-
7/30/2019 Food Industries Manual 010
1/21
GRAPESWines are traditionally made from the fruit ofVitis
vinifera of which there are a multitude ofvarieties growing in many
parts of the world.Wine can be made from other species.
Americanspecies are used as phylloxera-resistant rootstocks(see
below), while in the eastern states of the USAthe indigenous
species Vitis labrusca is commonlygrown. The labrusca flavour is
different from V .vinifera and though quite acceptable in America
itis not preferred and therefore not grown in Eur-opean
countries.
Table 7.1 lists some of the best known wine-making grape
varieties.Wine grapes are normally different from tablegrapes and
the skin colours, ranging from darkred or purple to pink or from
deep golden togreenish-white, allow a wide range of differentwines
to be made. Most varieties have white juice,so that white wines can
be made from red, as wellas white, grapes.
Ripeness is normally achieved about 100 daysafter the flowering
of the vine and is judged by thethickness and colour of the skins,
but principallyby the accumulation of sugars and diminution ofacids
(see Figures 7.1 and 7.2). Some of the finestwines need the grapes
to ripen beyond normalmaturity and for the juices to be
concentrated.This concentration can be done in a number ofways:
leaving the bunches on the vine; letting'noble rot' concentrate the
juice; spreadingbunches on straw mats in the sun; leaving buncheson
trays under cover in an airy place; letting thegrapes freeze on the
vine and pressing the frozengrapes; or freezing the juice after
pressing.A preharvest cull can focus the vine's energieson a
smaller number of bunches and special quali-ties can be made by
selective picking of the ripestgrapes. These demand
labour-intensive hand har-vesting. Mechanical harvesting, which may
shakethe grapes off the stalks onto a moving band, canreduce costs
for ordinary wines, but can alsoallow the makers of fine wines to
seize 'windows
7 Alcoholic Beverages
WINE
GrapesPage 236
ProcessingPage 238
AlcoholicfermentationPage 239
SecondaryfermentationsPage 239
MaturationPage 242
BlendingPage 243
WinesPage 242
FillingPage 243
LabellingPage 244
Quality aspectsPage 244
-
7/30/2019 Food Industries Manual 010
2/21
of opportunity' during changeable weather. Rainduring the
harvest can produce dilute wines, eitherby swelling the grapes or
by incorporating the rainon the outside of the bunches during
crush.Care and vigilance are needed to protect thevines and grapes
against pests and diseases. Somewill respond to curative measures,
bu t others likemildew and similar cryptogamic diseases demand
preventive spraying. Phylloxera, caused by a rootlouse, requires
the fine grape-bearing scions to begrafted onto resistant
root-stock varieties. The greymould Botrytis cinerea can ruin the
crop when itattacks unripe grapes, yet paradoxically, on fully-ripe
grapes it is called the noble rot and helps toproduce the top wines
of Sauternes and Tokay, aswell as the German
Trocken-beeren-auslesen.
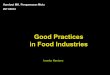
Total acidityM alic acidTartaric acid
Acidity (gl'1)
Days after colour change of the grapes from the initial opaqu e
greenFigure 7.1 Acidity of ripeninggrapes. ,Total acidity; , malic
acid; D, tartaric acid.
Table 7.1 Some of the most widely grown winemaking grape
varietiesVarietyAirenCabernet FrancCabernet SauvignonCarignan
(Carinena)ChardonnayChenin BlancGamayGewurtztraminerGrenache
(Garnacha)Malvasia
(Malvoisie)MerlotMuller-ThurgauMuscatNebbioloPalominoPinot Blanc
(Pinot Bianco)Pinot Gris (Pinot Grigio)Pinot
NoirRieslingSangioveseSauvignon Blanc (Blanc
Fume)SemillonSercialSilvaner (Sylvaner)Syrah
(Shiraz)TempranilloTorrontesTraminerTrebbianoUgni BlancVerdelho
White
WhiteWhiteWhiteWhiteWhiteWhiteWhiteWhiteWhiteWhite(White)WhiteWhiteWhiteWhiteWhite
WhiteWhiteWhiteWhite
Wine
Rose
RoseRose
Rose
Rose(Rose)
RedRedRed
RedRedRed(Red)Red
RedRed
RedRedRed
RemarksSpanish origin, large quantities
especially fo r Burgundyespecially fo r Beaujolaismeans 'spicy
Traminer'best known for Malmsey MadeiraSwiss origin, large
quantitiesseveral sub-varietiesespecially northwest Italyespecially
for sherry
especially for Burgundy (and Champagne)especially for
Chianti
fo r d ry Madeira
especially in Spainprincipally in Argentinaoriginally from north
Italyprincipally in ItalyItalian origin, large quantities
-
7/30/2019 Food Industries Manual 010
3/21
OTHER RAW MATERIALSBrandies and similar spirits have long been
dis-tilled from wines and compulsory distillation hasfo r a number
of years been a principal means ofreducing the 'wine lake' in
Europe. Such brandiesand rectified grape spirits are used in the
makingof fortified wines, and when added to unfermentedgrape juice,
making wines such as Pineau desCharentes, vins de liqueur or
Mistelas.
There is also significant production of unfer-mented grape juice
in Europe and in America,partly for the production of grape juice
soft drinksand partly as another means of reducing the 'winelake'.
In Europe the juice is usually concentratedto give concentrated
grape must.
In the European Union, wines made from con-centrated grape juice
or from dried grapes aredenominated 'made wines', while 'fruit
wines' arethose made from fruits other than grapes. Fruitflavours,
such as peach juice, are added to somesparkling wines. Aromatized
and flavoured wines,such as Vermouths, as well as so-called
'tonicwines', make use of a wide range of traditionalherbs and
spices, with their essential qualitiesobtained in a variety of ways
according to thedesired style of product.
Cane or beet sugars are commonly added to thegrape juice in more
northerly vineyards, and alsoin unsatisfactory vintages, to make up
for a defi-ciency in grape sugars. The acidity of the grapejuice
inverts the sucrose of cane or beet sugarsinto the glucose
(dextrose) of grape sugar. InFrance, sucrose is added in dry form
(drysugaring), also known as 'chaptalization', whereasin Germany it
has been traditional to dissolve thesugar in water. This wet
sugaring has the furtheradvantage of reducing the acidity slightly.
The
excessive production of grapes in the EuropeanUnion, as noted
above, has led also to a campaignto replace chaptalization with the
use of rectifiedconcentrated grape must. Many German wines
aresweetened after fermentation, using sterile-filteredgrape must
(Siissreserve) which may have beenkept back from a previous
vintage.
PROCESSING OF GRAPESFor the finest types of wine the bunches may
besorted to eliminate faulty or unripe grapes. Nor-mally the next
process is to separate the grapesfrom the stalks and crush the
berries. This used tobe done by treading with the foot but is
noweffected with a crusher-destemmer.
For nearly all white wines it is important toseparate the juice
from the skins, pulp and pipswithout delay, especially when white
wine is beingmade from red-skinned grapes as may be the casewith
champagne. This is done in one of manytypes of wine press. It can
be a batch process (forchampagne, fine white wines or sherry) or in
acontinuous press for the speedy and economichandling of quantities
of lower priced wines.
For red and rose wines the colour, which isunder the skin of the
grape, needs to be extractedinto the juice. This skin contact
(maceration) maylast fo r only one night or 24 h (for pale
rosewines) or continue for three weeks or more, fo rdeep red wines.
Colour extraction is related totemperature (see Thermovinification,
under TEM-PERATURE CONTROL below) as well as time. Somewines are
made by putting whole bunches withoutdestemming or crushing into
closed vats, wherethe start of fermentation from the ripest
grapescrushed under the weight of the mass bathes the
Days after colour change of the grapes from the initial opaqu e
greenFigure 7.2 Maturity of ripening grapes. ,degrees Oechsle; D,
maturity index. Maturity index = 10x -iwhere density is measured in
degrees Oechsle and acidity is in g I"
1.
total acidity
Maturity index = I Q x density, OechsleTotal acidity, g/1
Degrees OechsleMaturity index
Index
-
7/30/2019 Food Industries Manual 010
4/21
remainder of the bunches in carbon dioxide gas(carbonic
maceration) giving special flavour andcolour extraction.During
maceration, bubbles of carbon dioxidegas tend to lift the skins,
pips and pulp to thesurface to form a 'cap'. Various techniques
areused to keep the skins in contact with the juice,such as
punching down the cap, pumping the juiceover the cap, keeping the
cap submerged with agrid part of the way down the vat or by
havingmechanical paddles inside the vat. When sufficientcolour has
been achieved or the fermentation fin-ished, the free-run wine can
be drawn off, afterwhich the pulp, pips and skins can be put in
awine press and the press wine extracted from thepomace. If
desired, pips can be removed from thepomace with a special
depipping machine and coldpressed to yield grape seed oil as a
by-product.The yield is small (6 to 10% of the seeds) com-pared
with 20 to 50% from other oil-producingseeds and nuts.
