Embed Size (px)
Citation preview

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
Part 4Milk
425
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23Dairy Products
Terri D. Boylston
IntroductionBiochemistry of Cultured Dairy Products
Composition of MilkLactic Acid Bacteria
Key Processing Steps in Cultured Dairy ProductsLactic Acid FermentationCoagulation of Milk ProteinsHomogenizationPasteurizationCooling
Processing of Cultured Dairy ProductsCheese
Natural CheesesStandardization of the MilkCoagulation of the Milk ProteinsCutting the CoagulumShaping and PressingSaltingRipening
Processed CheeseButterButtermilkSour CreamYogurtAcidophilus Milk
The Future—Cultured Dairy Products with TherapeuticBenefitsAcknowledgmentsFurther ReadingReferences
Abstract: This chapter provides an overview of the biochemistryand processing of cultured dairy products. The role of lactic acidbacteria in developing cultured dairy products and coagulation of themilk proteins through either enzyme addition or acid production isemphasized. The biochemistry involved in the processing of naturaland processed cheeses, butter, buttermilk, sour cream, yogurt, andacidophilus milk is discussed.
INTRODUCTIONCultured dairy products were originally developed as a meansto preserve milk through the production of lactic acid. However,these products are also recognized because of their desirablesensory characteristics and nutritional value. The term, cultureddairy products, is currently used to indicate that these productsare prepared using lactic acid bacteria starter cultures and con-trolled fermentation. The lactic acid bacteria utilize the nutrientsin the milk to support their growth. The production of lactic acidreduces the pH of these products to inhibit the growth of manypathogenic and spoilage microorganisms. In addition, the fer-mentation process develops a wide range of dairy products witha diversity of flavor and textural attributes, including cheese,yogurt, buttermilk, butter, acidophilus milk, and sour cream.
Chapters 24 and 25 provide detailed information on the bio-chemistry and processing of milk and milk products. This chap-ter will focus on the biochemistry and processing involved in theproduction of cultured dairy products. This chapter will includea general discussion of the biochemistry and processing of cul-tured dairy products, followed by a discussion of the processingof the individual dairy products.
BIOCHEMISTRY OF CULTURED DAIRYPRODUCTSComposition of Milk
The quality of the cultured dairy products is influenced by thecomposition and quality of the raw milk. Species, breed, nutri-tional status, health, and stage of lactation of the cow can havean impact on the fat, protein, and calcium content and over-all composition and quality of the milk. On the average, cows’milk consists of 3.7% fat, 3.4% protein, 4.8% lactose, 0.7% ash,and has a pH of 6.6 (Fox et al. 2000). Good microbiological
Food Biochemistry and Food Processing, Second Edition. Edited by Benjamin K. Simpson, Leo M.L. Nollet, Fidel Toldra, Soottawat Benjakul, Gopinadhan Paliyath and Y.H. Hui.C© 2012 John Wiley & Sons, Inc. Published 2012 by John Wiley & Sons, Inc.
427

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
428 Part 4: Milk
quality of the raw milk is also essential to the production of safe,high-quality cultured dairy products.
The predominant sugar in milk is lactose, a disaccharideof glucose and galactose. The fermentation of lactose by lac-tic acid bacteria in cultured dairy products provides the fla-vor and textural attributes that are desirable in cultured dairyproducts.
The fat is present in the milk in the form of fat globules,which are surrounded by a polar milk fat globule membrane(MFGM). Triacylglycerols are the predominant lipid fraction inmilk, accounting for 98% of the total lipids. Diacylglycerols,monoacylglycerols, fatty acids, phospholipids, and sterols ac-count for the remaining lipid fraction. The phospholipids areintegral components of the MFGM. Approximately 65% of thefatty acids in milk fat are saturated, including 26% palmiticacid and 15% stearic acid. A significant amount of short- andmiddle-chain fatty acids, including 3.3% butyric acid are present.These fatty acids and the breakdown products of these fatty acidsare important contributors to the flavor of many cultured dairyproducts.
Two major classes of milk proteins are caseins and wheyproteins. The caseins, which make up 80% of the total proteinin cow milk, are insoluble at a pH of 4.6, but are stable toheating. The whey proteins remain soluble at pH 4.6 and areheat sensitive.
The casein micelles exist in milk as a colloidal dispersion,with a diameter ranging from 40 to 300 nm and containingapproximately 10,000 casein molecules. The principal caseinproteins, αs1, αs2, β, and κ , present in the ratio 40:10:35:12,vary in the number of phosphate residues, calcium-sensitivity,and hydrophobicity. Within the casein micelle, the more hy-drophobic proteins, such as β-casein, are located on the interiorof the micelle, while the more hydrophilic proteins, such as κ-casein, are located on the surface of the micelle. The carboxylend of κ-casein is dominated by glutamic acid residues and gly-coside groups. These hydrophilic carboxyl-ends are representedas “hairy” regions in the model of the casein micelle and pro-mote the stability of the casein micelle in solution (Walstra andJenness 1984). Calcium phosphate further facilitates the associ-ation of individual calcium-sensitive casein proteins (αs1-, αs2-,and β-casein), within the casein micelle. Hydrogen bonds andhydrophobic interactions also play a critical role in stabilizingthe casein micelle. Processing treatments applied during the for-mation of cultured dairy products, such as the addition of acidor enzymes destabilize the casein micelle causing the caseinproteins to precipitate (Lucey 2002).
The whey proteins consist of four major proteins, β-lactoglobulin (50%), α-lactalbumin (20%), blood serum albu-min (10%), and immunoglobulins (10%). These proteins havea significant number of cysteine and cysteine residues and areable to form disulfide linkages with other proteins following heattreatment.
Fresh cow’s milk is characterized as having a distinctive sub-tle flavor. Classes of volatile flavor compounds that have beenshown to have the greatest impact on milk flavor include nitro-gen heterocyclics, linolenic acid oxidation products, γ -lactones,phenolics and phytol derivatives; many of these compounds are
found in foods of plant origin. Differences in the milk flavorfrom cows fed different diets have been attributed to concen-tration differences of these flavor compounds rather than thepresence of different compounds (Friedrich and Acree 1998,Bendall 2001). Although these flavor compounds are not signif-icant contributors to the characteristic flavors of cultured dairyproducts, they do contribute to the background flavors of theseproducts (Urbach 1995).
Lactic Acid Bacteria
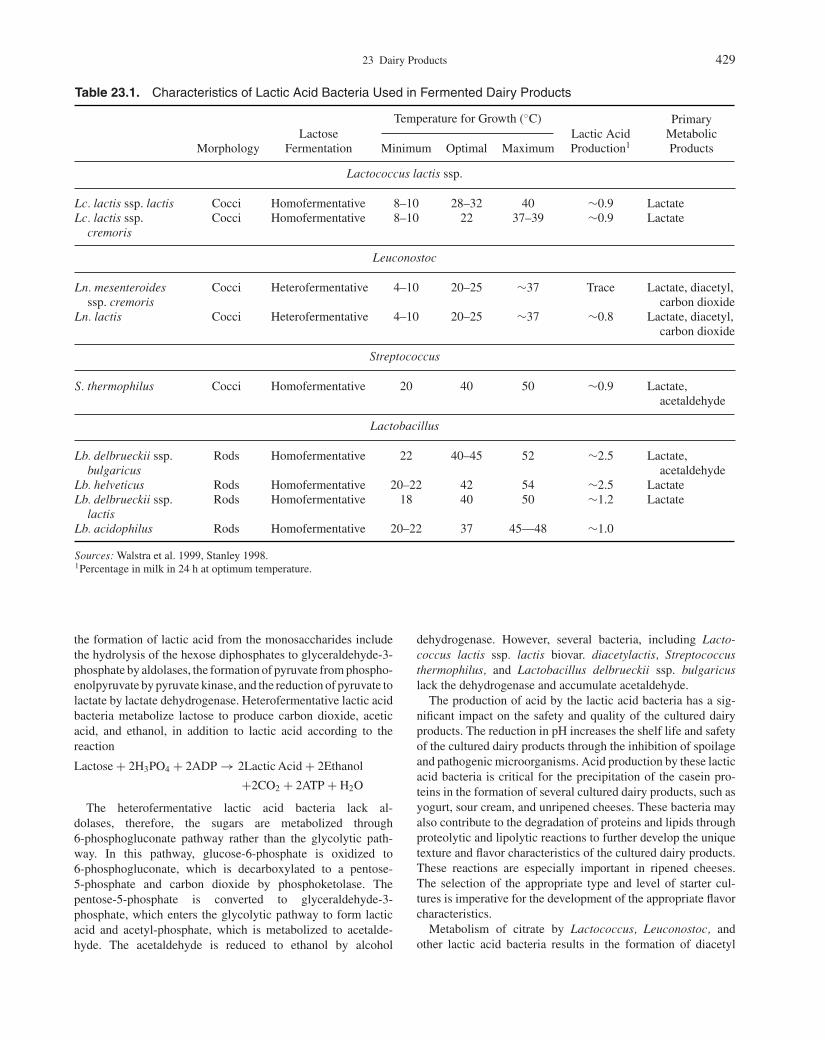
The lactic acid bacteria used in the development of cultured dairyproducts include Streptococcus, Lactococcus, Leuconostoc, andLactobacillus genera. These bacteria are gram-positive bacteriaand belong to either the Streptococcaceae or Lactobacillaceaefamilies, depending on the morphology of the bacteria as coccior rods, respectively. These bacteria also differ in their optimaltemperature for growth, with 20–30◦C the optimal temperaturefor mesophilic bacteria and 35–45◦C the optimal temperaturefor thermophilic bacteria. Although the lactic acid bacteria arequite diverse in growth requirements, morphology, and physi-ology, they all have the ability to metabolize lactose to lacticacid and reduce the pH of the milk to produce specific cultureddairy products. The heat treatment the cultured dairy products re-ceive following inoculation is one of the factors that influencesthe selection of lactic acid bacteria for specific cultured dairyproducts. Table 23.1 summarizes the growth characteristics ofcommon lactic acid bacteria.
KEY PROCESSING STEPS IN CULTUREDDAIRY PRODUCTSMany of the processing steps important in the production ofcultured dairy products are not unique to a specific product.Therefore, the following discussion will provide an overviewof the key processing steps that are used in the production ofseveral cultured dairy products. Specific processing treatmentsand concerns will be highlighted within the discussion of theprocessing of the specific cultured dairy products.
