Embed Size (px)
Citation preview
3
Bombay Textile Research Association, Bombay.
INTRODUCTION
h e to rapid industrialization all over the world, mere
conservation of utilities like energy and water does not solve the
various problems forcing constraints on such activities- The
textile mills not only add to air pollution by ejecting chimney
gases into atmosphere, but also caume considerable water pollution
by discharging their effluents into varioua receiving bodies. For
this reason, eone htandards were specified firstly for water,
under the 'Water (Prevention and Control of Pollution) Act,' 1974,
and subsequently for Air under " A i r (Prevention and Control of
Pollution) Act 1981"- Both theae acts were supplemented by
"Environmental Protection Act" in the year 1986, It hae now been
decided by the Government that beginning thia year ie, (19931,
every industry requiring coneent under the abovementioned Acts,
should erubmit an "Environment Statement (Audit) Report" to the
concerned State Pollution Boarder, The induertry would benefit, if
it takes a broad outlook and considers Environmental Audit as a
tool for managing its resource@ efficiently, with minimum
3.1
generation of waertes. This paper gives data/information which
would be useful for the mills not only in preparation of
Enviro-ental Statement but also in broad understanding of the
various issues involved- , -
\ *
RNVIRO”TAL-+OLLUTION IN THE =TILE INDUSTRY
Environmental pollution caueJed by the textile indu~ltry can be
clasaified into two types (1) Water pollution and (2) Air
pol lut ion .)
Water pollution in the textile mills is mainly caused due to the
various waste streams emanating from the wet processing operatione,
like desiainp, scouring, bleaching, mercerizing, dyeing and
printing. The boiler blow down and the effluent discharged from
the water treatment plant also contribute to the pollution.
A i r pollution is caused by chimney gases of the boilers on
combustion of fuels like coal, oil and natural gas, etc. Fumee
emitted from various eguipments open to the atmosphere and
suspended particulate matter in the apinning department of the
mills also add to the air pollution.
WATER P~LLUTION
Manufacturing Processes or Process Stages
Production of cloth in textile mille shows a w i d e variation in
terme of quantity, quality and type of fabrics. Synthetic fibre
has become an integral part of the textile industry and is being
-
3.2
used to manufacture purely synthetic fabric or is mixed with
cotton to manufacture blended fabrios in mills throughout the
country -
The sequence of dry operations in a composite mill start from
carding to weaving for preparation of grey cloth. No waste water
is generated except in the caee of sizing operation where a small
amount of waste water i t 3 generated from washing of kettles and
spillages on the floor. The remaining unit operations in the
chemical proceesing, viz., desizing, scouring, bleaching,
mercerizing, dyeing, printing and finishing are wet processes. A
variety of chemicals, viz., enzymes, acids, alkalies,
hypochlorite, peroxide, dye8 are a180 used. The waste water
generated from these chemical processes contains appreciable
quantities of unused chemhmls alongwith other organic matter like
fats, waxes, pectin, solid fragments and etarch. In addition,
some goods are water-proofed with aluminium acetate or formate
mixed with gelatin and a diapersed wax, which adds to the
waste water.
procese
W a t e r Cbntnmption
Water i t3 used in textile mills mainly for three purposes,
proceesing, cooling and boiler. The overall consumption of water
or the quantity of water required in various sections of a procerss
house depends on the quantity of cloth proceseed and the number of
sequences adopted for rinsing, washing, etc. Water usage
increases when fine and superfine varieties of cloth are
3.3
manufactured. Water coneumption is also related to r J . w
availability of water to the mill. Water requirement varies from
120 to 230 l/kg of cloth proceeeed with an average value of 170
l/kg- Water Consumption Norms for various proceesea are given in
Appendix-1.
l v b l l ~ m e and Characterdstdcs of Waste Water
Volume
The quantity of waste water derived from kiering, bleaching,
dyeing and printing is large as compared to the other unit
operations in a textile mill. The waste water volume, like water
usage, varies considerably from mill to mill. The combined waste
water volume lies in the range of 90 to 1801 with an average of
134 l/kg of cloth processed. The waste water discharged amounts
to 70 to 80 percent of water consumed with an average value of 74
percent, The quantity of waate water diecharged in a few
composite textile mills is given in Appendix-2.
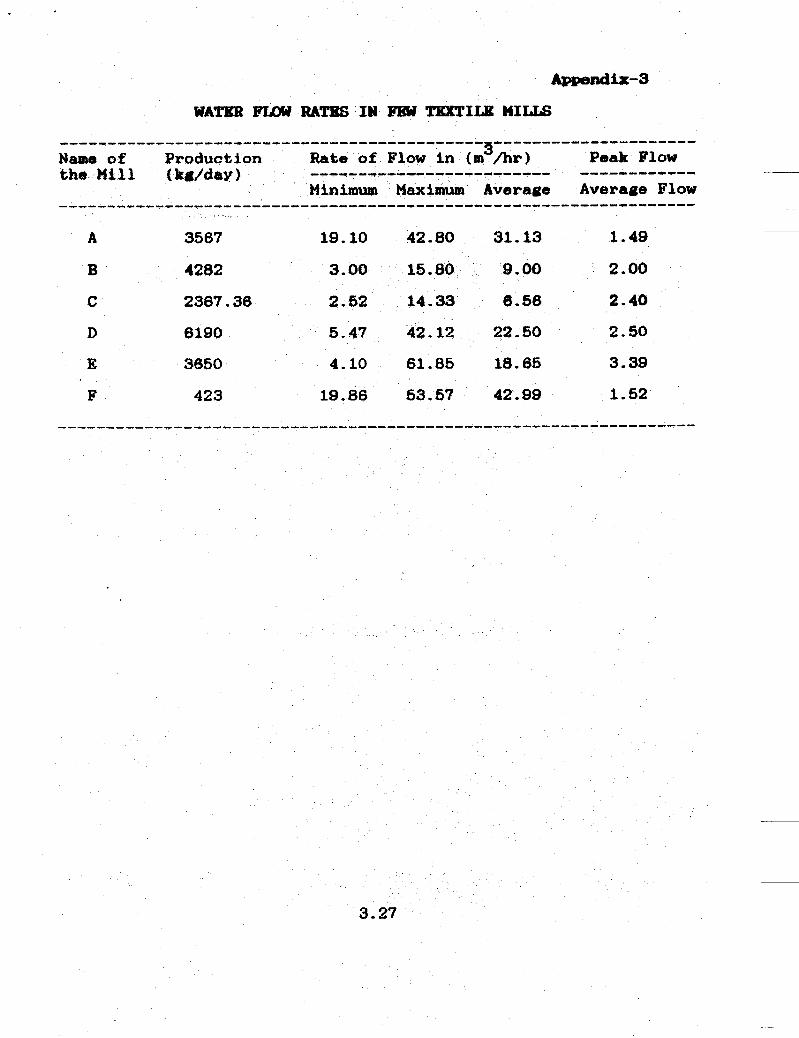
The waste water flow rate varies due to the batchwise operations.
The flow rate of waste water in textile mille is provided in
Appendix-3- It indicates that the ratio of peak flow to the
average flow ranges from 1.49 to 3.39.
Characteristics of Waste Water
For Cotton Textiles
The details about the proceaswise effluents discharged for cotton
processing are given in the following :
3 .4
Slasher Waste Water
Slashing (sizing) is the first grocese during weaving in which
liquid treatment is involved, Although slashing compounds used
most often are natural starches, others, such as PVA, reeine,
alkali soluble cellulose derivatives, gelatin glue, etc., are also
used. One of these, sodium CMC. is mostly used in sizing of
wlyester blends. Other chemicals such as lubricants, softeners,
emulaif iers, humectants preservatives (ZnC12, phenol, etc.
penetrants, antifoam agents and fillers are often added to impart ~
additional properties to fabric. Liquid wastes from slashing
mainly arise from cleaning of slasher boxes, rolls and make up
kettles. Some spillage also occurs but the volume is very low.
Slashing operations normally contribute only 5% BOD and 4.5% T.S.
to the total plant waste load.
&sizing Waste Water
The,operation of desizing remove^ sizing compound that are applied
to the threads in the slashing operation. Most common deeiaing
operations are acid degsizing with dilute H2SO4 at room temperature
for a period of 4 to 12 hr and enzyme desizing with vegetable or
animal enzyme8 at a temperature of 130 to 180°F and pH of 6 to 7.7
for a period of 4 to 8 hr. After the size has been solubilized,
the fabric is rinsed clean. No decomposition is required for
desizing of CMC and PVA as they are directly eoluble in water.
The waste from desizing operations contribute the maximum BDD of
all and approximately 45% from the cotton finishing operations.
3.5
Compared to the pollution load arising from desizing of eynthetic
size (CMC, PVA) the waste from starch desizing has maximum MI3
load and total solids.
&owing W - t e Water
In scouring, the natural impurities (wax, pectins, alcohols, e t c . )
as well as process impurities ( s i z e , dirt, o i l and greaae, etc.)
are removed from the fabric by hot alkaline detergents or soap
solutions. Scouring is accomplished by two methode, kier boiling
or open width scouring depending on the characteristics of the
fabric.
