Embed Size (px)
Citation preview
MECHANICAL ENGINEERING
FOR ADUJTRE GAS TURBIM? VJ RECIPROCATRVG
ACKNOWLEDGMENT
This article by John M . Clark and E. Jcck Wolfe is reprinted from the November 1966 issue of ‘‘Mechanical Engineering.”
A HIGH PEAK CYCLE TEMPERATURE is a primary requirement for high thermal, efficiency in an engine. A second requirement is complete expansion of the gas to low temperatures and low pressures before rejection to the atmosphere.
A gas turbine cannot utilize the peak cycle tem- peratures that are possible in a reciprocating engine because the exposure of the components in the gas turbine to the combusion gases is continuous and not cyclic as in the case of the reciprocating engine. As a result, the gas turbine must dilute its primary combustion gases with large quantities of secondary air that must be compressed to the same pressure as the primary combustion air. The work of com- pressing this secondary air represents a significant portion of the overall turbine output. If the com- pressor were operating at 100 percent efficiency and the turbine were able to reexpand the gas at 100 percent efficiency, then the secondary air would be of no concern and its use would require only the employment of larger components to conduct the added volume of gases. Unfortunately, this is not the case, and the compression of this secondary air re- sults in an irrecoverable compressor loss. Also, re- expansion of the gas through the turbine adds to the drain on net horsepower from the turbine out-
put. The turbine, however, has the capability of efficient and complete expansion of the gases through the medium of adding turbine wheel stages until a point of economic no-return is approached.
The requirement for a large volume of secondary air to the gas-turbine cycle results in a high air consumption ranging from 5 to 10 times the com- parable volume consumed by a reciprocating engine of equal horsepower. This high volume of intake air introduces many undesirable problems when it must be filtered or treated before introduction into the turbine.
The reciprocating engine, on the other hand, is capable of handling high cycle temperatures and pressures. The exposure of its parts to these peak temperatures and pressures is cyclic, lasting some- times for only a few millisec. The parts are then cooled by transfer of heat to the cylinder-head or cylinder-wall cooling water, to the cooling oil jetted onto the bottom surface of the piston head, and by transfer of heat from the combustion surfaces to the relatively cool intake air charge. Geometrical con- siderations, however, limit the expansion of com- bustion gases in a reciprocating engine. Some added expansion ratio can be obtained with reasonable bore-to-stroke ratios through the use of opposed-
Naval Engineers Journal, February, I967 103
GAS TURBINE VS RECIPROCATING MECHANICAL ENGINEERING
piston design. But even here an economic limit is found where the stroke cannot be increased to an extended expansion ratio except by incurring un- reasonable problems in the size and dynamics of the reciprocating components. The reciprocating engine must therefore open its exhaust valve and blow down relatively high-pressure and high-temperature gases and reject this energy to atmosphere. To extend the expansion ratio and recover this waste energy, the answer is, of course, to open the exhaust valve and allow the exhaust gas to blow down through an exhaust turbine coupled to the crankshaft, recover- ing a substantial portion of the energy in the com- bustion gases. Coupling of the reciprocating engine and the gas turbine in this manner allows the reciprocating engine to handle the high cyclic temperatures without destruction of components and permit the gas turbine to handle the lower tempera- ture, lower pressure, high-volume gases for full expansion. Compression of secondary air to provide turbine-inlet gas temperatures that are below the maximum operational limits of the gas turbine becomes unnecessary.
If the prime mover field becomes sufficiently com- petitive, and the last few Btu/bhp-hr become of paramount importance, then turbo-compound en- gines probably will be the result.
At present, however, the ultimate engine is sepa- rated into its two components: Reciprocating engine and gas turbine.
GAS TURBINE VERSUS RECIPROCATING ENGINE
The gas turbine possesses the smallest weight and volume per horsepower of all presently available continuous output power sources. On the other hand, the high initial cost and low efficiency of the turbine compares unfavorably with comparable size recipro- cating engines. The efficiency of the gas turbine can be improved by use of regenerative methods (the addition of equipment to recover a portion of the exhaust heat), but under these conditions the gas turbine loses much of its advantage of low weight and volume.
Gas turbines have some additional advantages over other prime movers which are important for certain industrial applications; for example, low maintenance requirements, reliability, high rate of availability, durability, compactness (weight and size), ease of installation at a lower cost, environ- mental extremes of operation, torque-speed charac- teristics, and ease of starting and the ability to prog- ress to full load in a matter of seconds.
