Embed Size (px)
Citation preview
5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014, IIT
Guwahati, Assam, India
472-1
FORM ERROR CORRECTION OF BEVEL GEARS BY
ELECTROCHEMICAL HONING PROCESS
Shaikh Javed Habib1*
, Neelesh Kumar Jain2
1*Department of Mechanical Engineering, RSSOER, JSPM Narhe Technical Campus, Pune (MS), India, [email protected]
2Discipline of Mechanical Engineering, Indian Institute of Technology Indore (India), [email protected]
Abstract
This paper reports about the correction of form errors of case hardened straight bevel gears (made of 20MnCr5 alloy
steel) by the Electrochemical honing (ECH) process using the honing gear made of 20MnCr5 alloy steel, and effects
of ECH parameters on the correction of form errors. Surface topography, pitch error and runout have been used to
evaluate the form errors whereas average surface roughness (Ra) and maximum surface roughness (Rmax) have been
used to evaluate the surface finish. An innovative experimental setup has been designed and developed for ECH of
bevel gears based on a novel concept of using a set of twin complementary cathode gears. In this, one of the cathode
gears has an undercut conducting layer sandwiched between two insulating layers while, in the other cathode gear,
the insulating layer is sandwiched between two undercut conducting layers. These two complementary cathode gears
ensure finishing of the entire face width of the workpiece gear and at the same time inter-electrode gap required for
ECH. The experimental results have shown significant reduction in the form errors i.e. the quality of the bevel gear
has improved from standard DIN 8 to DIN 7 for the pitch error, from DIN 9 to DIN 8 for the adjacent pitch error and
from DIN 7 to DIN 6 for the runout within an optimized finishing time of 2 minutes as well as improvement in
surface finish as Ra and Rmax from 1.79 µm and 10.0 µm to 1.09 µm and 8.42 µm respectively for the optimum
process parameters thus ensuring enhanced service life and operating performance. Keywords: Electrochemical Machining, Honing, Gear, Form
1 Introduction
Approximately 2 to 2.5 billion gears of all types are
produced and consumed annually (Goch, 2003). Bevel
gear is one of the crucial components used in the
automobiles, machine tools, wind turbines, marine
applications, and various industrial machines for
transmitting motion and/or power between intersecting
shafts. Despite its production and consumption demand,
the quality achieved and the operating performance of
the gears has not reached its best. There has been
continuous demand for a finishing process which will
improve the quality, operating performance and the
service life of the gears. Electrochemical honing (ECH)
a hybrid micro-finishing process combines high material
removal capability of electrochemical machining
(ECM) and controlled functional surface generating
capability of the conventional honing process in a single
operation. ECH has the potential to become a viable
alternative gear finishing process. The quest for
development and exploration of the ECH for finishing
of gears started in the early 80’s when Capello and
Bertoglio (1979) used it for finishing the tooth face of a
hardened helical gear mating with a specially designed
cathodic helical gear tool. Their results were not
acceptable in terms of improvement in helix and
involute profiles but it confirmed the feasibility of using
ECH for the gear finishing. Chen et al (1981) further
developed a high accuracy gear finishing method based
on the ECH principle and reported an improvement in
the accuracy of profile as well as in the surface finish of
spur gear teeth and reduction in noise level. Wei et al
(1987) attempted to improve the accuracy of spur gear
profile by varying electric field intensity and time
respectively, to control the electrolytic dissolution
uniformly along full profile of the gear using a newly
developed gear-shaped cathode in the Field-Controlled
ECH (FC-ECH) and slow-scanning field controlled
ECH (SSFC-ECH) of gears to correct the gear tooth
profile errors respectively.They reported that the
accuracy of tooth profile can be greatly improved
provided the errors in profile of all the teeth are nearly
same. Yi et al (2000) used electrochemical process for
tooth profile modification of carbonized gears and
investigated on the distribution of the current density
along the gear tooth profile. They reported that both
current and finishing time affect the volume of crown
and the amount of modification. Yi et al (2002) used
real-time control based electrochemical finishing for
tooth profile modification and used artificial neural
FORM ERROR CORRECTION OF BEVEL GEARS BY ELECTROCHEMICAL HONING PROCESS
472-2
network for its mathematical modeling. Naik et al
(2008) investigated on ECH of spur gears reporting
percentage improvement up to 80% and 67% in average
surface roughness (Ra) and maximum surface roughness
(Rtm) respectively. Misra et al (2010) reported the
effects of voltage, electrolyte concentration and rotating
speed of workpiece gear on the surface finish of the
helical gears made of EN8 using EN24 as honing gear
material and electrolyte as a mixture of NaCl and NaNo3
in a ratio of 3:1. Ning et al (2011) reported the
improvements in surface roughness i.e. Rz improved
from 7.13 to 4.32 µm and geometric accuracy i.e. Max.