Vinification
Grape juice may be processed as such (seeChapter 6) but for it
to be considered as wine thepresence of alcohol is essential. This
may simplybe added to the unfermented grape juice, as inMistelas,
Pineau des Charentes or Tokay Essenzia,or added after fermentation
in the case of wineslike port and sherry. However, most
winemakingrequires the action of fermentation micro-organ-isms on
the sugars and other constituents of thegrape juice.
C6H12O6 -> 2C2H6O + 2CO2 + 23.5 calsThis is called the
primary fermentation and iscarried out by the enzyme zymase,
produced byyeasts, usually Saccharomyces ellipsoideus. A s
arule-of-thumb one can reckon that each 18 g sugarper litre of
juice has the potential to produce 1 %alcohol; hence a grape must
with 216 g I"1 sugar(about 12 Baume) would be needed for a drywine
with 12% alcohol by volume (ABV).Yeast cells absorb nutrients
(sugars, etc.)through osmosis and dispose of the products(alcohol
and carbon dioxide) similarly throughthe cell wall. They are
therefore influenced by themedium in which they find themselves. If
thesugar concentration in the grape must is too greatthe yeast
cells are apt to dehydrate and collapse,and similarly if the
concentration of alcohol inthe wine becomes too high. Thus
fermentationm ay be difficult to start with very rich grapem usts,
while special alcoho l-resistant strains of
yeast may be needed for the vinification of highstrength wines.A
second fermentation by adding more sugarand yeast is used to make
sparkling wine, wherethe production of carbon dioxide gas is the
prin-cipal objective. A different second fermentation,called the
'governo', is used in some Italian wines,adding unfermented grape
juice and yeast to thewine to give it extra strength and body. Fino
sher-ries have a 'flor' second fermentation by filmyeasts growing
on the wine surface which strip thesherry of oxygen creating a
reductive state andkeeping the wine fresh and crisp. Proliferation
ofyeast cells during fermentation results in 'winelees', mainly
dead yeast cells, tartrates and grapefragments, so that young wine
requires clarifica-tion or racking, or disgorging in the case of
spark-ling wines.Lactobacilli are the ferments in a different
sec-ondary fermentation in which the sharp tastingmalic acid of
some young wines is converted intothe milder lactic acid.
HO2CCH(OH)CO2H + H2O - HO2CCH(OH)CH3 + CO2Malic acid Lactic
acid
This malo-lactic fermentation also produces CO2gas, giving the
characteristic 'petillant' style ofcertain wines, like the Vinho
Verdes of northernPortugal. Lactobacilli seem to have a
symbioticrelationship with the yeasts of the primary fermen-tation,
relying on yeast by-products for their acti-vation.Ferm entation
stops naturally when all the fer-mentable sugars have been
converted to alcohol.It can also end if the alcoholic strength
reachesthe limit of tolerance of the strain of yeastinvolved,
causing the cells to dehydrate and col-lapse. It can therefore be
stopped artificially byadding alcohol (fortification) either to the
fer-menting wine (in the case of port) or even tounfermented grape
juice, as in Mistelas or Pineaudes Charentes. Fermentation can be
stoppedmechanically by sterile filtration or centrifugingwhich
remove the yeast from the wine. Tempera-ture control, by cooling to
inactivate the yeasts orheating to pasteurize them, is another
methodavailable. Sulphur dioxide or sorbic acid preserva-tives may
also be used.
AcidsThe predominant acid during the early stages ofdevelopment
of the grape is the 'green-apple'malic acid (see Figure 7.1). As
the grape changescolour and matures, aided by warmth and
-
7/30/2019 Food Industries Manual 010
5/21
moisture, the malic acidity diminishes while thetypical grape
acid, tartaric, begins to predominate.During the alcoholic
fermentation some of the tar-taric acid comes out of solution in
the form oftar-trates (known in the past as 'argols' or winestones)
which can be a useful by-product, manu-factured, fo r example, into
baking powder.
During vinification and maturing, the wine-maker has to guard
against or control volatileacidity. This is caused by the action of
Aceto-b a c t e r , which convert alcohol into acetic acid, andif
uncontrolled can cause spoilage and turn thewine into vinegar. In
very small quantities,however, Acetobacter can help to develop
esters,giving finesse to the aroma.
A number of wines, such as the Moselles, owetheir crisp and
refreshing character to a quite highcontent of malic acid, but for
other styles ofwines, expected to be mild and smooth, the
wine-maker may wish to encourage the action of lacto-bacilli to
convert the malic acid into lactic acid inthe malo-lactic
fermentation. The total acidity ofa must or a wine is a useful
indication of thematurity of the grapes and the development of
thewine.Other acidsCitric acid has been used in the past to
complexand control metal contamination in wines. Tracesof succinic,
propionic and some other acids mayresult as by-products of
fermentation.
Sulphur dioxide
Sulphur dioxide has a distinctive role in wine-making, as a
preservative, a sterilizing agent andas an antioxidant. It has a
tendency to combinewith sugars which reduce its effectiveness both
asan antioxidant and against micro-organisms. Assulphurous acid it
can impart a harsh or 'hot' endflavour to a wine. It can also react
to producemercaptans or bottle stink in an old wine. Table7.2 shows
quantitative relationships amongvarious practical sources of SO2
when added towine.
Carbon dioxideCarbon dioxide or carbonic acid is a by-productof
the alcoholic fermentation. From still wines it isallowed to
disperse into the atmosphere but forpetillant and sparkling wines
it is retained in solu-tion in the bottle. Its solubility is
greater at lowertemperatures. It may also be lost from solution
byformation of complexes with sugars. The size andfrequency of the
bubbles in a sparkling wine arereferred to as the mousse.
Sparkling winesThe classic 'methode champenoise' consisted
firstof making a still wine from the champagne grapes,
Table 7.2 Dosage of sulphur dioxide for the treatment of grape
musts and winesSO2 content required(mgr1)
51015202530354045505560657075
100125150
SO2 (applied as)Liquid SO2(ghr1)
51015202530354045505560657075
100125150
SO2, solution(rnlhP1)100200300400500600700800900100011001200
130014001500200025003000
5% Potassium metabisulphite(ghr1)102030405060708090100110120
130140150200250300
Sulphur candles(no. of thin sheets)1-1V 22-33-41A4-65-7
!/26-97-1O 1A8-129-131X 210-15
-
7/30/2019 Food Industries Manual 010
6/21
then adding sugar and a special yeast, bottling thewine in
strong bottles and corking it securely,often using crown corks.
Here the primary objec-tive is not the conversion of sugar into
alcohol bu tthe production of carbon dioxide gas for thesparkle.The
subsequent removal of the dead yeast cellsand tartrates resulting
from this process requirestheir manipulation on to the corks.
Traditionallythis is done with the bottles placed with their
necksin racks slanted at about 30-40 to the vertical.Each bottle is
first shaken to loosen the sediment,rotated fractionally on its
axis and oscillated andgradually titled to become neck downwards.
Theseoperations are repeated every few days, over aperiod ranging
from a few weeks to severalmonths. The necks of the bottles can
then beimmersed in a freezing bath, so that the lees aresecured in
a lump of ice attached to the cork. Thusthe bottle can safely be
stood upright, and the corkwith its attached ice and sediment
removed. Thedryness of the wine may be adjusted to give Brut(very
dry), dry, half-dry or sweet styles by theaddition of an
appropriate dosage of wine andsugar solution, then the bottle is
recorked andwired to prevent the cork from blowing off later.
The 'Charmat' or 'cuve-close' method wasinvented to avoid such
labour-intensive processesfor lower priced sparkling wines. In this
systemthe second fermentation is carried out in an insu-lated
pressure vessel; cooling allows more CO2 tobe dissolved. The
sparkling wine is then forced outunder counterpressure of the CO2
gas through afilter to remove the yeast sediment, into the
bottlesand corked.An intermediate procedure, known as the'transfer
method', is used fo r some mediumquality sparkling wines. The
secondary fermenta-tion takes place in bottle and in due course
thebottles are uncorked, placed in a star wheel,emptied under CO2
counterpressure which drivesthe wine through a filter to remove the
yeast,thence into clean bottles which are recorked.Some of the
labour of the traditional methodsmay be reduced, fo r instance if
the shaking ofthe sediment onto the cork is assisted bymechanical
means, after which the necks can befrozen and disgorging and
recorking proceedsnormally.P artial ferm entation is used in m
aking a num berof special types of wine. L ow alcohol wines
likesome Lambrusco, are sterile-filtered under CO2counterpressure,
leaving semi-sparkling wine withresidual sweetness. Port has its
fermentationstopped by the addition of brandy, producing arich
sweet high strength wine.
TartratesA s the alcohol content of the ferm enting
wineincreases, the saturation point of tartrates in solu-tion falls
and they may crystallize out into thewine lees or onto the walls of
the wine vessels. Afall in temperature will also increase tartrate
preci-pitation (Table 7.3).