Lactic Acid Fermentation
Lactic acid bacteria use the lactose in the milk to produce lacticacid and other important flavor compounds in the cultured dairyproducts. Many of these bacteria have lactase activity and hy-drolyze lactose to its monosaccharide units, glucose and galac-tose, prior to further metabolism. The hydrolysis of lactose inmost cultured dairy products is significant for individuals whoare lactose intolerant, allowing them to consume dairy prod-ucts without the undesirable effects of the inability to hydrolyzelactose.
The homofermentative lactic acid bacteria produce lactic acidfrom lactose according to the reaction
Lactose + 4ADP + 4H3PO4 → 4Lactic Acid + 4ATP + 3H2O
The glucose and galactose molecules are metabolized throughthe glycolytic and tagatose pathways, respectively. Key steps in
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23 Dairy Products 429
Table 23.1. Characteristics of Lactic Acid Bacteria Used in Fermented Dairy Products
Temperature for Growth (◦C)
MorphologyLactose
Fermentation Minimum Optimal MaximumLactic AcidProduction1
PrimaryMetabolicProducts
Lactococcus lactis ssp.
Lc. lactis ssp. lactis Cocci Homofermentative 8–10 28–32 40 ∼0.9 LactateLc. lactis ssp.
cremorisCocci Homofermentative 8–10 22 37–39 ∼0.9 Lactate
Leuconostoc
Ln. mesenteroidesssp. cremoris
Cocci Heterofermentative 4–10 20–25 ∼37 Trace Lactate, diacetyl,carbon dioxide
Ln. lactis Cocci Heterofermentative 4–10 20–25 ∼37 ∼0.8 Lactate, diacetyl,carbon dioxide
Streptococcus
S. thermophilus Cocci Homofermentative 20 40 50 ∼0.9 Lactate,acetaldehyde
Lactobacillus
Lb. delbrueckii ssp.bulgaricus
Rods Homofermentative 22 40–45 52 ∼2.5 Lactate,acetaldehyde
Lb. helveticus Rods Homofermentative 20–22 42 54 ∼2.5 LactateLb. delbrueckii ssp.
lactisRods Homofermentative 18 40 50 ∼1.2 Lactate
Lb. acidophilus Rods Homofermentative 20–22 37 45—48 ∼1.0
Sources: Walstra et al. 1999, Stanley 1998.1Percentage in milk in 24 h at optimum temperature.
the formation of lactic acid from the monosaccharides includethe hydrolysis of the hexose diphosphates to glyceraldehyde-3-phosphate by aldolases, the formation of pyruvate from phospho-enolpyruvate by pyruvate kinase, and the reduction of pyruvate tolactate by lactate dehydrogenase. Heterofermentative lactic acidbacteria metabolize lactose to produce carbon dioxide, aceticacid, and ethanol, in addition to lactic acid according to thereaction
Lactose + 2H3PO4 + 2ADP → 2Lactic Acid + 2Ethanol
+2CO2 + 2ATP + H2O
The heterofermentative lactic acid bacteria lack al-dolases, therefore, the sugars are metabolized through6-phosphogluconate pathway rather than the glycolytic path-way. In this pathway, glucose-6-phosphate is oxidized to6-phosphogluconate, which is decarboxylated to a pentose-5-phosphate and carbon dioxide by phosphoketolase. Thepentose-5-phosphate is converted to glyceraldehyde-3-phosphate, which enters the glycolytic pathway to form lacticacid and acetyl-phosphate, which is metabolized to acetalde-hyde. The acetaldehyde is reduced to ethanol by alcohol
dehydrogenase. However, several bacteria, including Lacto-coccus lactis ssp. lactis biovar. diacetylactis, Streptococcusthermophilus, and Lactobacillus delbrueckii ssp. bulgaricuslack the dehydrogenase and accumulate acetaldehyde.
The production of acid by the lactic acid bacteria has a sig-nificant impact on the safety and quality of the cultured dairyproducts. The reduction in pH increases the shelf life and safetyof the cultured dairy products through the inhibition of spoilageand pathogenic microorganisms. Acid production by these lacticacid bacteria is critical for the precipitation of the casein pro-teins in the formation of several cultured dairy products, such asyogurt, sour cream, and unripened cheeses. These bacteria mayalso contribute to the degradation of proteins and lipids throughproteolytic and lipolytic reactions to further develop the uniquetexture and flavor characteristics of the cultured dairy products.These reactions are especially important in ripened cheeses.The selection of the appropriate type and level of starter cul-tures is imperative for the development of the appropriate flavorcharacteristics.
Metabolism of citrate by Lactococcus, Leuconostoc, andother lactic acid bacteria results in the formation of diacetyl

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
430 Part 4: Milk
(2,3-butanedione), acetoin, and 2,3-butanediol, which are keyvolatile flavor compounds in cultured dairy products. Diacetylis formed through the chemical oxidation of α-acetolactate. Di-acetyl reductase (also referred to as acetoin reductase) catalyzesthe irreversible reduction of diacetyl to acetoin and the reversiblereduction of acetoin to butanediol in which NAD(P)H acts as thecoenzyme (Hugenholtz 1993, Rattray et al. 2000, Østlie et al.2003). Diacetyl contributes to the characteristic buttery flavorof many cultured dairy products. There is significant interest inadapting processing methods that will enhance the formation ofdiacetyl or decrease diacetyl reductase activity to maintain thesedesirable flavor characteristics (Rattray et al. 2000).
Many commercial dairy processors now use the direct vat in-oculation (DVI) process for frozen or freeze-dried cultures (upto 1012 bacteria per gram of starter) in the processing of cultureddairy products. The use of DVI cultures allows the dairy proces-sor to directly add the cultures to the milk and by-pass on-siteculture preparation. This recent progress in the development ofstarter cultures has also increased phage resistance, minimizedthe formation of mutants which may alter the characteristicsof the starter cultures, enhanced the ability to characterize thecomposition of the cultures, and improved the consistent qualityof cultured dairy products. However, the DVI process is lim-ited by the additional cost of these cultures, the dependence ofthe cheese plants on the starter suppliers for the selection andproduction of the starters, and the increased lag phase of thesecultures in comparison to on-site culture preparation (Stanley1998, Tamime and Robinson 1999a, Canteri 2000).
Coagulation of Milk Proteins
The production of lactic acid by lactic acid bacteria decreasesthe pH of the milk to cause coagulation of the casein. As thepH decreases to less than 5.3, colloidal calcium phosphate issolubilized from the casein micelle, causing the micelles to dis-sociate and the casein proteins to aggregate and precipitate at theisoelectric point of casein (pH 4.6). The resulting gel, which issomewhat fragile in nature, provides the structure for sour cream,yogurt, and acid-precipitated cheeses, such as cream cheese andcottage cheese (Lucey 2002).
The casein micelles are also susceptible to coagulationthrough enzymatic activity. Rennet, a mixture of chymosin andpepsin, obtained from calf stomach, is most commonly recog-nized as the enzyme for coagulation of casein. However, pro-teases from microorganisms and produced through recombinantDNA technologies have been successfully adapted as alterna-tives to calf rennet (Banks 1998). Chymosin, the major enzymepresent in rennet, cleaves the peptide bond between Phe-105and Met-106 of κ-casein, releasing the hydrophilic, charged ca-sein macropeptide, while the para-κ-casein remains associatedwith the casein micelle. The loss of the charged macropeptidereduces the surface charge of the casein micelle and results inthe aggregation of the casein micelles to form a gel networkstabilized by hydrophobic interactions. Temperature influencesboth the rate of the enzymatic reaction and the aggregation ofthe casein proteins, with 40–42◦C, the optimal temperature forcasein coagulation. The use of rennet to hydrolyze the peptide
bond and cause aggregation of the casein micelles is used in themanufacture of most ripened cheeses (Lucey 2002).
Homogenization
Milk fat globules have a tendency to coalesce and separate uponstanding. Homogenization reduces the diameter of the fat glob-ules from 1–10 µm to less than 2 µm and increases the totalfat globule surface area. The physical change in the fat globuleoccurs through forcing the milk through a small orifice underhigh pressure. The decrease in the size of the milk fat globulesreduces the tendency of the fat globules to aggregate during thegelation period. In addition, denaturation of the whey proteinsand interactions of the whey proteins with casein or the fat glob-ules can alter the physical and chemical properties of the milkproteins to result in a firmer gel with reduced syneresis (Tamimeand Robinson 1999b, Fox et al. 2000). Milk to be used to processyogurt, cultured buttermilk, and unripened cheeses is commonlyhomogenized to improve the quality of the final product.
Pasteurization
The original cultured dairy products relied on the native mi-croorganisms in the milk for the fermentation process. Currentcommercial methods for all cultured dairy products include apasteurization treatment to kill the native microorganisms, fol-lowed by inoculation with starter cultures to produce the de-sired product. The heat process, which must be sufficient toinactivate alkaline phosphatase, also destroys many pathogenicand spoilage microorganisms, and enzymes that may have anegative impact on the quality of the finished products. Thetime-temperature treatments for the fluid milk pasteurizationhave been adapted for the milk to be used in the processing ofcultured dairy products (62.8◦C for 30 minutes or 71.1◦C for15 seconds). More severe heat treatments than characteristic ofpasteurization causes denaturation of whey proteins and inter-actions between β-lactoglobulin and κ-casein. In cheeses, thisinteraction decreases the ability of chymosin to hydrolyze thecasein molecule and initiate curd precipitation and formation.
Pasteurization has a significant effect of the flavor profile ofthe milk. Cultured dairy products produced from pasteurizedmilks tend to have less intense flavor characteristics due to theheat inactivation of the naturally occurring microorganisms andenzymes in the milk that contribute to flavor formation (Buchinet al. 1998). Lactones and heterocycles are also formed dur-ing the heat treatment of raw milk to contribute cooked flavors(Friedrich and Acree 1998).
Cooling
The processing of cultured dairy products relies on the metabolicactivity of the starter cultures to contribute to acid formation andflavor and texture development. Once the desired pH or titratableacidity is reached for these products, the products are cooled to5–10◦C to slow the growth of the bacteria and limit further acidproduction and other biological reactions.

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23 Dairy Products 431
PROCESSING OF CULTUREDDAIRY PRODUCTSThe following discussion highlights the unique processing stepsthat are involved in the production of cultured dairy products.These processing steps contribute to the unique flavor, texture,and overall sensory characteristics of these products.