Caustic soda (NaOH) (1 to 8% of cloth weight) and soda ash
(Na2C03) (1 to 3%) are used in most scouring operations. Sodium
silicate is generally used in small doses (0.25 to 1%). Pine oil
soap to remove wax and fatty alcohol sulphate8 to aid in melting
are .also sometimes used in scouring. The waste is dark brown in
colour and exerts high BOD ie 30-35% of the total BOD load. The
contribution of grease and oil is approximately 67% of the total.
This is due to natural wax, oil and dirt present in cotton along
with other organic niaterials removed from cloth by alkali
digestion.
Merserizing Waste Water
The process enables increase in textile strength. surface lustre.
abrasion reBistance, reduction in potenthl, Eshrinkage and
___
3.6
increased affinity for dyestuffs.
by saturating:
cisustic sod8
mercerization.
alkaline, high
in BOD, around
the fabric with cold
Mercerization is accomplished
NaOH (15 to 30%). Generally,
is recovered and reused for ecouring or
Mercerizing wastes are low in volume, highly
low in inorganic solids and cauatic alkalinity and
100 m&l.
Bleaching Waste Water
Bleaching but
sodium hypochlorite , sodium chlorite and hydrogen peroxide are
more commonly used. The rinses from sodium hypochlorite bleaching
are usually neutral in pH, vary in BOD and contain considerable
of cotton cloth may be done with oxidizing apents.
amount of free residual chlorine. In the final rinse, H2SOq ac'id
or sodium bisulphite is used as an antichlor for the removal of
residual chlorine. In the case of sodium chlorite bleaching,
acetic acid is used as an antichlor.
H202 is generally used for continuous bleaching and ie employed
for processing the majority of cotton and cotton blended fabrics.
NaOH is used in the process for the removal of WBXBB and soaps.
Use of peroxide will reduce the pollution load leaving no residual
solids. The bleaching process contributes 5 to 10% BOD to the
total pollutional load.
of the
Process Waste Water
process contributes about 10-20% of the total volume. BOD
waste water is generally low but ita contribution m y be as
-
3.7
high as 3756 of the total BOD load in some mills. Waste waters may
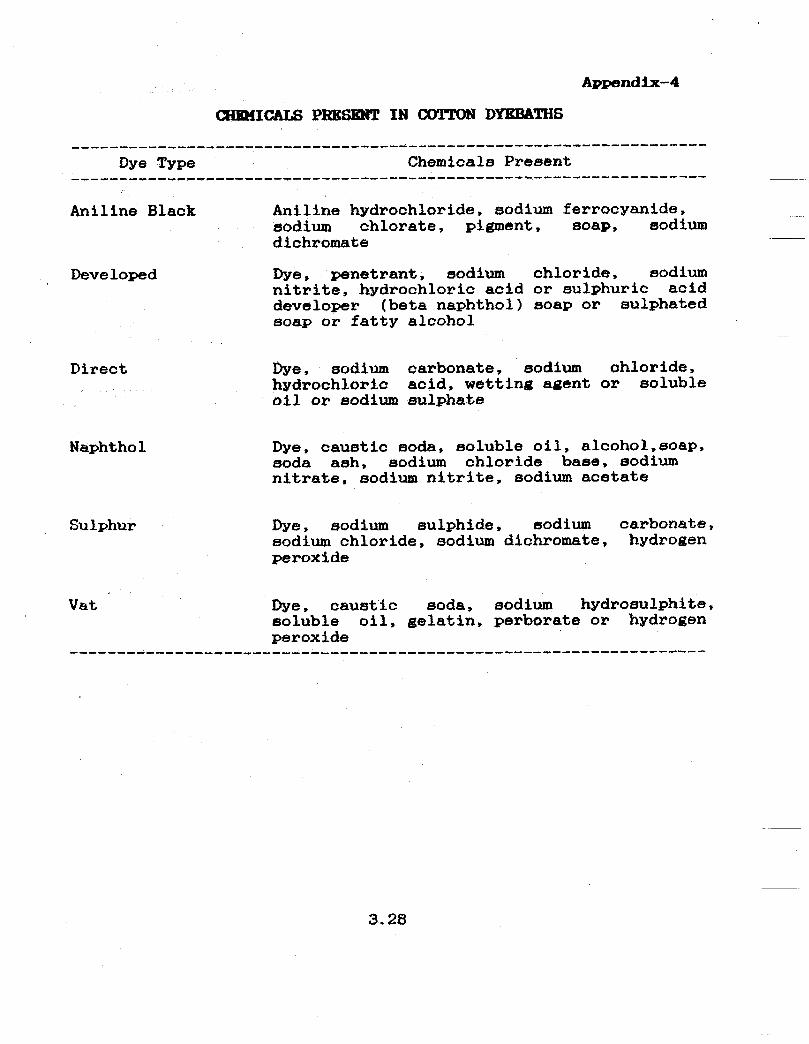
contain quantities of chromium if aniline or sulphur dyeing
methods are used. Appendix-4 presents a list of cotton dyes and
chemicals used in the dye baths.
Finishing Waste Water
Finishing covers the treatment of a fabric to give it a desired
etc. Starch, dextrin, wax, tallow, oil, clay, talc and other
weighting compounds are typical finishing compounds. In recent
years resins, cellulosic solutions, lacquers, sulphonated
compounds and quaternary ammonium salts have been used. Other
finishing processes, such as levelling off (hot detergsnte) to
produce a uniform appearance, softening (hot eoap) to produce a
soft feel and rust stain removal (oxalic acid and sodium acid
fluoride) to improve colour are also eometimes used.
Finishing waters are low in BOD and waete water volume is also
low.
Combined Waste Water Characteristicg
The combined waste water from a composite cotton textile mill
constitutes different waste waters as stated above. It contain6
large varieties of organic and inorganic chemicale such as dyes,
pigments, waxes, starch, dextrin, gum, ~ioeip, detergents, alkalies
eulphates, chlorides and heavy metal iona like chromium- The
waste water contains highly dissolved inorganic solids. It is
higiilr alkaline and has a high BOD and suspended solids. It is
3.8
also deficient in nitrogen and phosphorous and hence nutrient like
DAP (Diammoniurn phoglphate) has to be added for carrying out
biological treatment. Appendix-5 givee the BOD value8 of some of
the cotton textile wet procesees.
For Synthetic Textiles
Synthetic fibre8 are esaentially composed of pure chemical
compounds and hence have no natural impurities. Because of this,
only light scouring and bleaching is required to prepare the cloth
for dyeing. Fibres can be grouped into two claeehes, those which
are manufactured from cellulose like rayon or cellulo~e acetate
I
and those.produced synthetically from organic materials such as
nylon, polyester and acrylics. Processing of fibres and cloth is
readily done on the conventional machinery used for cotton-
Pollution from treatment of these fibres originate6 from the
varioue scouring and dyeing chemical8 used to process them. The
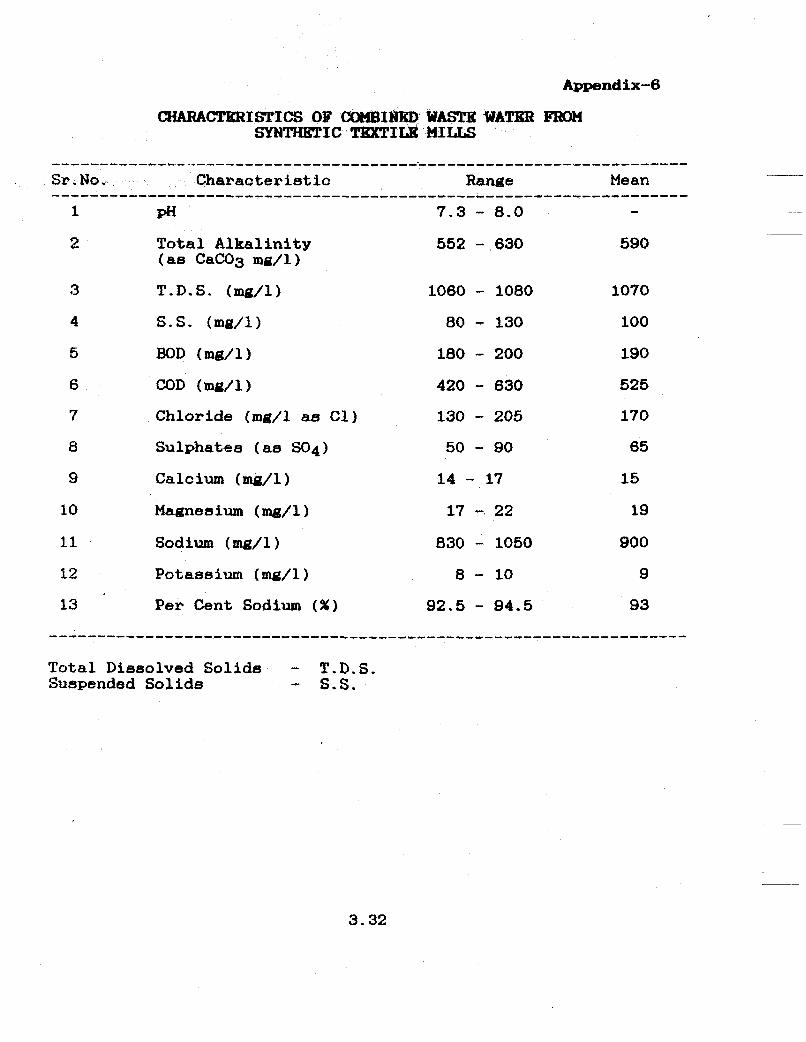
characteristics of the waste water from synthetic textile milla
are presented in Appendix-6. Despite the u8e of a higher
concentration of dyes and chemical8 in the synthetic cloth
processing, the waste water from such process houses is low in BOD
and solids concentration providing scope for inexpensive waate
water treatment and recycle syetemrs. .(,
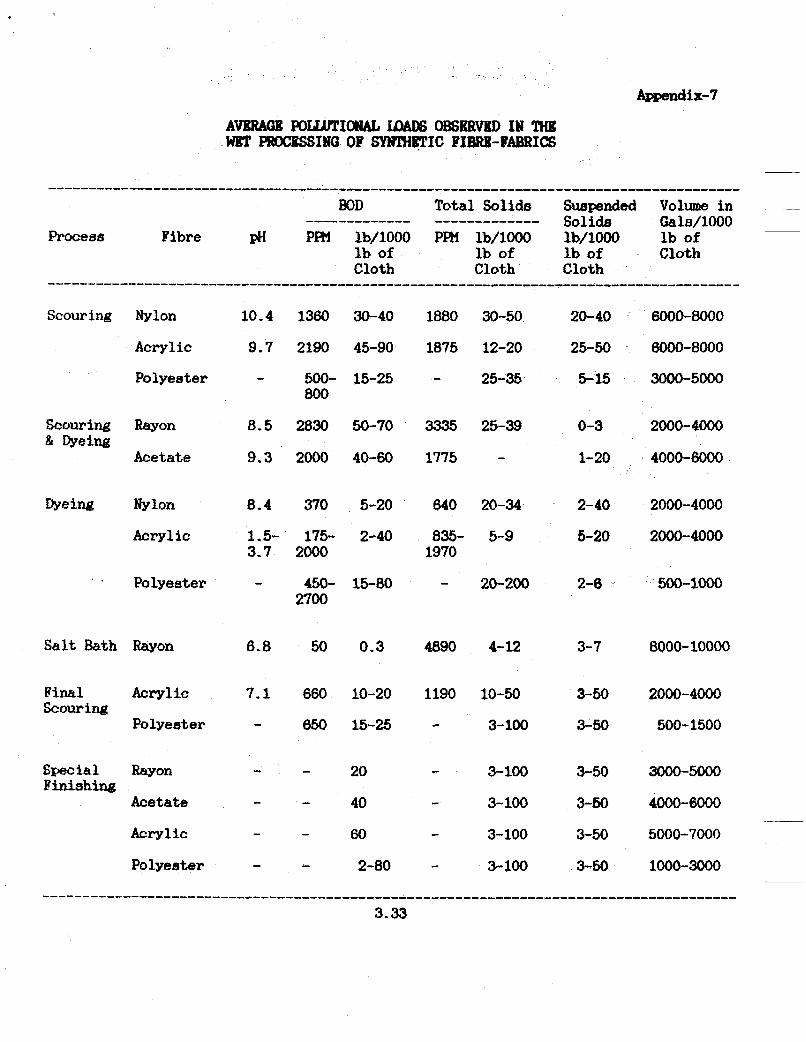
The Average Pollutional Loads observed in the wet processing of
eynthetic fibre-fabrics is given in Appendix-7.
3.9
, /'
In-Plant Control
Source reduction should be every mill's first line of defence
against pollution, with resultant improvements in quality and
safety. It is usually accomplished by the following different
techniques.
Conservation of Water
Comparison of actual water consumption data with target figures
indicates the magnitude of savings that may be achieved simply by
using less water and without changing machines or processing
'I procedures in any way. Saving of this nature are likely to be
m o r e available in washing operations than in chemical baths.