T. S. (Tooth spacing) index error has improved from
standard DIN 10 to DIN 8, Max. T.S. error from DIN 10
to DIN 8 and T. S. total index error from DIN 9 to DIN
7 of spiral bevel gears finished using pulse
electrochemical finishing (PECF) in which only one
gear tooth was finished at a time. For this they used a
cathode cutter which rotates and passes through the
tooth space of the workpiece gear. After reaching the
full depth, the cutter withdraws and the gear is indexed
for the finishing of the next tooth. They also developed
a mathematical model for total thickness of the material
removed and surface roughness produced, and validated
it with the experimental results.
2 Working principle of ECH of bevel gears
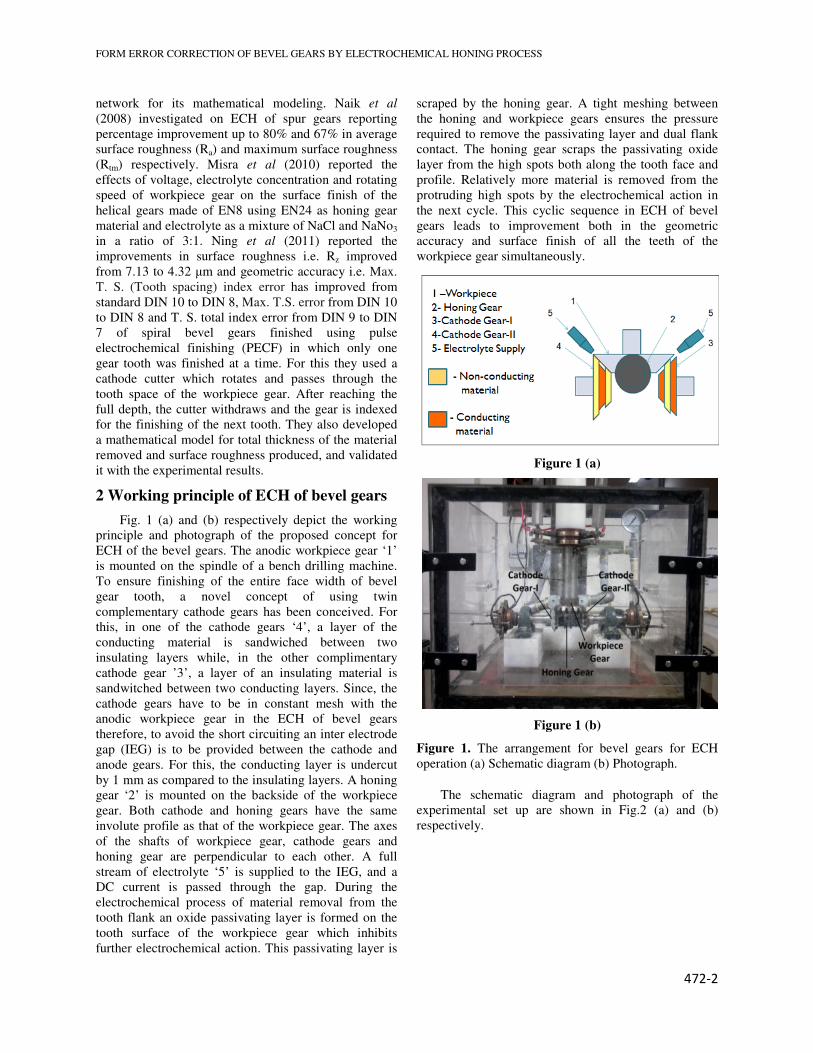
Fig. 1 (a) and (b) respectively depict the working
principle and photograph of the proposed concept for
ECH of the bevel gears. The anodic workpiece gear ‘1’
is mounted on the spindle of a bench drilling machine.