The major disadvantage of the gas turbine, as opposed to reciprocating engines, is the basic ineffi- ciency of the machine-about 75 percent of the power is drained off to run the turbine’s own com- pressor. Of course, some efficiencies can be gained with the addition of regenerators. Another approach is the use of a “helper” turbine whereby the exhaust heat from the main turbine heats a boiler that
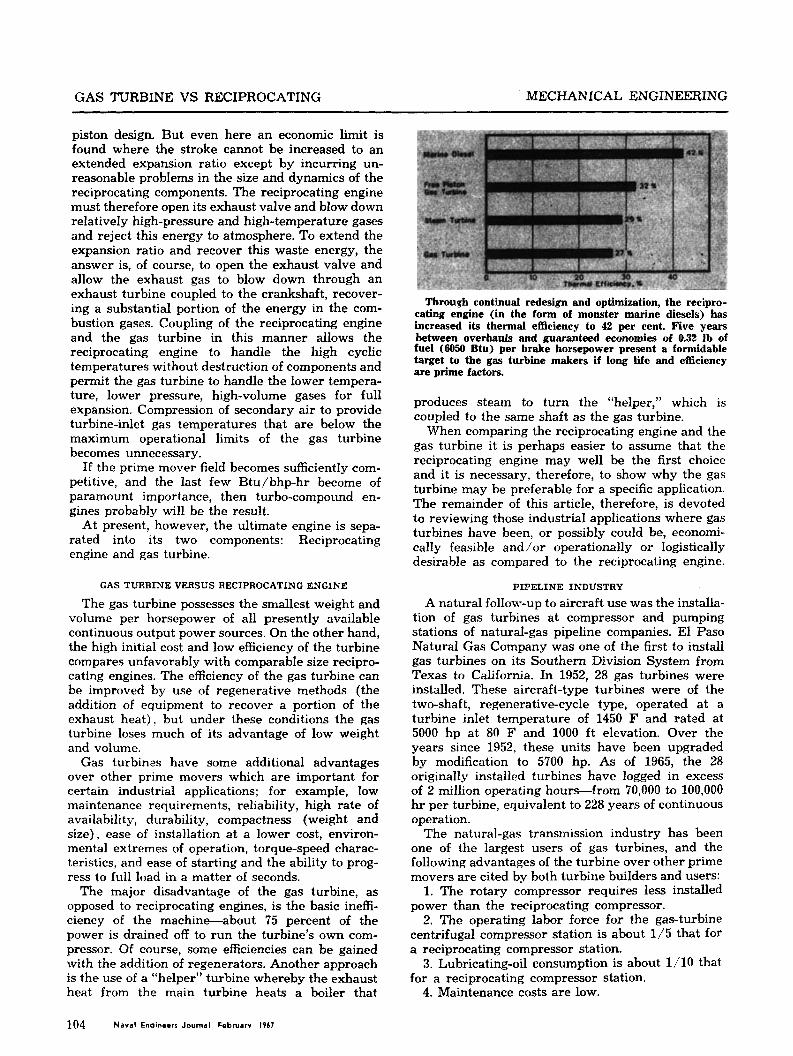
Throush continual redesign and optimization, the recipro- cating engine (in the form of monster marine diesels) has increased its thermal efficiency to 42 per cent. Five years between overhauls and guaranteed economies of 0.32 ib of fuel (6050 Btu) per brake horsepower present a formidable target to the gas turbine makers if long life and dciency are prime factors.
produces steam to turn the “helper,” which is coupled to the same shaft as the gas turbine.
When comparing the reciprocating engine and the gas turbine it is perhaps easier to assume that the reciprocating engine may well be the first choice and it is necessary. therefore, to show why the gas turbine may be preferable for a specific application. The remainder of this article, therefore, is devoted to reviewing those industrial applications where gas turbines have been, or possibly could be, economi- cally feasible and /or operationally or logistically desirable as compared to the reciprocating engine.
PIPELINE INDUSTRY
A natural follow-up to aircraft use was the installa- tion of gas turbines at compressor and pumping stations of natural-gas pipeline companies. El Paso Natural Gas Company was one of the first to install gas turbines on its Southern Division System from Texas to California. In 1952, 28 gas turbines were installed. These aircraft-type turbines were of the two-shaft, regenerative-cycle type, operated at a turbine inlet temperature of 1450 F and rated at 5000 hp at SO F and 1000 ft elevation. Over the years since 1952, these units have been upgraded by modification to 5700 hp. As of 1965, the 28 originally installed turbines have logged in excess of 2 million operating hours-from 70,000 to 100,000 hr per turbine, equivalent to 228 years of continuous operation.
The natural-gas transmission industry has been one of the largest users of gas turbines, and the following advantages of the turbine over other prime movers are cited by both turbine builders and users: 1. The rotary compressor requires less installed
power than the reciprocating compressor. 2. The operating labor force for the gas-turbine
centrifugal compressor station is about 1/5 that for a reciprocating compressor station.