Typical water conservation measures are given below :
0 Reduced water consumption in washing machines by reducing the
rate of flow of water and/or throttle the water supply in
such washing machines.
0 Counter-current flow of washing in mercerizing both for
washing with and without neutralizing on the range and for
soaping.
0 Collection and reuse of eteam condensate in boiler feed
water - 0 Reuse of condensate from caustic soda recovery plant in
washing of mercerized goods. ~
0 In mercerizing operation, use of recuperator, high
temperature for washing and increasing the force of washing
would lead to reduced water consumption.
3.10
0
0
0
0
0
0
0
0
The
In jigger dyeing, static washes in place of running water
washes ehould be employed-
A s far as possible, resort to.padding methode of dyein
thereby obviating the neceasity of pretreatments.
oling water flow, then segregate/recover.
Turn off cooling water on unused machines.
Use automatic shut off valves/interlocke on hoses.
Use flow restriction in hoses.
Good housekeeping (reduces clean-up water).
Avoid exceasive water for equipment cleaning.
other water conservation mea~urcs will be covered in detail in
1 ,
another paper.
i Prtnzem WiNcatfontz
Alteration of processes and material flow procedures is another
way of reducing the water consumption and also to eliminate
unnecesaary wastes. Continuous operations require a Bmaller
space, use less water and procees chemicals. Combination of
separate processes like scouring and dyeing in the finishing of
synthetic fibres and the desizing and scouring of cotton fibres is
advantageous. Another method of procese modification ie to
substitute standing baths and rinses for running ones, thus
conserving water and concentrating the waste load in the bottom of
the process unit, Inetead of discharging the effluent, it can be
stored in a storage tank and reused in the make-up of the next
similar bath. In addition to this modification. heat exchangere
3.11
can be used to transfer the high temperature of s o m e effluents t o
incoming process water thereby not only reducing water heating
costs but also minimizing the possibility of thermal pollution.
SubstJtution of chemicals
The BOD load of a mill can be reduced by substituting low BOD
procese chemicals for those having high BOD values. Three
classical examples of process chemical substitution exist in the
textile industry viz. the substitution of CMC and PVA (synthetic
eize) for starch (50% BOD) in the eizing of cloth, use of mineral
acids (0% BOD) for acetic acid (33-62% BOD) and low BOD
biodegradable synthetic detergents for soaps (140% EPoD) ie
biodegradable synthetic detergent of the linear alkylate
sulphonate type, commonly known ats LAS. These compounda are
converted to new biological cell tissues by aerobic oxidation and
can be removed from the effluent by settling tanke. The
additional BOD exerted by using biodegradable detergents ie only
5% in excess to the BOD exerted by the non-biodegradable synthetic
detergents.
Recovery of &y-produets
The effluent load can be considerably reduced if some of the
polluting chemicals present in the effluent can be recovered e . g .
recovery of caustic from the mercerization waste. Of the various
dyes used in the dyeing operation, vat and indigo dyes are
consumed to a large extent. About 65-8556 of vat dye ie picked by
the fabric and the rest goes as waste, The waste liquor
3.12
.containing this dye can be segregated from the other dye house
effluents for the recovery of the dyes.
Housekeeping is another important issue. Disorderly chemical mix
areas, drug room8 and colour kitchene where spilled chemical8 and
colour are waahed down the drains with water, hosee are major
contributore to pollution from many mills. Often, hosee are left
perpetually running in these areae, resulting in water WaOtetsl to
the tune of thousands of gallons every day. Simple teChniQUs8
relating to manual handling euch as using separate dipper6 and
buckets for each chemical to reduce chemical 1080 through rinsing
give major reductions. Screen cleaners, drum washers, tanker
trucks washing can a180 be major problem areas. Many times
syillagee, leakages of raw materials into the main drain can
contribute substantially to the pollution load of the effluente,
e-g: leakages in caustic recovery evaporator sycltem are eometimee
so major, as to increase the caustic alkalinity of the composite
effluents considerably.
Sbmgation
Segregation of certain waate water stream for separate treatment
‘is often advantageous to reduce the concentration of a sptscific
pollutant before combinina with the rest of the streamsp e=g=,
kier wastes cauee problem8 in the biological treatment because of
its high temperature,pH and alkalinity. It is extremely difficult
to acclimatize the micro-organitsma employed in biological
3.13
treatment for reducing the BOD load of the waste, even after
mixing with domestic sewage.
A common method is to hold kier discharge after every batch into a
holding tank and discharge a small proportion of it at fixed
intervals into the composite waste during treatment so as to be
harmless to the micro-organisms. Such wastee can be segrelpated
from the other wastes and can be held in tanks from where it can
be continuously discharged in such a small amount, a8 not to cauet
any problems in the subsequent treatment processes. Similarly,
dye liquors can be separately treated by coagulants and oxidizing
agents .
