Embed Size (px)
Citation preview

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39Minimally Processed Foods
Michael O. Ngadi, Sammy S.S. Bajwa, and Joseph Alakali
IntroductionOverview of Thermal Processing Techniques
High Temperature Short Time ProcessAseptic ProcessingSous-Vide ProcessingElectrical Heating of Foods
Ohmic HeatingDielectric Heating
Nonthermal Processing TechnologiesHigh-Pressure ProcessingPulse Electric Field ProcessingLow-Dose IrradiationUltrasoundUV IrradiationOther Techniques
Quality and Safety Considerations: The Hurdle ConceptMicrobial StressMultitarget Preservation of FoodsLimitations of Hurdle Concept
Packaging Techniques for Minmally Processed FoodsMapActive and Edible Packaging
ConclusionReferences
Abstract: The widespread, strong and consistent demands for fresh-like and safe food products have been among the major factorsdriving innovative food processing technologies. The sometimesdivergent requirements for food quality and safety have contin-ued to challenge food scientists and engineers. Minimally pro-cessed foods are produced without or with mild heat treatmentthat result in safe products without quality degradation. To producethese products, nonthermal technologies are being introduced to re-place or complement the well-established thermal processes. Tech-niques that combine different mild hurdles to restrict the growthof food spoiling microorganisms are also used. The hurdles aretypically applied in a logical sequence to take advantage of pos-
sible synergistic interactions between them to enhance safety andquality of food products. The various techniques of minimal pro-cessing of foods are reviewed in this chapter along with the re-quired packaging considerations that are needed for the processedproducts.
INTRODUCTIONThe normal objective of food processing is to transform a prod-uct to ensure that it has adequate nutrient content, acceptableto consumers with respect to sensory and functional properties,and that it is microbiologically and chemically safe to consume.Thus, humans have traditionally embarked on series of activi-ties and have taken advantage of various techniques, includingvarious types of cooking, smoking, fermenting, sun drying, andsalt preservation to transform food products. Nicolas Appert’sintroduction of canning and thermal processing revolutionizedand set the stage for the modern food processing industry. De-spite the huge market for canned and processed foods, thereis strong and increasing demand for fresh and minimally pro-cessed health-centered foods. This demand for products withfresh-like characteristics has changed the traditional food pro-cessing mantra. New and lucrative markets are being developedfor “fresh or fresher foods” that are “high” or “low” in certaintarget constituents (e.g., less salt, fat and sugar; and more infiber and health-promoting chemicals). This rise in consumerhealth consciousness can be attributed to wide societal and sci-entific reawakening to the benefits of fresh products, includingfruits and vegetables (Allende et al. 2006). Fresh fruits andvegetables are known to be of higher quality and rich in an-tioxidants, which are crucial in the fight against cancer (Floodet al. 2002). However, the recent and increasing incidences offood-borne pathogens in food products have heightened the alertfor increased food safety. Although Canada has one of the best
Food Biochemistry and Food Processing, Second Edition. Edited by Benjamin K. Simpson, Leo M.L. Nollet, Fidel Toldra, Soottawat Benjakul, Gopinadhan Paliyath and Y.H. Hui.C© 2012 John Wiley & Sons, Inc. Published 2012 by John Wiley & Sons, Inc.
746

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 747
food safety systems in the world, outbreaks of illness that arelinked to consumption of fresh fruits and vegetables have beenreported. The Public Health Agency of Canada, Health Canada,and the Canadian Food Inspection Agency have been coordinat-ing to identify gaps, develop and enforce solutions to improve theGovernment’s response to outbreaks, and to ensure Canadiansare provided with the highest levels of food safety protection.
Food quality and safety are not necessarily complementary. Infact, they are opposing in some cases. The balance and optimiza-tion of the two parameters has been a major challenge in foodprocessing. The use of intense and broad-spectrum technologiessuch as thermal treatment for microbial inactivation and shelflife extension are known to be effective but unfortunately resultin accelerated degradation of sensory, nutritive, and functionalquality of food products. There is also the aspect of excessiveenergy use with some of the food processing technologies. Morerecent technological advancements have allowed the applicationof mild processing of food with the promise of safe productswithout the downside of quality degradation. These technolo-gies are termed as minimal processing technologies, and foodproducts obtained by their applications are referred to as min-imally processed foods. Thus, minimally processed productshave not undergone very extensive transformation, particularlythermal processing as compared to conventional foods. The aimof each minimal processing technique is to minimize the rate ofdeterioration within the food matrix.
OVERVIEW OF THERMAL PROCESSINGTECHNIQUESThermal processing involves the application of adequate heatto inactivate undesired spoilage microorganisms, degrading en-zymes, and antinutrients, and prepare the food product to beconsumed. It is robust and widely used in processing and pre-serving foods. Sufficient heat destroys microorganisms and foodenzymes but also impacts both desirable (textural changes, pro-tein coagulation, and release of aroma) and undesirable changes(nutrient loss, loss of freshness) in the food. Thus, in practice,designing appropriate thermal process typically involves consid-eration of time–temperature combinations that are required toinactivate the most heat-resistant pathogens and spoilage organ-isms in a given food matrix. There is often the need to evaluateheat penetration characteristics in a given food product, includ-ing can or container in order to evaluate temperature distribu-tions. The choice of process depends on the minimum possibleheat treatment that should guarantee freedom from pathogensand toxins and give the desired quality and storage life.
High Temperature Short Time Process
The mechanism of heat destruction of microorganisms has beenattributed to thermally induced changes in the chemical structureof proteins in the cells. The phenomenon can be described by afirst-order reaction equation.
dN
dt= −koNe(− E
RT ) (1)
where N is concentration, t is process time, ko is the activationfactor, E is activation energy, and T is absolute temperature.Along with the microbial inactivation, other chemical reactionsthat occur during thermal processing lead to degradation of vari-ous quality attributes (sensory, vitamin C, thiamine, flavor, etc.).These degradation reactions can also be described using kineticequations similar to Equation 1 with their relevant activationfactors and activation energies. Several studies have confirmedthat at high temperatures, the destruction rate of pathogenicbacteria accelerated more rapidly than the degradation rate ofnutrients (Holdsworth 1985). The z-value (defined as changein the death or degradation rate based on temperature, i.e., thechange in temperature required for tenfold change in microbialor chemical resistance) is typically around 10◦C for microbialdeath, whereas the value for chemical degradation is around30◦C. Thus, the interaction between safety and quality can beexamined by considering microbial death kinetics and chemicaldegradation kinetics.
High temperature short time (HTST) process takes ad-vantage of the differences in the microbial inactivation andquality degradation kinetics to improve retention of nutrients(higher quality) while ensuring adequate microbial inactivation.Temperature–time combinations used for HTST may range fromabout 72◦C for 15 seconds for pasteurization of milk to muchhigher temperatures for shorter times. It is typically appliedat about 132–143◦C for different times depending on the re-quired Fo values (the amount of time a food is maintained at thereference temperature of 121.11◦C; used as a benchmark andindicating the severity of a process) to sterilize low-acid foodsand beverages. The use of temperatures beyond 138◦C is usuallyreferred to as ultra high temperature (UHT) processing. A majorlimitation associated with HTST lies in its application to prod-ucts that are highly viscous, solid, or that contain solid particles.Safety considerations require that sufficient heat is applied tosterilize the fastest moving (which is really the slowest heating)particle in the system. This implies that other slower movingparticles are overprocessed, since they receive the high temper-ature but not the short time, resulting in degraded quality of theproduct. There are also limitations of heat transfer rate in solids,which may lead to surface heating and reduced quality. Theselimitations create a need for other technologies for effective de-livery of energy to the product to enhance both safety and quality.
Aseptic Processing
Aseptic processing is an answer to the limitations of HTST. Inthis technique, processed food products and package are broughttogether aseptically (i.e., in a sterile environment). Liquid foodproduct is initially sterilized by HTST or UHT and then heatis transferred to the solid particulate components as they aretransported by the liquid and filled into presterilized containers.This revolutionary packaging system first appeared in US super-markets in the 1970s (Fellows 1988, Holdsworth 1992, Welchand Mitchell 2000). In 1989, the Institute of Food Technologistselected aseptic packaging as “the most significant food sci-ence innovation in the past fifty years.” An aseptic process for alow-acid product containing particulates (potato soup) was filed

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
748 Part 7: Food Processing
with the Food and Drug Administration in 1997 by Tetra Pak, fol-lowing two workshops conducted in 1995 and 1996 by Center forAdvanced Processing and Packaging Studies (multi-Universitypartnership of The Ohio State University, North Carolina StateUniversity, and University of California-Davis) and the NationalCenter for Food Safety and Technology.
Aseptically processed products have shelf life of 1–2 years andthey have superior sensory and nutritional characteristics com-pared to conventional thermally processed products. Some of thedifficulties associated with the techniques include variation ofresidence time of particulates in different parts of the processingequipment, control of heat transfer rate between heated liquidand solid particulates, fouling in heat exchangers, potential sur-vival of enzymes, and potential damage to solids by pumping.
Sous-Vide Processing
Sous vide is a French word, which essentially means undervacuum. Chef Georges Pralus is credited with using sous-videcooking for the first time to reduce shrinkage on a foie grasterrine by cooking in a laminated plastic film sachets in Francein 1967. In this technique, ingredients or the raw food materialsare put in a plastic pouch, vacuum sealed and pasteurized atvarying time–temperature combinations (usually below 100◦Cand time longer than traditional cooking). The products can beregarded as minimally processed since they are typically cookedat lower temperatures. After being cooked, the food is cooledto temperatures in the range of 1–8◦C. Sous vide is increas-ingly being used to process convenience foods (ready-to-eatmeals) as it is reputed to produce superior quality product be-cause of the mild heat processing and the absence of oxygenin the pack (Creed 2001). Pasteurized sous-vide pouches whenheld below 3.3◦C remain safe and palatable up to 3–4 weeks(Armstrong and McIlveen 2000, Nyati 2000, Rybka-Rodgers2001, Gonzalez-Fandos et al. 2005, Peck and Stringer 2005).Sous-vide processed products retain fresh-like textures and su-perior flavors. They also tend to show higher mineral, vitamin,and color retention. However, inappropriate heating, refrigera-tion, and storage temperatures can be the breeding ground forClostridium botulinum and more specifically the type A, B, andE spores, which can produce toxins dangerous for human health.After Clostridium botulinum, Listeria is the most heat-resistantnon-spore forming pathogen that has the ability to grow at re-frigerator temperatures. Therefore, there is greater risk for foodpoisoning, and it is important to achieve 6D reduction (Rybka-Rodgers 2001). It is vital to use the sous-vide techniques withinsystems that minimizes contamination. At industrial level, thereis need to implement HACCP practices to get high-quality andmicrobiologically safe minimally processed food.
Electrical Heating of Foods
In electrical heating, electromagnetic energy is applied to in-crease the temperature of a product in such a way that the entirevolume and not just a part of the product is heated rapidly inorder to minimize quality losses. The technique was developedto address the limitation of conventional surface conduction-
based methods. As a result of the rapid heating, quality changesin electrical processed foods are generally better and are morecontrolled compared to HTST processing. Electric heating ofdifferent foods can be achieved by using different methods, in-cluding ohmic heating, microwave, radio frequency (RF), andinfrared heating.
Ohmic Heating
Ohmic heating involves passing electric currents (primarily al-ternating currents) through a food product for the purpose ofheating it. The process is also sometimes called Joule heating,electrical resistance heating, direct electroheating, and electro-conductive heating. Heat is generated internally in the productas a result of its electrical resistivity. The electrical resistanceof the food determines the extent of current or voltage and therelative amount of heat generated. It is a promising method offood processing as the food heats volumetrically and providesthe potential to reduce overprocessing problems associated withtypical inside–outside heating pattern of conventional heat trans-fer (Lima 2007, Wang et al. 2007b). The process is efficient forfoods with large particulates, which are not easy to process byconventional thermal processing techniques. Rapid heat ratesgreater than 1◦C/s can be obtained along with considerable en-ergy saving with better control of process parameters (tempera-ture and time).
