Embed Size (px)
Citation preview
A biorefinery for the conversion of glycerol to value added products
Mhairi McIntyre WorkmanDepartment of Systems Biology, Technical
University of Denmark

GLYFINERY partnersDept. Systems Biology, DTUBioGasol ApS, DenmarkA&A Biotechnology, PolandMEROCO, SlovakiaThe Institute for Energy and Environmental Research, GermanyProChimia Surfaces, Poland
Project period: March 2008 – February 2012
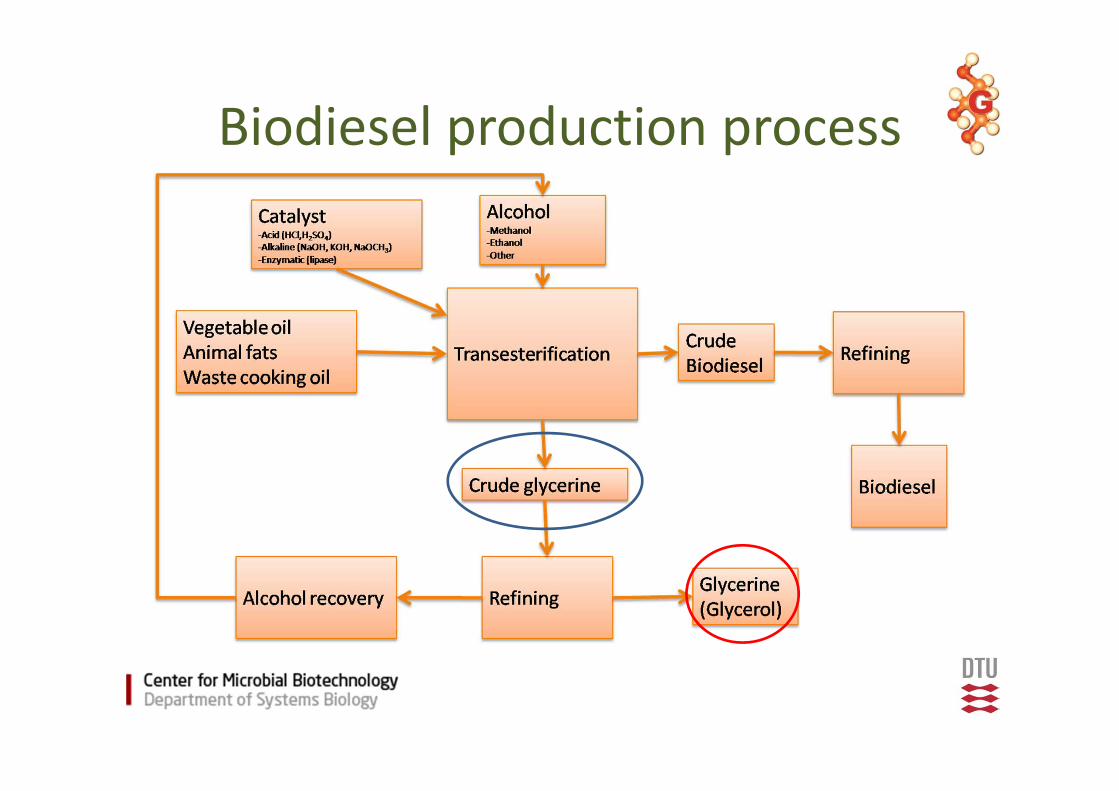
Biodiesel production process
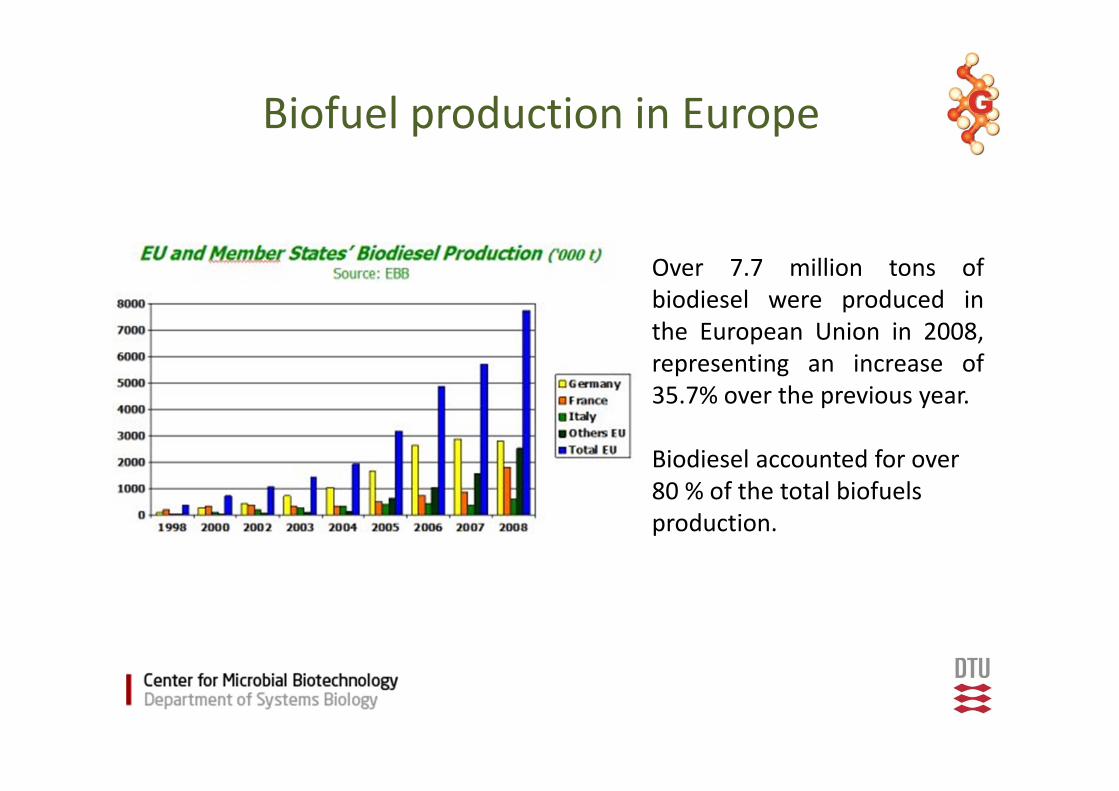
Biofuel production in Europe
Over 7.7 million tons ofbiodiesel were produced inthe European Union in 2008,representing an increase of35.7% over the previous year.
Biodiesel accounted for over 80 % of the total biofuels production.

