Embed Size (px)
Citation preview

TPS
PROCESS
THERMALPR O C E S SSYSTEMS
Your Class A Solutionfor Biosolids ManagementThermal Process Systems
1841 E. Summit St.Crown Point, IN 46307 USA
Phone: (219) 663-1034Fax: (219) 663-7248
E-Mail: [email protected]
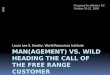
Biosolids Management Process Comparison Matrix
PROCESS
Recycle Stream Off-Gas
Class AProduct
SignificantNutrient
LowCOD
HighVolume
Reduction
Low toModerateEnergy
Use Ammonia MethaneReduced
SulfurRetrofitPotential
SimpleOperation
ThermAer™
ConventionalATAD
AnaerobicDigestion
LimeStabilization
ThermalDrying
CapitalCost
Moderate
Moderate
Moderate
High
Very High
LowComposting
Thermal Process Systems was founded by
experienced wastewater treatment
professionals who understand first hand the
complex issues of biosolids processing and
re-use. Hindered by the compromises that were
necessary with existing systems — and the
inability of these processes to meet industry
demand — they formed their own company
focused exclusively on biosolids management.
Their first challenge: to develop a more reliable,
more efficient process for the production of
high quality biosolids. The result is the
proprietary ThermAer™ process. ThermAer™
has been subjected to rigorous field testing in
full-scale operating systems, and pilot testing at
various sites since 1995. It has exceeded every
customer expectation.
In addition to the proprietary ThermAer™
Process, Thermal Process Systems has also
established relationships with the most
respected equipment manufacturers in the
industry today. It is an unmatched combination,
offering you complete systems integration, from
retrofit to ground up installation and control.
The experience to know what works.The innovation to make it work better.
Contact us today for a no obligation analysis of yourbiosolids management needs (219) 663-1034
THERMALPR O C E S SSYSTEMS
TPS
PROCESS
TM
TM

The First Advanced AerobicBiosolids Reduction System
Beneficial re-useThis is the challenge faced by environmental
professionals today. You appreciate the advantages
of using biological processes to treat the soluble
organic wastes of your company or municipality.
But how can you cost-effectively manage the
by-products to produce consistently stable, high-
quality biosolids, completely free of pathogens and
offensive odors? Finally, you have a no-compromise
solution at a price you can afford.
Historical perspectiveVarious anaerobic and aerobic digestion processes
are in use today. Each has its limitation. For example,
natural aerobic digestion processes release heat,
as well as water and carbon dioxide — all desired
results. However, at typical mesophilic operating
temperatures, roughly 20-40°C, the process
is inefficient, resulting in instability with minimal
pathogen kill and limited solids reduction. ThermAer™
was introduced several years ago to improve the
results of the aerobic digestion process. ThermAer™
takes advantage of highly efficient thermophilic
organisms, naturally present in wastewater,
optimizing the environment for them to proliferate
and dominate. This increases the temperature of
the sludge as the thermophiles feed on other
microorganisms. At these higher temperatures the
food source is broken down, releasing the soluble
substrate material contents and providing a feast for
the thermophiles. The metabolism of the thermophiles
is extremely high, yet the net yield is low. The result
is a significant reduction in volatile solids and the
production of a pathogen- and odor-free end product.
ThermAer™ installation in Morehead, KY.
TPS
PROCESS
Advancedthermophilic biosolidstreatment
TM
clean& green
A revolutionary processthat delivers the results you want —without the side effectsThermal Process Systems’ proprietary ThermAer™
biosolids reduction system is the second
generation in Autothermal Thermophilic Aerobic
Digestion (ATAD) technology. It gives you the
best of all worlds — a high quality pathogen-
free product — plus controlled foam, the
elimination of foul odors through prevention or
treatment as appropriate, and superior reduction
of volatile solids. ThermAer™ is the only
Autothermal Thermophilic Truly Aerobic Digestion
process. On the following pages you will see how
the ThermAer™ difference can make all the
difference in your process.