EXfluent Treatment
When all means of reduction of quality and quantity of effluent
are adopted then the effluent can be treated for either disposal
or reuee,
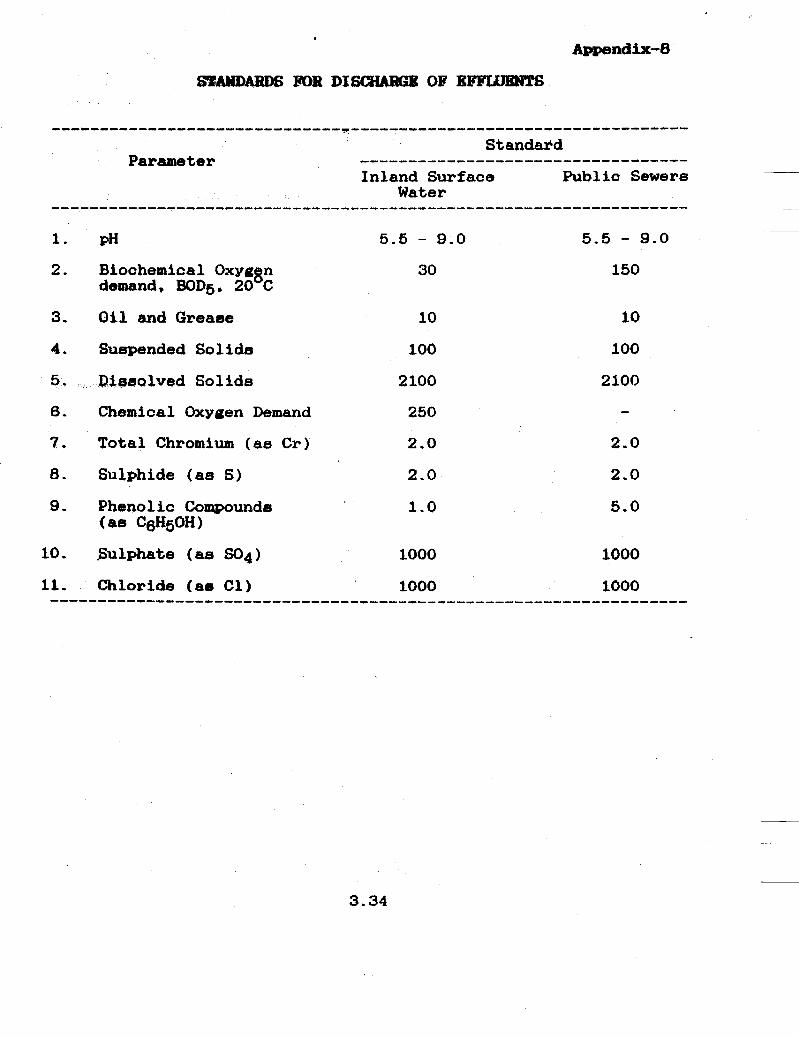
For disposal, effluent should meet the different standards
depending upon its discharge into :
0 Inland surface waters (IS:2490)
0 Municipal sewers (IS3333071
0 Irrigation (IS:3308)
0 Marine coastal area (IS:7968)
The standards for discharge of effluents are given in Appendix-8
whereas the terms involved are defined in Appendix-9.
3.14
Several methods are available for the treatment of waste water
from the textile mille. The choioe of the method8 will differ
from plant to plant and the method or combination of methods beet
suited for a particular waste ie governsd by the following
factors :
0 Quantity of effluent to be diecharged
0 Processes employed in the mills
0 Type of receiving bodies 8.g. public m~werm or river or
irrigation land, etc.
R.eatment k t h o d s
Conventional treatment of textile effluents are a8 follow0 :
0 Egualisation
0 Neutralisation
0 Proportioning
0 Colour removal and
0 Reduction of organic matter
Due to constant fluctuation8 in quality and Quantity, textile
effluents need to be treated in two stagers.
The first stage covers e~ualieation, neutralisation, proportioning
end colour removal. The aecond atage will include BODICOD
reduction by biological treatment. Since biological treatment ie
senaitive, it is eserential to equaliee effluent and make it
uniform before it is admitted for treatment wherever water ie to
be ueed for procees; it is eeeential to FOIIIOVB) dirsolved solids
3.15
which are not treated in the firat two stages. Hence tertiary
treatment is used.
First Stage Treatment (Primary Treatment)
This will comprise
- Equalisation tank
Equalisation of the waste water is an eseential first step in
treatment of textile wastes because of variation in flow and
characteristics of different streams. The treatment processee,
operate well at the conditions of constant flow and
characteristics of the flow. Normally, the tank is designed to
hold the effluent f o r a period of eight hours.
- Neutralisation
This is done to provide a pH range conducive for the metabolic
activities of the micro-organisms. Lime or hydrochloric acid is
generally used for neutralisation.
- Chemical Coagulation
Chemical coagulation is one of the effective methods for the
removal of suspended colloidal impurities. It also removes colour
and BOD from the textile wastes. The chemicals used for
coagulation include lime, alum, and iron sslts. A typical
chemical coagulation process consists of chemical dosing, mixing,
flocculation and solids separation.. In the mixing, the coagulants
are dispersed thoroughly in the waste water. In flocculation, the
particle size increases due to the agglomeration of the colloidal
material and settles faster. Sedimentation or air flotation
3.16
process is used to separate the solids from the waste water. At
this stage, the sludge produced needs tu be removed and dried out
either on aand beds or mechanically by vacuum filtration or
pressure filtration.
Second Stage (Secondary Treatment)
Textile wastes contain inadequate amounts of nitrogen and
phosphorus apart from carbon required for biological treatment.
$he waste water after proper pretreatment can be effectively
subjected to biological treatment fo r the removal of organic
matters contributing to CUD and BOD. Both trickling filter and
activated sludge process can be employed for the treatment.
Presently, activated eludge process is widely used , fo r the
biolugical treatment of low and medium etrength waetes. Thie
system has an advantage of flexibility and if operated properly
can give a BOD reduction upto 95%. In this systems the micro-
organisms in the waste water are kept in suepension for the
requiri3d period and allowed to settle to separate the solids
formed due to biological activity. The activated sludge process
consists of an aeration tank equipped with surface aerators. The
aerated liquid is then transferred to a clarifier f o r settlement
of sludge. The sludge is recycled back to aeration tank by means
of pumpf;, whereas clear liquid from clarifier is dirposed.
Aeration tank capacity can vary from 12 to 48 hr depending upon
strength of waste, whereas clarifiers hold settled waste for two
hr. Though activated sludge is a compact, reliable and Consistent
3.17
process,
provided for.
Third Stage (Tertiary Treatment)
The first and second stages have the objective to reduce pH.
euspended solids, colour, BOD and COD. However, these steps do
not alter the dissolved mineral constituente. If treated waete is
it requires high p o w e r which needs to be considered and
to be used for process, it is necessary to give separate treatment
in the degree desired. For process r e u ~ e of textile effluent, it
is necessary to use demineraliaation proceee in combination with
reverse osmosis plant. Precaution should be taken to reduce all
suspended solid8 and BOD/COD before effluent is subjected to the
tertiary treatment,
AIR POLIUTIOW
Textile Industry by the nature of ita operation8 is not a major
sourqe of air pollution. Apart from boiler emissions, other
emissions from textile processing units are (1) oil and acid,
mists, (2) solvent vapours, (3) dust and lint and ( 4 ) odours.
Sources of Air Pollution in a Textile Mi11
D Oil mists are produced when textile materials containing
oils, plasticizers and other materials that can volatilize or
be thermally degraded into volatile substances are subjected
to heat. The most common source
industry is the tenter frame- ,
of oil mists in the textile
3.18
Acid mists are produced during the carbonizing of wool and
during some types of epray dyeing and acetic acid miet
dyeing -
0 Organic solvent vapoure are releaaed during and after all
solvent processing operations. The most common use of
solvent processing is the use of chlorinated hydrocarbons for
dry cleaning.
0 Dust and lint fly are produced in large quantity by the
processing of natural fibres and synthetic polyeetsr fibre8
during spinning and by napping and carpet shearing.
0 Odours are often associated with oil mifate or solvent
vapours. The most common source i e the aqueous polyester
dyeing and processes eubsequent to it. Resin finiehing also
produces odours, chiefly of formaldehyde. Other eources of
odour are sulphur dyeing on cotton and cotton blends;
reducing or stripping dyes with hydroeulphite, bonding,
laminating, back coating and bleaching with chlorine dioxide.