Glycerol: future technologies
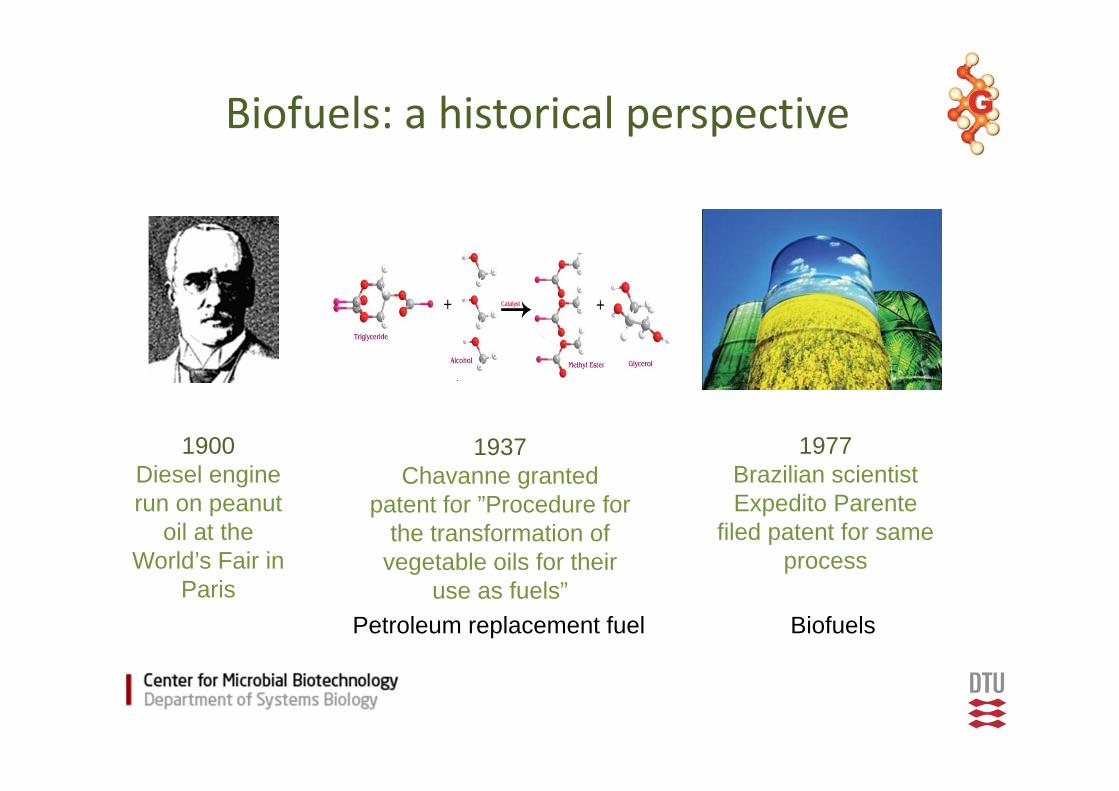
Biofuels: a historical perspective
1900Diesel enginerun on peanut
oil at the World’s Fair in
Paris
1937Chavanne granted
patent for ”Procedure for the transformation of
vegetable oils for their use as fuels”
Petroleum replacement fuel
1977Brazilian scientistExpedito Parente
filed patent for same process
Biofuels
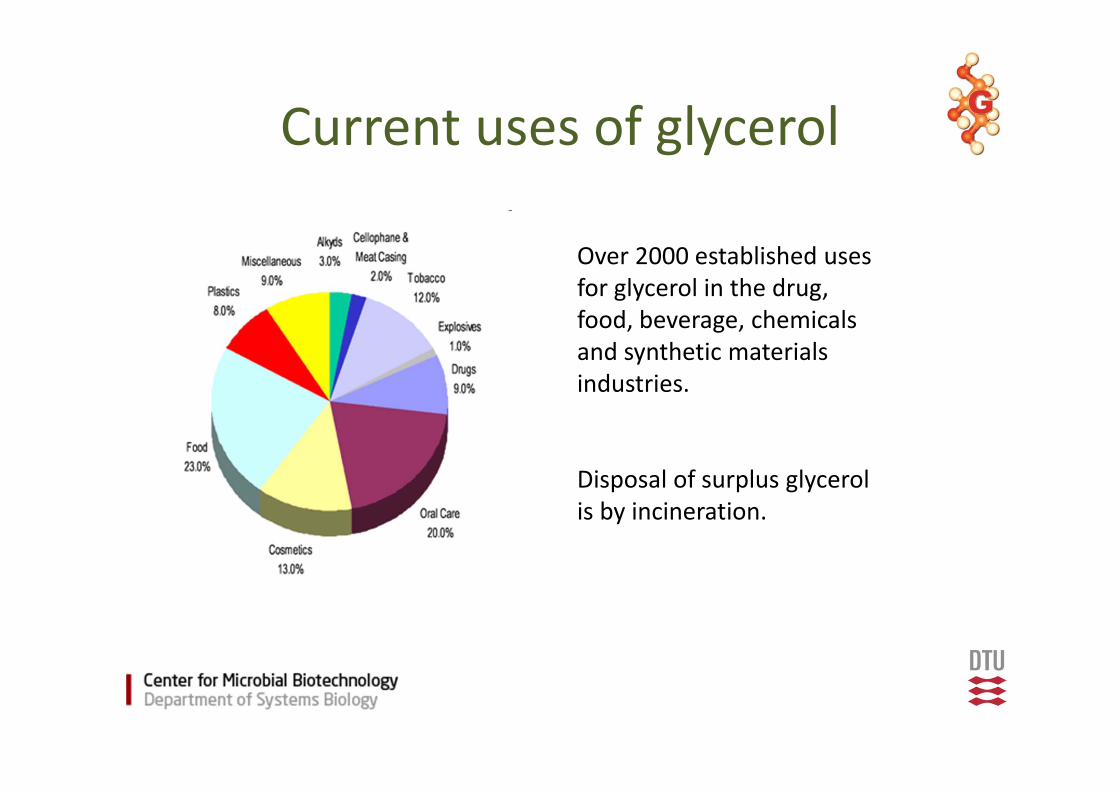
Current uses of glycerol
Over 2000 established uses for glycerol in the drug, food, beverage, chemicals and synthetic materials industries.
Disposal of surplus glycerol is by incineration.
GLYFINERY project
• Targeted to development of novel technologies based on biological conversion of glycerol
• Aimed at producing new and known advanced liquid biofuels, bioenergy and biochemicals
• Integrated biorefinery concept• Improve economics of the biodiesel biorefinery by enhancing energy conversion efficiency
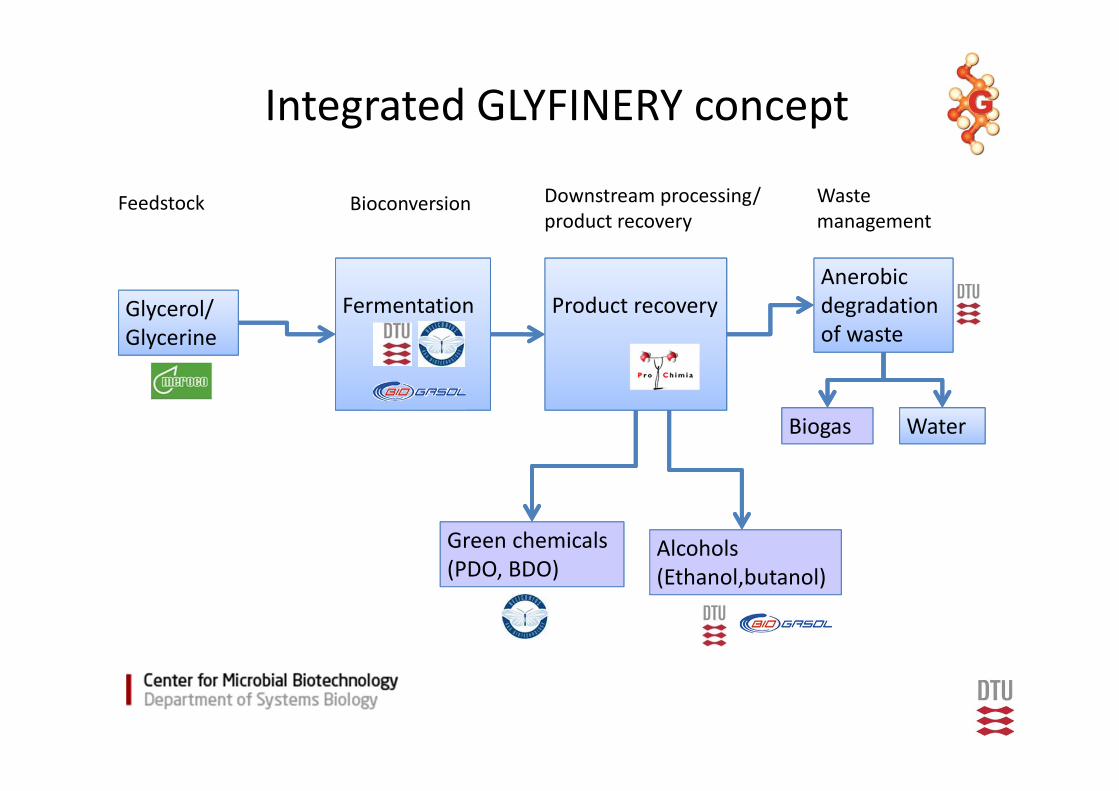
Feedstock Bioconversion Downstream processing/product recovery