To ensure finishing of the entire face width of bevel
gear tooth, a novel concept of using twin
complementary cathode gears has been conceived. For
this, in one of the cathode gears ‘4’, a layer of the
conducting material is sandwiched between two
insulating layers while, in the other complimentary
cathode gear ’3’, a layer of an insulating material is
sandwitched between two conducting layers. Since, the
cathode gears have to be in constant mesh with the
anodic workpiece gear in the ECH of bevel gears
therefore, to avoid the short circuiting an inter electrode
gap (IEG) is to be provided between the cathode and
anode gears. For this, the conducting layer is undercut
by 1 mm as compared to the insulating layers. A honing
gear ‘2’ is mounted on the backside of the workpiece
gear. Both cathode and honing gears have the same
involute profile as that of the workpiece gear. The axes
of the shafts of workpiece gear, cathode gears and
honing gear are perpendicular to each other. A full
stream of electrolyte ‘5’ is supplied to the IEG, and a
DC current is passed through the gap. During the
electrochemical process of material removal from the
tooth flank an oxide passivating layer is formed on the
tooth surface of the workpiece gear which inhibits
further electrochemical action. This passivating layer is
scraped by the honing gear. A tight meshing between
the honing and workpiece gears ensures the pressure
required to remove the passivating layer and dual flank
contact. The honing gear scraps the passivating oxide
layer from the high spots both along the tooth face and
profile. Relatively more material is removed from the
protruding high spots by the electrochemical action in
the next cycle. This cyclic sequence in ECH of bevel
gears leads to improvement both in the geometric
accuracy and surface finish of all the teeth of the
workpiece gear simultaneously.
Figure 1 (a)
Figure 1 (b)
Figure 1. The arrangement for bevel gears for ECH
operation (a) Schematic diagram (b) Photograph.
The schematic diagram and photograph of the
experimental set up are shown in Fig.2 (a) and (b)
respectively.
5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014, IIT
Guwahati, Assam, India
472-3
Figure 2 (a)
Figure 2 (b)
Figure 2: Experimental setup for ECH of bevel gears:
(a) schematic diagram; (b) photograph.
3 Experimentation
Table 1 shows the values and levels of the fixed
and variable process parameters used in the main
experiments. Three levels of rotary speed of workpiece
gear, voltage, concentration, flow rate, and temperature
of the electrolyte have been used in the main
experiments to study their effects on the bevel gear
tooth geometry defining parameters i.e. surface
topography, pitch and runout. The levels of the variable
parameters were selected on the basis of the trial
experiments and literature review while, the values of
the fixed parameters were obtained from the pilot
experiments and time dependent study. The experiments
have been designed using the L27 orthogonal array of
Taguchi approach.
Table 1 Details of the selected parameters for the
experimentation.
Parameter and their levels selected for the Main
Experiment
1. Electrolyte Composition (C):
75% NaNO3 + 25% NaCl ( Fixed from pilot
Experiments)
2. Finishing time (t): 2 min. ( Fixed from pilot
Experiments)
3. Inter electrode gap: 1 mm (Fixed from literature
review)
4. Voltage (V): 3 levels (8 V; 12 V; 16 V)
5. Electrolyte concentration (C): 3 levels (5%; 7.5%;
10% by wt)
6. Electrolyte flow rate (F): 3 levels (20; 40; 60 lpm)
7. Rotary speed of workpiece gear (R): 3 levels (40;
60; 80 rpm)
8. Electrolyte temperature (T): 3 levels (27°C; 32°C;
37°C)
The response parameters before and after ECH were
measured using CNC gear metrology machine
SmartGear 500 from Wenzel GearTec, Germany for
geometric accuracy and surface roughness was
measured before and after ECH on a contracer-cum-
surface roughness tester from KOSAKA, Japan. Two
gear teeth were selected for surface topography
measurement. For each tooth, two measurements, one
on left hand flank and other on the right hand flank were
performed for the analysis.
