Embed Size (px)
Citation preview

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29Biochemistry of Vegetable Processing
Moustapha Oke, Jissy K. Jacob, and Gopinadhan Paliyath
IntroductionClassification of VegetablesChemical Composition of Vegetables
VitaminsMineralsDietary FiberProteinsLipidsVolatilesWaterOrganic AcidsPigmentsPhenolic ComponentsCarbohydratesTurgor and Texture
Vegetable ProcessingHarvesting and Processing of VegetablesPreprocessing Operations
HarvestingSorting and GradingWashingPeelingCutting and TrimmingBlanchingCanning Procedure
Canned TomatoesPeelingInspectionCuttingFillingExhaustingProcessing Time of Canned Tomatoes
Tomato Juice ProcessingProcessingComminutionExtractionDeaerationHomogenization
SaltingQuality Attributes of Tomato and Processed Products
Physicochemical Stability of JuicesKinetic StabilityPhysical Stability
Enhancing Nutraceutical Quality of Juice ProductsMinimally Processed Vegetables
DefinitionsProcessingQuality of MPR
Further ReadingReferences
Abstract: Vegetables are very important components of diet. Veg-etables are highly perishable, and transportation, storage, and dis-tribution require low-temperature conditions. Vegetables are pro-cessed into juice, sauce, and canned under aseptic conditions. Thisenables long-term storage of processed products. Tomato is the ma-jor produce that is processed into juice and sauce. Preservation ofnutritional components is compromised during processing. Stabilityof juice is influenced by the particle size distribution.
INTRODUCTIONVegetables and fruits have many similarities with respect totheir composition, harvesting, storage properties, and process-ing. In the true botanical sense, many vegetables are consideredas fruits. Thus, tomatoes, cucumbers, eggplant, peppers, andso on could be considered as fruits, since they develop fromovaries or flower parts and are functionally designed to help thedevelopment and maturation of seeds. However, the importantdistinction between fruits and vegetables is based on their use.In general, most vegetables are immature or partially matureand are consumed with the main course of a meal, whereasfruits are generally eaten alone or as a dessert. The UnitedStates is one of the world’s leading producers and consumers of
Food Biochemistry and Food Processing, Second Edition. Edited by Benjamin K. Simpson, Leo M.L. Nollet, Fidel Toldra, Soottawat Benjakul, Gopinadhan Paliyath and Y.H. Hui.C© 2012 John Wiley & Sons, Inc. Published 2012 by John Wiley & Sons, Inc.
569

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
570 Part 5: Fruits, Vegetables, and Cereals
World vegetable supply
World vegetable supply
Wo
rld
veg
etab
le s
up
ply
(to
nn
es)
Wo
rld
veg
etab
le s
up
ply
(to
nn
es)
Year
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
Beans
Maize
Onions
Peas
Pepper
Potatoes
Roots and tuber dry equiv
Roots, other
Sweet potatoes
Tomatoes
Yams
China
India
Japan
Korea, Republic of
Myanmar
Nigeria
Philippines
Russian federation
Vietnam
Year
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
250,000,000
200,000,000
150,000,000
100,000,000
50,000,000
0
250,000,000
300,000,000
350,000,000
200,000,000
150,000,000
100,000,000
50,000,000
0
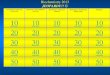
Figure 29.1. An estimate of world vegetable production by region, and type of vegetable. (Source: FAOSTAT 2010.)
vegetables and fruits. In 2002, the farm gate value of vegetablesand melons (including mushrooms) sold in the United Statesreached $17.7 billion. Annual per capita use of fresh vegeta-bles and melons rose 7% between 1990–1992 and 2000–2002,reaching 442 pounds, as fresh consumption increased and con-sumption of processed products decreased. According to Foodand Agriculture Organization (FAO) data, the world productionof vegetables has increased from 147 million metric tons (Mt) in1992 to 350 million Mt in 2005 (Fig. 29.1). Potato, tomato,sweet potato, onions and so on are the major vegetables thatare produced across the world (Fig. 29.1). Vegetables re-main a popular choice for consumers worldwide. In general,the supply of vegetables per capita has increased in develop-ing countries, but lags behind in certain parts of the world(Table 29.1). In 2002, each individual ate an average of 110
Table 29.1. Changes in Vegetable Supply in DifferentParts of the World
Region 1979 2000
World 66.1 101.9Developed countries 107.4 112.8Developing countries 51.1 98.8Africa 45.4 52.1North and Central America 88.7 98.3South America 43.2 47.8Asia 56.6 116.2Europe 110.9 112.5Oceania 71.8 98.7
Source: Fresco LO, Baudoin WO 2002.

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 571
Table 29.2. World Production of Selected Vegetables in2002 in Metric Tons (Mt)
Production in 2002
Countries Fresh Vegetable Tomatoes
World 233,223,758 108,499,056Africa 12,387,390 12,428,174Asia 199,192,449 53,290,273Australia 80,000 400,000Canada 124,000 690,000European Union (15) 8,462,000 14,534,582New Zealand 120,000 87,000North and Central America 2,023,558 15,837,877South America 3,503,611 6,481,410United States of America 1,060,000 12,266,810
kilograms of vegetables (including potatoes), up from 106 kga decade earlier. Potatoes represented 35% of all vegetablesconsumed. In 2008, greater than 50% of women and nearly40% of men reported to have more than 5 servings of fruitsand vegetables per day. (http://www.statcan.gc.ca/pub/82-229-x/2009001/deter/fvc-eng.htm.) The world production of certainvegetables is shown in Tables 29.2 and 29.3. From 2002 to 2005,the increase in vegetable production observed was primarily dueto an increase in production of potatoes (Fig. 29.1).
In the United States, consumption of fresh vegetables(excluding potatoes) has increased from 60 kg in 1986 to 72 kgin 2003. In 2003, the most consumed fresh vegetable washead lettuce at 12 kg, followed by onions at 9 kg and freshtomatoes at 8 kg. In the same year, the consumption of pro-cessed tomatoes per capita was 35 kg and processed sweet corn9.5 kg. In Canada, the consumption of fresh vegetables(excluding potatoes) has been increasing steadily reaching70.2 kg/capita in 1997 from 41 kg/capita in 1971. Also in 1997,the consumption of fresh vegetables has declined 2.4% fromthe amount of fresh vegetables consumed in 1996 (71.9 kg/capita). Lettuce (16%) is the most consumed fresh veg-etable followed by onions (12.1%), carrots (12.0%), tomatoes(11.6%), and cabbage (8.1%). Brussels sprouts, parsnips, as-paragus, beets, and peas each represent less than 1.0% ofCanadian fresh vegetable diet. On a per capita basis, Canadahas one of the highest consumption rates of fresh vegeta-bles in the world. Frozen vegetable consumption has de-
Table 29.3. Production of Tomato in North America
Tomato Production (Mt) Year 2002
World 108,499,056Canada 690,000United States of America 12,266,810Mexico 2,083,558
Source: Food and Agricultural Organization (FAO).
Table 29.4. Classification of Vegetables
Types of Vegetables Examples
Earth vegetablesRoots Sweet potatoes, carrots
Modified stemsCorms TaroTubers Potatoes
Modified budsBulbs Onions, garlic
Herbage vegetablesLeaves Cabbage, spinach, lettucePetioles (leaf stalk) Celery, rhubarbFlower buds Cauliflower, artichokesSprouts, shoots (young stems) Asparagus, bamboo shoots
Fruit vegetablesLegumes Peas, green beansCereal Sweet cornVine fruits Squash, cucumberBerry fruits Tomato, eggplantTree fruits Avocado, breadfruit
clined 3.4% to 5.6 kg/capita while canned vegetables andvegetable juices have increased 2.4% to 12.9 kg/capita forthe same period. Vegetable purchases by consumers represent6.6% of total food expenditures, virtually unchanged in thepast 10 years.
CLASSIFICATION OF VEGETABLESVegetables can be classified according to the part of the plantfrom which they are derived, such as leaves, roots, stems, andbuds as shown in Table 29.4. They also can be classified into“wet” or “dry” crops. Wet crops such as celery or lettuce havewater as their major component, whereas dry crops such assoybeans have carbohydrates, protein, and fat as their majorconstituents, and relatively low amount of water. Soybeans, forexample, are composed of 36% protein, 35% carbohydrate, 19%fat, and 10% water. Wet crops tend to perish more rapidly com-pared to dry crops.
CHEMICAL COMPOSITION OFVEGETABLESFresh vegetables contain more than 70% water, and very fre-quently greater than 85%. Beans and other dry crops are excep-tions. The protein content is often less than 3.5% and the fatcontent less than 0.5%. Vegetables are also important sources ofdigestible and indigestible carbohydrate, as well as of mineralsand vitamins. They contain the precursor of vitamin A, beta-carotene, and other carotenoids. Carrots are one of the richestsources of beta-carotene (provitamin A).