Cheese
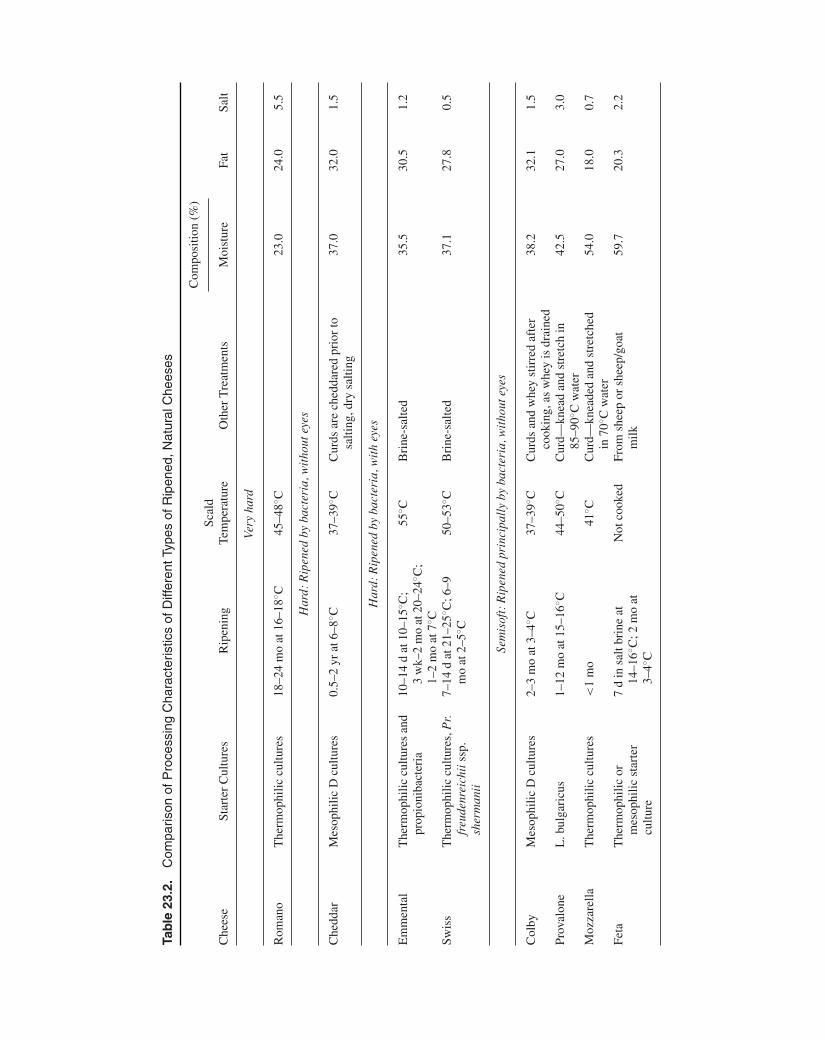
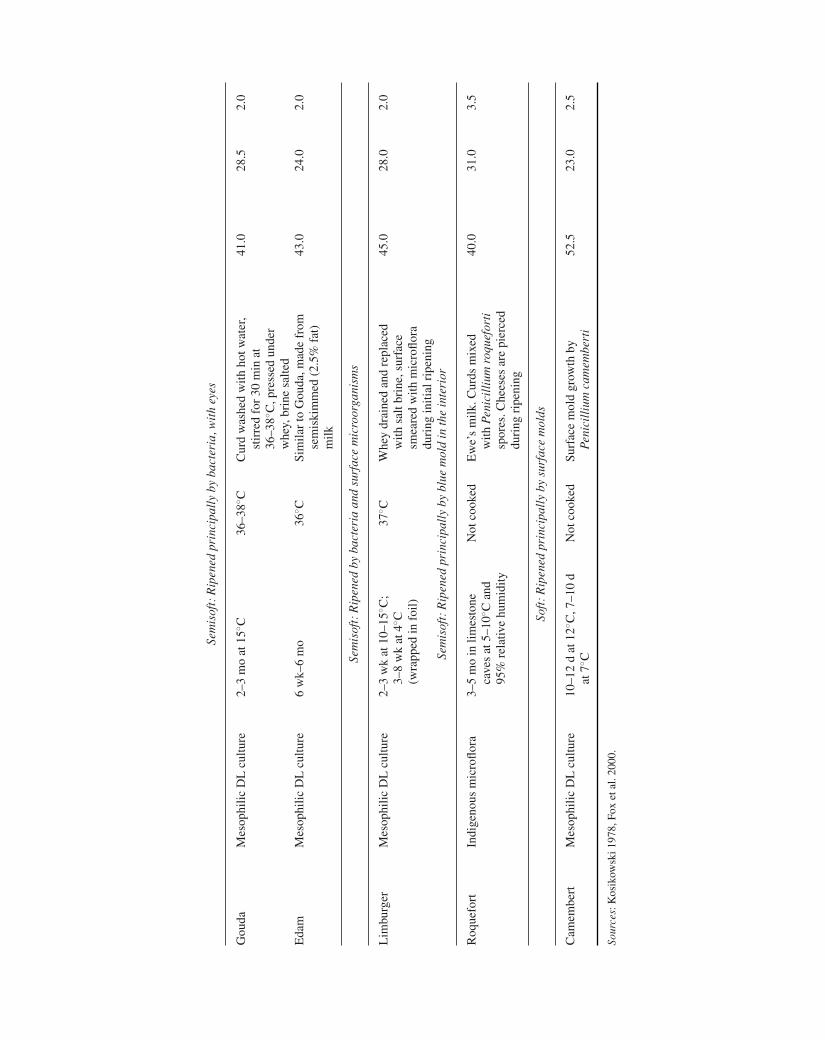
Over 400 different varieties of cheese have been recognizedthroughout the world. The wide diversity in the flavor, texture,and appearance of these cheeses is attributed to differences in themilk source, starter cultures, ripening conditions, and chemicalcomposition. Cheeses are frequently classified based on mois-ture content, method of precipitation of the cheese proteins, andthe ripening process. Table 23.2 compares processing methodsand composition of selected cheeses.
The coagulation of the casein proteins, separation of the curdsfrom the whey, and ripening of the curd are the primary stepsinvolved in the processing of cheese. The resulting product isa highly nutritious product in which the casein and fat fromthe milk are concentrated. The fat plays a critical role in thetexture of the cheese by preventing the casein molecules fromassociating to form a tough structure. In general, most cheesescan be classified as natural or processed cheeses. The naturalcheeses include ripened or unripened cheeses. The stages in-volved in processing these different types of cheeses and theirunique characteristics will be discussed further.
Natural Cheeses
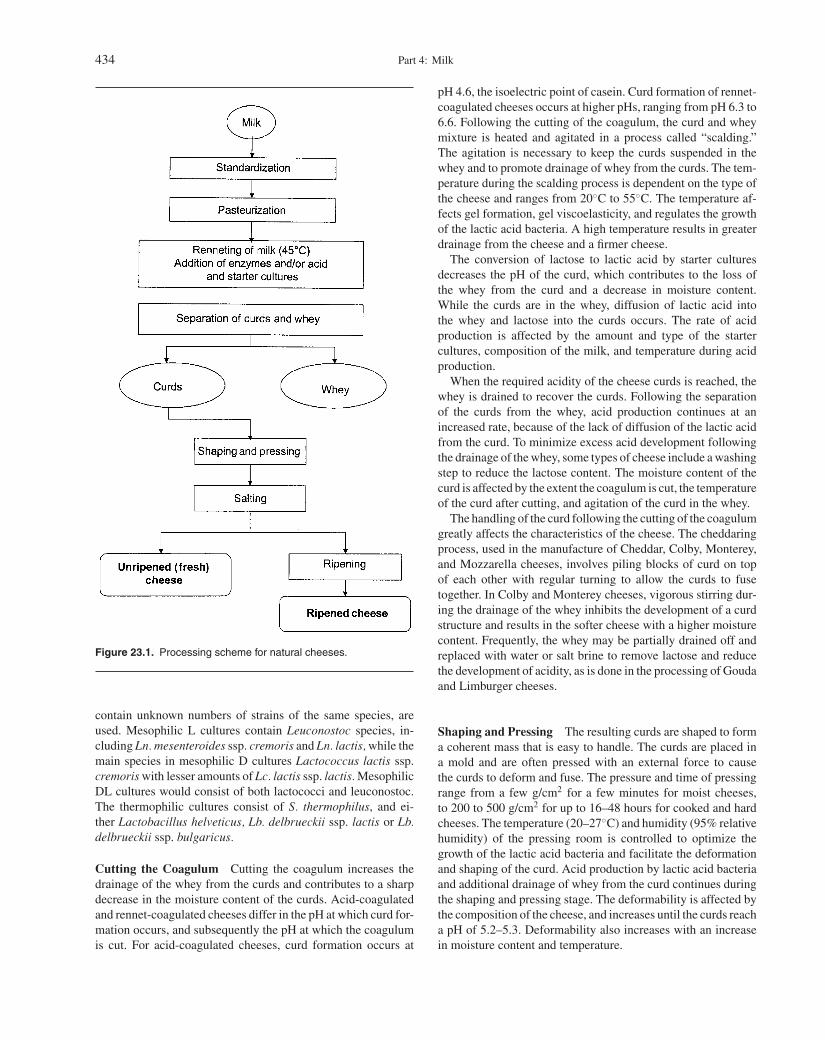
A simplified overview of the steps involved in processing freshand ripened natural cheeses is presented in Figure 23.1. Freshcheeses are consumed immediately after processing and arecharacterized as having a high moisture content and mild fla-vor. Most fresh cheeses are acid-coagulated cheeses, in whichlactic acid produced by the starter cultures causes the precipita-tion of the caseins. The final pH of the acid-coagulated cheesesis 4.6. Rennet is primarily used for the coagulation of the caseinproteins and curd formation in ripened cheeses. Starter culturesare added to produce acid and contribute enzymes for flavorand texture development during ripening. Ripened cheeses un-dergo a ripening period, ranging from 3 weeks to more than2 years, following processing that contributes to the developmentof the flavor and texture of the cheese. The moisture content ofthese cheeses ranges from 30% to 55% and the pH ranges from5.0 to 5.3.
Standardization of the Milk Casein and fat contents of themilk are standardized to minimize variations in the quality of thecheese due to seasonal effects and variation in the milk supply.The casein-to-fat ratio can be adjusted by the addition of skimmilk, cream, milk powder, or evaporated milk or the removalof fat. Calcium chloride (0.1%) may also be added to improvecoagulation of the milk by rennet and further processing of thecheese. The actual casein and fat content of the milk will vary
for each cheese type and influence the curd formation, cheeseyield, fat content, and texture of the cheese (Banks 1998).