Ohmic heating systems typically use electrodes contactingthe food. Applications of the technology include evaporation,blanching, dehydration, and extraction. Zhong and Lima (2003)studied the effect of ohmic heating on drying rate of sweet pota-toes. The authors reported that ohmic heating of potato increasedthe vacuum drying rate and 24% drying time was saved, which iscrucial in controlling economics of the process. The techniqueis being used in the United States and Japan for processingstrawberries and different fruits to be used in yogurt prepara-tion (Sastry and Barach 2000, Castro et al. 2003). Red apple,golden apple, peach, pear, pineapple, and strawberry have beenheated ohmically in the temperature range of up to 25–140◦C(Sarang et al. 2008). It has been reported that the applicationof electric current has no impact on the rheological, color, andchemical content of ohmically treated liquid juice (Yildiz et al.2009). Quality of carrot pieces that had received varied ther-mal treatments, such as blanching at low and high temperatures,were tested for qualitative changes when three different heatingmethods, namely conventional, microwave, and ohmic heating,were applied. It was observed that time/temperature of thermalpretreatment rather than method of heating influenced quality ofproducts (Lemmens et al. 2009).
Dielectric Heating
RF heating and microwave (MW) heating are based on the useof electromagnetic energy to quickly heat foods. When poorconducting dielectric food products are brought into a rapidlyaltering electrical field, the H+ and OH− components of watermolecule separate to form an electric dipole and orient them-selves in the direction of the applied varying electric field. Thus,

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 749
there is dipole rotation and ionic polarization resulting in volu-metric heat generation in the food (Metaxas and Meredith 1993).The extent of energy absorption by the food sample depends onits dielectric loss factor. The higher the loss factor, the moreenergy can be absorbed in the material. Chemical composition,including water and salt, and process temperature are amongthe factors that determine the materials loss factor. Although RFand MW heating are forms of dielectric heating, they are distinctfrom technological point of view. Both systems are operated atspecific bands, namely frequencies between 0.003 and 300 MHzfor RF and between 300 and 300,000 MHz for microwaves (Ra-maswamy and Tung 2008). RF systems have longer wavelengthscompared to MW systems. Thus, the penetration depth is typi-cally smaller for MW heating. In general, the efficiency of powerutilization is far lower in a RF generator than a microwave unit,although the initial capital cost per KW of power output maybe higher. Selection of RF or MW heating usually depends onproduct physical properties and required process conditions for aparticular application. For large products where greater penetra-tion depth is required and control of uniformity of heating is nota major issue, RF offers a good solution. However, microwavesystems are preferred where uniformity of drying and moisturecontrol is essential.
The earlier applications of RF heating in fruit and vegetableprocessing was carried out for vegetable dehydration and qualityassessment of juice from orange, peach, and quince (Kinn 1947,Moyer and Stotz 1947, Demeczky 1974). Nelson and Trabesli(2009) explained how dielectric properties of fruits affect theirheating characteristics. RF-based treatments have been widelyused in postharvest operations (Ikediala et al. 2000, Wang et al.2006, 2009a). Wang et al. (2006) proposed the use of radio fre-quencies at various levels to control insect infestation withoutcompromising quality aspects. Sosa-Morales et al. (2009) notedthat RF and MW treatments can be highly efficient in reducingthe heating time required for pest control, as compared to con-
ventional thermal treatments. Water-assisted RF heating treat-ment was used to control the infestation of apples by codlingmoth, and it was reported to be an efficient technique, whichalso sustained the fruit’s quality (Wang et al. 2005, Wang et al.2006). Further, RF electric field has been used in deactivatingE. coli bacteria in apple and orange juice (Geveke et al. 2007).Despite the clear advantages of RF heating, the problem of un-even heating imposes a big hurdle in its wide acceptance. Thereis ongoing effort to mitigate some of these problems using com-puter modeling (Birla et al. 2008). New and advanced RF sys-tems are being developed to improve heating applications.
MW-based processing systems are more widely used for ei-ther domestic or commercial food preparations. There has beenconsiderable advance in the design, power, and cost features ofthese systems since their introduction for small scale heatingapplications. The reliability of MW-assisted treatment of fruitsand vegetables has been rated high over the conventional heatingmethods (Vadivambal and Jayas 2007). MW-assisted drying hasproved to be an excellent technique for processing the raw fruitsand vegetables. The technique was used to study drying behaviorof various fruits like apples, mangoes, and carrots (Wang and Xi2005, Orsat et al. 2006, Zhang et al. 2006, Vadivambal and Jayas2007). Various fruits and vegetables have been reviewed to as-sess the effect of varying microwave conditions on banana slice,cranberries, and carrots (Drouzas and Schubert 1996, Yong-sawatddigul and Gunasekaran 1996a, 1996b, Tein et al. 1998).Also, there has been use of vacuum for assisting microwave dry-ing to remove the moisture. Chou and Chua (2001) reported thatit was necessary to combine MW drying with vacuum in order toimprove drying performance. Many other authors (Table 39.1)have combined MW with other heating techniques in order toreduce process energy and produce high-quality products.
There are some indication of nonthermal and enhancedthermal effects of microwave processing (Ramaswamy et al.2002, Datta and Anantheswaran 2004). However, it is generally
Table 39.1. The Use of Microwave Drying on Different Fruits and Vegetables
Fruit or Vegetable Type of Treatment References
Carrots MW & vacuum Regier 2005, Wang and Xi 2005, Orsat et al. 2007Potato MW & convective, MW & vacuum Bondrauk et al. 2007, Reyes et al. 2007, Markowski et al. 2009,
Song et al. 2009Strawberry MW & vacuum, MW & convective Bohm et al. 2006, Charangue et al. 2008, Contreras et al. 2008,
Wojdylo et al. 2009Mushroom MW & vacuum, MW & convective Orsat et al. 2007, Yang et al. 2008, Askari et al. 2009, Giri and
Prasad 2009Spinach MW, MW & convective Ozkan et al. 2007, Dadali et al. 2008, Karaaslan et al. 2008,
Dadali and Ozbek 2009Peach MW Wang and Sheng 2006Orange MW, MW & vacuum, MW & convection Ruiz et al. 2003, De Pilli et al. 2008, Guo et al. 2009Apple MW, MW & vacuum, MW & convection Han et al. 2009, Huang et al. 2009, Tarko et al. 2009, Witrowa
and Rzaca 2009, Li et al. 2010Pumpkin MW, MW & vacuum, MW & convection Alibas 2007, Wang et al. 2007a, Nawirska et al. 2009Banana MW, MW & vacuum, MW & convection Mousa and Farid 2002, Kar et al. 2003, Pereira et al. 2007
Note: The objectives of researches shown may differ.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
750 Part 7: Food Processing
believed that the kinetics of microbial inactivation in microwaveprocessing is essentially same as the inactivation kinetics ofconventional thermal processing for the same heating rate. Re-cent technological advancement, including development of newchemical marker system for process monitoring and identifica-tion of cold spots, techniques for achieving temperature unifor-mity, computer modeling, and microbial inactivation validation,has led to US FDA approval of microwave sterilization in 2009.This clears the path for commercialization of the process. Thereis no report of industrial application of RF sterilization (Ra-maswamy and Tang 2008). There is a need to speed up researchand development efforts to enhance MF- and RF-based industrialsterilization processes.
NONTHERMAL PROCESSINGTECHNOLOGIESTraditional thermal processing technologies are well establishedand proven to inactivate microorganism and prolong shelf life infoods. However, some of the challenges associated with main-taining product quality and freshness have been discussed inthe preceding sections. Nonthermal technologies that inactivatemicroorganisms by means other than heat are being introducedto mitigate some of the shortcomings of traditional processes.These technologies include high pressure, pulsed electric fields,irradiation and pulsed ultraviolet (UV) light, etc.
High-Pressure Processing
High-pressure processing (HPP) of foods is the application ofultra high pressure (100–1000 MPa) on foods for short duration,which may range from few seconds to minutes. The most impor-tant aspect of HPP lies in its effectiveness in microbial controlin food products. HPP has shown its potential in keeping foodfresh for long time without the use of preservatives, in inactivat-ing food-spoiling microbes, and most importantly in maintain-ing minimally processed fresh-like texture. The technique wasinitially commercialized in Japan in 1990s, but, historically, theUnited States was the first country to use the HPP technology forpreserving products like juice, some fruits, milk, etc. The mone-tary constraints and lack of expertise in high-pressure equipmentand package manufacturing emerged as a roadblock until Japanreinitiated use of this technology in 1980s. There have beenan increasing number of HPP systems installed throughout theworld. In 2008, there were four systems (71 overall) systems inNorth America (Campus 2010). A wide range of products includ-ing juices, fruits and fruit related products, seafood, and meatproducts have been successfully processed using the technology.
HPP operations can be conducted in three modes,namely batch, semi-continuous, and continuous modes. Semi-continuous or continuous modes typically apply to pumpableproducts, in which case aseptic packaging is required. Productscan be processed in-package in batch mode. A flexible packagelike a retort pouch or plastic bottle is introduced in a high-pressure chamber, and pressure is transmitted to the food viaits package by the use of a hydraulic liquid. Water is preferredas the hydraulic liquid because of operational ease and high
compatibility with the food components. HPP packages must beairtight and capable of allowing about 19% decrease in volumewithout losing seal integrity. Juliano et al. (2010) have provideda good review on packaging concepts for HPP. Since pressure istransmitted uniformly in all directions, the texture of processedproduct, as well as nutritional and sensory attributes of the foodproduct, is preserved in HPP processing (Fernandez et al. 2001).
Typical HPP system comprises of four components, namelypressure vessel, pressure generating device, pressure and tem-perature control, and material handling units (Mertens 1995).Pressure vessels are designed carefully to meet very strict safetyand operational standards of the American Society of Mechan-ical Engineers (ASME) boiler and pressure vessel codes. Towithstand the high pressures used in HPP, prestressed multi-layer or wire-wound vessels are used. High pressure can begenerated either by direct or indirect compression or simply byheating the pressure fluid. In the more widely used indirect com-pression, water (or other pressure transmitting fluid) is pumpedinto a closed high-pressure vessel until the desired pressure isachieved (Mertens 1995). Technological developments on de-sign of pressure vessels and intensifiers are the major drivingadvances in the HPP technology. Early HPP systems were oper-ated with vertical vessels. Recently in 2000, NC Hyperbaric, oneof the leading HP manufactures introduced the first horizontalHPP vessel. Information from the company suggests that instal-lation and product handling in a horizontal system is reportedto be much easier and less expensive than the vertical system(www.nchyperbaric.com). In particular, loading and unloadingmotions in the horizontal machines are made at the waist leveland can be more easily done either manually or automaticallythan in the vertical systems, which are typically several metershigh.
High pressure inactivates microorganisms by increasing thepermeability of the cell membrane, causing loss of intracellu-lar fluids, thereby inhibiting biochemical reactions within thecell and hampering cell growth (Cheftel 1995, Ananta et al.2001). On application of high pressure, the acyl chains gettightly packed with the phospholipid bilayer of membranes,and it undergoes transition from liquid crystalline to gel phase,hence modifying the internal microbial resistance. Variation intime–pressure conditions affects the cytokinetic and mitotic ac-tivity of the cell (Lopes et al. 2010). Presence of at least 40% freemoisture content is important for effective microbe destruction(Earnshaw 1996). Gill and Ramaswamy (2008) used a pressureof about 600 MPa with holding time of about 3 minutes on twoRTE meats (Hungarian salami and All beef salami) inoculatedwith food-borne pathogen E. coli O157. It was observed thatthere was reduction in E. coli count in both samples. However,when samples were enriched with nutrient medium to recoverE. coli, there was increase in the E. coli count of Hungariansalami, whereas stagnant E. coli count was found in all beefsalami that was conditioned in regulated pH and water activ-ity. Bacterial spores are of small size, low in moisture content,and impermeable to water, which makes them highly resistiveto intense pressure conditions. They are considered as poten-tial danger in postprocessing storage, as they may germinateand cause food toxification. Spores can tolerate pressure up to

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 751
1000 MPa (Cheftel 1995). There is a long list of spore-formingbacterium that spoils food such as milk, cheese, meat, juices,etc. The spores of Bacillus and Clostridium species have beencited as the common reason for food-borne diseases (Shapiroet al. 1998, Salkinoja-Salonen et al. 1999, Borge et al. 2001,Brown 2000). An elaborate review of studies on spore inactiva-tion has been given by Black et al. (2007). Although HPP hasshown great potential as a reliable processing technique, veryhigh pressures may result in poor quality. Thus, in some cases,combination of HPP with other factors (such as temperature, pH,water activity, etc.) may be beneficial. There is increasing inter-est in the high pressure, high temperature or Pressure-AssistedThermal Sterilization or Pressure-Assisted Thermal Processing(PATP) for development of shelf-stable low-acid food products(Barbosa-Canovas and Juliano 2007, Zhu et al. 2008).