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
572 Part 5: Fruits, Vegetables, and Cereals
Vitamins
Vegetables are major contributors to our daily vitamin require-ments. The nutrient contribution from a specific vegetable isdependent on the amount of vitamins present in the vegetable,as well as the amount consumed. The approximate percentagethat vegetables contribute to daily vitamin intake is: vitaminA-50%, thiamine-60%, riboflavin-30%, niacin-50%, and vita-min C-100%. Vitamins are sensitive to different processing con-ditions including; exposure to heat, oxygen, light, free water,and traces of certain minerals. Trimming, washing, blanching,and canning can cause loss in vitamin content of fruits andvegetables.
Minerals
The amount and types of minerals depend on the specific veg-etable. Not all minerals in plant materials are readily availableand are mostly in the form of complexes. An example is calciumfound in vegetables as calcium oxalate. Green leafy vegetablesare rich in magnesium and iron.
Dietary Fiber
The major polysaccharides found in vegetables include starch,and dietary fiber such as cellulose, hemicellulose, pectic sub-stances, and lignin. Cell walls in young vegetables are composedof cellulose. As the produce ages, cell walls become higher inhemicellulose and lignin. These materials are tough and fibrousand their consistency is not affected by processing. Some veg-etables such as potato also contain varying amounts of starchresistant to hydrolysis (resistant starch). Resistant starch is notdigested as efficiently as regular starch, and reaches the colonwhere they undergo microbial fermentation. The short chainfatty acids liberated during the digestion of resistant starch isconsidered to be beneficial to the health. Roots of vegetablessuch as endive are rich in fructooligosaccharides such as inulin,which are considered to possess health regulatory function.
Proteins
Most vegetables contain less than 3.5% protein. Soybeans arean exception. In general, plant proteins are major sources of di-etary protein in places where animal protein is in short supply.Plant proteins, however, are often deficient or limiting in one ormore essential amino acids. Wheat protein is limiting in lysine,while soybean protein is limiting in methionine. Leafy greenvegetables are also rich in proteins, especially photosyntheticproteins such as ribulose-bis-phosphate carboxylase oxygenase(RubisCO) and other chloroplast proteins. Multiple sources ofplant proteins are recommended in the diet because of theabsence of key amino acids.
Lipids
The lipid content of vegetables is less than 0.5% and primarilyfound in the cuticles, as constituents of the cell membrane, and
in some cases, as a part of the internal cell structure (oleosomes).Even though lipids are a minor component of vegetables, theyplay an important role in the characteristic aroma and flavorof the vegetable. The characteristic aroma of cut tomato andcucumber results from components released from the lipoxyge-nase pathway, through the action of lipoxygenase upon linoleicand linolenic acids and the hydroperoxide lyase action on theperoxidized fatty acids to produce volatile compounds. This ac-tion is accentuated, when the tissue is damaged. The resultsof the action of lipoxygenase are sometimes deleterious to thequality—for example, the action of lipoxygenase on soybean oilleads to rancid flavors and aromas.
Volatiles
The specific aroma of vegetables is due to the amount and diver-sity of volatiles they contain. Volatiles are present in extremelysmall quantities (<100 ug/g fresh wt). Characteristic flavorsand aromas are a combination of various compounds, mainlyshort chain aldehydes, ketones, and organic acids. Their relativeimportance depends upon threshold concentration (sometimes< 1 ppb), and interaction with other compounds. Of more than400 volatiles identified in tomato, the following have been re-ported to play important roles in fresh tomato flavor: hexanal,trans-2-hexenal, cis-3-hexenal, cis-3-hexenol, trans-2-trans-4 decadienal, 2-isobutylthiazole, 6-methyl-5-hepten-2-one,1-penten-3-one, and β-ionone (Petro-Turza 1986–1987).
Water
In general, water is the most abundant single component ofmost vegetables (up to 90% of total weight). The maximumwater content of vegetables varies between individuals due tostructural differences. Agricultural conditions also influence thewater content of plants. As a major component of vegetables,water impacts both on the quality and the rate of deterioration.Harvest should be done during the cool part of the day in orderto keep the turgidity to its optimum. Loss of turgor under postharvest storage is a major quality-reducing factor in vegetables(wilting of leaves such as spinach).
Organic Acids
Organic acids are important contributors to the taste and flavorof many vegetables (tomato). Total titratable acidity, the quantityand specificity of organic acids present in vegetables influencethe buffering system and the pH. Acid content decreases duringmaturation, because of its use for respiration and transformationinto sugars through gluconeogenesis. Certain fruits are usedas vegetables when immature. For example, immature mangofruits, which are rich in organic acids, are used as vegetables.
Pigments
Pigments are mainly responsible for the skin and flesh colorsin vegetables. The vegetables undergo changes during matura-tion and ripening of vegetables, including loss of chlorophyll

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 573
(green color), synthesis and/or revelation of carotenoids (yellowand orange) and development of anthocyanins as in eggplant(red, blue and purple). Vegetables such as carrots are especiallyrich in beta-carotene, and red beets owe their red color to be-tacyanins. Tomatoes are a rich source of the red carotenoid ly-copene. Anthocyanins belong to the group of flavonoids, occuras glycosides, and are water-soluble. They are unstable and eas-ily hydrolyzed by enzymes to free anthocyanins. The latter areoxidized to brown products by phenoloxidases. The colors of an-thocyanins are pH dependent. In basic medium, they are mostlyviolet or blue, whereas in acidic medium they tend to be red.Several exotic new vegetables with different colors have beenintroduced recently, that include purple carrots and tomatoescontaining anthocyanins, yellow, and green cauliflower (broc-coflower) and so on with added characters than their parentalcrops.
Phenolic Components
Phenolic compounds found in vegetables vary in structure fromsimple monomers to complex tannins. Under most circum-stances they are colorless, but after reaction with metal ions,they assume red, brown, green, gray, or black coloration. Thevarious shades of color depend on the particular tannins, thespecific metal ion, pH, and the concentration of the phenoliccomplex. Phenolics, which are responsible for the astringencyin vegetables, decrease with maturity, because of the conver-sion of astringent phenolics from soluble to insoluble form (eggplant, plantain).
Carbohydrates
The carbohydrate content of vegetables is between 3% and 27%(Table 29.5). Carbohydrates vary from low molecular weightsugars to polysaccharides such as starch, cellulose, hemicellu-
lose, pectin, and lignin. The main sugars found in vegetables areglucose, fructose, and sucrose. In general, vegetables containhigher amount of polysaccharides (starch). Root vegetables arerich in starch (e.g., taro and colocasia, various yams, tapioca,sweet potato, potato). Plantains are also rich in starch. Fruits ofthe Artocarpaceae family (jack fruit, bread fruit) are also rich instarch prior to their ripening, when they are used as vegetables.
Turgor and Texture
The predominant structural feature of vegetables is the presenceof parenchyma cells that are assembled into metabolically andfunctionally important regions for their function. In leaf tissues,the parenchymal cells are organized to obtain photosynthetic ef-ficiency. In root tissues, the cells are loaded with starch granules.The texture of vegetables is largely related to the elasticity andpermeability of the parenchyma cells. Cells with high contentof water exhibit a crisp texture. The cell vacuoles contain mostof the water of plant cells. The vacuolar solution contains dis-solved sugars, acids, salts, amino acids, pigments and vitamins,and several other low-molecular-weight constituents. The os-motic pressure within the cell vacuole, and within the protoplastagainst the cell walls, causes them to stretch slightly in accor-dance with their elastic properties. These processes determinethe specific appearance and crispness of vegetables. Damagedvegetables lose their turgor after processing and tend to becomesoft unless precautions are taken in packaging and storage.
VEGETABLE PROCESSINGHarvesting and Processing of Vegetables
The quality of the vegetables constantly varies depending onthe growth conditions. Since the optimum quality is transient,harvesting and processing of several vegetables such as corn,peas, and tomatoes are strictly planned. Serious losses can
Table 29.5. Percentage Composition of Vegetables
Component
Food Carbohydrate Protein Fat Ash Water
CerealsMaize (corn) whole grain 72.9 9.5 4.3 1.3 12
Earth vegetablesPotatoes, white 18.9 2.0 0.1 1.0 78Sweet potatoes 27.3 1.3 0.4 1.0 70
Other VegetablesCarrots 9.1 1.1 0.2 1.0 88.6Radishes 4.2 1.1 0.1 0.9 93.7Asparagus 4.1 2.1 0.2 0.7 92.9Beans (snap−, green−) 7.6 2.4 0.2 0.7 89.1Peas, fresh 17.0 6.7 0.4 0.9 75.0Lettuce 2.8 1.3 0.2 0.9 94.8
Source: Food and Agriculture Organization (FAO).