To avoid deposition of tartrates in the wineafter bottling it is
usual, particularly with whitewines, to hold the bulk wine just
above its freezingpoint fo r 7-14 days, then centrifuge or filter
(orboth) to remove the crystalline deposit. Clarifica-tion may be
accelerated by 'seeding' the cold winewith a small quantity of
potassium bitartrate.Tartrates can be extracted from wine
lees,pomace or the deposits in storage vats, by treatingthem with
boiling water and then cooling the
resultant solution. O ne litre of water at 9O 0C candissolve 57
g potassium bitartrate (cream oftartar) bu t when cooled to 1O 0C
it will retain only4 g, the rest crystallizing out. The potassium
bitar-trate is usually accompanied by a small quantityof calcium
tartrate. Precipitation of tartrate froma wine also reduces the
acidity of the flavour.Temperature control
Temperature control is important in the art ofwinemaking.
Micro-organisms have different meta-bolic rates at higher or lower
temperatures andchemical reactions such as oxidation are
similarlyinfluenced. In the simplest way, temperature maybe
controlled by judging the best size for the winevessels and
encouraging air currents (in aboveground wineries), or by storing
the wine in under-ground cellars.
Table 7.3 Solubility of potassium hydrogen tartrate (potas-sium
bitartrate) in water and alcoholTemperature(0Q
O5101520253035404550
Solubility (g 1 l ) in water containingthe stated percentages of
alcohol
0%0.300.320.410.440.490.540.690.840.961.131.25
10%0.170.190.210.240.290.360.400.490.540.730.87
20%0.110.130.160.160.170.210.250.290.380.440.54
30%0.070.070.090.090.110.120.130.190.230.260.30
-
7/30/2019 Food Industries Manual 010
7/21
Technology adds thermovinification to extractcolour and flavour
from the skins, autovinificationto reduce the labour of breaking
the 'cap' andpumping-over, while cooling equipment canprovide lo w
temperature fermentation.
MATURATIONAlthough some wines are made fo r early drinking,as
'Primeur' wines, most wines benefit fromcareful maturing, during
which sharpness an droughness diminish while aromas and flavours
candevelop and gain in complexity.
The winemaker's skill is required to judge theoxidoreductive
state of the intended wine. Thisprocess m ay best be envisaged
through the dif-ferent styles of sherry. After the primary
'tumul-tuoso' fermentation is ended, the various casks aretasted
and graded. Some are neutral rayas suitablefo r blending. Others
are destined for maturing ina reductive state state as finos, in
which a floryeast strips the wine of oxygen. Others again areleft
with an airspace in the cask to develop in anoxidative state as
olorosos. Combinations of thetwo maturing methods yield other
styles an dsubtleties. Once the style has been established inthe
nursery cellar ('criadera'), it is maintained bytransferring the
young wine little by little, cask bycask and row by row, through
the stack of casksmaking up the 'solera' of that particular style
andquality. Sherry is also different from most otherwines by being
left on the lees so that the yeastresidues remain at the bottom of
the casks and areslowly autolysed producing aldehydes.
CH3CH2OH + 1X 2O 2 -> CH3CHO + H2Oalcohol acetaldehyde
Such aldehydes contribute significantly to thetypical aromas and
flavours of sherries. Howeverif oxidation is unchecked acetic acid
can be pro-duced.CH3CH2OH + O2 -> CH3COOH + H2O
acetic acidThis imparts vinegar tastes and 'volatile
acidityaromas'. Other than the sherries, most wines incask need to
be clarified by taking them off thelees ('racking' them) into clean
casks. Carbondioxide or other inert gas such as nitrogen may beused
during racking if the wine needs to be pro-tected from the oxygen
in the air so as to be keptin a reductive state. A relatively high
acidity helpsto keep a wine in a reductive state, as does
thepresence of dissolved carbon dioxide under pres-sure.
Clarification may need to be aided by 'fining'.Traditionally,
high quality red wines were finedwith egg white and white wines
with gelatin orisinglass. Other products such as bentonite areno w
used. Most finings act by flocculation andadsorption and they need
to be thoroughly dis-persed throughout the wine. Centrifuging and
fil-tering are other ways of clarifying grape must andwine; filter
aids such as diatomaeceous or infu-sorial earth may be used.Wine
vesselsWinemaking and storage vessels, originally ofstone, pottery
or wood, may now be of stainlesssteel, fibreglass or ceramic-lined
concrete. Self-emptying vats reduce the labour of handlingpomace
from red wine production. Insulated pres-sure vessels are now used
for the 'Charmat'system of sparkling wine production.TYPES OF
WINEWine is a long term product. Clearing the landan d planting m
ay require several years before thefirst wine is marketed and there
is a return on theinvestment. Therefore wineries m ay start
bybuying in grapes from existing growers an d mar-keting a range of
styles: red, white and rose dry(fully fermented) wines. Wineries
use noble grapesfo r classic styles needing maturation an d
moreordinary varieties fo r making 'quaffing wines' forcash-flow.
They m ay produce medium-dry orsweeter table wines, either by
starting with moresugar-rich grape juice or by stopping
fermentationand leaving residual sugar and they may makesparkling
wines by secondary fermentation (andeven sometimes by carbon
dioxide gas injection!).Fortified wines were originally developed
towithstand longer sea journeys and traditionallycome from warmer
vineyard regions; madeiraowes its particular keeping qualities to
the 'estufa'technique, whereby the casks of wine are 'baked'in hot
cellars, which stabilizes and oxidizes thewine giving the
characteristic 'maderized' style.Mediterranean countries such as
Greece andCyprus have marketed their surplus grape produc-tion as
raisins and by making vacuum-concen-trated grape must. This has
been shipped tocountries like the UK to be reconstituted byadding
water and fermented with cultured yeast tomake 'British Wine' (in
EU parlance - 'madewine'). This should not be confused with
'Englishwine', made from fresh grapes grown in
Englishvineyards.
-
7/30/2019 Food Industries Manual 010
8/21
Ginger wine is made from grape concentrateand ginger, while
tonic wines m ay include phos-phates.Vermouths are normally made
with base winefrom fresh grapes and their characteristic
ingre-dient is wormwood, Artemis ia absinthium; inItalian vermouth
it is usually Roman Wormwood.Japanese Sake, although it is
sometimes called'rice wine', is in fact brewed, using the
symbioticrelationship of a starch digesting mould and asugar conv
erting saccharomyces.
BlendingA grower will find that some of his vineyard siteshave
better exposure than others, and that thegrapes ripen at different
times; it can be the samewith different grape varieties. So a
winemaker,using grapes of several varieties from a number
ofdifferent sites, m ay have to make a selection frommany vats of
that vintage. Furthermore, fromeach vinification of red wine he may
have twovats, one of the free-run wine and another of presswine. If
the vintage is such that the free-run islacking a bit in body, an
admixture of the morerobust press wine m ay well produce a
morebalanced wine.A proportion of the crop may be vinified
ormatured in new oak in order to complex thearomas and flavours,
while some may be in oldercasks where differences in the timber and
its por-osity may give greater or lesser oxidative effects.With the
element of chance and so m any variablesat play, the winemaker
cannot expect every caskor vat to be exactly the same. Although in
thepast, top German winemakers may have sold indi-vidual casks
separately and put the cask numberon the label, present-day
marketing demands adegree of standardization. In order to iron
outminor variations, winemakers put wines of similarquality into a
vat for equalization before fillingthem into container, cask or
bottle.The ultimate in equalization is achieved inSpain with the
solera system (see under MATURA-TION above), where wine fo r
despatch is drawnfrom every cask in the bottom row of the
stack,each containing a blend of all the vintages goingback to the
time when the solera was first estab-lished. It is thus the
ultimate in non-vintage wine.Producing a non-vintage wine has two
mainadvantages. If for example one vintage is lackingin acidity and
the next has high acidity, blendingthe two together may well
produce a morebalanced wine, superior to either of the
ingredi-ents. Moreover, customers will get a more stan-
dard product, irrespective of weather variationsfrom vintage to
vintage and will no t have to keepchanging the vintage year shown
on their lists.Vintage wine is assumed to be exclusively of
thenamed vintage. In the case of vintage port it istraditionally
bottled two years after the year whenit was harvested. The
exceptions to this aredenominated 'late bottled 19** port' or 'port
ofthe 19** vintage' or 'Colheita 19**'. O ld vintageport will
normally need to be decanted to avoidgetting sediment in the glass,
as will 'crusted port'.
It should be remembered that a vintage winefrom a southern
hemisphere vineyard will be 6months older than the same vintage
from anorthern hemisphere vineyard.