3. Lubricating-oil consumption is about 1/10 that for a reciprocating compressor station.
4. Maintenance costs are low.
104 Naval Endneers Journal Cebruan I967
MECHANICAL ENGINEERING GAS TURBINE VS RECIPROCATING
5. Flexibility of speed at full load (dependent on
6. Low- building-space requirements. 7. Push-button station control. 8. Less operational supervision. 9. Less piping vibration and pulsation because of
the smooth discharge of gas from the rotary com- pressors.
Since many pipeline companies operate in and through remote desert and semi-arid areas through- out the world, the use of gas turbines in pumping and compressor stations often creates a dust erosion problem. It has been found in turbine dust erosion tests at Southwest Research Institute that abrasive particles as small as 1 micron can erode turbine components that are subjected to particles entrained in a high-velocity air stream. In addition, in certain soils with low melting constituents, the regenerator passages can be blocked within a short period of time by agglomeration and subsequent glazing of the soil constitutents on the leading edges of heat- exchanger passages that are subjected to the air- stream. Both of these modes of failure have been observed in mobile gas-turbine installations. The ability of some fixed installations to ingest 10-micron dust without observable erosion is undoubtedly explainable by the absence of abrasive particles in those small particle ranges. In many soils these particles are soft clays or silts that possess little or no erosion capability.
For pipeline use, the lightweight gas turbine has provided a real fringe benefit in maintenance. For overhaul, the gas turbine can be removed from its installation site and transported to a central over- haul depot where trained mechanics and all neces- sary assembly tools and fixtures are available. In contrast, the reciprocating engine, because of its weight and size. necessitates overhaul at the site. This requires the installation at each site of hoists and other heavy equipment needed for overhaul, as well as the transportation of maintenance personnel to the overhaul site or the constant availability of trained mechanics at each station. A centralized overhaul site obviously can effect considerable monetary savings as well as a reduction of personnel problems.
type of turbine).
ELECTRIC UTILITY INDUSTRY
Gas turbines have moved into all three areas of electric power generation which includes base load, peaking, and standby operation. The units are par- ticularly well qualified for peaking and standby duty because of their ability to start cold and carry full load, in some instances, in less than two minutes. Gas turbines combined with steam turbines form electric generating plants that operate at higher efficiencies than either one alone by recovering the waste heat of the gas turbine.
A major problem of the electric utility companies is ?he tremendous and continuous load growth. This results in a need for servicing short-time annual
peaks (e.g., the summer air-conditioning load). The industry has found it uneconomical costwise to meet peak loads by the addition of conventional steam generating plants and, therefore, the gas turbine has become very acceptable for this application.
The utilities’ growing use of the gas turbine has made them aware of the need to make economical use of its ability to produce useful heat as well as kilowatts. For example: I. The thermal efficiency of the simple-cycle gas
turbine is only 20-25 percent. 2. The addition of a regenerative cycle can in-
crease the thermal efficiency to possibly 25-28 per- cent.
3. By combining the simple cycle with an unfired exhaust-heat recovery boiler and condensing steam turbine, efficiency can be raised to 34 percent.
4. When there is a plant requirement for both power and heat, cycle efficiency for a gas turbine with an unfired heat boiler ranges from 55-70 per- cent.
5. With a fully fired exhaust-heat boiler backing up the turbine, overall efficiency can range up to 80 percent or higher.
Thus, it can be seen that the economic application of a gas turbine for continuous duty in the utility industry (and also other industrial uses) is highly dependent upon the recovery of exhaust heat for either process steam or power use.
PETROCHEMICAL INDUSTRY The industrial gas turbine has gained acceptance
in the petrochemical industry primarily because of its multipurpose cycle: its ability to generate power and compress air at the same time.
Many of the processes involved are dependent on a continuous supply of compressed air or gas. Since the gas turbine can produce electric power, com- pressed air, mechanical work, heated air, and/or a combination of these, it is in an excellent position to provide many processes with a heat balance that is superior to any other prime mover.
The first major installation of gas turbines in the industry was made in the butadiene field. Four gas turbines were placed in service in April, 1957, with Petro-Tex Chemical Company of Houston, Texas. All the output of this plant was compressed air at 1000 F and from 10 to 12 psi pressure, subsequently heated to 1200 F. For a conventionally driven steam- turbine blower to accomplish this would require a 35 percent greater expenditure of fuel. It was deter- mined that a gas-turbine gasifier to produce 1000 cu ft of process air at 1200 F and 12 psig would require a total heat input of 21,940 Btu, while the steam-turbine-driven compressor would require 29,740 Btu.
One survey found that in petrochemical plants gas turbines are being used to operate as pumps, com- pressors, and generator drives, and as hot-gas gener- ators for catalyst regeneration. In these applications, it is also possible to generate process steam from the
Naval Engineers Journdl, February, 1967 105
GAS TURBINE VS RECIPROCATING MECHANICAL ENGLNEERING
turbine exhaust in waste-heat boilers. Process appli- cations demand extreme reliability, and in this respect gas turbines are competitive with other prime movers.