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
574 Part 5: Fruits, Vegetables, and Cereals
occur when harvesting is done before or after the peak qual-ity stage. The time of harvesting vegetables is very important tothe quality of the raw produce and the manner of harvesting andhandling is critical economically. A study on sweet corn showedthat 26% of total sugars were lost in just 24 hours by storingthe harvested corn at room temperature. Even when stored atlow temperature, the sugar loss could reach 22% in 4 days.Peas and lima beans can lose up to 50% of their sugars in just1 day. Losses are slower under refrigeration but the reduction insweetness and freshness of the produce is an irreversible process.It is assumed that a part of the sugars is used for respiration andstarch formation in commodities such as corn, whereas the sug-ars are converted to cellulose, hemicellulose, and lignin in thecase of asparagus. Each type of vegetable has its optimum coldstorage temperature, which may vary between 0◦C and 10◦C.Water loss is another problem, which reduces the quality of theproduce. Continued water loss due to transpiration and dryingof cut surfaces results in wilting of leafy vegetables. Hermeticpackaging (anaerobic packaging) does not prevent water loss,but instead creates conditions that prevent deterioration due toan increase in the level of carbon dioxide and a decrease inthe oxygen level. In order to keep consistent produce quality,many processors monitor the growing practices so that harvestand processing are programmed according to the capacity of theprocessing plant.
Preprocessing Operations
Vegetables can be processed in different ways including canning,freezing, freeze-drying, pickling, and dehydration. The opera-tions involved in the processing depend on the type of vegetableand the method to be used. After harvest, the processing stepsinvolved in canning are washing, sorting and grading, peeling,cutting and sizing, blanching, filling and brining (brining is veryimportant for filling weight and heat transfer), exhausting (helpmaintaining high vacuum; exhaust temperature in the centerof the can should be about 71◦C), sealing, processing (heatingcycle), cooling, labeling, and storage.
Harvesting
Decision to harvest should be based on experience and on ob-jective testing method. It is recommended that the vegetablesbe harvested at the optimum maturity and processed promptly(Luh and Kean 1988, Woodroof 1988).
Sorting and Grading
This operation is done using roller grader, air blower, rod shaker,or any mechanical device, followed by sorting on conveyor belts.Electronic sorting is commonly used recently to remove vegeta-bles affected by diseases and insects.
Washing
Vegetables are washed to remove not only field soil and surfacemicroorganisms, but also fungicides, insecticides, and other pes-
ticides. There are laws specifying the types and maximum levelsof contaminants that are permitted. In order to remove dirt,insects, and small debris, vegetables are rinsed with water orwith detergent in some cases. Mechanically harvested tomatoes,potatoes, red beets, and leafy vegetables are washed with fruitgrade detergents. The choice of washing equipment depends onthe size, shape, and fragility of the particular type of vegetable.Flotation cleaners can be used for peas and other small veg-etables, whereas fragile vegetables such as asparagus may bewashed by gentle spraying belt.
Peeling
Several methods are used to remove skins from vegetables in-cluding lye, steam, and direct flame. Lye peeling of mechanicallyharvested tomatoes and potatoes is a common practice. Vegeta-bles with loosened skins are jet washed with water to removeskins and residual sodium hydroxide. Steam is used to peelvegetables with thick skin such as red beets and sweet potatoes,whereas for onions and pepper direct flame or hot gases in rotarytube flame peelers are used.
Cutting and Trimming
Cutting, stemming, pitting, or coring depends on the type ofvegetable. Asparagus spears are cut to precise lengths. The mostfibrous part is used for soup and other heated products where heattenderizes them. Green beans are cut by machine into several dif-ferent shapes along the length of the vegetable. Brussels sproutsare trimmed by hand by pressing the base against a rapidly ro-tating knife. Olives are pitted by aligning them in small cups,and mechanically pushing the plungers through the olives.
Blanching
The purpose of blanching is to inactivate the enzymes presentin the vegetables. Since many vegetables do not receive a high-temperature heat treatment, heating to a minimal temperaturebefore processing or storing inactivates the enzymes responsiblefor changes in texture, color, flavor and nutritional quality of theproduce. Several enzymes are responsible for the loss of qualityin vegetables. The deterioration of the cell membrane causedby the action of phospholipase D and lipoxygenases accountfor the flavor development in vegetables (Pinhero et al. 2003,Oke et al. 2003). Proteases and chlorophyllases contribute to thedestruction of chloroplast and chlorophyll. Changes in textureoccur due to the activity of pectic enzymes and cellulases. Colordeterioration occurs due to the activity of polyphenol oxidase,chlorophyllase, and peroxidase (Robinson 1991). Changes innutritional quality can occur by the activity of enzymes thatdestroy the vitamins. Ascorbic acid oxidase can cause a declinein the level of vitamin C.
The blanching process also reduces the microbial load of veg-etables and renders packaging into containers easier. To evaluatethe effectiveness of blanching, indicator enzymes such as cata-lase and peroxidase are traditionally used. The reason for usingindicators is that blanching is not a process of indiscriminate