Superior volatile solids reductionNo one has to tell you about the complexities
of biosolids disposal today: stringent landfill
permit requirements, reduced land application
availability, costly dewatering requirements,
and increasing tipping fees. Now, thanks to
ThermAer,™ you have a solution.
• ThermAer™ destroys 60-70% of volatile
solids. It also increases dewatering
cakesolids as much as 25-30%. You get
a higher quality product reducing volume
by up to 70%, saving on your trucking
and disposal costs.
• The nutrient and moisture content in
ThermAer™ biosolids is ideal for direct
land application as well as composting
applications — biosolids disposal options
not readily available with other processes.
Assured “Class A” qualityat a “Class B” priceYou need a quality product to compete for
access to today’s limited land application and
reuse markets. With ThermAer™ you’re assured
of Class A solids classification under USEPA
Part 503 regulations, giving you unrestricted
use of your biosolids. You will achieve a
nutrient-rich, high-quality product unmatched
by any other process. ThermAer™ biosolids
have no offensive odors and, because they are
free of pathogens, you can be confident of their
stability and safety during handling and storage.
Your best solution for biosolids managementNow, for the first time you have a reliable, realistic solution to the increasingly difficult problem ofbiosolids processing, reuse and disposal. With the ThermAer™ Process you achieve:
Reduces capital and operating costsYour savings in operating and capital expense
can often more than justify your decision to
specify ThermAer.™ It’s the ideal solution
to upgrade your current system or as the
heart of your new installation.
Superior cost-effectivenessCompare the benefits of the ThermAer™
process to the operational and maintenance
costs of any other installed biosolids
management system. You simply won’t find
a more cost-effective combination.
Process FlexibilityNow you can meet required volatile solids
destruction and pathogen kill rates with greater
process flexibility. Unlike other systems, you
no longer need a series of operations in
multiple reactors to achieve a stable product.
You can achieve the desired results either in
a single reactor, or if you currently have multiple
reactors, you can, if you choose, put them
to more productive use either as series or
parallel systems.
Downstream efficiency and synergyThe ThermAer™ process reduces volatile solids
and improves dewaterability, resulting in much
smaller mass and volume. This significantly
decreases the size and costs of unit processes
required for “further treatment” downstream
(such as dewatering, drying, etc.), while
increasing their efficiency.

Control Panel — Delphos, OH. An IntegratedControl Package provides the flexibility tooperate the processes by a simple touch onthe screen.
Your system will be custom-engineered to fit your
needs exactly, whether you would like to retrofit
your existing basins — or integrate ThermAer™ into
your new system. In typical installations, such as
the one illustrated here, you will have the flexibility
to continuous or batch feed the process daily, after
thickening the feed material.
Positive Displacement Blowers —Delphos, OH. Positive displacement blowersallow for the flexibility of varying the liquiddepth in the reactors.
Assured product quality – with no compromisesWith the patented ThermAer™ Process, you can achieve the results you want without compromisingyour quality or cost objectives. The system delivers superior volatile solids reduction, extremely lowodor and pathogen reduction in any reactor configuration – and, where required or desired, assuredEPA Class A certification.
Tank Wall isdesigned to retainheat generatedin the process.
Field-Proven BiofiltAer™ The Thermal Process Systems field-proven
biofilter technology is specifically designed to efficiently and reliably
remove ammonia, a natural by-product of superior VS reduction. The
BiofiltAer™ is included as an integral component of the system.
Jet Aeration System — Industrial Facility,Lafayette, IN. Bottom-up Jet Aeration Systemprovides more efficient mixing in the reactorwith 3-4% solids concentration or more.
Pump Gallery — Yorkville, IL. ConventionalOut-of-Basin Pumps are already familiar tooperating and maintenance staff.
Pump Gallery — Delphos, OH. Out-of-BasinPumps mounted at grade for an easy access.