FILLINGUntil fairly recently most wines were delivered topoint
of sale or marketing area in casks. Transportcasks were of
thick-staved chestnut wood, whereasthe cellar casks fo r maturing
were more usually ofoak. (Tonnage of ships originated in the
numberof 'tuns' of Bordeaux wine they could carry: 1tonneau = 4
Hogsheads, each holding about 225 1or 50 Imperial gallons). These
transport casks areno w largely replaced by containerization:
regularstainless steel wine tanks for road, rail and seatransport;
road tankers (bowsers) for 'roll-on-roll-ofF ( R o - R o ) ferry
transport; multicompartmentedtanker ships which ply the
Mediterranean withvermouths, sherries and other bulk wines.Bottling
at source, in the past restricted to thefinest wines, is now an
economic possibility evenfor keenly priced wines, thanks to
containerizationwhich allows cartons of bottled wines to
traveldirect from producer to point of sale without thehandling
costs of breaking bulk.
BottlingBottles come in a variety of colours, shapes andsizes,
many dubbed with esoteric names. The Eur-opean Union has agreed
some standardized typesand sizes; correctness of fill according to
the ECQuantities Directive may be indicated with a lowercase letter
'e' on the label.Corks, from the inner bark of the cork oak,Quercus
suber , have been standard closures fo rbottles fo r many years
since they replaced oil-soaked rags. 'Full-long' corks are used for
thefinest wines which may need to remain in bottlefo r m any
years.The shortage of top quality cork has led to the
-
7/30/2019 Food Industries Manual 010
9/21
development of composition stoppers, combiningcompressed
granulated cork with layers ofordinary cork. Champagne and
sparkling winesneed over-sized corks, which are squeezed anddriven
forcibly into the bottle neck, then mush-room out into the typical
champagne cork shapeand wired down to resist the CO2 gas
pressure.The corks of vintage port were fo r many yearscovered with
sealing wax to prevent the entry ofcork weevils. It is now more
usual to protect thecork and decorate the bottle with a capsule,
ori-ginally of lead but now of aluminium alloy orplastic. Sparkling
wines have foil over the corkan d neck, concealing the ullage
resulting from thespace needed for the gas; 80 cl bottles fo r
spark-ling wine have the normal fill of 75 cl. Plastic stop-pers
are used fo r some lower priced sparklingwines an d crown corks are
an alternative, also fo rsome semi-sparkling (petillant) wines.
Stoppercorks can be used on wines like sherry which donot need to
be laid down and are convenient forthe consumer as no corkscrew is
required. Closuresfo r inexpensive wines include 'roll-on,
pilfer-proof(ROPP) closures which do not require capsules.
Other retailing containersPottery containers like the classic
amphora, whichwere the norm in ancient times, are occasionallyused
in place of glass bottles.Plastic bottles (polyethylene
terephthalate -PET) are mainly fo r airline use to save weight
aswine packed in them has limited shelf life. Blownplastic PVC
containers had the disadvantage thattraces of solvents and
plasticizers used in theirmanufacture could leach into the wine and
bedetectable on nose and palate. They have effec-tively been
replaced by the now ubiquitous 'bag-in-box'; these cartons with
multilayer collapsiblelinings come in various sizes, usually 3 or 5
1, witha variety of taps. Smaller lined cartons (e.g. Tetra-pak)
with various pouring devices can also befound and appear to be
growing in popularity,particularly in the New World.Cans are
sometimes used fo r lower priced winesbut seem to have limited
appeal and little or noprice advantage.
STORAGEWine needs to be stored at an even temperature.Wide
variations can cause premature ageing. Wineis a liquid which
expands with a rise in tempera-ture when it may force its way into
an d through
the cork, while a drop in temperature will causecontraction,
drawing in air, and causing oxidation.Wine also needs to be
protected against light,which can cause unwanted ageing. Both
theserequirements were met in the past by storage inunderground
cellars and this still has many advan-tages. However, mechanical
handling and palleti-zation can make
temperature-controlledwarehouses more advantageous, with greater
head-room allowing pallet racking.With high rates of excise on
alcoholic beverages,Customs and Excise bonded warehouses may beused
fo r long term storage, since excise duty andvalue added tax (VAT)
only become payable onremoval from bond an d duty free re-export
can bearranged if required.
LABELLING AND DISTRIBUTIONLabelling laws lay down the
information thatmust be given fo r wines offered fo r sale,
togetherwith the size of lettering to be used fo r much ofthe
essential information. In recent years, labellinghas become more
'user friendly' , with back labelsproviding data about how and
where the wine wasmade, information about relative fullness or
sweet-ness and suggestions how and with what foods itm ay best be
enjoyed.Wine trade education is now well-organized andwidely
available and is beneficial at all levels ofthe distribution chain.
It is arguable whether thewine trade is supply-led or demand-led.
Vineyardsare planted for an economic lifespan of 20 to 30years.
Public likes and dislikes may change severaltimes during that
period. The winemaker and themerchant need all their skills to be
responsive tochanging tastes.
QUALITY ASPECTSQuality is easier to recognize than to define.
Inmany wine growing areas of the world certainwines have been
recognized fo r their quality andhave set benchmarks. These wines
may be recog-nizably different from one another but thecommon
factor of them all is the harmony of thevarious characteristics
which make up the whole.In red wines the winemaker is balancing
theextraction of colour and flavour components ofthe anthocyanins
(oenotannins) lying under thegrape skins, judging their ripeness,
deciding howfar they should be oxidized and the possibilities
ofcomplexing them with wood tannins (gallotannins)from casks or
vats.
-
7/30/2019 Food Industries Manual 010
10/21
White wines are pressed so as to extract thejuice q uickly,
which results in lim ited extraction ofthe grape tannins, which in
turn makes the deci-sion whether or not to use oak aging more
impor-tant. In white wines the balance between fruitflavours (or
soil characteristics) and aciditybecomes important; the fruit
flavours and aromaswill differ according to the grape variety and
theripeness of the vintage, as will the acidity.Acidities, alcohol
and any residual sugars needto be in harmony, to avoid either
'empty', 'flabby'wines, or 'sharp', 'harsh' wines at the
otherextreme. The extract content (see later under COM-POSITION)
plays a part in the body of a wine whilethe persistence of flavours
on the palate createsthe impression of 'length' and 'aftertaste'.A
number of the flavour components of a wineare aroma linked. Wine
aromas may be dividedinto primary aromas, such as the flower or
fruitnotes related to the grape variety, and secondaryaromas,
related to esterification and the com-plexing of the primary
notes.
Deposits
The behaviour of tannins in red wines is related tothe pH of the
wine. When the isoelectric point oftannin is reached, tannins can
change their charge,link to other substances (often in colloidal
form)in the wine, flocculate and fall out. So tannin pre-cipitation
may be related to the malic acid contentand the state of the
malo-lactic fermentation, orto the tartaric acid content and the
degree of tar-trate precipitation.Tannin precipitation also depends
on whethertrace iron associated with the tannins is in thebivalent
or the trivalent state. For instance, if ared wine is fined with a
colloidal fining under vig-orous agitation, oxygen will be
introduced, ironconverted to the ferric state and tannin
precipita-tion will be encouraged.Deposits may also relate to the
quality of thevintage: in less ripe years, the nitrogenous matterm
ay be mainly amino acids and short chain pep-tides and fallout may
be powdery; in ripe vintages,longer chain peptides may be formed
and granularfallout can occur; in super ripe years,
polypeptidechains may be formed with the result that oldbottles of
fine port, for instance, may have 'bees-wing' formation on the
sides of the bottles.Bottles of white wine m ay have angular
crystalsat the bottom or on the cork. They look ratherlike sugar
crystals and are sometimes mistaken forfragments of glass bu t they
are in fact deposits ofTARTRATES (see above). When they form on
a
cork this may have been triggered by some treat-ment such as
cork bleaching by the cork mer-chants, or seeded by cork dust
coming out of thestomata of the cork.
CompositionTypical laboratory figures for the composition
ofgrape juice are given in Table 7.4.Tables 7.5 and 7.6 show
relationships betweenseveral measures of specific gravity and
sugarcontent. These are most useful when the degree ofmaturity of
grapes is to be estimated (see alsoFigures 7.1 and 7.2). Table 7.7
shows relationshipsbetween different measures and expressions
ofalcohol content. The classic analysis of winesincludes measuring
the dry extract by evaporatinga measured quantity of wine to drive
off the liquidcomponents. The extract may also be estimatedfrom the
specific gravity (SG). For this one needsto remember that
increasing quantities of alcohollower the density or specific
gravity of a mixtureof alcohol and water (Table 7.7) whereas
sugars,etc. increase the specific gravity (Tables 7.5 and7.6). The
rule-of-thumb formula for the calcula-tion of extract is: ^2 = (d +
1) d \ whered2 = SG of the extractd = SG of the wined \ = SG of the
alcohol content.R esults of this calculation are shown in Table7.8.
With sweet wines one may wish to calculatethe balance of extract or
'extract without sugar'by subtracting the residual sugars in gl"1
fromthe total extract in g I"1.Typical analyses of wines, as quoted
in modernbuying specifications, are given in Table 7.9. Table7.10
shows relationships between alcohol content,acidity and extract to
be expected in wines with areasonable balance.Table 7.4 Composition
of ripe grape juice ( %)Water 70-85E xtract (solids) 15-30Sugars
12-27Pectins 0.1-1P entosans andpentoses 0.1-0.5Acids:malic
0.1-0.5citric tracetartaric 0.2-0.8*Tannins 0.0-0.2Proteins
0.5-1Ash 0.2-0.6* Mainly as potassium bitartrate.
