Embed Size (px)
Citation preview

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40Separation Technology in Food ProcessingJohn Shi, Sophia Jun Xue, Xingqian Ye, Yueming Jiang, Ying Ma, Yanjun Li, and
Xianzhe Zheng
IntroductionMain Separation Processes in Food Industrial Applications
Mechanical Separation ProcessesCentrifugationFiltrationMembrane SeparationIon-Exchange and ElectrodialysisElectrodialysisIon-ExchangeSolid/Solid SeparationSedimentation (Precipitation or Settling)Magnetic Separation
Equilibration Separation ProcessesAdsorptionEvaporationCrystallizationDewatering (Dehydration or Drying)ExtractionSolid–Liquid Extraction, e.g., Organic–Aqueous
ExtractionLiquid–Liquid Extraction, e.g., Two-Phase
Aqueous ExtractionSupercritical Fluid ExtractionDistillationChromatographic MethodsLiquid–Solid Absorption Chromatography
(e.g., Hydroxyapatite)Affinity ChromatographySize-Exclusion ChromatographyIon-Exchange ChromatographyHydrophobic Interaction ChromatographyReverse Phase Chromatography
Engineering Aspects of Separation ProcessesSeparation System Design
Technical Request for a Separation SystemFood Quality and Separation SystemScaling Up Technology for Industrial Production
New Technology Development
Supercritical CO2 Fluid TechnologyProcess Concept SchemesProcess SystemIndustrial Applications
Membrane-Based Separation TechnologyMicrofiltrationUltrafiltrationNanofiltrationReverse OsmosisElectrodialysisMembrane-Based Separation in Industrial
ApplicationsPressurized Low-Polarity Water Extraction
Process SystemIndustrial Applications
Molecular DistillationSeparation Processes in DistillationMolecular Distillation Applications
SummaryReferences
INTRODUCTIONSeparation of one or more components from a complex mixtureis a requirement for many operations and is extensively usedin various applications in the food and biotechnology indus-tries. Application of separation technologies is used either torecover high-value components from agricultural commodities,being an important operation for the production of food prod-ucts such as oil and proteins, or especially for the developmentof health-promoting food ingredients and high value-added foodproducts such as antioxidants and flavors. Separation processesare also used to remove contaminants and impurities from foodmaterials. Separation, often known as “downstream processing,”is totally devoted to the science and engineering principles ofseparation and purification. Over the last 20 years, separation
Food Biochemistry and Food Processing, Second Edition. Edited by Benjamin K. Simpson, Leo M.L. Nollet, Fidel Toldra, Soottawat Benjakul, Gopinadhan Paliyath and Y.H. Hui.C© 2012 John Wiley & Sons, Inc. Published 2012 by John Wiley & Sons, Inc.
764

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 765
technologies in the food processing area have undergone anexplosive growth. The competitive nature of the biotechnolo-gies applied to the pharmaceutical and food industries for cost-effective manufacturing have provided much impetus for thedevelopment and use of new separation techniques on a largescale, but at a lower cost. Aside from the conventional separationtechniques such as solvent and water extraction (solid–liquidcontacting extraction or leaching), crystallization, precipitation,distillation, and liquid–liquid extraction, etc., have already beenincorporated in basic food processing and well established andcommercialized. A number of newer separation techniques aspromising alternative methods for improved application in foodengineering have been implemented on the commercial scale,including supercritical CO2 fluid extraction, membrane-basedseparation, molecular distillation, and pressured low-polaritywater extraction procedures. These newer techniques have madeimpressive advances in obtaining adequate segregations of com-ponents of interest with maximum speed, minimum effort, andminimum cost at as large a capacity as possible in production-scale processes. These techniques have been implemented for thepurification of proteins, characterization of aromas, whey pro-tein removal from dairy products, extraction of health-benefitingfish oil, and clarification of beverages including beer, fruit juices,and wine. The separation processes and technologies for highvalue-added products are based on their polarity and molecu-lar size. Many potential high-value products can be developedfrom natural resources by different separation technologies andprocesses. Carotenoids, including lycopene, β-carotene, astax-anthins, and lutein, make up a world market nearing $1 billionwith a growth rate of about 3%. Therefore, efforts to utilize natu-ral agricultural materials for the production of high value-addedproducts, especially health-promoting foods and ingredients, areof great interest to the food and biotechnology industries.
MAIN SEPARATION PROCESSES IN FOODINDUSTRIAL APPLICATIONSSeparation processes such as extraction, concentration, purifica-tion, and fractionation of nutrients or bioactive components fromagricultural materials are the main processes used to obtain high-value end products. All separations rely on exploiting differencesin physical or chemical properties of mixture of components.Some of the more common properties involved in separationprocesses are particles or molecular size and shape, density, sol-ubility, and electrostatic charge. In some operations, more thanone of these physical and chemical properties is involved. As aunit operation, the separation process plays a key function in thewhole procedure for value-added food processing. The scienceof separation consists of a wide variety of processes, includingmechanical, equilibrium, and chromatographic methods.
Mechanical Separation Processes
Centrifugation
The centrifugation process works to separate immiscible liquidsor solids from liquids by the application of centrifugal force. A
centrifuge is a spinning settling tank. The rapid rotation of theentire unit replaces gravity by a controllable centrifugal or radialforce. Centrifugal separation is used primarily in solid–liquid orliquid–liquid separation processes, where the process is basedon density difference between the solid or liquids. Centrifuga-tion is typically the first step in which the suspended solidsor liquids are separated from the fluid phase. Various designsof centrifuge are used in the food industry such as removal ofsolids from juice, beverage, fermentation broths, or dewateringof food materials. Most centrifugal processes are carried out on abatch basis. However, some automatic and continuous centrifugeequipment and process are applied in the food and biotechnologyindustry.
Filtration
Filtration is the separation of two phases, solid particles or liquiddroplets, and a continuous phase such as liquid or gas, from afluid stream by passing the mixture through a porous medium.Filtration finds applications through the food and biotechnologyindustries. Filtration is employed at various stages in food man-ufacture, such as the refining of edible oils, clarification of sugarsyrups, fruit juice, vinegar, wine, and beer, as well as yeast re-covery after fermentation. Filtration is also carried out to clarifyand recover cells from fermentation broths in the biotechnologyarea.
Filtration can be classified into conventional and nonconven-tional filtrations. The conventional filtration process uses filtra-tion media with coarse selectivity and cannot separate similarsize particles. It usually refers to the separation of solid, im-miscible particles from liquid streams. Conventional filtration istypically the first step in which the suspended solids are sepa-rated from the fluid phase.
Membrane Separation
Nonconventional filtration processes use membrane separationtechnology. This nonconventional filtration has evolved into aquite sophisticated technique with the advent of membraneswhose pore size and configuration can be controlled to such adegree that the filtration area is maximized while keeping thetotal volume of the unit small. A membrane separation processis based on differences in the ability to flow through a selectivebarrier (membrane) that separate two fluids. It should permit pas-sage of certain components and retain certain other componentsof the mixture. Membrane separation processes are classified asmicrofiltration, ultrafiltration, and reverse osmosis according tothe pore size of the membranes.
Ion-Exchange and Electrodialysis
Ion-exchange and electrodialysis are distinct separation pro-cesses, but both processes are based on the molecular electro-static charge.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
766 Part 7: Food Processing
Electrodialysis
The electrodialysis process is based on the use of ion-selectivemembranes, which are sheets of ion-exchange resin. The pro-cess permits the separation of electrolytes from nonelectrolytesin solution and the exchange of ions between solutions. The elec-trodialysis process is used to separate ionic species in the foodand biotechnology industries. In the electrochemical separationprocess, a gradient in electrical potential is used to separate ionswith charged, ionically selective membranes. The electrodialysisprocess is used widely to desalinate brackish water to producepotable water. The process is also used in the food industryto deionize cheese whey and in a number of pollution-controlapplications.
Ion-Exchange
The ion-exchange process is defined as the selective removal ofcharged molecules from one liquid phase by transfer to a secondliquid phase by a solid ion-exchange material. The mechanismof absorption is electrostatic opposite charges on the solutesand ion-exchanger. The feed solution is washed off, followed bydesorption, in which the separated species are recovered backinto solution in a purified form. The main areas using it aresugar, dairy (separation of protein, amino acids), and water pu-rification. Ion-exchange processes are also widely used in therecovery, separation, and purification of biochemicals, mono-clonal antibodies, and enzymes.
Solid/Solid Separation
Solid/solid separation is a mechanical separation such as ina milling separation facility. Solid/solid separation can beachieved on the basis of particle size from the sorting of largefood units down to the molecular level. Shape, moisture content,electrostatic charge, and specific gravity may affect the sepa-ration process. Screening of materials through perforated beds(wire mesh, cloth screen) produces materials of more uniformparticle size. For example, screening is usually used to sort andgrade many food materials such as fruits, vegetables, and grains.A wide range of geometric designs of flat bed and rotary fixedaperture screens are used in the food industry.
Sedimentation (Precipitation or Settling)
The sedimentation process is based on gravitational settlingof solids in liquids. Sedimentation processes are slow and arewidely used in water and effluent treatment processes.
Magnetic Separation
Magnetic separation relies on the behavior of individual parti-cles under the influence of magnetic forces. When exposed to amagnetic field, ferromagnetic materials are attracted along linesof magnetic force from points of lower magnetic field intensityto points of higher magnetic field intensity.
Equilibration Separation Processes
The following processes are the unit operations commonly ob-served in the food industry that involve equilibrium betweensolid and liquid phases.
Adsorption
Absorption is a process whereby a substance (absorbate or sor-bate) is accumulated on the surface of a solid. Absorption processis used to recover and purify the desired products from a mixtureof liquids. Adsorption is used for decolorization and enzyme andantibiotic recovery. Liquid-phase adsorption is usually used forthe removal of contaminants present at low concentrations inprocess streams.
Evaporation
Evaporation is the concentration of a solution by evaporatingwater or other solvents. The process is largely dependent onthe heat sensitivity of the material. Boiling temperatures canbe lowered under vacuum. Most commercial evaporators workin the range 40–90◦C and minimize the residence time in theheating zone, for the concentration of heat-sensitive liquid foodsand volatile flavor and aroma solutions. The final product afteran evaporation process is usually in the liquid form.
Crystallization
Crystallization processes can be used to separate a liquid mate-rial from a solid. Crystallization separates materials and formssolid particles of defined shape and size from a supersaturatedsolution by creating crystal nuclei and growing these nuclei tothe desired size. Crystallization is often used in a high-resolution,polishing, or confectioning step during the separation of biolog-ical macromolecules. Crystallization can be affected by eithercooling or evaporation to form a supersaturated solution in whichcrystal nuclei formation may occur. Sometimes, it is necessaryto seed the solution by addition of solute crystals. Batch andcontinuous operations of crystallization processes are used incommercial food production.
Dewatering (Dehydration or Drying)
Dewatering is the process applied to separate water (or volatileliquids) from solids, slurries, and solutions to yield solidproducts.
Extraction
Solvent extraction is a method for a solvent–solvent orsolvent–solid contacting operation.
Solid–Liquid Extraction, e.g., Organic–AqueousExtraction
The solid is contacted with a liquid phase in the process calledsolid–liquid extraction or leaching in order to separate the de-sired solute constituent or to remove an unwanted componentfrom the solid phase. Solid–liquid extraction or leaching is a