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 575
Table 29.6. Relative Content of Vitamins in PeasDuring Processing
Vitamins, Percentage of Original
Processing C B1 B2 Niacin
Fresh 100 100 100 100Blanched 67 95 81 90Blanched/frozen 55 94 78 76Blanched, frozen, cooked 38 63 72 79
heating, meaning too little heating is ineffective, whereas heat-ing too much on the other hand, negatively impacts the freshnessof certain vegetables. The choice of an indicator depends on thevegetable being processed. For example, lipoxygenase may bean ideal indicator for peas and beans. The problem with usingperoxidase as a universal indicator is that it sometimes overes-timates heat requirements, which may vary from one product toanother. Blanching prior to freezing has the advantages of sta-bilizing color, texture, flavor, and nutritional quality, as well ashelping the destruction of microorganisms. Blanching, however,can cause deterioration of taste, color, texture, flavor, and nutri-tional quality, because of heating (Table 29.6.). There are threeways of blanching a produce including blanching using water,steam, or microwave. Blanchers need to be energy efficient, togive a uniform heat distribution and time, to have ability to keepquality of the produce while destroying enzymes and reducingmicrobial load. Blanching using water is done at 70–100◦C for aspecific time frame, giving a thermal energy transfer efficiency ofabout 60%, versus 5% for steam blanchers. Time-temperaturecombination is very important in order to inactivate enzymesand keeping the quality of vegetables. Effects of blanching onplant tissues include alteration of membranes, pectin demethyla-tion, protein denaturation, and starch gelatinization. Microwaveblanching gives similar result as water blanching, but theloss of vitamins is higher than in steam and water methods(Table 29.7.)
Canning Procedure
Depending on their pH, vegetables can be grouped into four cat-egories (Banwart 1989), including high-acid vegetables with pH
Table 29.7. Effect of Blanching Methods on Vitamin CContent
Vitamin C (mg/100g Fresh Weight)
Asparagus Beans Peas Corn
Water 35.7 22.5 15.6 15.8Steam 35.3 23.3 11.0 13.6Microwave 18.9 13.1 9.3 12.9
< 3.7, acid vegetables with pH 3.7–4.6, medium-acid vegetableswith pH 4.6–5.3, and low-acid vegetables with pH > 5.3.
The purpose of canning is to ensure food safety and highquality to the product, as the growth of several pathogensmay compromise these parameters. Clostridium botulinum(C. botulinum), an anaerobic and neuroparalytic toxin-formingbacterium, is a primary safety concern in hermetically sealed,canned vegetables. Other important spoilage organisms includeClostridium sporogenes group including putrefactive anaerobe3679, Clostridium thermosaccharolyticum, Bacillus stearother-mophilus and related species (Stumbo et al. 1975). AlthoughC. botulinum spores do not produce toxin, the vegetative cellsformed after germination produce a deadly neurotoxin in cannedlow-acid vegetables. Botulism, the poisoning caused by theC. botulinum is mostly associated with canned products in-cluding vegetables. Canned vegetables are commercially sterile,meaning that all pathogens and spoilage organisms of concernhave been destroyed. The product may still contain a few micro-bial spores that could be viable under better conditions. Duringthe processing of low-acid vegetables, it is necessary to providea margin of safety in the methods schedule. This is achieved ac-cording to a “12D” process. D-value for a given temperature istaken from a thermal death time (TDT) curve. D-value is the timein minutes required to kill 90% of a bacterial population. Theassumption is that by increasing this time by 12, any populationof C. botulinum present in the canned product will decrease by12 log cycles. This process time allows for adequate reductionof bacterial load to achieve a commercially sterile product.
t = D(loga − logb) (1)
wheret = heating time in minutes at a constant lethal temperatureD = time in minutes to kill 90% of a bacterial populationlog a = log of initial number of viable cellslog b = log of number of viable cells after time t
For C. botulinum, with D = 0.21 at 121◦C, the 12D is equalto 2.52 minutes (12 × 0.21 min), which means, if a can containsone spore of C. botulinum with this D value, then it can be seenfrom the above equation that 2.52 = 0.21 (log 1 − log b), orlog b = −2.52/0.21 = −12; therefore b = 10−12. The probabilityof survival of a single C. botulinum spore in the can is one in 1012
(Hersom and Hulland 1980). In canning low and medium-acidvegetables, where the destruction of spores of C. botulinum isthe major concern, a 12D process (2.52 minutes or 3 minutes at121◦C) is the minimum safe standard for the “botulinum cook”(Banwart 1989).
Canned Tomatoes
Tomato, Lycopersicon esculentum Mill., belongs to the family ofSolanaceae. Tomato is a major vegetable crop in North America.In North America alone, over 15 million Mt of processing toma-toes are produced. Canned tomatoes are prepared from red ripetomatoes as whole, diced, sliced, or wedges. The fruit may ormay not be peeled but stems and calices should be removed.Canned tomatoes may be packed with or without an added

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
576 Part 5: Fruits, Vegetables, and Cereals
liquid. Calcium salts varying from 0.045% to 0.08% by weightof the finished products can also be added. Other ingredientssuch as organic acids, spices, oil, and flavorings can be addedup to 10%. There are three categories of canned tomatoes. Thelabel tomatoes are valid only for peeled and canned tomato. Un-peeled tomatoes are labeled accordingly. Stewed tomatoes arecanned tomatoes containing onion, celery, and peppers (Anon1993). The flowchart for the manufacture of canned tomatoes isas follows: Fresh tomatoes → Sorting → Washing → Resorting→ Trimming → Peeling → Final Inspection → Cutting (exceptfor whole tomatoes) → Filling → Exhausting → Steaming andThermal processing. Most of the operations are similar to theones described for canning in general.
Peeling
Tomatoes for canning are peeled with hot water, steam, or lye.Tomatoes are passed through boiling water bath or live steamchamber for 15–60 seconds, depending on the variety, size, andripeness of the fruit. The temperature of 98◦C or above is recom-mended. The hotter the water, the shorter is the scalding time.Boiled tomatoes are immediately cooled in cold water and thenpeeled by hand or with a machine. Hand peeling is labor in-tensive and is completed by removing the core with a knife.Machine peeling is faster and is done by scrubbing or cuttingand squeezing. For lye treatment, a solution of hot 14–20% sodacaustic (sodium hydroxide-NaOH) is normally used in two ways.Tomatoes could be immersed in the solution or sprayed. Then,a scrubber removes the disintegrated skins. Lye peeling is lesslabor intensive, but uses more water than hot water and steampeeling. Since the peeled tomatoes are thoroughly rinsed to re-move the residual lye, treatment with up to 10% of citric acid isrecommended. Lye treatment creates more pollutants, and lossof soluble solids compared to the other two methods.
Inspection
The final inspection after peeling is very important for the grad-ing of the finished product. Canned tomatoes are graded in cat-egories, A, B, C or 1st, 2nd, or 3rd class product. The purposeof the final inspection is to remove any visible defects in theproducts including residual peel fragments, extraneous vegetablematerials, as well as checking the wholeness (when necessary).
Cutting
Peeled tomato may be cut into halves, slices, dices, wedges whennecessary, using cutter, slicer, or dicer before filling in the can.
Filling
Filling of tomato in cans can be done by hand or by machine.The best quality whole tomatoes are filled by hand and filledup with tomato juice. Softening during heating can be avoidedby addition of calcium chloride or calcium sulfate, in the formof tablets or mixed in tomato juice and dispensed in each can.In order to inhibit the action of C. botulinum, a required pH
less than 4.6 is secured by the addition of citric acid in theform of tablets in each can. For stewed tomato, 3/4 filled canswith peeled tomatoes are spiced with dehydrated onion, garlic,chopped celery, green bell pepper dices, as well as tablets madeof citric acid and a mixture of salt, sugar, and calcium chlorideinto the can. The can is then filled up with tomato juice until anacceptable level of headspace is reached.
Exhausting
The purpose of exhausting is to create enough vacuum in thecan, in order to avoid fast deterioration of the canned productduring the summer season. A minimum temperature of 71◦Cat the center of a can after the completion of exhaust is rec-ommended (Luh and Kean 1988). Exhaust is normally done insteam chambers. The exhaust time in the chamber depends onthe size of the can and varies from 3 minutes for 300 mm ×407 mm to 10 minutes for 603 mm × 700 mm cans. Exhaustis also done by mechanical vacuum closing machines (Lopez1987, Gould 1992).
Processing Time of Canned Tomatoes
The processing time of canned tomato depends on many fac-tors including the pH of the canned tomato, the major spoilagemicroorganisms of concern, the size of the can, and the typeof retort (sterilizer). Organisms of concern in canned tomatoesare Clostridium pasteurianum and Clostridium butyricum, aswell as Bacillus coagulans (Bacillus thermoacidurans). Sporesof butyric acid anaerobes are destroyed at 93.3◦C for 10 minuteswhen the pH is higher than 4.3, and after 5 minutes, when the pHis between 4 and 4.3. Canned tomatoes can be processed witha rotary sterilizer, a conventional stationary retort or in an opennonagitating cooker. In general, the processing time is longerif the cooling is done by air instead of with water. For a rotarysterilizer the processing time at 100◦C for a can of 307 mm ×409 mm may be reduced by 9 minutes or shorter if air cooled,and by 13 minutes or shorter if water cooled. For the same sizeof can at 100◦C an open nonagitating cooker or a conventionalretort would require a processing time of 35–55 minutes. Thecan center temperature should reach 82◦C, when air cooled, and90◦C when water cooled (Lopez 1987). The retort time dependson the size of the can, the fill weight, and the initial temperatureof the canned product.
Tomato Juice Processing
Processing
Tomato juice is defined as the unconcentrated, pasteurized liq-uid containing a substantial portion of fine tomato pulp extractedfrom good quality, ripe, whole tomatoes from which all stemsand unnecessary portions have been removed by any methodthat does not increase the water content, and may contain saltand a sweetening ingredient in dry form (Canadian Food andDrugs Act). Only high-quality tomatoes should be used for juiceproduction. Tomatoes are important source of vitamins A and