4 Results and discussion
The results of main experiment were analyzed for
optimization of the ECH process parameters. It was
found that the parametric combination of 12V as
voltage, 10% electrolyte concentration, 30 lpm
electrolyte flow rate, 37 °C as electrolyte temperature,
and 60 rpm as workpiece gear speed yielded the best
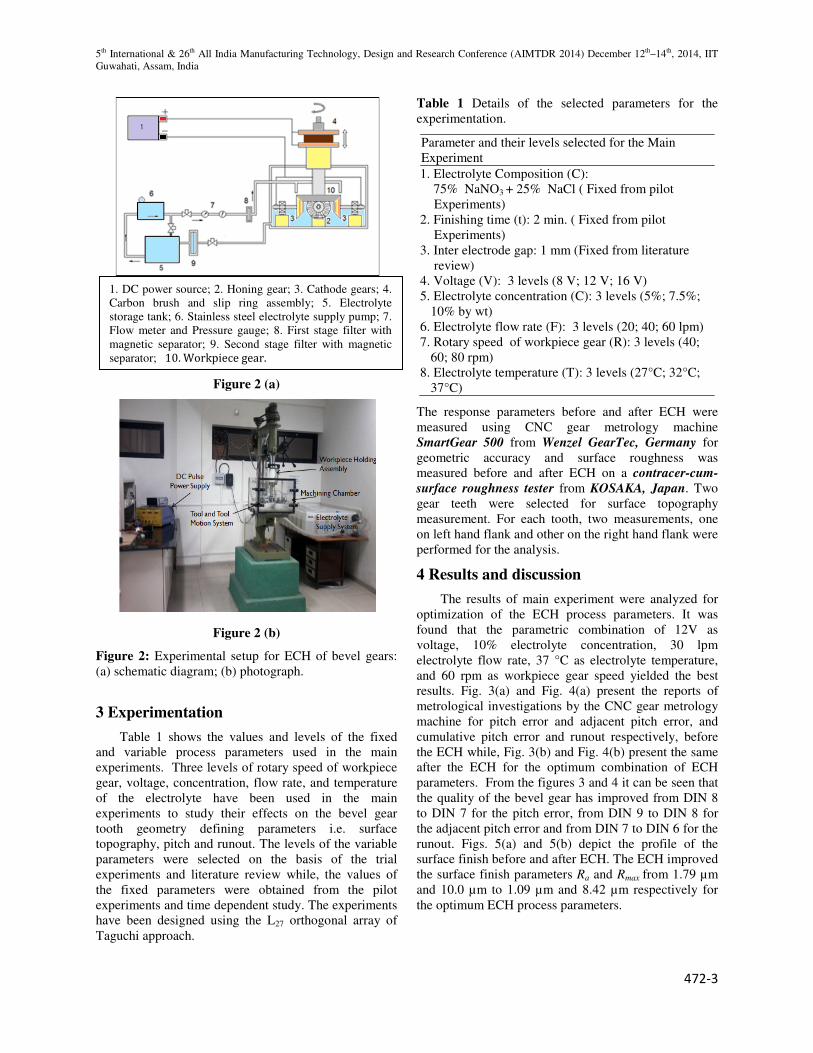
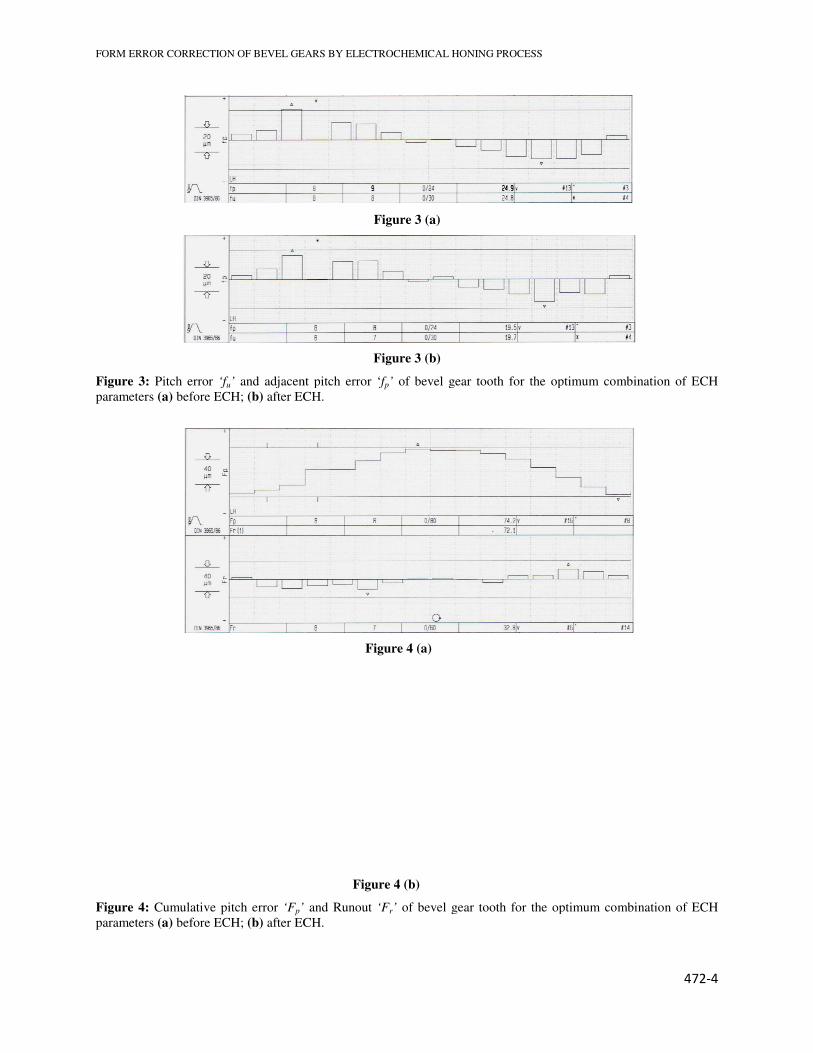
results. Fig. 3(a) and Fig. 4(a) present the reports of
metrological investigations by the CNC gear metrology
machine for pitch error and adjacent pitch error, and
cumulative pitch error and runout respectively, before
the ECH while, Fig. 3(b) and Fig. 4(b) present the same
after the ECH for the optimum combination of ECH
parameters. From the figures 3 and 4 it can be seen that
the quality of the bevel gear has improved from DIN 8
to DIN 7 for the pitch error, from DIN 9 to DIN 8 for
the adjacent pitch error and from DIN 7 to DIN 6 for the
runout. Figs. 5(a) and 5(b) depict the profile of the
surface finish before and after ECH. The ECH improved
the surface finish parameters Ra and Rmax from 1.79 µm
and 10.0 µm to 1.09 µm and 8.42 µm respectively for
the optimum ECH process parameters.
1. DC power source; 2. Honing gear; 3. Cathode gears; 4.
Carbon brush and slip ring assembly; 5. Electrolyte
storage tank; 6. Stainless steel electrolyte supply pump; 7.
Flow meter and Pressure gauge; 8. First stage filter with
magnetic separator; 9. Second stage filter with magnetic
separator; 10. Workpiece gear.
FORM ERROR CORRECTION OF BEVEL GEARS BY ELECTROCHEMICAL HONING PROCESS
Figure 3: Pitch error ‘fu’ and adjacent pitch error ‘
parameters (a) before ECH; (b) after ECH.
Figure 4: Cumulative pitch error ‘Fp’
parameters (a) before ECH; (b) after ECH.
FORM ERROR CORRECTION OF BEVEL GEARS BY ELECTROCHEMICAL HONING PROCESS