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 767
separation process affected by a fluid involving the transfer ofsolutes from a solid matrix to a solvent. It is an operation ex-tensively used to recover many important high-value food com-ponents such as oil from oilseeds, protein from soybean meal,phytochemicals from plants, etc. Solid–liquid extraction is alsoused to remove undesirable contaminants or toxins from foodmaterials.
Liquid–Liquid Extraction, e.g., Two-PhaseAqueous Extraction
Liquid–liquid extraction separates a dissolved component fromits solvent by transfer to a second solvent, mutually nonmisci-ble with the carrier solvent. The liquid–liquid extraction as atechnology has been used in the antibiotics industry for severaldecades and now is recognized as a potentially usefully separa-tion step in protein recovery on a commercial production.
Supercritical Fluid Extraction
Supercritical CO2 fluid extraction is mostly for high value-addedproducts that are sensitive to heat, light, and oxygen. The extrac-tion process is implemented in a supercritical region where theextraction fluid (e.g., CO2) has liquid-like densities and solvatingstrengths but retains the penetrating properties of a gas.
Distillation
Distillation is a physical separation process used to separate thecomponents of a solution (mixture) that contains more compo-nents in the liquid mixture, by the distribution of gas and liquidin each phase. The principle of separation is based on the dif-ferences in composition between a liquid mixture and the vaporformed from it, because each substance in the mixture has itsown unique boiling point.
Chromatographic Methods
Chromatography is a separation technique based on the unevendistribution of analytes between a stationary (usually a solid) anda mobile phase (either a liquid or a gas). Chromatography can beconducted in two or three dimensions. Two-dimensional chro-matography, for example paper chromatography, is almost solelyused for analytical purposes. Column chromatography separa-tion is the most common form of chromatography used in thefood processing field for further purification of high value-addedcomponents. Many variations exist on the basic chromatographymethods. Some well-established methods are listed below.
Liquid–Solid Absorption Chromatography(e.g., Hydroxyapatite)
In absorption, molecules in a fluid phase concentrate on a solidsurface without any chemical change. Physical surface forcesfrom the solid phase attract and hold certain molecules (sub-strate) from the fluid surrounding the surface.
Affinity Chromatography
Affinity chromatography exploits the natural, biospecific inter-actions that occur between biological molecules. These inter-actions are very specific and because of this affinity separationprocess are very high resolution methods for the purification offood products such as proteins. Affinity chromatography has agel surface that is covered with molecules (ligand) binding aparticular molecule or a family of molecules in the sample.
Size-Exclusion Chromatography
Size-exclusion chromatography, also known as gel permeationchromatography when organic solvents are used, is used tocontrol the pore size of the stationary phase so as to separatemolecules according to their hydrodynamic volume and molec-ular size.
Ion-Exchange Chromatography
Ion-exchange chromatography and a related technique calledion-exclusion chromatography are based on differences in theelectric charge density of their molecules during charge–chargeinteraction of molecules. It is a variation of absorption chro-matography in which the solid adsorbent has charged groupschemically linked to an inert support. Ion-exchange chromatog-raphy is usually used for recovery and purification of aminoacids, antibiotics, proteins, and living cells.
Hydrophobic Interaction Chromatography
Hydrophobic interaction chromatography is based on a mild ad-sorption process, and separates solutes by exploiting differencesin their hydrophobicity.
Reverse Phase Chromatography
Reverse phase chromatography is based on the similar principlesof hydrophobic interaction chromatography. The difference isthat the solid support is highly hydrophobic in reverse phasechromatography, which allows the mobile phase to be aqueous.
ENGINEERING ASPECTS OFSEPARATION PROCESSESMuch of the recent process development for the separation ofvaluable components from natural materials has been directedtoward high value-added products. For the recovery of valuablecomponents from raw materials, applications of separation tech-nologies to recover major or minor components from agricul-tural commodities is usually a solid–liquid contacting operation.As research moves into commercial production, there is a greatneed to develop scalable and cost-effective methods of separa-tion technologies. The successful and effective development ofseparation technologies is a critical issue in the chain of value-added processing of agricultural materials such as developmentsin functional food ingredients, nutrients, and nutraceuticals.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
768 Part 7: Food Processing
Separation operations are interphase mass transfer processesbecause they involve certain heat, mass, and phase transfers,as well as chemical reactions among food components. Theengineering properties of the targeted food components viaseparation systems include separation modeling, simulations,optimization control studies, and thermodynamic analyses. Theprinciples of mass conservation and component transfer amountsare used to analyze and design industrial processes. Molecularintuition and a thermodynamic approach constitute powerfultools for the design of a successful separation process. The fol-lowing issues of engineering properties are important for processoptimization and simulation.
1. Chemical equilibration—binary, ternary, and multicom-ponent systems in solid–liquid contacting operation,
2. Diffusivity (pressure diffusion, thermal diffusion, gaseousdiffusion) and convection,
3. Solubility of targeted components under different separa-tion operating conditions,
4. Iso-electric points and charge dependence on pH,5. Chemical interaction kinetics (colloid formation and
affinity),6. Physical properties of particles of the food material,7. Flux and fouling properties in membrane separation pro-
cesses,8. Solvent selection, recycling, and management,9. Nature of solvents, optimum composition of mixed sol-
vents for certain nutrient separations, and solvent residuesin food products are factors to be optimized.
10. Some solvent treatments such as evaporation, concen-tration, de-watering, de-coloring, toxicological anal-yses, waste minimization, recycling, and disposal arenecessary.
SEPARATION SYSTEM DESIGNTechnical Request for a Separation System
An important consideration in determining the appropriatenessof a separation technique and system is the actual purity require-ment for the end products. In design of organic solvent (toxicchemical)-free separation technologies and systems, there areseveral essential technical approach requirements for technol-ogy advances, such as combination of new techniques availablefor system optimization, product design and reasonable sepa-ration and purification steps, environmentally friendly process,less air pollution and industrial waste (e.g., energy, greenhousegases emission, reduction of waste water production), and eco-nomic feasibility and raw material selection.
Food Quality and Separation System
The major issues related to product quality after separationsare the impacts of processing on bioactive compounds and thenutritional aspects of foods, as well as the quality character-istics. To meet the food safety regulations, no toxic chemicalsolvent residues are permitted in the end food products, e.g.,“green” food products. Nutrition and health regulations must be
met. Also important are a high stability of nutrients and bioac-tive components, processes operating at low temperatures toreduce thermal effects, processes that exclude light to reducelight induced (UV) irradiation effects, and processes that ex-clude oxygen to reduce oxygen effects. And the final productmust maintain uniformity and quality consistency, and puritycan meet food grade or pharmaceutical grade requirements.
Scaling Up Technology for IndustrialProduction
Scaling up of a natural product separation process is by nomeans a simple affair. The enormous variations from processto process necessitate careful attention to details at all stages ofproduct development. When the technology in a food processis designed for industrial-scale production, an important areafor consideration is the balance of capital and operating costsas the scale of the separation operation increases. Scale up ofseparation technology also involves optimization with respect toincreasing the efficiency of each stage, giving rise to increasingdemands on the accuracy of the assay system.
NEW TECHNOLOGY DEVELOPMENTExtraction of health-promoting components from plant materi-als has usually been accomplished by conventional extractionprocesses such as solid–liquid extractions employing methanol,ethanol, acetone, or hexane and also through steam distillationor evaporation processes to remove solvents from extracts. Cur-rently, the demand for natural bioactive compounds is increasingdue to their use by the functional food and pharmaceutical in-dustry. Thus, there has been increasing interest in the use of en-vironmentally friendly “green” separation technologies able toprovide high quality–high bioactivity extracts while precludingany toxicity associated with the solvent. Some of the motivationsto employ “green” separation technologies as a viable separationtechnique are (a) tightening government regulations on toxic-chemical solvent residues and pollution control, (b) consumers’concern over the use of toxic chemical solvents in the process-ing, and (c) increased demand for higher quality products thattraditional processing techniques cannot meet.
One of the most important considerations in developing newextraction processes is the safety aspect. In this sense, a varietyof processes involving extractions with supercritical CO2 fluidextraction, membrane-based separation, molecular distillation,and pressured low-polarity water extraction, etc., are generallyrecognized as “green” separation technology and are consid-ered clean and safe processes to meet the requirements (Ibanezet al. 1999, Fernandez Perez et al. 2000, Herrero et al. 2006,Chang et al. 2008). They have been developed and are regardedas innovative emerging separation technologies that meet foodquality and safety requirements. These processes can be usedto solve some of the problems associated with conventional or-ganic solvent-oriented separation processes. Operation parame-ters and other factors related to the quality of the original plant,its geographic origin, the harvesting date, its storage, and itspretreatment process prior to extraction also influence the

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 769
separation operations and the final composition of the extractsobtained.
Supercritical CO2 Fluid Technology
Changes in food processing practices and new opportunitiesfor innovative food products have spurred interest in supercrit-ical CO2 fluid extraction. Supercritical CO2 fluid technologyhas been widely used to extract essential oils, functional fattyacids, and bioactive compounds, and also been applied in re-cently developed extraction and fractionation for carbohydrates(Glisic et al. 2007, Shi et al. 2007a, Montanes et al. 2008, Mitraet al. 2009, Montanes et al. 2009, Sanchez-Vicente et al. 2009,Shi et al. 2010a, 2010b). Supercritical CO2 fluid extraction isa novel separation technique that utilizes the solvent propertiesof fluids near their thermodynamic critical point. SupercriticalCO2 is being given a great deal more attention as an alternative toorganic chemical industrial solvents, and increased governmen-tal scrutiny and new regulations restricting the use of commonindustrial solvents such as chlorinated hydrocarbons. It is oneof the “green” separation processes that provides nontoxic andenvironmentally friendly attributes and leaves no traces of anytoxic chemical solvent residue in foods.
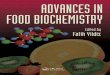
When CO2 fluid is forced into a pressure and temperatureabove its critical point (Fig. 40.1), CO2 becomes a supercriticalfluid. Under these conditions, various properties of the fluid areplaced between those of a gas and those of a liquid. Althoughthe density of a supercritical CO2 fluid is similar to a liquid andits viscosity is similar to a gas, its diffusivity is intermediatebetween the two states. Thus, the supercritical state of a fluidhas been defined as a state in which liquid and gas are indis-tinguishable from each other or as a state in which the fluidis compressible (i.e., similar behavior to a gas), even thoughpossessing a density similar to that of a liquid and with similar
Temperature (°C)
Supercriticalregion
Tc=31.1°CPc=7.38MPa
Pre
ssur
e (M
Pa)
Liquid phase
Solid phase
Gas phase
TC
PC
Triple point
Figure 40.1. Supercritical pressure–temperature diagram forcarbon dioxide.
solvating power. Because of its different physicochemical prop-erties, supercritical CO2 provides several operational advantagesover traditional extraction methods. Because of their low viscos-ity and relatively high diffusivity, supercritical CO2 fluids havebetter transport properties than liquids. They can diffuse eas-ily through solid materials and therefore give faster extractionyields. One of the main characteristics of a supercritical fluid isthe possibility of modifying the density of the fluid by chang-ing its pressure and/or its temperature. Since density is directlyrelated to solubility (Raventos et al. 2002, Shi and Zhou 2007,Shi et al. 2009a), by altering the extraction pressure, the solventstrength of the fluid can be modified.
The characteristic traits of CO2 are inertness, nonflamma-bility, noncorrosiveness, inexpensive, easily available, odorless,tasteless, and environmentally friendly. Its near-ambient criti-cal temperature makes it ideal for thermolabile natural products(Mendiola et al. 2007). CO2 has its favorable properties and theease of changing selectivity by the addition of a relatively lowamount of modifier (co-solvent) such as ethanol and other polarsolvents (e.g., water). CO2 may be considered the most desirablesupercritical fluid for extracting natural products for food andmedicinal uses (Shi et al. 2007b, Kasamma et al. 2008, Shi et al.2009b, Yi et al. 2009). Other supercritical fluids, such as ethane,propane, butane, pentane, ethylene, ammonia, sulphur dioxide,water, chlorodifluoromethane, etc., are also used in supercriticalfluid extraction processes.
In a supercritical CO2 fluid extraction process, supercriticalCO2 fluid has a solvating power similar to organic liquid solventsand a higher diffusivity, with lower surface tension and viscosity.The physicochemical properties of supercritical fluids, such asthe density, diffusivity, viscosity, and dielectric constant, can becontrolled by varying the operating conditions of pressure andtemperature or both in combination (Tena et al. 1997, Shi et al.2007a, 2007b, 2007e, Kasamma et al. 2008, Shi et al. 2009b).The separation process can be affected by simply changing theoperating pressure and temperature to alter the solvating powerof the solvent. After modifying CO2 with a co-solvent, the ex-traction process can significantly augment the selective and sep-aration power and in some cases extend its solvating powers topolar components (Shi et al. 2009a).
Supercritical CO2 fluid extraction is particularly relevant tofood and pharmaceutical applications involving the processingand handling of complex, thermo-sensitive bioactive compo-nents, and an increased application in the areas of nutraceuticals,flavors, and other high-value items such as in the extraction andfractionation of fats and oils (Reverchon et al. 1992, Rizvi andBhaskar 1995), the purification of a solid matrix, separation oftocopherols and antioxidants, removal of pesticide residues fromherbs, medicines, and food products, the detoxification of shell-fish, the concentration of fermented broth, fruit juices, essentialoils, spices, coffee, and the separation of caffeine, etc. (Perrut2000, Gonzalez et al. 2002, Miyawaki et al. 2008, Martinez et al.2008, Liu et al. 2009a, 2009b).
This technology has been successfully applied in the ex-traction of bioactive components (antioxidants, flavonoids, ly-copene, essential oils, lectins, carotenoids, etc.) from a varietyof biological materials such as hops, spices, tomato skins, and