Coagulation of the Milk Proteins Aggregation of the ca-sein micelles to form a three-dimensional gel protein network isinitiated through the addition of rennet or other proteolytic en-zymes or the addition of acid. Fat and water molecules are alsoentrapped within this protein network. Enzymes and starter bac-teria also tend to associate with the curds, and thus contribute toa number of biochemical changes that occur during the ripeningprocess. The whey, which includes water, salts, lactose, and thesoluble whey proteins, is expelled from the gel. The aggregationof the casein micelles by either enzyme or acid treatment resultsin gels with different characteristics.
In most natural, aged cheeses, coagulation of the casein pro-teins by the addition of rennet is most common. This processis temperature dependent, with no coagulation occurring be-low 10◦C, and an increase in coagulation rate accompanying anincrease in temperature until the optimal temperature for coagu-lation at 40–45◦C. Above 65◦C, the enzyme is inactivated (Fox1969, Brule et al. 2000). The aggregation of the casein micellesis influenced by temperature (Q10 ∼ 12) to a greater degree thanthe enzymatic hydrolysis of κ-casein (Q10 ∼ 2) (Cheryan et al.1975). Aggregation of the micelles begins when approximately70–85% of the κ-casein molecules are hydrolyzed, which re-duces the steric hindrance between the micelles. Reducing thepH or increasing the temperature reduces the degree of casein hy-drolysis necessary for coagulation (Fox and McSweeney 1997).The presence of Ca2+ ions further facilitates the aggregation ofthe casein micelles through the neutralization of the negativecharge on the micelle and the formation of ionic bonds. The re-sulting gel has an irregular network, is highly elastic and porous,and exhibits a high degree of syneresis.
The production of acid by lactic acid bacteria or the directaddition of hydrochloric or lactic acid can also result in the ag-gregation of the casein micelles and formation of clots. As the pHof the milk is reduced, the casein micelles become insoluble andbegin to aggregate. Because calcium phosphate is solubilized asthe pH of the milk drops, the gel formed during acid coagula-tion is not stabilized by Ca2+ ions. The acid-coagulated gels areless cohesive and exhibit less syneresis than enzyme-coagulatedcheeses. These cheeses generally have a high moisture contentand low mineral content. Acid coagulation is most frequentlyused in the manufacture of cottage cheese and other unripenedcheeses.
A few unique types of cheese are prepared through acid coag-ulation of whey or a blend of whey and skim milk in conjunctionwith heat treatment. Ricotta cheese is the most common cheeseprepared in this manner.
Lactic acid bacteria cultures are added to the milk in con-junction with the rennet in ripened cheeses. Although the lacticacid bacteria cultures do not have a significant role in the co-agulation of casein, they contribute to the changes that occurduring the ripening process. The different strains of starter cul-tures differ in characteristics including growth rate, metabolicrate, phage interactions, proteolytic activity, and flavor promo-tion (Stanley 1998). Frequently, mixed-strain cultures, which
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
Tab
le23
.2.
Com
paris
onof
Pro
cess
ing
Cha
ract
eris
tics
ofD
iffer
entT
ypes
ofR
ipen
ed,N
atur
alC
hees
es
Com
posi
tion
(%)
Che
ese
Star
ter
Cul
ture
sR
ipen
ing
Scal
dTe
mpe
ratu
reO
ther
Tre
atm
ents
Moi
stur
eFa
tSa
lt
Very
hard
Rom
ano
The
rmop
hilic
cultu
res
18–2
4m
oat
16–1
8◦ C45
–48◦ C
23.0
24.0
5.5
Har
d:R
ipen
edby
bact
eria
,wit
hout
eyes
Che
ddar
Mes
ophi
licD
cultu
res
0.5–
2yr
at6–
8◦ C37
–39◦ C
Cur
dsar
ech
edda
red
prio
rto
salti
ng,d
rysa
lting
37.0
32.0
1.5
Har
d:R
ipen
edby
bact
eria
,wit
hey
es
Em
men
tal
The
rmop
hilic
cultu
res
and
prop
ioni
bact
eria
10–1
4d
at10
–15◦ C
;3
wk–
2m
oat
20–2
4◦ C;
1–2
mo
at7◦ C
55◦ C
Bri
ne-s
alte
d35
.530
.51.
2
Swis
sT
herm
ophi
liccu
lture
s,P
r.fr
eude
nrei
chii
ssp.
sher
man
ii
7–14
dat
21–2
5◦ C;6
–9m
oat
2–5◦ C
50–5
3◦ CB
rine
-sal
ted
37.1
27.8
0.5
Sem
isof
t:R
ipen
edpr
inci
pall
yby
bact
eria
,wit
hout
eyes
Col
byM
esop
hilic
Dcu
lture
s2–
3m
oat
3–4◦ C
37–3
9◦ CC
urds
and
whe
yst
irre
daf
ter
cook
ing,
asw
hey
isdr
aine
d38
.232
.11.
5
Prov
alon
eL
.bul
gari
cus
1–12
mo
at15
–16◦ C
44–5
0◦ CC
urd—
knea
dan
dst
retc
hin
85–9
0◦ Cw
ater
42.5
27.0
3.0
Moz
zare
llaT
herm
ophi
liccu
lture
s<
1m
o41
◦ CC
urd—
knea
ded
and
stre
tche
din
70◦ C
wat
er54
.018
.00.
7
Feta
The
rmop
hilic
orm
esop
hilic
star
ter
cultu
re
7d
insa
ltbr
ine
at14
–16◦ C
;2m
oat
3–4◦ C
Not
cook
edFr
omsh
eep
orsh
eep/
goat
milk
59.7
20.3
2.2
432
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
Sem
isof
t:R
ipen
edpr
inci
pall
yby
bact
eria
,wit
hey
es
Gou
daM
esop
hilic
DL
cultu
re2–
3m
oat
15◦ C
36–3
8◦ CC
urd
was
hed
with
hotw
ater
,st
irre
dfo
r30
min
at36
–38◦ C
,pre
ssed
unde
rw
hey,
brin
esa
lted
41.0
28.5
2.0
Eda
mM
esop
hilic
DL
cultu
re6
wk–
6m
o36
◦ CSi
mila
rto
Gou
da,m
ade
from
sem
iski
mm
ed(2
.5%
fat)
milk
43.0
24.0
2.0
Sem
isof
t:R
ipen
edby
bact
eria
and
surf
ace
mic
roor
gani
sms
Lim
burg
erM
esop
hilic
DL
cultu
re2–
3w
kat
10–1
5◦ C;
3–8
wk
at4◦ C
(wra
pped
info
il)
37◦ C
Whe
ydr
aine
dan
dre
plac
edw
ithsa
ltbr
ine,
surf
ace
smea
red
with
mic
roflo
radu
ring
initi
alri
peni
ng
45.0
28.0
2.0
Sem
isof
t:R
ipen
edpr
inci
pall
yby
blue
mol
din
the
inte
rior
Roq
uefo
rtIn
dige
nous
mic
roflo
ra3–
5m
oin
limes
tone
cave
sat
5–10
◦ Can
d95
%re
lativ
ehu
mid
ity
Not
cook
edE
we’
sm
ilk.C
urds
mix
edw
ithPe
nici
lliu
mro
quef
orti
spor
es.C
hees
esar
epi
erce
ddu
ring
ripe
ning
40.0
31.0
3.5
Soft
:R
ipen
edpr
inci
pall
yby
surf
ace
mol
ds
Cam
embe
rtM
esop
hilic
DL
cultu
re10
–12
dat
12◦ C
,7–1
0d
at7◦ C
Not
cook
edSu
rfac
em
old
grow
thby
Peni
cill
ium
cam
embe
rti
52.5
23.0
2.5
Sour
ces:
Kos
ikow
ski1
978,
Fox
etal
.200
0.
433
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
434 Part 4: Milk
Figure 23.1. Processing scheme for natural cheeses.
contain unknown numbers of strains of the same species, areused. Mesophilic L cultures contain Leuconostoc species, in-cluding Ln. mesenteroides ssp. cremoris and Ln. lactis, while themain species in mesophilic D cultures Lactococcus lactis ssp.cremoris with lesser amounts of Lc. lactis ssp. lactis. MesophilicDL cultures would consist of both lactococci and leuconostoc.The thermophilic cultures consist of S. thermophilus, and ei-ther Lactobacillus helveticus, Lb. delbrueckii ssp. lactis or Lb.delbrueckii ssp. bulgaricus.
Cutting the Coagulum Cutting the coagulum increases thedrainage of the whey from the curds and contributes to a sharpdecrease in the moisture content of the curds. Acid-coagulatedand rennet-coagulated cheeses differ in the pH at which curd for-mation occurs, and subsequently the pH at which the coagulumis cut. For acid-coagulated cheeses, curd formation occurs at
pH 4.6, the isoelectric point of casein. Curd formation of rennet-coagulated cheeses occurs at higher pHs, ranging from pH 6.3 to6.6. Following the cutting of the coagulum, the curd and wheymixture is heated and agitated in a process called “scalding.”The agitation is necessary to keep the curds suspended in thewhey and to promote drainage of whey from the curds. The tem-perature during the scalding process is dependent on the type ofthe cheese and ranges from 20◦C to 55◦C. The temperature af-fects gel formation, gel viscoelasticity, and regulates the growthof the lactic acid bacteria. A high temperature results in greaterdrainage from the cheese and a firmer cheese.
The conversion of lactose to lactic acid by starter culturesdecreases the pH of the curd, which contributes to the loss ofthe whey from the curd and a decrease in moisture content.While the curds are in the whey, diffusion of lactic acid intothe whey and lactose into the curds occurs. The rate of acidproduction is affected by the amount and type of the startercultures, composition of the milk, and temperature during acidproduction.
When the required acidity of the cheese curds is reached, thewhey is drained to recover the curds. Following the separationof the curds from the whey, acid production continues at anincreased rate, because of the lack of diffusion of the lactic acidfrom the curd. To minimize excess acid development followingthe drainage of the whey, some types of cheese include a washingstep to reduce the lactose content. The moisture content of thecurd is affected by the extent the coagulum is cut, the temperatureof the curd after cutting, and agitation of the curd in the whey.