Figure 3 (a)
Figure 3 (b)
djacent pitch error ‘fp’ of bevel gear tooth for the optimum combina
after ECH.
Figure 4 (a)
Figure 4 (b)
’ and Runout ‘Fr’ of bevel gear tooth for the optimum combination of ECH
after ECH.
472-4
of bevel gear tooth for the optimum combination of ECH
of bevel gear tooth for the optimum combination of ECH
5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12
Guwahati, Assam, India
Enhanced geometric accuracy results in better
operating performance in terms of noise, vibration,
transmission accuracy and efficiency. In any of the gear
finishing processes it is relatively difficult to achieve
better geometric accuracy as compared to the surface
finish. In ECH, better geometric accuracy ca
achieved by selecting accurate and super
cathode gear along with the optimum process
parameters and finishing stock on the workpiece gear,
whereas it is difficult to achieve better geometric
accuracy in case of other finishing processes such as
gear grinding and gear honing due wear of
grinding/honing tools and subsequent dressing, while in
case of lapping, longer lapping cycle affects the
accuracy of the gear teeth profile severely. Though
shaving can correct minute profile errors it has material
hardness limitation of 40 HRC. Improvement in surface
finish results in increased service life of the gear i.e. for
the surfaces subjected to cyclic stresses such as gears,
shafts, bearings, etc., Rmax is a crucial parameter because
large peak-to-valley heights are prone to crack
propagation and subsequent failure. From above, it is
clear that, the main motive of the ECH is to achieve
better geometric accuracy, which is difficult to achieve
in other gear finishing processes, rather than achieving
better surface finish, which can be considered as a
byproduct.