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
770 Part 7: Food Processing
Table 40.1. Comparison of Physical Properties of Supercritical CO2 at 20 MPa and 55◦C with Some Selected LiquidSolvent at 25◦C
Properties CO2 n-Hexane Methylene Chloride Methanol
Density (g/mL) 0.75 0.66 1.33 0.79Kinematic viscosity (m2/s) 1.0 4.45 3.09 6.91Diffusivity (m2/s) 6.0 × 109 4.0 × 109 2.9 × 109 1.8 × 109
Cohesive energy density (δ (cal/cm3)) 10.8 7.24 9.93 14.28
Source: Modified from King et al. 1993.
other raw or waste agricultural materials (Kasamma et al. 2008,Shi et al. 2009a, Yi et al. 2009, Huang et al. 2010, Shi et al.2010a, 2010b, Xiao et al. 2010). The scale up of some supercrit-ical extraction processes have already proven to be possible andare in industrial use.
The process requires intimate contact between the packed bedsformed by a ground solid substratum (fixed-bed of extractablematerial) with supercritical CO2 fluid. During the supercriticalextraction process, the solid phase comprising of the solute andthe insoluble residuum (matrix) is brought into contact with thefluid phase, which is the solution of the solute in the supercriticalCO2 fluid (solvent). The extracted material is then conveyed toa separation unit.
Process Concept Schemes
The physicochemical properties of the supercritical fluids arecrucial to the understanding of the process design calculationand modeling of the extraction process. Therefore, selectivity ofsolvents to discriminate solutes is a key property for the processengineer. Physical characteristics such as density and interfa-cial tension are important for separation to proceed; the densityof the extract phase must be different from that of the raffi-nate phase and the interfacial properties influence coalescence,a step that must occur if the extract and raffinate phase are toseparate. The supercritical state of the fluid is influenced by tem-perature and pressure above the critical point. The critical pointis the end of the vapor–liquid coexistence curve as shown onthe pressure–temperature curve in Figure 40.1, where a singlegaseous phase is generated. When pressure and temperature arefurther increased beyond this critical point, it enters a supercrit-ical state. At this state, no phase transition will occur, regardlessof any increase in pressure or temperature, nor will it transit to aliquid phase. Hence, diffusion and mass transfer rates during su-percritical extraction are about two orders of magnitude greaterthan those with solvents in the liquid state.
Substances that have similar polarities will be soluble in eachother, but increasing deviations in polarity will make solubilityincreasingly difficult. Intermolecular polarities exist as a result ofvan der Waals forces, and although solubility behaviors dependon the degree of intermolecular attraction between molecules,the discriminations between different types of polarities are alsoimportant. Substances dissolve in each other if their intermolec-ular forces are similar or if the composite forces are made up
in the same way. Properties such as the density, diffusivity, di-electrical constant, viscosity, and solubility are paramount tosupercritical extraction process design. The dissolving power ofSCF depends on its density and the mass transfer characteristic,and is superior due to its higher diffusivity and lower viscosityand interfacial tension than liquid solvents.
Although many different types of supercritical fluids exist andhave many industrial applications, CO2 is the most desirable forSCE of bioactive components. Table 40.1 shows some physicalproperties of compressed (20 MPa) supercritical CO2 at 55◦C ascompared to some condensed liquids that are commonly used asextraction solvents at 25◦C. It should be noticed that supercriticalCO2 exhibits similar density as those of the liquid solvents, whilebeing less viscous and more highly diffusive. This fluid-likeattribute of CO2 coupled with its ideal transport properties andother quality attributes outlined above make it a better choiceover other solvents.
The specific heat capacity (Cp) of CO2 rapidly increases asthe critical point (31.1◦C temperature, 7.37 MPa pressure, and467.7 g/L flow rate) is approached. Like enthalpy and entropy,the heat capacity is a function of temperature, pressure, and den-sity (Mukhopadhyay 2000). Under constant temperature, boththe enthalpy and entropy of supercritical CO2 decreases withincreased pressure and increases with temperature at constantpressure. The change in specific heat as a result of varying thepressure and temperature is also dependent on density. For ex-ample, under constant temperature, specific heat increases withincreasing density up to a certain critical level. Above this crit-ical level, any further increase in density reduces the specificheat.
Process System
The supercritical CO2 fluid extraction process is governed byfour key steps: extraction, expansion, separation, and solventconditioning. The steps are accompanied by four generic pri-mary components: extractor (high pressure vessel), pressureand temperature control system, separator, and pressure inten-sifier (pump; Fig. 40.2). Raw materials are usually ground andcharged into a temperature-controlled extractor forming a fixedbed, which is usually the case for a batch and single-stage mode(Shi et al. 2007a, 2007b, Kasamma et al. 2008).
The supercritical CO2 fluid is fed at high pressure by meansof a pump, which pressurizes the extraction tank and also

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 771
CO2 pump
Hea
tex
chan
ger
CO2 source
Coolingbath
Hea
t ex
chan
ger
Ext
ract
or
colu
mn
Sep
arat
or
Back pressure valve
Extracts outlet Pressure valve
CO2 outlet
Figure 40.2. Schematic diagram of a typical single-stage supercritical fluid extraction system with CO2.
circulates the supercritical medium throughout the system.Figure 40.2 shows an example of a typical single-stage su-percritical CO2 fluid extraction system. Once the supercriticalCO2 and the feed reach equilibrium in the extraction vessel,through the manipulation of pressure and temperature to achievethe ideal operating conditions, the extraction process proceeds.The mobile phase consisting of the supercritical CO2 fluidand the solubilized components is transferred to the separatorwhere the solvating power of the fluid is reduced by raising thetemperature and/or decreasing the pressure of the system. Theextract precipitates in the separator while the supercritical CO2
fluid is either released to the atmosphere or recycled back to theextractor. In the case where highly volatile components are beingextracted, a multistage configuration may have to be employedas shown in Figure 40.3 (Shi et al. 2007a, 2007b, Kasamma et al.2008).
The processes described above are semi-batch continuousprocesses where the supercritical CO2 flows in a continuousmode while the extractable solid feed is charged into the extrac-tion vessel in batches. In commercial-scale processing plants,multiple extraction vessels are sequentially used to enhanceprocess performance and output. Although the system is in-terrupted at the end of the extraction period, when the process isswitched to another vessel prepared for extraction, the unload-ing and/or loading of the spent vessels can be carried out whileextraction is in progress, reducing the downtime and improvingthe production efficiency.
A semi-continuous approach on a commercial scale uses amultiple stage extraction processes that involve running the sys-tem concurrently by harnessing a series of extraction vesselsin tandem, as shown in Figure 40.4. In this system, the pro-cess is not interrupted at the end of extraction period for each
Dry test meter
Ext
ract
s
Co-solvent inlet
Ext
ract
or c
olum
n
CO2 pump
3-stage separator columns Pressureregulator
Mixer
CO-solvent pump
Ice water trap
CO
2 inlet
Figure 40.3. Schematic diagram of supercritical fluid extraction system used to fractionate bioactive components from plant matrix usingsupercritical carbon dioxide.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
772 Part 7: Food Processing
Pumps
3-stage extraction columns 2-stage separation vessels
Stor
age
tank
CO2 inlet Co-solvent inlet
Figure 40.4. Schematic diagram of commercial scale multistage supercritical fluid extraction system used to fractionate bioactivecomponents. The symbol “ ” is pressure valves and “ ” is heat exchangers.
vessel, because the process is switched to the next preparedvessel by control valves for extraction while unloading and/orloading the spent vessels. Thus, supercritical CO2 technologyis available in the form of single-stage batch that could beupgraded to multistage semi-continuous batch operations cou-pled with a multi-separation process. The need to improve thedesign into truly continuous modes is growing. SupercriticalCO2 fluid extraction could be cost-effective under large-scaleproduction.
Industrial Applications
Large-scale supercritical CO2 fluid extraction has become apractical process for the extraction of high-value products fromnatural materials. The solvating power of supercritical CO2 flu-ids is sensitive to temperature and pressure changes; thus, theextraction parameters may be optimized to provide the highestpossible extraction yields with maximum antioxidant activity forhealth-promoting components in bioactive extraction production(Kasamma et al. 2008, Chen et al. 2009, Yi et al. 2009b).
A supercritical CO2 fluid extraction process offers the uniqueadvantage of adding value to agricultural waste by extractingbioactives from agricultural by-products, which are then usedfor the fortification of foods and other applications. Its draw-backs are the difficulties in extracting polar compounds andits difficulty of extracting compounds from a complex matrixwhere the phase interaction with the intrinsic properties of theproduct inhibits its effectiveness. Some drawbacks can be ame-liorated by using small amounts of food-grade co-solvents (lessthan 10%) to approach the high extraction efficiency (Shi et al.2009a). However, much investigation is required to understandthe solvation effects on the targeted bioactive components be-ing extracted. The CO2 density, pressure, and temperature have
been noted to have great impacts on the results of the extractionprocess. By understanding the effect of the parameters that influ-ence the extraction process, the conditions may be set to optimizeyield and cost efficiency. When determining the parameters thatshould be used to maximize yields and solubility of the targetedcomponents, many researchers attempted to use conditions thatmay be applicable in large-scale applications (Shi et al. 2007f,Kasamma et al. 2008). For example, nontoxic co-solvents andmodifiers could be acceptable for food processing; therefore, anumber of researchers have opted to use food-grade co-solventsand modifiers in extraction processes (Shi et al. 2009a). The na-ture of the material used as a source of high-value components,such as health-promoting components, governs the availabilityof the compounds for the extraction process. The presence ofother components such as lipids may impede the process orelevate costs due to an elongated extraction time.
Although a high temperature in the extraction process gen-erally increases the solubility of components in supercriticalCO2 fluids, the conditions under which thermally labile targetedcompounds are negatively affected should be considered (Shiet al. 2007a, 2007b, 2007e). The intensity and the length of heatprocessing affect the health-promoting properties of bioactives.Therefore, ideally, the extraction time and temperature shouldbe minimized. Minimizing such conditions also leads to a moreeconomically viable process (Shi et al. 2007f, Kasamma et al.2008). Excessively high flow rates may reduce the contact timebetween the solute and the solvent and restrict the fluid flowin the sample if it becomes compacted. The optimal flow rateappears to vary with the targeted molecule, relatively high flowrates having a negative effect on some components. Raising thepressure increases extraction yields.
Sample matrix is an important parameter that influences thesolubility and mass transfer process during SCE. Properties such