-
7/30/2019 Food Industries Manual 010
11/21
Table 7.5 Measures of densitySpecific Degrees Degrees
Degreesgravity Oechsele Brix Baume
.000 O 0.00 0.00.005 5 1.25 0.71.010 10 2.50 1.43.015 15 3.75
2.12.020 20 5.00 2.75.025 25 6.25 3.43.030 30 7.50 4.14.035 35 8.75
4.86.040 40 10.00 5.71
.042 42 10.50 6.00.045 45 11.00 6.11.049 49 12.20 7.00.053 53
13.00 7.22
.057 57 14.00 7.77.061 61 15.00 8.32.063 63 15.70 9.001.070 70
17.50 10.00This table is an approximation based on French and
Germantables, using different instruments.
Table 7.7 Measures of alcohol in m ixtures of alcohol andwater
at 150CAlcoholic Alcohol (grams per Alcohol (grams per
Specificstrength 10Og of mixture) litre of mixture) gravity(ABV) (%
by weight)0 0.000 0.000 1.000001 0.795 7.936 0.998442 1.593 15.873
0.996953 2.394 23.809 0.995924 3.196 31.745 0.994135 4.001 39.682
0.992776 4.807 47.618 0.991457 5.616 55.554 0.990168 6.426 63.491
0.988919 7.238 71.427 0.9877010 8.050 79.364 0.9865211 8.867 87.300
0.9853712 9.685 95.236 0.984241 3 10.503 103.173 0.9831414 11.324
111.109 0.982061 5 12.146 119.045 0.9810016 12.969 126.982
0.9799517 13.794 134.918 0.9789218 14.621 142.854 0.9779019 15.499
150.791 0.9768820 16.279 158.727 0.9758721 1 7 . 1 1 1 166.663
0.9748722 17.944 174.600 0.9738723 18.779 182.736 0.9728624 19.616
190.472 0.9718525 20.455 198.409 0.9708426 21.495 206.345 0.9698127
22.138 214.281 0.9687628 22.984 222.218 0.9676929 23.832 230.154
0.9675930 24.683 238.091 0.96545
Table 7.6 Measures of sugar content*Specific Degrees Sugar
content Ad justed sugargravity Oechsele from Brix tables content( g
r1) (gr1)1.060 60 155.7 130.31.070 70 181.9 156.71.080 80 208.1
183.11.090 90 234.2 209.51.100 100 260.6 235.91.110 110 286.8
262.3*The presence of non-sugars in grape must means that
sugarmeasurements made by specific gravity or refractometer need
tobe adjusted.
Table 7.8 Calculation of wine extractSpecific E xtract Specific
E xtract Specific E xtractgravity (gl -1) gravity (gl"1) gravity
(gl"1)at 150C at 150C at 150C
.0040 9.6 1.0105 25.2 1.0170 41.4.0045 10.8 1.0110 26.4 1.0175
42.9.0050 12.0 .0115 27.6 1.0180 44.3.0055 13.2 .0120 28.8 1.0185
45.8.0060 14.4 .0125 30.0 1.0190 47.2.0065 15.6 .0130 31.2 1.0195
48.7.0070 16.8 .0135 32.4 1.0200 50.11.0075 18.0 .0140 33.6 1.0205
51.61.0080 19.2 .0145 34.8 1.0210 53.01.0085 20.4 .0150 36.0 1.0215
54.41.0090 21.6 .0155 37.2 1.0220 55.91.0095 22.8 .0160 38.5 1.0225
57.31.0100 24.0 .0165 40.0 1.0230 58.8
Table 7.9 Typical range of analysis of table wines, as
bottledAlcohol 7-14 % v/v Variable, depending on typeetc.;
(normally declared on thelabel, with a tolerance of
0.5%)Acidity, total 4.5-10 g I"1* Variable, depending on
type
and qualityvolatile 0.2-0.5 g I"1* Excess is considered a
defect;up to 1.0 mg I"1 may betolerated in some wines
pH 3-3.5Iron 5 mgl"""
1Sometimes as high as2OnIgP1
SO2, total 50-250 mg I"1 Legal maxima vary accordingto winefree
20-50 mgr1
Sorbic acid 200 mgl"1 Maximum* Acidity is usually expressed in
grams of sulphuric or tartaricacid per litre: sulphuric acid,
H2SO4, 1 M = 49 g I"1; tartaricacid, C2H4O2(COOH)2, 1M = 53
gr1.
-
7/30/2019 Food Industries Manual 010
12/21
Table 7.10 Alcohol, fixed acidity and extract of winesAlcohol
Fixed aciditya Balance of extract13
(minimum) (gl"1)(g I"1 as tartaric)(% by volume) Red & white
wines R ed wine White wine7 6.6 11.0 9.08 5.7 11.5 9.59 5.0 12.0
10.010 4.5 12.5 10.5
11 4.1 13.0 11.012 3.8 13.5 11.513 3.6 14.0 12.0a Fixed acidity
is calculated by subtracting the volatile acidityfrom the total
acidity.b Balance of extract represents the weight of glycerine
andsimilar substances (glycols), mineral salts, nitrogenous
matter,tannins and colouring matters and other substances of
sec-ondary importance. The figure for balance of extract isobtained
by subtracting any sugar content from the totalextract and then
subtracting the fixed acidity.Source: Benvegnin e t a l .
(1951).
Sensory profilesQuality is produced by a combination of
grapevarieties, site and soil (terroir), weather andhuman effort.
It has to be judged through thesenses of the winemaker and eventual
consumer.The winemaker m ay rely to a considerableextent on
laboratory analyses to assess the devel-opment of wines, but the
ultimate assessment bythe consumer is on appearance, aroma
andtaste. These can be put together as a sensoryprofile, as in the
following example of some of
the elements which can be considered fo r tablewines:Tasting
aide-memoire
A ppearanc eColour: purplish, ruby red, brick red,
brownish,rose, salmon, pale pink, blush;greeny-white, water-white,
pale yellow,golden yellow, deep gold, brownishRichness: depth of
colour, fullness of flowBrilliance: limpid, hazy, cloudy,
piecyNoseFlowery: spring flowers, summer flowers, potpourriFruity:
soft fruits, stone fruits, apples and pearsSpicy: vanilla,
cinnamon, peppery, etc.
Herbs: lavender, thyme, rosemary, bay, etc.Soils: flinty,
slatey, smoky, earthy, etc.Yeasty: or winey (vinosity) or volatile
(acetic)P a la t eTaste buds: sweet, acid, (bitter),
(salty)Mouth-feel: rough/smooth, round/sharp,thin/full,
warmth/coolness, flow, lengthR e m a r k stoo young, young and
fresh, ready to drink; better in '*' years,mature, will keep for
/years; over the top, worn out
Wine jargon relies on terms culled from pre-vious experience or
adopted from pundits. A s peo-ple's tastes and experiences are so
varied, aperson's wine vocabulary needs to be constantlychecked and
revised.If wines can be tasted at different stages of
theirdevelopment, a timescale image may be built upand used, by
analogy, to prognosticate the futureof a wine. With such a gamut of
styles and quali-ties available in the world of wine, it is good
totaste widely to establish a personal range of pre-ferences and
wherever possible to sample the bestin order to have benchmarks of
quality.
-
7/30/2019 Food Industries Manual 010
13/21
INTRODUCTIONBeer is a beverage produced by a fermentation ofa
hopped water extract of germinated barley. Thismeans that the four
main raw materials to becomebeer are malt, hops, water and
yeast.Barley cannot directly be used for the produc-tion of beer
but must be malted. The endospermof barley contains a large amount
of starch butonly very small amounts of sugars, whereas thebrewing
yeast can convert only fermentable sugarsto alcohol and carbon
dioxide. The starch has tobe degraded by enzymes to fermentable
sugars, ofwhich the most important for the brewing industryare
maltose, maltotriose and glucose. The processthat makes barley
suitable fo r brewing is calledmalting. During malting, enzymes are
produced oractivated.
The malting process involves the collection ofstocks of suitable
barley, steeping the grain inwater, germinating the grain and
finally dryingand curing it on the kiln. The brewing
processinvolves the enzymatic extraction of malt withwater,
filtration of the wort, boiling of the wortwith hops, clarification
and cooling of the wort.After the brewing process the fermentation
ofthe cooled wort starts by adding yeast, followedby the
maturation. Finally the beer can be filteredand bottled, canned or
kegged. The world produc-tion of beer is estimated at 900 million
hectolitresper annum.
MALTINGThe germination of the grain is a prerequisite fo rthe
production of malt. The growth of the germor embryo is incidental
to the making of malt andleads to depletion of the endosperm
materialthrough respiration of the embryo and its growth.The
maltster is especially concerned with thedegradation of the
endosperm, the mobilization ofthe enzymes of the grains and the
yield of the pro-duction. Thus the maltster's requirements
deviatefrom those of the farmer whose primary interest isth e
growth of the embryo into a mature fruitingplant.