Pulse Electric Field Processing
Pulse electric field (PEF) processing of foods is growing in im-portance as a technique for producing microbiologically safe,nutritious, fresh-like, and high-quality products (Mittal 2009).There are also economic and energy-saving advantages associ-ated with the technology. It has been used for processing liquidfood products like fruit juices, alcoholic beverages, soups, liquideggs, and milk. It can be used in continuous for pumpable fluidsor in batch modes for both liquids and solids.
PEF processing is based on the principle of application ofelectric field (20–80 kV/cm) on a food product contained be-tween two electrodes in short pulses (1–100 µs). Microbial cellspresent in the food are inactivated and drastically reduced incount. Electric breakdown of cells and electroporation are thetwo mechanisms of microbial destruction during PEF (Zimmer-mann 1986, Harrison et al. 1997, Barbosa-Canovas and Sepul-veda 2005). In electric breakdown mechanism, application ofexternal electric field causes development of electrical potentialdifference across cell membrane, also called as transmembranepotential. When the transmembrane potential is higher than thenatural potential of the cell (nearly 1 V), pores are formed, re-ducing the thickness of cell membrane. With higher potential,the cell membrane is eventually disrupted permanently, leadingto cell destruction. With respect to the electroporation mech-anism, lipid bilayers and proteins are destabilized, increasingmembrane permeability and number of pores. The pores causethe cell membrane to rupture, cytoplasmic material oozes out,and finally cell dies (Vega-Mercado et al. 1997). Effective ap-plication of PEF depends on the type of pulse (monopolar andbipolar) and waveform (sinusoidal, square, or exponentially de-caying) used (Ho and Mittal 2000, Ngadi and Bazhal 2004).
Earlier application of PEF in food processing in North Amer-ica focused on pasteurization of liquid or semi-liquid products.Some of the foods that have been processed using the technologyinclude milk (Evrendilek and Zhang 2005), apple juice (Vega-Mercado et al. 1997, Sanchez-Vega et al. 2009), orange juice (Ri-vas et al. 2006), liquid egg (Martin-Belloso et al. 1997, Amialiet al. 2006, Amiali et al. 2007), and egg yolk (Bazhal et al. 2006).These studies and others showed that PEF can be used to success-fully inactivate pathogenic and food spoilage microorganisms as
well as selected enzymes, resulting in better retention of flavors,nutrients, and fresher taste compared to heat-pasteurized prod-ucts. Mosqueda-Melgar et al. (2007) reported efficacy of PEFin decreasing Salmonella spp., E. coli and L. monocytogenesin melon and watermelon fruit juices. A reduction in the bac-terial yeast and mould count in naturally contaminated orangejuice was observed. The color, aroma, and flavor features werebetter than as in conventional HTST treatments. PEF was alsoeffective in inactivating yeast (Saccharomyces cerevisae) andbacteria (Kloeckera apiculata, Lactobacillus plantarum, Lacto-bacillus hilgardii, and Gluconobacter oxydans) present in grapejuice (Marselles-Fontanet et al. 2009). Many factors influenceeffectiveness of PEF processing. These include process factors(electric field strength, number of pulses, treatment time, treat-ment temperature, pulse shape, pulse width, pulse polarization,frequency, specific energy, treatment chamber design, etc.), mi-crobial factors (cell concentration, microorganism resistance toenvironmental factors, type and species of the microorganism,as well as growth conditions such as medium composition, tem-perature and oxygen concentration and other stress conditions),and product parameters (product composition, presence or ab-sence of particles, sugars, salt and thickeners, conductivity, ionicstrength, pH, water activity, etc.). Optimal application of PEFoften involves appropriate control of these factors. There hasbeen effort to develop mathematical models that will describethe complex mechanism of microbial inactivation using PEF.Research is still ongoing to discover suitable models. However,typical inactivation characteristics tend to follow the sigmoidalshape and may be described using kinetic-based or probability-based models. Table 39.2 indicates how different parametersmight influence microbial inactivation using PEF.
Although the influence of PEF on microbial inactivation iswell established, there are varying reports on its effect on qualityof processed liquids. There was high retention of lycopene andvitamin C in water melon juice (Oms-Oliu et al. 2009), higher vi-tamin A in orange–carrot juices (Torregrosa et al. 2006), higherphenolic content and antioxidant capacity in strawberry juice(Odriozola-Serrano et al. 2008), and no change in phenolic con-tent of tomato juice (Odriozola-Serrano et al. 2009) with PEFprocessing. A new orange juice-milk beverage was developedby insertion of bioactive components (n-3 fatty acids and oleicacid) as an alternative to soft drinks. The effect of PEF at twolevels, namely 35 and 40 kV/cm, was used to study effects onphysicochemical properties, pH, degree Brix, and peroxide in-dex. The study concluded that there was no significance effect ofPEF treatment on saturated and unsaturated fatty acid contents,with no detection of peroxide and tolerable levels of furfurals(Zulueta et al. 2007).
PEF treatment may influence physical and chemical prop-erties of products. The nature and extent of PEF influence onquality changes are still being actively discussed. Ngadi et al.(2010) provided an excellent review of quality aspects of PEFprocessing. Barsotti et al. (2002) indicated that PEF treatmentof model emulsions and liquid dairy cream may result in dis-persal of oil droplets and dissociation of fat globule aggre-gates. Qin et al. (1995) reported no apparent change in thephysical and chemical attributes of PEF-processed milk. PEF

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
752 Part 7: Food Processing
Table 39.2. Parameters of Weibull Model for Microbial Inactivation Using Pulsed Electric Field (Ngadi andDehghannya 2010)
ControlParameter Product or Medium Microorganism pH
E(kV/cm) α β Reference
Treatmenttime
Citrate–phosphateMcIlvaine buffer Yersinia enterocolitica 7.0
15 1.67 0.33Alvarez et al. (2003a)
25 0.02 0.22
Lactobacillus plantarum
7.0 25 234.90 0.99
Gomez et al. (2005a)6.5 25 41.98 0.98
5.0 25 14.54 0.99
3.5 25 12.81 0.98
Listeria monocytogenes
7.015 2101.0 0.85
Gomez et al. (2005b)
25 111.40 0.62
6.515 2514.0 0.57
25 57.24 0.61
5.015 108.20 0.36
25 4.31 0.39
3.515 17.64 0.34
25 0.95 0.43
Orange juice-milkbeverage
Escherichia coli CECT516 (ATCC 8739)
4.0515 0.68 0.31
Rivas et al. (2006)25 0.17 0.27
Lactobacillus plantarum 4.0515 29.07 0.49
Sampedro et al. (2006)25 0.03 0.16
Specificenergy
Citrate–phosphateMcIlvaine buffer
Yersinia enterocolitica
7.0
15 0.71 0.32Alvarez et al. (2003a)
25 0.03 0.22
Listeria monocytogenes15 1135.0 0.85
Alvarez et al. (2003b)25 158.2 0.62
treatment of various liquid foods, including apple juice, orangejuice, and milk, has not shown any significant physicochemicalchanges. PEF-processed yogurt-based drink retained its physi-cal and chemical characteristics (Evrendilek et al. 2004). Therewas a slight decrease in vitamin C content in PEF-treated or-ange juice compared to heat-treated orange juice (Zhang et al.1997). In a comparative study of orange juice pasteurized byultra-high temperature (processing at 110◦C, 120◦C, and 130◦Cfor 2 and 4 s) and PEF (20 and 25 kV/cm for 2 ms), Gallardo-Reyes et al. (2008) concluded that although there was no dif-ference in pH and soluble solids obtained with both treatmentsand freshly squeezed control samples, the color of PEF-treatedsample was closer to the control. PEF inactivates various types
of enzymes. A reduction of about 95% in the residual activ-ity of polyphenol oxidase (PPO) in apple juice was observedwhen treated with PEF. Decreased pectin methylesterase (PME)and PPO activity and nonenzymatic browning were observedin the carrot juice (Luo et al. 2008). When treated with PEF,strawberry, tomato, and water melon juice noticed a decreasedlevel of nonenzymatic browning (Aguilo-Aguayo et al. 2009a,2009b). The activity of lipoxygenase and β-glucosidase in straw-berry juice was reduced effectively (Aguilo-Aguayo et al. 2008).There are indications that as a result of its influence on en-zymes and bioactive compounds, PEF may affect quality ofcheese produced using PEF-processed milk. Electric field inten-sity (E) and treatment temperature significantly affected rennet

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 753
coagulation properties of milk in terms of curd firmness (Yu et al.2010). The result implied that treating milk with PEF and mildtemperature impact less changes in terms of milk coagulationproperties compared to conventional heat pasteurization. Thisresult is consistent with the finding of Dunn (1996), who stud-ied the PEF-treated raw milk and concluded that no significantphysicochemical changes were observed.
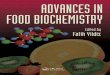
Although the interest is increasing rapidly, there is muchless information on application of PEF on solid food materi-als. Bazhal et al. (2003) applied 300 µs pulses of 1 kV/cm at therate of 1 Hz on apple tissues and studied the resulting structuraland morphological changes. The authors reported an increase ofporosity from 63% to 69.4% after PEF electroplasmolysis. Thesizes of the induced pores were smaller compared to the pores ofuntreated samples and were comparable with the tissue cell-wallthickness. When PEF-treated apple slices were compressed, itwas observed that there was a relationship between mechanicalfailure stress and degree of electroplasmolysis as shown in Fig-ure 39.1. Influences of PEF on physical and textural properties offood materials have been reported (Rastogi et al. 1999, Angers-bach et al. 2000, Gadmundsson and Hafsteinsson 2001, Taiwoet al. 2001, Gachovska et al. 2009, Grimi et al. 2009). Severalother authors have exploited this phenomenon in using PEF toenhance extraction of juice from different food materials (Bazhaland Vorobiev 2000, Eshtiaghi and Knorr 2002, Gachovska et al.2006, Gachovska et al. 2008, Gachovska et al. 2010, Hou et al.2010, Loginova et al. 2010). The various studies indicate im-proved pressing efficiency, faster extraction processes, and im-provement in drying processes as advantages of PEF-enhanced
00
0.5
Str
ess
(MP
a)
1
1.5
2
0.25
Strain
Number of pulses012
60
0.5 0.75
Figure 39.1. Typical stress–strain curves from the compression teston apple samples treated by electric field pulses (field strength, E =1 kV/cm; treatment time = 300 µs; frequency = 1 Hz). Controlsample has no treatment (n = 0) (Bazhal et al. 2004).
processes. Despite the enormous progress that has been madeon PEF processing of food, some of the challenges of the tech-nology include difficulty in comparing different systems andprocess parameters. Different equipment and treatment cham-bers may present different treatment conditions. There is needto standardize various parameters and systems in order to facili-tate effective evaluation of various processes reported by variousauthors.
Low-Dose Irradiation
Ionizing radiations have been used to control spoilage microor-ganisms and extend food shelf life. As it involves no heating,the food retains most of its organoleptic features. The techniqueinvolves application of precisely controlled ionizing radiationto either bulk or packaged product for a preestablished dura-tion in order to destroy microorganisms, insects, or other pests;minimize postharvest losses; decrease or inhibit sprouting; orother specific purposes. The form of ionizing radiations used infood processing includes gamma rays from radioisotopic sourcessuch as Cobalt-60 or Cesium-137, high-energy electrons fromelectron beam devices, and X-rays from electron beam acceler-ators (Patterson and Loaharanu 2000). The use of gamma raysor X-rays of energies no greater than 5 MeV is generally recom-mended for food processing, whereas for accelerated electrons,energy levels below 10 MeV are suitable (Wilkinson and Gould1998). The mechanism of microbial inactivation by ionizingradiations has been ascribed to direct interaction of the radia-tion with cell components and food molecules or indirect actionfrom radiolytic products such as water radicals H+, OH−, andeaq (Wilkinson and Gould 1998, Morris et al. 2007). It primar-ily targets the cell’s chromosomal DNA and exerts a secondaryeffect on the cytoplasmic membrane, either of which can resultin microbial inhibition or inactivation. Energy from the radia-tion sources may be sufficient to dislodge electrons from foodmolecules, converting them to electrically charged particles orions. However, the ionizations are too low to induce radioactivityin food products. To irradiate the food, it is important to use theradiations that can reach the core of the irradiated food in orderto achieve uniform treatment. Gamma rays have high penetrat-ing power and thus can be used to treat foods in large packages.The energy decreases exponentially with depth of the absorb-ing product. However, accelerated electron beams continuouslylose energy in a series of interactions with orbital electrons inthe absorbing medium. Their penetration depth is low such that10 MeV electrons may only penetrate about 4 cm (Wilkinsonand Gould 1998).