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 773
as particle shape and size distribution, porosity and pore size dis-tributions, surface area, and moisture content influence solubilityand mass transfer. The presence of water (moisture content) inthe sample matrix during supercritical extraction also has aneffect on the extraction outcome. In order to improve the yieldand quality of the extracted high-value food components fromraw material, a pretreatment of the raw material is an essentialprocess (Yang et al. 2008, Zheng et al. 2009, Nagendra et al.2010). Cell disruption is the most important pretreatment, andthis procedure can be conducted by several processes such asmechanical, ultrasonic, high electronic field pulse, and nonme-chanical treatments. With improved processing conditions andreduced cost, high-value components extracted from natural ma-terials by supercritical CO2 extraction process will become evenmore economical at high throughput.
Membrane-Based Separation Technology
Membrane-based technology is a rising separation technology.At present, more and more fields use membrane technology toseparate the fluids and get good results. With the principal devel-opment of membrane technology, the applications are expand-ing much wider and the technology brings remarkable economicbenefits. Now, many countries in the world have noticed the im-portance of membrane technology in the food processing field,especially since we are short of energy and resources and thedeteriorating environment all exist in our lifetime. So, industriesregard membrane-based separation technologies as importanttechnologies in food processing areas.
The common membrane-based separation process is usuallyrun under pressure. A membrane can be described as a thinbarrier between the two bulk phases, and it is either a homoge-neous phase or a heterogeneous collection of phases. In mem-brane separations, each membrane has the ability to transport onecomponent more readily than the others because of differencesin physical and chemical properties between the membrane andthe permeating components. Furthermore, some components canfreely permeate through the membrane, while others will beretained. The stream containing the components that passthrough the membrane is called the permeate, and the streamcontaining the retained components is called the retentate. Theflow of material across a membrane is kinetically driven by theapplication of pressure concentration, vapor pressure, hydro-static pressure, or electrical potential (Mulder 1996, Cheryan1998).
Membrane separation technology adopts a selective multi-hole membrane as the separation medium. The separated fluid,driven by the outside pressure, goes through the surface ofthe membrane with different pore sizes. The molecules willpass the membrane but larger molecules will be rejected. There-fore, the fluid can be separated into different molecular weightswith high efficiency (Cheryan 1998).
Compared with the traditional separation process technolo-gies, membrane-based separation processes can run under nor-mal temperatures, so are especially good for separating andconcentrating heat-sensitive materials such as juices, enzymes,or phytochemicals (Vaillant et al. 2001, Enevoldsen et al.
2007, Pouliot 2008). Moreover, membrane-based processes areenergy-efficient processes that do not involve phase change orheat input; thus, the processes do not require ancillary equipmentsuch as heat generator, evaporator, and condenser. They offerease of operation and great flexibility, and do not require theaddition of any chemical agents. The process also provides forminimal thermal degradation, occurs at ambient temperatures,and is used both to filter molecular-sized particulates and also toconcentrate an isolate of interest, such as lycopene. Determina-tion of the optimum operating conditions is vital importance.
Membrane-based processes are usually more energy efficientthan distillation, adsorption, and chromatography. Furthermore,membrane-based separation has the advantage of compatibilitywith a wide range of solvents and chemical products, an abilityto process thermally sensitive compounds and easy amenabil-ity to automation. These advantages open up several possibil-ities of membrane application in the production of bioactivecompounds in the areas of energy-efficient pre-concentration ofdilute solutions, fractionation of diverse classes of compoundsfrom complex mixtures, recovery of intermediates, and recy-cling of solvents. The challenges posed by a membrane-basedseparation process are limited selectivity, fouling leading to per-formance decline, and a necessary and occasionally difficultperiodic cleaning process. The performance of a membrane canbe distinguished by two simple factors: flux (or product rate) andselectivity through the membrane. Flux is defined as the perme-ation capacity that refers to the quantity of fluid permeating perunit area of membrane per unit time. Flux depends linearly onboth the permeability and the driving force. The flux also de-pends inversely upon the thickness of the membrane (Yang et al.2001, Bhanusali and Bhattacharyya 2003, Kertesz et al. 2005).
Figure 40.5 shows a classification of various separation-basedprocesses that are based upon particle or molecular size. Thefive major membrane separation processes, including microfil-tration, ultrafiltration, nanofiltration, reverse osmosis, and elec-trodialysis, cover a wide range of particle sizes according to the
Water
Reverse osmosis (RO)
Nano filtration (NF)
Ultrafiltration (UF)
Microfiltration (MF)
Membrane separation
Figure 40.5. Schematic diagram of membrane molecular cutproperty.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
774 Part 7: Food Processing
Table 40.2. Size of Materials Retained, Driving Force, and Type of Membrane
Process Size of Materials Retained Driving Force Type of Membrane
Microfiltration 0.2–10 µm (microparticles) Pressure difference (<2 bar) PorousUltrafiltration 1–100 nm MWCO 103–106 Da
(macromolecules)Pressure difference (1–10 bar) Microporous
Nanofiltration 0.5–5 nm (molecules) Pressure difference (10–100 bar) MicroporousReverse osmosis <2 nm MWCO 103 Da (molecules) Pressure difference (10–100 bar) NonporousDialysis 1–3 µm (molecules) Concentration difference Nonporous or microporousElectrodialysis <1 nm (molecules) Electrical potential difference Nonporous or microporous
separation medium. The technology involves separating com-ponents from fluid streams by means of forcing the stream toflow under pressure over the surface of the membrane. Mem-brane properties (pore size, membrane material, and membraneconfiguration) and operating conditions (pressure, temperature,and feed velocity) play important roles for successful separation(Table 40.2). The introduction of cross-flow membrane systemmade large-scale continuous separation possible. The technol-ogy enables processors to concentrate, fractionate, and purifyproducts simultaneously. The operation is usually conducted atambient temperature, although they also have the capability tobe run at higher or lower temperatures.
Microfiltration
The microfiltration membrane separation process is the mostcommon pressure-driven membrane separation process and isdefined as the separation of a retained particle size between 0.2and 10 µm by the membrane. Two principal types of membranefilters are used: depth filters and screen filters, running at verylow pressures owing to the open structure of the membranes.On the basis of the multi-hole membrane, microfiltration caneffectively remove suspended particles, bacteria, colloids, andsolid proteins. The common membrane modules include spiral-wound membranes, plate and frame membranes, tubular mem-branes, and hollow fiber membranes.
Ultrafiltration
Ultrafiltration is a pressure-driven filtration separation occurringon a molecular scale and can separate high-molecular weightsolutes from a solvent, typically retaining macromolecules witha molecular weight cutoff of more than 1000 Da. The pore size ofan ultrafiltration membrane normally is from 0.001 to 0.02 µmin order to provide purification, separation, and concentration.The membranes used in this process have a much smaller poresize for solvent passage than do microfiltration membranes, witha relatively small pore area per membrane surface area.
By using an ultrafiltration membrane with a different poresize, we can separate the contents in the solution with differentmolecular weight and shape, such as the purification and concen-tration of enzymes, proteins, cells, pathogenic organisms, andpolysaccharides, and the clarification and decolorizations for
antibiotic fermentation (Li et al. 2004, Feins and Sirkar 2005,Krstic et al. 2007, Susanto et al. 2008, Cuellar et al. 2009). Ul-trafiltration mainly has the following advantages: steady highpermeated flux, resists free chlorine, wide range for pH andtemperature, easy operation, low energy and operation cost, lesspollution discharge, and compact equipment.
Ultrafiltration is used to separate solvents from solutions ofvery large molecules, as well as the liquid from a suspensionof colloidal solids. Ultrafiltration membranes are commerciallyfabricated in sheet, capillary, and tubular forms. The liquid tobe filtered is forced into the assemblage and dilute permeatepasses perpendicularly through the membrane while concentratepasses out the end of the media. This may prove useful for therecovery and recycle of suspended solids and macromolecules.A key factor determining the performance of an ultrafiltrationmembrane is concentration polarization due to macromoleculesbeing retained on the membrane surface.
Nanofiltration
A nanofiltration membrane is between a reverse osmosis mem-brane and an ultrafiltration membrane in pore size, which canremove NaCl under 90% concentration. A reverse osmosis mem-brane has a high removal rate for nearly all solutes. But a nanofil-tration membrane only has a high removal rate for the specialcontents. Nanofiltration membranes mainly remove the particlewhose diameter is near 1 nm, with a molecular weight cutoffof 100∼1000 Da. In the drinking water area, nanofiltration isused to deal with quite large inorganic ions such as Ca2+, Mg2+,peculiar smells, pigments, pesticides, synthesized surfactants,dissoluble organics, and vaporized rudimental materials (Bates2000, Braeken et al. 2004, Baisali et al. 2007). The characterof nanofiltration is that it holds the charge itself, so under lowpressure, it can also have a high desalination rate. The greatestfield for the nanofiltration is to soften and desalt brine water.Nanofiltration has some advantages, including good chemicalstability, long life, and high rejection selectivity.
Reverse Osmosis
Reverse osmosis is a liquid/liquid separation process that usesa dense semipermeable membrane, highly permeable to water.A pressurized feed solution is passed over one surface of the