Waste management
Glycerol/Glycerine
Fermentation Product recovery
Green chemicals(PDO, BDO)
Alcohols(Ethanol,butanol)
Anerobicdegradationof waste
WaterBiogas
Integrated GLYFINERY concept
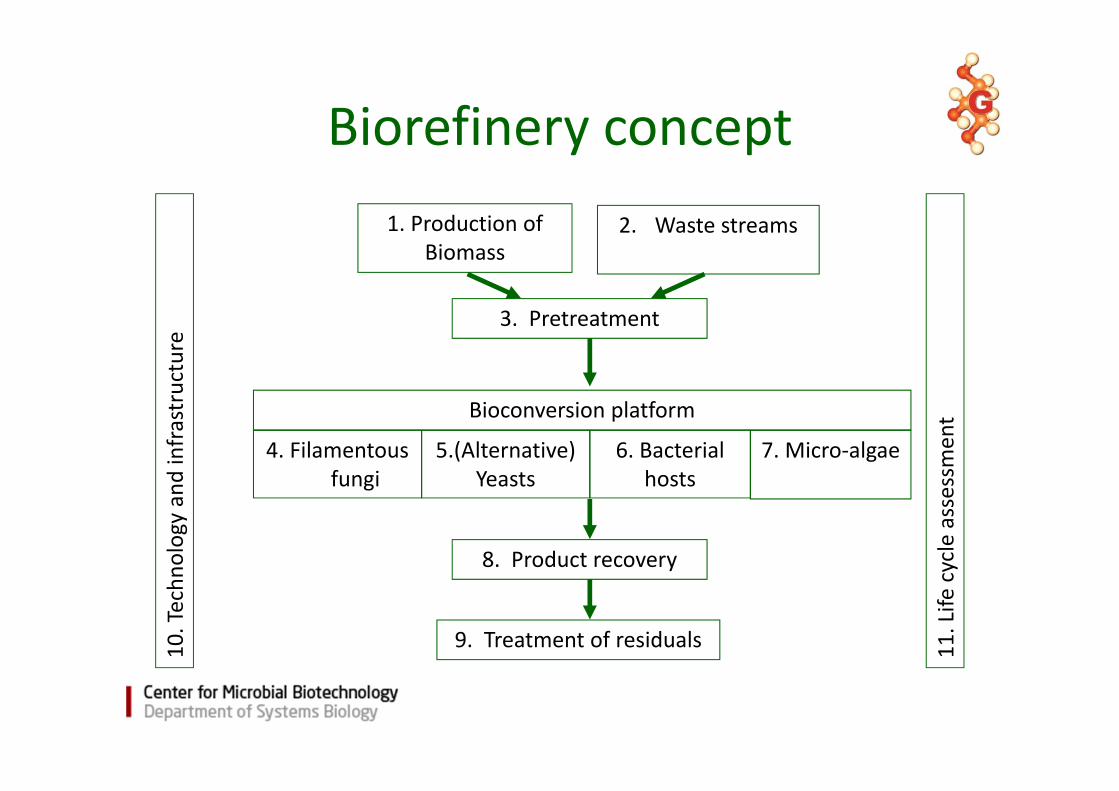
Biorefinery concept 1. Production of
Biomass2. Waste streams
3. Pretreatment
4. Filamentous fungi
5.(Alternative) Yeasts
6. Bacterial hosts
7. Micro‐algae
Bioconversion platform
8. Product recovery
9. Treatment of residuals10. Techn
ology and infrastructure
11. Life
cycle assessm
ent
Target products• Green chemicals1,3 – propanediol, produced by Clostridia (A&A Biotechnology, Poland)• AlcoholsEthanol and butanol produced by yeasts and anaerobic bacteria (BioGasol and DTU, Denmark)• BiogasBiomethane (DTU/SLU)
Process choice and design guided by Life Cycle Assessment (economic, environmental and technical (IFEU, Germany)Product recovery solutions (ProChimia Surfaces, Poland)
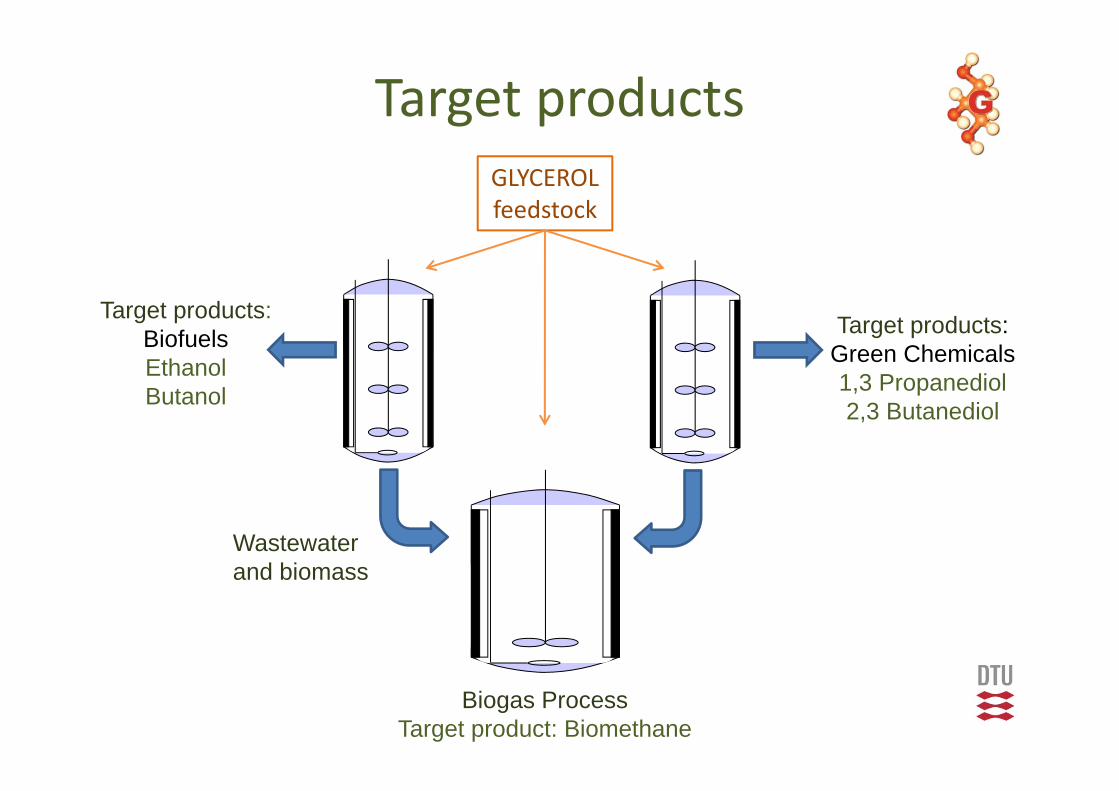
Target products