In the past only tw o rowed barley was used fo rthe brewing
industry, now two and six rowedbarley are used.
Selection of the barleyThe selection is based on many criteria
includingbrewing capacity, rapid and synchronous germina-
BEERSBarley
Page 248Other cereals
GerminationPage 249
MaltPage 249
MillingPage 250
MashingPage 250
FermentationPage 252
ConditioningPage 253
Alcohol reductionPage 253
F i l l i n gPage 254
Transport and storagePage 255
Quality aspectsPage 255
-
7/30/2019 Food Industries Manual 010
14/21
tion of the grains, uniform enzymatic degradationof the
endosperm, an adequate complement ofenzymes remaining after
kilning, low levels offibrous materials and total nitrogen, purity
ofvariety, suitability fo r mechanical harvesting, largegrain size
(measured as thousand corn weight),disease resistance and an
acceptable dormancyperiod. It is also very important that the
grains dono t start to germinate on the field before theharvest in
damp weather conditions. For thefarmer it is necessary that the
barley varieties sui-table to the maltster also have desirable
agricul-tural properties, especially good yields. Samples ofbarley
may be assessed before purchase by submit-ting them to a pilot- or
microscale maltingprocess.
Cleaning up the barleyWhen harvested, barley cannot be
immediatelyused for malting. The crop is polluted with dust,straw,
stones and possibly small fragments of iron.These contaminants are
taken out by air cleaning,sieving and magnetic cleaning.A batch of
barley will also contain foreigngrains such as wheat, oats or
maize, and brokencorns of barley which are a great risk fo r
mouldgrowth. These impurities may be removed in amachine where the
corns are sorted out by length.Furthermore barley is not
homogeneous, so whenit is steeped in water it may not give
synchronousgermination. For that reason the grains areselected fo r
size using sieves. The small grains aresent fo r cattle food.
Storing the barleyMany maltsters prefer to receive grain as soon
aspossible after harvest, then to dry, clean and storeit themselves
to assure that its quality is main-tained. The maximum content of
water in thebarley should be 16%. Large amounts of barleyare
purchased from the same area to avoid largedifferences in
germination.It is necessary to store the barley because
imme-diately after harvesting the corns are very watersensitive,
that is, they are not strong enough togerminate and during steeping
the germ may easilydie. Normally, after a period of six weeks
'dor-mancy' the corns can be used for germination.During storing
the barley is still alive, usingoxygen and producing heat, water
and carbondioxide, so during storage the temperature andmoisture
must be strictly controlled.
Steeping the barleyBarley starts to germinate when its water
contentis high enough. O n steeping in water, the moisturein the
grain will be increased from about 12 to45%. Steeping the barley is
also a washing step.The water steeping periods alternate with
drysteeping periods. In the dry steep the barley isaerated to
activate germination and carbondioxide is removed, e.g. by suction.
The steepingprocess takes about tw o days at a temperaturebelow 2O
0C.Germination
The main purpose of germination is the formationor activation of
the enzymes that will be needed inthe brewhouse. This must be done
without toomuch loss of reserve substances.Germination (usually 5
to 7 days) is stoppedwhen the germ or acrospire, as it is termed by
themaltster, has the length of about 80% of the cornitself. The
maltster lets the barley germinate undervery strict conditions. The
temperature is normallykept between 14 and 180C and the air
humidity iskept high. The barley is aerated and briefly turnedover
several times.Kilning the maltDuring kilning the moisture from the
green malt isbrought down from 45% to less than 5% byblowing hot
air through it. This takes about oneday. Kilning produces a dry
product that is stableduring storage. It also adds character to the
malt,altering its colour and flavour, but it reduces itsenzyme
potential because the enzymes are heatsensitive, especially at high
humidity. Thereforethe maltster keeps the temperature of the
dryingair at 40-450C at the beginning of the kilning.When the
moisture content of the malt is below10% the maltster can use
drying air from 80-85 0C. For dark malt higher final kilning
tempera-tures are used. The enzymatic activity of darkmalt is
therefore less than that of pale malt.The two main systems of
germination are floormalting, in which the steeped barley is spread
outin a bed which is about 15 cm high, and pneu-m atic m alting
with a bed height of abo ut 1.2 m .
Cleaning the maltThe rootlets must be removed from freshly
kilnedmalt. These rootlets are very hydroscopic and
-
7/30/2019 Food Industries Manual 010
15/21
taste bitter making them undesirable fo r brewing.The rootlets
are taken from the malt in a specialmachine. These rootlets
represent a rich source ofprotein and are used as cattle food.
Storing the maltMalt has to be stored for at least four
weeksbefore being used in the brewhouse. Malt which isnot stored
long enough presents difficulties duringthe brewing process, in
filtration, fermentation andclarification. Before it is stored the
malt must becold, dry and free from rootlets. It is importantthat
during storage the uptake of water is avoided.
Different malt typesThe brewer sets specifications for the types
of maltthat are needed; the maltster buys barley and pro-cesses it
to malt which will meet these specifica-tions. Maltsters usually
blend malts from differentbatches to meet particular
specifications. The maintypes of malt are pale malts, caramel
malts, darkmalts, roasted malts, amber malts and acid malts.
BREWINGThe use of raw materials of high quality, modernequipment
and the right technology is prerequisitefor making good beer. As
the market extendsmore and more, the physical and flavour
stabilityof the beer is of great importance.The brewer uses malted
barley, water and hopsas primary raw materials. In most
countriesunmalted cereals such as maize, rice or corn sugarare
commonly used as partial substitutes for malt(adjuncts). In some
countries sorghum is alsoused.
WaterAbout 92-95% of the weight of beer is water. It isclear
that the water quality has to be suitable forhuman consumption. The
presence of variousinorganic ions influences the taste and flavour
ofthe beer. During the past millennium, variouscentres have become
renowned for the quality oftheir beers, the type of beer in each
location beingdistinctive. These distinctions can be attributed,
atleast in part, to the water composition in eacharea. Note that in
the mashing process, enzymeactivity and enzym e stability are
influenced by the
inorganic ions in solution and therefore the yieldof extract is
also under this influence.Brewing requires considerable volumes of
water.At the present time breweries use on averagebetween 6 and 8
times as much water as the beerthat they produce.Milling or
preparation of the gristTo allow degradation by the malt enzymes of
thefood store of the grain, the grain has to bemechanically broken
down and water has to beadded. Malted barley is carefully ground in
a millin such a way that the husk of the grain is leftsubstantially
intact (to serve as a filter materiallater in the brewing process)
while the restbecomes a coarse powder. This powder is particu-larly
rich in starch and in the enzymes capable ofdegrading it rapidly
when water is added.The object of the milling is also to produce
amixture of particle sizes which will secure thehighest yield of
extract as quickly and efficientlyas possible. Milling procedures
are determined bythe size distribution of the malt grains,
theirmoisture content and their 'modification' (thedegree to which
enzymes have broken down thepolymers of the endosperm cell walls).
They arealso determined by the intended mashing methodand the wort
separation method.The size reduction of the malt corns in
thebrewing industries is normally achieved by rolleror hammer
mills, depending on the techniques tobe used in the brewhouse. Any
adjuncts to beused are finely ground or precooked and added atthis
stage.
MashingBy thoroughly mixing of the ground material,called
'grist', with water, compounds such assugars, amino acids and
minerals are dissolved.The enzymes of the malt, which were formed
oractivated during malting, attack starch and itsdegradation
products (amylolysis). Breakdown ofnitrogenous material
(proteolysis) also occurs. Bythese means a part of the insoluble m
aterial of themalt is dissolved. The process is called
'conversion'and the total dissolved material is called
the'extract'.Temperature, pH , time and the ratio of malt towater
are all significant. The pH of the mash iskept at the optimum level
for the desired enzymeactivity. Each malt enzyme has its own
optimumtemperature. For this reason the mash may be
-
7/30/2019 Food Industries Manual 010
16/21
warmed up to different temperatures and keptthere fo r enough
time to let the enzymes do theirwork. Relevant temperatures are:(i)
37 and 45 0C - are imp ortant temperatures forthe breakdown of
hemicellulose and gums;(ii) 45 and 520C - peptases and peptidases
areactive, by which polypeptides, peptides andfree amino acids are
brought into solution.The first two of these components are
impor-
tant for the head retention and the fullness intaste of the
beer. The last is necessary for theyeast growth. Proteins are also
important fo rthe stability of the beer;(iii) 63 and 72 0C - are
the most important tem-peratures of the brewing process. 630C
isoptimum fo r a-amylase activity, 72 0C isoptimum for p-amylase;
the two enzymesdegrade starch to soluble sugars and dextrins.