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 775
membrane, as long as the applied pressure is greater than the os-motic pressure of the feed solution. Reverse osmosis membraneshave been widely applied in water treatment, such as desalting,pollution control, pure water treatment, and wastewater treat-ment. Reverse osmosis operates by diffusion from a solution.Under the high differential pressure across the membrane, thesolvent from the solution actually dissolves in the material ofthe membrane, diffuses across it, and transfers out into the cleansolvent on the other side. It is not a perfect separation, becausethe dissolved species from the feed solution have definite abil-ities to diffuse through it as well, but the diffusion coefficientfor the solvent is so much higher than that for the solute that theseparation is virtually complete. Reverse osmosis is often usedto remove dissolved organics and metals. Thus, reverse osmo-sis, as a device solely required to separate sodium chloride fromwater in the early days, is now being used to reject a wider rangeof solutes.
Electrodialysis
Electrodialysis, an electrically driven membrane process, iscommonly used to desalt solutions. Ions in aqueous solutioncan be separated using a direct current electrical driving forceon an ion-selective membrane. Electrodialysis usually usesmany thin compartments of solution separated by membranesthat permit passage of either positive ions (cations) or nega-tive ions (anions) and block passage of the oppositely chargedion. Cation-exchange membranes are alternatively stacked withanion-exchange membranes placed between two electrodes. Thesolution to be treated is circulated through the compartments anda direct current power source is applied. All cations gravitatetoward the cathode (negatively charged terminal) and transferthrough one membrane, while anions move in the opposite direc-tion, thereby concentrating in alternating compartments. Elec-trodialysis is commonly used to recover spent acid and metalsalts from plating rinse. It obviously is not effective for nonpo-lar solutions.
Membrane-Based Separation in Industrial Applications
Membrane-based processes offer many advantages in terms oflower energy consumption, higher selectivity, faster separationrate, and lower recovery costs (Cassano et al. 2008). There hasbeen increasing interest in the use of membrane-based technolo-gies in the food industry. Various designs of membrane-basedseparation equipment are used in the food industry (Figure 40.6).In the dairy industry, ultrafiltration is widely used to fraction-ate cheese whey and pre-concentrate milk for cheese making(Pouliot 2008). In sequential membrane processes, ultrafiltra-tion may also be used as a membrane reactor to produce pro-tein hydrolysate from protein isolate (Feins and Sirkar 2005,Charoenvuttitham et al. 2006, Sarkar et al. 2007, Annathur et al.2010) and as a membrane fermenter to produce fuels and chemi-cals from reverse osmosis concentrates (Greenlee et al. 2009, Quet al. 2009, Saxena et al. 2009). In sugar and corn syrup process-
Figure 40.6. The pilot scale membrane separation system.
ing, microfiltration and ultrafiltration are used for clarification toremove impurities (Singh and Cheryan 1994, Jaeger de Carvalhoet al. 2008). In juice, wine, and beer processes, microfiltrationand ultrafiltration not only remove insoluble solids to producesparkling clear product, but also remove spoilage microorgan-isms, eliminating the need for pasteurization (Massot et al. 2008,Vaillant et al. 2008, Cassano et al. 2010). Ultrafiltration is alsoused to concentrate natural colorants and flavors (Nawaz et al.2005, Nawaz et al. 2006, Shi et al. 2007d, Galaverna et al. 2008,Ren et al. 2008a, 2008b, 2008c).
The main operating problem of all membrane separation pro-cesses is that the membrane material eventually plugs, calledfouling, causing the resistance to flow to increase. The pluggingprocess is accentuated by the concentration polarization that oc-curs in the relatively quiescent fluid zone close to the membranesurface, as the species separated from previously processed flu-ids build up in this zone and interfere with fresh material tryingto get to the surface.
Membrane-based separation is still evolving and finding moreand more applications in a broad range of fields, and the

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
776 Part 7: Food Processing
development of new membrane materials will strongly influ-ence separation processes in the future. Because of the great ad-vantages of membrane separation over conventional separationpractices, the availability of the choice of membrane size (mi-crofiltration, ultrafiltration, nanofiltration, reverse osmosis, pre-evaporation membrane, and distillation membrane), materials(polymeric and ceramic, hydrophilic and hydrophobic, symmet-ric and asymmetric), configurations (spiral wound, hollow fiber,and plate and frame), operation modes (dead-end and cross-flow,batch, semi-batch, and continuous), and membrane technologyoffers more selective, flexible, and efficient separations over awide range of compounds. This technology will continue to gainrecognition and acceptance in the food industry.
Pressurized Low-Polarity Water Extraction
Pressurized low-polarity water extraction, also known as subcrit-ical water extraction (or hot water extraction, pressurized hot wa-ter extraction, superheated water extraction, or high-temperaturewater extraction), that is, extraction using hot water under pres-sure, has recently become a popular green processing technol-ogy and emerges as a promising extraction and fractionationtechnique for replacing the traditional extraction methods. Thepressurized low-polarity water extraction is also used in sam-ple preparation to extract organic contaminants from foodstufffor food safety analysis and solids/sediments for environmentalmonitoring purpose.
The pressurized low-polarity water extraction process is anenvironmentally friendly technique that can provide higher ex-traction yields from solid plant materials (Luque de Castro andJimenez-Carmona 1998). Pressurized low-polarity water extrac-tion is based on the use of water as an extractant in a dynamicmode, at temperatures between 100◦C and 374◦C (critical pointof water, 221 bar and 374◦C) and under pressure high enough tomaintain the liquid state. The critical temperature and pressureof water are shown as a phase diagram in Figure 40.5 (Tc =374◦C, Pc = 221 bar or 22 MPa). The pressurized low-polaritywater extraction process can maintain the water in the liquidform up to a temperature of 374◦C and a pressure of 22.1 MPa(221 bar) (Haar et al. 1984, Hawthorne et al. 2000). A pressureof 5 MPa would be high enough to prevent the water from va-porizing at temperatures from 100◦C to 250◦C. Once pressureis high enough to keep water in a liquid state, additional pres-sure is not necessary as it has limited influence on the solventcharacteristics of water. Increasing the water temperature from25◦C to 250◦C causes similar changes in dielectric constant,surface tension, and viscosity (Kronholm et al. 2007, Brunner2009). Pressurized low-polarity water extraction can easily sol-ublize organic compounds such as phytochemicals, which arenormally insoluble in ambient water.
Pressurized low-polarity water extraction has the ability toselectively extract different classes of compounds, dependingon the temperature used. The selectivity of subcritical waterextraction allows for manipulation of the composition of theextracts by changing the operating parameters, with the morepolar ones extracted at lower temperatures and the less polarcompounds extracted at higher temperatures (Basile et al. 1998,
Ammann et al. 1999, Clifford et al. 1999, Miki et al. 1999,Kubatova et al. 2001, Soto Ayala and Luque de Castro 2001).
Process System
As shown in Figure 40.7, the instrumentation consists of a waterreservoir coupled to a high-pressure pump to introduce the pres-surized low-polarity water into the system, an oven, where theextraction cell is placed and extraction takes place, and a restric-tor or valve to maintain the pressure. Extracts are collected in avial placed at the end of the extraction system. In addition, thesystem can be equipped with a coolant device for rapid coolingof the resultant extract. As the unique properties of pressurizedlow-polarity water, the pressurized low-polarity water extrac-tion has a disproportionately high boiling point for its mass, ahigh dielectric constant, and high polarity. As the temperaturerises, there is a marked and systematic decrease in permittivity,an increase in the diffusion rate, and a decrease in the viscosityand surface tension. In consequence, more polar target mate-rials with high solubilities in water at ambient conditions areextracted most efficiently at lower temperatures, whereas mod-erately polar and nonpolar targets require a less-polar medium,induced by elevated temperature.
Water changes dramatically when its temperature rises, be-cause of the breakdown in its hydrogen-bonded structure withtemperature. The high degree of association in the liquid causesits relative permittivity (more commonly called its dielectricconstant) to be very high at ca. 80 under ambient conditions.But as the temperature rises, the hydrogen bonding breaks downand the dielectric constant falls, as shown in Figure 40.5. Themost outstanding feature of this leaching agent is the easy ma-nipulation of its dielectric constant (ε). In fact, this parametercan be changed within a wide range just by changing the tem-perature under moderate pressure. Thus, at ambient temperatureand pressure, water has a dielectric constant of ca. 80, makingit an extremely polar solvent. This parameter is drastically low-ered by raising the temperature under moderate pressure. Forexample, subcritical water at 250◦C and a pressure over 40 barhas ε = 37, which is similar to that of ethanol and allows for theleaching of low-polarity compounds. By 250◦C, its dielectricconstant has fallen so that it is equal to that for methanol (i.e.,33) at ambient temperature. Thus, between 100◦C and 200◦C,superheated water is behaving like a water–methanol mixture.Partly because of its fall in polarity with temperature, super-heated water can dissolve organic compounds to some extent,especially if they are slightly polar or polarizable like aromaticcompounds. Therefore, water can be used as extraction solventto extract the polar, the moderately polar, and the nonpolar com-pounds by adjusting the extraction temperature from range of50◦C to 275◦C.
The solubility of an organic compound is often many or-ders of magnitude higher than its solubility in water at ambienttemperature for two reasons. One is the polarity change andthe other is that of a compound with low solubility at ambi-ent temperature. Pressurized low-polarity water will have a highpositive enthalpy of solution and thus a large increase in solubil-ity with temperature. Because of the greater solubility of some

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 777
Waterreservoir
Pressure regulator pump and valve
controller
Supplyvalve (1)
Hea
ter
(2)
Oven
Microfilters
Eluentvalve (4)
Samplecollector
(5)
Microfilters
Pump
Temperature controller
Ext
ract
ion
cell
(3)
Figure 40.7. Diagram of pressurized low-polarity water extractor. The electrical connections are marked by dashed lines, while the path ofsubcritical water is shown by solid line with arrow. The high-pressured water passes through a supply vale (1) into a heating coil (2) and intoan extraction cell (3). The microfilters are placed before and after an eluent valve (4). The extract is collected in a sample collector (5).
organic compounds in superheated water, this medium can beconsidered for the extraction and other processes, to replaceconventional organic solvents. But some additional reactions ofthe compounds being processed may also occur, by hydrolysis,oxidation, etc.
Industrial Applications
Using pressurized low-polarity water provides a number of ad-vantages over traditional extraction techniques (i.e., hydrodis-tillation, organic solvents, solid–liquid extraction). These aremainly shorter extraction times, higher quality of the extracts(mostly for essential oils), lower costs of the extracting agent,and an environmentally compatible technique. Since water isperhaps the most environmentally friendly solvent available inhigh purity and at low cost, it has been exploited for the ex-traction of avoparcin in animal tissue (Curren and King 2001),fungicides in agricultural commodities (Pawlowski and Poole1998), fragrances from cloves (Rovio et al. 1999), antioxidativecomponents from sage (Ollanketo et al. 2002), anthocyanins andtotal phenolics from dried red grape skin (Ju and Howard 2003),saponins from cow cockle seed (Guclu-Ustundag et al. 2007),and other bioactive components from plant materials (Ong andLen 2003). Some additional successful applications of this tech-nique are for the extraction of essential oils from various plantmaterials (Khajenoori et al. 2009, Mortazavi et al. 2010), extrac-tion of sweet components from Siraitia grosvernorii, extractionof lactones from kava roots, extraction of antioxidant compoundsfrom microalgae S. platensis (Ibanez et al. 1999, Ibanez et al.2003, Herrero et al. 2004), extraction of Ginkgo biloba, andof biophenols from olive leaves (Japon-Lujana and Luque deCastro 2006).
The quality of the oil obtained is therefore better than thatfrom steam distillation, as it contains more of the oxygenated
compounds and lower terpene content. The yield is also slightlyhigher than from steam distillation, in spite of the fact that all theterpenes are not extracted. This may be because, at the highertemperatures and under pressure, the plant material is more ef-fectively penetrated. However, about twice the amount of wateris required than for steam distillation. Energy costs are much lessthan for steam distillation. The energy required to heat a givenmass of water from 30◦C to 150◦C under pressure is one-fifthof that needed to boil water at atmospheric pressure from 30◦C.Furthermore, it is possible to recycle most (three-quarters) of theheat, whereas it is difficult to recycle heat in steam distillation.Thus, in spite of the fact that twice as much water is needed,only one-tenth of the energy of a steam distillation is required.Pressurized low-polarity water extraction has been suggested asa method to extract valuable health-promoting compounds fromplant materials.
Molecular Distillation
Molecular distillation is a unit operation that is a peculiar case ofevaporation, which happens under extremely low pressures andlow temperatures and is used for the separation of constituentsfrom mixtures by partial evaporation. It is based on the fact thatthe vapor is relatively richer in the component with the highestvapor pressure, that is, the more volatile component. Distilla-tion is a process of heating a substance until the most volatileconstituents change into the vapor phase, and then cooling thevapors to recover the constituents in liquid form by condensa-tion. The main purpose of distillation is to separate a mixtureinto individual components by taking advantage of their differ-ent level of volatilities. Distillation is one of the main methods ofextracting essential oils from plants. It can be carried out eitheras simple distillation or fractional distillation (rectification). In