Target products:Green Chemicals1,3 Propanediol2,3 Butanediol
Target products:BiofuelsEthanolButanol
GLYCEROLfeedstock
Wastewater and biomass
Biogas ProcessTarget product: Biomethane
Production of biofuels
• Ethanol production in the non‐conventional yeast Pachysolen tannophilus (DTU)
• Butanol production by Clostridia (BioGasol)
The Company
• Developes technologies for cellulosic ethanol production– High performance continuous pretreatment process & equipment– C5-sugar fermentation with high efficiency – Integrated process concept
• Unique combination of skills: combined biotechnology & engineering
– 30 employes– 10 patent families
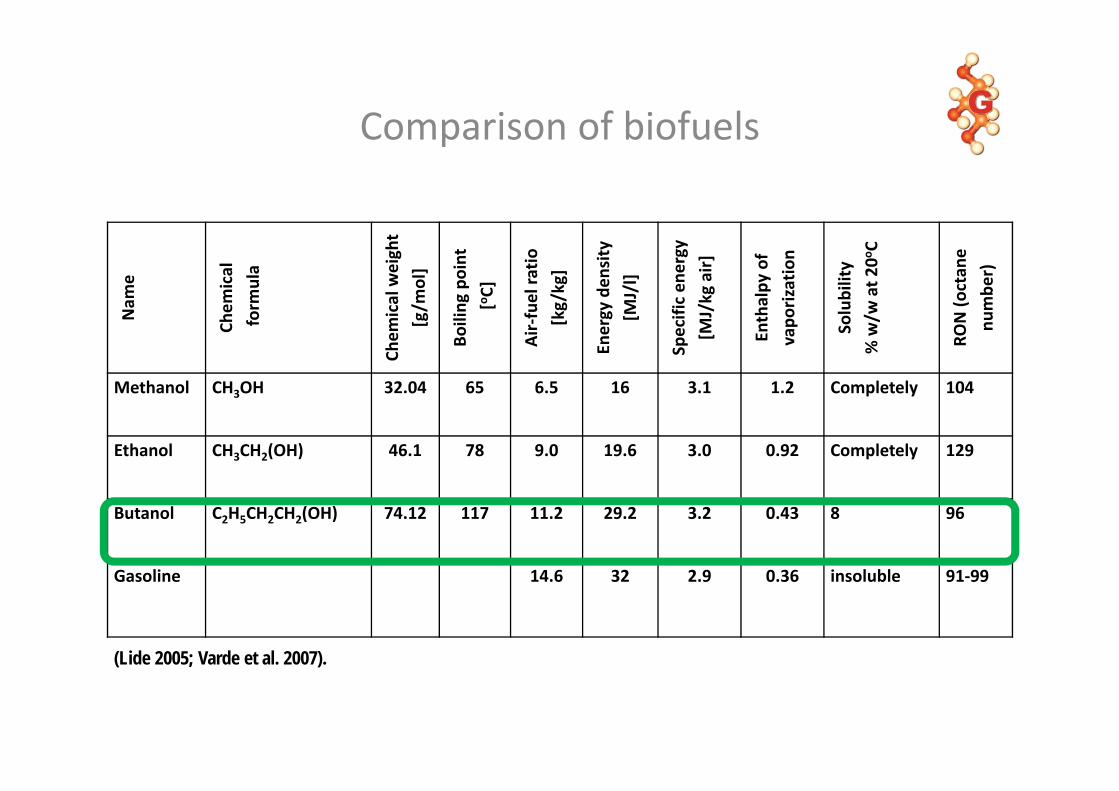
Comparison of biofuelsNam
e
Chem
ical
form
ula
Chem
ical weight
[g/m
ol]
Boiling
point
[oC]
Air‐fuel ra
tio[kg/kg]
Energy den
sity
[MJ/l]
Specific en
ergy
[MJ/kg air]
Enthalpy
of
vapo
rization
Solubility
% w/w
at 2
0oC
RON (o
ctan
e nu
mbe
r)
Methanol CH3OH 32.04 65 6.5 16 3.1 1.2 Completely 104
Ethanol CH3CH2(OH) 46.1 78 9.0 19.6 3.0 0.92 Completely 129