TPS
PROCESS
TM

Thickener6.8%
SNDR™
2.6% TS pH 6.5-6.8
~35-40°C
• Primary and/or secondary thickened before feeding to ThermAer™ Reactor(s)
• Jet Aeration • High Oxygen Transfer
• Independent mixing and oxygen delivery control
• Hydraulic foam control • Full Automation • Varying liquid depths
• Single reactor system for nitrification and denitrification
• Integrated control strategy for pH, temperature and ORP
• Headspace utilized as a natural scrubber
• High temperature and intense mixing ruptures the cell walls of incoming waste stream
• Foam production, an indication of degradation of proteins, controlled by hydraulicfoam control cones
• Very low yield, an indication of highvolatile solids reduction
5,000 kg
• Greatly reduces the overall dewatering costs • Mesophilic conditioning and optimum pH
provide suitable conditions for nitrificationand denitrification
• No external alkalinity required• Conditioning in SNDR™ reduces ammonia,
soluble COD, and overall chemical andpolymer consumption
2,500 kg
1,900 kg
6.5 Cubic Meters
27-30% Solids * Destruction data based upon the representative
observed values at Yorkville Bristol Sanitary District
ThermAer™
3.4% TS pH 8-8.5
~65-70°C
Coagulant
CentrifugePolymer
Granulated dewatered biosolids at Yorkville BristolSanitary District, IL. Volume reduction greatlyincreases the storage capacity while reducingtransportation and disposal costs.
TPS ThermAer™ ProcessOverall Flow Schematic* TPS
PROCESS
TM

ThermAer™ Jet Aeration SystemMatching oxygen supply to process demands
Today the rules have changed...For the first time you can precisely match oxygen
delivery to oxygen demand, thanks to the
revolutionary ThermAer™ process featuring a
patented flexible-flow Jet Aeration System.
You get all these benefits and more:
• Extremely high oxygen transfer
efficiencies at low air/liquid ratio.
• Thermal conservation with low
air/liquid ratio.
• Independent control of oxygen transfer
and mixing.
• Variable liquid and air flow enhances
temperature control.
• Higher shear mixing of viscous
mixed liquor.
• “Retrofitability” to virtually any
basin/tank geometry.
Horsepower When You Need It.Energy Savings When You Don’t.Unlike conventional ATAD systems, ThermAer™
monitors and controls your process throughout
the cycle. Using proprietary technology available
only with ThermAer,™ aerobic conditions are
maintained at all times. The benefits of this
revolutionary concept over conventional ATAD
systems have been proven through several years
of full-scale operating experience:
• Optimized energy input.
• More efficient mixing from the bottom up
— providing the most effective mixing
intensity for 3-4% solids mixed liquor.
• Managed and controlled foam production.
• Eliminating the production of reduced
sulfur compounds which may cause
offensive odors.
ThermAer™ Assures Process StabilityThermAer provides stable process assurance and consistently highquality product. Thermal Process Systems has proven that certainprocess variables directly correlate, allowing them to be used as areliable means of control.
-30mV
-250 to -350 mV
18%
5-10%
65˚C
58˚C
Off-Gas O2
ORP
Temp
ORP Response
-30mV
Headspace Oxygen Content
18%
Uniform Temperature Increase
Typical Curves After Feed Cycle
A typical batch feed operation will yield similar response curves for ORP,Headspace Oxygen Content, and Temperature. A dip is normal prior tothe burn cycle and immediately following each batch feed. Notice therapid rise to normal conditions, which is repeatable. Thermal ProcessSystem’s patented control technology is based on the proven correlationbetween ORP, temperature, and other variables in the batching process.
“Mirror Image”
Independent research has proven that Oxygen Uptake Rate (OUR) andOxidation Reduction Potential (ORP) are inversely proportional, makingthis relationship a highly reliable control variable.
Conventional systems provide onlyone level of oxygen supply duringthe entire process, regardless ofthe level of activity in the reactor.
The ThermAer™system monitors theoxygen demand constantly throughthe use of oxidation reductionpotential (ORP). Based on thiscondition, VFDs adjust liquid flowrate and oxygen delivery to matchthe actual needs of the process thusassuring oxygen is available whenneeded thus saving horsepower andenergy. This assures you a morestable and complete digestionprocess in the reactor.