The handling of the curd following the cutting of the coagulumgreatly affects the characteristics of the cheese. The cheddaringprocess, used in the manufacture of Cheddar, Colby, Monterey,and Mozzarella cheeses, involves piling blocks of curd on topof each other with regular turning to allow the curds to fusetogether. In Colby and Monterey cheeses, vigorous stirring dur-ing the drainage of the whey inhibits the development of a curdstructure and results in the softer cheese with a higher moisturecontent. Frequently, the whey may be partially drained off andreplaced with water or salt brine to remove lactose and reducethe development of acidity, as is done in the processing of Goudaand Limburger cheeses.
Shaping and Pressing The resulting curds are shaped to forma coherent mass that is easy to handle. The curds are placed ina mold and are often pressed with an external force to causethe curds to deform and fuse. The pressure and time of pressingrange from a few g/cm2 for a few minutes for moist cheeses,to 200 to 500 g/cm2 for up to 16–48 hours for cooked and hardcheeses. The temperature (20–27◦C) and humidity (95% relativehumidity) of the pressing room is controlled to optimize thegrowth of the lactic acid bacteria and facilitate the deformationand shaping of the curd. Acid production by lactic acid bacteriaand additional drainage of whey from the curd continues duringthe shaping and pressing stage. The deformability is affected bythe composition of the cheese, and increases until the curds reacha pH of 5.2–5.3. Deformability also increases with an increasein moisture content and temperature.

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23 Dairy Products 435
Salting The salting step reduces the moisture content of thecurd, inhibits the growth of starter bacteria, and affects the flavor,preservation, texture, and rate of ripening of the cheese. Finalsalt contents of cheeses range from 0.7% to 4% (2–10% salt inmoisture contents). The amount of salt, the method for applica-tion of the salt, and the timing of the salting is dependent on thespecific type of cheese. The salt may be incorporated through(1) mixing with dry milled curd pieces, (2) rubbing onto thesurface of the molded cheese, or (3) immersing the cheese in asalt brine. Following the salting step, the salt diffuses into the in-terior of the cheese, with the subsequent displacement of whey.Depending on the size of the cheese block and the compositionof the cheeses, it may take from 7 days to over 4 months for thesalt to equilibrate within the cheese.
Ripening Fresh, green cheese has a bland flavor and a smooth,rubbery texture. During the ripening process, the characteristictexture and flavor of the cheese develop through a complex seriesof biochemical reactions. Ripening starter cultures are selectedto develop the texture and flavor characteristics of the specificcheese type. Enzymes released following lysis of the microor-ganisms catalyze the degradation of proteins, lipids, and lactosein the cheese to produce volatile flavor compounds, which con-tribute to the characteristic flavor of the cheeses. As the ripeningtime increases, the moisture content of the cheese decreases andthe intensity of the flavor increases. The resulting quality at-tributes of the finished cheese depend on the initial compositionof the milk and the starter cultures used, the water activity ofthe cheeses, and the temperature, time, and humidity during theripening period. Depending on the type of cheese, the ripeningperiod can range from 3 weeks to more than 2 years.
The ripening temperature influences the rate of the microbialgrowth and enzyme activity during the process and the equilib-rium between the biochemical reactions that occur during ripen-ing. Ripening temperatures generally range from 5◦C to 20◦C,which is well below the optimum temperatures for microbialgrowth and enzyme activity. Soft cheeses are often ripened at4◦C to slow the biochemical processes. An increase in ripeningtemperature for hard cheeses reduces the ripening time necessaryfor flavor development, with a 5◦C increase in ripening temper-ature reducing the ripening time 2–3 months. However, cautionmust be exercised in altering ripening temperatures since not allmicroorganisms and enzymes respond to temperature changesin the same manner, resulting in an imbalance in flavor charac-teristics (Choisy et al. 2000).
The growth of most of the starter bacteria added to the milkin the initial stages of cheese-making is slowed as the pH ofthe cheese approaches 5.7 and following the addition of salt,however fermentation and a decrease in pH continue. The fer-mentation of lactose to lactic acid by the starter cultures pro-vides an environment that prevents the growth of undesirablemicroorganisms through the reduced pH and the formation ofan anaerobic environment. The reduced pH also has an influenceon activity of the proteases and lipases, which contribute to theformation of critical volatile flavor compounds. The optimal ac-tivity for proteases is between pH 5.5 and 6.5 and for lipases isbetween pH 6.5 and 7.5. Lactose and citrate are precursors for
a number of volatile flavor compounds, including diacetyl, ace-toin, 2,3-butanediol, and acetaldehyde, which are also formedduring ripening (Urbach 1995).
Protease and lipase activity during the ripening is probablymost important to the development of the flavor and texture ofthe cheese. Enzymes of the starter bacteria, nonstarter lactic acidbacteria, and secondary cultures added during cheese-makingare most important in the development of the flavor and textureof the cheese during ripening. These enzymes are released bythe lysis of the cell wall of the bacteria. Rennet enzymes andendogenous milk enzymes, such as plasmin, also contribute tothese hydrolytic reactions during ripening. The extent of theseenzymatic reactions depends on the activity and specificity ofthe enzymes, the concentration of the substrates, pH, water ac-tivity, salt concentration, and ripening temperature and duration.The degradation of the amino acids and fatty acids, through en-zymatic and nonenzymatic reactions, results in the formation ofseveral important volatile flavor compounds, including sulfur-containing compounds, amines, aldehydes, alcohols, esters, andlactones.
Rennet and plasmin are associated with the primary phaseof proteolysis and hydrolyze the caseins to large polypeptides.This proteolysis alters three-dimensional protein network of thecheese to form a less firm and less elastic cheese. Although thesepolypeptides do not have a direct impact on flavor, they do func-tion as a substrate for the proteases associated with the starterand nonstarter bacteria. However, if the primary proteolysis isextensive, bitter peptides, with a high percentage of hydropho-bic amino acids predominate. Free amino acids and short-chainpeptides contribute sweet, bitter, and brothy-like taste character-istics to the cheese. Further degradation and chemical reactionsof these peptides and amino acids through the action of decar-boxylases, transaminases, or deaminases, contribute to the for-mation of amines, acids, ammonia, and thiols, which contributeto cheese flavor.
Lipases break down triacylglycerols into free fatty acids, andmono- and diacylglycerols. The short-chain free fatty acids con-tribute to the sharp, pungent flavor characteristics of the cheese.The degree of lipolysis that is acceptable without producingsoapy and rancid flavors depends on the type of cheese. SeveralPenicillium strains form methyl ketones, lactones, and unsatu-rated alcohols through their enzymatic systems associated withβ-oxidation and decarboxylation, β-oxidation and lactonization,and lipoxygenase activity. Aliphatic and aromatic esters are syn-thesized by esters present in a range of microorganisms, includ-ing mesophilic and thermophilic lactic acid bacteria (Choisyet al. 2000).
The texture of cheese is attributed to the three-dimensionalprotein network, which entraps fat and whey. This structure isaltered through proteolysis during ripening to form a less firmand less elastic cheese.
Carbon dioxide produced by the metabolism of the bac-teria and entrapped within the curd results in the formationof eyes in several types of cheeses. The small eyes char-acteristics of Edam, Gouda, and related cheese varieties areformed by carbon dioxide produced from citrate by Leuconos-toc ssp. In Swiss-type cheeses, Propionibacterium freudenreichii
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
436 Part 4: Milk
ssp. shermanii metabolize lactate to form the carbon dioxide re-sponsible for the eye formation. These cheeses are ripened in hotrooms (20–22◦C) to optimize the growth of the propionibacteriaand allow eye formation.
Ripening of cheese is a time-intensive process; thus, there ismuch interest in accelerating the ripening process without anadverse effect on cheese quality. Addition of enzymes, includ-ing the use of encapsulated enzymes; addition of attenuated ormodified starter cultures and adjunct cultures; elevated ripen-ing temperatures; and the addition of cheese slurry have beenexplored as possible means to shorten the ripening processing.An important consideration is that increased proteolysis or animbalance of enzyme activity can result in higher contents of hy-drophobic amino acids and peptides that contribute to bitterness(Choisey 2000, Law 2001, Azarnia et al. 2006).
Processed Cheese
Processed cheeses are produced by blending and heating severalnatural cheeses with emulsifiers, water, butterfat, whey powderand/or caseinates to form a homogeneous mixture. The pro-portion of cheese used in the formulation ranges from 51%for cheese spreads and cheese foods to 98% in processedcheeses. Different types of natural cheeses will produce pro-cessed cheeses with different flavor and textural characteristics.The formulation of these ingredients affects the consistency, tex-ture, flavor, and melting characteristics of the processed cheese.The heating process inactivates the microorganisms and dena-tures enzymes to produce a stable product. The flavor of theprocessed cheese is generally milder than the natural cheeses,due to the effects of the heat. However, the melting propertiesof the processed cheese are much improved due to the additionof the emulsifiers. Processed cheeses range in consistency fromblock cheese to sliced cheese to cheese for spreading. (Banks1998, Fox et al. 2000).