Butanol C2H5CH2CH2(OH) 74.12 117 11.2 29.2 3.2 0.43 8 96
Gasoline 14.6 32 2.9 0.36 insoluble 91‐99
(Lide 2005; Varde et al. 2007).
Development of a mutant strain
Mutant strain having increased tolerance towards the crude glycerol.
Producing almost equal amounts of 1,3-propanediol and butanol
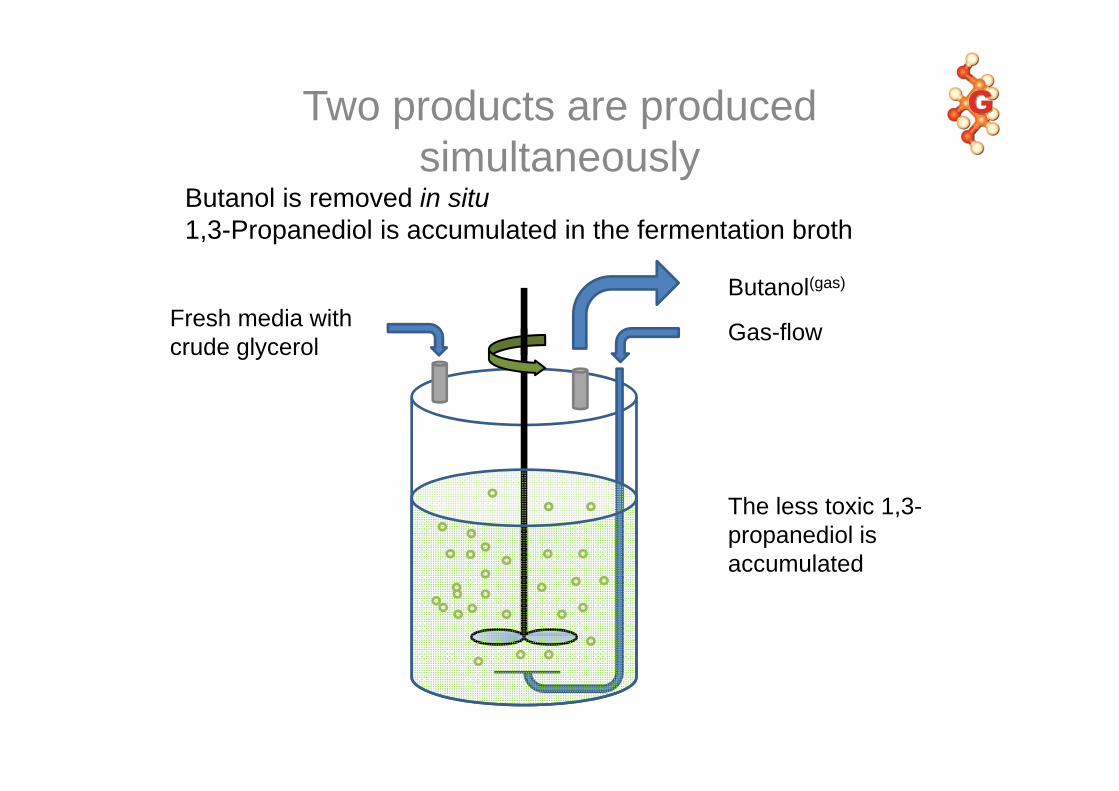
Butanol(gas)
Fresh media with crude glycerol Gas-flow
Two products are produced simultaneously
Butanol is removed in situ1,3-Propanediol is accumulated in the fermentation broth
The less toxic 1,3-propanediol is accumulated
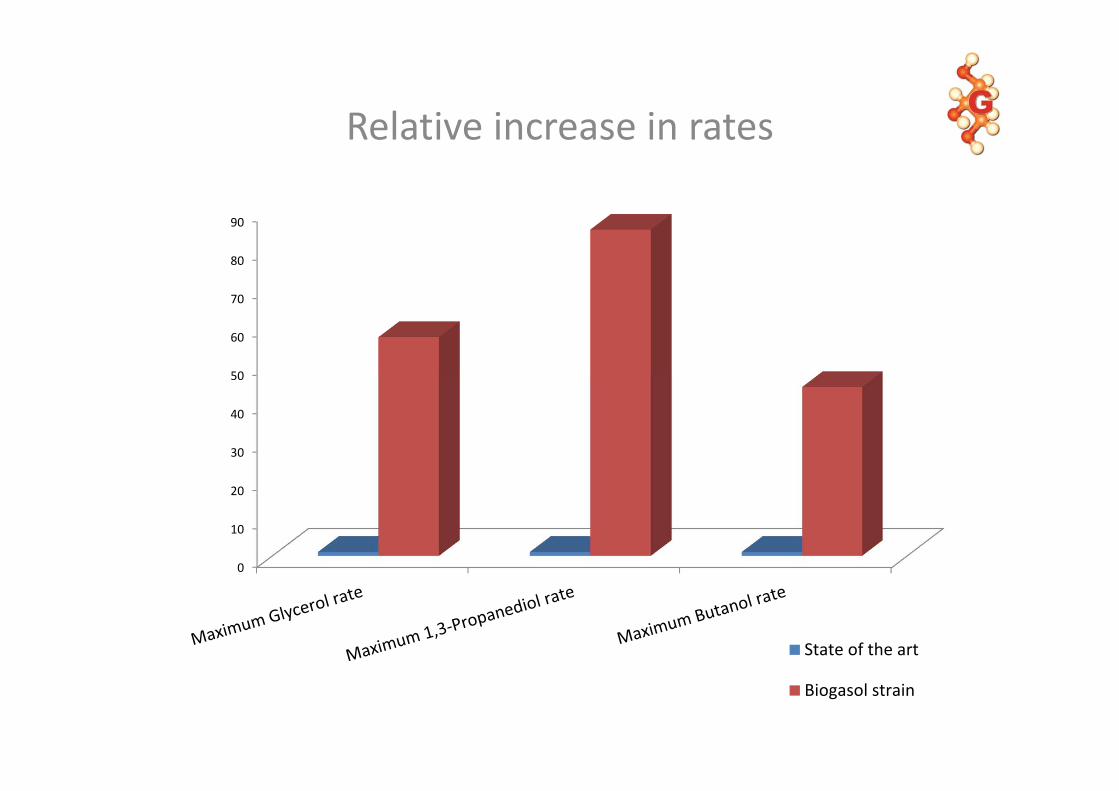
Relative increase in rates
0
10
20
30
40
50
60
70
80
90
State of the art
Biogasol strain
Production of ethanol ‐ DTU
• Screening of potential cell factories for conversion of glycerol
• Quantitative microbial physiology• Fermentation optimisation
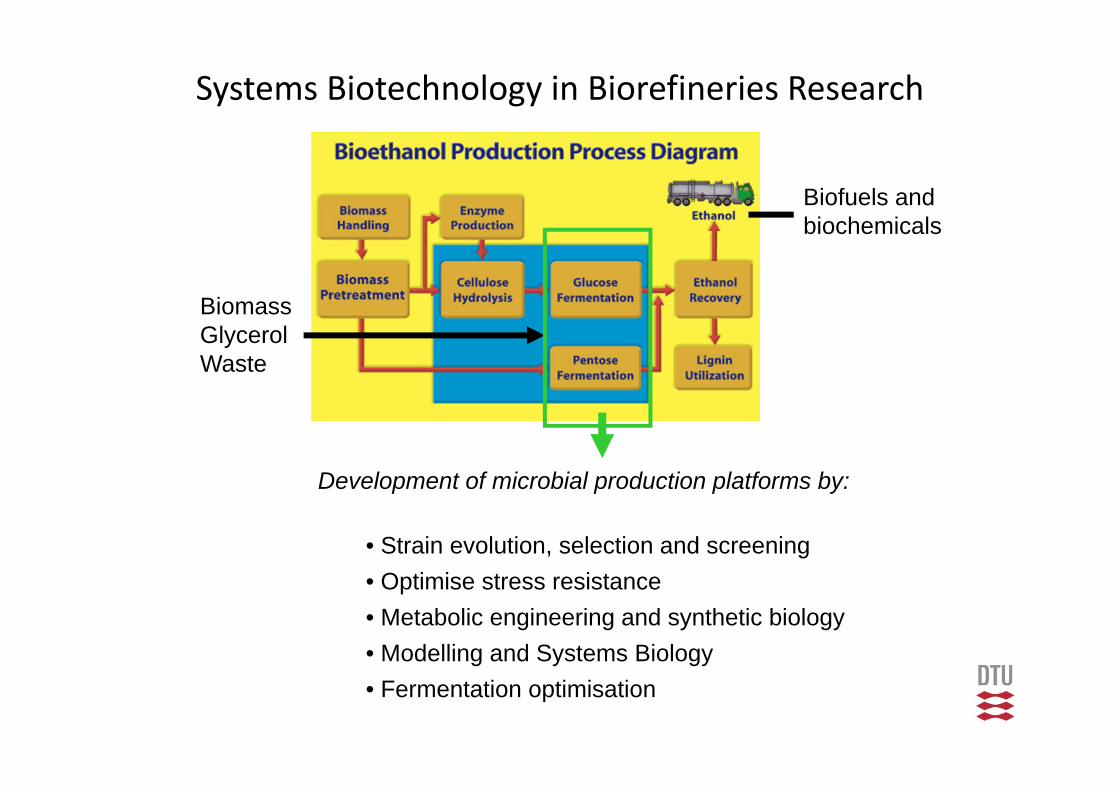
Systems Biotechnology in Biorefineries Research
BiomassGlycerolWaste
Biofuels and biochemicals
Development of microbial production platforms by:
• Strain evolution, selection and screening• Optimise stress resistance• Metabolic engineering and synthetic biology • Modelling and Systems Biology• Fermentation optimisation
Pacchysolen tannophilus• Known producer of ethanol from D‐xylose• Previously shown to ferment glycerol (Maleszka, 1982)
• No growth anaerobically
Screening of non‐conventional yeasts
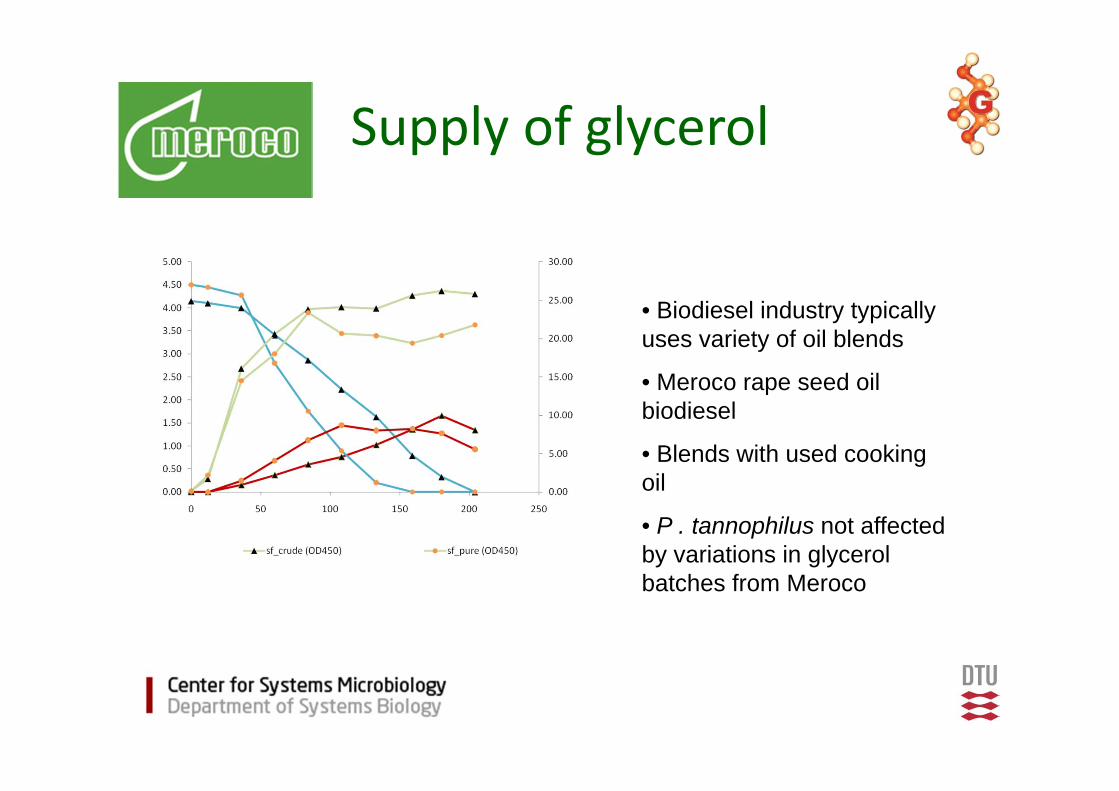
Supply of glycerol
• Biodiesel industry typically uses variety of oil blends
• Meroco rape seed oil biodiesel
• Blends with used cooking oil
• P . tannophilus not affected by variations in glycerol batches from Meroco
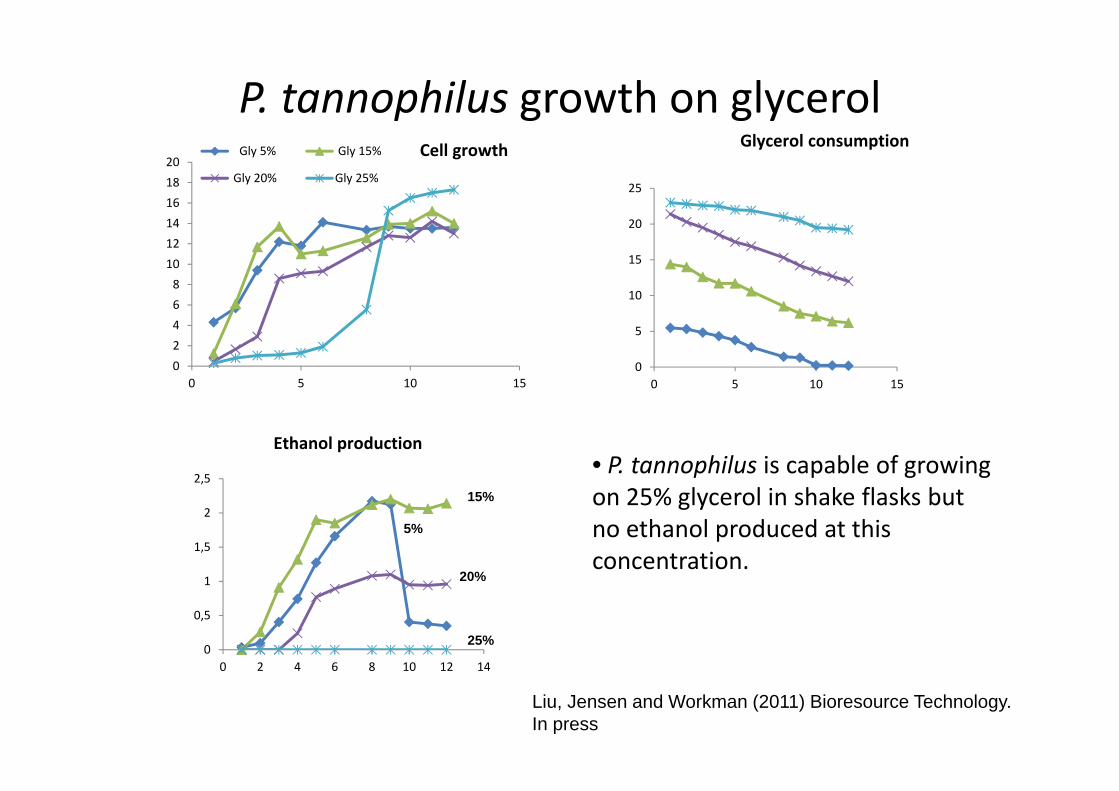
P. tannophilus growth on glycerol
02468
101214161820
0 5 10 15
Gly 5% Gly 15%
Gly 20% Gly 25%
Cell growth
0
5
10
15
20
25
0 5 10 15
Glycerol consumption
0
0,5
1
1,5
2
2,5
0 2 4 6 8 10 12 14
Ethanol production
15%
5%
20%
25%
• P. tannophilus is capable of growing on 25% glycerol in shake flasks but no ethanol produced at this concentration.