How Does it Work —and Will it Work for You?Whether you are upgrading your present system
or planning a new one, you can’t afford to
overlook the exceptional benefits offered only
by ThermAer.™
• Flexibility. ThermAer™ is easily adapted
to optimize most existing or proposed
design schemes, mechanical equipment
and processes, including:
• Virtually any tank size and geometry.
• Various thickening and/or dewatering
equipment.
• Unique site conditions and space
considerations.
• A Wide Variety of process flow schemes,
including single or multiple reactors.
• Reliability. ThermAer™ has consistently
met the most stringent demands for safety
and reliable performance in the field.
For example:
• Flexible Options for maintaining tight
temperature control at all times.
ThermAer’s advanced jet aeration
technology allows variations in air flow,
liquid pumping, or both.
• Optimum Foam Control through the
stability of the aerobic process and
the unique foam control system. The Splash
Cone™ and adequate headspace in the
reactor assure absolute foam management.
• Safer, Easier, Less-Frequent
Maintenance because there are no
moving parts inside the basin.
• Optimum Pump Life thanks to ThermAer’s
innovative process, allowing your pumps
to meet precise aeration requirements
at low speeds.
• Consistent Process Performance. Since
the thermophilic organisms are maintained
in their ideal environment at all times,
you’re assured that they are always hearty
and resilient.
• Simplicity. For all its sophistication,
ThermAer™ requires very little attention and
is remarkably easy to operate. Your operators
can perform waste and feed with less than an
hour per day of their attention. Your start-up
will also be smooth and easy, with minimal
training for your operations and maintenance
personnel. The major components (pumps
and blowers), as well as the monitoring and
testing devices should already be familiar to
them. You may even specify the automation
level you prefer — an integrated control
package or any number of other systems.
RECIRCULATEDLIQUID
EntrainedLiquid
High Velocity Jet Plume
AIR
500
400
300
200
100
0
0
-100
-200
-300
-400
OUR is Inversely Proportional to ORP
ORP
(mV)
Oxyg
enUp
take
Rate
(mg/
L-Hr
)
ORP OUR
Exclusive Jet Aeration SystemMonitors and Controls Air Flowand Liquid Pumping
Thermophiles require oxygen — and lots of it — to thrive and
consume excess food. But the exact amount of oxygen they
need for optimum performance is not constant. It varies
widely depending upon the stage the process may be in.
Yet surprisingly, conventional ATAD systems disregard these
variations, providing only a single rate of oxygen supply — an
inflexibility that requires a cumbersome multi-reactor process
to produce a single pathogen-free batch.
You’ll Appreciate the Difference...Use the chart on the back cover to compare
ThermAer™ to the most common methods
currently used for biosolids management.
Then, give us a call at Thermal Process
Systems. We will be happy to discuss your
needs and arrange an on-site visit to
evaluate your situation.
Oxygen Supply
TPS
PROCESS
TM

Storage Nitrification Denitrification Reactor*(SNDR™)
The importance of producing a high-quality
cake and reducing recycle constituents cannot
be overstated. With the advent of Storage
Nitrification Denitrification Reactor (SNDR™),
thermophilic sludges can be dewatered more
economically, producing a very high-quality
end product. Mesophilic conditioning prior
to dewatering reduces the soluble COD
fraction in the digested biosolids. The SNDR™
provides optimum temperature, pH, alkalinity
and aeration conditions for nitrification and
denitrification of digested biosolids. The SNDR™
improves dewaterability, cake quality and
reduces recycle concentrations.
Nitrification and Denitrification are controlled in
the SNDR™ by monitoring the pH, temperature,
and ORP. Since nitrification is inhibited at
temperatures above 35°C, this reactor is
operated in order to fully optimize the growth
rate of these specialized microorganisms.
pH set points can be used to control the
nitrification and denitrification process by
creating an aerobic or anoxic condition as
warranted. Because a reduction of total alkalinity
accompanies nitrification, the pH of the system
provides an ideal method of control.