Microorganisms, enzymes, insects, and vegetable sproutinghave different degrees of sensitivity to radiation. Required ir-radiation doses for a specific goal depend on the rays (type,quantity, and radiation time) and the irradiated environment(absorption capacity, physical, chemical and biological modi-fications, and secondary reactions). Irradiation dose is measuredin grays (Gy), defined as the absorption of 1 J of ionizing ra-diation by 1 kg of matter (i.e., 1 Gy = 1 J/kg). High-radiationdose in the range of 10–74 kGy is usually applied for microbialsterilization (Morris et al. 2007). Milder doses less than 10 kGy

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
754 Part 7: Food Processing
have been applied for pasteurization applications (Patterson andLoaharanu 2000). Although high irradiation doses have intenseand effective microbial inactivation action, they are not pre-ferred since they also destroy organoleptic features of the foodmaterial. Thus, low doses of radiation that are severe enough toreduce microbial populations and maintain sensorial and nutri-tional quality of foods are generally applied. FDA regulationsspecify the maximum radiation dose for control of food-bornepathogens in fresh or frozen, uncooked poultry products (3 kGy);refrigerated, uncooked meat products (4.5 kGy); and frozen, un-cooked meat products (7 kGy) (FDA 2005, Komolprasert 2007).Low dose (1 kGy maximum) is imposed for control of growthand maturation inhibition in fresh foods. However, much higherdose of 30 kGy is imposed for microbial disinfection of dry ordehydrated spices.
Many studies have demonstrated that low-dose radiation isuseful in improving microbiological safety of fresh-cut fruitsand vegetables without significant change in appearance, tex-ture, flavor, or nutrition quality (Kim et al. 2006, Niemira andFan 2009). Gamma radiation of broccoli, cabbage, tomatoes,and mung bean sprouts at the dose of 1 kGy resulted in morethan 4 log reduction in Listeria monocytogenes without signifi-cant changes in appearance, color, taste, and overall acceptabil-ity (Bari et al. 2005). Usage of low energy X-ray irradiation(1 kGy surface dose) on lettuce caused 5 D reduction in E. coliO157:H7 (Jeong et al. 2010). Reduction in the E. coli O157:H7count without any effect on quality of spinach leaves was noticedwhen gamma irradiation (doses of 0.3–1 kGy) was used (Gomeset al. 2008). Along with the effect on microorganism, radiationalso denatures enzymes in foods. Latorre et al. (2010) reportedthat when red beets were treated with 1–2 kGy gamma radia-tion, peroxidase (POX) activity increased significantly with theincreasing radiation dose, whereas PPO activity increased onlyfor a radiation dose of 2 kGy. The trend was attributed to thehigher stiffness and to the rise in tissue elasticity after irradiation.As a result, color pigments such as betacyanin and betaxanthindid not change after 1 kGy radiation but decreased sharply at2 kGy. A detailed review on the use of irradiation in the fruitsand vegetables has been given by Arvanitoyannis et al. (2009).
There are challenges associated with producing and market-ing irradiated food products. Although it is well established thatfood products processed using appropriate low dose of radia-tion is safe to consume, there continues to be some widespreadhesitation by consumers. There is a strong opposition in theEuropean Union to irradiated foods, but as food safety takescenter stage internationally and people prioritize food safety,these attitudes may shift. In the United States, a large number ofirradiated food products are available and without any significantopposition from consumers. There are strict regulations limitingthe marketing of irradiated products in the United States. TheFederal Food, Drug and Cosmetic Act deems a food product tobe adulterated if it has been intentionally irradiated (unless theirradiation is carried out in compliance with an applicable reg-ulation under the prescribed conditions of use specified in theregulation). Irradiated products are required to be adequatelylabeled. Further, since most foods are generally prepackaged intheir final form before irradiation, there are serious constrains
on the type of packaging materials that can be used. Komol-prasert (2007) discussed some of the constraints of irradiationon packaging materials. To ensure that components of the pack-aging materials that have been irradiated at a given level do notmigrate into the food, the regulation stipulates that the use ofpackaging materials for irradiated food is considered a new useand is subject to premarket safety evaluation and approval. Ingeneral, development of new methods of irradiation detectionand chemical analysis of trace elements in foods could expediteintroduction of safe and quality irradiated products and enhanceconsumer confidence in accepting the products.
Ultrasound
Ultrasound processing is the application of high-intensity soundwaves (20–100 kHz) on foods. The technology can be usedmainly in two ways: as a diagnostic tool for nondestructivequality evaluation and as energy for processing (Mason et al.2005). In the past, ultrasound has been used in quality assess-ment of agricultural produce (preharvest and postharvest) but isnow increasingly being applied in processing. Ultrasound canbe applied for various operations such as cell disintegration, ex-traction (phenolic compounds, pigments, lipids, proteins), mix-ing, acceleration of enzyme activity and microbial fermentation,emulsification, fruit juice processing, and many other uses. Fur-ther, ultrasound has also been used for enzyme inactivation andmicrobial reduction in food. The effectiveness of ultrasound in itsantimicrobial action is based on controlling critical factors suchas frequency and intensity of wave and time of exposure. Actualapplication depends on the type of microorganism, temperature,and the nature of the food. In fluid systems, ultrasound inducesrapid appearance, growth, and collapse of bubbles or cavitations,leading to considerable agitation, localized “hot spots,” and in-creased bulk transport within the mass (Mulet et al. 2003). Insolids, ultrasound produces series of rapid compression and ex-pansions of the material comparable to repeated squeezing andreleasing of a sponge, which enhances mass transfer and createsmicrochannels for fluid movement (Floros and Liang 1994).Thus, when applied to solid–fluid systems, both internal and ex-ternal resistances to mass transfer between the solid and liquidphases are affected. The interaction of ultrasound in solid–fluidinterfaces can produce a microagitation in the immediate vicinityof the solid surface, resulting in reduction of diffusion bound-ary layer thickness (Mulet et al. 2010). It was reported that theextractive value of herbs such as for fennel, hops, marigold, andmint increased by 34%, 18%, 2%, and 3%, respectively, in water,whereas in ethanol, there was an increase of 34%, 12%, 3%, and7%, respectively, when ultrasound extraction was applied whencompared to conventional methods (Vinatoru 2001). Differentsolvents may present varying effect on extraction effectivenessof ultrasound. For extraction of carnosic acid from rosemary, ul-trasound improved the relative performance of ethanol such thatit was comparable to butanone and ethyl acetate alone. Thus,ultrasonication may reduce the dependence on harsh solventsand enable use of environmentally benign solvents (Albu et al.2004). Knorr et al. (2004) and Vilkhu et al. (2008) providedgood review of applications of ultrasound in the food industry.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 755
More recent reviews on the technology are Soria and Villamiel(2010) and Chemat et al. (2010).
Different bacteria exhibit different sensitivities to ultrasonictreatment in different media (Wang et al. 2010). Early appli-cations of ultrasound showed relatively low microbial inactiva-tions. However, there has been considerable progress in equip-ment development that has resulted in increased inactivations buttypically below 5 logs. Application of ultrasound alone is notvery effective for microbial inactivation in commercial process-ing, but the technique can be effective when used in combinationwith other treatments (Raso et al. 1998). Thus, three differ-ent techniques, namely thermosonication, manosonication, andmanothermosonication have been promoted as a result of thesynergistic actions of the different treatments on microbes (Leeet al. 2009). Manothermosonication is an emerging techniquethat combines heat and ultrasound at elevated pressure. Basedon intensity, amplitude, and time of treatment, manothermoson-ication can be 6–30 times more effective in killing microor-ganisms (Bacillus species, Sacchromyces cerevisae) comparedto thermal treatment given at same temperature. Different en-zymes such as POX, lipase, lipoxygenase, protease, and pectinmethylesterase have been tested for inactivation by manother-mosonication (Demirdoven and Baysal 2009). Manothermoson-ication has been used to enhance the textural and functionalproperties of tomato juice and milk proteins (Lopez and Bur-gos 1995, Vercet et al. 2002). Ultrasound has also been usedin combination with chlorine, and a strong bactericidal effectwas observed (Blume and Neis 2005). Chlorine dioxide, whenused with heat and ultrasound, destroyed Salmonella and E. colicells in alfalfa seeds (Scouten and Beuchat 2002). The full po-tentials of ultrasound in food processing have yet to be tapped.There will continue to be progress made on design of improvedand efficient equipment. Better understanding of the effect ofthe process on technological and functional properties will becrucial in identifying niche applications of the technology.
UV Irradiation
The nonionizing UV radiation in the wavelength range of100–400 nm is widely used in food processing. The electro-magnetic spectrum is classified into three groups, namely UV-A (315–400 nm), UV-B (280–315 nm), and UV-C (less than280 nm). UV-C is particularly used because of its effective ger-micidal capacity. The wavelength of 253.7 nm is known to havethe most lethal effect on microorganisms since photons are ab-sorbed most by the DNA of microorganisms at this wavelength(Labas et al. 2005). UV light can be generated from varioussources. The low pressure mercury vapor UV lamps are widelyused as reliable and low cost sources of UV light (Ngadi et al.2003). These lamps operate at the nominal total gas pressuresof 102–103 Pa and their UV output is in the range of 0.2–0.3 W/cm (Koutchma 2009). More recently, high intensity lampswith enhanced potential for UV microbial inactivation are beingdeveloped. Pulsed UV systems (PUV) have been developed andhave been shown to be more effective in inactivating bacteria. Inthese systems, alternating current is stored in a capacitor and theenergy is discharged through a high-speed switch to form a pulse
of intense emission of light of about 100 µs durations. Some re-cent studies have reported application of PUV light for surfacetreatment of food products such as fresh-cut fruit, meats, and fish(Woodling and Moraru 2005, Ozer and Demirci 2006, Alothmanet al. 2009, Oms-Oliu et al. 2009, Pombo et al. 2009). A primegoal of UV application in food processing is to reduce microbialload and achieve high-quality product with improved shelf lifewhile maintaining sensory attributes. Some fresh-cut fruits andvegetables such as cantaloupe and fresh-cut melon treated withUV light yield better quality retention, since the treatment waseffective in reducing microbial populations (Lamikanara et al.2005, Artes-Hernandez et al. 2010). The efficiency of the treat-ment depends on the structure of the fruit surface (Koutchma2008). A reduction in microbial load was observed in juicesfrom apple, guava, pineapple, and orange when treated with UVradiation (Keyser et al. 2008). Application of UV at 24 mW/cm2
on apples inoculated with Salmonella and E. coli O157:H7 re-sulted in 3.3 log reduction (Yaun et al. 2004). In order to achievehigh microbial inactivation, UV light should be applied for a suf-ficient time. Combination of UV and other minimal processingtechnologies can be used to improve microbial inactivation effi-ciency. Using modified atmosphere packaging (MAP; high con-centrations of carbon dioxide) and UV together significantly re-duced microbial population (Artes et al. 2009). Apart from anti-microbial action, UV may also influence the antioxidant activityof fresh-cut fruits and vegetables. An increase in the total phe-nol contents of fresh-cut tropical fruits such as banana and guava(Alothman et al. 2009), and enhanced flavonoid and antioxidantlevels were observed in blueberries (Perkins-Veazie et al. 2008,Wang et al. 2009c) when the products were treated with UV ir-radiation. Gomez et al. (2010) reported changes in the color andmechanical compression behavior of apple cuts exposed to UVirradiation. Treated cuts showed accelerated browning, whichthe authors attributed to breakage of cellular membranes (plas-malemma and tonoplast). The phenomenon was also used toexplain decrease in rupture stress and deformability indices forUV-treated samples during storage. This observation is curiousas the action of UV on biological cells is traditionally attributedto changes in DNA modification. Pretreatment of apple cutsblanching or dipping in anti-browning solution were reported aseffective in reducing quality changes and maintaining the origi-nal color of apple slices after UV treatment. Thus, the influenceof UV on biological cells may be more complicated as previ-ously thought. Improved understanding of the effect may opendoors to innovative application of the technology.