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 577
C, and antioxidants such as lycopene. In tomato and tomatoproducts, color serves as a measure of total quality. Consumersnotice color first and their observation often supplements pre-conceived ideas about other quality attributes such as aroma andflavor. Color in tomato is due to carotenoids, a class of isoprenoidcompounds varying from yellow to red color. Most carotenoidsare tetraterpenes (C-40), derived from 2 C-20 isoprene units(Geranylgeranyl pyrophosphate). The most isolated and quan-tified carotenoids in tomato and tomato products include ly-copene, lycope-5–6-diol, α-carotene, β-carotene, γ -carotene,δ-carotene, lutein, xanthophylls (carotenol), neurosporene, phy-toene, and phytofluene. Lycopene is the major carotenoid oftomato and comprises about 83% of the total pigments presentin the ripe fruit (Thakur et al. 1996). Therefore, the levels oflycopene are very important in determining the quality of pro-cessed tomato products. Not only does it determine the color oftomato products, but also provides antioxidant properties to it.Lycopene is considered as a preventive agent against coronaryheart disease and cancers (Gerster 1991, Clinton 1998). Theflowchart for making tomato juice is as follows: Fresh toma-toes → Washing → Sorting and Trimming → Comminution →Extraction → Deaeration → Homogenization → Salting andAcidification → Thermal Processing → Tomato juice.
Comminution
Comminution is a process of chopping or crushing tomatoes intosmall particles prior to extraction. The comminuted tomatoes aresubjected to either cold-break or to hot-break processing. Thecold-break processing produces tomato juice with a more naturalcolor, fresh flavor, and higher vitamin C content than does hot-break process. The hot-break process on the other hand, producestomato juice with higher consistency, lesser tendency to separate,but with a cooked flavor. During the cold-break process, thecomminuted tomato is heated below 65◦C to introduce rapidenzyme inactivation, and held at room temperature for a shorttime (a few seconds to many minutes), prior to extraction. Inthe hot-break process, the tomatoes are rapidly heated to above82◦C, immediately following comminution, in order to inactivatepectinesterase and enhance pectin extraction. Hot-break processcan be done either in a rotary heat exchanger or in a rotary coiltank. The latter not only inactivates the enzymes fast enough toretain most of the serum viscosity, but also deaerates the juice.Low pH inhibits pectic enzymes and enhances the extraction ofmacromolecules such as pectin. Therefore, the addition of citricacid to the juice during comminution improves the consistencyof the juice (Miers et al. 1970, Becker et al. 1972).
Extraction
Extraction is a process of separating the seeds and skins fromthe juice. There are two types of extractors: screw type andpaddle type. The screw-type presses tomatoes between a screwand a screen with about 0.5–0.8 mm (Lopez 1987). Paddle-typeextractors beat the tomato against screens. The extraction yields3% of seeds and skins and 97% juice. Procedures that target a
lower yield of 70–80% result in a better quality juice and a highquality residue for other purposes.
Deaeration
The deaeration process improves color, flavor, and ascorbic acidcontent of the juice. It is done immediately after the extractionby a vacuum deaerator. Removal of oxygen inhibits oxidativeprocesses.
Homogenization
A stable juice is one in which the solid and liquid phases do notseparate during storage for a long period of time. The ability ofa juice to separate depends on many factors including the serumviscosity, the gross viscosity, the pH of the medium, the size andshape of the suspended solids and so on. Homogenization is aprocess of forcing the juice through narrow orifices at a pressureof 6.9–9.7 MPa and a temperature of about 65◦C to break up thesuspended particles to a fine consistency (Lopez 1987).
Salting
Sodium chloride is sometimes added to the juice at a rate of0.5–1.25% by weight in order to improve the taste of the tomatojuice. Citric acid is added to improve the color, flavor, and taste.In addition, citric acid inhibits polyphenoloxidase by removingthe bound copper from the enzyme, reducing browning reactionsand improving color.
Quality Attributes of Tomato and Processed Products
The major quality attribute of ripe tomato is its red color, which isdue to the lycopene content of the fruit. Other important physic-ochemical parameters, which determine the quality of tomatoare Brix, acidity, pH, vitamin C, ash, dry matter, firmness, fruitweight, and flavor volatiles. For processed tomato product, therequired quality attributes are precipitate weight ratio, serum vis-cosity, total viscosity (Brookfield), and lycopene content of theproduct. Several quality attributes of tomato and tomato prod-ucts can be improved by genetic modification of tomatoes (Okeet al. 2003). These comparisons were made between fruits ob-tained from untransformed and genetically transformed tomatoplants carrying an antisense phospholipase D cDNA, and juiceprepared from these fruits. The levels and activity of phospholi-pase D, the key enzyme involved in membrane lipid degradation,were considerably reduced by antisense transformation. Thesechanges potentially resulted in increased membrane stability andfunction that also improved several quality parameters. The fla-vor profiles of blended antisense tomato fruits were differentfrom the controls, being enriched in volatile aldehydes such aspentenal and hexenal. Increased membrane stability in trans-genic fruits potentially resulted in lowered degradation of unsat-urated fatty acids such as linoleic and linolenic acids and mayhave contributed to increased substrate availability for lipoxyge-nase pathway enzymes (lipoxygenase, hydroperoxide lyase, andso on) during blending with an increased evolution of volatile

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
578 Part 5: Fruits, Vegetables, and Cereals
Table 29.8. Physicochemical Parameters of TomatoFruits and Processed Juice from Transgenic andControl Tomato
Properties Control Transgenic
Fruit weight (g) 95.14 ± 36.56a 34.87 ± 21.57b
Firmness (N) 4.97 ± 0.59a 5.99 ± 1.03b
Redness (a+) 29.6 ± 0.70a 31.70 ± 1.67a
Acidity (%) 0.36 ± 0.00a 0.38 ± 0.05a
Brix 4.55 ± 0.71a 4.75 ± 0.71b
Dry matter-NSS (%) 3.54 ± 0.05a 5.15 ± 0.03b
Ash (%) 0.63 ± 0.03a 0.089 ± 0.13b
Vitamin C (mg/100g) 3.9 ± 0.00a 10.4 ± 0.016b
PPT (%) 15.70 ± 0.33a 16.17 ± 0.48a
Serum viscosity (mpa·s) 1.0919 ± 0.04a 1.2503 ± 0.010b
Brookfield viscosity (mpa·s) 1075 ± 35a 1400 ± 35b
Lycopene (mg/100g) 11.73 ± 2.10a 17.47 ± 0.58b
a,bThe values showing different superscripts are significantly differentat P < 0.05.
aldehydes. Table 29.8 provides a comparison of various qualityparameters between a genetically modified tomato and a control,which shows improvements in several quality parameters due tothe transformation.
Physicochemical Stability of Juices
There are two categories of juices, clear and comminuted. Clearjuice such as apple juice contains no visible vegetal particles,whereas a comminuted juice such as tomato juice containsmostly vegetal particles suspended in a liquid. To be stable,a clear juice needs to remain clear (without sediment) duringits shelf life. On the other hand, a comminuted juice may notseparate into distinct phases during the shelf life of the product.An important quality attribute of juices such as tomato juice isthe stability of their disperse system. In order to be stable, a juiceneeds to be kinetically and physically stable.
Kinetic Stability
The ability of a poly-disperse system containing suspended par-ticles to maintain its homogenous distribution without agglomer-ation is called kinetic or sedimentation stability. Kinetic stabilitydepends on many factors, the most important of which includesize of suspended vegetable particles, viscosity of the dispersemedium and the intensity of the Brownian motion. In a liq-uid medium, heavier or larger particles sediment faster than thelighter ones in response to gravity. The sedimentation velocityof any particle is described by the following Stokes Equation:
V = 2/
9r2(ρ1 − ρ2) (1/η)g (2)
where V is the sedimentation velocity, m/s (meter/second); r isthe radius of the suspended particles (m); ρ1 and ρ2 are thedensities of the particles and the serum, respectively (kg/m3;serum = liquid medium in which particles are suspended);
Table 29.9. Sedimentation of Spherical MineralParticles in Water and in Juice With a Depth of 1 cm
ParticleSize (µ) Velocity (m/s)
SedimentationTime in Water
SedimentationTime in Juice
10 3.223 × 10−4 31.03 s 2.29 min0.1 3.223 × 10−8 86.2 h 16 d0.001 3.223 × 10−12 100 yrs 436 yrs
η is the viscosity of the juice (Pa·s; Pascal·second); and g isthe gravitational force (g = 9.81 m/s2; meter/second2).
The sedimentation time of a given particle is about 4 timeslonger in a juice than in water (Table 29.9.).
Particles larger than 10 µm will sediment in a few seconds.This is the reason why the sedimentation stability of juices,especially comminuted juices such as tomato juice is a seriousprocessing issue.
The physical force that affects the sedimentation of particlesin a juice is called normal force and can be calculated by:
f ′ = mg, (3)
where m is the mass (kg) of the suspended particle. In general,a particle with a spherical shape has a mass represented by:
m = 4/3 πr3ρ1 (4)
where π = 3.14, r is the radius of the particle and ρ1 is the densityof the particle. For particles with nonspherical shape (most ofsuspended particles), r is equal to the nearest equivalent valueof a spherical particle with an identical mass and an identicaldensity.
During particle sedimentation, another important force, fric-tion, also comes into play. Friction between particles results ina reduction in their movement.
The frictional force f ′′ = 6πρ rv (5)
where η is the viscosity of the medium; r is the radius of theparticle in meters; and v is the velocity of the particle (m/s).
Friction between the particles increases depending on the den-sity of the medium, higher the density, higher the friction. Whenf ′ = f ′′, sedimentation of the particles occur.
Kinetic stability of a heterogeneous dispersion system also de-pends on Brownian motion. The most dispersed particles havea very complex motion due to collisions from molecules in thedispersed medium. Because of this, the suspended particles aresubjected to constant changes in their velocity and trajectory.Molecular kinetics shows that dispersed particles with colloidalsize change their path 1020 times/second. These particles mayalso acquire a rotational Brownian motion. This is why col-loidal particles have higher sedimentation stability than largerparticles. With an increase in the mass of the suspended parti-cles, their momentum also increases. Particles smaller than 5 ×10−4 cm in diameter that oscillate around a point do not sedi-ment, whereas larger particles that do not experience as muchBrownian motion as smaller particles easily sediment. Thus,when particles have reduced motion, they tend to aggregate

