Coat Application
• Best fit for Ti/Zr and future sol gel pretreatments
• Online film weight measurement for quality assurance
• Coating weight independent of alloy and annealing process speed
• Drying Furnace
• Spray passivation for specific requirements
17

PassivationAMAG Passivation, Ranshofen

Sol Gel PretreatmentBasics
S G f• Sol Gel based films can be tailored to provide good adhesion to metals as well as organic adhesives like epoxies
• Curing of these films < 200°C despite of inorganic properties, not significantly effecting mechanical properties of 7xxx series
Hydrolysis and condensation of so called precursor (e g• Hydrolysis and condensation of so called precursor (e.g. silicon- or zirkon-alkoxides)• Hydrolysisy y
M(OR)4 + H2O M(OR)3-OH + ROH• Condensation
(RO) M OH + HO M(OR) (RO) M O M(OR) + H O
19
(RO)3M-OH + HO-M(OR)3 (RO)3M-O-M(OR)3 + H2O
Sol Gel PretreatmentCommon precursor
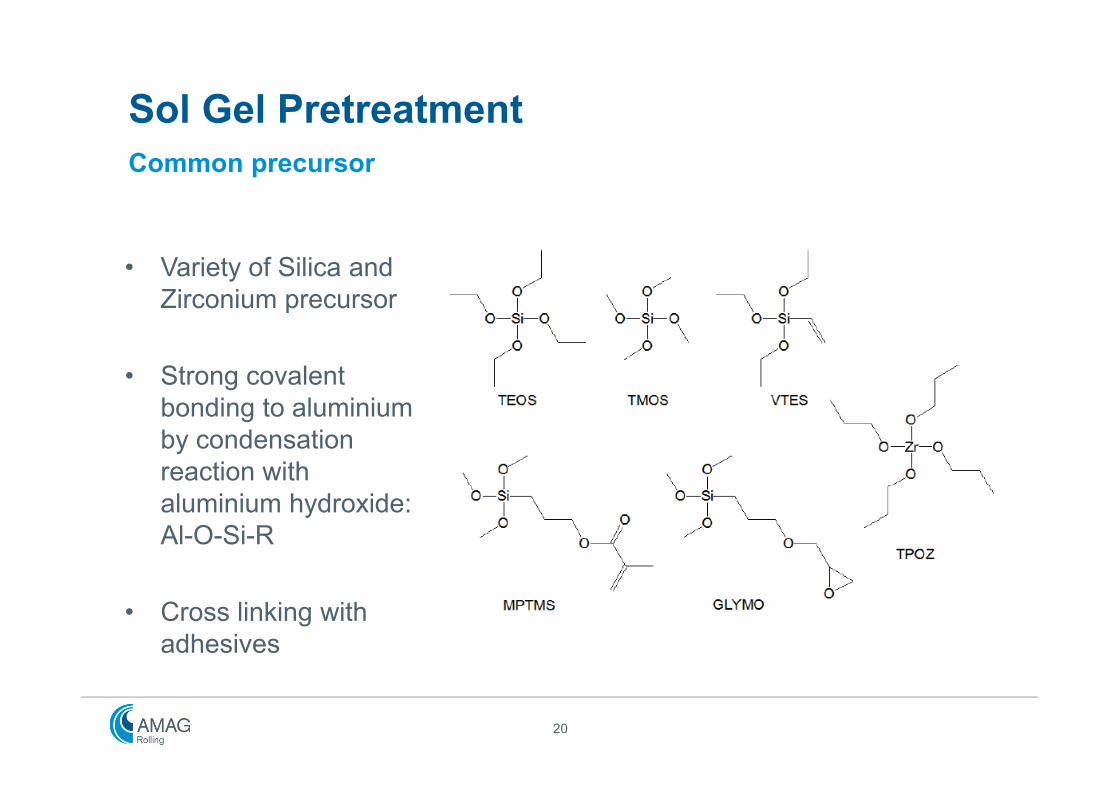
• Variety of Silica and Zirconium precursorZirconium precursor
• Strong covalent bonding to aluminium by condensation reaction with aluminium hydroxide: Al-O-Si-R
• Cross linking with adhesives
20

AnodizinggProcesses
A P• Aerospace Processes:• Chromic Acid Anodizing (CAA)
• Not considered here due to environmental and health issues (hexavalent chromium)
• Phosphoric Acid Anodizing (PAA)• Boeing process• Also used for structural bonding
for ski application AMAG Titanalfor ski application AMAG Titanal
• Tartaric Sulfuric Acid Anodizing (TSA)• New Airbus process
introduced a few years agointroduced a few years ago
• Main Parameters:• Cell voltage, electrolyte temperature,
tiprocess time• No sealing for adhesive bonding
to keep the open cell structure(micro roughness) • Source: P.G. Sheasby
21
(micro roughness) yASST 1997 Conference