Liu, Jensen and Workman (2011) Bioresource Technology. In press
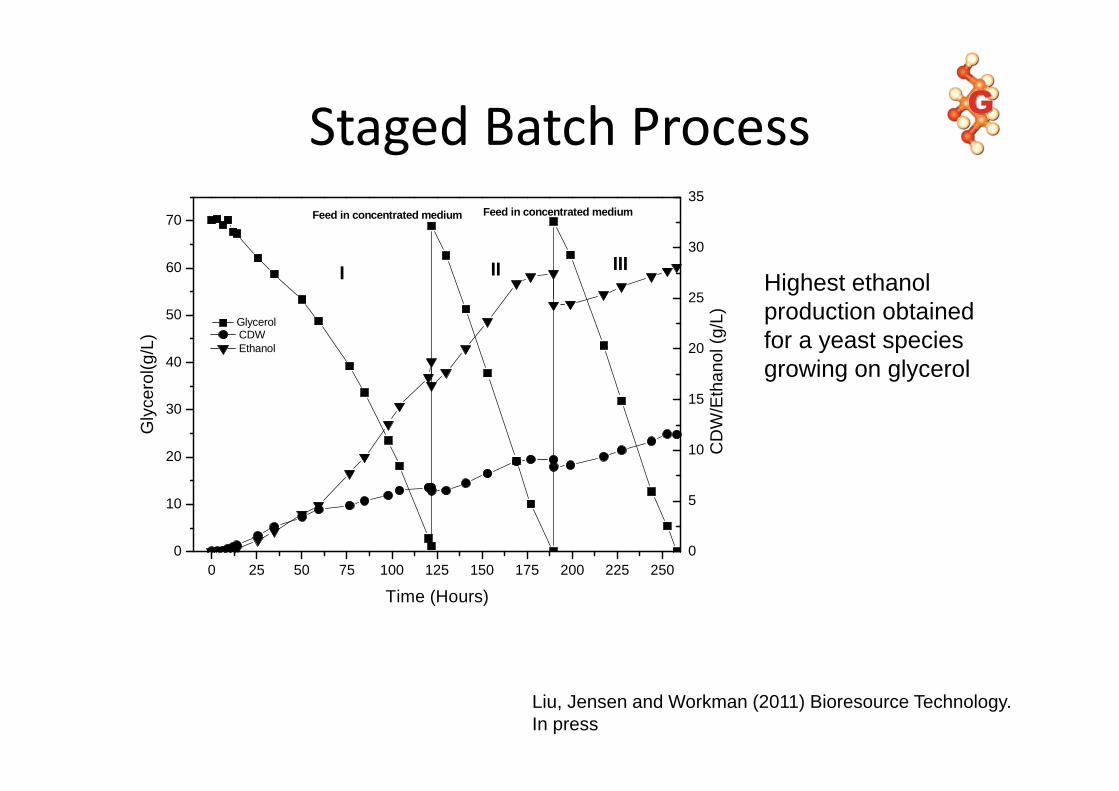
Staged Batch Process
0 25 50 75 100 125 150 175 200 225 2500
10
20
30
40
50
60
70
Gly
cero
l(g/L
)
Time (Hours)
Glycerol
0
5
10
15
20
25
30
35
I IIIII
Feed in concentrated medium
CDW Ethanol
CD
W/E
than
ol (g
/L)
Feed in concentrated medium
Highest ethanol production obtained for a yeast species growing on glycerol
Liu, Jensen and Workman (2011) Bioresource Technology. In press
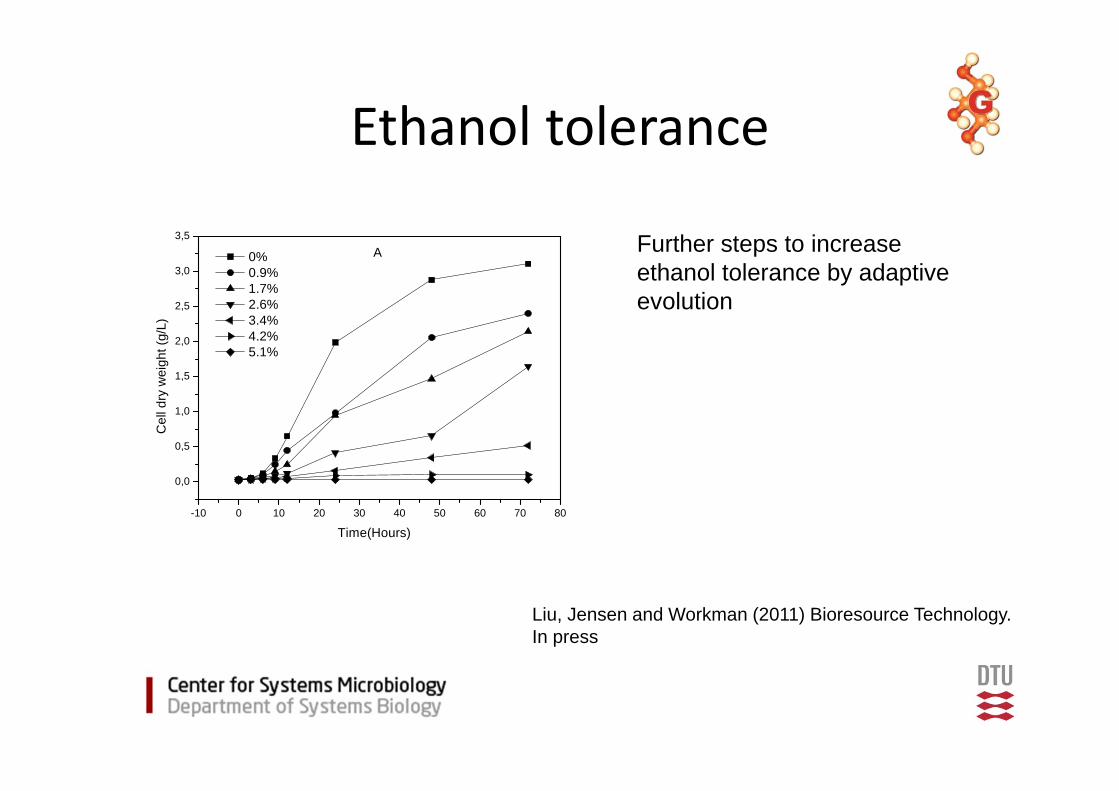
Ethanol tolerance
-10 0 10 20 30 40 50 60 70 80
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
A
Cel
l dry
wei
ght (
g/L)
Time(Hours)
0% 0.9% 1.7% 2.6% 3.4% 4.2% 5.1%
Further steps to increase ethanol tolerance by adaptive evolution
Liu, Jensen and Workman (2011) Bioresource Technology. In press
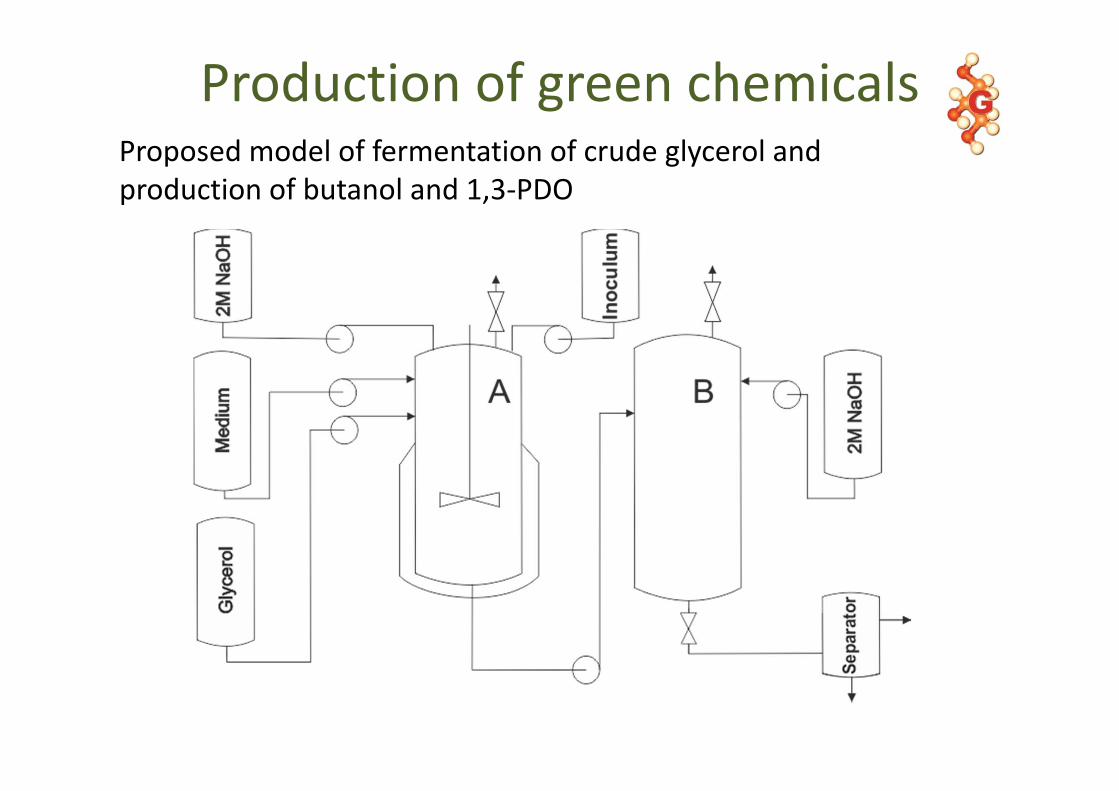
Production of green chemicalsProposed model of fermentation of crude glycerol and production of butanol and 1,3‐PDO
Results
• The best 1,3‐PDO productivity is maintaned at 15g/l of glycerol
• Application of 2‐stage fermenter system allows for complete removal of glycerol, which is anecessary parameter for 1,3‐PDO extraction procedure (Prochimia)
• The highest obtained concentration of 1,3‐PDO was 30,2 g/l• The total 1,3‐PDO production efficiency was 0.56 g PDO/1g
glycerol• The glycerol feeding was 1,31 g/h/l