0 Chimney gasers of boilers on combustion of fuels like coal,
oil, natural gas, etc. emit pollutants which are mainly the
particulate matter and mlphur dioxide. Thi0 can be reduced
by the use of LSHS oil instead of furnace o i l due to its low
sulphur content,
3.19
Instrum&nts Required for Air Quality Mnitoring
0 Stack-Monitoring Kit
0 High Volume Sampler
0 Hand-held Anemometer
0 Wind-vane Meter
o Whirling Hygrometer
0 Temperature Meter
BASIC AIR POWION CONTROL E Q U I ~ S
0 Incineration
- Open Flame
- Direct Fume
- Catalytic Oxidation u
0 Dry Collectors
- Cyclone Separator
- Filters
Bag House
Mist Eliminator
High Velocity Fibre Mat
- Electrostatic Precipitator
- Absorption
0 Scrubbers
- Packed Tower
- Plate Column
3-20
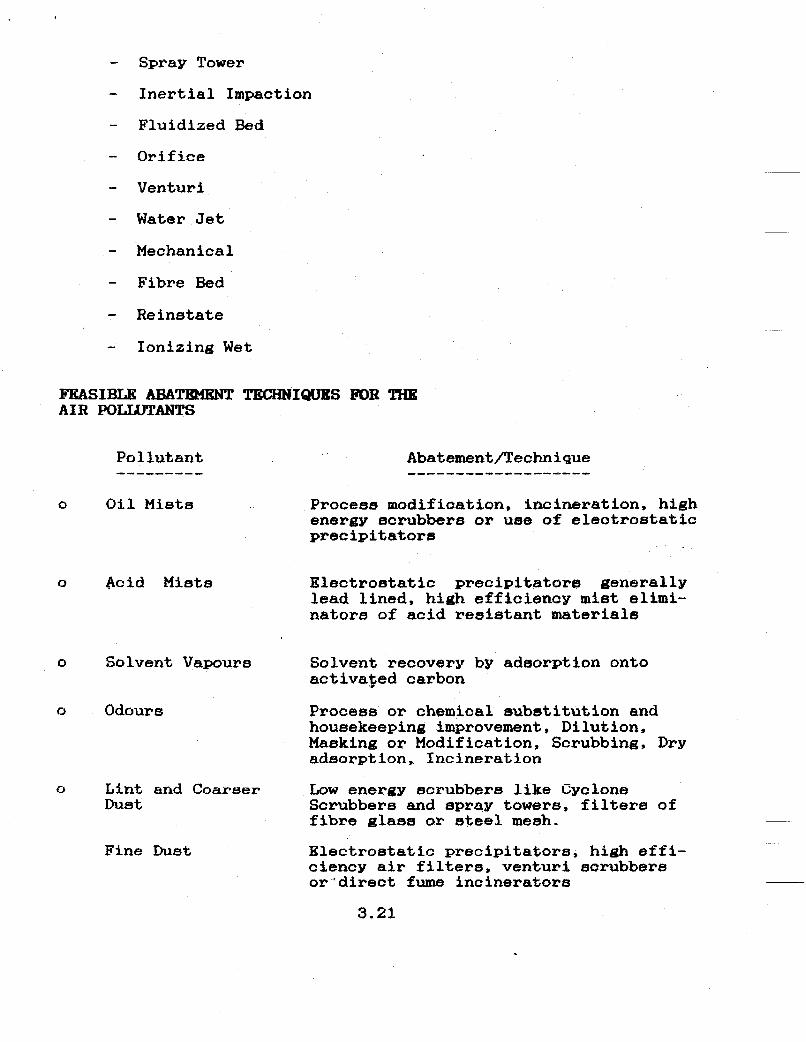
- Spray Tower
- Inertial Impaction
- Fluidized Bed
- Orifice
- Venturi
- Water Jet
- Mechanical
- Fibre Bed
- Reinstate
- Ionizing Wet
FEASIBLE ABATEMENT TECHNIQUES FOR THl$ AIR POLLUTANTS
Po 1 lutant --------- 0 Oil Mists
AbatemenWTechnique ------------------- Process modification, incineration, high energy scrubbers or use of eleotrostatic precipitators
Electrostatic precipitatore generally lead lined, high efficiency mist elimi- nators of acid reaistant materials
o Solvent Vapours Solvent recovery by adeorption onto activased carbon
0 Odours Process or chemical substitution and housekeeping improvement, Dilution, Masking or Modification, Scrubbing, Dry adsorption, Incineration
0 Lint and Coarser Low energy scrubbers iike Cyclone Duet Scrubbers and eprqy towere, filters of
fibre glasrs or steel me&.
Fine Dust Electrostatic precipitators, high effi- ciency air filters, venturi scrubbers or'direct fume incinerators
3.21
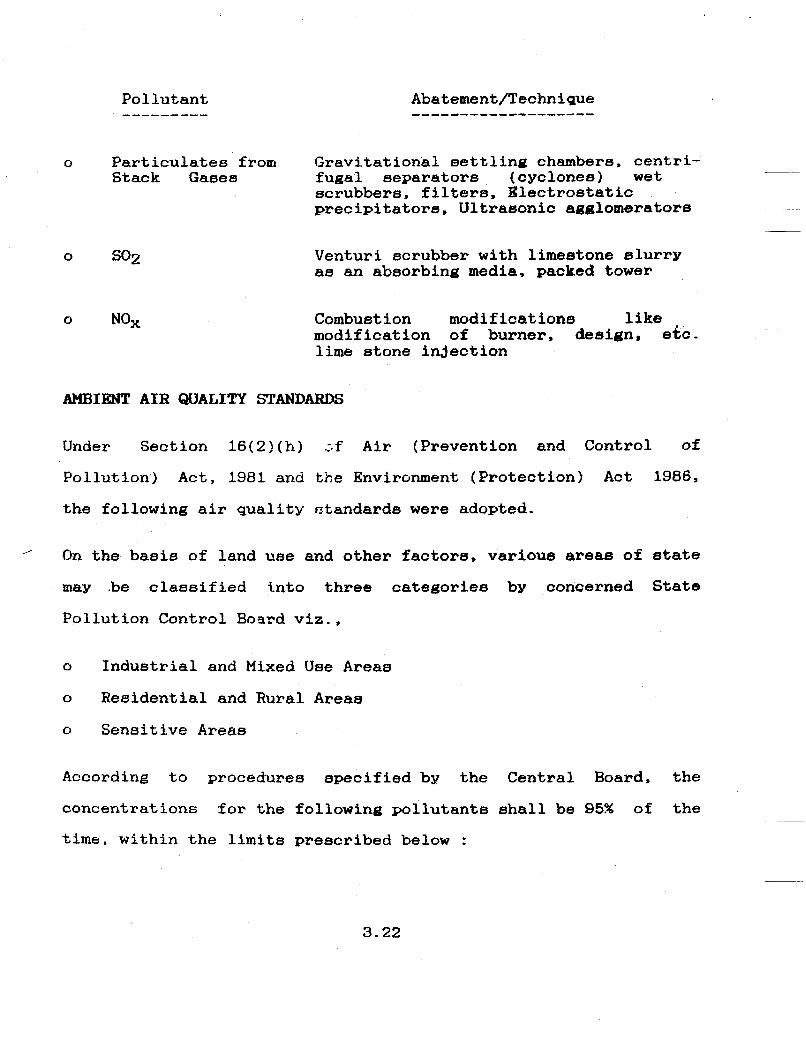
AbatementlTechnique -------------------
0 Particulates from Gravitational settling chambers, centri- Stack Gases fuga1 separators (cyclonee) wet
scrubbers, filters, Electrostatic precipitatore, Ultrasonic amlomeratore
Venturi scrubber with limeetone slurry as an absorbing media, packed tower
Combustion modifications like modification of burner, design, etc. lime stone injection
AHBIENT AIR QUALITY STANDARDS
{Jnder Section 16(2)(h) .r.f Air (Prevention and Control of
Pollution) Act, 1981 and the Environment (Protection) Act 1986,
the following air quality ctandarda were adopted.