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 579
and enhance sedimentation. Under ideal conditions, obtaining acolloidal particle size will enhance the stability of a juice prepa-ration.
Physical Stability
Physical stability results from the property of a polydispersesystem that inhibits the agglomeration of suspended particles.In a system with low physical stability, suspended particles ag-glomerate to form heavier particles (> 5 × 10−4 cm in diameter)that easily sediment. Physical stability depends on two opposingforces, attracting and repulsing forces.
Attracting forces between molecules are referred to as vander Vaals forces, which reduce the physical stability of het-erogeneous colloidal system. The intensity of attractive forcesincreases as the distance between suspended particles decreases.
Repulsing forces between particles are caused by the chargessurrounding the particles designated by their ζ - potential. Whenζ -potential is zero, the net charge surrounding the particle is alsozero, and the suspended particles are said to be at their isoelec-tric point. Agglomeration of particles begins at a given value ofζ -potential called as the critical potential. This is the point atwhich equilibrium is reached between van der Vaals forces (at-traction) and repulsing forces. Different heterogeneous colloidaldisperse systems have different values of critical potential. Whenthe ζ -potential (repulsive forces) of a particle is higher than thecritical potential, hydrophilic colloids are stable due to the re-pulsion between particles, whereas at a lower potential than thecritical potential ζ , the particles tend to aggregate. The effec-tive energy of interaction between particles of a heterogeneouscolloidal system is expressed by:
E = EA + ER, (6)
where EA is the attracting energy, and ER is the repulsing energy.Attracting energy is actually the integration of the sum of all
attracting forces between molecules of two colloidal particles.For two particles with radius r, the potential energy is expressedby:
EA = −Ar/12h (7)
where, h is the distance between surfaces of the two particles,and A is the Hamaker constant (10−1–10−21 J). Consequently,attracting forces decrease as the distance between particles in-crease.
On the other hand, particles can come closer to one anotherup to a certain distance after which they start repulsing eachother because of their ζ -potential. When two particles are veryclose, their similar ionic charge (positive or negative) layerscreate a repulsive force, which keeps them apart. The repulsingenergy between two particles with the same radius r and thesame surface potential 0 is expressed by:
ER = −2∫
P dδ, (8)
where P is the increase in osmotic pressure; δ is thickness ofthe double ionic layer; and the number 2 relates to the energychanges between 2 particles.
P = nKT (9)
where n is the increase in the ionic charge between the2 particles; K is the Boltzman’s constant; and T is the tem-perature in degrees Kelvin (◦K).
Assuming that the two particles are spherical, the formula (8)can be expressed by:
ER ≈ [(εrψ2
0 exp {−χh})]/2, (10)
where ε is the dielectric constant; r is the radius of particles;h is the distance between the two particles; ψ0 is the surfacepotential, and χ is a constant which characterizes the doubleionic layer.
The inferences from the Equation 10 are that:
1. repulsing energy exponentially decreases as the distancebetween the particles increases; and
2. repulsing energy quadratically increases as the surfacepotential increases and as the radius linearly increases.
For particles with radius r and a constant surface potential, ER
depends on χ . Figure 29.2 shows the interaction between twoparticles (1 and 2) under constantly increasing χ . As a result ofdecreasing the thickness of the double ionic layer and a decreasein ζ -potential, the distance between the two particles decreases
ER
ER
E
(A)
(B)
EA
EA
0 2
2
1
1
–M
M
+
E
0
–
+
E
h
h
Emax
Figure 29.2. Interactive energy between two particles.

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
580 Part 5: Fruits, Vegetables, and Cereals
leading to an increase in the repulsing energy according to theEquation (10). For a given h, the residual energy reaches themaximum value (Emax), which must be overcome by particle1 in order to aggregate with particle 2. Continual increase ofχ and a decrease in the distance between particles h reducesthe effect of repulsing energy ER over the residual energy E(ER – EA or Emax), which reaches its minimal value M. At thisstage, the attracting energy EA dominates and the particles aggre-gate. The speed of aggregation is an important physicochemicalparameter for the stability of a microheterogeneous system. Emax
is called coagulation energy and determines the speed of aggre-gation. When Emax > 0 (Fig. 29.2A), the aggregation process isslow, whereas when Emax < 0 (Fig. 29.2B) the process is quick,since the particles of the system do not have to overcome Emax
(When EA > ER, ER – EA is <0, Fig. 29.2A, B). The criticalconcentration of coagulation is reached at Emax = 0, when boththe attractive and repulsive energies are equal.
In a real situation of polydisperse colloidal system such asjuice, suspended particles have different sizes and different ψ0
and ζ - potential. When two particles with different sizes anddifferent surface ζ - potential approach each other, an oppositecharge is induced upon the particle with lower ζ - potential,which activates the agglomeration. Another important factor inthe stability of juices is the hydrated layer of suspended colloidalparticles. The formation of hydrated layer is due to the orienta-tion of water molecules towards the hydrophilic groups such as-COOH, -OH, and so on situated on the surface of the particles.A decrease in ζ - potential leads to a decrease in the hydratedlayer of suspended particles, and therefore, increases the sus-ceptibility to aggregation. The ability of the hydrated layer toincrease stability is explained by Deryagin theory, which stipu-lates that when suspended particles are in close proximity, theirhydrated layers are reduced, leading to an increase in repulsiveforces between them. Only strong hydrated layers can affect theaggregative stability of a polydisperse system. The probabilityof the formation of such hydrated layers around vegetal particlesin juices is very low, because of the weak energetic relationshipbetween the particles and the disperse phase. In this case, hy-drated layers play a secondary role to supplement the action ofthe double ionic layer.
Stability from particular aggregation in juice is also influ-enced by the viscosity of the disperse medium. The viscosity ofthe disperse phase or serum of juices is mainly composed of highmolecular mass compounds such as pectin, protein, and starch.Practically, this is achieved by the addition of such compoundto the juice. The mechanism of action is as follows. Upon ad-dition of high molecular mass compounds (pectin), they adsorbon the surface of the hydrophobic vegetal particles to make alayer of hydrophilic molecules, circled by a thick hydrated layer,which gradually blends into the disperse medium. Pectin is thestabilizer of choice in the juice processing industry, comparedto protein and starch. With an increase in the concentrationof high molecular mass compounds, the sedimentation stabil-ity of the juice increases. It has been established that with theincrease in the concentration of pectin in the juice, the stabil-ity increases to reach a plateau after which, a further increasedoes not provide an added beneficial effect (Idrissou 1992).
The mechanism of the sedimentation stability of the juice isas follows:
� Low adsorption velocity: Lower adsorption velocity is ob-served under lower concentration of stabilizers.
� Irreversible adsorption: Stabilizers in most cases are bondedto the particular phase surface with strong adsorptionbonds.
� Adsorption is described by the curve in Figure 29.3, follow-ing a typical saturation curve.
� Different configuration of adsorption by particles is shownin Figure 29.3. Molecules of linear polymers can be ad-sorbed in three different ways, depending on their affinity tothe liquid phase and the surface of the suspended particles,adopting horizontal, vertical, and stitchlike configurations.
Enhancing Nutraceutical Qualityof Juice Products
Health beneficial effects of enhanced fruit and vegetable con-sumption through enhanced intake of nutraceuticals (functionalfood ingredients) are well established. There are several types ofjuice blends from fruits and vegetables available in the marketincluding those that are blends of fruits and vegetables. An addi-tional way of enhancing the nutraceutical value of various juicesis by the addition of specific ingredients. In a recent study, Okeet al. (2010) have described the benefits of adding soy lecithinto tomato juice and sauce preparations and its effect on stabilitycharacteristics of the juice and sauce. Soy lecithin is enrichedin proteins as well as lipids such as phosphatidylcholine, a keycomponent in the biomembrane. Choline is also a key compo-nent of nervous system function linked to the biosynthesis ofacetyl choline, involved in nerve signal transmission, lipid se-cretion, enhancement in liver function, and so on. Juice/saucepreparations from fruits and vegetables are generally low inphospholipids. Thus, addition of soy lecithin to juice could bebeneficial both in terms of nutrition and stability of juice. Ad-dition of 0.5–1% (w/v) soy lecithin to tomato juice and sauceenhanced the stability characteristics of the processed productssuch as precipitate weight ratio and Brookfield viscosity. Com-mercially, soy lecithin is not added to juice or sauce preparationsat present.
MINIMALLY PROCESSED VEGETABLESDefinitions
Rolle and Chism (1987) defined minimally processed refriger-ated fruit and vegetable (MPR F & V) as produce which haveundergone minimal processing such as washing, sorting, peeling,slicing, or shredding prior to packaging and sale to consumers.Odumeru et al. (1997, 1999) defined ready-to-use vegetables asfresh-cut, packaged vegetables requiring minimal or no process-ing prior to consumption. It is generally accepted that MPR F &V are products that contain live tissues or those that have beenonly slightly modified from the fresh condition and are freshlikein character and quality.