PicklinggPickling topography: SEM
• 7075 T6 after pickling10K X
• 7075 T6 before pickling10K X
22

AnodizinggTopography: SEM
• 7075 T6 PAA 25 min 50K X • 7075 T6 TSA 30 min 50K X
23

AnodizinggTopography: SEM
• 6016 T4 EDT PAA 15 min 100K X • 7075 T6 A6C0 SAA 40 min 50K X
24

Degradation
W t l ti t th b d l b t
gMechanism
• Water accumulation at the boundary layer between pretreatment and adhesive weakening the joint• 24 h normal climate to remove the water film after salt spray24 h normal climate to remove the water film after salt spray
testing• Corrosion creep below adhesive coating for improper bonding
pretreatments (filiform corrosion)pretreatments (filiform corrosion)• Anodic dissolution of a clad layer protecting the core alloy
(bondline corrosion)O ti i ti d d ti f i t l d l f• Optimization and adaption of appropriate clad layers for automotive processes• Corrosion protection of core alloy for structural applications in p y pp
terms of bought-in parts• Surfaces compatible for automotive paint shop processes
25

Investigation
Three pretreatment classes
gComparison of three classes of bonding pretreatments
• Three pretreatment classes:• Etch Passivation with commercial pretreatment systems• Sol Gel Treatment with new recipes• Anodizing Procedures derived from Aerospace• Anodizing Procedures derived from Aerospace
• Two alloys:• 6016 T4 T6: Standard automotive alloy• AMAG TopForm UHS (7075 T6 type) with typically 500 MPa tensile strengthAMAG TopForm UHS (7075 T6 type) with typically 500 MPa tensile strength
• Tensile shear test• 1-K automotive epoxy, warm applied, heat curing• 3 weeks normal climate (no weathering)( g)• 480 hours salt spray testing according to EN 9227
• Evaluation criteria:• Tensile shear strength initial vs. degradation• Fracture pattern:
• Cohesive Failure (CF)• Substrate near Cohesive Failure (SCF)• Adhesive Failure (AF)d es e a u e ( )
26

DegradationgLaboratory tests
• Tensile shear testing with single lap bonding specimens according to DIN EN 1465
• 480 hours neutral salt spray testing (NSS) according to EN ISO 9227480 hours neutral salt spray testing (NSS) according to EN ISO 9227• Na Cl 50 g/l • Temperature: 35°C
27
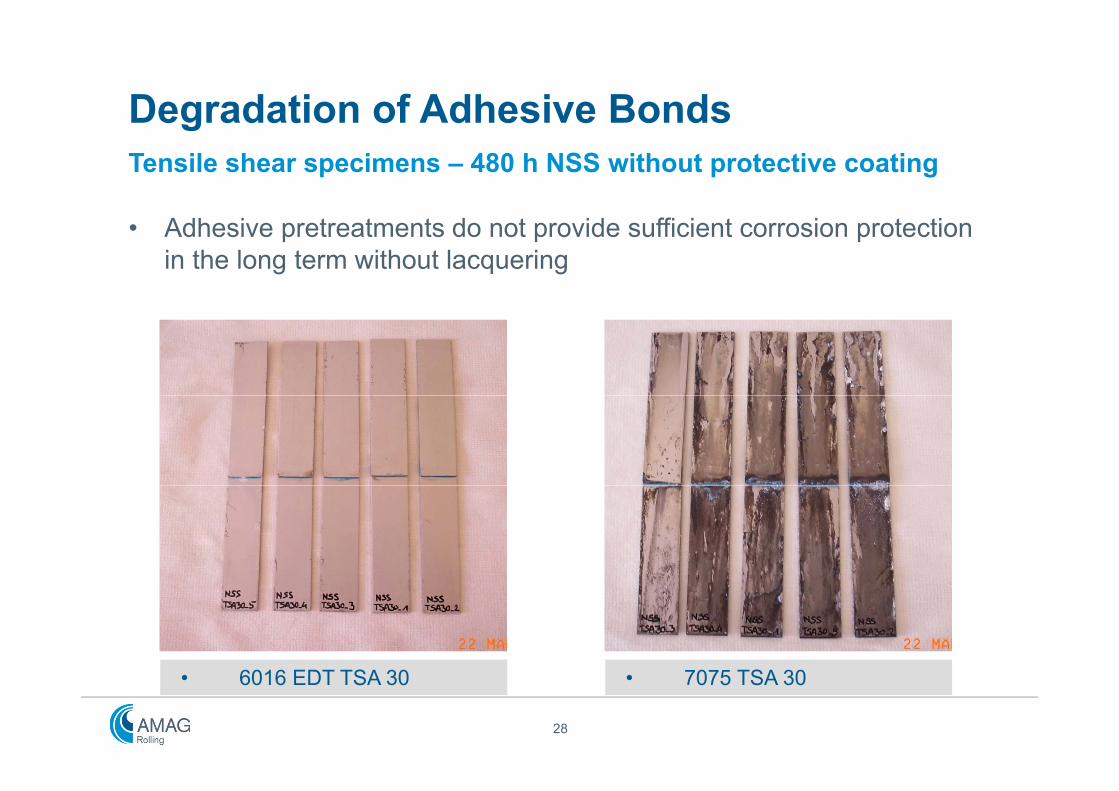
Degradation of Adhesive BondsgTensile shear specimens – 480 h NSS without protective coating
• Adhesive pretreatments do not provide sufficient corrosion protection in the long term without lacquering
28
• 6016 EDT TSA 30 • 7075 TSA 30