Other Techniques
Various other novel techniques, photochemical (intense lightpulses, etc.) and nonphotochemical processes are being used forminimal processing of fruits and vegetables. Electrolyzed waterhas been used to disinfect food surfaces. The pH of electrolyzedwater can be raised or lowered by adding hydroxyl or hydrogenion concentration. Decreased bacterial growth in fresh-cut cab-bage was observed when sanitized with slightly acid electrolyzedwater (Koide et al. 2009). Neutral Electrolyzed Water (NEW)was used to demonstrate the efficacy of NEW over Sodium

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
756 Part 7: Food Processing
hypochlorite in inhibiting Listeria monocytogenes, Salmonella,E. coli O157:H7, and the bacteria Erwinia carotovora in lettuceand fresh-cut products (Abadias et al. 2008). Comparison ofbacterial reduction potency of strongly acidic electrolyzed wa-ter (SAEW), sodium hypochlorite solution (NaOCl), and slightlyacidic electrolyzed water (StAEW) yielded the following order:StAEW > NaOCl > SAEW (Issa-Zacharia et al. 2010). Thelevel of implementation of these techniques at commercial scalehas been limited.
QUALITY AND SAFETYCONSIDERATIONS: THE HURDLECONCEPTAlthough food safety is critical, it is known that quality is a top-of-mind consideration when consumers purchase food products.A successful processing technique must therefore not only en-sure that the product is safe, it must also maintain appropriatequality attributes that can be acceptable by consumers. Thermaltreatment is a broad-spectrum antimicrobial process. However,novel nonthermal or minimal processing techniques have beendeveloped due to the potential of thermal processing to degradenutritive quality and functional properties of foods. The indi-vidual use of most of the new techniques may not provide theinactivation level required for commercial processing. Recently,combined inactivation techniques of microorganisms have beenwidely investigated since a combination of different “hurdles” isa more effective means of inhibiting microorganisms than usingeach “hurdle” alone (Alakomi et al. 2002, Leistner 2000). Thehurdle concept is based on the imposition of certain hurdles torestrict the growth of food spoiling microorganisms as illustratedin Figure 39.2. Any microbial inactivation factor can potentiallybe adapted as a hurdle. Nearly 60 potential hurdles have beenidentified for food preservation. The hurdles must be appliedin a logical sequence to ensure safety of the food product. Theresistance of different pathogens should be considered when ahurdle is the lone preservation factor. For instance, PEF as wellas high-pressure treatment effectively inactivate bacteria and
Time, treatment intensity
Sur
viva
l fra
ctio
n
Figure 39.2. Schematic of enhanced microbial inactivation usingdifferent hurdles in food processing.
yeast but are ineffective against bacterial and mold spores andsome enzymes. Ultrasound is ineffective against wide-rangingpathogens. Although heating is the most broad-spectrum inacti-vation method, cells of Clostridium botulinum are highly resis-tant even to thermal treatment. Moreover, there is an inactivationthreshold after which further hurdle application and energy inputdo not inactivate microorganisms or degrade nutritive quality ofthe treated foods.
A synergistic relationship between different nonthermal phys-ical and chemical hurdles has been observed for both foods(Fielding et al. 1997, Raso et al. 1998, Dutreux et al. 2000,Heinz and Knorr 2000, Aronsson and Ronner 2001, Fernandaet al. 2001) as well as nonfoods liquids (wastes, poultry chillerwater, and others) (Liltved et al. 1995, Unal et al. 2001, Lar-son and Marinas 2003). Although the simultaneous applicationof different nonthermal technologies has been shown to havea significant bactericidal effect, thermal treatment may still berequired to achieve the level of inactivation of different mi-croorganisms necessary for practical use. Thus, combination ofthermal treatment with PEF (thermoelectrical treatment), pres-sure (manothermal treatment), ultrasound (thermoultrasonica-tion), irradiation (thermoradiation), and other hurdles have beenreported (Raso et al. 1998, Hoover 2000, Aronsson and Ronner2001, Kim et al. 2001, Ohshima et al. 2002). Synergistic bacte-ricidal effects have also been observed between heat and ultra-sound (Wrigley and Llorca 1992), heat and radiation (Schaffneret al. 1989), heat and nisin (Knight et al. 1999), high hydro-static pressure and nisin (Ponce et al. 1998), and PEF and nisin(Calderon-Miranda et al. 1999). Some general approaches forunderstanding hurdle concept can be found in Barbosa-Canovaset al. (1998) and Leistner and Gorris (1995).
Microbial Stress
When microorganisms present in food encounter stress in theform of various hurdles, they undergo homeostasis. The organ-isms try to prevail over inclement conditions caused by hurdles,but metabolic exhaustion due to repair action leads to death of themicroorganisms. However, when bacteria are under stress, theycan become more resistant and synthesize stress shock proteins.These proteins play the role of molecular chaperons by foldingdistorted proteins into a shape that retains the cell functionalityunder stress (Hightower 1991). But if the food is exposed todifferent stresses simultaneously, the microorganism generatesmore shock protein using all the cell energy and dies due tometabolic exhaustion (Leistner 2000).
Multitarget Preservation of Foods
Hurdle technology emphasizes intelligent combination of vari-ous preservation techniques. Leistner (1995) proposed conceptof multitarget preservation of foods and suggested that differenthurdles rather than having an accruing effect may have synergis-tic action. It has been suggested that different preservative factorsof variable intensity be used for the synergistic action, insteadof using a single high-impact preservative. These targets includecell components, enzymes, pH, water activity, redox potential,

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 757
etc. Barbosa-Canovas et al. (1998) suggested that the applica-bility of multitarget preservation approach is not only limitedto traditional methods of food preservation, but also valid foremerging nonthermal technologies like HPP, PEF, etc. A lot ofnew research is being done using newer technologies, which arebased upon the central idea of multitarget preservation.
Limitations of Hurdle Concept
Combination of two or more hurdles results in either additive,synergistic, or antagonistic effect. Addition and synergism jus-tify the use of hurdle technology but some studies have shown thenegative effect of using some hurdle combinations (Jordan et al.1999, Casey and Condon 2002). The antagonistic phenomenonis related to the type of conditions, intensity of preservativeaction of each hurdle, and the type and nature of food to beminimally processed.
PACKAGING TECHNIQUES FORMINMALLY PROCESSED FOODSMap
MAP is a method of preserving the fruits and vegetables bychanging the composition of the air surrounding the food ina package. Different gas mixtures in varying concentrations areused in modifying the atmosphere inside the package. Generally,oxygen and carbon dioxide are used for packaging of minimallyprocessed fruits and vegetables, but the potentials of other gaseslike nitrogen, carbon monoxide, and noble gases (Helium, Ar-gon, and Neon) have also been realized (Sandhya 2010). Highercarbon dioxide and reduced oxygen levels have been found ef-ficient in enhancing the shelf life and preventing the problem ofenzymatic browning in fruits and vegetables. Generally, 15–20%CO2 has been considered effective in preventing decay in freshfruits and vegetables. In case of meat products, oxygen is usedfor retaining the red color of oxymyoglobin, but oxygen levelsare reduced in other products to prevent oxidative rancidity andspoilage due to microbes. Very low oxygen or high concentra-tion of carbon dioxide can initiate anaerobic respiration in thepackage, which may lead to formation of certain undesirablemetabolites, harming the product’s physiology (Soliva-Fortunyand Martin-Belloso 2003).
The essential characteristics for MAP packaging materialare the gas permeability and water vapor transmission rate.Most common packaging materials include polyvinyl chloride,polypropylene, polyethylene, and polyethylene terephthalate(Mangaraj and Goswami 2009). These days, laminates or coex-truded films are used for packaging. The traditional gas mixtureconfiguration is not enough to prevent the deteriorative reactionif fruits and vegetables get wounded. Minimal processing upto some extent is responsible for initiating the tissue damag-ing. Also, the packaging materials used for MAP are prone tosome limitations pertaining to textural, color, and permeabilitychanges. Hence, as a solution, edible coatings are being seenas potential alternative to the MAP technique (Rojas-Grau et al.2009). The advantages of edible coating are numerous, and con-
stantly improvements are being made by incorporating active in-gredients like antioxidant, antimicrobials, antibrowning agents,etc. Edible coatings have been explained later in the chapter.
Active and Edible Packaging
Active packaging implies incorporation of certain additives thatcan enhance the shelf life, flavor, texture, etc. by interactingwith the food product inside the package. These additives canbe oxygen scavengers, carbon dioxide absorbers or generators,ethanol emitters, ethylene absorbers, and moisture absorbers(Ohlsson and Bengtsson 2002). Antioxidants and antimicrobialcompounds are also used in the active packaging.
Inclusion of chemical or physical additives in packages maybecome a hindrance for consumer acceptance of packaged foods.The development of packaging techniques that use natural mate-rials like edible coating is a potential alternative to the chemical-based packaging methods. Edible coating is applied on the sur-face of food by spraying, dipping, or brushing. Sources of ediblecoatings are polysaccharides, proteins, and lipids (Lin and Zhao2007). Edible coatings help reduce water loss and delay ageingby allowing controlled and selective gas permeability throughproduct. They are also environmentally friendly as they reducesynthetic packaging waste.
CONCLUSIONMinimally processed foods have become very popular with con-sumers. All the aspects related to minimally processed food,from processing to packaging, are witnessing an unprecedentedcontinuous improvement. The combined treatment methods us-ing thermal and nonthermal technologies have shown promisingresults. Updated knowledge of the different emerging techniquesand how they might interact when combined may be critical indeveloping new and innovative processing strategies.
REFERENCES
Abadias M et al. 2008. Efficacy of neutral electrolyzed water (NEW)for reducing microbial contamination on minimally processedvegetables. Int J Food Microbiol 123(1–2): 151–158.
Aguilo-Aguayo I et al. 2008. Influence of high-intensity pulsedelectric field processing on lipoxygenase and β-glucosidase ac-tivities in strawberry juice. Innov Food Sci Emerg Technol 9(4):455–462.
Aguilo-Aguayo I et al. 2009a. Changes in quality attributes through-out storage of strawberry juice processed by high-intensity pulsedelectric fields or heat treatments. LWT Food Sci Technol 42(4):813–818.
Aguilo-Aguayo I et al. 2009b. Avoiding non-enzymatic browningby high-intensity pulsed electric fields in strawberry, tomato andwatermelon juices. J Food Eng 92(1): 37–43.
Alakomi H et al. 2002. The hurdle concept. In: T Ohlsson, N Bengts-son (eds.) Minimal Processing Technologies in the Food Indus-try. Cambridge Woodhead Publishing, Cambridge, UK, pp. 175–195.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
758 Part 7: Food Processing
Albu S et al. 2004. Potential for the use of ultrasound in the extrac-tion of antioxidants from Rosmarinus officinalis for the food andpharmaceutical industry. Ultrason Sonochem 11: 261–265.
Alibas I. 2007. Microwave, air and combined microwave-air-dryingparameters of pumpkin slices. LWT Food Sci Technol 40(8):1445–1451.
Allende A et al. 2006. Minimal processing for healthy traditionalfoods. Trends Food Sci Technol 17(9): 513–519.
Alothman M et al. 2009. UV radiation-induced changes of antiox-idant capacity of fresh-cut tropical fruits. Innovative Food SciEmerg Technol 10(4): 512–516.
Alvarez I et al. 2003a. Inactivation of Yersinia enterocolitica bypulsed electric fields. Food Microbiol 20(6): 691–700.
Alvarez I et al. 2003b. The influence of process parameters for theinactivation of Listeria monocytogenes by pulsed electric fields.Int J Food Microbiol 87(1–2): 87–95.