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
778 Part 7: Food Processing
simple distillation, the vapors are recovered by condensation.In rectification, successive vaporization and condensation arecarried out simultaneously and a part of the condensed liquid,called the reflux, flows down the column countercurrent to theflow of vapors for isolating components from a mixture based ondifferences in boiling points. The percentage of each constituentin the vapor phase usually depends on its vapor pressure at acertain temperature. The principle of vacuum distillation maybe applied to substances, such as oils, that would be damagedby overheating by the conventional method (Liu et al. 2008).Several new methods have been developed for the separationand recovery of minor components from vegetable oils such aspalm oil (Rodrıguez et al. 2007, Shi et al. 2007c).
Distillation and its companion processes, azeotropic and ex-tractive distillations, are by far the most widely used separationprocesses for mixtures that can be vaporized. Vapors are gener-ated from liquids or solids by heating and are then condensedinto liquid products. However, many mixtures exhibit specialstates, known as azeotropes, at which the composition, temper-ature, and pressure of the liquid phase become equal to those ofthe vapor phase. Thus, further separation by conventional distil-lation is no longer possible. By adding a carefully selected othercomponent as an entrainer to the mixture, it is often possibleto “break” the azeotrope and thereby achieve the desired sepa-ration. In azeotropic distillation, a compound is added to forman azeotrope with at least one of the components of the mix-ture. That component can then be more readily separated fromthe mixture because of the increased difference between thevolatilities of the components. Extractive distillation combinescontinuous fractional distillation with absorption. A relativelyhigh-boiling solvent is used to selectively scrub one or moreof the components from a mixture of components with simi-lar vapor pressures. Distillation processes are also widely usedfor the separation of organic chemicals, usually at cryogenictemperatures.
Separation Processes in Distillation
When vacuum is applied, there are three major reduced pres-sure ranges that can be utilized for distillation: (a) distillation atmoderate vacuum or equilibrium distillation, (b) unobstructedpath distillation, and (c) molecular distillation. Distillation atmoderate vacuum is characterized by the use of conventionaldistillation equipment as shown in Figure 40.8. Its lowest pres-sure limit is of the order of 1 Torr, that is, 1 mm Hg. Unobstructedpath distillation is defined as distillation in which the path be-tween the evaporator and the condenser is not blocked, in otherwords there is a free transfer of molecules (Eckles and Benz1992). When the transfer distance is comparable with the meanfree path of the vapor molecules, the distillation is known asmolecular distillation.
Mean free path is defined as the average distance a moleculewill travel in the vapor phase without colliding with another va-por molecule (Eckles et al. 1991). This implies that, in moleculardistillation, the vapor molecules can reach the condenser with-out intermolecular collisions. A dynamic equilibrium can notbe established between the vapor and the liquid. An individual
Figure 40.8. Molecular distillation system.
molecule that has evaporated will be able to travel any distancewithout a collision.
Molecular distillation occurs at low temperatures and, there-fore, reduces the problem of thermal decomposition. High vac-uum also eliminates oxidation that might otherwise occur in thepresence of air. Unobstructed path and molecular distillationsare often classified together as short-path or high-vacuum dis-tillation. The difference is in the dimensions and operating con-ditions. Unobstructed path distillation is carried out at pressuresas low as 10−2 Torr, while in molecular distillation pressuresof 10−3 Torr, that is, a mTorr, are used. Another useful distinc-tion between the methods of vacuum distillation can be madewith reference to the way in which the vapor phase is formed:(a) Ebullition, (b) evaporative distillation, and (c) moleculardistillation.
Ebullition is accompanied by the formation of bubbles whenthe saturated vapor pressure exceeds the pressure of the sur-rounding gas. The only limit to the rate of evaporation in thiscase is the rate at which heat can be transferred to the liquid.Evaporative distillation occurs when the pressure of the sur-rounding gas is higher than the vapor pressure of the liquid at agiven temperature, so that bubbles are not formed. The rate ofevaporation is controlled by the temperature of the liquid andthe conditions above the liquid surface. In molecular distilla-tion, the rate of evaporation is controlled by the rate at whichthe molecules escape from the free surface of the liquid and

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 779
condense on the condenser. The condenser should be in theimmediate vicinity of the evaporating surface. When an appre-ciable number of collisions can occur in the vapor space, someof the molecules will return to the liquid. This leads to a de-crease in the number of molecules that reach the condensationsurface.
High-vacuum distillation may be used for certain classes ofchemical compounds that decompose, polymerize, react, or aredestroyed by conventional distillation methods. Low cost perpound and high throughput may be obtained on certain groups ofcompounds such as vitamins, epoxy resins, highly concentratedpure fatty acids, plasticizers, fatty acid nitrogen compounds, anda host of other heat-sensitive materials, which may require onlydeodorizing and decolorizing (Spychaj 1986, Batistella et al.2002a,b, Cermak et al. 2007, Shao et al. 2007, Compton et al.2008). High-vacuum distillation is a safe process to separatemixtures of organic or silicon compounds, most of which cannot withstand prolonged heating without excessive structuralchange or decomposition. With short residence times and lowerdistilling temperatures, thermal hazards to the organic materi-als are greatly reduced. Purity of the distillate also depends onthe film thickness. Controlling positive pressure and supply tothe heated evaporator surface will usually provide a uniformfilm throughout the distillation. The absence of air molecules inthe high-vacuum distillation column permits most of the dis-tilling molecules to reach the condenser with relatively fewmolecules returning to the liquid film surface in the evaporator.Experimental results show a relationship between the molecularweight and distillation temperature for a broad range of differentmaterials.
There are several basic design variations with short-path evap-orators. These are the short-path falling film evaporator, thecentrifugal molecular still, and the short-path, wiped-film evap-orator. They operate at the lowest pressure of any system and arecapable of high throughput per unit size, due to their continu-ous nature. They also offer the shortest thermal exposure to anyprocess (Eckles and Benz 1992). Short-path, falling film evap-orators can handle materials with viscosities up to 5000 cP, andthe residence time, temperature, and pressure can be controlled.This is the simplest of the short-path stills, but more currentdesigns use either centrifugal force or roller-wipers to spreadthe feed material on the evaporator surface. In the centrifugalmolecular still, feed material is fed into the center of a heatedspinning rotor. The material is evenly spread towards the edgeand condensed in front of the rotor.
Molecular Distillation Applications
Molecular distillation, with its important characteristics of lowpressure and low temperature, gives a high potential for thisprocess in the separation, purification, and concentration of nat-ural products, which usually consist of complex and thermallysensitive molecules. Especially under high vacuum for short op-erating times, while using no solvents, it avoids any toxicityproblems. The effects of feed flow rate and distillation temper-ature on the extraction of minor components are related to theyield, purity, and rate of evaporation in terms of concentrations,
distribution coefficients, and relative volatilities. Molecular dis-tillation is a valuable processing method that is often used toseparate or purify high-boiling materials that decompose, oxi-dize, or polymerize at elevated temperatures. This process canbe considered for industrial uses if both distillate and residuebecome high value-added products. Some molecular distillationprocesses are used in the production of biologically active sub-stances such as vitamins, sterols, and antioxidants from naturaloils and fats such as the extraction of vitamin A from fish liverand whale oil and carotenoid recovery from esterified palm oil(Batistella and Wolf Maciel 1998, Mutalib et al. 2003, Mar-tins et al. 2006, Bettini 2007, Fregolente et al. 2007, Shi et al.2007c), separation of mono and diglycerides in partially saponi-fied fats (Hollo and Kurucz 1968), and the refining of crudeanimal and vegetable oils (Martins et al. 2006, Behrenbruch andDedigama 2007, Posada et al. 2007). For instance, a Malaysiancompany produces Carotino
R©, an edible red palm oil, using
a process that involves a pretreatment of crude palm oil (i.e.,degumming with phosphoric acid and treatment with bleach-ing earth) followed by deacidification and deodorization usingmolecular distillation (Ooi et al. 1996; Fig. 40.9). Recovery ofspecial components used in the nutritional, pharmaceutical, andcosmetic areas from natural products by molecular distillation
Water phase ++ Oil phase recovery
IVIV
4
CondenserVent
Condenser
Juice86°F
Scrubber
Chilled(30% Alcohol)water 32°F
W. phase +O. phase
Chilled water
32°F
ChillerVariablepump
Condensedwater +
Residual aroma
Condensedwater
Aromacolumn
Pump
LegendVapourCondensed waterSteamJuiceW. phase + O. phaseChilled water
Liquidseal
pump
Juice122°F
Figure 40.9. Recovery system of water phase and oil phase in theorange juice industry (Bettini 2007).

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
780 Part 7: Food Processing
processes have gained wide applications for products such asthose derived from refined vegetable oils, e.g., deodorizer dis-tillate of vegetable oils, palm oil for obtaining tocotrienols andtocopherols, rice oil for oryzanol recovery, monoglyceride con-centration, carotenoid recovery from palm oil, heavy petroleumcharacterization, and herbicides (Barnicki et al. 1996, Sakiyamaet al. 2001, Batistella et al. 2002a,b, Fregolente et al. 2005, Itoet al. 2006, Shi et al. 2007c). Recently, a new process of molec-ular distillation was developed for recovery of tocotrienols andtocopherols from rapeseed by a combination of acid-catalyzedmethyl esterification and crystallization followed by fractionaldistillation of derived products and for the recovery of orangepeel oil and essence products rich in aldehydes, esters, and otherspecial volatile compounds (Lutisan et al. 2002, Jiang et al.2006). An industrial production of a typical industrial fractionalvacuum distillation plant is shown in Figure 40.10. In order toincrease the yield and quality of the final products, the distilleris operated continuously.
Figure 40.10. The vacuum fractional molecular distillation column.
SUMMARYOne of the most important trends in the food industry today isthe demand for “natural” foods and ingredients that are free fromtoxic chemical additives. The growing interest in natural foodshas raised the demand for natural health-promoting products ofnonsynthetic origin. High-value functional substances can beobtained from biological materials by various purification andseparation methods from plant materials or by-products. Amongthe separation processes being used or developed are physicaland chemical processes such as centrifugation, filtration, mem-brane separation, precipitation, chromatography, solvent extrac-tion, supercritical fluid extraction, crystallization, evaporation,and distillation.
The separation problems presented by the production of sol-uble material have a number of aspects that influence the natureof the extraction technique chosen. An important factor is thestability of the extracted product. In the case of unstable prod-ucts, a rapid separation process is necessary in order to avoidsignificant loss of products. Extraction with organic solventsby traditional methods is a well-established method for the se-lective separation of specific constituents from raw materials.The conventional procedures for preparing concentrated extractsare steam distillation or solvent extraction with an organic sol-vent. Extractants with a low boiling point, such as ethyl acetate,methanol, dichloromethane, etc., are traditionally used for iso-lating valuable constituents from such products as hops, spices,and oil seeds and also for removing or reducing the level of less-desirable accompanying substances (such as nicotine, caffeine).
But a very important step in the process is the complete re-moval of the solvents from extracts and its residue as they arein part toxicologically objectionable. In addition, organic sol-vents have a low selectivity. Extraction must be followed byremoval of the solvent from the extract, for example by distil-lation. The challenges in the separation processes are to bothmeet food regulations and to conduct the separation effectivelyand economically. Many compounds in the concentrated ex-tract will be thermally labile and prone to degradation if heatedtoo vigorously. The removal of the solvent can pose seriousproblems since the residual level of the solvent must be min-imized, but not at the expense of the degradation of the finalextract. Public health, environment, and safety issues are themajor concerns in the use of organic solvents in food processing.The possibility of solvent residues remaining in the final prod-uct has been a growing concern to consumers, thus warrantingstringent environmental regulations. The extent of residual sol-vent levels and also the composition of the extraction solventsused in the food industry are well regulated within the existinglaws and regulations. The solvents used for this purpose mustmeet the requirements of foodstuffs legislation, which can varyfrom country to country. In recent years, national and interna-tional bodies (such as the Food and Drug Administration, USA;the EC Codex Committee; and the FAO/WHO, Geneva) haveincreasingly emphasized the importance of complying with suchcriteria.
The demand for ultra-pure and high value-added products isredirecting the focus of the food and pharmaceutical industries