Fracture PatternTensile shear specimens before weathering
7075 PAA 256016 PAA 25 6016 Passiv. 7075 Sol Gel 89
7075 TSA 306016 TSA30
29
7075 TSA 306016 TSA30

Fracture Pattern6016 tensile shear specimens after 480h NSS
6016 Sol Gel 89 6016 Passivation6016 TSA 306016 PAA 25
6016 PAA 15

Fracture Pattern7075 tensile shear specimens after 480h NSS
7075 Sol Gel 897075 TSA 307075 PAA 25 7075 Sol Gel 57
7075 PAA 15
31

Results
S l G l P t t t
Fracture pattern
• Sol Gel Pretreatment:• Good fracture patterns initially and after weathering• Additional amino groups improve fracture pattern towardsAdditional amino groups improve fracture pattern towards
cohesive failure• Anodizing
G d f t tt C h i f il t i h i f il• Good fracture patterns: Cohesive failure to semi cohesive failure initially and after salt spray testing
• Passivation• Semi cohesive failure initially• Some areas with adhesive failure at the edges• Semi cohesive failure in the middle part of the joint• Semi cohesive failure in the middle part of the joint• E-coating protection needed to reduce chloride ions attacking the
weaker passivation layer
32

ResultsTensile shear strength [N/mm2] – 480 h NSS without E-coating
• Sol Gel (collection of best recipes so far) vs. Anodizing vs. Passivation• Loss of initial tensile strength due to degrading
• Average of 5 samples each for each process / 1 K automotive epoxyg p p p y
• Alloy 6016 vs. alloy 7075• Up to 10 N/mm2 higher tensile shear strength initially• Still more than 30% higher tensile shear strength after weathering• Still more than 30% higher tensile shear strength after weathering
33
6016: Sol Gel / Anodizing / Pass. 7075: Sol Gel / Anodizing /
ResultsDiscussion
• Commercial standard bonding pretreatment of the type Ti/Zr • Initial tensile shear strength in the order of Sol Gel or Aerospace Anodizing• Needs E-coating for sufficient degradation performance• Continuous passivation performance for 7xxx series in evaluation
• Aerospace anodizing pretreatment• Superior degradation performance no matter if 6016 or 7075• Integration in automotive process has to be discussed
• Batch processing time of 15 to 30 min in external galvanic shop?• Compatibility with zinc phosphating and ETL treatment?
• However chance to introduce 7xxx series high strength aluminium with bonding procedures• However chance to introduce 7xxx series high strength aluminium with bonding procedures
• Some Sol Gel recipes show promising bonding performance• Again integration into the automotive process chain has to be checked• Chance to combine pretreatment for bonding as well as corrosion protection• Chance to combine pretreatment for bonding as well as corrosion protection
• Further evaluations:• Effect of E-coat on tensile shear strength after degradation
Eff t f diff t ll t th t il h t th• Effect of different alloy strength on tensile shear strength
34

Summary
Pl k i i d th t i l l h i
yBonding pretreatment for high strength aluminium alloys
• Please keep in mind, that single lap shear specimens were neither protected by zinc phosphate nor by ETL• Adhesive pretreatments shown here have to be lacquered for
ffi i t i t tisufficient corrosion protection• For SAA sealing procedures are available for anodizing layers
• Initial tensile shear strength of AMAG TopForm UHS is 50% higher compared to a common 6016 alloy• 9 kN with a single lap shear specimen with a 10 times 25 square
millimeter joint and a suitable adhesive pretreatment• AMAG TopForm UHS offers more than 30% higher tensile
shear strength after weathering compared to a 6016 standard alloyy• AMAG TopForm UHS NSS 480h terms higher than 6016 initial,
non weathered ones
35
OutlookBonding pretreatment for high strength aluminium alloys
• Filiform corrosion will be evaluated • Bonding pretreatment suitable also as pretreatment for
l ilacquering• Scratch in coated surface, prepared with chloride ions
• Discussion of the commercial start with AMAG industrial• Discussion of the commercial start with AMAG industrial partners• Bought-in part pressed and surface treated at a tier 1• Bought-in part pressed and surface treated at a tier 1
supplier• Sol Gel Process to be adapted to the multi-functionalSol Gel Process to be adapted to the multi functional
AMAG pretreatment line within the next two years
36






