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 581
Cp
Qua
ntity
of a
dsor
bed
com
poun
ds
Concentration
(A) Horizontal (B) Vertical
Adsorption state of polymers
(C) Stichlike
Figure 29.3. Isotherm of adsorption of polymers; polymer adsorption states.
The rapid growth of fast-food restaurants in the 1980s en-couraged the development and use of fresh-cut products. Asthe demand for products increased, new technology and prod-uct innovation were developed to help make fresh-cut produce,one of the fastest growing segments of the food industry. It isestimated that in the US fresh-cut produce market, up to 8%of all produce is sold in retail grocery outlets and 20% sold inthe food service industry. It is expected to continue growing insize and popularity as more products are introduced and con-sumers change their buying habits. In the first quarter of 2006,the sale of fresh cut produce in the United States accountedfor $1.3 billion, with major sales (∼80%) coming from vegeta-bles. In 2007, the fresh cut produce market was estimated at$15.9 billion in the United States (www.agecon.ucdavis.edu).Freshly prepared ready to eat salads, now with cut tomatoes,will have a shelf life of up to 14 days utilizing unique ModifiedAtmosphere Packaging technology.
Processing
The major operations in processing of MPR produce in-clude Sorting/Sizing/Grading, Cleaning/washing/disinfection,Centrifugation, and Packaging and Distribution. For certain veg-etables such as eggplant, the peeling operation follows the sort-ing operation that results in a size reduction, and mixing, packag-ing and distribution. Washing of vegetables for minimal process-ing, uses a significant amount of water (5–10 L/kg) to achievea reduction in the bacterial load. The main pathogen of concernin this type of products is Listeria monocytogenes. The water
temperature of about 4◦C is recommended. The safety of theproduct is best secured through disinfection with chlorine at aconcentration of about 100 mg/L. Two forms of chlorine arecommonly used: gaseous chlorine, which is 100% active chlo-rine, and calcium or sodium hypochlorites. The latter is mostpopular in MPR industry.
Centrifugation is one of the major operations in MPR process-ing. The purpose is to dry the vegetables rapidly. The efficacyof the centrifugation depends on the speed and time of rotationof the centrifuge. Certain antioxidants such as ascorbic acid andcitric acid at a concentration of about 300 ppm in the wash solu-tion would enhance the quality of the products. The processingtechniques employed usually wound the tissue and may causethe liberation of “wound ethylene” that can activate deteriorativereactions within the tissue. Vegetables of high quality may alsohave a good complement of the antioxidants (vitamins C andE, reduced glutathione) and the antioxidant enzyme system thatcomprise the enzymes such as superoxide dismutase, catalase,peroxidase, ascorbate peroxidase, and so on. An active pentosephosphate pathway is required for the supply of reduced nicoti-namide adenine dinucleotide phosphate-reduced form for theefficient functioning of the antioxidant enzyme system. Mem-brane phospholipid degradation mediated by phospholipase D,is activated in response to wounding the tissue. Damage to thetissue during processing can cause the leakage of ions such asCa2+ and H+ which can activate phospholipase D. Naturallyoccurring phospholipase D inhibitors such as hexanal can beused to reduce the activity of phospholipase D in processedtissues and enhance their shelf life and quality (Paliyath et al.