Amiali M et al. 2006. Inactivation of Escherichia coli O157:H7 andSalmonella enteritidis in liquid egg white using pulsed electricfield. J Food Sci 71: 88–94.
Amiali M et al. 2007. Synergistic effect of temperature and pulsedelectric field on inactivation of Escherichia coli O157:H7 andSalmonella Enteritidis in liquid egg yolk. J Food Eng 79:689–694.
Ananta E et al. 2001. Kinetic studies on high-pressure inactivation ofBacillus stearothermophilus spores suspended in food matrices.Innov Food Sci Emerg Technol 2(4): 261–272.
Angersbach A et al. 2000. Effects of pulsed electric fields on cellmembranes in real food systems. Innov Food Sci Emerg Technol1: 135–149.
Armstrong GA, McIlveen H. 2000. Effects of prolonged storageon the sensory quality and consumer acceptance of sous videmeat-based recipe dishes. Food Qual Prefer 11: 377–385.
Aronsson K, Ronner U. 2001. Influence of pH, water activity andtemperature on the inactivation of Escherichia coli and Sac-charomyces cerevisiae by pulsed electric fields. Innov Food SciEmerg Technol 2(2): 105–112.
Artes F et al. 2009. Sustainable sanitation techniques for keepingquality and safety of fresh-cut plant commodities. Postharv BiolTechnol 51(3): 287–296.
Artes-Hernandez F et al. 2010. Low UV-C illumination for keepingoverall quality of fresh-cut watermelon. Postharv Biol Technol55(2): 114–120.
Arvanitoyannis IS et al. 2009. Irradiation applications in vegetablesand fruits: a review. Crit Rev Food Sci Nutr 49(5): 427–462.
Askari GR et al. 2009. An investigation of the effects of drying meth-ods and conditions on drying characteristics and quality attributesof agricultural products during hot air and hot air/microwave-assisted dehydration. Drying Technol 27(7): 831–841.
Barbosa-Canovas GV, Juliano P. 2007. Food sterilization by com-bining high pressure and heat. In: GF Gutierrez-Lopez, GBarbosa-Canovas, J Welti-Chanes, E Paradas-Arias (eds.) FoodEngineering Integrated Approaches. Springer, New York, pp.9–46.
Barbosa-Canovas GV, Sepulveda DR. 2005. Present status and thefuture of PEF technology. In: GV Barbosa-Canovas, MS Tapia,MP Cano (eds.) Novel Food Processing Technologies. CRC Press,Boca Raton, FL.
Barbosa-Canovas GV et al. 1998. In: Nonthermal Preservation ofFoods. Marcel Dekker, New York, p. 276.
Bari ML et al. 2005. Effectiveness of irradiation treatments in inac-tivating Listeria monocytogenes on fresh vegetables at refrigera-tion temperature. J Food Prot 68(2): 318–323.
Barsotti L et al. 2002. Effects of high voltage electric pulses onprotein-based food constituents and structures. Trends Food SciTechnol 12: 136–144.
Bazhal MI, Vorobiev E. 2000. Electrical treatment of apple cos-settes for intensifying juice pressing. J Sci Food Agric 80: 1668–1674.
Bazhal MI et al. 2003. Minimal processing of foods using hurdletechnologies. Paper read at the CSAE/SCGR meeting, Montreal,Quebec.
Bazhal MI et al. 2004. Modeling compression of cellular systemsexposed to combined pressure and pulsed electric fields. TransASAE 47(1): 165–171.
Bazhal MI et al. 2006. Inactivation of Escherichia coli O157:H7 inliquid whole egg using combined pulsed electric field and thermaltreatments. LWT Food Sci Technol 39: 420–426.
Birla SL et al. 2008. Characterization of radio frequency heating offresh fruits influenced by dielectric properties. J Food Eng 89(4):390–398.
Black EP et al. 2007. Response of spores to high-pressure process-ing. Compr Rev Food Sci Food Safety 6(4): 103–119.
Blume T, Neis U. 2005. Improving chlorine disinfection of wastew-ater by ultrasound application. Water Sci Technol 52(10–11):139–144.
Bohm V et al. 2006. Improving the nutritional quality of microwave-vacuum dried strawberries: a preliminary study. Food Sci TechnolInt 12: 67–75.
Bondaruk J et al. 2007. Effect of drying conditions on the qual-ity of vacuum-microwave dried potato cubes. J Food Eng 81:164 –175.
Borge GIA et al. 2001. Growth and toxin profiles of Bacillus cereusisolated from different food sources. Int J Food Microbiol 6:237–246.
Brown KL. 2000. Control of bacterial spores. Br Med Bull 56:158–171.
Calderon-Miranda ML et al. 1999. Inactivation of Listeria innocuain skim milk by pulsed electric fields and nisin. Int J Food Mi-crobiol 51: 19–30.
Campus M. 2010. High pressure processing of meat, meat productsand seafood. Food Eng Rev 2: 256–273.
Casey P, Condon S. 2002. Sodium chloride decreases the bacterio-cidal effect of acid pH on Eshcerichia coli O157:H45. Int J FoodMicrobiol 76: 199–206.
Castro I et al. 2003. The influence of field strength, sugar and solidcontent on electrical conductivity of strawberry products. J FoodProcess Eng 26(1): 17–30.
Changrue V et al. 2008. Osmotically dehydrated microwave-vacuum drying of strawberries. J Food Process Presv 32(5): 798–816.
Cheftel JC. 1995. Review: high pressure, microbial inactivation, andfood preservation. Food Sci Technol Int 1: 75–90.
Chemat F et al. 2010. Applications of ultrasound in food technol-ogy: processing, preservation and extraction. Ultrason Sonochem18(4): 813–835.
Chou SK, Chua KJ. 2001. New hybrid drying technologiesfor heat sensitive foodstuffs. Trends Food Sci Technol 12:359–369.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 759
Contreras C et al. 2008. Influence of microwave application onconvective drying: effects on drying kinetics, and optical andmechanical properties of apple and strawberry. J Food Eng 88(1):55–64.
Creed PG. 2001. The potential of foodservice systems for satisfy-ing consumer needs. Innov Food Sci Emerg Technol 2(3): 219–227.
Dadali G, Ozbek B. 2009. Kinetic thermal degradation of vitaminC during microwave drying of okra and spinach. Int J Food SciNutr 60(1): 21–31.
Dadali G et al. 2008. Effect of drying conditions on rehydrationkinetics of microwave dried spinach. Food Bioprod Process 86(4):235–241.
Datta AK, Ananantheswaran RC. 2004. Handbook of MicrowaveTechnology for Food Applications. Book News, Portland, OR.
De Pilli T et al. 2008. Study on operating conditions of orange dry-ing processing: comparison between conventional and combinedtreatment. J Food Process Pres 32(5): 751–769.
Demeczky M. 1974. Continuous pasteurization of bottled fruitjuices by high frequency energy. Proceedings of IV InternationalCongress on Food Science and Technology IV, pp. 11–20.
Demirdove A, Baysal T. 2009. The use of ultrasound and combinedtechnologies in food preservation. Food Rev Int 25(1): 1–11.
Drouzas AE, Schubert H. 1996. Microwave application in vacuumdrying of fruit. J Food Eng 28(2): 203–209.
Dunn J. 1996. Pulsed light and pulsed electric field for foods andeggs. Poultry Sci 75(9): 1133–1136.
Dutreux N et al. 2000. Pulsed electric fields inactivation of attachedand free-living Escherichia coli and Listeria innocua under sev-eral conditions. Int J Food Microbiol 54: 91–98.
Earnshaw R. 1996. High pressure processing. Nutr Food Sci 2: 8–11.Eshtiaghi MN, Knorr D. 2002. High electric field pulse pretreat-
ment: potential for sugar beet processing. J Food Eng 52(3):265–272.
Evrendilek GA, Zhang QH. 2005. Effects of pulse polarity and pulsedelaying time on pulsed electric fields-induced pasteurization ofE. coli O157:H7. J Food Eng 68(2): 271–276.
Evrendilek GA et al. 2001. Shelf-life evaluations of liquid foodstreated by pilot plant pulsed electric field system. J Food ProcessPres 25: 283–297.
FDA. 2005. Irradiation in the production, processing, and handlingof food. Fed Regist Final Rule 70(157): 48057–48073.
Fellows PJ. 1988. Food Processing Technology, Principles andPractice. Elks Horwood, Chichester.
Fernanda SMM et al. 2001. Inactivation effect of an 18-T pulsedmagnetic field combined with other technologies on Escherichiacoli. Innov Food Sci Emerg Technol 2(4): 273–277.
Fernandez GA et al. 2001. Antioxidative capacity, nutrient contentand sensory quality of orange juice and an orange lemon carrotjuice product after high-pressure treatment and storage in differ-ent packaging. Eur Food Res Technol 213(4–5): 290–296.
Fielding LM et al. 1997. The effect of electron beam irradiation,combined with acetic acid, on the survival and recovery of Es-cherichia coli and Lactobacillus curvatus. Int J Food Microbiol35(3): 259–265.
Flood A et al. 2002. Fruit and vegetable intakes and the riskof colorectal cancer in the Breast Cancer Detection Demon-stration Project follow-up cohort. Am J Clin Nutr 75(5): 936–943.
Floros JD, Liang H. 1994. Accoustically assisted diffusionthrough membranes and biomaterials. Food Technol 48(12): 79–84.
Gachovska TK et al. 2006. Pulsed electric field assisted juice ex-traction from alfalfa. Can Biosyst Eng 48: 3.33–3.37.
Gachovska TK et al. 2008. Drying characteristics of pulsed electricfield-treated carrot. Drying Technol 26(10): 1244–1250.
Gachovska TK et al. 2009. Pulsed electric field treatment of car-rots before drying and rehydration. J Sci Food Agric 89(14):2372–2376.
Gachovska T et al. 2010. Enhanced anthocyanin extraction from redcabbage using pulsed electric Field processing. J Food Sci 75(6):E323–E329.
Gallardo-Reyes ED et al. 2008. Comparative quality of orange juiceas treated by pulsed electric fields and ultra high temperature.Agro Food Ind Hi-tech 19(1): 35–36.
Geveke DJ et al. 2007. Radio frequency electric fields processingof orange juice. Innov Sci Emerg Technol 8(4): 549–554.
Gill A, Ramaswamy HOS. 2008. Application of high pressureprocessing to kill Escherichia coli O157 in ready-to-eat meats.J Food Prot 71(11): 2182–2189.
Giri SK, Prasad S. 2009. Quality and moisture sorption characteris-tics of microwave-vacuum, air and freeze-dried button mushroom(Agaricus bisporus). J Food Process Pres 33(1): 237–251.
Gomes C et al. 2008. E-beam irradiation of bagged, ready-to-eatspinach leaves (Spinacea oleracea): an engineering approach.J Food Sci 73(2): E95–E102.
Gomez N et al. 2005a. A model describing the kinetics of inacti-vation of Lactobacillus plantarum in a buffer system of differentpH and in orange and apple juice. J Food Eng 70(1): 7–14.
Gomez N et al. 2005b. Modelling inactivation of Listeria mono-cytogenes by pulsed electric fields in media of different pH.Int J Food Microbiol 103(2): 199–206.
Gomez PL et al. 2010. Effect of ultraviolet-C light dose on qualityof cut-apple: microorganism, color and compression behaviour.J Food Eng 98(1): 60–70.
Gonzalez-Fandos E et al. 2005. Microbiological safety and sen-sory characteristics of salmon slices processed by the sous videmethod. Food Control 16: 77–85.
Grimi N et al. 2009. Compressing behavior and texture evalua-tion for potatoes by pulsed electric field. J Texture Stud 40(2):208–224.
Gudmundsson M, Hafsteinsson H. 2001. Effect of electric fieldpulses on microstructure of muscle foods and roes. Trends FoodSci Technol 12: 122–128.
Guo Y et al. 2009. Fast determination of essential oil extracted fromfresh orange peel by improved solvent-free microwave extraction.Fenxi Huaxue/Chin J Anal Chem 37(3): 407–411.
Han Q et al. 2009. Effects of microwave vacuum drying technologyon sensory quality of apple slices. Nongye Jixie Xuebao/TransChin Soc Agric Machinery 40(3): 130–134.