’ On the basis of land use and other factors, various areas of state
may .be classified tnto three categories by concerned State
Pollution Control Bosrd viz.,
o Industrial and Mixed Use Areas
o Residential and Rural Areas
CJ Sensitive Areas
According to procedures specified by the Central Board, the
concentrations for the following pollutants shall be 95% of the
time, within the limits prescribed below :
3-22
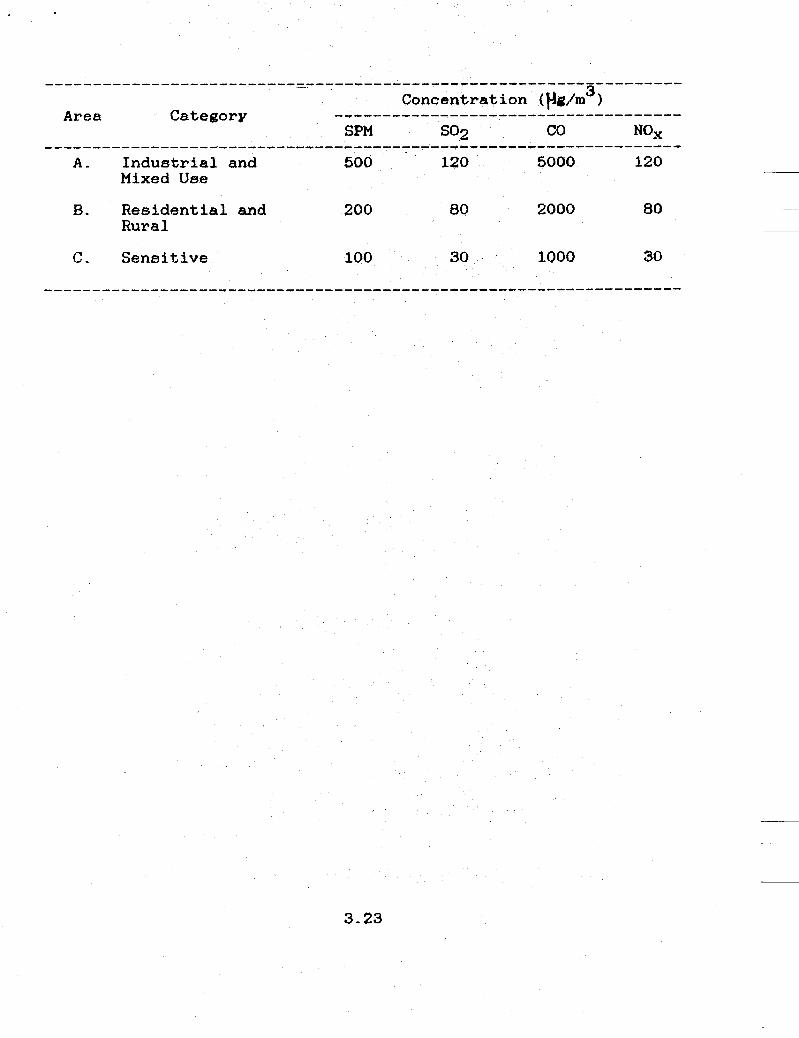
A. Indus tr ia l and Mixed Use
B, Residential and Rural
5QQ 120
200 80
5000 120
2000 80
C. Sensitive 100 30 1000 30
3-23
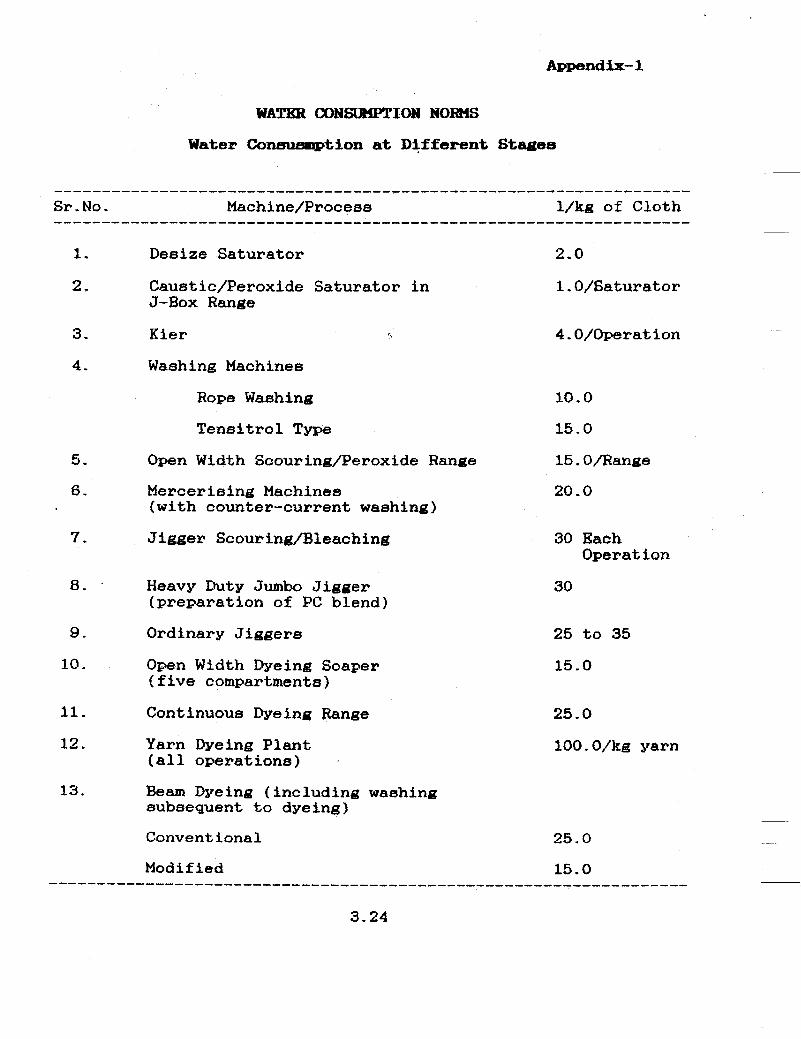
Appendix-1
WATER CONGUHPTION N O M
Water Conmmmption at Different Stages
1.
2.
3.
4.
5.
6.
7.
8 . ’
9.
10.
11 .. 12.
13.
Desize Saturator
Caustic/Peroxide Saturator in J-Box Range
Kier
Washing Machines
Rope Washing
Tensitrol Type
Open Width Scouring/Peroxide Range
Mercerising Machines (with counter-current washing)
Jigger Scouring/Bleaching
Heavy Duty Jumbo Jigger (preparation of PC blend)
Ordinary Jiggers
Open Width Dyeing Soaper (five compartments)
Continuous Dyeing Range
Yarn Dyeing Plant (all operations)
Beam Dyeing (including washing subsequent to dyeing)
Conventional
Modified
2.0
l,O/Saturator
10.0
15.0
15.Onange
20.0
30 Each Operat ion
30
2s to 35
15.0
25.0
l O O . O / k g yarn
25.0
15.0
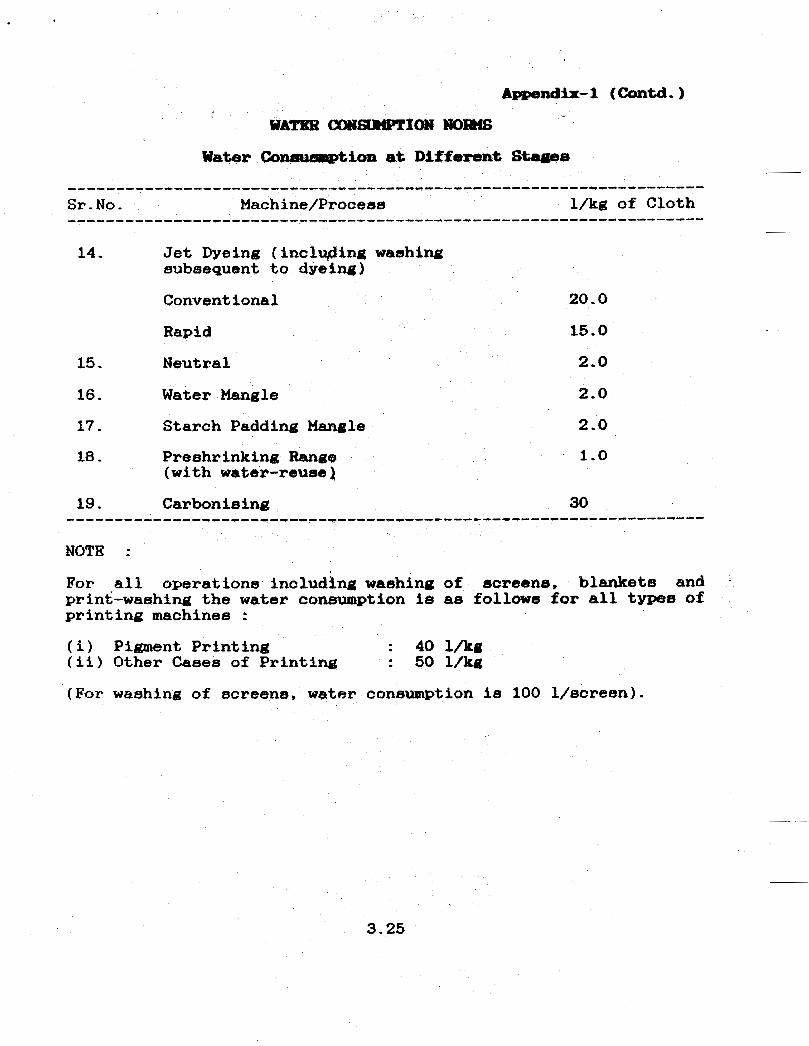
14. Jet Dyeing (inclqding washing SUb88QU6mt to dyeing)
Conventional 20.0
Rapid 15-0
15 - Neutral 2.0
16. Water Mangle 2.0
17 - Starch Padding Mangle 2.0
18 - Preshrinking Range 1.0 (with water-reuse)
19. Carbon ising 30 .................................................................. NOTE :
For all operations. includina waehing of dcreena, blanket6 and I
print-washing the water coneumption is as follow8 f o r all type8 Of printing machinee :
(i) Pigment Printing : 40 lJkg (ii) Other Cases of Printing : 50 llkg
(For washing of ecreene), water consumption i e , 100 1/8t").