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
582 Part 5: Fruits, Vegetables, and Cereals
2003). The quality of MPR F & V can be increased by followingGood Manufacturing Practices, the main points of which are:minimizing handling frequency, providing continued control oftemperature, the relative humidity (% RH), modified atmosphereand controlled atmosphere (MA/CA storage etc.). The productis always transferred from truck to refrigerated storage imme-diately to minimize degradative and oxidative reactions. Theproducts are replaced on a first-in/first-out basis, and the inven-tory on a weekly basis. Currently MPR include the followingitems: ready-to-eat fruits and vegetables, ready-to-cook fruitsand vegetables, ready-to-cook mixed meals, and fresh ready-to-use herbs and sprouts.
Quality of MPR
Consumers expect fresh-cut products to be of optimum matu-rity, without defects, and in fresh condition. The most importantphysicochemical quality parameters targeted for preservationinclude good appearance, nutrients, and excellent sensory at-tributes such as texture, firmness, and taste. Minimally processedproducts are vulnerable to discoloration because of damagedcells and tissues that become dehydrated. Cutting and slicing ofcarrots with a very sharp blade reduces the amount of damagedcells and dehydration, when compared with those sliced witha regular culinary knife. To overcome the problem with dehy-dration, fresh-cut produce can be treated with calcium chlorideand kept in a high humidity atmosphere. Enzymatic browningis a serious problem with minimally processed produce. Duringthe processing of produce, several types of oxidative reactionsmay occur, leading to the formation of oxidized products. Thesereactions cause browning reactions resulting in the loss of nu-tritional value by the destruction of vitamins and essential fattyacids. In lipid-rich vegetables, oxidative processes lead to the de-velopment of rancid off-flavors and sometimes to toxic oxidativeproducts (Dziezak 1986). There are a number of chemicals usedto stabilize MPR produce including: (a) free radical scavengerssuch as tocopherols; (b) reducing agents and oxygen scavengerssuch as ascorbic acid and erythorbic acid; (c) chelating agentssuch as citric acid, and (d) other secondary antioxidants such ascarotenoids. Ascorbic acid is commonly used either alone, or incombination with other organic acids. Temperature is the mostimportant factor that influences the general quality of MPR pro-duce. When temperature increases from 0◦C to 10◦C, respirationrate increases substantially, with Q10 (fold increase in respira-tion by a 10◦C increase in temperature) ranging from 3.4 to 8.3among various fresh-cut products. With the increase in respira-tion rate, deterioration rate also increases at a comparable rate;therefore, low temperature storage is essential for maintaininggood quality (Watada et al. 1996). MA within MPR containeror bags is useful in keeping the quality of the produce (Gorny1997). Gas mixtures suitable for MA storage have been the sameas those recommended for the whole commodity (Saltveit 1997).CA system is used to simulate the MA with similar gas com-position. A mixture of 10% O2 + 10% CO2 has been shownto retard chlorophyll degradation in parsley and broccoli florets(Yamauchi and Watada 1993, 1998). An atmosphere of 3% O2
+ 10% CO2 was beneficial for fresh-cut iceberg lettuce, slightly
beneficial for romaine lettuce, and not beneficial for butterheadlettuce (Lopez-Galvez et al. 1996). The oxygen level can beallowed to drop to the level of respiratory quotient breakpoint.The O2 level could be dropped to 0.25% for zucchini slices(Izumi et al. 1996), and 0.8% for spinach (Ko et al. 1996). Othertechnologies that involve inactivation of ethylene action using1-Methylcyclopropene (Lurie and Paliyath 2008), or controllinggas movements using edible coating technologies (Fallik 2008)are also being employed increasingly.
FURTHER READING
Arthey D, Ashwurst PR. 2001. Fruit Processing: Nutrition, Productsand Quality Management. Aspen Publishers, Gaithersburg, MD,p. 312.
Enachescu DM. 1995. Fruit and Vegetable Processing. FAO Agri-cultural Services Bulletin 119. FAO, Rome, p. 382.
Jongen WMF. 2002. Fruit and Vegetable Processing: ImprovingQuality (Electronic Resource). CRC Press, Boca Raton, FL.
Paliyath G et al. 2008. Postharvest Biology and Technology of Fruits,Vegetables and Flowers. Wiley-Blackwell, Iowa, p. 482.
Salunkhe DK, Kadam SS. 1998. Handbook of Vegetable Science andTechnology: Production, Composition, Storage and Processing.Marcel Dekker, New York, p. 721.
REFERENCES
Anonymous. 1993. Canned tomatoes. Tomato concentrates. Cat-sup. In: Code of Federal Regulations, Title 21, Sections155.190–155.194.
Banwart GJ. 1989. Control of Microorganisms by destruction. In:Basic Food Microbiology, 2nd edn. AVI Press, New York, p. 773.
Becker R et al. 1972. Consistency of tomato products. Effects ofacidification on cell walls and cell breakage. J Food Sci 37:118–125.
Clinton SK. 1998. Lycopene: chemistry, biology and implicationsfor human health and disease. Nutr Rev 56: 35–51.
Dziezak JD. 1986. Preservative systems in foods, antioxidants andantimicrobial agents. Food Technol 40: 94–136.
Fallik E. 2008. Postharvest treatments affecting sensory quality offresh and fresh-cut products. In: G Paliyath et al. (eds.) Posthar-vest Biology and Technology of Fruits, Vegetables and Flowers.Wiley-Blackwell, Iowa, pp. 301–318.
FAOSTAT. 2010. Food and Agricultural Commodities Production.Available at http://faostat.fao.org/site/339/default.aspx. Accessedon January 25, 2010.
Fresco, LO and Baudoin, WO. 2002. Food and nutrition securitytowards human security. In: Proceedings of the International Con-ference on Vegetables, (ICV-2002), 11–14 November 2002, Ban-galore, India. Dr Prem Nath Agricultural Science Foundation (inpress).
Gerster H. 1991. Potential role of β-carotene in the prevention ofcardiovascular disease. Int J Vitamin Nutr Res 61: 277–291.
Gorny JR. 1997. Summary of CA and MA requirements and rec-ommendations for fresh-cut (minimally-processed) fruits andvegetables. In: JR Gorny (ed.) Proceedings of the Seventh In-ternational Controlled Atmosphere Conference, vol 5. Posthar-vest Outreach Program, University of California, Davis, CA,pp. 30–66.

P1: SFK/UKS P2: SFK
BLBS102-c29 BLBS102-Simpson March 21, 2012 13:27 Trim: 276mm X 219mm Printer Name: Yet to Come
29 Biochemistry of Vegetable Processing 583
Gould WA. 1992. Tomato production. In: Processing and Technol-ogy, 3rd edn. CTI Publications, Baltimore, MD, 437 p.
Hersom AC, Hulland ED. 1980. Principles of thermal processing.In: Canned Foods, 7th edn. Churchill Livingstone, New York,394 p.
Idrissou M. 1992. Investigation and improvement of the technologyof processing citrus bases and concentrates. Ph.D. thesis. HigherInstitute for Food and Flavour Industries. Plovdiv, Bulgaria (InBulgarian).
Izumi H et al. 1996. Low O2 atmospheres affect storage qualityof zucchini squash slices treated with calcium. J Food Sci 41:317–321.
Ko NP et al. 1996. Storage of spinach under low oxygen atmosphereabove the extinction point. J Food Sci 61: 398–400.
Lopez A. 1987. Canning of vegetables. In: A Complete Coursein Canning, Book III, 12th edn. Canning Trade Inc., Maryland,pp. 11–143.
Lopez-Galvez G et al. 1996. The visual quality of minimally pro-cessed lettuce stored in air or controlled atmosphere with em-phasis on romaine and iceberg types. Postharvest Biol Technol 8:179–190.
Luh BS, Kean, CE. 1988. Canning of vegetables. In: BS Kuh, JGWoodroof (eds.) Commercial Vegetable Processing, 2nd edn. VanNostrand Reinhold, New York, pp. 250–255.
Lurie S, Paliyath G. 2008. Enhancing postharvest shelf life andquality in horticultural commodities using 1-MCP technology.In: G Paliyath et al. (eds.) Postharvest Biology and Technologyof Fruits, Vegetables and Flowers. Wiley-Blackwell, Ames, IA,pp. 139–161.
Miers JC et al. 1970. Consistency of tomato products. 6. Ef-fects of holding temperature and pH. Food Technol 24: 1399–1403.
Odumeru JA. 1999. Microbiology of fresh-cut ready-to-use vegeta-bles. Recent Res Dev Microbiol 3: 113–124.
Odumeru JA et al. 1997. Assessment of the microbiological qualityof ready-to-use vegetables for health-care food services. J FoodProt 60: 954–960.
Oke M et al. 2003. The effects of genetic transformation of tomatowith antisense phospholipase D cDNA on the quality character-istics of fruits and their processed products. Food Biotechol 17:163–182.
Oke M et al. 2010. Effect of soy lecithin in enhancing fruitjuice/sauce quality. Food Res Int 43: 232–240.
Paliyath G et al. 2003. Inhibition of phospholipase D. US patent #6,514,914.
Petro-Turza M. 1986–1987. Flavour of tomato and tomato products.Food Rev Int 2: 309–351.
Pinhero RP et al. 2003. Developmental regulation of phospholipaseD in tomato fruits. Plant Physiol Biochem 41: 223–240.
Robinson DS. 1991. Peroxidases and their significance in fruits andvegetables. In: PF Fox (ed.) Food Enzymology, vol 1, Chapter 10.Elsevier Applied Science, London, pp. 399–426.
Rolle RS, Chism GW III. 1987. Physiological consequences of min-imally processed fruits and vegetables. J Food Qual 10: 157–177.
Saltveit ME. Jr. 1997. A summary of CA and MA requirements andrecommendations for harvested vegetables. In: ME Saltveit (ed.)Proceedings of the seventh international controlled atmosphereconference, vol 4. Postharvest Outreach Program, University ofCalifornia, Davis, CA, pp. 98–117.
Stumbo CR et al. 1975. Thermal process lethality guide for low-acidfoods in metal containers. J Food Sci 40: 1316–1323.
Thakur BR et al. 1996. Quality attributes of processed tomato prod-ucts: A review. Food Rev Int 12: 375–401.
Watada AE et al. 1996. Factors affecting quality of fresh-cut horti-cultural products. Postharv Biol Technol 9: 115–125.
Woodroof JG. 1988. Harvesting, handling, and storing vegetables.In: BS Luh, JG Woodroof (eds.) Commercial Vegetable Process-ing. Van Nostrand Reinhold, New York, pp. 135–174.
Yamauchi N, Watada AE. 1993. Pigment changes in parsley leavesduring storage in controlled or ethylene containing atmosphere.J Food Sci 58: 616–618.
Yamauchi N, Watada AE. 1998. Chlorophyll and xanthophyllchanges in broccoli florets stored under elevated CO2 or ethy-lene containing atmosphere. Hort Sci 33: 114–117.