Harrison SL et al. 1997. Saccharomyces cerevisiae structuralchanges induced by pulsed electric field treatment. LWT FoodSci Technol 30(3): 236–240.
Heinz V, Knorr D. 2000. Effect of pH, ethanol addition and high hy-drostatic pressure on the inactivation of Bacillus subtilis by pulsedelectric fields. Innov Food Sci Emerg Technol 1(2): 151–159.
Hightower LE. 1991. Heat shock, stress proteins, chaperones, andproteotoxicity. Cell 56: 191–197.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
760 Part 7: Food Processing
Ho S, Mittal GS. 2000. High voltage pulsed electrical field for liquidfood pasteurization. Food Rev Int 16(4): 395–434.
Holdsworth SD. 1985. Optimisation of thermal processing—areview. J Food Eng 4: 89–l16.
Holdsworth SD. 1992. Aseptic Processing and Packaging of FoodProducts. Elsevier, London.
Hoover DG. 2000. Ultrasound. J Food Sci 65(l): 93–95.Hou J et al. 2010. A method of extracting ginsenosides from panax
ginseng by pulsed electric field. J Sep Sci 33(17–18): 2707–2713.
Huang L-L et al. 2009. Studies on decreasing energy consumptionfor a freeze-drying process of apple slices. Drying Technol 27(9):938–946.
Ikediala JN et al. 2000. Dielectric properties of apple cultivarsand codling moth larvae. Trans Amer Soc Agric Eng 43(5):1175–1184.
Issa-Zacharia A et al. 2010. Sanitization potency of slightly acidicelectrolyzed water against pure cultures of Escherichia coli andStaphylococcus aureus, in comparison with that of other foodsanitizers. Food Control 21(5): 740–745.
Jeong S et al. 2010. Inactivation of Escherichia coli O157:H7 onlettuce, using low-energy X-ray irradiation. J Food Prot 73(3):547–551.
Jordan KN et al. 1999. Survival of low pH stress by Escherichiacoli O157:H7: a correlation between alterations in the cell en-velope and increased acid tolerance. Appl Environ Microbiol 65:3048–3055.
Juliano P et al. 2010. Polymeric-based food packaging for high-pressure processing. Food Eng Rev 2: 274–297.
Kar A et al. 2003. Comparison of different methods of dryingfor banana (Dwarf Cavendish) slices. J Food Sci Technol 40(4):378–381.
Karaaslan SN, Tuncer IK. 2008. Development of a drying model forcombined microwave-fan-assisted convection drying of spinach.Biosyst Eng 100(1): 44–52.
Keyser M et al. 2008. Ultraviolet radiation as a non-thermal treat-ment for the inactivation of microorganisms in fruit juice. InnovFood Sci Emerg Technol 9(3): 348–354.
Kim JH et al. 2006. Effect of gamma irradiation on Listeria ivanoviiinoculated to iceberg lettuce stored at cold temperature. FoodControl 17: 397–401.
Kim YS et al. 2001. Effects of combined treatment of high hydro-static pressure and mild heat on the quality of carrot juice. J FoodSci 66(9): 1355–1360.
Kinn. 1947. Basic theory and limitations of high frequency heatingequipment. Biosyst Eng 1: 161–173.
Knight KP et al. 1999. Nisin reduced thermal resistance of Listeriamonocytogenes Scott A in liquid whole egg. J Food Prot 62:999–1003.
Knorr D et al. 2004. Applications and potential of ultrasonics infood processing. Trends Food Sci Technol 15: 261–266.
Koide S et al. 2009. Disinfection efficacy of slightly acidicelectrolyzed water on fresh cut cabbage. Food Control 20(3):294–297.
Komolprasert V. 2007. Packaging for foods treated with ionizingradiation. In: JH Han (ed.) Packaging for Non Thermal Processingof Food. Blackwell Publishing, Ames, IA.
Koutchma T. 2008. UV light for processing foods. Ozone: Sci Eng30(1): 93–98.
Koutchma T. 2009. Advances in ultraviolet light technology fornon-thermal processing of liquid foods. Food Bioprocess Technol2(2): 138–155.
Labas MD et al. 2005. Kinetics of bacteria disinfection with UVradiation in an absorbing and nutritious medium. Chem Eng J114: 87–97.
Lamikanra O et al. 2005. Effect of processing under ultraviolet lighton the shelf life of fresh-cut cantaloupe melon. J Food Sci 70(9):C534–C539.
Larson MA, Marinas BJ. 2003. Inactivation of Bacillus sub-tilis spores with ozone and monochloramine. Water Res 37(4):833–844.
Latorre ME et al. 2010. Effects of gamma irradiation on bio-chemical and physico-chemical parameters of fresh-cut red beet(Beta vulgaris L. var. conditiva) root. J Food Eng 98(2): 178–191.
Lee H et al. 2009. Inactivation of Escherichia coli cells with soni-cation, manosonication, thermosonication, and manothermoson-ication: microbial responses and kinetics modeling. J Food Eng93(3): 354–364.
Leistner L. 2000. Basic aspects of food preservation by hurdle tech-nology. Int J Food Microbiol 55(1–3): 181–186.
Leistner L, Gorris LGM. 1995. Food preservation by hurdle tech-nology. Trends Food Sci Technol 6: 43–46.
Lemmens L et al. 2009. Thermal pretreatments of carrot pieces usingdifferent heating techniques: effect on quality related aspects.Innov Food Sci Emerg Technol 10(4): 522–529.
Li Z et al. 2010. Apple volatiles monitoring and control in mi-crowave drying. LWT Food Sci Technol 43(4): 684–689.
Liltved H et al. 1995. Inactivation of bacterial and viral fishpathogens by ozonation or UV irradiation in water of differentsalinity. Aquacult Eng 14(2): 107–122.
Lima M. 2007. Ohmic heating: quality improvements. EncyclopediaAgric Food Biol Eng 1: 1–3.
Lin D, Zhao Y. 2007. Innovations in the development and applica-tion of edible coatings for fresh and minimally processed fruitsand vegetables. Compr Food Sci Food Saf 6(3): 60–75.
Loginova KV et al. 2010. Pilot study of countercurrent cold andmild heat extraction of sugar from sugar beets, assisted by pulsedelectric fields. J Food Eng 102(4): 340–347.
Lopes MLM et al. 2010. High hydrostatic pressure processing oftropical fruits: importance for maintenance of the natural foodproperties. Ann N Y Acad Sci 1189: 6–15.
Lopez P, Burgos J. 1995. Lipoxygenase inactivation by manoth-ermosonication: effects of sonication physical parameters, pH,KCl, sugars, glycerol, and enzyme concentration. J Agric FoodChem 43: 620–625.
Luo W et al. 2008. Investigation on shelf life of carrot juiceprocessed by pulse electric field. Paper read at InternationalConference on High Voltage Engineering and Application, artno.4774040, pp. 735–741.
Mangaraj S, Goswami TK. 2009. Modified atmospherepackaging—an ideal food preservation technique. J Food SciTechnol 46(5): 399–410.
Markowski M et al. 2009. Rehydration behavior of vacuum-microwave-dried potato cubes. Drying Technol 27(2): 296–305.
Marselles-Fontanet AR et al. 2009. Optimising the inactivation ofgrape juice spoilage organisms by pulse electric fields. Int J FoodMicrobiol 130(3): 159–165.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 761
Martın-Belloso O et al. 1997. Inactivation of Escherichia coli sus-pended in liquid egg using pulsed electric fields. J Food ProcessEng 20: 317–336.
Mason T et al. 2005. Aplications of ultrasound. In: DW Sun (ed.)Emerging Technologies for Food Processing. Elsevier AcademicPress, London, Chap. 13, pp. 323–351.
Mertens B. 1995. Hydrostatic pressure treatment of foods: equip-ment and processing. In: GW Gould (ed.) New Methods of FoodPreservation. Blackie Academic and Professional, New York, p.135.
Metaxas AC, Meredith RJ. 1993. Industrial Microwave Heating.Peter Peregrinus, London.
Mittal GS. 2009. Non-thermal food processing with pulsed electricfield technology. Resou: Eng Technol Sustain World 16(2): 6–8.
Morris C et al. 2007. Non-thermal food processing/preservationtechnologies: a review with packaging implications. Packag Tech-nol Sci 20: 275–286.
Mosqueda-Melgar J et al. 2007. Influence of treatment time andpulse frequency on Salmonella enteritidis, Escherichia coli andListeria monocytogenes populations inoculated in melon and wa-termelon juices treated by pulsed electric fields. Int J Food Mi-crobiol 117(2): 192–200.
Mousa N, Farid M. 2002. Microwave vacuum drying of bananaslices. Drying Technol 20(10): 2055–2066.
Moyer JC, Stotz E. 1947. The blanching of vegetables by electron-ics. Biosyst Eng 1: 252–257.
Mulet A et al. 2010. Ultrasound-assisted hot air drying of foods.In: H Feng, G Barbosa-Canovas, J Weiss (eds.) Ultrasound Tech-nologies for Food and Bioprocessing Series: Food EngineeringSeries. Springer, New York.
Mulet A et al. 2003. New food drying technologies—use of ultra-sound. Food Sci Technol Int 9(3): 215–218.
Nawirska A et al. 2009. Drying kinetics and quality parameters ofpumpkin slices dehydrated using different methods. J Food Eng94(1): 14–20.
Nelson SO, Trabelsi S. 2009. Dielectric properties of agricul-tural products and applications. American Society of Agricul-tural and Biological Engineers Annual International Meeting 5,pp. 2901–2919.
Ngadi M, Bazhal M. 2004. Emerging food processing technolo-gies: food quality and safety. In: F Shahidi, BK Simpson (eds.)Seafood Quality and Safety: Advances in the New Millennium.ScienceTech Publishing, St. John’s, NL.
Ngadi M, Dehghannya J. 2010. Modeling microbial inactivationby a pulsed electric field. In: MF Mohammed (ed.) Mathemati-cal Modeling of Food Processing. CRC Press, Boca Raton, FL,pp. 559–573. DOI: 10.1201/9781420053548-c20.
Ngadi M et al. 2003. Kinetics of ultraviolet light inactivation of Es-cherichia coli O157:H7 in liquid foods. J Sci Food Agric 83(15):1551–1555.
Ngadi MO et al. 2010. Food quality and safety issues during pulsedelectric field processing. In: E Ortega-Rivas (ed.) Processing Ef-fects on Safety and Quality of Foods. CRC Press, Boca Raton,FL, pp. 441–479. DOI: 10.1201/9781420061154-c16.
Niemira BA, Fan X. 2009. Irradiation enhances quality andmicrobial safety of fresh and fresh-cut fruits and vegeta-bles. In: E Feeherry, RB Gravani (eds.) Microbial Safetyof Fresh Produce. Wiley-Blackwell, Oxford, UK. Doi:10.1002/9781444319347.ch10.
Nyati H. 2000. An evaluation of the effect of storage and processingtemperatures on the microbiological status of sous vide extendedshelf-life products. Food Control 11: 471–476.
Odriozola-Serrano I et al. 2008. Phenolic acids, flavonoids, vitaminC and antioxidant capacity of strawberry juices processed byhigh-intensity pulsed electric fields or heat treatments. Eur FoodRes Technol 228(2): 239–248.
Odriozola-Serrano I et al. 2009. Carotenoid and phenolic profile oftomato juices processed by high intensity pulsed electric fieldscompared with conventional thermal treatments. Food Chem112(1): 258–266.
Ohlsson T, Bengtsson N. 2002. The hurdle concept. In MinimalProcessing Technologies in the Food Industry. CRC Press, NewYork, Chapter 7 pp. 175–195.
Ohshima T et al. 2002. Effect of culture temperature on high-voltagepulse sterilization of Escherichia coli. J Electrostatics 55(3–4):227–235.
Oms-Oliu G et al. 2009. Effects of high-intensity pulsed electricfield processing conditions on lycopene, vitamin C and antiox-idant capacity of watermelon juice. Food Chem 115(4): 1312–1319.
Orsat V et al. 2006. Microwave drying of fruits and vegetables.Stewart Postharv Rev 2(6): 1–7.
Orsat V et al. 2007. Microwave-assisted drying of biomaterials.Food Bioprod Process 85(3C): 255–263.