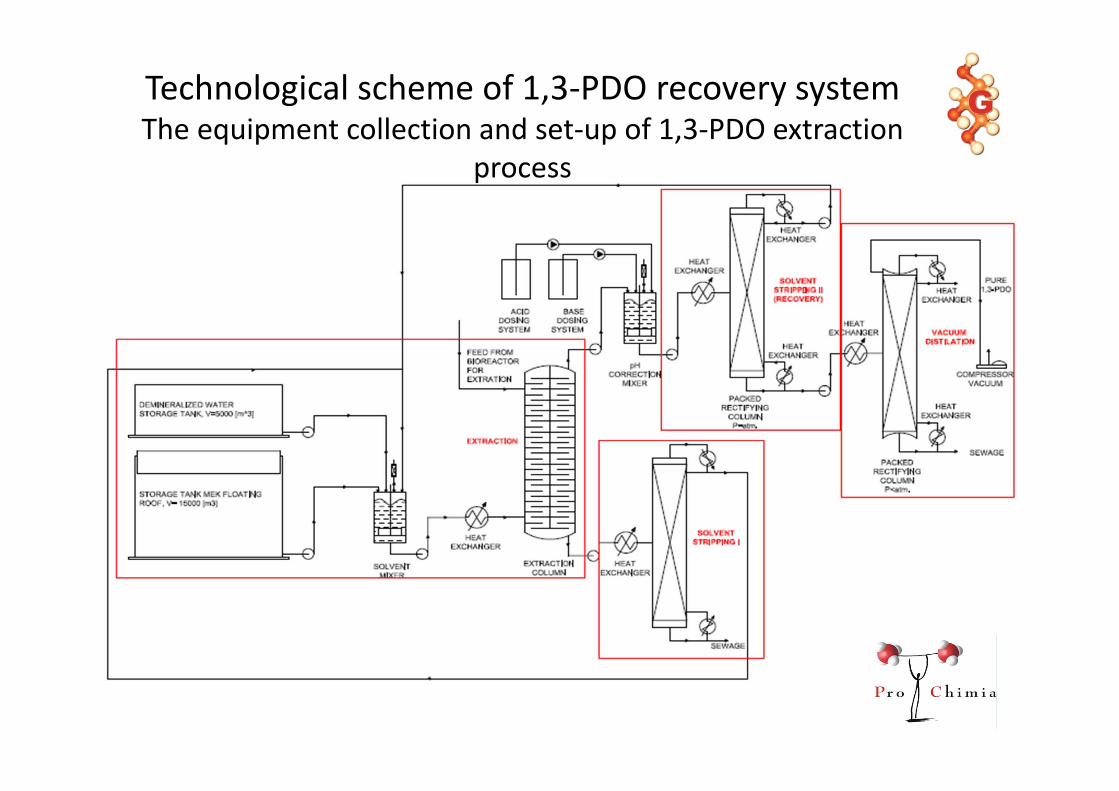
Fig. 2. Technological scheme of 1,3-PDO recovery systemProChimia Surfaces
Technological scheme of 1,3‐PDO recovery system The equipment collection and set‐up of 1,3‐PDO extraction
process
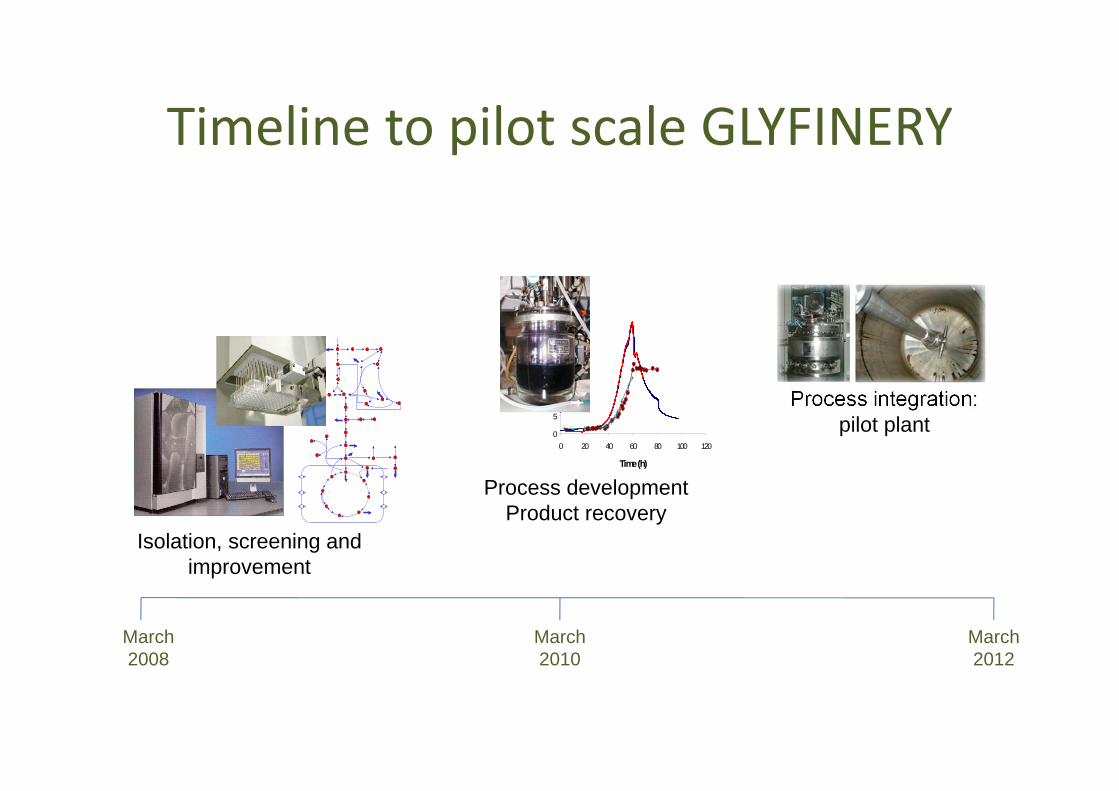
March 2008
March 2010
March 2012
Isolation, screening and improvement
Process development Product recovery
Process integration:pilot plant0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Time (h)
CER
(mm
oles
/L/h
)B
iom
ass
(g/L
)
Timeline to pilot scale GLYFINERY

Acknowledgements• Xiaoying Liu (PhD student)• Philippe Holt (PhD student)

Further informationFollow our progress atwww.glyfinery.net


















![Lennart Even a green coin has two sides [Kompatibilitetsläge]fileadmin.cs.lth.se/luarchive/ · lubricants and chewing gum to printing inks ... ‐Top fraction = Tall Oil Rosin](https://img.pdfslide.us/doc/110x75/5af65f1f7f8b9a190c8fa31f/lennart-even-a-green-coin-has-two-sides-kompatibilitetslge-and-chewing-gum-to.jpg)








![The Photon Sources for The ESRF-EBS - ELETTRA · EBS: BRILLIANCE PHANGS Workshop, J Chavanne and G Le Bec, Trieste, December 2017 ESRF Lattice Present EBS Hor. Emittance [nm] 4 0.134*](https://img.pdfslide.us/doc/110x75/5f0620d57e708231d4166ea3/the-photon-sources-for-the-esrf-ebs-elettra-ebs-brilliance-phangs-workshop-j.jpg)