THERMAL PROCESSING INDUSTRIES
The thermal processing industries, such as cement, lime, and lightweight aggregate manufacture, with their large mechanical energy and thermal require- ments, should find the industrial gas-turbine engine ideally suited for their type of manufacturing pro- cess. These processes usually involve thermally treating a raw material of initially high water con- tent in rotary or horizontal kilns at temperatures ranging from 1900 F to 2800 F. In addtion, they require a rather substantial mechanical energy source for the operation of equipment and the trans- porting and segregating of large tonnages of materi- als. Here the industrial gas turbine should prove to he highly efficient and economical.
In cement manufacture, for instance, each barrel (376 lb or 4 cu ft) of production requires approxi- mately 1.0 to 1.5 million Btu in the thermal process, and from 20 to 25 kwh of mechanical energy. Gen- erally, industrywide labor costs account for about 38 percent of production costs; fuel and power for 30 percent; raw materials, 16 percent; and the balance of 16 percent for supplies and repairs. On this hasis, a cement plant producing 1 million barrels annually would require about 25 million kwh of electrical power and from 1,000,000 to 1,500,000 mcf of natural gas for the thermal process.
A study made of the lightweight aggregate indus- try has indicated that fuel and power represent from 30 to 40 percent of the total production costs. Lightweight aggregate, produced by burning shale, clay, or slate at temperatures ranging from 1900 to 2200 F requires, on an average 2.5 mcf of natural gas (2,500,000 Btu) per ton of production. Electrical requirements are estimated to be 15 kwh per ton of production.
In the lime industry it is estimated that, generally, each ton of pebble quicklime requires 6.5 mcf (6,500,000 Btu). On this basis, a plant producing 400 tons of lime per day would require on the order of 2600 mcf of natural gas daily. Mechanical energy requirements are similar to the lightweight aggre- qate industry.
It is possible that the installation of industrial gas turbines would entirely eliminate the purchase of outside electric power by some of these industries. The gas turbine could be utilized to provide all of the electrical power requirements of the following:
1. Kiln drive. 2. Conveyor systems.
3. Raw-materials processing equipment (crushers,
4. Quarrying equipment. 5. Electric illumination. 6. Shop and office equipment. 7. Heating and air conditioning. The exhaust heat (1200 to 1500 F) of the turbine,
resulting from the supplying of the foregoing power, would be directly used to supplement and thereby decrease the Btu requirement of the thermal process by: (a ) Drying, or partially drying, raw materials prior to entry into kiln; or ( b ) use in conjunction with the swirling or pulsating flame injected into the kiln. (Turbine exhaust contains about 25 per- cent oxygen.)
Of course, the volume or availability of turbine exhaust heat for the foregoing uses would be limited or governed by the electrical power requirements of the overall plant operation.
In an operation where raw materials are thermally processed and concurrently manufactured into a finished product, as in brick plants, or a lightweight aggregate plant which uses its own product to manufacture lightweight concrete building blocks, the exhaust heat can be used in the drying and curing phase of the finished product.
In general, gas turbines reach their peak of effi- ciency and versatility when made a part of a com- plex process. Thus, the economic feasibility of using a gas turbine rather than a reciprocating engine lies in the requirement of the application-finding the right application for it. Ideal applications are those where the advantages of the turbine outweigh its low thermal efficiency, or where the exhaust heat and high-volume airflow can also be put to work, thereby eliminating or reducing energy costs elsewhere.
grinders, ball mills, extruders, and so on).
BIBLIOGRAPHY
J. I. Uhr and B. J. Matthews, “El Pas0 Uprates Two Gas Turbines,” ASME Paper No. 62-GTP-18.
A. H. Carameros, B. J. Matthews, and W. B. Moyer, “The Past, Present and Future of a Pipeline Gas Turbine,” ASME Paper No. 59--c;l”-19.
G. T. Kinney, “More Gas Pipeline Muscle Per Dollar,” Oil and Gas Journal, January 25, 1960.
Power, December, 1964, pp. 94-95. Power, December, 1964, p. 68. “Twenty Years Experience With Gas Turbines,” The
Brown Boveti Review, vol. 52, No. 3, March, 1965, p. 244-246. . B. J. Matthews, “Maintenance on Pipeline Gas Turbines,”
ASME Paper No. 60-Av-19. J. 0. Stephens, “Operating Experience in the Petro-
Chemical Industry,” ASME Paper No. 59-GTP-17. W. M. Barnes and B. C. Dial, “Market Potentials Survey of
Gas Turbine Applications in the Petroleum Industry,” South- west Research Institute Report, March 24, 1959.