Typical variation of ORP and pH in the SNDR™
• Utilizes air cooling to lower the
temperature of the liquid contents.
• Lower temperature and pH provide
the optimum conditions for the
scrubbing action in the headspace
of the tank.
• Provides Nitrifiers and Denitrifiers
in the centrate to continuously
re-seed the activated sludge
basin system.
SNDR™ Advantages• Lower Conditioning CostsReduction in soluble COD, ammonium,
and VFAs in the SNDR™ significantly
reduces the chemical demand for
dewatering operations.
• Lower Nutrient RecycleNitrification and denitrification in the
SNDR™ greatly reduce the ammonium
concentration in the recycle streams.
• Single Reactor SystemNitrification and denitrification is carried
out in a single tank.
• No External Alkalinity RequiredCO2 released during ThermAer™ digestion
generates carbonate and bi-carbonate
alkalinity. When transferred to the SNDR™
this alkalinity is utilized for nitrification,
therefore eliminating the requirement for
any external alkalinity source.
• Simple Control StrategyA Control strategy based on ORP,
temperature and pH controls the overall
process in SNDR.™
• Lower Disposal CostsSNDR™ provides an additional 10-15%
VS reduction in addition to already
high VS destruction in ThermAer.™ The
SNDR™ further reduces the biosolids to
be hauled from the facility.
• Full AutomationAutomation includes automatic waste,
feed, aeration, nitrification and
denitrification. The system can be
operated with minimal assistance.
The SNDR™:• Reduces ammonium and soluble COD
fraction in recycle stream.
• Provides optimum conditions for
nitrification and denitrification in a
single reactor system.
• Provides additional aeration to reduce
the oxidative demand and lowers
odor potential.
• Provides additional 10-15% VSR,
thus reduces sludge mass to be
hauled from the facility.
Quality BiosolidsCake Nutrient Data*Total Nitrogen 1.50%
Organic Nitrogen 1.25%
Phosphorus (P) 1.00%
Potassium (K) 1.50%
Sodium (Na) 0.03%
Calcium (Ca) 1.05%
Magnesium (Mg) 0.15%
BiofiltAer™
Simplicity• Odor control fan
• Primary humidification chamber
• Secondary humidification chamber
• Air redistributors
• Biofiltration chamber
BiofiltAer™ has:• The ability to remove high
ammonia concentrations during
upset conditions.
• No additional requirements
for nutrients.
• Low operating cost.
• Minimal head losses.
• Minimal electrical requirements.
• Low re-acclimation time.
• Inorganic layer for longer media life.
• Root wood media for biological
culture to attach and thrive.
Centrate Data*TSS ~150 mg/L
NH3 as N ~300 mg/L
COD ~2000 mg/L
Phosphorus ~30 mg/L
BOD ~200 mg/L
*Based on the representative sample analyzedfrom Yorkville Bristol Sanitary District
Land application site in Three Rivers, MI
BiofiltAer™ in Brunswick County, NC
BiofiltAer™ odor control unitin Bowling Green, OH.
BiofiltAer™ ensures that noodors are present on site.*Patent Pending
pH-ORP vs Time
6.45
6.5
6.55
6.6
6.65
6.7
6.75
pH
–120
–100
–80
–60
–40
–20
0
pHORP
ORP
TPS
PROCESS
TM



![SI D Perez 1,7-Naphthodiyne rev bnS4# # 1.2.5Synthesis*of*5,10,15,166tetraphenyl65,10,15,166tetrahydro65,16:10,156diepoxynaphtho[2,36 a]tetraphene*(9)* To#asolution#of#1,3Fdiphenylisobenzofuran(8,150#](https://img.pdfslide.us/doc/110x75/6055bd78cda8986d7f7b0561/si-d-perez-17-naphthodiyne-rev-bn-s4-125synthesisof51015166tetraphenyl651015166tetrahydro651610156diepoxynaphtho236.jpg)