3-25
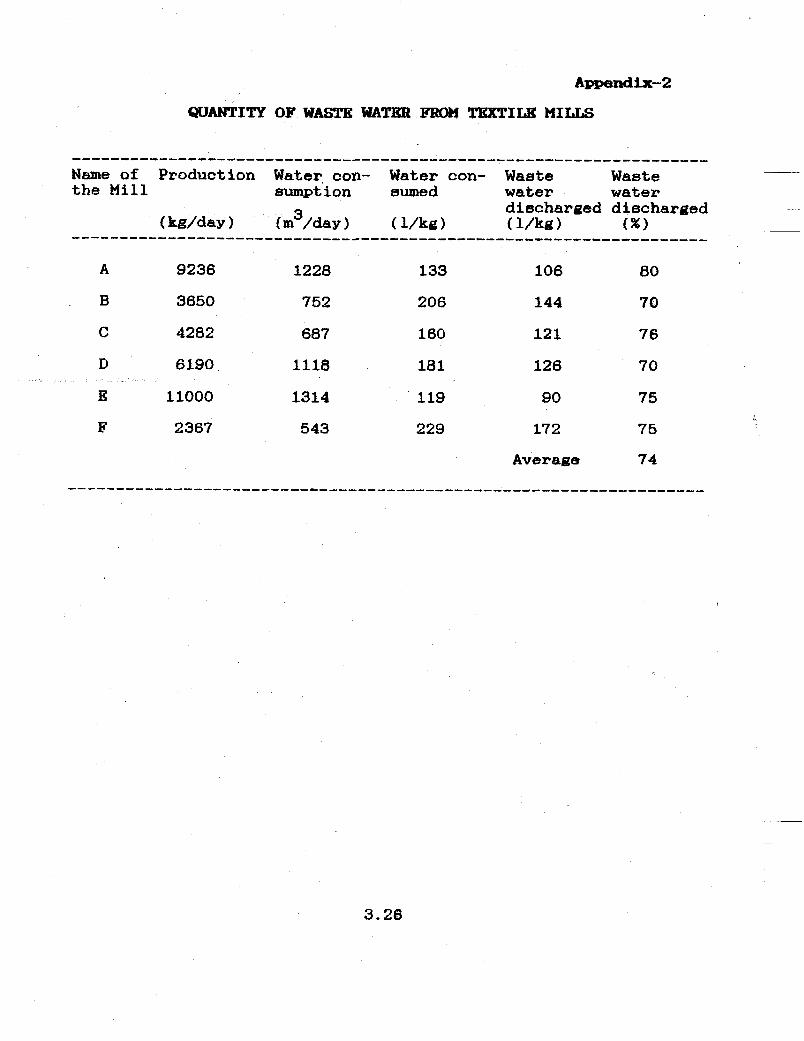
Appendix -2
QUANTITY OF WAsrrC WATER PROn TEXTILE XILLS
B 3650 752 206 144 70
c 4282 687 160 121 76
D 6190 1118 181 126 70
E 11000 1314 119 90 75
F 2367 543 229 17 2 75
Average 74
3.26
Appendix-3
B 4282 3.00 15.80 9-00 2.00
C 2367.36 2.62 14.33 8.56 2.40
D 6190 5-47 42.12 22 - 50 2.50
E 3650 4.10 61.85 18.65 3.39
F 423 19.86 53.57 42-99 1.52
Appendix-4
CHEHICALG PREGENT IN COTTON DYRBATHS
Aniline Black Aniline hydrochloride, sodium ferrocyanide, sodium chlorate, pigment, soap, sodium dichromate
Developed
Direct
Naphthol
Sulphur
Dye, penetrant, sodium chloride, sodium nitrite, hydrochloric acid or sulghuric acid developer (beta naphthol) soap or Esulphated soap or fatty alcohol
Dye, sodium carbonate, erodium ohloride, hydrochloric acid, wetting agent or soluble oil or sodium sulphate
Dye. caustic soda, soluble oil, alcohol,soap, soda ash, sodium chloride bam, sodium nitrate. sodium nitrite, sodium acetate
Dye, sodium tsulphide, sodium carbonate, sodium chloride, sodium dichromate, hydrogen peroxide
3.20
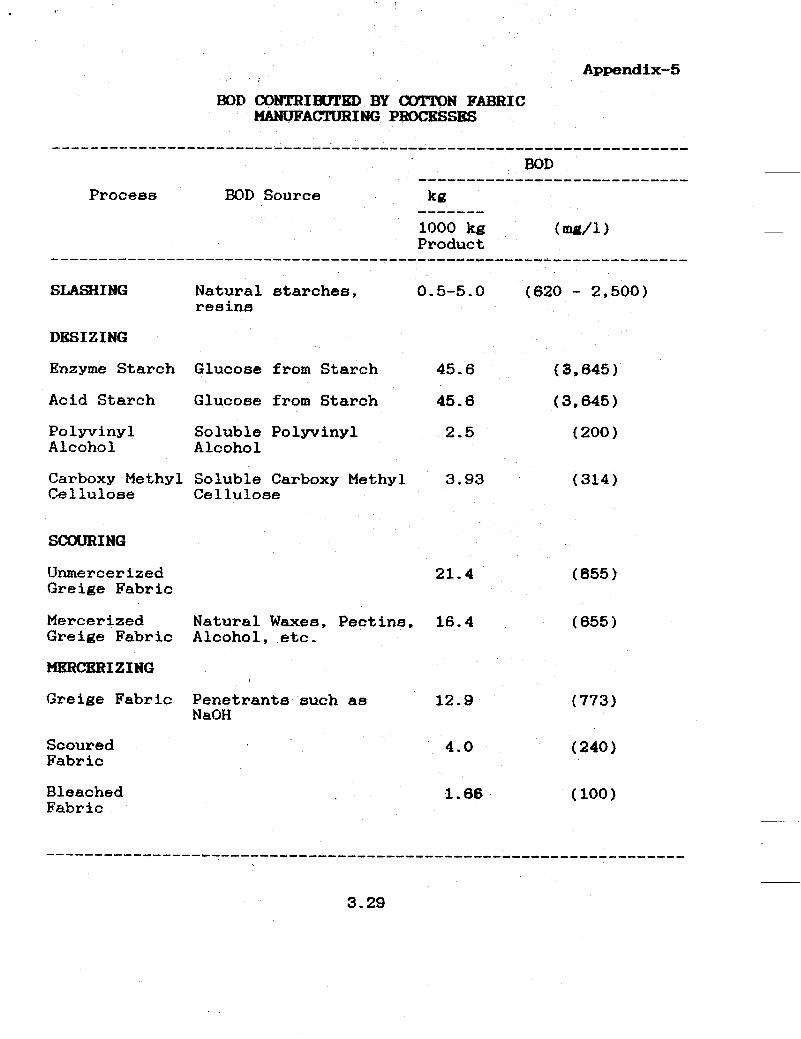
Appendix-5
DESIZING
Enzyme Starch Glucose from Starch 45-6 ( 8,645 1
Acid Starch Glucose from Starch 45.6 ( 3,645 )
Polyvinyl Soluble Polyvinyl 2.5 ( 200 1 Alcohol Alcohol
Carboxy Methyl Soluble Carboxy Methyl 3.93 (314 1 -1 lulose Cellulose
SCOURING
Unmercerized Cre ige Fabric
21.4
Mercerized Natural Waxes, Pectins, 16.4 ( 655 1 Creige Fabric Alcohol, etc-
MERCERIZING
Greige Fabric Penetrants such as 12.9 (773) NaOH
Scoured Fabric
Bleached Fabric
1.66 ( 100 1
3.29
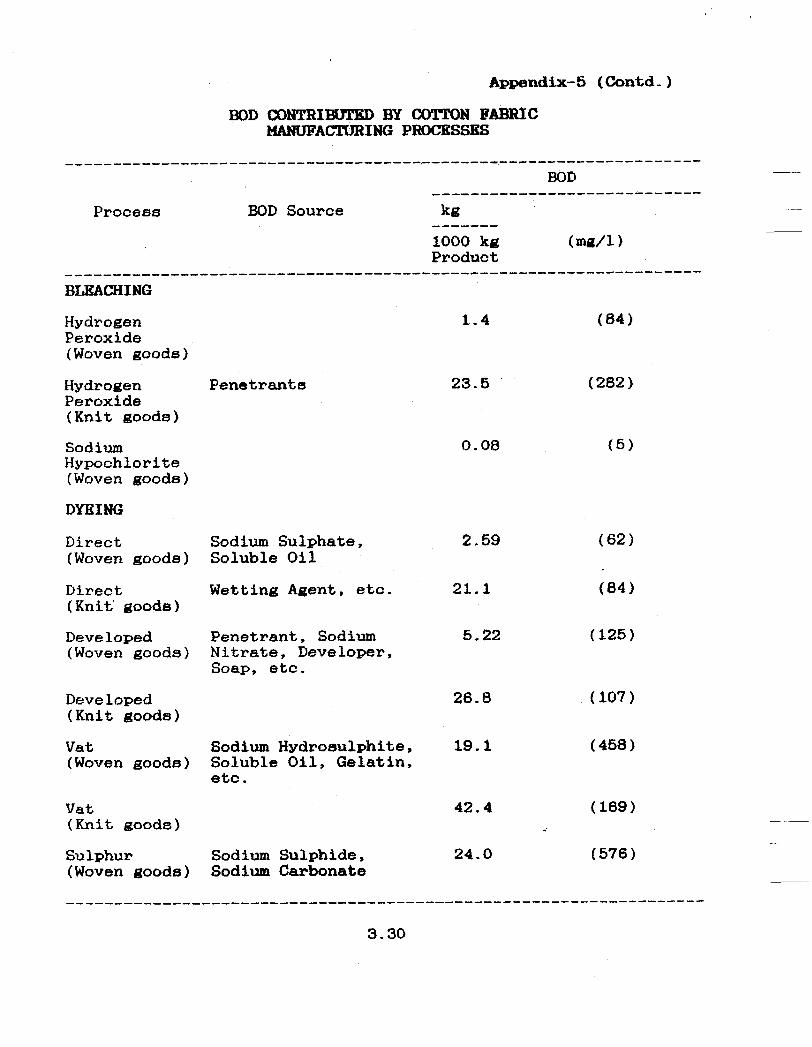
BOD CONTRIBUTRD BY CMTON FABRIC MA"ACPUR1NG PROCESSES
BLEACHING
Hydrogen Peroxide (Woven goods)
Hydrogen Peroxide (Knit goods)
Sodium Hypochlorite (Woven goods)
DYEING
Direct (Woven goods)
Direct (Knit' goods)
Developed (Woven goods)
Developed (Knit goods)
Vat (Woven goods)
Vat (Knit goods)
Sulphur (Woven goods)
1.4 ( 8 4 )
Penetrants 23.6 (282 1
0.08 (5)
Sodium Sulphate, 2.59 (62) Soluble Oil
Wetting Agent, etc. 21.1 ( 8 4 )
Penetrant, Sodium 5.22 (125) Nitrate, Developer, Soap, etc.