Butter
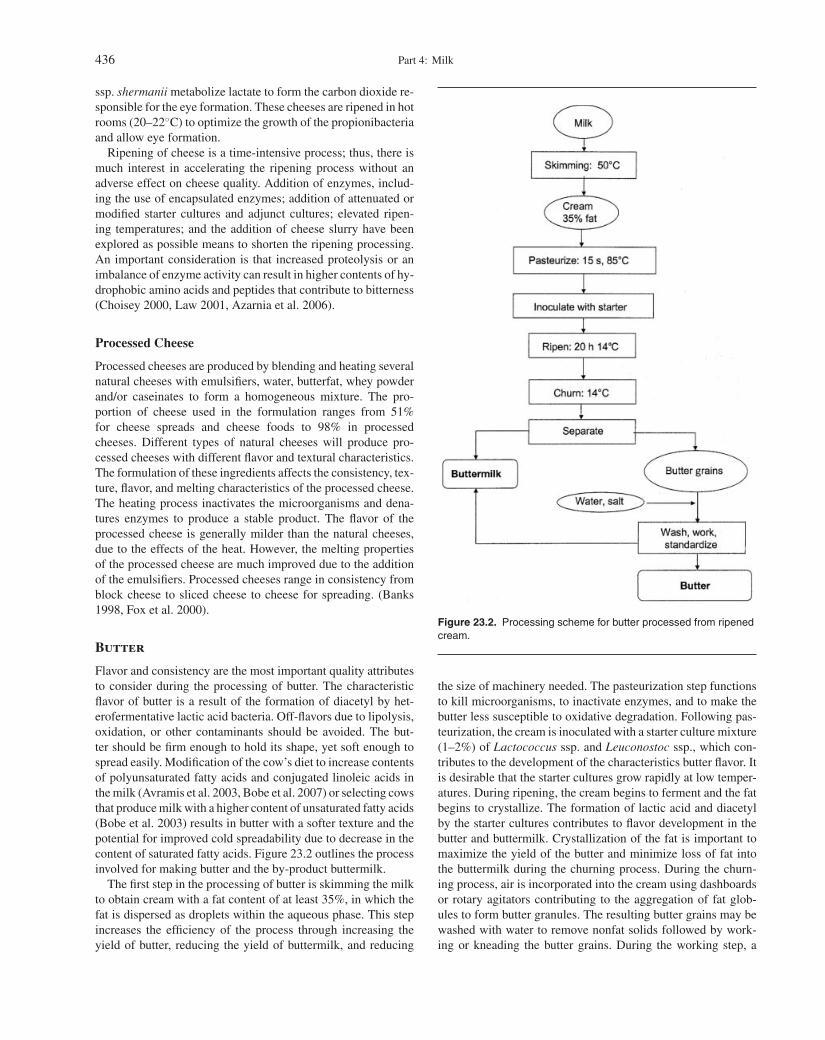
Flavor and consistency are the most important quality attributesto consider during the processing of butter. The characteristicflavor of butter is a result of the formation of diacetyl by het-erofermentative lactic acid bacteria. Off-flavors due to lipolysis,oxidation, or other contaminants should be avoided. The but-ter should be firm enough to hold its shape, yet soft enough tospread easily. Modification of the cow’s diet to increase contentsof polyunsaturated fatty acids and conjugated linoleic acids inthe milk (Avramis et al. 2003, Bobe et al. 2007) or selecting cowsthat produce milk with a higher content of unsaturated fatty acids(Bobe et al. 2003) results in butter with a softer texture and thepotential for improved cold spreadability due to decrease in thecontent of saturated fatty acids. Figure 23.2 outlines the processinvolved for making butter and the by-product buttermilk.
The first step in the processing of butter is skimming the milkto obtain cream with a fat content of at least 35%, in which thefat is dispersed as droplets within the aqueous phase. This stepincreases the efficiency of the process through increasing theyield of butter, reducing the yield of buttermilk, and reducing
Figure 23.2. Processing scheme for butter processed from ripenedcream.
the size of machinery needed. The pasteurization step functionsto kill microorganisms, to inactivate enzymes, and to make thebutter less susceptible to oxidative degradation. Following pas-teurization, the cream is inoculated with a starter culture mixture(1–2%) of Lactococcus ssp. and Leuconostoc ssp., which con-tributes to the development of the characteristics butter flavor. Itis desirable that the starter cultures grow rapidly at low temper-atures. During ripening, the cream begins to ferment and the fatbegins to crystallize. The formation of lactic acid and diacetylby the starter cultures contributes to flavor development in thebutter and buttermilk. Crystallization of the fat is important tomaximize the yield of the butter and minimize loss of fat intothe buttermilk during the churning process. During the churn-ing process, air is incorporated into the cream using dashboardsor rotary agitators contributing to the aggregation of fat glob-ules to form butter granules. The resulting butter grains may bewashed with water to remove nonfat solids followed by work-ing or kneading the butter grains. During the working step, a
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23 Dairy Products 437
water-in-oil emulsion is formed as the small water droplets aredispersed into the fat matrix.
The churning process is probably most critical to the texturalquality of the butter. As air is incorporated into the cream, thefat globules surround the air bubbles and coalesce with otherfat-coated air bubbles to form clumps. These clumps continueto coalesce during the churning process and the volume of airbubbles decreases. The proportion of solid fat, which is influ-enced by temperature, is critical to the aggregation of fat clumpsto form butter. If the rate of churning is too fast, the fat globulesare less stable and less likely to coalesce, resulting in a greaterloss of fat into the buttermilk.
Buttermilk
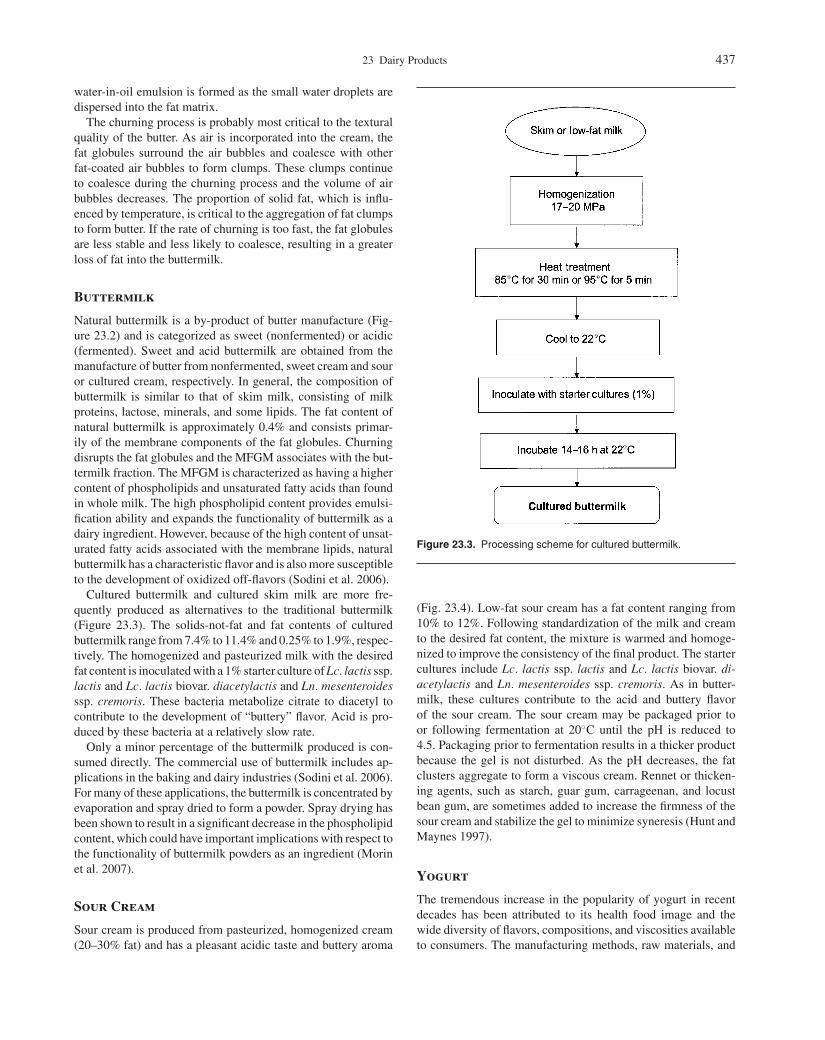
Natural buttermilk is a by-product of butter manufacture (Fig-ure 23.2) and is categorized as sweet (nonfermented) or acidic(fermented). Sweet and acid buttermilk are obtained from themanufacture of butter from nonfermented, sweet cream and souror cultured cream, respectively. In general, the composition ofbuttermilk is similar to that of skim milk, consisting of milkproteins, lactose, minerals, and some lipids. The fat content ofnatural buttermilk is approximately 0.4% and consists primar-ily of the membrane components of the fat globules. Churningdisrupts the fat globules and the MFGM associates with the but-termilk fraction. The MFGM is characterized as having a highercontent of phospholipids and unsaturated fatty acids than foundin whole milk. The high phospholipid content provides emulsi-fication ability and expands the functionality of buttermilk as adairy ingredient. However, because of the high content of unsat-urated fatty acids associated with the membrane lipids, naturalbuttermilk has a characteristic flavor and is also more susceptibleto the development of oxidized off-flavors (Sodini et al. 2006).
Cultured buttermilk and cultured skim milk are more fre-quently produced as alternatives to the traditional buttermilk(Figure 23.3). The solids-not-fat and fat contents of culturedbuttermilk range from 7.4% to 11.4% and 0.25% to 1.9%, respec-tively. The homogenized and pasteurized milk with the desiredfat content is inoculated with a 1% starter culture of Lc. lactis ssp.lactis and Lc. lactis biovar. diacetylactis and Ln. mesenteroidesssp. cremoris. These bacteria metabolize citrate to diacetyl tocontribute to the development of “buttery” flavor. Acid is pro-duced by these bacteria at a relatively slow rate.
Only a minor percentage of the buttermilk produced is con-sumed directly. The commercial use of buttermilk includes ap-plications in the baking and dairy industries (Sodini et al. 2006).For many of these applications, the buttermilk is concentrated byevaporation and spray dried to form a powder. Spray drying hasbeen shown to result in a significant decrease in the phospholipidcontent, which could have important implications with respect tothe functionality of buttermilk powders as an ingredient (Morinet al. 2007).
Sour Cream
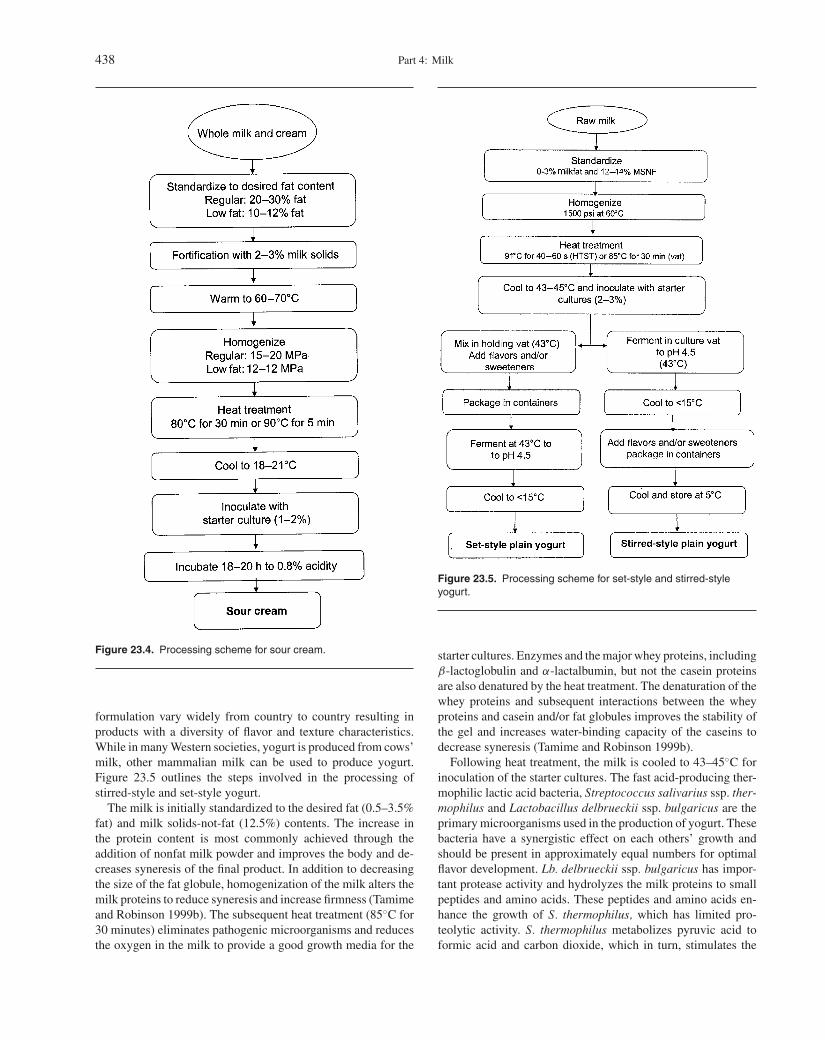
Sour cream is produced from pasteurized, homogenized cream(20–30% fat) and has a pleasant acidic taste and buttery aroma
Figure 23.3. Processing scheme for cultured buttermilk.