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 781
into seeking the development of new and clean technologiesfor their products. To solve these problems, some innovativeemerging “green” processes such as supercritical CO2 fluidextraction, membrane-based separations, molecular distillation,and pressurized low-polarity water extraction have provided ex-cellent alternatives to the conventional organic solvent extrac-tion methods. Extracts from natural sources are key elementsin the manufacturing of health-promoting functional foods andingredients. Especially such “green” separation processes andtechnologies are widely employed in the development of bioac-tive components for use as supplements for health-promotingfoods.
Development of new and efficient separation processes willbe based on more effectively exploiting differences in the actualphysicochemical properties of food products. Liquid membraneextraction is one of the relatively new separation technologiesthat has significant potential for the selective separation andconcentration of low-molecular weight chemicals used in food-processing industry.
REFERENCES
Ammann A et al. 1999. Superheated water extraction, steam distil-lation and SFE of peppemint oil. Fresenius’ J Anal Chem 364:650–653.
Annathur GV et al. 2010. Ultrafiltration of a highly self-associatingprotein. J Membr Sci 353: 41–50.
Baisali SN et al. 2007. Treatment of pesticide contaminated sur-face water for production of potable water by a coagulation-adsorption-nanofiltration approach. Desalination 212: 129–140.
Barnicki SD et al. 1996. Process for the production of tocopherolconcentrates. US Patent No.5512691: 1–38.
Basile A et al. 1998. Extraction of rosemary by superheated water.J Agric Food Chem 46: 5204–5209.
Bates AJ. 2000. Water as consumed and its impact on theconsumer—do we understand the variables? Food Chem Toxi-col 38: S29–S36.
Batistella CB, Wolf Maciel MR. 1998. Recovery of carotenoidsfrom palm oil by molecular distillation. Comput Chem Eng 22:S53–S60.
Batistella CB et al. 2002a. Molecular distillation process for re-covering biodiesel and carotenoids from palm oil. Appl BiochemBiotechnol 98–100: 1149–1159.
Batistella CB et al. 2002b. Molecular distillation: rigorous modelingand simulation for recovering vitamin E from vegetal oils. ApplBiochem Biotechnol 98–100: 1187–1206.
Behrenbruch P, Dedigama T. 2007. Classification and characteriza-tion of crude oils based on distillation properties. J Pet Sci Eng57: 166–180.
Bettini MFM. 2007. Purification of orange peel oil and oil phase byvacuum distillation. In: J Shi (ed.) Functional Food Ingredientsand Nutraceuticals: Processing Technology. CRC Press, BocoRaton, FL, pp. 157–172.
Bhanusali D, Bhattacharyya D. 2003. Advances in solvent resistantnanofiltration membranes: experimental observations and appli-cations. Ann NY Acad Sci 984: 159.
Braeken L et al. 2004. Regeneration of brewery waste water usingnanofiltration. Water Res 38: 3075–3082.
Brunner G. 2009. Near critical and supercritical water. Part I. Hy-drolytic and hydrothermal processes. J Supercrit Fluids 47(3):373–381.
Cassano A et al. 2008. Recovery of bioactive compounds in kiwifruit juice by ultrafiltration. Innov Food Sci Emerg Technol 9:556–562.
Cassano A et al. 2010. Physico-chemical parameters of cactus pear(Opuntia ficus-indica) juice clarified by microfiltration and ultra-filtration processes. Desalination 250: 1101–1104.
Cermak SC et al. 2007. Enrichment of decanoic acid in cuphea fattyacids by molecular distillation. Ind Crops Products 26: 93–99.
Chang CH et al. 2008. Relevance of phenolic diterpene constituentsto antioxidant activity of supercritical CO2 extract from the leavesof rosemary. Nat Product Res 22: 76–90.
Charoenvuttitham P et al. 2006. Chitin extraction from black tigershrimp (Penaeus Monodon) waste using organic acids. Sep SciTechnol 41: 1135–1153.
Chen J et al. 2009. Effects of supercritical CO2 fluid parameterson chemical composition and yield of carotenoids extracted frompumpkin. LWT Food Sci Technol 43: 39–44.
Cheryan M. 1998. Ultrafiltration and Microfiltration Handbook.Technomic Publishing Co., Lancaster, PA.
Clifford AA et al. 1999. A comparison of the extraction of clovebuds with supercritical carbon dioxide and superheated water.Fresenius’ J Anal Chem 364: 635–637.
Compton DL et al. 2008. Purification of 1,2-diacylglycerols fromvegetable oils: comparison of molecular distillation and liquidCO2 extraction. Ind Crops Products 28(2): 113–121.
Cuellar MC et al. 2009. Model-based evaluation of cell retentionby crossflow ultrafiltration during fed-batch fermentations withEscherichia coli. Biochem Eng J 44: 280–288.
Curren MSS, King JW. 2001. Ethanol-modified subcritical waterextraction combined with solid-phase microextraction for deter-mining atrazine in beef kidney. J Agric Food Chem 49: 2175–2180.
Eckles A, Benz PH. 1992. The basics of vacuum processing. ChemEng 99: 78–86.
Eckles A et al. 1991. When to use high-vacuum distillation. ChemEng 98: 201–203.
Enevoldsen AD et al. 2007. Electro-ultrafiltration of amylaseenzymes: process design and economy. Chem Eng Sci 62:6716–6725.
Feins M, Sirkar KK. 2005. Novel internally staged ultrafiltration forprotein purification. J Membr Sci 248(1–2): 137–148.
Fernandez Perez V et al. 2000. An approach to the static-dynamicsubcritical water extraction of laurel essential oil: comparisonwith conventional techniques. Analyst 125: 481–485.
Fregolente LV et al. 2005. Response surface methodology appliedto optimization of distilled monoglycerides production. J Am OilChem Soc 82(9): 673–678.
Fregolente LV et al. 2007. Effect of operating conditions on the con-centration of monoglycerides using molecular distillation. ChemEng Res Des 85: 1524–1528.
Galaverna G et al. 2008. A new integrated membrane process for theproduction of concentrated blood orange juice: effect of bioactivecompounds and antioxidant activity. Food Chem 106: 1021–1030.
Glisic SB et al. 2007. Supercritical carbon dioxide extraction ofcarrot fruit essential oil: chemical composition and antimicrobialactivity. Food Chem 105(1): 346–352.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
782 Part 7: Food Processing
Gonzalez JC et al. 2002. Basis for a new procedure to eliminatediarrheic shellfish toxins from a contaminated matrix. J AgricFood Chem 50(2): 400–405.
Greenlee LF et al. 2009. Reverse osmosis desalination: watersources, technology, and today’s challenges. Water Res 43(9):2317–2348.
Guclu-Ustundag O et al. 2007. Pressurized low polarity water ex-traction of saponins from cow cockle seed. J Food Eng 80:619–630.
Haar L et al. 1984. National Bureau of Standards/National ResearchCouncil Steam Tables. Hemisphere Publishing, Bristol, PA.
Hawthorne SB et al. 2000. Comparisons of Soxhlet extraction,pressurized liquid extraction, supercritical fluid extraction andsubcritical water extraction for environmental solids: recovery,selectivity and effects on sample matrix. J Chromatogr A 892:421–433.
Herrero M et al. 2004. Pressurized liquid extracts from Spirulinaplatensis microalga: Determination of their antioxidant activityand preliminary analysis by micellar electrokinetic chromatogra-phy. J Chromatogr A 1047(2): 195–203.
Herrero M et al. 2006. Sub- and supercrtical fluid extraction offunctional ingredients from different natural sources: plants, foodby-products, algae and microalgae. A review. Food Chem 98:136–148.
Hollo J, Kurucz E. 1968. Molecular distillation. Process Biochem3: 23–24.
Huang W et al. 2010. Purification and characterization of an an-tioxidant protein from ginkgo biloba seeds. Food Res Int 43(1):86–94.
Ibanez E et al. 1999. Supercrtical fluid extraction and fractionationof different pre-processed rosemary plants. J Agric Food Chem47: 1400–1404.
Ibanez E et al. 2003. Subcritical water extraction of antioxidant com-pounds from rosemary plants. J Agric Food Chem 51: 375–382.
Ito VM et al. 2006. Natural compounds obtained through centrifu-gal molecular distillation. Appl Biochem Biotechnol 129–132:716–726.
Jaeger de Carvalho LM et al. 2008. A study of retention of sugars inthe process of clarification of pineapple juice (Ananas comosusL. Merril) by micro- and ultrafiltration. J Food Eng 87: 447–454.
Japon-Lujana R, Luque de Castro MD. 2006. Superheated liquidextraction of oleuropein and related biophenols from olive leaves.J Chromatogr A 1136: 185–191.
Jiang ST et al. 2006. Molecular distillation for recovering toco-pherol and fatty acid methyl esters from rapeseed oil deodorizerdistillate. Biosyst Eng 93(4): 383–391.
Ju ZY, Howard LR. 2003. Effects of solvent and temperature onpressurized liquid extraction of anthocyanins and total phenolicsfrom dried red grape skin. J Agric Food Chem 51: 5207–5213.
Kasamma L et al. 2008. Response surface analysis of lycopene yieldfrom tomato using supercritical CO2 fluid extraction. Sep PurifTechnol 60: 278–284.
Kertesz R et al. 2005. Membrane-based solvent extraction and strip-ping of phenylalanine in HF contactors. J Membr Sci 257: 37–41.
Khajenoori M et al. 2009. Proposed models for subcritical waterextraction of essential oils. Chinese J Chem Eng 17: 359–365.
King JW et al. 1993. Analytical supercritical fluid chromatographyand extraction. In: Supplement and Cumulative Index. John Wiley& Sons, New York, pp. 1–83.
Kronholm J et al. 2007. Analytical extractions with water at elevatedtemperatures and pressures. Trends Anal Chem 26(5): 396–412.
Krstic DM et al. 2007. The possibility for improvement of ceramicmembrane ultrafiltration of an enzyme solution. Biochem Eng J33: 10–15.
Kubatova A et al. 2001. Selective extraction of oxygenates fromsavoury and peppermint using subcritical water. Flavour Frag J16: 64–73.
Kumar A. 2007. Membrane separation technology in processingbioactive components. In: John Shi (ed.) Functional Food Ingre-dients and Nutraceuticals: Processing Technology. CRC Press,Boca Raton, FL, pp. 193–210.
Li SZ et al. 2004. Application of ultrafiltration to improve the ex-traction of antibiotics. Sep Purif Technol 34: 115–123.
Liu D et al. 2008. Separation of tocotrienols from palm oil bymolecular distillation process. Food Rev Int 24: 376–391.
Liu G et al. 2009a. Supercritical CO2 extraction optimization ofpomegranate (Punica granatum L.) seed oil using response sur-face methodology. LWT Food Sci Technol 42: 1491–1495.
Liu X et al. 2009b. Antimicrobial and antioxidant activity of emblicaextracts obtained by supercritical carbon dioxide extraction andmethanol extraction. J Food Biochem 33(3): 307–330.
Luque de Castro MD, Jimenez-Carmona MM. 1998. Potential ofwater for continuous automated sample-leaching. Trends AnalChem 17: 441–447.
Lutisan J et al. 2002. Heat and mass transfer in the evaporating filmof a molecular evaporator. Chem Eng J 85: 225–234.
Martinez ML et al. 2008. Pressing and supercritical carbon dioxideextraction of walnut oil. J Food Eng 88: 399–404.
Martins PF et al. 2006. Free fatty acid separation from vegetableoil deodorizer distillate using molecular distillation process. SepPurif Technol 48(1): 78–84.
Massot A et al. 2008. Nanofiltration and reverse osmosis in wine-making. Desalination 231: 283–289.
Mendiola JA et al. 2007. Use of compressed fluids for samplepreparation: food applications. J Chromatogr A 1152(1–2): 234–246.
Miki W et al. 1999. Process for producing essential oil via treatmentwith supercritical water and essential oil obtained by treatmentwith supercritical water. Int. Patent App. WO99/53002A1.
Mitra P et al. 2009. Pumpkin (Cucurbita maxima) seed oil extractionusing supercritical carbon dioxide and physicochemical proper-ties of the oil. J Food Eng 95: 208–213.
Miyawaki T et al. 2008. Development of supercritical carbon diox-ide extraction with a solid phase trap for dioxins in soils andsediments. Chemosphere 70(4): 648–655.
Montanes F et al. 2008. Selective fractionation of carbohydratecomplex mixtures by supercritical extraction with CO2 and dif-ferent co-solvents. Selective fractionation of carbohydrate com-plex mixtures by supercritical extraction with CO2 and differentco-solvents. J Supercrit Fluids 45(2): 189–194.
Montanes F et al. 2009. Supercritical technology as an alternative tofractionate prebiotic galactooligosaccharides. Sep Purif Technol66(2): 383–389.
Mortazavi SV et al. 2010. Extraction of essential oils from Buniumpersicum Boiss. using superheated water. Food Bioprod Process88(2–3): 222–226.
Mukhopadhyay M. 2000. Natural Extracts Using Supercritical Car-bon Dioxide. CRC Press, Boca Raton, FL.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
40 Separation Technology in Food Processing 783
Mulder M. 1996. Basic Principles of Membrane Technology, 1stedn. Kluwer Academic Publishers, Dordrecht, The Netherlands.
Mutalib MSA et al. 2003. Palm-tocotrienol rich fraction (TRF) isa more effective inhibitor of LDL oxidation and endothelial celllipid peroxidation than α-tocopherol in vitro. Food Res Int 36:405–413.
Nagendra PK et al. 2010. Enhanced antioxidant and antityrosi-nase activities of longan fruit pericarp by ultra-high-pressure-assisted extraction processing. J Pharm Biomed Anal 51(2): 471–477.
Nawaz H et al. 2005. Extraction of polyphenolics from plant mate-rial for functional foods—engineering and technology. Food RevInt 21: 139–166.
Nawaz H et al. 2006. Extraction of polyphenolics from grape seedsand concentration by ultrafiltration. Sep Sci Technol 48: 176–181.
Ollanketo M et al. 2002. Extraction of sage (Salvia officinalis L.)by pressurized hot water and conventional methods: antioxidantactivity of the extracts. Eur Food Res Technol 215: 158–163.
Ong ES, Len SM. 2003. Pressurized hot water extraction of berber-ine, baicalein and glycyrrhizin in medicinal plants. Anal ChimActa 482: 81–89.
Ooi CK et al. 1996. Refining of red palm oil. Elaeis 8: 20–28.Pawlowski TM, Poole CF. 1998. Extraction of chiabendazole and
carbendazim from foods using pressurized hot (subcritical) wa-ter for extraction: a feasibility study. J Agric Food Chem 46:3124–3132.
Perrut M. 2000. Supercritical fluid applications: industrial de-velopments and economic issues. Ind Eng Chem Res 39(12):4531–4535.
Posada LR et al. 2007. Extraction of tocotrienols from palm fattyacid distillates using molecular distillation. Sep Purif Technol 57:220–229.
Pouliot Y. 2008. Membrane processes in dairy technology—froma simple idea to worldwide panacea. Int Dairy J 18(7): 735–740.
Qu D et al. 2009. Integration of accelerated precipitation soften-ing with membrane distillation for high-recovery desalinationof primary reverse osmosis concentrate. Sep Purif Technol 67:21–25.
Raventos M et al. 2002. Application and possibilities of supercriticalCO2 extraction in food processing industry: an overview. FoodSci Technol Int 8: 269–284.
Ren J et al. 2008a. Comparison of the phytohaemagglutinin fromred kidney bean (Phaseolus vulgaris) purified by different affinitychromatography. Food Chem 108: 394–401.
Ren J et al. 2008b. phytohemagglutinin isolectins extracted andpurified from red kidney bean and its cytotoxicity on human H9lymphoma cell line. Sep Purif Technol 63: 122–128.
Ren J et al. 2008c. Purification and identification of antioxidantpeptides from grass carp muscle hydrolysates by consecutivechromatography and electrospray ionization-mass spectrometry.Food Chem 108: 727–736.
Reverchon E et al. 1992. Extraction of essential oils using super-critical CO2: effects of some process and preprocess parameters.Italian J Food Sci 3: 187–194.
Rizvi SSH, Bhaskar AR. 1995. Supercritical fluid processing ofmilk fat: fractionation, scale-up, and economics. Food Technol49(2): 90–97.
Rodrıguez PL et al. 2007. Extraction of tocotrienols from palm fattyacid distillates using molecular distillation. Sep Purif Technol 57:220–229.
Rovio S et al. 1999. Extraction of clove using pressurized hot water.Flavour Frag J 14: 399–404.
Sakiyama T et al. 2001. Analysis of monoglyceride synthetic reac-tion in a solvent-free two-phase system catalyzed by a monoa-cylglycerol lipase from Pseudomonas sp. J Biosci Bioeng 91:88–90.
Sanchez-Vicente Y et al. 2009. Supercritical fluid extraction ofpeach (Prunus persica) seed oil using carbon dioxide and ethanol.J Supercrit Fluids 49: 167–173.
Sarkar P et al. 2007. Effect of different operating parameters onthe recovery of proteins from casein whey using a rotating discmembrane ultrafiltration cell. Desalination 249(1): 5–11.
Saxena A et al. 2009. Membrane-based techniques for the separationand purification of proteins: an overview. Adv Colloid InterfaceSci 145: 1–22.
Shao P et al. 2007. Optimization of molecular distillation for recov-ery of tocopherol from rapeseed oil deodorizer distillate usingresponse surface and artificial neural network models. Food Bio-prod Process 85: 85–92.
Shi J, Zhou X. 2007. Solubility property of bioactive componentson recovery yield in separation process by supercritical fluid.In: John Shi (ed.) Functional Food Ingredients and Nutraceu-ticals: Processing Technology. CRC Press, Boca Raton, FL,pp. 45–74.
Shi J et al. 2007a. Correlation of mass transfer coefficient in theextraction of plant oil in a fixed bed for supercritical CO2. J FoodEng 78: 33–40.
Shi J et al. 2007b. Solubility of carotenoids in supercritical CO2.Food Rev Int 23: 341–371.
Shi J et al. 2007c. Molecular distillation of palm oil distillates:evaporation rates, relative volatility and distribution coefficientsof tocotrienols and other minor components. Sep Sci Technol42(14): 3029–3048.
Shi J et al. 2007d. Isolation and partial characterization of lectinsfrom dry raw and canned kidney beans (Phaseolus vulgaris).Process Biochem 42: 1436–1442.
Shi J et al. 2007e. Correlation of mass transfer coefficient in sep-aration process with supercritical CO2. Drying Technol Int 25:335–339.
Shi J et al. 2007f. Supercritical fluid technology for extraction ofbioactive components. In: John Shi (ed.) Functional Food Ingre-dients and Nutraceuticals: Processing Technology. CRC Press,Boca Raton, FL, pp. 3–44.
Shi J et al. 2009a. Solubility of lycopene in supercritical CO2
fluid affected by temperature and pressure. Sep Purif Technol66: 322–328.
Shi J et al. 2009b. Effects of modifier on lycopene extract profilefrom tomato skin using supercritical-CO2 fluid. J Food Eng 93:431–436.
Shi J et al. 2010a. Supercritical-fluid extraction of lycopene fromtomatoes. In: S Rizvi (ed.) Separation, Extraction and Concen-tration Processes in the Food, Beverage and Nutraceutical In-dustries. Woodhead Publishing Limited, UK, pp. 619–639.
Shi J et al. 2010b. Effects of supercritical CO2 fluid parameters onchemical composition and yield of carotenoids extracted frompumpkin. LWT Food Sci Technol 43(1): 39–44.