Figure 5 (a)
Figure 5 (b)
Figure 5: Surface roughness profile of gear
ECH (b) After ECH
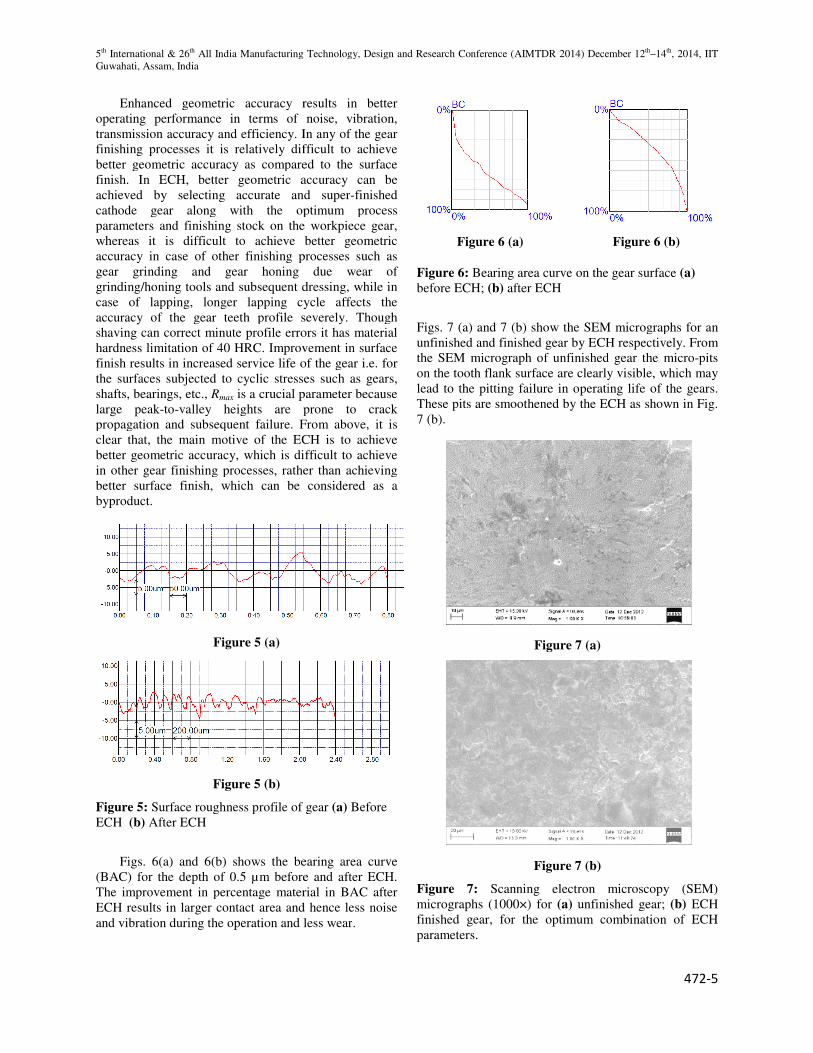
Figs. 6(a) and 6(b) shows the bearing area
(BAC) for the depth of 0.5 µm before and after ECH.
The improvement in percentage material in BAC after
ECH results in larger contact area and hence less noise
and vibration during the operation and less wear
All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12
Enhanced geometric accuracy results in better
operating performance in terms of noise, vibration,
transmission accuracy and efficiency. In any of the gear
finishing processes it is relatively difficult to achieve
better geometric accuracy as compared to the surface
finish. In ECH, better geometric accuracy can be
accurate and super-finished
cathode gear along with the optimum process
parameters and finishing stock on the workpiece gear,
s it is difficult to achieve better geometric
accuracy in case of other finishing processes such as
gear grinding and gear honing due wear of
grinding/honing tools and subsequent dressing, while in
case of lapping, longer lapping cycle affects the
of the gear teeth profile severely. Though
shaving can correct minute profile errors it has material
hardness limitation of 40 HRC. Improvement in surface
finish results in increased service life of the gear i.e. for
ses such as gears,
is a crucial parameter because
valley heights are prone to crack
propagation and subsequent failure. From above, it is
clear that, the main motive of the ECH is to achieve
better geometric accuracy, which is difficult to achieve
r finishing processes, rather than achieving
better surface finish, which can be considered as a
Surface roughness profile of gear (a) Before
Figs. 6(a) and 6(b) shows the bearing area curve
(BAC) for the depth of 0.5 µm before and after ECH.