(Fig. 23.4). Low-fat sour cream has a fat content ranging from10% to 12%. Following standardization of the milk and creamto the desired fat content, the mixture is warmed and homoge-nized to improve the consistency of the final product. The startercultures include Lc. lactis ssp. lactis and Lc. lactis biovar. di-acetylactis and Ln. mesenteroides ssp. cremoris. As in butter-milk, these cultures contribute to the acid and buttery flavorof the sour cream. The sour cream may be packaged prior toor following fermentation at 20◦C until the pH is reduced to4.5. Packaging prior to fermentation results in a thicker productbecause the gel is not disturbed. As the pH decreases, the fatclusters aggregate to form a viscous cream. Rennet or thicken-ing agents, such as starch, guar gum, carrageenan, and locustbean gum, are sometimes added to increase the firmness of thesour cream and stabilize the gel to minimize syneresis (Hunt andMaynes 1997).
Yogurt
The tremendous increase in the popularity of yogurt in recentdecades has been attributed to its health food image and thewide diversity of flavors, compositions, and viscosities availableto consumers. The manufacturing methods, raw materials, and
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
438 Part 4: Milk
Figure 23.4. Processing scheme for sour cream.
formulation vary widely from country to country resulting inproducts with a diversity of flavor and texture characteristics.While in many Western societies, yogurt is produced from cows’milk, other mammalian milk can be used to produce yogurt.Figure 23.5 outlines the steps involved in the processing ofstirred-style and set-style yogurt.
The milk is initially standardized to the desired fat (0.5–3.5%fat) and milk solids-not-fat (12.5%) contents. The increase inthe protein content is most commonly achieved through theaddition of nonfat milk powder and improves the body and de-creases syneresis of the final product. In addition to decreasingthe size of the fat globule, homogenization of the milk alters themilk proteins to reduce syneresis and increase firmness (Tamimeand Robinson 1999b). The subsequent heat treatment (85◦C for30 minutes) eliminates pathogenic microorganisms and reducesthe oxygen in the milk to provide a good growth media for the
Figure 23.5. Processing scheme for set-style and stirred-styleyogurt.
starter cultures. Enzymes and the major whey proteins, includingβ-lactoglobulin and α-lactalbumin, but not the casein proteinsare also denatured by the heat treatment. The denaturation of thewhey proteins and subsequent interactions between the wheyproteins and casein and/or fat globules improves the stability ofthe gel and increases water-binding capacity of the caseins todecrease syneresis (Tamime and Robinson 1999b).
Following heat treatment, the milk is cooled to 43–45◦C forinoculation of the starter cultures. The fast acid-producing ther-mophilic lactic acid bacteria, Streptococcus salivarius ssp. ther-mophilus and Lactobacillus delbrueckii ssp. bulgaricus are theprimary microorganisms used in the production of yogurt. Thesebacteria have a synergistic effect on each others’ growth andshould be present in approximately equal numbers for optimalflavor development. Lb. delbrueckii ssp. bulgaricus has impor-tant protease activity and hydrolyzes the milk proteins to smallpeptides and amino acids. These peptides and amino acids en-hance the growth of S. thermophilus, which has limited pro-teolytic activity. S. thermophilus metabolizes pyruvic acid toformic acid and carbon dioxide, which in turn, stimulates the
P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23 Dairy Products 439
growth of Lb. delbrueckii. Initially, S. thermophilus grows fasterthan Lb. delbrueckii, however, at the later stages of the fermen-tation process, the growth of the S. thermophilus is inhibitedby the reduced pH of the yogurt. The mutual stimulation of theyogurt cultures through their metabolic activity significantly in-creases the formation of lactic acid at a rate greater than wouldbe possible by the individual cultures.
The acid produced by the yogurt cultures decreases the pHof the milk to cause the aggregation of the casein micelles. Asthe pH decreases to less than 6.0, the colloidal calcium phos-phate that stabilizes the casein micelle structure is solubilizedand micelle undergoes partial rearrangement. Solubilization ofthe colloidal calcium phosphate is essentially completed whenthe milk reaches a pH of 5.0. With further acid production,the pH of the milk reaches the isoelectric point of casein (pH4.6) and electrostatic repulsion of the charged groups on thecasein proteins decreases as these groups become protonated.The increased casein–casein association through hydrophobicinteractions results in the aggregation of casein micelles andgel formation (Lucey 2002). Complete solubilization of col-loidal calcium phosphate prior to the initiation of gel formationresults in the formation of yogurt with stronger gels and re-duced tendency for syneresis. Higher inoculation rates for thestarter cultures (2%) and a lower incubation temperature (40◦C)contribute to stronger interactions between casein moleculesand a more stable gel structure and reduced syneresis (Lee andLucey 2004).
Two types of yogurt, set-style and stirred-style are produced.Set-style yogurt is fermented following packaging, with colorand flavors added to the container prior to the addition of theinoculated milk, resulting in a gel that forms a firm, unbrokencoagulum. Stirred-style yogurt is fermented in a vat prior topackaging, with the gel structure broken following fermentationduring the addition of flavors and colors, cooling and packagingstage. For both types of yogurt, either a short incubation periodat 40–45◦C for 21/2–3 hours or a long incubation period at 30◦Cfor 16–18 hours may be used to attain a pH of 4.5 or titratableacidity of 0.9% lactic acid prior to cooling.
The metabolism of the yogurt cultures contributes to the char-acteristic flavor of yogurt. Both bacteria are heterofermentativeand produce lactic acid from glucose, yet are unable to metabo-lize galactose. Acetaldehyde, a key flavor component of yogurtdescribed as having a fruity aroma, is produced by the degra-dation of threonine to acetaldehyde and glycine by the enzymethreonine aldolase. Although S. thermophilus forms a major-ity of the acetaldehyde produced, the proteolytic activity of Lb.delbrueckii ssp. bulgaricus generates the precursors for the for-mation of acetaldehyde (Wilkins et al. 1986). Other volatileflavor compounds generated by the metabolism of lactic acidbacteria include diacetyl and 2,3-pentanedione, both of whichhave buttery aroma characteristics. The formation of lactic acidduring the fermentation is also a critical contributor to the typicalyogurt flavor (Ott et al. 1997, 2000).
Syneresis, the expelling of interstitial liquid due to associationof the protein molecules and shrinkage of a gel network, isundesirable in yogurt. Syneresis increases with an increase inincubation temperature. In stirred yogurt, extensive amounts of
syneresis results in a thin product. Therefore, incubation of theyogurt at a lower temperature, such as 32◦C, is recommendedto maintain the desirable viscosity. Stabilizers, such as gelatin,xanthan gum, locust bean gum, and κ-carrageenan, increase thefirmness and viscosity of yogurt and minimize syneresis throughtheir ability to bind with water and the milk proteins to stabilizethe protein network (Soukoulis et al. 2007).
Acidophilus Milk
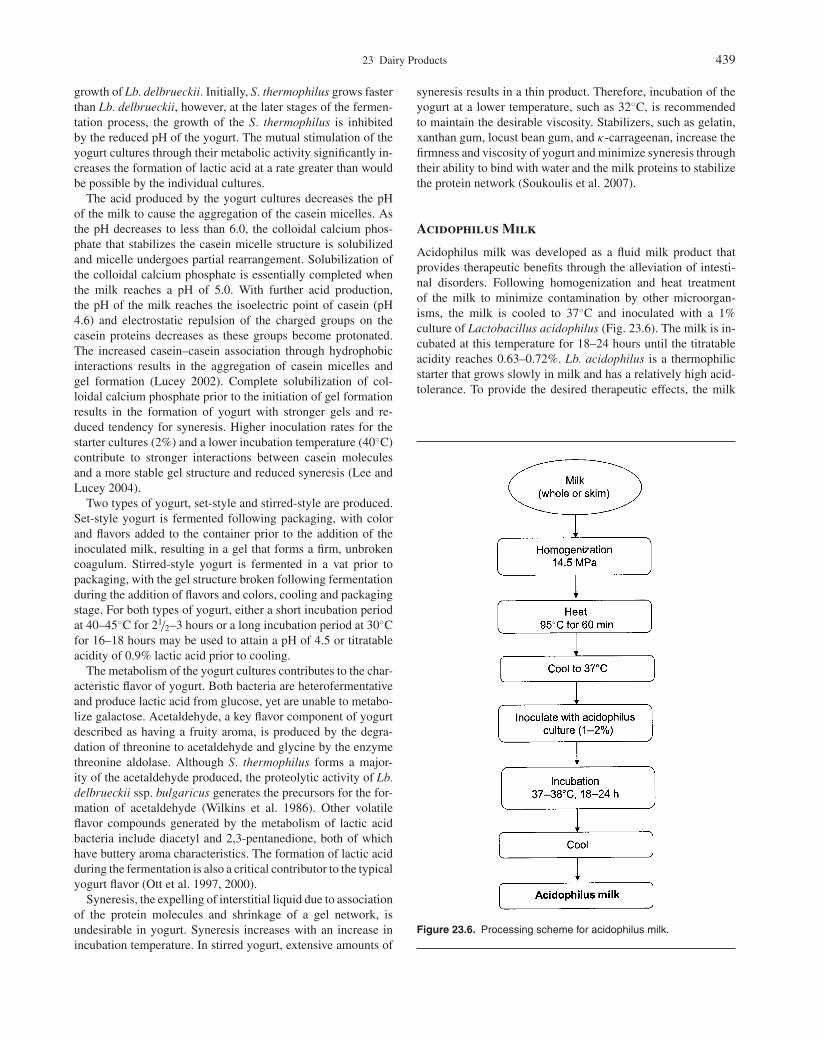
Acidophilus milk was developed as a fluid milk product thatprovides therapeutic benefits through the alleviation of intesti-nal disorders. Following homogenization and heat treatmentof the milk to minimize contamination by other microorgan-isms, the milk is cooled to 37◦C and inoculated with a 1%culture of Lactobacillus acidophilus (Fig. 23.6). The milk is in-cubated at this temperature for 18–24 hours until the titratableacidity reaches 0.63–0.72%. Lb. acidophilus is a thermophilicstarter that grows slowly in milk and has a relatively high acid-tolerance. To provide the desired therapeutic effects, the milk
Figure 23.6. Processing scheme for acidophilus milk.