The temperature of the mash must no t exceed78 0C or most of the
enzymes will be destroyed.Components of the husks are also
detrimental tothe final beer quality so it is important not toallow
them to go into solution.There are several methods of mashing to
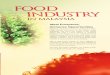
obtaina satisfactory aqueous extract or 'wort' (see Table7.3).
(i) Infusion m ashi ng . This is the simplest. Itinvolves adding
hot water to the groundmaterial and pumping the mixture to themash
'tun' or vessel. The mash produced hasa final temperature of
65-720C and has athick porridge-like consistency.(ii) Decoction m
ashi ng . Decoction mashing differsfrom infusion mashing in several
respects.The endosperm of the malt that is used maybe less
completely enzymatically degraded(less 'modified') and requires
more extensiveenzymatic action during mashing. To aid this,the m
alt is both ground m ore finely than w iththe infusion process and
is mixed with waterat a lower temperature (350C). Extensive
pro-teolysis and solubilization occur. During theconversion a
portion of the mash (often one-third) is boiled in a mash kettle
and returnedto the rest of the mash in the mash vessel fo rmixing.
The temperature rises to about 5O 0C.Later, another one-third of
the mash is with-drawn and boiled. On return to the mainmash, the
temperature increases to about65 0C. After a last decoction with
one-third ofthe mash, all enzyme activity ceases in theconsolidated
mash at about 750C.
(iii) Temperature-profile m ashi ng . The mashingtemperature is
raised by stages through theprocess, so as to allow the best
combinationsof time and temperature fo r each of thedesired
enzymatic changes. In modern brew-eries the whole process may be
under com-puter control.Selection of a mashing method involves
consid-eration of the grist composition, the equipmentavailable,
the amount and the type of adjuncts
used, the brewing liquor available, the type of beerto be brewed
and the number brews required eachday.Wort filtrationThe liquor in
the mash tun may be left for aperiod to allow maximum
solubilization of extrac-table material. The extract or 'sweet
wort' hasthen to be separated from the spent grains andany other
undissolved matter. It is important fo rthe beer quality to produce
bright sweet worts.A ny leftover grains or other unsuspended
matterremaining in the later processes will give inferiorflavour
and poor flavour stability in the final beer.After infusion
mashing, any necessary delaytogether with the final separation take
place in themash tun. After decoction or temperature-profilemashing
the mash is transferred to a 'lauter' tu n
(a) Water
MaltMasher
WortMash tu n
(b) Water and malt
Mashkettle ConverterWort
Lauter tu n
(c) Water and malt
WortConverter Lauter tu n
Figure 7.3 Mashing procedures, (a) Infusion mashing,(b)
decoction mashing, (c) temperature profile mashing.
-
7/30/2019 Food Industries Manual 010
17/21
(lauter comes from the German word fo r purifica-tion) for the
delay period and final separation.Above the perforated bottom of
the lauter tun thelayer of husks and spent grains in the mash
formsan effective filter to clarify the wort drainingthrough it.
(The wort may be recirculated once ortwice at first, to consolidate
the layer.) Instead oflauter tuns some breweries use more efficient
mashfilters in which the wort is drawn off through per-forated
pipes set below the level of the spentgrains in the tank.The spent
grains are worthless fo r brewing bu tthey represent a rich source
of proteins and aresold as cattle fo od .
Wort boilingAfter filtration the wort is boiled for one hour
ormore in a steam-heated copper. The boilingprocess is associated
with the addition of hops orho p extracts; sugars or syrups m ay
also be added.Many complex reactions take place during wortboiling.
As the wort is heated the residual enzymesare inactivated and the
wort is sterilized. Variousother reactions occur, e.g. colour
production, coa-gulation of proteins and tannins. The wort is
con-centrated, volatile materials are evaporated andthe added hop
is extracted and isomerized. Boilingmay take place under ambient
pressure or athigher pressure and temperature. Normally 10%of the
volume is evaporated.
Wort clarifying
Boiled wort is very hazy and has to be clarified.The suspended
particles are called 'hot trub' or'hot break'. The hot trub is made
up of proteins,protein-tannin material, insoluble salts, some
hopresin material and some of the lipid material thatwas present in
the sweet wort and the hops. Ifwhole hops were used in the copper
the spenthops have to be removed. The hot trub is takenout of the
wort by the whirlpool tank or centri-fuges.
Wort coolingIn order to bring the wort to fermentation
tem-perature the wort is cooled, to 6-1O 0C for lagerbeer or
18-250C for top fermented beer. Mostbreweries now use plate heat
exchangers to coolthe wort. The plate heat exchangers m ay
comprisetwo or more stages so that wort may run counter-
current to water in the first section while a secondstage m ay
reduce the wort temperature still furtherby using glycol as
refrigerant.An important consideration of wort coolers istheir
ability to function as heat economizers; theygenerate considerable
volumes of hot water whichmay be used fo r mashing or for cleaning
equip-ment.
FERMENTATION
Primary fermentationThe most important conversion during the
fermen-tation of wort with yeast is that of sugars toalcohol and
carbon dioxide. The complete fermen-tation process is very
complex.The process starts in aerobic conditions. Afterthe hopped
clear wort is cooled it is aerated andyeast is added. The yeast
consumes the dissolvedoxygen, sugars, amino acids and other wort
com-ponents during its own propagation. In the nextstep, under
anaerobic conditions, fermentationstarts. During the fermentation
about 70% of theflavour active components of the beer are pro-duced
as esters, sulphur compounds, carbonyls,higher alcohols and
ketones. The yeast perfor-mance is influenced by the yeast strain,
yeast con-dition, the amount of yeast added to the wort,wort
composition, the fermenter, the degree ofaeration and the
fermentation temperature andpressure. The yeast cannot convert all
the extractof the wort. High molecular sugars and proteinswhich are
not converted by yeast are importantfor the fullness of the taste
and the head reten-tion.The equipment m ay consist of open or
enclosedtanks. In order to minimize the risk of microbiolo-gical
contamination al l tanks and rooms must bescrupulously clean. When
closed tanks are used,the carbon dioxide produced can be recovered
andsold as by-product.After the fermentation the yeast is harvested
inorder to avoid contamination with products ofautolysis. In the
brewing industry two types ofyeast are used, bottom and top yeast.(
i) B ot tom y eas t ferments the wort at low tem-perature (6-120C)
and sediments to the
bottom of the fermentation vessel towards theend of the
fermentation. The yeast concentra-tion at the start of the
fermentation is about15-25 x 106 and the multiplication factor
isabout 3. The fermentation time is about oneweek.
-
7/30/2019 Food Industries Manual 010
18/21
(ii) T op y e a s t ferments the wort at higher tem-perature
(18-250C) and the yeast rises to thetop of the fermenter towards
the end of thefermentation. The yeast concentration at thestart of
the fermentation is about 10-12 x106 and the multiplication factor
is about 5.The fermentation tim e is about four days.
ConditioningAfter the primary fermentation the beer is
'green',it contains little carbon dioxide and its taste andaroma
are inferior to those of mature beer. Theconditioning process, also
called 'maturation' or'lagering', is carried out in closed vessels
at lowtemperature ( 1 to 50C). A t this lo w temperaturethe
clarification of the beer is promoted. Yeast,proteins, tannins and
hop resins precipitate.The small amount of yeast remaining after
theprimary fermentation ferments the rest of the fer-mentable
carbohydrates. The carbon dioxide pro-duced largely dissolves in
the beer. Complexbiochemical reactions take place, such as
esterifica-tion and certain reductions which modify andimprove the
flavour of the beer.
Nowadays, before the cold maturation, thebreweries use a
'diacetyl rest' which is a period ofwarm conditioning (about 70C)
to encourage theoxidative decarboxylation of a-acetohydroxyacidsto
the vicinal diketones followed by reduction tothe corresponding
diols, e.g.CH3C(OH)CO2H COCH3 CH(OH)CH3I - , | - > |
COCH3 COCH3 CH(OH)CH3oc-acetolactic acid diacetyl 2:3 butylene
glycol
The concentration of the total vicinal diketonesis used as a
marker of the duration of warm con-ditioning (about 70C). When the
concentration ofthe vicinal diketones is less than 0.1 ppm the
coldmaturation can start.
Reduced-alcohol beersTo meet the increasing consumer demand
forbeers of low or negligible alcoholic strength, thereare
basically two options: the brewer may arrangethe brewing processes
to restrict the production ofalcohol or he may remove alcohol from
otherwisenormally produced beer. The difficulty with theformer is
the retention of flavours from the wort,e.g. excessive sweetness,
which otherwise wouldhave been removed during the alcoholic
fermenta-tion. The difficulty with the latter option is to
arrange the removal of alcohol without removingother desirable
qualities. Restricted production ofalcohol may be achieved by(i)
starting with a low gravity wort containinglittle fermentable
sugar. This gives beer of low
alcoholic strength but also little flavour andthe process
appears to be little used;(ii) mashing at high temperature (about
8O 0C)restricts the activity of (J-amylase but not thatof a-amylase
and gives a wort high in dextrinsand relatively low in fermentable
sugars. Coldmashing restricts the activity of all theenzymes;(iii)
the yeast Saccharomyces ludwigii may beused, which ferments only
glucose, fructoseand sucrose or about 15% of the normallyavailable
fermentable sugars, consequently thebeer has a high content of
maltose;(iv) checking fermentation or cold fermentation -the
initial fermentation may be checked byrapidly reducing the
temperature andremoving the yeast, or fermentation may becarried
out entirely at low temperature; thebeer m ay have a high maltose
content; withcold fermentation an immobilized yeast maybe used,
this allows the yeast concentration tobe high but reduces the risk
of autolysis ofthe yeast.