The improvement in percentage material in BAC after
ECH results in larger contact area and hence less noise
and vibration during the operation and less wear.
Figure 6 (a)
Figure 6: Bearing area curve on the gear surface
before ECH; (b) after ECH
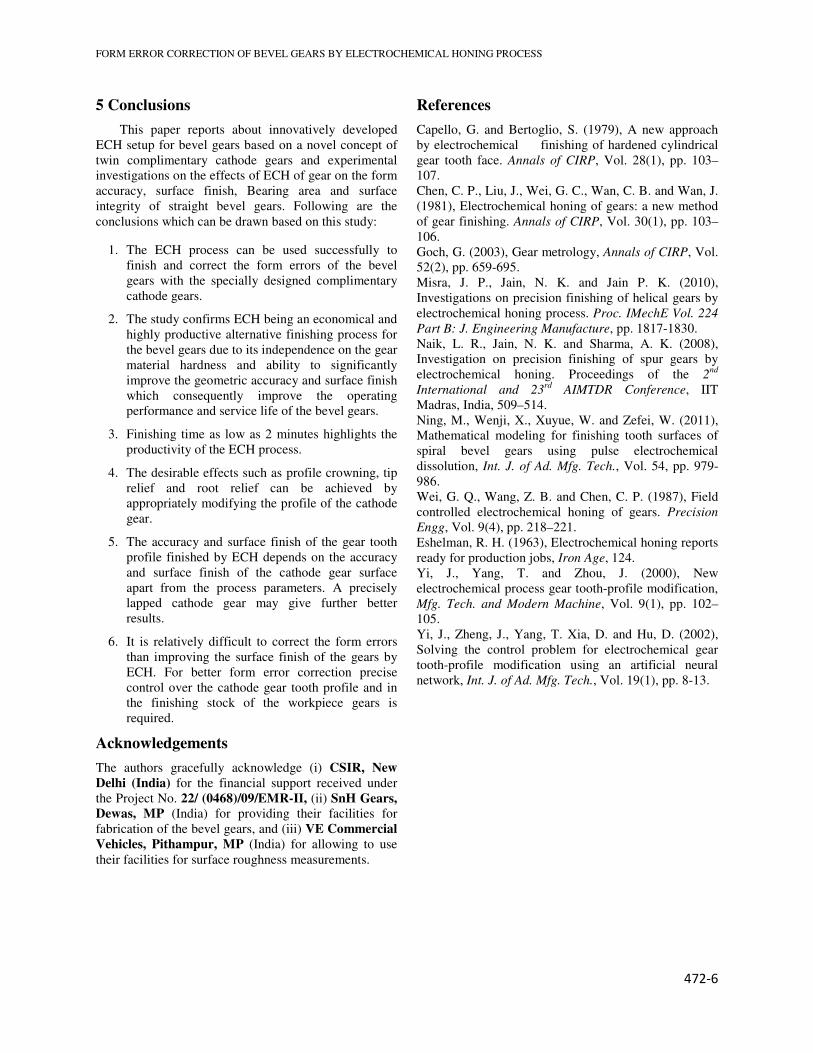
Figs. 7 (a) and 7 (b) show the SEM micrographs
unfinished and finished gear by ECH
the SEM micrograph of unfinished gear the micro
on the tooth flank surface are clearly visible, which may
lead to the pitting failure in operating life of the gears.
These pits are smoothened by the ECH as shown in Fig.
7 (b).
Figure 7 (a)
Figure 7 (b)
Figure 7: Scanning electron microscopy (SEM)
micrographs (1000×) for (a) unfinished gear;
finished gear, for the optimum combination of ECH
parameters.
All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014, IIT
472-5
Figure 6 (b)
Bearing area curve on the gear surface (a)
SEM micrographs for an
finished gear by ECH respectively. From
the SEM micrograph of unfinished gear the micro-pits
flank surface are clearly visible, which may
lead to the pitting failure in operating life of the gears.
These pits are smoothened by the ECH as shown in Fig.