Ozer NP, Demirci A. 2006. Inactivation of Escherichia coliO157:H7 and Listeria monocytogenes inoculated on raw salmonfillets by pulsed-UV light treatment. Int J Food Sci Technol 41(4):354–360.
Ozkan I.A et al. 2007. Microwave drying characteristics of spinach.J Food Eng 78(2): 577–583.
Patterson MF, Loaharanu P. 2000. Irradiation. In: BM Lund, TCBaird-Parker, GW Gould (eds.) The Microbiological Safety andQuality of Food, Vols. 1–2. Aspen Publishers, Springer–Verlag,Gaithersburg, Chapter 4, pp. 65–100.
Peck MW, Stringer SC. 2005. The safety of pasteurised in-packchilled meat products with respect to the foodborne botulismhazard. Meat Sci 70: 461–475.
Pereira NR et al. 2007. Effect of microwave power, air velocityand temperature on the final drying of osmotically dehydratedbananas. J Food Eng 81(1): 79–87.
Perkins-Veazie P et al. 2008. Blueberry fruit response to postharvestapplication of ultraviolet radiation. Postharv Biol Technol 47(3):280–285.
Pombo MA et al. 2009. UV-C irradiation delays strawberry fruitsoftening and modifies the expression of genes involved in cellwall degradation. Postharvest Biol Technol 51(2): 141–148.
Ponce E et al. 1998. Combined effect of nisin and high hydrostaticpressure on destruction of Listeria innocua and Escherichia coliin liquid whole egg. Int J Food Microbiol 43(1–2): 15–19.
Qin B et al. 1995. Nonthermal inactivation of S. cerevisiae in ap-ple juice using pulsed electric fields. LWT Food Sci Technol 28:564–568.
Ramaswamy H, Tang J. 2008. Microwave and radio frequency heat-ing. Food Sci Technol Int 14: 423–427.
Ramaswamy HS et al. 2002. Enhanced thermal effects under mi-crowave heating conditions. In: J Welti-Chanes, G Barbosa-Canovas, JM Aguilera (eds.) Engineering and Food for the 21stCentury. CRC Press, Boca Raton, FL, pp. 739–762.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
762 Part 7: Food Processing
Raso J et al. 1998. Influence of temperature and pressure on thelethality of ultrasound. Appl Environ Microbiol 64: 465–471.
Rastogi NK et al. 1999. Accelerated mass transfer during osmoticdehydration of high intensity electrical field pulse pretreated car-rots. J Food Sci 64(6): 1020–1023.
Regier M et al. 2005. Influences of drying and storage of lycopene-rich carrots on the carotenoid content. Drying Technol 23: 989–998.
Reyes A et al. 2007. A comparative study of microwave-assisted airdrying of potato slices. Biosyst Eng 98(3): 310–318.
Rivas A et al. 2006a. Effect of PEF and heat pasteurization on thephysical–chemical characteristics of blended orange and carrotjuice. LWT Food Sci Technol 39: 1163–1170.
Rivas A et al. 2006b. Nature of the inactivation of Escherichia colisuspended in an orange juice and milk beverage. Eur Food ResTechnol 223(4): 541–545.
Rojas-Grau MA et al. 2009. Edible coatings to incorporate activeingredients to fresh-cut fruits: a review. Trends Food Sci Technol20(10): 438–447.
Ruiz-Diaz G et al. 2003. Modelling of dehydration-rehydration oforange slices in combined microwave/air drying. Innovative FoodSci Emerging Technol 4(2): 203–209.
Rybka-Rodgers S. 2001. Improvement of food safety design ofcook-chill foods. Food Res Int 34: 449–455.
Salkinoja-Salonen MS et al. 1999. Toxigenic strains of Bacilluslicheniformis related to food poisoning. Appl Environ Microbiol65: 4637–4645.
Sampedro F et al. 2006. Effect of temperature and substrate on PEFinactivation of Lactobacillus plantarum in an orange juice-milkbeverage. Eur Food Res Technol 223(1): 30–34.
Sanchez-Vega R et al. 2009. Enzyme inactivation on apple juicetreated by ultrapasteurization and pulsed electric fields technol-ogy. J Food Process Pres 33(4): 486–499.
Sandhya. 2010. Modified atmosphere packaging of fresh produce:current status and future needs. LWT - Food Sci Technol 43(3):381–392.
Sarang S et al. 2008. Electrical conductivity of fruits and meatsduring ohmic heating. J Food Eng 87(3): 351–356.
Sastry SK, Barach JT. 2000. Ohmic and inductive heating. J FoodSci 65(4): 42–46.
Schaffner DF et al. 1989. Salmonella inactivation in liquid wholeegg by thermoradiation. J Food Sci 54(4): 902–905.
Scouten AJ, Beuchat LR. 2002. Combined effects of chemical, heatand ultrasound treatments to kill Salmonella and Escherichia coliO157:H7 on alfalfa seeds. J Appl Microbiol 92: 668–674.
Shapiro RL et al. 1998. Botulism in the United States: a clinical andepidemiologic review. Ann Intern Med 129: 221–228.
Soliva-Fortuny RC, Martin-Belloso O. 2003. New advances in ex-tending the shelf-life of fresh-cut fruits: a review. Trends FoodSci Technol 14: 341–353.
Song X-J et al. 2009. Drying characteristics and kinetics of vacuummicrowave-dried potato slices. Drying Technol 27(9): 969–974.
Soria AC, Villamiel M. 2010. Effect of ultrasound on the techno-logical properties and bioactivity of food: a review. Trends FoodSci Technol 21(7): 323–331.
Sosa-Morales ME et al. 2009. Dielectric heating as a potentialpost-harvest treatment of disinfesting mangoes, Part I: relationbetween dielectric properties and ripening. Biosyst Eng 103(3):297–303.
Taiwo KA et al. 2001. Effects of pretreatments on the diffusionkinetics and some quality parameters of osmotically dehydratedapple slices. J Agric Food Chem 49: 2804–2811.
Tarko T et al. 2009. The influence of microwaves and selectedmanufacturing parameters on apple chip quality and antioxidantactivity. J Food Process Pres 33(5): 676–690.
Tein ML et al. 1998. Characterization of vacuum microwave,air and freeze dried carrot slices. Food Res Int 31(2): 111–117.
Torregrosa F et al. 2006. Ascorbic acid stability during refrigeratedstorage of orange-carrot juice treated by high pulsed electric fieldsand comparison with pasteurized juice. J Food Eng 73: 339–345.
Unal U et al. 2001. Inactivation of Escherichia coli O157:H7, Lis-teria monocytogenes, and Lactobacillus leichmannii by combi-nations of ozone and pulsed electric field. J Food Prot 64: 777–782.
Vadivambal R, Jayas DS. 2007. Changes in quality of microwave-treated agricultural products—a review. Biosyst Eng 98: 1–16.
Vega-Mercado H et al. 1997. Non-thermal food preservation: pulsedelectric fields. Trends Food Sci Technol 8(5): 151–157.
Vercet A et al. 2002. The effects of manothermosonication on tomatopectic enzymes and tomato paste rheological properties. J FoodEng 53: 273–278.
Vilkhu K et al. 2008. Applications and opportunities for ultrasoundassisted extraction in the food industry—a review. Innov FoodSci Emerg Technol 9(2): 161–169.
Vinatoru M. 2001. An overview of the ultrasonically assisted ex-traction of bioactive principles from herbs. Ultrason Sonochem8: 303–313.
Wang CY et al. 2009c. Changes of flavonoid content and antioxidantcapacity in blueberries after illumination with UV-C. Food Chem117(3): 426–431.
Wang J, Sheng K. 2006. Far-infrared and microwave drying ofpeach. LWT Food Sci Technol 39(3): 247–255.
Wang J, Xi YS. 2005. Drying characteristics and drying quality ofcarrot using a two-stage microwave process. J Food Eng 68(4):505–511.
Wang J et al. 2007a. Microwave drying characteristics and driedquality of pumpkin. Int J Food Sci Technol 42(2): 148–156.
Wang J et al. 2010. Kinetics models for the inactivation of Ali-cyclobacillus acidiphilus DSM14558T and Alicyclobacillus aci-doterrestris DSM 3922T in apple juice by ultrasound. Int J FoodMicrobiol 139: 177–181.
Wang LJ et al. 2007b. Application of two-stage ohmic heating totofu processing. Chem Eng Process 46(5): 486–490.
Wang R et al. 2009b. Non-thermal processing of orange juice byPEFP in continuous chamber. Jiangsu Daxue Xuebao (ZiranKexue Ban)/J Jiangsu Univ (Nat Sci Ed) 30(2): 169–173.
Wang S et al. 2005. Temperature-dependent dielectric propertiesof selected subtropical and tropical fruits and associated insectpests. Trans Amer Soc Agric Eng 48(5): 1873–1881.
Wang S et al. 2006. Postharvest treatment to control codling mothin fresh apples using water assisted radio frequency heating.Postharv Biol Technol 40(1): 89–96.
Welch RW, Mitchell PC. 2000. Food processing: a century ofchange. Br Med Bull 56(1): 1–17.
Wilkinson VM, Gould GW. 1998. Food Irradiation: A ReferenceGuide. Woodhead Publishing, Abington, Cambridge, UK.

P1: SFK/UKS P2: SFK
BLBS102-c39 BLBS102-Simpson March 21, 2012 14:20 Trim: 276mm X 219mm Printer Name: Yet to Come
39 Minimally Processed Foods 763
Witrowa-Rajchert D, Rzaca M. 2009. Effect of drying method onthe microstructure and physical properties of dried apples. DryingTechnol 27: 903–909.
Wojdylo A et al. 2009. Effect of drying methods with the applica-tion of vacuum-microwave on the phenolic compounds, colourand antioxidant activity in strawberry fruits. J Agri Food Chem57(4):1337–1343.
Woodling SE, Moraru CI. 2005. Influence of surface topographyon the effectiveness of pulsed light treatment for the inactivationof Listeria innocua on stainless steel surfaces. J Food Sci 70(7):345–351.
Wrigley DM, Llorca NG. 1992. Decrease of Salmonella ty-phimurium in skim milk and egg by heat and ultrasonic wavetreatment. J Food Prot 55: 678–680.
Yang W et al. 2008. Comparative experiment on hot-air, microwave-convective and microwave-vacuum drying of mushroom. NongyeJixie Xuebao/Trans Chin Soc Agric Mach 39(6): 102–104, 112.
Yaun BR et al. 2004. Inhibition of pathogens on fresh produce byultraviolet energy. Int J Food Microbiol 90(1): 1–8.
Yildiz H et al. 2009. Ohmic and conventional heating ofpomegranate juice: effects on rheology, color, and total phenolics.Food Sci Technol Int 15(5): 503–512.
Yongsawatddigul J, Gunasekaran S. 1996a. Microwavevacuum-drying of cranberries, part I: energy use and efficiency. J FoodProcess Pres 20(2): 121–143.
Yongsawatdigul J, Gunasekaran S. 1996b. Microwave-vacuum dry-ing of cranberries, part II: quality evaluation. J Food Process Pres20(2): 145–156.
Yu LJ et al. 2010. Proteolysis of cheese slurry made from pulsedelectric field-treated milk. Food Bioprocess Technol, PublishedOnline March 31, 2010.
Zhang H et al. 2006. Postharvest control of blue mold rot of pearby microwave treatment and Cryptococcus laurentii. J Food Eng77: 539–544.
Zhang QH et al. 1997. Recent development in pulsed processing.In: New Technologies Yearbook. National Food Processors Asso-ciation, Washington, DC, pp. 31–42.
Zhong T, Lima M. 2003. The effect of ohmic heating on vacuumdrying rate of sweet potato tissue. Bioresource Technol 87(3):215–220.
Zhu S et al. 2008. High-pressure destruction kinetics of Clostridiumsporogenes spores in ground beef at elevated temperatures. Int JFood Microbiol 126(1–2): 86–92.
Zimmermann U. 1986. Electrical breakdown, electropermeabiliza-tion and electrofusion. Rev Physiol Biochem Pharmacol 105:175–256.
Zulueta A et al. 2007. Fatty acid profile changes during orangejuice-milk beverage processing by high-pulsed electric field. EurJ Lipid Sci Technol 109(1): 25–31.