P1: SFK/UKS P2: SFK
BLBS102-c40 BLBS102-Simpson March 21, 2012 14:23 Trim: 276mm X 219mm Printer Name: Yet to Come
784 Part 7: Food Processing
Singh N, Cheryan M. 1994. Fouling of a ceramic microfiltrationmembrane by corn starch hydrolysate. J Membr Sci 135(2):195–202.
Soto Ayala R, Luque de Castro MD. 2001. Continuous subcriticalwater extraction as a useful tool for isolation of edible essentialoil. Food Chem 75: 109–113.
Spychaj T. 1986. Fractionation of low molecular weight epoxyresins. Prog Org Coat 13: 421–430.
Susanto H et al. 2008. Ultrafiltration of polysaccharide–protein mix-tures: elucidation of fouling mechanisms and fouling control bymembrane surface modification. Sep Purif Technol 63: 558–565.
Tena MT et al. 1997. Supercritical fluid extraction of natural antiox-idants from rosemary: comparison with liquid solvent sonication.Anal Chem 69: 521–526.
Vaillant F et al. 2001. Strategy for economical optimization of theclarification of pulpy fruit juices using crossflow microfiltration.J Food Eng 48(1): 83–90.
Vaillant F et al. 2008. Turbidity of pulpy fruit juice: a key factor forpredicting cross-flow microfiltration performance. J Membr Sci325(1): 404–412.
Xiao J et al. 2010. Supercritical fluid extraction and identification ofisoquinoline alkaloids from leaves of Nelumbo nucifera Gaertn.Eur Food Res Technol 231(3): 407–414.
Yang B et al. 2008. Effects of ultrasonic extraction on the physicaland chemical properties of polysaccharides from longan fruitpericarp. Polym Degrad Stab 93(1): 268–272.
Yang XJ et al. 2001. Experimental observations of nanofiltrationwith organic solvents. J Membr Sci 190: 45–51.
Yi C et al. 2009. Effects of supercritical fluid extraction parameterson lycopene yield and antioxidant activity. Food Chem 113(4):1088–1094.
Zheng X et al. 2009. Application of response surface methodologyto optimize microwave-assisted extraction of silymarin from milkthistle seeds. Sep Purif Technol 70: 34–40.