26.8 ( 107 1
Sodium Hydroeulphite, 19.1 ( 458 ) Soluble Oil, Gelatin, etc.
42.4 (169)
Sodium Sulphide, 24.0 ( 5 7 6 ) Sodium Carbonate
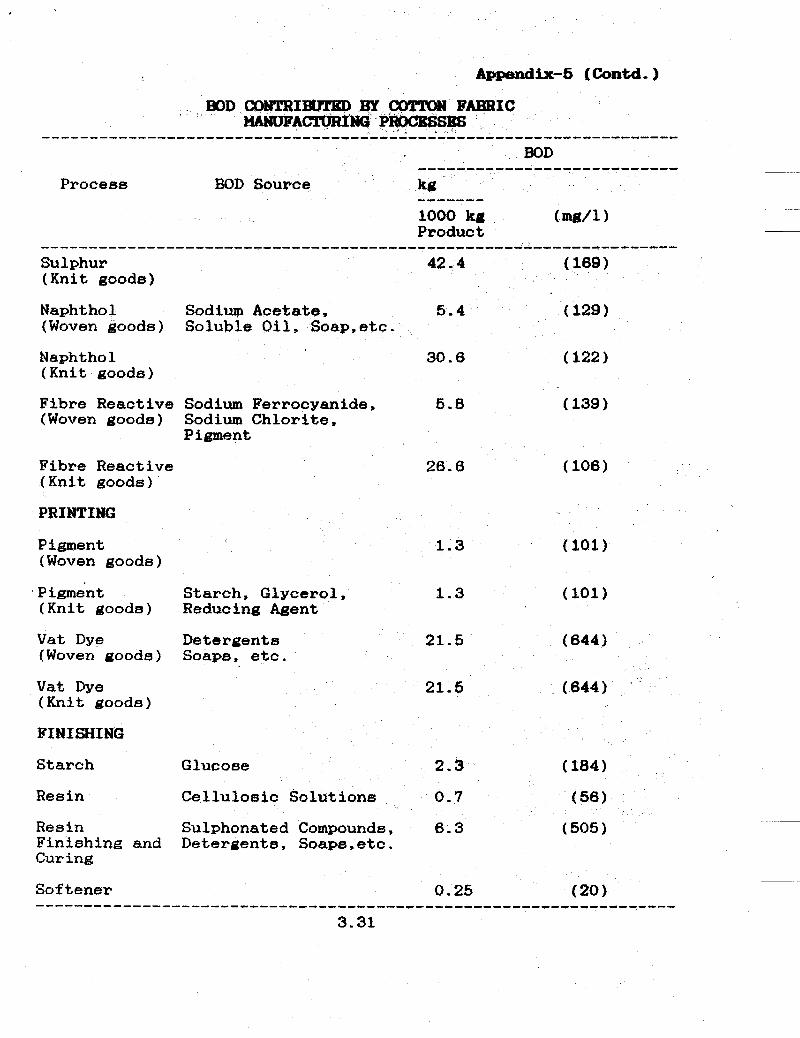
Appendix-5 (Contd. )
Naphthol (Knit goods)
30.6
Fibre Reactive Sodium Ferrocyanide, 6.8 (139) (Woven goods) Sodium Chlorite,
PigJnant
Fibre React ivs (Knit goods)
26.6
PRINTING
Pigment 1.3 ( 101) (Woven goods)
P igme'nt Starch, Glycerol. 1-3 ( 101 1 (Knit goods) Reducing Agent
Vat Dye Detergents 21-5 ( 644 1 (Woven goods) Soager, etc.
Vat Dye 21.5 (8441 '
(Knit goods)
FINISHING
Starch Glucose 2.3 (184)
Resin Cellulosic Solutions 0 .7 (56)
Resin Sulphonated Compounds, Finishing and Detergents, Soape.etc. Curing
Softener 0.25
Appendix-6
tXAFlACl!ERIS!F3CS OF CYMBINgD WAsllE WATBR FROM SYNTHETIC T&XTILB M I U S
2 Total Alkalinity (ae Cam3 mg/l)
552 - .630 590
1070 3 T . D . S . (mg/l) 1060 - 1080 4 S.S. (mu/l) 80 - 130 100
5 BOD tw/l) 180 - 200 190
6 COD (me/l) 420 - 630 525
7 Chloride (mg/l aa C1) 130 - 205 170
0 Sulphate8 (as SO4) 50 - 90 65
9 Calcium (w/l) 14 - 17 15
10 Magnesium (mg/l) 17 - 22 19
11 Sodium (me/l)
12 Potassium (mg/l)
830 - 1050 900
8 - 10 9
13 Per Cent Sodium ( % ) 92.5 - 94.5 93
Total Dieeolved Solids - T . D . S . Sutspended Solids - S.S.
3.32
Appendix-7
AvBRAaE lpoLwTIONAL KMDS OBSERVED I I THE WFP PROCBSSING OF mJTHBTIC FIBRE-PABRICS
Scouring Nylon 10.4 1360 30-40 1880 30-50 20-40 6000-8000
Acrylic 9.7 2190 45-90 1875 12-20 25-50 6000-8000
Polyester - 500- 15-25 - 25-35 5- 15 3000-5000 800
Scouring Rayon 8.5 2830 50-70 3335 25-39 0-3 2000-4OOQ 8! DysingE
Acetate 9.3 2000 40-60 1775 - 1-20 4000-6000
Dyeingl Nylon 8.4 370 5-20 640 20-34 2-40 2000-4000
Acrylic 1.5- 175- 2-40 835- 5-9 5-20 2000-4000 3.7 ZOO0 1970
Polyester - 450- 15-80 - 20-200 2-6 500-1OOO 2700
Sal t Bath Rayon 6.8 50 0.3 4890 4-12 3-7 8000-10000
V i n a l Acrylic 7.1 660 10-20 1190 10-50 3-50 2000-4000
Po lyest er - 650 15-25 .,. 3- 100 3-50 500- 1500 Scouring
Special Rayon - - 20 - 3-100 3-50 3000-5000 Finishing
Acetate - - 40 I 3-100 3-50 4000-6000
Acrylic - - 60 - 3-100 3-50 5000-7000
Polyester - - 2-80 - 3- 100 3-50 1000-3000
SlWWUUE ITOR DISCHARGE OF
- 1. pH 5.5 - 9-0 5.5 - 9.0
2. Biochemical Oxyggn demand, BODg, 20 C
30 150
3, O i l and Grtsatue 10 10
4. Suspended Solids 100 100
5. Dissolved S o l i d s 2 100 2100
8 - Chemical Oxygen Demand 250 - 7. Total Chromium (aa Cr) 2.0 2.0
8 . Sulphide (ae S) 2.0 2.0
9- Phenolic Compounds (as CgH50H)
1.0 5.0
10. Sulphate (as SO41 1000 1000
3.34
DEFINITIONS OF SOME SIGNIFICllliJT POLLVTION PARAMBTERS -~
A. BiMlrhePical Oxygen Depend (BOD)
It is defined as the amount of oxygen required by bacteria
for stabilizing the decomposable organic matter under aerobic
conditions, The BOD test is widely used to determine the
pollutional strength of domestic and industrial wastes in
temns of oxygen that they will require if discharged into
natural water-sources in which aerobic conditions exist.
B. Chemical Oxygen Demand (COD)
The COD determination is a mea~ure of the oxygen equivalent
of that portion of organic matter that is euaceptible to
oxidation by an oxidant. It alao include8 any oxidizale
inorganic eubstances like ferrous sulphate. The COD of a
waate ie generally higher than the BOD because more compounder
.can be chemically oxidized than can be biologically oxidieed.
COD and BOD of textile wastes are correlated.
C. Total Solida. Suspended and Dissolved Solide and Settleable Solids
Matter that remains as residue upon evaporation and drying at
103 to 105OC is termed as solids. Total solidls represent
only those materials in a sample that have a negligible
vapour pressure at 105OC. Ignition of the total solids at
6OO0C removes organic matter leaving behind fixed ( inorganic )
3-35
solids, while loss of weight is interpreted in terms of
volatile (organic) solids. The euapended solid8 are obtained
by filtering the sample thr0ugh.a fine filter and weighing
the dried material on the filter. The dissolved and
colloidal eolide are obtained by evaporating the filtered
ample of water and weighing the residue.
3.36
BIBLIOGRAPHY
1- Environmental Pollution Control - Textile Processing Indwtry - USDC (October, 1978).
2. Industrial Safety and Pollution Control Handbook
- A Joint Publication of National Safety Council,
3, Pollution Control in Textile and Allied Induetries
- S . R . Bhatt, K. Subramanyam and K,R. Swami.
ssm/ P3
3.87