Alcohol reduction of a beer may be achievedby:(i) brewing a
concentrated wort to give a highstrength beer, then diluting with
water to thedesired lower alcoholic strength. With
suitableadjustment of the fermentation conditions asdescribed
above, the development of fla-vouring substances may be made to
predomi-nate over that of alcohol so that reasonablywell-balanced
flavour is produced on dilution;(ii) distillation at atmospheric
temperature which
can reduce the alcohol content to below 0.5%although a burnt
flavour is unavoidable;(iii) vacuum distillation (at 50-6O 0C)
which pro-duces less off-flavour and thin film evapora-tion (at
30-4O 0C) which gives virtually none,however in both cases some of
the volatile fla-vours are lost. This may be countered byester
recovery at the beginning of the processand by adding other flavour
substances asdesired;(iv) reverse osmosis or dialysis which give
lowalcohol beers with otherwise good flavour butboth processes are
expensive. To reduce thealcohol content below 0.5% is said to
beeither not possible or prohibitively expensive.
-
7/30/2019 Food Industries Manual 010
19/21
-
7/30/2019 Food Industries Manual 010
20/21
completely automated input of kegs, washing,deterging and steam
sterilizing. The selection ofdetergents to be used depends on the
material ofthe kegs which now adays are normally aluminiumor
stainless steel.FillingThe 'bright' (filtered) beer is put into the
containerby an appropriate filling machine, which may bequite
complex. It is important to avoid oxygencontact with the beer since
dissolved oxygen is det-rimental to the flavour and physical
stability.Modern bottle filling machines therefore evacuatethe
bottles of air; with cans the air is washed outby carbon dioxide;
with kegs also, after steam ster-ilizing the residual water and air
are removed withcarbon dioxide.All the containers are filled under
counterpres-sure with carbon dioxide. Before closing a bottlewith a
crown cork or a can with a lid, the head-space air is remov ed m
echanically by overfoaming.Most bottled or canned beer is
pasteurized afterbottling or canning. With kegs and tankers thebeer
is prepasteurized or sterile filtered.Tanked beer is delivered by
the tanker directlyto the sales outlet. The beer is pumped through
ahose from the tanker into receiving tanks in thecellar of the
inn.
QUALITY ASPECTS
Types of beer
L a g e r beersThese are also known as bottom-fermented
beers,since the yeast used sinks to the bottom of thetank at the
end of fermentation.Different types of lager beer include
'Pilsener',which is characterized by a medium hop flavour,an
alcohol content of 3-4% by weight, its bright-ness and pale colour.
The brewing water fo r thistype of beer is soft. 'Dortmund' beer
has lesshops then pilsener and is made with water whichcontains
large quantities of carbonates, sulphatesand chlorides. 'Munich'
beer is a dark aromaticbeer with a somewhat sweet flavour. This
beerhas a very mild hop flavour and an alcoholcontent of 2.5-5% by
weight. The brewing watercontains high amounts of carbonates but
smallamounts of other salts. 'Bock' beer is a seasonalbeverage made
with caramel malt or heavilyroasted malt.
Top-fermented beersThe most important types of beers brewed
withtop fermenting yeast include ale, porter, stout andweiss
beers.'Ale' is a British type of beer brewed with waterof high
calcium sulphate content. The hop flavouris pronounced and the
alcohol content is 2.5-4%by weight. 'Porter' is dark coloured, less
hoppedand sweeter than ale. 'Stout' is a very dark with asomewhat
burnt flavour and a strong maltyaroma. This beer is heavily hopped
and contains4-6.5% alcohol by weight. 'Weiss' beers are lesshopped,
unfiltered beers brewed with a percentageof malted
wheat.Microbiological controlThere has always been a measure of
disagreementamong brewers on the degree of microbiologicalcontrol
needed in breweries. Most modern brew-eries however, wish to
eliminate all micro-organ-isms from the brewery except fo r pure
cultureyeast and thereby help to achieve a consistentlysatisfactory
quality of their products.Fortunately for brewers, microbiological
controlneeds to be exercised only over a limited range ofbacteria
and yeasts. Pathogenic micro-organismsand also many other bacterial
strains fail to grow,or even to survive for extended periods, in
beer.This is because the micro-organisms are inhibitedto different
degrees by the low pH, high concen-tration of alcohol, high content
of hop resins andlow concentration of fermentable sugars.The
bacteria that may be found in wort or beerare classified in the
usual way according to theirshape, flagellation, Gram-staining,
other structuralfeatures and biochemical characteristics. The
firstgroup of bacteria that can be found in a breweryare the lactic
acid bacteria; the group is dividedinto Lactobacil lus
(Gram-positive, catalase-negative rod-shaped bacteria) and
Pediococcus(Gram-positive, catalase-negative cocci, mainlyfound in
pairs and tetrads). Lactic acid bacteriagrow in anaerobic
conditions in the presence ofcarbon dioxide. They can ferment a
wide range ofsugars to lactic acid and some strains produce
aceticacid, ethanol and carbon dioxide. Strains of Pedio-coccus are
rarely found in top-fermentation brew-eries but are m ore comm on
in bo ttom -ferm entationbreweries. Spoilage caused by lactic acid
bacteriagives rise to acidity, turbid ity and off-flavours.A second
group of beer spoiling bacteria are theacetic acid bacteria,
Gram-negative, rod-shapedbacteria of the Acet om onas and
Acetobacterspecies. The latter is usually motile. Most strains
-
7/30/2019 Food Industries Manual 010
21/21
oxidize glucose and other sugars and some oxidizeethanol to
acetic acid. The growth of the aceticacid bacteria is not
restricted by low pH or hopresins, but most strains require oxygen,
thereforethese bacteria develop best in wort and beer whenthe
liquids are exposed to air. Spoilage by themcauses acidity,
off-flavours and ropiness.A third group of beer spoiling bacteria
are theGram-negative, rod-shaped, strictly anaerobicstrains of
Pectinatus and M e g a s p h e r a . They m ayarise from a
secondary contamination while thebeer is being bottled.Yeast
strains that are not part of the cultureyeast used by the brewery
are called 'wild yeast'and can cause spoilage because their
metabolicproducts are different from those of the fermenta-tion
yeasts. They can cause off-flavours and tur-bidity.Chemical
controlAlcoholFor brewery contro l purposes, alcoholic strengthis
usually nowadays measured by rapid methods,gas-liquid
chromatography (GLC), densitometryor rapid distillation in the
laboratory or even on-line. For taxation purposes as required in
mostcountries, official reference methods must be used;these
usually require distillation under prescribedconditions in
prescribed apparatus.In the UK until recently the excise tax on
beerswas based no t directly on the alcoholic strengthbut o n the
original gravity or O G, the specificgravity of the wort from which
the beer wasbrewed. To find the OG, a sample of beer is dis-tilled,
the distillate is made up to a standardvolume, likewise the residue
in the distillation
flask (the 'extract') and the specific gravities ofboth are
measured. The values of the specificgravities are manipulated
according to an officialformula and tables, whereby the O G can be
calcu-lated (K irk and Sawyer 1991). This use of the O Gfor
taxation purposes was presumably because inthe earliest days of the
tax more than two centu-ries ago, it was easier to m easure the O G
beforefermentation than to measure the alcohol contentafterwards.
Nowadays however, when a value ofthe OG calculated as just
described from an ana-lysis of the finished beer may be meaningless
for alow-alcohol beer or other modern product pro-duced by some
large modification of the tradi-tional brewing processes, the use
of OG fortaxation purposes has been abandoned. The alco-holic
strength of the final product is now, muchmore sensibly, used
instead.
Other chemical a n a l y s e sSignificant components which may
be measuredusing normal laboratory methods include totalsolids
(extract), sugars, acidity, pH, CO2 and SO2.
O r g a n ol ep t i c and physical controlsFlavour (aroma, taste
and after-taste), mouthfeeland appearance are the most important
qualityfactors in any beer. Systematic, regular controlledtasting
tests should be a feature of every breweryoperation. Colour and
turbidity or clarity may bemeasured and controlled by standard
laboratorymethods. Foam height (the 'head') and foam sta-bility can
be measured empirically by pouringfrom the bottle or can into a
graduated vesselunder standardized conditions.
Next Page
http://4419fcae25df9d2f9e22cb86cbc748f.pdf/http://4419fcae25df9d2f9e22cb86cbc748f.pdf/