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
440 Part 4: Milk
should contain 5 × 108 cfu/mL at the time of consumption(Tamime and Marshall 1997).
THE FUTURE—CULTURED DAIRYPRODUCTS WITH THERAPEUTICBENEFITSThe availability of dairy products with positive nutritional ben-efits, in addition to yogurt and acidophilus milk, is expected toincrease in the future. Probiotic bacteria, galactooligosaccha-rides and other lactose derivatives, prebiotics, bioactive pep-tides, whey proteins, and conjugated linoleic acids are amongthe components identified in cultured dairy products with en-hanced nutritional benefits, ranging from improved balance ofintestinal function, reduction of serum cholesterol, enhancedimmune function, and anticarcinogenic and antimicrobial activ-ity. In some cases, modifications of the traditional processingprotocols will be necessary to increase the content and sta-bility of these components in cultured dairy products withoutadversely affecting the flavor, texture, and other sensory qual-ity attributes. The development of cultured dairy products withimproved health benefits will provide numerous challenges andrewards to food scientists and consumers (McIntosh et al. 1998,Hilliam 2003, Korhonen and Pihlanto 2003, Parodi 2003, Playneet al. 2003, Stanton et al. 2003, Stevenson and Knowles 2003).
ACKNOWLEDGMENTSThis chapter of the Iowa Agriculture and Home Economics Ex-periment Station, Ames, Iowa, Project No. 3574, was supportedby Hatch Act and State of Iowa funds.
FURTHER READING
Early R. 1998. The Technology of Dairy Products, 2nd edn. BlackieAcademic and Professional, London, p. 446.
Kurmann JA et al. 1992. Encyclopedia of Fermented Fresh MilkProducts: An International Inventory of Fermented Milk, Cream,Buttermilk, Whey and Related Products. Van Nostrand Reihnold,New York, p. 368.
Law BA. 1997. Microbiology and Biochemistry of Cheese andFermented Milk, 2nd edn. Blackie Academic and Professional,London, p. 365.
Tamime AY, Robinson RK. 1999. Yoghurt – Science and Technol-ogy, 2nd edn. CRC Press, Boca Raton, FL, p. 619.
Walstra P. 1990. On the stability of casein micelles. J Dairy Sci 73:1965–1979.
REFERENCES
Avramis CA et al. 2003. Physical and processing properties of milk,butter, and Cheddar cheese from cows fed supplemental fish meal.J Dairy Sci 86: 2568–2576.
Azarnia S et al. 2006. Biotechnological methods to accelerate Ched-dar cheese ripening. Crit Rev Biotechnol 26: 121–143.
Banks JM. 1998. Chapter 3, Cheese. In: R Early (ed.) The Technol-ogy of Dairy Products, 2nd edn. Blackie Academic and Profes-sional, London, pp. 81–122.
Bendall JG. 2001. Aroma compounds of fresh milk from NewZealand cows fed different diets. J Agric Food Chem 49:4825–4832.
Bobe G et al. 2003. Texture of butter from cows with different milkfatty acid compositions. J Dairy Sci 86: 3122–3127.
Bobe G et al. 2007. Butter composition and texture from cows fedwith different milk fatty acid compositions fed fish oil or roastedsoybeans. J Dairy Sci 90: 2596–2603.
Brule G et al. 2000. Chapter 1, The casein micelle and milk coag-ulation. In: A Eck, J-C Gillis (eds.) Cheesemaking – From Sci-ence to Quality Assurance, 2nd edn. Lavoisier Publishing, Paris,pp. 7–40.
Buchin S et al. 1998. Influence of pasteurization and fat compositionof milk on the volatile compounds and flavor characteristics ofsemi-hard cheese. J Dairy Sci 81: 3097–3108.
Canterri G. 2000. Chapter 5.2, Lactic starters. In: A Eck, J-C Gillis(eds.) Cheesemaking – From Science to Quality Assurance, 2ndedn. Lavoisier Publishing, Paris, pp. 164–182.
Cheryan M et al. 1975. Secondary phase and mechanism of enzymicmilk coagulation. J Dairy Sci 58: 477–481.
Choisy C et al. 2000. Chapter 4, The biochemistry of ripening. In:A Eck, J-C Gillis (eds.) Cheesemaking – From Science to QualityAssurance, 2nd edn. Lavoisier Publishing, Paris, pp. 82–151.
Fox PF. 1969. Milk-clotting and proteolytic activities of rennet,bovine pepsin, and porcine pepsin. J Dairy Res 36: 427–433.
Fox PF et al. 2000. Fundamentals of Cheese Science. Aspen Pub-lishers, Gaithersburg, MD, p. 587.
Fox PF, McSweeney PLH. 1997. Chapter 1, Rennets: their role inmilk coagulation and cheese ripening. In: BA Law (ed.) Microbi-ology and Biochemistry of Cheese and Fermented Milk, 2nd edn.Blackie Academic and Professional, London, pp. 1–49.
Friedrich JE, Acree TE. 1998. Gas chromatography olfactometry(GC/O) of dairy products. Int Dairy J 8: 235–241.
Hilliam M. 2003. Future for dairy products and ingredients in thefunctional foods market. Aus J Dairy Technol 58: 98–103.
Hugenholtz J. 1993. Citrate metabolism. FEMS Microbiol Rev 12:165–178.
Hunt CC, Maynes JR. 1997. Current issues in the stabilization ofcultured dairy products. J Dairy Sci 80: 2639–2643.
Korhonen H, Pihlanto A. 2003. Bioactive peptides: new challengesand opportunities for the dairy industry. Aus J Dairy Technol 58:129–133.
Kosikowski F. 1978. Cheese and Fermented Milk Foods, 2nd edn.F.V. Kosikowski and Associates, Brooktondale, NY, p. 711.
Law BA. 2001. Controlled and accelerated cheese ripening: theresearch base for new technology. Int Dairy J 11: 383–398.
Lee WJ, Lucey JA. 2004. Structure and physical properties of yo-gurt gels: effect of inoculation rate and incubation temperature.J Dairy Sci 87: 3153–3164.
Lucey JA. 2002. Formation and physical properties of milk proteingels. J Dairy Sci 85: 281–294.
McIntosh GH, et al. 1998. Whey proteins as functional food ingre-dients. Int Dairy J 8: 425–434.
Morin P et al. 2007. Effect of processing on the composition andmicrostructure of buttermilk and its milk fat globule membranes.Int Dairy J 17: 1179–1187.

P1: SFK/UKS P2: SFK
BLBS102-c23 BLBS102-Simpson March 21, 2012 13:44 Trim: 276mm X 219mm Printer Name: Yet to Come
23 Dairy Products 441
Østlie HM et al. 2003. Growth and metabolism of selected strainsof probiotic bacteria in milk. Int J Food Microbiol 87: 17–27.
Ott A et al. 1997. Determination and origin of the aroma impactcompounds of yogurt flavour. J Agric Food Chem 45: 850–858.
Ott A et al. 2000. Sensory investigation of yogurt flavour perception:mutual influence of volatiles and acidity. J Agric Food Chem 48:441–450.
Parodi PW. 2003. Anticancer agents in milkfat. Aus J Dairy Technol58: 114–118.
Playne MJ, et al. 2003. Functional dairy foods and ingredients. AusJ Dairy Technol 58: 242–264.
Rattray FP et al. 2000. Purification and characterization of a diacetylreductase from Leuconostoc pseudomesenteroides. Int Dairy J10: 781–789.
Sodini I et al. 2006. Compositional and functional properties of but-termilk: a comparison between sweet, sour, and whey buttermilk.J Dairy Sci 89: 525–536.
Soukoulis C et al. 2007. Industrial yogurt manufacture: monitoringof fermentation process and improvement of final product quality.J Dairy Sci 90: 2641–2654.
Stanley G. 1998. Chapter 2, Microbiology of fermented milk prod-ucts. In: R Early (ed.) The Technology of Dairy Products, 2ndedn. Blackie Academic and Professional, London, pp. 50–80.
Stanton C, et al. 2003. Probiotic health benefits – reality or myth?Aus J Dairy Technol 58: 107–113.
Stevenson L, Knowles G. 2003. The role of dairy ingredients inenhancing immunity. Aus J Dairy Technol 58: 135–139.
Tamime AY, Marshall VME. 1997. Chapter 3, Microbiology andtechnology of fermented milks. In: BA Law (ed.) Microbiol-ogy and Biochemistry of Cheese and Fermented Milk, 2nd edn.Blackie Academic and Professional, London, pp. 57–152.
Tamime AY, Robinson RK. 1999a. Chapter 8, Preservation and pro-duction of starter cultures. In: Yoghurt – Science and Technology,2nd edn. CRC Press, Boca Raton, FL, pp. 486–534.
Tamime AY, Robinson RK. 1999b. Chapter 2, Background to man-ufacturing practice. In: Yoghurt – Science and Technology, 2ndedn. CRC Press, Boca Raton, FL, pp. 11–128.
Urbach G. 1995. Contribution of lactic acid bacteria to flavour com-pound formation in dairy products. Int Dairy J 5: 877–903.
Walstra P et al. 1999. Dairy Technology: Principles of Milk Prop-erties and Processes. Marcel Dekker, New York, p. 727.
Walstra P, Jenness R. 1984. Dairy Chemistry and Physics. JohnWiley & Sons, New York, p. 467.
Wilkins DW et al. 1986. Threonine aldolase activity in yogurt bac-teria as determined by headspace gas chromatography. J AgricFood Chem 34: 150–152.