Scanning electron microscopy (SEM)
unfinished gear; (b) ECH
finished gear, for the optimum combination of ECH
FORM ERROR CORRECTION OF BEVEL GEARS BY ELECTROCHEMICAL HONING PROCESS
472-6
5 Conclusions
This paper reports about innovatively developed
ECH setup for bevel gears based on a novel concept of
twin complimentary cathode gears and experimental
investigations on the effects of ECH of gear on the form
accuracy, surface finish, Bearing area and surface
integrity of straight bevel gears. Following are the
conclusions which can be drawn based on this study:
1. The ECH process can be used successfully to
finish and correct the form errors of the bevel
gears with the specially designed complimentary
cathode gears.
2. The study confirms ECH being an economical and
highly productive alternative finishing process for
the bevel gears due to its independence on the gear
material hardness and ability to significantly
improve the geometric accuracy and surface finish
which consequently improve the operating
performance and service life of the bevel gears.
3. Finishing time as low as 2 minutes highlights the
productivity of the ECH process.
4. The desirable effects such as profile crowning, tip
relief and root relief can be achieved by
appropriately modifying the profile of the cathode
gear.
5. The accuracy and surface finish of the gear tooth
profile finished by ECH depends on the accuracy
and surface finish of the cathode gear surface
apart from the process parameters. A precisely
lapped cathode gear may give further better
results.
6. It is relatively difficult to correct the form errors
than improving the surface finish of the gears by
ECH. For better form error correction precise
control over the cathode gear tooth profile and in
the finishing stock of the workpiece gears is
required.
Acknowledgements
The authors gracefully acknowledge (i) CSIR, New
Delhi (India) for the financial support received under
the Project No. 22/ (0468)/09/EMR-II, (ii) SnH Gears,
Dewas, MP (India) for providing their facilities for
fabrication of the bevel gears, and (iii) VE Commercial
Vehicles, Pithampur, MP (India) for allowing to use
their facilities for surface roughness measurements.
References
Capello, G. and Bertoglio, S. (1979), A new approach
by electrochemical finishing of hardened cylindrical
gear tooth face. Annals of CIRP, Vol. 28(1), pp. 103–
107.
Chen, C. P., Liu, J., Wei, G. C., Wan, C. B. and Wan, J.
(1981), Electrochemical honing of gears: a new method
of gear finishing. Annals of CIRP, Vol. 30(1), pp. 103–
106.
Goch, G. (2003), Gear metrology, Annals of CIRP, Vol.
52(2), pp. 659-695.
Misra, J. P., Jain, N. K. and Jain P. K. (2010),
Investigations on precision finishing of helical gears by
electrochemical honing process. Proc. IMechE Vol. 224
Part B: J. Engineering Manufacture, pp. 1817-1830.
Naik, L. R., Jain, N. K. and Sharma, A. K. (2008),
Investigation on precision finishing of spur gears by
electrochemical honing. Proceedings of the 2nd
International and 23rd
AIMTDR Conference, IIT
Madras, India, 509–514.
Ning, M., Wenji, X., Xuyue, W. and Zefei, W. (2011),
Mathematical modeling for finishing tooth surfaces of
spiral bevel gears using pulse electrochemical
dissolution, Int. J. of Ad. Mfg. Tech., Vol. 54, pp. 979-
986.
Wei, G. Q., Wang, Z. B. and Chen, C. P. (1987), Field
controlled electrochemical honing of gears. Precision
Engg, Vol. 9(4), pp. 218–221.
Eshelman, R. H. (1963), Electrochemical honing reports
ready for production jobs, Iron Age, 124.
Yi, J., Yang, T. and Zhou, J. (2000), New
electrochemical process gear tooth-profile modification,
Mfg. Tech. and Modern Machine, Vol. 9(1), pp. 102–
105.
Yi, J., Zheng, J., Yang, T. Xia, D. and Hu, D. (2002),
Solving the control problem for electrochemical gear
tooth-profile modification using an artificial neural
network, Int. J. of Ad. Mfg. Tech., Vol. 19(1), pp. 8-13.























![85540168 Bevel Gears in ProE[1]](https://img.pdfslide.us/doc/110x75/544b2fd6b1af9f804f8b4fca/85540168-bevel-gears-in-proe1.jpg)

![Bevel Gears in ProE[1]](https://img.pdfslide.us/doc/110x75/543da9fbb1af9f3d0a8b4920/bevel-gears-in-proe1.jpg)


